- Преподавателю
- Астрономия
- Практическое занятие по Процессам формообразования и инструментам на тему Расчет режимов резания при фрезеровании
Практическое занятие по Процессам формообразования и инструментам на тему Расчет режимов резания при фрезеровании
| Раздел | Астрономия |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Быковская А.В. |
| Дата | 04.01.2015 |
| Формат | doc |
| Изображения | Есть |

Тема 5.3 Расчет и табличное определение рациональных режимов резания при фрезеровании
Практическое занятие №4
Тема: Расчет режимов резания при фрезеровании
Цель работы: закрепление знаний, полученных на теоретических занятиях по элементам режимов резания, приобретение практических навыков назначения режимов резания при фрезеровании.
Задачи практического занятия работы
-
Изучить алгоритм назначения режимов резания на фрезерных станках табличным методом.
-
Выполнить расчет режимов резания табличным методом.
-
Научиться назначать инструмент для всех видов фрезерных работ.
-
Закрепить навыки составления схем обработки фрезерованием.
Задание
Для заданных условий обработки выбрать фрезу, назначить режим резания и определить основное время на обработку, (см. табл.1.)
Таблица 1 - Исходные данные
№ вар.
Оборудование
Материал
Вид обработки
В
L
z
b
Прим.
1
Горизонтально-фрезерный 6Р82Г
Сталь Ст5 sВ=500 МПа
Поковка
Цилиндрическое фрезерование предварит. Ra10 с охлаждением
65
200
4
-
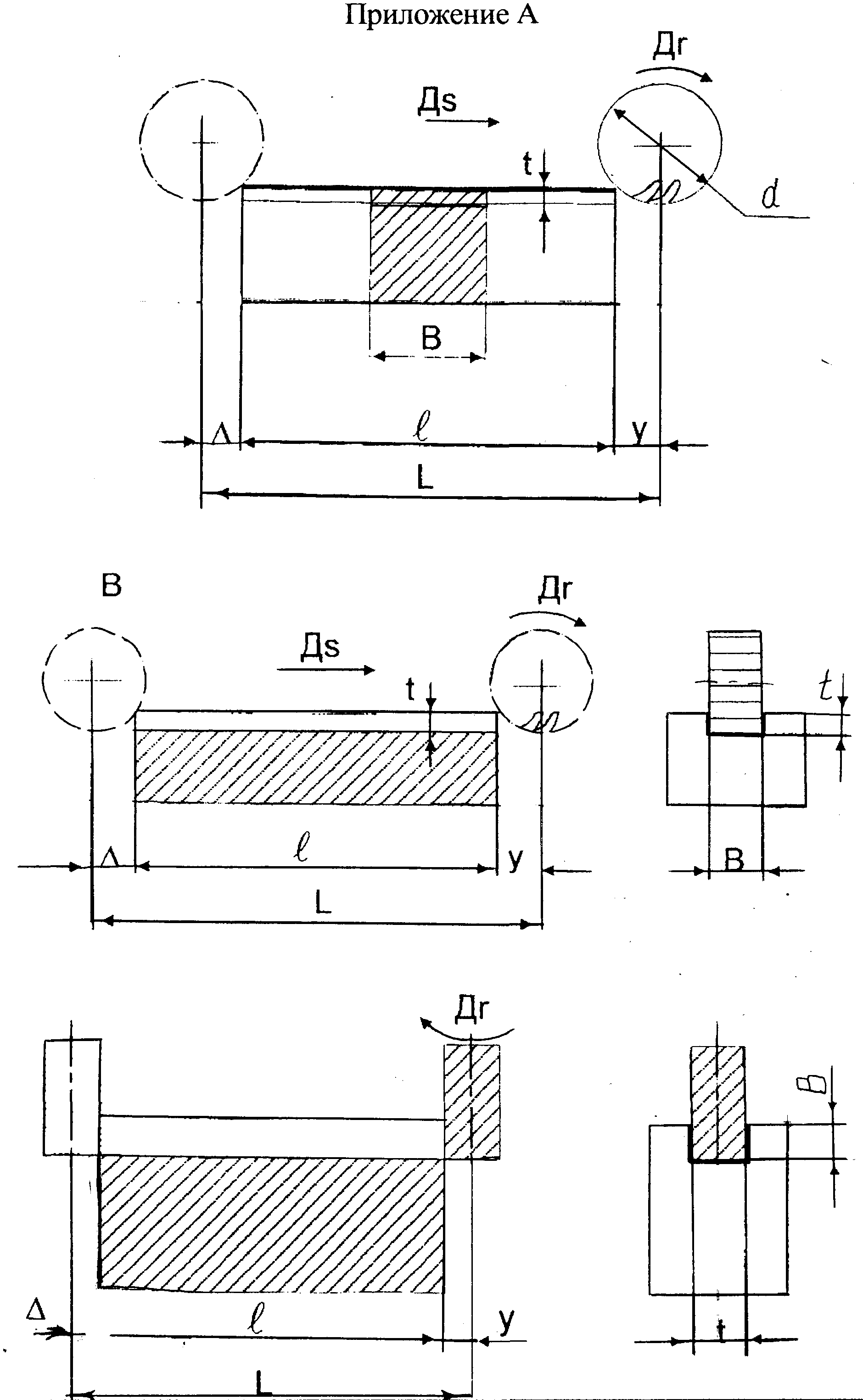
В - ширина фрезеруемой плоскости
2
Горизонтально-фрезерный 6Р82Г
Серый чугун СЧ10, НВ150
Отливка
Цилиндрическое фрезерование предварит. Ra10 с охлаждением
40
120
4
-
L - длина фрезеруемой поверхности или паза
3
Горизонтально-фрезерный 6Р82Г
Сталь 35 sВ=580 МПа
Прокат
Цилиндрическое фрезерование окончат. Ra3,2 без охлаждения
80
120
1,5
-
z - припуск на обработку или глубина паза
4
Горизонтально-фрезерный 6Р82Г
Алюминиевый сплав Ал5, НВ65
Отливка
Цилиндрическое фрезерование окончат. Ra3,2 без охлаждения
50
200
1,5
-
b - ширина фрезеруемого паза
5
Вертикально-фрезерный 6Р12
Бронза БрАЖ9-4 НВ120Ст35 sВ=580 МПа
Прокат
Торцовое фрезерование предварит. По корке без охлаждения
75
320
4
-
6
Вертикально-фрезерный 6Р12
Сталь 40Х sВ=780 МПа
Поковка
Торцовое фрезерование окончат. Ra3,2 с охлаждением
90
250
1,0
-
7
Вертикально-фрезерный 6Р12
Серый чугун СЧ40, НВ250
Отливка
Торцовое фрезерование предварит. По корке без охлаждения
60
300
4,5
-
Продолжение табл. 1
№ вар.
Оборудование
Материал
Вид обработки
В
L
z
b
Прим.
8
Вертикально-фрезерный 6Р12
Сталь 38ХМЮА sВ=1100 МПа
Поковка
Торцовое фрезерование окончат. Ra2,5 с охлаждением
85
400
1,0
-
В - ширина фрезеруемой плоскости
9
Вертикально-фрезерный 6Р12
Латунь ЛК80-3 НВ110
Отливка
Торцовое фрезерование окончат. Ra2,5 без охлаждением
45
130
1,0
-
L - длина фрезеруемой поверхности или паза
10
Вертикально-фрезерный 6Р12
Серый чугун СЧ30, НВ220
Отливка
Торцовое фрезерование предварит. По корке без охлаждения
70
350
5
-
z - припуск на обработку или глубина паза
11
Горизонтально-фрезерный 6Р82Г
Сталь 20Х sВ=750 МПа
Прокат
Фрезерование паза дисковой фрезой окончат. Ra2,5 с охлаждением
-
150
8
19
b - ширина фрезеруемого паза
12
Горизонтально-фрезерный 6Р82Г
Серый чугун СЧ10, НВ150
Отливка
Фрезерование паза дисковой фрезой окончат. Ra2,5 с охлаждением
-
400
10
20
13
Горизонтально-фрезерный 6Р82Г
Сталь 50 sВ=650 МПа
Прокат
Фрезерование паза дисковой фрезой окончат. Ra2,5 с охлаждением
-
380
12
22
14
Горизонтально-фрезерный 6Р82Г
Серый чугун СЧ15, НВ180
Отливка
Фрезерование паза дисковой фрезой окончат. Ra2,5 с охлаждением
-
120
12
24
15
Горизонтально-фрезерный 6Р82Г
Бронза БрАЖН10 НВ170
Отливка
Фрезерование паза дисковой фрезой черновая. Ra6,3
-
280
10
16
16
Горизонтально-фрезерный 6Р82Г
Сталь 30ХН sВ=780 МПа
Поковка
Фрезерование паза дисковой фрезой черновая. Ra6,3
-
170
15
36
17
Горизонтально-фрезерный 6Р82Г
Латунь ЛЖ52-1-1 НВ110
Отливка
Фрезерование паза дисковой фрезой черновая. Ra6,3
-
100
8
20
18
Горизонтально-фрезерный 6Р82Г
Серый чугун СЧ20, НВ200
Отливка
Фрезерование паза дисковой фрезой черновая. Ra6,3
-
350
15
30
19
Вертикально-фрезерный 6Р12
Сталь 20ХН sВ=650 МПа
Пркат
Фрезерование паза концевой фрезой окончат. Ra2,5 с охлаждением
-
300
5
30
В - ширина фрезеруемой плоскости
Продолжение табл. 1
№ вар.
Оборудование
Материал
Вид обработки
В
L
z
b
Прим.
20
Вертикально-фрезерный 6Р12
Серый чугун СЧ30, НВ220
Отливка
Фрезерование паза концевой фрезой окончат. Ra3,2 без охлаждения
-
200
10
16
L - длина фрезеруемой поверхности или паза
21
Вертикально-фрезерный 6Р12
Сталь 40Х sВ=780 МПа
Прокат
Фрезерование паза концевой фрезой окончат. Ra2,5 с охлаждением
-
80
10
18
z - припуск на обработку или глубина паза
22
Вертикально-фрезерный 6Р12
Серый чугун СЧ10, НВ150
Отливка
Фрезерование паза концевой фрезой окончат. Ra2,5 без охлаждения
-
160
12
40
b - ширина фрезеруемого паза
23
Вертикально-фрезерный 6Р12
Сталь 40ХН sВ=700 МПа
Прокат
Фрезерование паза концевой фрезой окончат. Ra2,5 с охлаждением
-
385
4
20
24
Вертикально-фрезерный 6Р12
Бронза ОЦС4-3-3 НВ70
Отливка
Фрезерование паза концевой фрезой окончат. Ra2,5 без охлаждения
-
180
10
25
25
Вертикально-фрезерный 6Р12
Серый чугун СЧ15, НВ180
Отливка
Фрезерование паза концевой фрезой окончат. Ra2,5 без охлаждения
-
250
15
25
Ход работы:
-
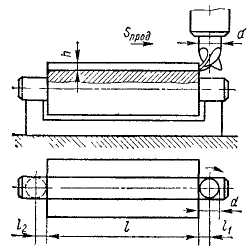
Выполнить схему обработки с указанием заданных размеров и параметров шероховатости (см. Приложение А).
-
Назначить инструмент (тип фрезы, материал режущей части, геометрические параметры).
Для цилиндрических фрез [2, табл. 78; табл. 23; табл. 24];
Для торцовых фрез [2, табл. 79; табл. 26…табл. 30];
Для концевых фрез [2, табл. 31…табл. 34];
Для дисковых фрез [2, табл. 85; табл. 35…табл. 37].
Диаметры, число зубьев, ширину уточнить по ГОСТам.
-
Глубина резания, мм
![]()
где z - припуск на обработку;
i - число проходов.
-
Подача на зуб SZ, мм/зуб, определяем по таблицам [2, табл. 80; табл. 86].
-
Подача оборотная, мм/об
SO=SZ×z
где z - число зубьев фрезы.
-
Скорость резания u, м/мин, определяем по таблицам [2, табл. 81; табл. 83; табл. 84; табл. 88; табл. 89].
u=uТ×К1×К2×К3×К4
где uТ - табличная скорость резания, м/мин;
поправочные коэффициенты:
К1 - на стойкость фрезы;
К2 - на свойства обрабатываемого материала;
К3 - на состояние обрабатываемой поверхности;
К4 - на инструментальный материал.
-
Частота вращения шпинделя n, мин-1
![]()
-
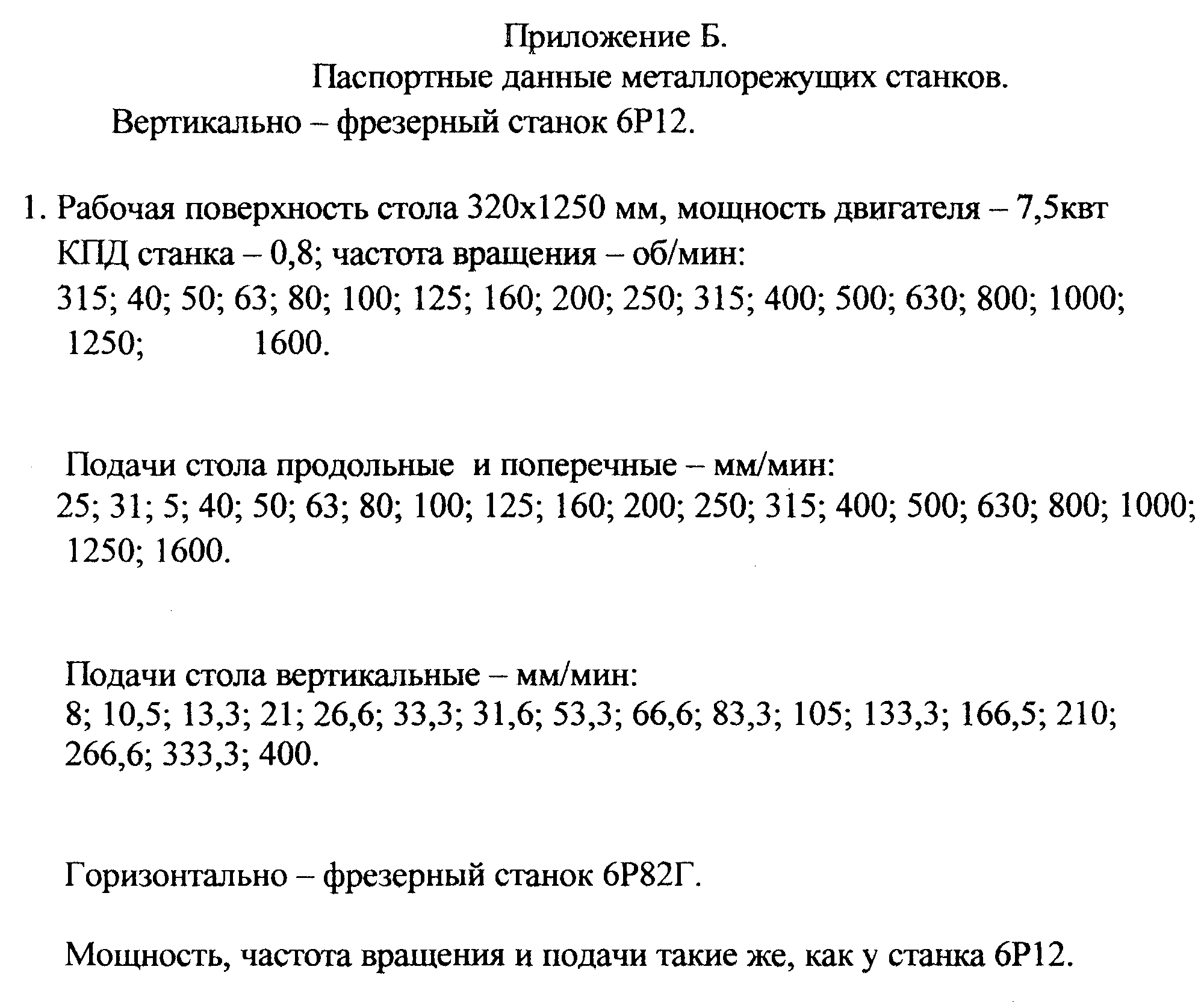
Скорректировать частоту вращения шпинделя с паспортными данными станка (Приложение Б).
-
Фактическая скорость резания uФ, м/мин.
![]()
-
Минутная подача SM, мм/мин.
SM=SO×n
-
Скорректировать минутную подачу с паспортными данными станка (Приложение Б).
-
Главная составляющая силы резания PZ, Н.
PZ=r×FСР
где r - удельное давление резания, МПа;
FСР - среднее поперечное сечение стружки, мм2.
По значению amax определяем r [2, табл. 51]
![]()
-
Мощность резания, NP, кВт
Должно выполнятся неравенство
NP£h×NЭД
где h - К.П.Д. станка (0,7…0,8);
NЭД - Мощность электродвигателя станка (Приложение Б).
-
Основное время ТО, мин. (Приложение В).
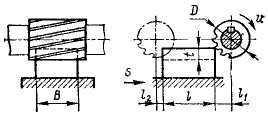
Приложение В - Формулы основного (машинного) времени при работе на фрезерных станках
Вид операции
Формула основного времени
 Ф
Ф
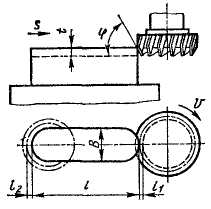
 резерование плоскостей цилиндрическими фрезами
резерование плоскостей цилиндрическими фрезами


l - длина фрезеруемой поверхности, мм;
 мм;
мм;
l2=2…5 мм
 Фрезерование паза дисковыми фрезами
Фрезерование паза дисковыми фрезами

l - длина паза, мм;
мм;
l2=2…5 мм
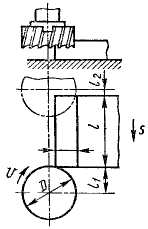
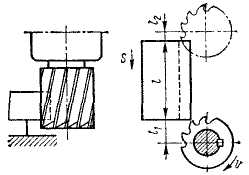 Фрезерование уступа концевыми фрезами
Фрезерование уступа концевыми фрезами




l - длина фрезеруемой поверхности, мм;
мм;
l2=2…5 мм


 мм;
мм;
l2=1…6 мм
Продолжение
Вид операции
Формула основного времени
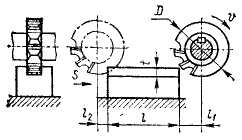
 Фрезерование плоскости торцовыми и концевыми фрезами. Несимметричное фрезерование
Фрезерование плоскости торцовыми и концевыми фрезами. Несимметричное фрезерование



l - длина фрезеруемой поверхности, мм;
 мм;
мм;
l2=1…4 мм
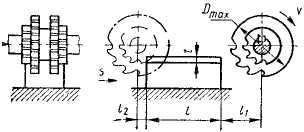
 Фрезерование наборами фрез
Фрезерование наборами фрез

l - длина фрезеруемой поверхности, мм;
 мм;
мм;
l2=2…5 мм
 Фрезерование шпоночных канавок открытых с двух сторон, шпоночными фрезами
Фрезерование шпоночных канавок открытых с двух сторон, шпоночными фрезами
l - длина шпоночной канавки, мм;
 мм;
мм;
l2=1…2 мм

 Ф
Ф резерование шпоночных канавок, закрытых с одной стороны, шпоночными фрезами
резерование шпоночных канавок, закрытых с одной стороны, шпоночными фрезами
l - длина шпоночной канавки, мм;
l1=0,5…1 мм;
l2=0
Оформление отчета
-
Выполнить задание, согласно методическому пособию
-
Сдать отчет преподавателю.