- Преподавателю
- Директору, завучу
- Методические рекомендации по выполнению практических работ для специальности 151031 оп. 5 метрология, стандартизация и сертификация
Методические рекомендации по выполнению практических работ для специальности 151031 оп. 5 метрология, стандартизация и сертификация
| Раздел | Завучу |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Хабибулина Ю.В. |
| Дата | 19.10.2015 |
| Формат | docx |
| Изображения | Есть |





Министерство образования и науки самарской области
государственное бюджетное профессиональное образовательное учреждение
«самарский политехнический колледж»
Методические рекомендации по выполнению
Практических занятий для студентов
специальность 151031 «Монтаж и техническая эксплуатация промышленного оборудования
курс 2
форма обучения очная
дисциплина ОП 5.
«Метролоия, стандартизация, сертификация»
Самара 2014
ОДОБРЕНО Составлена на основе федерального
Предметной комиссией специальных государственного образовательного
технических и химических дисциплин стандарта СПО
Председатель П(Ц)К
__________ И.А. Намычкина
Протокол № _________
___________20_______
Составитель: Хабибулина Ю.В., преподаватель ГБПОУ СПО «Самарский политехнический колледж»
Рецензенты:
Содержание
Практическое Занятие № 1,2
Расчет погрешности измерений.
Практическое Занятие № 3
Штангенциркуль.
Практическое Занятие № 4
Микрометр.
Практическое Занятие № 5,6
Правила выполнения процедур калибровки и сертификации средств измерений.
Практическое Занятие № 7,8
Категории и виды стандартов.
Практическое Занятие № 9,10,11
Расчет размерных цепей.
Практическое Занятие № 12,13
Простановка обозначений на чертежах.
Практическое Занятие № 14,15
Показатели качества продукции.
Практическое Занятие № 16,17
Изучение состава и структуры стандартов семейства ИСО
Практическое Занятие № 18,19
Виды контроля и испытаний качества продукции.
Практическое Занятие № 20,21
Основные элементы схемы сертификации продукции в РФ.
Практическое Занятие № 22,23
Методы подготовки производств к сертификации
Методическое пособие по ОП 5. «Метролоия, стандартизация, сертификация» разработано на основе Федерального государственного образовательного стандарта (в соответствии с учебным планом и методическими требованиями к изучению данной дисциплины).
Материал, выносимый на занятия, а также перечень выполняемых практических занятий определяется учебным заведением, согласно рабочего учебного плана по специальности.
На занятиях обучающихся знакомят с программой дисциплины, методикой работы над учебным материалом
Проведение практических занятий предусматривает своей целью закрепление теоретических знаний и приобретение необходимых практических умений по программе учебной дисциплины.
Учебный материал рекомендуется изучать в той последовательности, которая дана в методических указаниях:
ознакомление с примерным тематическим планом и методическими указаниями по темам;
изучение программного материала по рекомендуемой литературе:
составление ответов на вопросы самоконтроля, приведенные после каждой темы.
В результате освоения дисциплины обучающийся должен уметь:
- оформлять технологическую и техническую документацию в соответствии с действующей нормативной базой на основе использования основных положений метрологии, стандартизации и сертификации в производственной деятельности;
- применять документацию систем качества;
- применять требования нормативных документов к основным видам продукции (услуг) и процессов;
- выполнять метрологическую поверку средств измерений;
- проводить испытания и контроль продукции;
- применять системы обеспечения качества работ при техническом обслуживании и ремонте автомобильного транспорта.
В результате освоения дисциплины обучающийся должен знать:
- документацию систем качества;
- единство терминологии, единиц измерения с действующими стандартами и международной системой единиц СИ в учебных дисциплинах;
- основные положения систем (комплексов) общетехнических и организационно-методических стандартов;
- основные понятия и определения метрологии, стандартизации и сертификации;
- основы повышения качества продукции.
Содержание дисциплины должно быть ориентировано на подготовку студентов к освоению профессиональных модулей профессиональными компетенциями (ПК):
ПК 1.1. Руководить работами, связанными с применением грузоподъёмных механизмов, при монтаже и ремонте промышленного оборудования.
ПК 1.2. Проводить контроль работ по монтажу и ремонту промышленного оборудования с использованием контрольно- измерительных приборов.
ПК 1.3. Участвовать в пусконаладочных работах и испытаниях промышленного оборудования после ремонта и монтажа.
ПК 1.4. Выбирать методы восстановления деталей и участвовать в процессе их изготовления.
ПК 1.5. Составлять документацию для проведения работ по монтажу и ремонту промышленного оборудования;
ПК 2.1. Выбирать эксплуатационно-смазочные материалы при обслуживании оборудования.
ПК 2.2. Выбирать методы регулировки и наладки промышленного оборудования в зависимости от внешних факторов.
ПК 2.3. Участвовать в работах по устранению недостатков, выявленных в процессе эксплуатации промышленного оборудования.
ПК 2.4. Составлять документацию для проведения работ по эксплуатации промышленного оборудования.
ПК 3.1. Участвовать в планировании работы структурного подразделения.
ПК 3.2. Участвовать в организации работы структурного подразделения.
ПК 3.3. Участвовать в руководстве работой структурного подразделения.
ПК 3.4. Участвовать в анализе процесса и результатов работы подразделения, оценке экономической эффективности производственной деятельности.
В процессе освоения дисциплины у студентов должны формировать общие компетенции (ОК)
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность.
ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в коллективе и команде, эффективно общаться с коллегами, руководством, потребителями.
ОК 7. Брать на себя ответственность за работу членов команды.
Перечень практических занятий
ОП 5. «Метролоия, стандартизация, сертификация»
Практическое Занятие № 1,2
Расчет погрешности измерений
4
Практическое Занятие № 3
Штангенциркуль.
2
Практическое Занятие № 4
Микрометр
2
Практическое Занятие № 5,6
Правила выполнения процедур калибровки и сертификации средств измерений
4
Практическое Занятие № 7,8
Категории и виды стандартов.
4
Практическое Занятие № 9,10,11
Расчет размерных цепей.
6
Практическое Занятие № 12,13
Простановка обозначений на чертежах.
4
Практическое Занятие № 14,15
Показатели качества продукции.
4
Практическое Занятие № 16,17
Изучение состава и структуры стандартов семейства ИСО
4
Практическое Занятие № 18,19
Виды контроля и испытаний качества продукции.
4
Практическое Занятие № 20,21
Основные элементы схемы сертификации продукции в РФ
4
Практическое Занятие № 22,23
Методы подготовки производств к сертификации
4
Итого
46
Практическое Занятие № 1,2
Расчет погрешности измерений
Пусть измеряемая имеет известное значение величина X. Естественно, отдельные, найденные в процессе измерения значения этой величины x1,x2,…xn заведомо не вполне точны, т.е. не совпадают с X. Тогда величина  будет являться абсолютной погрешностью i-го измерения. Но поскольку истинное значение результата X, как правило, не известно, то реальную оценку абсолютной погрешности используя вместо X среднее арифметическое
будет являться абсолютной погрешностью i-го измерения. Но поскольку истинное значение результата X, как правило, не известно, то реальную оценку абсолютной погрешности используя вместо X среднее арифметическое  ,которое рассчитывают по формуле:
,которое рассчитывают по формуле:
(1)
Однако при малых объемах выборки вместо предпочтительнее пользоваться медианой. Медианой (Ме) называют такое значение случайной величины х, при котором половина результатов имеет значение меньшее, а другая большее, чем Ме. Для вычисления Ме результаты располагают в порядке возрастания, то есть образуют так называемый вариационный ряд. Для нечетного количества измерений n мeдиана равна значению среднего члена ряда. Например,
для n=3 
Для четных n, значение Ме равно полусумме значений двух средних результатов. Например,
для n=4 
Далее рассчитывают среднеквадратичную погрешность (стандартное отклонение выборки), являющуюся мерой разброса и характеризующую случайную погрешность определения:
(2)
Выборочное стандартное отклонение sзависит от объема выборки n и ее значение колеблется по случайному закону около постоянного значения генерального стандартного отклонения σ

Для расчета s пользуются неокругленными результатами анализа с неточным последним десятичным знаком.
При очень большом числе выборки (n> ) случайные погрешности могут быть описаны при помощи нормального закона распределения Гаусса. При малых n распределение может отличаться от нормального. В математической статистике эта дополнительная ненадежность устраняется модифицированным симметричным t-распределением. Существует некоторый коэффициент t, называемый коэффициентом Стьюдента, который в зависимости от числа степеней свободы (f) и доверительной вероятности (Р) позволяет перейти от выборки к генеральной совокупности.
) случайные погрешности могут быть описаны при помощи нормального закона распределения Гаусса. При малых n распределение может отличаться от нормального. В математической статистике эта дополнительная ненадежность устраняется модифицированным симметричным t-распределением. Существует некоторый коэффициент t, называемый коэффициентом Стьюдента, который в зависимости от числа степеней свободы (f) и доверительной вероятности (Р) позволяет перейти от выборки к генеральной совокупности.
Стандартное отклонение среднего результата определяется по формуле:
(3)
Разности между средним выборки и средним значением генеральной совокупности μ лежат в Р случаях в пределах, которые при помощи нормального распределения и связанного с ним t-распределения определяются следующим выражением:
(4)
Величина 
 является доверительным интервалом среднего значения . Для серийных анализов обычно полагают Р = 0,95.
является доверительным интервалом среднего значения . Для серийных анализов обычно полагают Р = 0,95.
Таблица 1. значения коэффициента Стьюдента (t)
f
Р=0,90
Р=0,95
Р=0,98
Р=0,99
1
6,31
12,7
31,8
63,6
2
2,92
4,30
6,97
9,93
3
2,35
3,18
4,54
5,84
4
2,13
2,78
3,75
4,60
5
2,02
2,57
3,37
4,03
6
1,94
2,45
3,14
3,71
7
1,90
2,36
3,00
3,50
8
1,86
2,31
2,90
3,36
9
1,83
2,26
2,82
3,25
10
1,81
2,23
2,76
3,17
11
1,80
2,20
2,72
3,11
12
1,78
2,18
2,68
3,05
Пример 1. Из десяти определений содержания марганца в пробе требуется подсчитать стандартное отклонение единичного анализа и доверительный интервал среднего значения Mn %: 0,69; 0,68; 0,70; 0,67; 0,67; 0,69; 0,66; 0,68; 0,67; 0,68.
Решение. По формуле (1) подсчитывают среднее значение анализа

= 0,679 .
Далее по формуле (2) находят стандартное отклонение единичного результата

По табл. 1 (приложение) находят для f = n-1= 9 коэффициент Стьюдента (Р = 0,95) t = 2,26 и рассчитывают доверительный интервал среднего значения.
По табл. 1 (приложение) находят для f=n-1=9 коэффициент Стьюдента (Р=0,95) t=2,26 и рассчитывают доверительный интервал среднего значения. Таким образом, среднее значение анализа определяется интервалом (0,679 ± 0,009) % Мn.
Пример 2. Среднее из девяти измерений давления паров воды над раствором карбамида при 20°С равно 2,02 кПа. Выборочное стандартное отклонение измерений s = 0,04 кПа. Определить ширину доверительного интервала для среднего из девяти и единичного измерения, отвечающего 95 % - й доверительной вероятности.
Решение. Коэффициент Стьюдента t для доверительной вероятности 0,95 и f = 8 равен 2,31. Учитывая, что
 и
и  , найдем:
, найдем:
 - ширина доверит. интервала для среднего значения
- ширина доверит. интервала для среднего значения
 - ширина доверит. интервала для единичного измерения значения
- ширина доверит. интервала для единичного измерения значения
Если же имеются результаты анализа образцов с различным содержанием, то из частных средних s путем усреднения можно вычислить общее среднее значение s. Имея m проб и для каждой пробы проводя nj параллельных определений, результаты представляют в виде таблицы:
Номер
образца
Номер анализа
1
2
i…nj
1
x11
x12
x1i…
2
x21
x22
x2i…
3
x31
x32
x3i…
…
…
…
…
j…
…
…
…
m
…
…
…
Средняя погрешность рассчитывают из уравнения:
(5)
со степенями свободыf = n - m, где n - общее число определений, n = m.nj.
Пример 2. Вычислить среднюю ошибку определения марганца в пяти пробах стали с различным содержанием его. Значения анализа, % Mn:
1. 0,31; 0,30; 0,29; 0,32.
2. 0,51; 0,57; 0,58; 0,57.
3. 0,71; 0,69; 0,71; 0,71.
4. 0,92; 0,92; 0,95; 0,95.
5. 1,18; 1,17; 1,21; 1,19.
Решение. По формуле (1) находят средние значения в каждой пробе, затем для каждой пробы рассчитывают квадраты разностей, по формуле (5) - погрешность.
1) = (0,31 + 0,30 + 0,29 + 0,32)/4 = 0,305.
2) = (0,51 + 0,57 + 0,58 + 0,57)/4 = 0,578.
3) = (0,71+ 0,69 + 0,71 + 0,71)/4 = 0,705.
4) = (0,92+0,92+0,95+0,95)/4 =0,935.
5) = (1,18 + 1,17 + 1, 21 + 1,19)/4 = 1,19.
Значения квадратов разностей
1) 0,0052 +0,0052 +0,0152 +0,0152 =0,500.10-3.
2) 0,0122 +0,0082 +0,0022 +0,0082 =0,276.10-3.
3) 0,0052 + 0,0152 + 0,0052 + 0,0052 = 0,300.10-3.
4) 0,0152+ 0,0152 + 0,0152 + 0,0152 = 0,900.10-3.
5) 0,012 +0,022 +0,022 + 02 = 0,900.10-3.
Средняя погрешность для f = 4,5 - 5 = 15

s = 0,014 % (абс. при f=15 степеням свободы).
Когда проводят по два параллельных определения для каждого образца и находят значения х' и х", для образцов уравнение преобразуется в выражение:
(6)
при f = m степеней свободы.
Пример 3. Найти среднюю погрешность в фотометрическом определении хрома в стали по двукратному анализу десяти проб с разным содержанием.
Решение. Расчет производят по таблице (с учетом формулы (6)):
Проба
х'
х"
х'-х"
(х'-х")2
1
3,77
3,75
0,02
0,0004
2
2,52
2,55
0,03
0,0009
3
2,46
2,48
0,02
0,0004
4
3,25
3,20
0,05
0,0025
5
1,82
1,85
0,03
0,0009
6
2,05
2,10
0,05
0,0025
7
0,88
0,90
0,02
0,0004
8
1,04
1,02
0,02
0,0004
9
1,10
1,13
0,03
0,0009
10
1,52
1,48
0,04
0,0004

Средняя погрешность по формуле (6) равна
0,023 % Cr
(при f=10 степеням свободы).
Познакомимся с некоторыми характерными особенностями любых измерений.
Измерение- это нахождение числового значения физической величины опытным путем с помощью средств измерений (линейки, вольтметра, часы и т.д.).
Измерения могут быть прямыми и косвенными.
Прямое измерение- это нахождение числового значения физической величины непосредственно средствами измерений. Например, длину - линейкой, атмосферное давление- барометром.
Косвенное измерение- это нахождение числового значения физической величины по формуле, связывающей искомую величину с другими величинами, определяемыми прямыми измерениями. Например сопротивление проводника определяют по формуле R=U/I, где U и I измеряются электроизмерительными приборами.
Рассмотрим пример измерения.
0 мм 10 20 30 40
Измерим длину бруска линейкой (цена деления 1 мм). Можно лишь утверждать, что длина бруска составляет величину между 22 и 23 мм. Ширина интервала "неизвестности составляет 1мм, те есть равна цене деления. Замена линейки более чувствительным прибором, например штангенциркулем снизит этот интервал, что приведет к повышению точности измерения. В нашем примере точность измерения не превышает 1мм.
Поэтому измерения никогда не могут быть выполнены абсолютно точно. Результат любого измерения приближенный. Неопределенность в измерении характеризуется погрешностью - отклонением измеренного значения физической величины от ее истинного значения.
Перечислим некоторые из причин, приводящих к появлению погрешностей.
1. Ограниченная точность изготовления средств измерения.
2. Влияние на измерение внешних условий (изменение температуры, колебание напряжения ...).
3. Действия экспериментатора (запаздывание с включением секундомера, различное положение глаза...).
4. Приближенный характер законов, используемых для нахождения измеряемых величин.
Перечисленные причины появления погрешностей неустранимы, хотя и могут быть сведены к минимуму. Для установления достоверности выводов, полученных в результате научных исследований существуют методы оценки данных погрешностей.
Случайные и систематические погрешности
Погрешности, возникаемые при измерениях делятся на систематические и случайные.
Систематические погрешности- это погрешности, соответствующие отклонению измеренного значения от истинного значения физической величины всегда в одну сторону (повышения или занижения). При повторных измерениях погрешность остается прежней.
Причины возникновения систематических погрешностей:
1) несоответствие средств измерения эталону;
2) неправильная установка измерительных приборов (наклон, неуравновешенность);
3) несовпадение начальных показателей приборов с нулем и игнорирование поправок, которые в связи с этим возникают;
4) несоответствие измеряемого объекта с предположением о его свойствах (наличие пустот и т.д).
Случайные погрешности- это погрешности, которые непредсказуемым образом меняют свое численное значение. Такие погрешности вызываются большим числом неконтролируемых причин, влияющих на процесс измерения (неровности на поверхности объекта, дуновение ветра, скачки напряжения и т.д.). Влияние случайных погрешностей может быть уменьшено при многократном повторении опыта.
Абсолютные и относительные погрешности
Для количественной оценки качества измерений вводят понятия абсолютной и относительной погрешностей измерений.
Как уже говорилось, любое измерение дает лишь приближенное значение физической величины, однако можно указать интервал, который содержит ее истинное значение:
Апр- А < Аист <Апр+А
Величина А называется абсолютной погрешностью измерения величины А. Абсолютная погрешность выражается в единицах измеряемой величины. Абсолютная погрешность равна модулю максимально возможного отклонения значения физической величины от измеренного значения. Апр- значение физической величины, полученное экспериментально, если измерение проводилось многократно, то среднее арифметическое этих измерений.
Но для оценки качества измерения необходимо определить относительную погрешность . = А/Апр или А/Апр)*100%.
Если при измерении получена относительная погрешность более 10%, то говорят, что произведена лишь оценка измеряемой величины. В лабораториях физического практикума рекомендуется проводить измерения с относительной погрешностью до 10%. В научных лабораториях некоторые точные измерения (например определение длины световой волны), выполняются с точностью миллионных долей процента.
Погрешности средств измерений
Эти погрешности называют еще инструментальными или приборными. Они обусловлены конструкцией измерительного прибора, точностью его изготовления и градуировки. Обычно довольствуются о допустимых инструментальных погрешностях, сообщаемых заводом изготовителем в паспорте к данному прибору. Эти допустимые погрешности регламентируются ГОСТами. Это относится и к эталонам. Обычно абсолютную инструментальную погрешность обозначают иА.
Если сведений о допустимой погрешности не имеется (например у линейки), то в качестве этой погрешности можно принять половину цены деления.
При взвешивании абсолютная инструментальная погрешность складывается из инструментальных погрешностей весов и гирь. В таблице приведены допустимые погрешности наиболее часто
встречающихся в школьном эксперименте средств измерения.
Средства измерения
Предел измерения
Цена деления
Допустимая погрешность
линейка ученическая
до 50 см
1 мм
1 мм
линейка демонстрационная
100 см
1 см
0.5 см
лента измерительная
150 см
0.5 см
0.5 см
мензурка
до 250 мл
1 мл
1 мл
гири 10,20, 50 мг
1 мг
гири 100,200 мг
2 мг
гири 500 мг
3 мг
гири 1 г
4 мг
гири 2 г
6 мг
гири 5 г
8 мг
гири 10 г
12 мг
гири 20 г
20 мг
гири 50 г
30 мг
гири 100 г
40 мг
штангенциркуль
150 мм
0.1 мм
0.05 мм
микрометр
25 мм
0.01 мм
0.005 мм
динамометр
4 Н
0.1 Н
0.05 Н
весы учебные
200 г
0.1 г
Секундомер
0-30 мин
0.2 с
1с за 30 мин
барометр-анероид
720-780 мм рт.ст.
1 мм рт.ст
3 мм рт.ст
термометр лабораторный
0-100 градусов С
1 градус
1 градус
амперметр школьный
2 А
0.1 А
0.08 А
вольтметр школьный
6 В
0.2 В
0.16 В
Класс точности электроизмерительных приборов
Стрелочные электроизмерительные приборы по допустимым значениям погрешностям делятся на классы точности, которые обозначены на шкалах приборов числами 0,1; 0,2; 0,5; 1,0; 1,5; 2,5; 4,0. Класс точности пр прибора показывает, сколько процентов составляет абсолютная погрешность от всей шкалы прибора.
пр = (иА/Амакс)*100% .
Например абсолютная инструментальная погрешность прибора класса 2,5 составляет 2,5% от его шкалы.
Если известен класс точности прибора и его шкала, то можно определить абсолютную инструментальную погрешность измерения
иА=(пр * Амакс)/100.
Для повышения точности измерения стрелочным электроизмерительным прибором надо выбирать прибор с такой шкалой, чтобы в процессе измерения располагались во второй половине шкалы прибора.
Погрешность отсчета
Погрешность отсчета получается от недостаточно точного отсчитывания показаний средств измерений.
В большинстве случаев абсолютную погрешность отсчета принимают равной половине цены деления. Исключения составляют измерения стрелочными часами (стрелки передвигаются рывками).
Абсолютную погрешность отсчета принято обозначать оА
Полная абсолютная погрешность прямых измерений
При выполнении прямых измерений физической величины А нужно оценивать следующие погрешности: иА, оА и сА (случайную). Конечно, иные источники ошибок, связанные с неправильной установкой приборов, несовмещение начального положения стрелки прибора с 0 и пр. должны быть исключены.
Полная абсолютная погрешность прямого измерения должна включать в себя все три вида погрешностей.
Если случайная погрешность мала по сравнению с наименьшим значением, которое может быть измерено данным средством измерения (по сравнению с ценой деления), то ее можно пренебречь и тогда для определения значения физической величины достаточно одного измерения. В противном случае теория вероятностей рекомендует находить результат измерения как среднее арифметическое значение результатов всей серии многократных измерений, погрешность результата вычислять методом математической статистики. Знание этих методов выходит за пределы школьной программы.
Запись окончательного результата прямого измерения
Окончательный результат измерения физической величины А следует записывать в такой форме;
А=Апр+ А, А/Апр)*100%.
Апр- значение физической величины, полученное экспериментально, если измерение проводилось многократно, то среднее арифметическое этих измерений. А- полная абсолютная погрешность прямого измерения.
Абсолютную погрешность обычно выражают одной значащей цифрой.
Пример: L=(7,9 + 0,1) мм,
Погрешности косвенных измерений
При обработке результатов косвенных измерений физической величины, связанной функционально с физическими величинами А, В и С, которые измеряются прямым способом, сначала определяют относительную погрешность косвенного измерения Х/Хпр, пользуясь формулами, приведенными в таблице (без доказательств).
Абсолютную погрешность определяется по формуле Х=Хпр
где выражается десятичной дробью, а не в процентах.
Окончательный результат записывается так же, как и в случае прямых измерений
Вид функции
Формула
Х=А+В+С
Х=А-В

Х=А*В*С
Х=Аn

Х=А/В

Х= 

Пример: Вычислим погрешность измерения коэффициента трения с помощью динамометра. Опыт заключается в том, что брусок равномерно тянут по горизонтальной поверхности и измеряют прикладываемую силу: она равна силе трения скольжения.
С помощью динамометра взвесим брусок с грузами: 1,8 Н. Fтр=0,6 Н
μ=0,33. Инструментальная погрешность динамометра (находим по таблице) составляет Δ и =0,05Н, Погрешность отсчета (половина цены деления)
Δ о =0,05Н . Абсолютная погрешность измерения веса и силы трения 0,1 Н.
Относительная погрешность измерения (в таблице 5-я строчка)
 , следовательно абсолютная погрешность косвенного измерения μ составляет 0,22*0,33=0,074
, следовательно абсолютная погрешность косвенного измерения μ составляет 0,22*0,33=0,074
Ответ: 
Практическое Занятие № 3
Штангенциркуль.
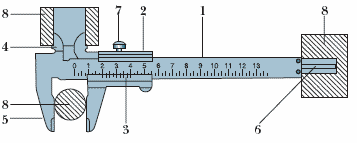
Штангенциркуль:
1 - штанга; 2 -ползун; 3 - нониус; 4 - верхние губки; 5 - нижние губки; 6 - глубиномер; 7 - стопорный винт; 8 - деталь, заготовка
Штангенциркуль. Штангенциркуль является наиболее распространенным измерительным инструментом. При помощи штангенциркуля, изображенного на фиг. 561, а, можно производить обмеры с точностью до 0,1мм; он состоит из следующих частей; штанги 1 (т. е. сравнительно толстой стальной линейки) со шкалой, цена деления которой равна 1мм на левом конце штанги имеются губки 2 нижняя и верхняя; на штангу надета рамка 7, обхватывающая ее сверху, снизу и с задней стороны. Левой частью рамки являются две губки 3, имеющие такую же форму,, как и губки штанги.
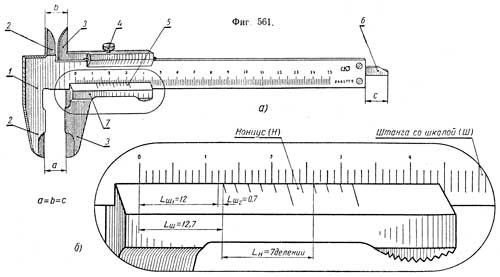
Рамка может свободно передвигаться по штанге и в любом положении может быть застопорена. Для этой цели служит зажим 4 рамки. Передние верхняя и нижняя части поверхности рамки скошены; на нижней части имеется 10 делений; цена каждого деления равна 1,9мм. Такая шкала с делениями называется нониусом 5.
С задней стороны к рамке наглухо приделана узенькая стальная линейка, называемая линейкой глубиномера 6.
Для более точного обмера рабочие кромки верхних губок, так же как и нижние части рабочих кромок нижних губок, заострены. При любом положении рамки расстояния между рабочими кромками верхних и нижних губок и длина выдвинутой части линейки глубиномера всегда равны между собой, т. е. а = b = с.
Как пользоваться штангенциркулем.
При определении размера, обмеряемой штангенциркулем детали, смотрят, на каком месте шкалы штанги приходится крайний левый (нулевой) штрих нониуса; исходя из этого определяют по шкале штанги, сколько миллиметров содержится в данном размере. Затем замечают, какой штрих нониуса точно совпадает со штрихом шкалы штанги; количество делений на нониусе до совпадающего штриха соответствует количеству десятых долей миллиметра.
На фиг. 561, б изображена в увеличенном виде часть штанги и рамки штангенциркуля. Левая (нулевая) черта нониуса находится между 12 - м и 13 - м штрихами шкалы штанги; следовательно, данный размер больше 12мм на величину Lш2 но меньше 13мм. Внимательно рассмотрев то место, где штрихи нониуса касаются шкалы штанги, замечаем, что седьмой штрих нониуса совпадает с одним из штрихов шкалы штанги, т. е. размер Lн равняется семи делениям нониуса, отсюда следует, что Lш2 = 7 × 0,1 = 0,7мм. Это означает, что к определенному ранее размеру Lш1 = 12мм нужно добавить Lш2 = 0,7мм. Таким образом, показанный на фиг. 561,б размер Lш = 12,7мм.
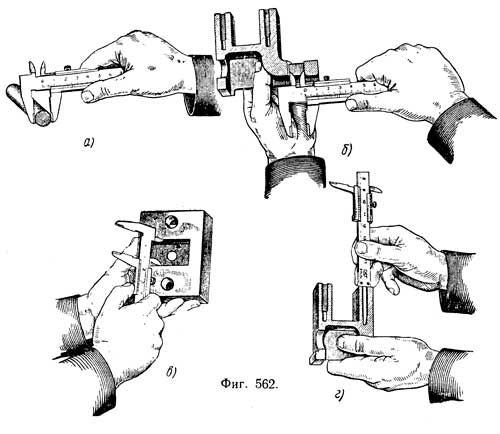
Штангенциркулем можно производить различные измерения; некоторые из них показаны на фиг. 562, например измерение диаметра валика (фиг. 562, а); измерение размера отверстия (для того чтобы на фигуре было видно касание губок к стенкам отверстия, деталь на фиг. 562, б показана условно разрезанной); измерение выемки (фиг. 562, в) измерение глубины гнезда (для того чтобы было видно, как линейка глубиномера вошла внутрь гнезда, деталь на фиг. 562, г показана условно разрезанной).
Практическое Занятие № 4
Микрометр
Миктометр - измерительный прибор, преобразовательным механизмом которого является микропара винт - гайка. М. применяют для измерения линейных размеров абсолютным контактным методом.
Использование винтовой пары в отсчётном устройстве было известно ещё в 16 в., например в пушечных прицельных механизмах (1570), позднее винт стали использовать в различных геодезических инструментах. Первый патент на М. как самостоятельное измерительное средство был выдан Пальмеру в 1848 (Франция).
Действие М. основано на перемещении винта вдоль оси при вращении его в неподвижной гайке. Перемещение пропорционально углу поворота винта вокруг оси (рис. 1). Полные обороты отсчитывают по шкале, нанесённой на стебле М., а доли оборота - по круговой шкале, нанесённой на барабане. Оптимальным является перемещение винта в гайке лишь на длину не более 25 мм из-за трудности изготовления винта с точным шагом на большей длине. Поэтому М. изготовляют несколько типоразмеров для измерения длин от 0 до 25 мм, от 25 до 50 мм и т.д. Для М. с пределами измерений от 0 до 25 мм при сомкнутых измерительных плоскостях пятки и микрометрического винта нулевой штрих шкалы барабана должен точно совпадать с продольным штрихом на стебле, а скошенный край барабана - с нулевым штрихом шкалы стебля. Для измерений длин, больших 25 мм, применяют М. со сменными пятками; установку таких М. на нуль производят с помощью установочной меры, прикладываемой к М., или концевых мер (См. Концевые меры). Измеряемое изделие зажимают между измерительными плоскостями М. Обычно шаг винта равен 0,5 или 1 мм и соответственно шкала на стебле имеет цену деления 0,5 или 1 мм, а на барабане наносится 50 или 100 делении для получения отсчёта 0,01 мм. Эта величина отсчёта является наиболее распространённой, но имеются М. с отсчётом 0,005, 0,002 и 0,001 мм. Постоянное осевое усилие при контакте винта с деталью обеспечивается фрикционным устройством - трещоткой. В зависимости от конструкции (формы корпуса или скобы, в которую встраивается микропара, формы измерительных поверхностей) или назначения (измерение толщины листов, труб, зубьев зубчатых колёс) М. разделяют на гладкие, рычажные, листовые, трубные, резьбомерные со вставками (см. Резьбоизмерительный инструмент (См. Резьбоизмерительные инструменты)), зубомерные.
М. выпускаются ручные и настольные, в том числе со стрелочным отсчётным устройством. Микрометрические пары используются также в Глубиномерах, Нутромерах и др. измерительных средствах. Наибольшее распространение имеют гладкие М. Настольные М. (в т. ч. со стрелочным отсчётным устройством) предназначаются для измерения маленьких деталей (до 20 мм), их часто называют часовыми М. (рис. 2).
Характеристики некоторых микрометров
| Тип микрометра | Пределы измерений, мкм
| Гладкий | от 0 до 600
| Рычажный | от 0 до 2000
| Листовой | от 0 до 5; 10; 25
| Трубный | от 0 до 10: 25
| Зубомерный | от 0 до 100
| Настольный | от 0 до 10: 20
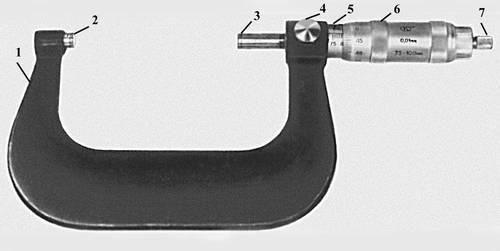
Рис. 1. Гладкий микрометр МГ с пределом измерения 75-100 мм; 1 - скоба; 2 - пятка; 3 - микрометрический винт; 4 - стопор; 5 - стебель; 6 - барабан; 7 - трещотка.
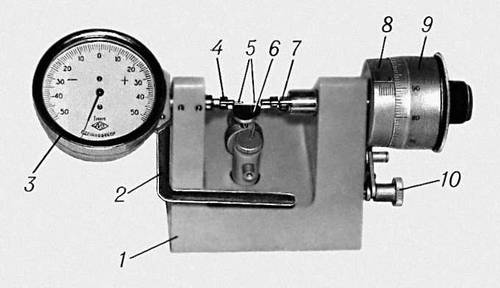
Рис. 2. Настольный микрометр со стрелочным отсчётным устройством: 1 - корпус; 2 - арретир; 3 - отсчётное устройство; 4 - измерительный стержень отсчётного устройства; 5 - измерительные наконечники; 6 - столик; 7 - измерительный стержень микрометрической головки; 8 - стебель; 9 - барабан; 10 - стопор.
Практическое Занятие № 5,6
Правила выполнения процедур калибровки и сертификации средств измерений
Лаборатория в своей деятельности должна использовать методы и процедуры, соответствующие области ее деятельности. Они включают отбор образцов, обращение с ними, транспортирование, хранение и подготовку изделий, подлежащих испытаниям и/или калибровке, и, если уместно, оценку неопределенностей измерений, а также статистические методы анализа данных испытаний и/или калибровок.
В лаборатории должны быть инструкции по использованию и управлению всем соответствующим оборудованием и по обращению и подготовке изделий, подлежащих испытаниям и/или калибровке, или по тому и другому в тех случаях, когда отсутствие таких инструкций может подвергнуть сомнению результаты испытаний и/или калибровок. Все инструкции, стандарты, руководства и ссылочные данные, относящиеся к работе лаборатории, должны актуализироваться и быть доступными для персонала Отклонения от методов испытаний и калибровок допускаются только при условии их документального оформления, технического обоснования, разрешения и согласия клиента.
Примечание - Международные, региональные, национальные стандарты или признанные технические условия, содержащие достаточную и краткую информацию о том, как проводить испытания и/или калибровки, не нуждаются в дополнениях или переоформлении в качестве внутренних процедур, если эти стандарты написаны так, что они могут быть использованы в опубликованном виде сотрудниками лаборатории. Может оказаться необходимым разработать дополнительную документацию на случай альтернативных вариантов метода или дополнительных подробностей.
Выбор методов
Лаборатория должна использовать методы испытаний и/или калибровок, включая методы отбора образцов, которые отвечают потребностям клиентов и пригодны для предпринимаемых испытаний и/или калибровок. Преимущественно должны использоваться методы, приведенные в международных, региональных или национальных стандартах. Лаборатория должна удостовериться, что она использует последнее действующее издание стандарта, кроме случаев, когда оно не подходит или это невозможно сделать. При необходимости к стандарту можно приложить дополнительные подробности с тем, чтобы обеспечить согласованное применение.
Если клиент не указал метод, который следует использовать, лаборатория должна выбрать соответствующие методы, которые были приведены в международных, региональных или национальных стандартах, рекомендованы авторитетными техническими организациями, были описаны в соответствующих научных статьях или журналах или были рекомендованы изготовителем оборудования. Разработанные или принятые лабораторией методы также могут быть использованы, если они пригодны и оценены. О выбранном методе следует уведомить клиента. Лаборатория должна подтвердить, что она может правильно использовать стандартные методы, прежде чем приступить к испытаниям или калибровке. Если стандартный метод меняется, подтверждение следует повторить.
Лаборатория должна известить клиента в случае, если предложенный им метод представляется непригодным или устаревшим.
Методы, разработанные лабораторией
Введение методов испытаний и калибровок, разработанных лабораторией для собственного использования, должно быть планируемым видом работы, поручаемым квалифицированному персоналу, располагающему необходимыми ресурсами.
Планы должны актуализироваться по мере разработки, и между всеми сотрудниками, участвующими в этом процессе, должна быть обеспечена надежная связь.
Нестандартные методы
В случае, если необходимо использовать методы, не являющиеся стандартными, они должны быть согласованы с клиентом и содержать четкое описание требований клиента и цели испытания и/или калибровки. Прежде чем быть использованным, разработанный метод должен пройти оценку.
Примечание - Что касается новых методов испытаний и/или калибровок, то до проведения испытаний и/или калибровок следует разработать процедуры, содержащие, как минимум, следующую информацию:
а) соответствующую идентификацию;
b) область распространения;
с) описание типа изделия, подлежащего испытанию или калибровке;
d) параметры или количественные показатели и пределы, подлежащие определению;
е) аппаратуру и оборудование, включая требования к техническим характеристикам;
f) требуемые исходные эталоны и стандартные образцы;
g) требуемые условия окружающей среды и необходимый период стабилизации;
h) описание процедуры, включая:
- прикрепление идентификационных знаков, обращение, транспортировку, хранение и подготовку изделий;
- проверки, необходимые перед началом работ;
- проверки нормального функционирования и, при необходимости, калибровку и регулировку оборудования перед каждым его использованием;
- способ регистрации наблюдений и результатов;
- меры безопасности, которые должны соблюдаться;
i) критерии и/или требования для утверждения/отказа в утверждении;
j) регистрируемые данные, метод анализа и форма представления;
k) неопределенность или процедура оценки неопределенности.
Оценка пригодности методов
Оценка пригодности - это подтверждение путем исследования и предоставления объективных доказательств того, что конкретные требования к специфическому целевому использованию выполняются.
Лаборатория должна оценивать пригодность нестандартных методов, методов, созданных/разработанных лабораторией, стандартных методов, используемых за пределами целевой области распространения ее деятельности, а также расширений и модификаций стандартных методов для подтверждения того, что методы подходят для целевого использования. Обширность этой оценки зависит от необходимости отвечать потребностям данного применения или области применения. Лаборатория должна регистрировать полученные результаты, процедуру, использованную для оценки пригодности, и решение о том, подходит ли метод для целевого использования.
Примечания
1 Оценка пригодности может включать процедуры отбора образцов, обращения и транспортировки.
2 Эффективность метода определяют одним из следующих приемов или их сочетанием:
- калибровкой с использованием исходных эталонов и стандартных образцов;
- сравнением результатов, достигнутых с помощью других методов;
- межлабораторными сравнениями;
- систематическим оцениванием факторов, оказывающих влияние на результат;
- оцениванием неопределенности результатов на основе научного осмысления теоретических принципов метода и практического опыта.
3 Если в оцененные на пригодность нестандартные методы внесены изменения, то влияние этих изменений следует задокументировать и, если уместно, провести новую оценку.
Что такое поверка и калибровка
Поверка - процесс определения органами государственной метрологической службы (или любыми другими уполномоченными организациями) пригодности измерительных устройств к использованию, осуществляемый на основании экспериментально устанавливаемых метрологических характеристик, а также подтверждающий их соответствие существующим обязательным требованиям. Обязательной поверке подвергаются измерительные средства, подлежащие (по техническим требованиям) государственному метрологическому надзору и контролю.
Калибровка - это совокупность некоторых операций, определяющих соотношение между значениями величин, полученных при помощи данного измерительного прибора, и соответствующими значениям величин, установленных при помощи эталона. Калибровка проводится для того, чтобы определить действительные метрологические характеристики конкретного измерительного прибора. Обычно калибровке подвергаются измерительные устройства, не требующие обязательного государственного метрологического надзора и контроля.
Разница между поверкой и калибровкой
Калибровка частично заменила ранее существовавшую метрологическую аттестацию и ведомственную поверку измерительных приборов. В отличие от поверки, осуществляемой органами ГМС, процесс калибровки может осуществляться любой метрологической службой, имеющей надлежащие условия для квалифицированного проведения данной операции.
Практическое Занятие № 7,8
Категории и виды стандартов.
Сфера действия стандартов
В зависимости от сферы действия стандарты подразделяются на следующие категории: государственные, отраслевые и стандарты предприятий.
Государственные стандарты (ГОСТ) - это обязательные документы для всех предприятий, организаций и учреждений, независимо от их ведомственной подчиненности.
Государственные стандарты устанавливаются преимущественно на продукцию массового и крупносерийного производства, общетехнические правила, нормы, понятия и обозначения, единицы измерения и их эталоны, изделия в области техники безопасности, охраны труда, промышленной и бытовой санитарии. Большинство строительных материалов, изделий и конструкций является объектами государственной стандартизации. Это объясняется широким применением данной продукции в различных областях строительства и отраслях промышленности.
Государственные стандарты разрабатывают на группы однородной продукции межотраслевого производства и применения, конкретную продукцию, имеющую важное народнохозяйственное значение, а также на правила межотраслевого применения, обеспечивающие разработку, производство и применение продукции. Под группой однородной продукции понимается максимально возможная совокупность продукции, характеризующаяся общностью функционального назначения, области применения, конструктивно-технологического решения и номенклатуры основных показателей качества.
Стандарты на группы однородной продукции определяют основные технико-экономические показатели продукции, рациональный состав ее номенклатуры (типы), как выпускаемой, так и перспективной, требования унификации и другие требования, обеспечивающие разработку и выпуск такой продукции, которая по своим показателям соответствовала бы мировому уровню или превосходила бы его. Перечень групп однородной продукции, подлежащей государственной стандартизации, разрабатывают министерства и ведомства и утверждает Госстандарт России. В строительстве и промышленности строительных материалов подобные перечни устанавливает Госстрой России.
Правила, обеспечивающие разработку, производство и применение продукции, регламентируются в общетехнических и организационно-методических стандартах. Эти стандарты направлены на обеспечение технического, организационного единства и взаимосвязи процессов разработки, производства и применения продукции.
В общетехнических стандартах устанавливают термины и определения, условные обозначения (коды, символы и др.), общие требования к разъемным и неразъемным соединениям, нормы точности измерений, допуски и посадки, ряды предпочтительных чисел, классы точности оборудования, предельно допустимые выбросы, концентрации вредных веществ и другие общетехнические требования.
Организационно-методические стандарты регламентируют:
-
основные (общие) положения по организации и проведению работ по стандартизации, метрологическому обеспечению, управлению качеством продукции и т.п.;
-
порядок разработки, утверждения и внедрения НТД, порядок разработки и постановки на производство и т. п.
Общетехнические и организационно-методические стандарты, как правило, объединяются в комплексы с общим групповым заголовком в каждом стандарте с одним номером, присвоенным комплексу.
Отраслевые стандарты (ОСТ) разрабатывают на группы однородной продукции отраслевого производства и применения, конкретную продукцию, закрепленную за данным министерством. Отраслевой стандартизации подлежит продукция, на которую не предусмотрены государственные стандарты. Отраслевые стандарты утверждают министерства и ведомства, являющиеся головными (ведущими) по видам выпускаемой продукции. По продукции межотраслевого применения отраслевые стандарты утверждает Правительство РФ. Сфера действия отраслевых стандартов - объединения, предприятия, организации и учреждения, занятые производством, обращением и использованием продукции, подлежащей отраслевой стандартизации, независимо от их ведомственной подчиненности. В условном обозначении отраслевых стандартов после аббревиатуры ОСТ указывают номер, присвоенный головным министерством.
Отраслевые стандарты обязательны для всех предприятий данной отрасли, а также для предприятий других отраслей, применяющих эту продукцию. Отраслевые стандарты устанавливаются на изделия мелкосерийного производства, продукцию ограниченного применения, сырье, материалы, детали и типовые технологические процессы, используемые только в данной отрасли.
Стандарты предприятий (СТП) обязательны только для определенного предприятия и утверждаются его руководством. Стандарты предприятий устанавливаются на технологические правила и нормы, полуфабрикаты, оснастку и инструмент, используемые на данном предприятии. Готовая продукция не может служить объектом стандартизации на предприятии.
Содержание стандартов
В зависимости от содержания стандарты подразделяются на виды. Разделение стандартов па виды отражает основные этапы проектирования, технологической переработки и применения продукции и значительно облегчает процесс разработки стандартов.
В области строительных материалов и изделий наиболее распространены стандарты общих технических требований; технических требований; общих технических условий; технических условий; типов изделий и их основных параметров (размеров); методов испытаний; правил приемки, маркировки, упаковки, транспортирования и хранения материалов и изделий.
Стандарты общих технических требований (стандарты ОТТ) разрабатывают на группы однородной продукции. Они являются в настоящее время основным видом государственного (отраслевого) стандарта, в котором устанавливают требования к продукции: назначения; надежности; экономного использования сырья, материалов, топлива, энергии и трудовых ресурсов; эргономики и технической эстетики; технического обслуживания и ремонта; транспортабельности; безопасности; стандартизации и унификации; охраны природы; технологичности; радиоэлектронной защиты, а также конструктивные требования. Перечень и содержание разделов этих стандартов зависят от особенностей стандартизуемой продукции.
К стандартам вида ОТТ относят также стандарты, устанавливающие перспективные требования по основным показателям технического уровня и качества как к лучшей освоенной промышленностью продукции (первая ступень), так и к продукции, подлежащей разработке или модернизации (вторая ступень).
Показатели второй ступени являются перспективными. В этих стандартах указывают дифференцированные сроки введения по ступеням качества в соответствии с нормативными сроками обновления продукции. ГОСТ ОТТ с перспективными требованиями на группы однородной продукции содержит нормативные показатели лишь основных свойств: показатели назначения, надежности, экономного использования сырья, материалов, топлива и энергии, безопасности эксплуатации, допускаемых вредных выбросов в окружающую среду.
Требования второй ступени включают в техническое задание на разработку новой (модернизированной) продукции.
Стандарты технических требований нормируют показатели качества, надежности и долговечности продукции, ее внешний вид.
Такие стандарты устанавливают гарантийный срок, срок службы и комплектности поставки изделий. Большинство стандартов на строительные материалы и изделия - это стандарты технических требований. Значительная часть требований в стандартах связана с физико-механическими характеристиками материалов (объемная масса, водопоглощение, влажность, прочность, морозостойкость).
Стандарты общих технических условий (стандарты ОТУ) разрабатывают на группы или подгруппы однородной продукции. В практике такие стандарты называют стандартами полной характеристики группы (подгруппы) однородной продукции. Стандарты ОТУ обычно состоят из разделов, устанавливающих основные параметры и размеры, технические требования, приемку, методы контроля (испытаний, анализа, измерений, определений), транспортирование и хранение, указания по эксплуатации.
Стандарты технических условий (стандарты ТУ), в отличие от стандартов ОТУ, разрабатывают на одну марку, модель продукции или несколько марок, моделей продукции, имеющей важнейшее народно-хозяйственное значение.
Стандарты технических условий содержат всесторонние требования к продукции при ее изготовлении, поставке и эксплуатации, регламентируют методы испытаний, правила приемки, маркировки, упаковки, транспортирования и хранения, а также комплектность и гарантии предприятия-изготовителя. В этом стандарте содержится классификация типов и размеров изделий, сформулированы технические требования относительно допускаемых отклонений от проектных размеров, прочности и истираемости бетона, внешнего вида изделий и т.д.
Стандарты технических условий по своему содержанию наиболее всеобъемлющи. Если при создании таких стандартов недостает каких-либо необходимых данных, то разрабатывают стандарты других видов, например стандарты технических требований, параметров.
Стандарты типов изделий и их основных параметров (размеров) устанавливают типы и марки продукции, а также ее основные параметры: проектные нагрузки, массу изделий, вид материалов, используемых для изготовления продукции. Чаще всего требования к типам и параметрам строительных изделий не выделяются в самостоятельные стандарты, а входят в качестве отдельного раздела в так называемые совмещающие стандарты.
При разработке требований к типам продукции необходимо указывать не только изделия, освоенные в массовом производстве, но и новые типы и виды изделий, производство которых будет способствовать развитию технического прогресса. Таким образом, в данном случае целесообразно применять один из соподчиненных принципов стандартизации - принцип обобщения достижений прогрессивной практики.
Стандарты методов испытаний включают в себя требования о порядке отбора проб или образцов, методы испытаний материалов и изделий, используемые для оценки качества продукции. Такие стандарты обеспечивают единство методов и средств испытаний продукции. Стандарты методов испытаний строительных материалов и изделий могут быть самостоятельными (например, испытания цементов, бетонов и т.д.) либо входить составной частью в так называемые совмещающие стандарты (кирпич глиняный обыкновенный, различные железобетонные изделия).
В стандартах методов испытаний содержатся также требования к измерительным приборам, инструментам и установкам, используемым для контроля показателей качества продукции.
Допускается разработка не одного, а комплекса стандартов методов испытаний материалов и изделий. Например, существует несколько стандартов методов испытаний тяжелого бетона: методы определения объемной массы, плотности, пористости и водопоглощения; методы определения прочности; метод оценки морозостойкости.
Стандарт методов контроля может устанавливать методы контроля либо одного показателя нескольких групп однородной продукции, либо комплекса показателей группы однородной продукции. Для каждого метода контроля должны быть установлены: методы отбора проб (образцов); требования к средствам контроля; требования к подготовке контроля; требования к проведению контроля и обработке, оформлению и оценке результатов контроля.
Стандарты правил приемки, маркировки, упаковки, транспортирования и хранения материалов и изделий разрабатывают на одну или несколько групп однородной продукции.
В стандартах приемки продукции потребителями устанавливают порядок предъявления к приемке и проведения приемки продукции, размер предъявляемых партий, необходимость и время выдержки продукции до начала приемки, порядок оформления результатов приемки (документ о качестве, штамп, клеймо). Стандарты правил приемки, маркировки, упаковки, транспортирования и хранения материалов и изделий устанавливают порядок приемки продукции, вид и программу испытаний при приемке, требования к потребительской маркировке и упаковке изделий, а также указания о транспортировании и хранении изделий. В большинстве строительных стандартов предусматриваются совмещающие данные, свойственные стандартам нескольких видов. Наиболее распространены совмещающие стандарты, которые содержат следующие разделы: классификация (сортамент, типы и основные размеры); технические требования; методы испытаний; правила приемки, маркировки, упаковки, транспортирования и хранения. Знание видов стандартов позволяет легко определить весь массив НТД, на соответствие которой определяют технический уровень и качество принимаемой продукции.
Нормативными документами по стандартизации в РФ являются:
1) Государственные стандарты (ГОСТ Р);
2) стандарты отраслей;
3) стандарты предприятий;
4) общероссийские классификаторы;
5) научно-технические стандарты, стандарты инженерных обществ и других общественных объединений. Дадим общую характеристику указанным категориям стандартов.
Государственный стандарт Российской Федерации (ГОСТ Р) - нормативный документ, являющийся национальным стандартом, содержат в себе как обязательные, так и рекомендуемые требования, и распространяются на продукцию, работы и услуги, имеющие межотраслевое значение или применение.
Обязательные требования к качеству продукции, входящие в Государственные стандарты, обеспечивают безопасность данной продукции, товара или услуги для жизни и здоровья потребителя, окружающей среды, экологии, имущества физических и юридических лиц, а также безопасность и комфортность труда; совместимость и взаимозаменяемость объективные методы контроля над соответствием; единство маркировки, позволяющее удостовериться в выполнении обязательных требований.
Отраслевые стандарты (ОСТ) - стандарты, для продукции, работ и услуг определенной отрасли. Обязательные требования Государственных стандартов, санитарные нормы и правила безопасности для данной отрасли должны неукоснительно соблюдаться при составлении отраслевых стандартов.
В роли объектов отраслевой стандартизации могут выступать: продукция, работы и услуги отраслевого значения; организационно-технические и общетехнические объекты отраслевого значения.
Стандарты предприятий (СТП) - нормативный документ, утверждаемый руководителем предприятия, объектом которого является производимая или используемая предприятием продукция, работы и услуги или же составляющие организации и управления производством. Стандарты предприятия могут быть установлены также и для инструментов и технологических приемов производства данной продукции.
Стандарты общественных объединений (СТО) (под общественными объединениями могут пониматься научно-технические или инженерные общества) представляют собой нормативные документы, разрабатываемые для различных инновационных видов продукции, работ и услуг; нетрадиционных методов научных исследований, испытаний экспертизы; новых стратегий управления производством.
Общероссийские классификаторы технико-экономической и социальной информации - нормативные документы, регламентирующие распределение информации согласно установленной классификации. Применение данного типа нормативных документов является обязательным для создания Государственных информационных систем и информационных ресурсов.
Виды стандартов
Выделяют несколько видов стандартов. Применение в конкретной ситуации того или иного стандарта определяется характерными чертами и спецификой объекта стандартизации.
Основополагающие стандарты - нормативные документы, утвержденные для определенных областей науки, техники и производства, содержащие в себе общие положения, принципы, правила и нормы для данных областей. Этот тип стандартов должен способствовать эффективному взаимодействию между различными отраслями науки, техники и производства, а также устанавливать общие нормы и принципы проведения работ в определенной области. Главная цель утверждения основополагающих стандартов - обеспечение в процессе разработки и эксплуатации продукта выполнения обязательных требований и общетехнических норм, предусмотренных Государственными стандартами, таких, как безопасность продукта для жизни и здоровья потребителя, имущества и окружающей среды.
Основополагающие стандарты могут также устанавливать техническую и научную терминологию, используемую в определенных сферах; регламентировать условные обозначения; содержать основные требования к оформлению документации для определенной области.
Стандарты на продукцию (услуги) - нормативные документы, утверждающие требования либо к определенному виду продукции (услуги), либо к группам однородной продукции (услуги). Существуют две следующих разновидности данного нормативного документа:
1) стандарты общих технических условий, применяющиеся к группам однородной продукции (услуг);
2) стандарты технических условий, применяющиеся к конкретным видам продукции (услуги). Стандарт общих технических условий включает в себя классификацию, основные параметры (размеры), требования к качеству, упаковке, маркировке, транспортировке, правила эксплуатации и обязательные требования по безопасности жизни и здоровья потребителя, окружающей среды, правила утилизации.
Стандарт технических условий содержит более конкретные требования, так как применяется уже непосредственно к конкретным видам продукции (услуги). Однако требования стандарта технических условий не должны вступать в противоречие с требованиями стандарта общих технических условий. Рассматриваемый стандарт содержит также информацию о товарном знаке и наличии сертификата у изделия. Если объектом стандарта является услуга, в стандарт могут входить указания по поводу ассортимента предоставляемых услуг.
Стандарты на работы (процесс) - нормативные документы, утверждающие нормы и правила для различных видов работ, которые проводятся на определенных стадиях жизненного цикла продукции (разработка, изготовление, потребление, хранение, транспортировка, ремонт и утилизация).
Обязательными требованиями, входящими в данный вид стандартов, являются требования безопасности для жизни и здоровья людей и окружающей среды во время технологических операций.
Стандарты на методы контроля (испытания, измерения, анализа) должны обеспечивать полный контроль над выполнением обязательных требований к качеству продукции, определенному принятыми стандартами. В данном типе стандартов должны утверждаться максимально объективные методы контроля, дающие воспроизводимые и сопоставимые результаты. Основой стандартизированных методов контроля являются Международные стандарты. В стандарте обязательно должна присутствовать информация о возможной допустимой погрешности измерений.
Для более эффективной оценки показателя качества продукции в стандарте, как правило, предлагается несколько методик контроля. В стандарте для каждого метода контроля должны быть утверждены инструменты и устройства, с помощью которых должны проводиться испытания, этапы подготовки испытания, алгоритм проведения испытания, указания к порядку обработки исходов испытания, требования к оформлению результатов испытания, допустимая погрешность испытания.
Практическое Занятие № 9,10,11
Расчет размерных цепей.
Размерная цепь - совокупность взаимосвязанных размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи.
В общем случае размерная цепь может быть представлена в виде зависимости параметров  ,
,  , . . . ,
, . . . ,  , влияющих на параметр Y.
, влияющих на параметр Y.
Метрическая модель описывается уравнением:
Y= F (, ,…,).
Уравнение, связывающее отклонения размеров в размерной цепи:

Размерная цепь состоит из составляющих и замыкающего размеров.
Замыкающим называется размер, получающийся последним в результате обработки или сборки изделия. Замыкающий размер получается как результат действий, связанных с обработкой или сборкой изделий.
Составляющими называют все остальные размеры. Составляющие размеры получаются в процессе обработки деталей.
На рис показана деталь, размеры которой получены в процессе обработки в одной из следующих последовательностей:  ,
, ,
,  или
или  . Для любой из указанных последовательностей обработки размерная цепь будет состоять из четырёх (m = 4) размеров (рис.1b). Размеры , являются независимыми и поэтому называются составляющими.
. Для любой из указанных последовательностей обработки размерная цепь будет состоять из четырёх (m = 4) размеров (рис.1b). Размеры , являются независимыми и поэтому называются составляющими.
Размер специально не изготовляется и не контролируется в процессе обработки детали, а получается результирующим после того, как с заданной точностью будут выполнены размеры ,. Такой размер является замыкающим.
специально не изготовляется и не контролируется в процессе обработки детали, а получается результирующим после того, как с заданной точностью будут выполнены размеры ,. Такой размер является замыкающим.
При обозначении составляющих размеров  замыкающий размер обозначается
замыкающий размер обозначается  . В сборочной размерной цепи замыкающий размер - это всегда размер между осями или поверхностями разных деталей (зазор, натяг, отклонение от соосности и т.п.).
. В сборочной размерной цепи замыкающий размер - это всегда размер между осями или поверхностями разных деталей (зазор, натяг, отклонение от соосности и т.п.).
По отношению к замыкающему все составляющие размеры делятся на увеличивающие и уменьшающие. Увеличивающим называют размер, с увеличением которого замыкающий размер увеличивается (т.е. для которого  >0). Уменьшающим называется размер, с увеличением которого замыкающий размер уменьшается (т.е. передаточная функция отрицательна <0 ).
>0). Уменьшающим называется размер, с увеличением которого замыкающий размер уменьшается (т.е. передаточная функция отрицательна <0 ).
Размерные цепи, для которых = +1, называют линейными. К нелинейным относят плоские и пространственные цепи с произвольно направленными размерами.
Для обозначения размеров обычно применяют прописные буквы латинского алфавита: , или любые другие.
При расчёте размерных цепей применяются следующие условные обозначения:
 - номинальный размер любого составляющего размера;
- номинальный размер любого составляющего размера;
- замыкающий размер;
Т, Т- допуски составляющего и замыкающего размеров;
Е - обозначение отклонения;
 - верхнее отклонение, например
- верхнее отклонение, например  ;
;
 - нижнее отклонение, например
- нижнее отклонение, например  .
.
В размерных цепях применяют отличные от системных обозначений( в которой, как известно, ES, EI - отклонения отверстий; es, ei - отклонения валов), так как многие размеры размерных цепей не подходят под понятия "отверстие" или "вал".
 - среднее отклонение, определяющее середину поля допуска, например
- среднее отклонение, определяющее середину поля допуска, например  .
.
 - наибольший, наименьший предельные и средний размеры составляющего звена;
- наибольший, наименьший предельные и средний размеры составляющего звена;
 - наибольший, наименьший предельные и средний размеры замыкающего размера.
- наибольший, наименьший предельные и средний размеры замыкающего размера.
 - передаточное отношение (или передаточная функция j - го размера.
- передаточное отношение (или передаточная функция j - го размера.
РАСЧЁТ РАЗМЕРНЫХ ЦЕПЕЙ
Метод max-min
Для линейной размерной цепи уравнение (1) может быть записано в следующем виде:
 ,
,
где n- число увеличивающих, p- число уменьшающих звеньев, причём n+p=m-1.
В общем случае  .
.
На схемах увеличивающие звенья можно отмечать стрелкой, направленной вправо ( ), уменьшающие - влево (
), уменьшающие - влево ( ) (рис.1).
) (рис.1).
Предельные размеры рассчитываются по следующим формулам:
В большинстве случаев удобнее пользоваться расчётом предельных отклонений:
 ,
,
затем среднее отклонение замыкающего размера
Формула (10) может быть получена в результате сложения и деления на уравнения (7) и (8).
В общем случае 
Если вычесть из уравнения (5) уравнение (6), получим основное уравнение связи допусков составляющих размеров с допуском замыкающего размера при полной взаимозаменяемости, т.е. при допущении, что возможно сочетание всех наибольших увеличивающих размеров с наименьшими уменьшающими и наоборот:

Допуск замыкающего размера равен сумме допусков составляющих размеров.
Из этого следует, что:
а) исходные размеры (к которым предъявляются функциональные требования, от точности которых зависит качество изделия) не следует делать замыкающими при указании исполнительных размеров на чертеже;
б) если это невозможно, то необходимо выполнить принцип кратчайшей размерной цепи, т.е. исходный размер делать зависимым от минимального числа составляющих размероПри условии обеспечения полной взаимозаменяемости её решают в такой последовательности:
1)определить допуск замыкающего размера по формуле;
2)определить  и
и  по формулам ;
по формулам ;
3)проверить расчёт по формуле:

Метод регулирования
Этот метод основан на применении регулятора, компенсирующего значительные отклонения замыкающего размера от заданных значений.
Компенсатором может быть специальная деталь, например набор прокладок или устройство ( винт или гайка, клин и т.п. ). В некоторых случаях предусматривают технологический компенсатор - избыток материала на одной из деталей, который удаляется при сборке пригонкой замыкающего размера до заданных пределов.
Номинальный размер компенсатора  определяется из уравнения
определяется из уравнения
 .
.
Знак "+" соответствует случаю, когда компенсатор является увеличивающим звеном, знак "-" - когда компенсатор - уменьшающее звено.
Диапазон регулирования компенсатора  определяется из уравнения
определяется из уравнения
 .
.
Расчёт увеличивающего компенсатора проводиться по следующим формулам:
 .
.
Предельные отклонения компенсатора от номинального значения  определяются по уравнениям
определяются по уравнениям
 ;
;  .
.
или по предельным отклонениям составляющих звеньев
 ,
,
 .
.
Предельные размеры компенсатора могут быть определены по следующим формулам:
или только для увеличивающего компенсатора - из уравнений
 ,
,
 .
.
Расчёт уменьшающего компенсатора проводится по формулам
 .
.
Предельные отклонения компенсатора определяются по предельным отклонениям составляющих звеньев:
 ,
,
 . (
. (
Предельные размеры уменьшающего компенсатора можно определить по формулам (29) или из следующих уравнений:
 ,
,
 .
.
На рис изображена часть редуктора, детали которого образуют размерную цепь из осевых размеров. Для нормального функционирования редуктора необходим осевой зазор в пределах 1-1,5 мм. Оптимальная точность осевых размеров по 10-му квалитету. Заданы номинальные размеры, составляющие размерную цепь:
 мм,
мм,  мм,
мм,  мм,
мм,  мм,
мм,  мм,
мм,  мм,
мм,  мм.
мм.
Для регулирования осевого зазора предусмотрен компенсатор в виде прокладок. Рассчитать предельные значения компенсатора, а также толщину и максимальное количество прокладок, необходимое для одного изделия.
Решение:
Замыкающий размер может быть расположен в любом месте между деталями 2, 3, 4, 5, 6. На рис.3 он изображён между размерами  и
и  . Анализ составляющих размеров показывает что, - увеличивающий размер,
. Анализ составляющих размеров показывает что, - увеличивающий размер,  и - уменьшающие, компенсатор - увеличивающий.
и - уменьшающие, компенсатор - увеличивающий.
Находим допуски размеров (в микрометрах) по IT10:  . Располагая отклонения "в тело", назначим:
. Располагая отклонения "в тело", назначим:  и
и  .
.
По условию  мкм, так как
мкм, так как  .
.
Номинальный размер А по (24):
 ,
,
1= 335- (50+75+60+100+50)+ .  мм .
мм .
Диапазон регулирования компенсатора :
 мкм
мкм
Определим среднее отклонение компенсатора из (26):
 ;
;
+250= -115-(+50-60-60-70+50)+ ;
;
 мкм.
мкм.
Верхнее и нижнее отклонения компенсаторов по :
 мкм;
мкм;
 мкм.
мкм.
Проверяем :
500=0-(0-120-120-140-0)+120=500:
Отклонения найдены правильно.
Находим  мм;
мм;  мм.
мм.
Рассчитаем необходимое количество прокладок.
Принимаем размер постоянной прокладки  мм - из ряда нормальных диаметров и длин Ra5.
мм - из ряда нормальных диаметров и длин Ra5.
Округление величины минимальной прокладки необходимо проводить в меньшую сторону, а количество
прокладок в большую сторону. Можно оставить значение минимальной прокладки расчётным, т.е. не
округлять.
Вследствие такого округления диапазон регулирования сменными прокладками увеличится:
 мм.
мм.
Количество сменных прокладок
 шт.
шт.
Толщина сменной прокладки
 мкм
мкм
Округляем S до стандартных значений толщин листового материала, чтобы соблюдалось условие  .
.
Принимаем по Ra5  мкм.
мкм.
Рассчитаем размеры комплектов прокладок:
 мм;
мм;
 мм;
мм;
 мм .
мм .
Размеры  и
и  в некоторых случаях могут быть изготовлены в виде одной прокладки
в некоторых случаях могут быть изготовлены в виде одной прокладки
Практическое Занятие № 12,13
Простановка обозначений на чертежах
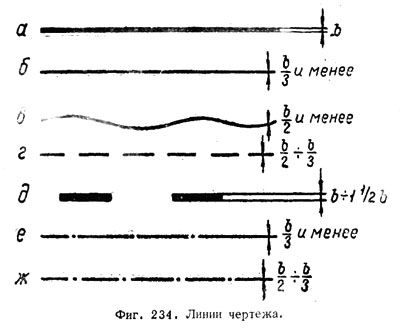
Правила нанесения размеров на чертежах указаны в ГОСТ 3458-59. Размеры на чертеже проставляются в миллиметрах независимо от масштаба. Размерные линии со стрелками на концах вычерчиваются тонкой сплошной линией, по возможности вне контура чертежа (см. фиг. 234, б, 240).
Фиг.234. линии чертежа
Фиг.240. Простановка размеров на чертежах
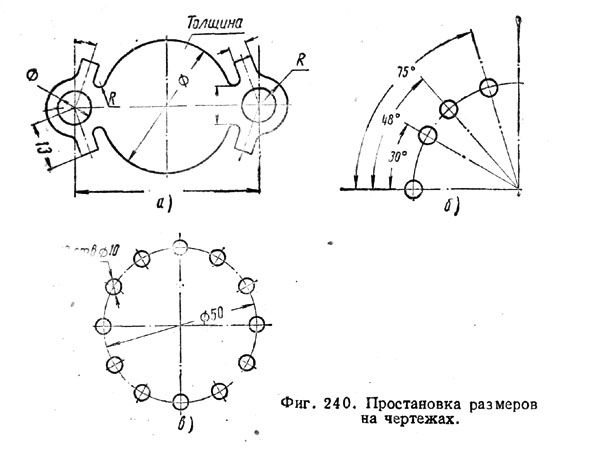
Размерную линию следует проводить параллельно тому отрезку, размер которого указывается (фиг. 240, а). Для выноса размера за пределы контура чертежа проводятся тонкие сплошные линии, называемые выносными (см. фиг. 234, б). Если размер проводится от оси детали или центра отверстия, то используются и осевые линии (см. фиг.234, е, 240, а). Размерные числа проставляются над размерной линией параллельно ей и возможно ближе к середине. Допускается ставить размеры в разрыве линии. При простановке размера диаметра к размеру добавляется значок , а размера радиуса - латинская буква R (фиг. 240, а).
, а размера радиуса - латинская буква R (фиг. 240, а).
Для определения величины изображенного изделия и его элементов служат размерные числа, нанесенные на чертеже.
Исключение составляют случаи, предусмотренные в ГОСТ 2.414-75; ГОСТ 2.417-78; ГОСТ 2.419-68, когда величину изделия или его элементов определяют по изображениям, выполненным с достаточной степенью точности
Требуемая точность изделия при изготовлении задается указанием на чертеже предельных отклонения размеров, а также предельных отклонений формы и Общее количество размеров на чертеже должно быть минимальным, но достаточным для изготовления и контроля изделия.
Справочные размеры на чертеже отмечают знаком «*», а в технических требованиях записывают: «* Размеры для справок». Если все размеры на чертеже справочные, их знаком «*» не отмечают, а в технических требованиях записывают: «Размеры для справок».
На чертежах изделий у размеров, контроль которых технически затруднен; наносят знак «*», а в технических требованиях помещают надпись «Размеры обеспеч. инстр.». Указанная надпись означает, что выполнение заданного чертежом размера с предельным отклонением должно гарантироваться размером инструмента или соответствующим технологическим процессом.
Не допускается повторять размеры одного и того же элемента на разных изображениях, в технических требованиях, основной надписи и спецификации. Исключение составляют справочные размеры (перенесенные с чертежей изделий-заготовок, размеры деталей (элементов) из сортового, фасонного, листового и др.проката).
Если в технических требованиях необходимо дать ссылку на размер, нанесенный на изображение, то этот размер или соответствующий элемент обозначают буквой, а в технических требованиях помещают запись, аналогичную приведенной на рисунке 1.
Рисунок 1. Пример оформления ссылки на размер в технических требованиях
Линейные размеры и их придельные отклонения на чертежах и в спецификациях указывают в миллиметрах, без обозначения единицы измерения. Если на чертеже размеры необходимо указать не в миллиметрах, а в других единицах измерения (сантиметрах, метрах и т.д.), то соответствующие размерные числа записывают с обозначением единицы измерения (см, м) или указывают их в технических требованиях.
Для размеров и предельных отклонений, приводимых в технических требованиях и пояснительных надписях на поле чертежа, обязательно указывают единицы измерения.
Угловые размеры и предельные отклонения угловых размеров указывают в градусах, минутах и секундах с обозначением единицы измерения, например: 4°; 4°30´; 12°50´30´´; 0°30´40´´; 0°18´; 0°5´25´´; 0°0´30´´; 30°±1°; 30°±10´.
Для размерных чисел применять простые дроби не допускается, за исключением размеров в дюймах.
Размеры, определяющие расположение сопрягаемых поверхностей, проставляют, как правило, от конструктивных баз с учетом возможностей выполнения и контроля этих размеров.
а)
б)
Рисунок 2. Простановка размеров определяющих взаимное расположение окружностей от общей базы
При расположении элементов предмета (отверстий, пазов, зубьев и т. п.) на одной оси или на одной окружности размеры, определяющие их взаимное расположение, наносят следующим способами:
от общей базы (поверхности, оси) - рис. 2а и б;
заданием размеров нескольких групп элементов от нескольких общих баз - рис.3;
заданием размеров между смежными элементами (цепочкой) - рис.4.
Рисунок 3. Задание размеров нескольких групп элементов от нескольких баз
Рисунок 4. Задание размеров между смежными элементами (цепочкой)
Размеры на чертежах не допускается наносить в виде замкнутой цепи, за исключением случаев, когда один из размеров указан как справочный.
Размеры, определяющие положение симметрично расположенных поверхностей у симметричных изделий, наносят, как показано на рисунках 5 и 6.
Рисунок 5. Пример простановки размеров, определяющих положение симметрично расположенных поверхностей у симметричных изделий
Рисунок 6. Пример простановки размеров, определяющих положение симметрично расположенных поверхностей у симметричных изделий
Для всех размеров, нанесенных на рабочих чертежах, указывают предельные отклонения.
Допускается не указывать предельные отклонения:
а) для размеров, определяющих зоны различной шероховатости одной и той же поверхности, зоны термообработки, покрытия, отделки, накатки, насечки, а также диаметры накатанных и насеченных поверхностей. В этих случаях непосредственно у таких размеров наносят знак ≈ ;
б) для размеров деталей изделий единичного производства задаваемых с припуском на пригонку.
На таких чертежах в непосредственной близости от указанных размеров наносят знак «*», а в технических требованиях указывают:
«* Размеры с припуском на пригонку до дет. ……..»,
«* Размеры с припуском на пригонку по черт. ……..»,
«* Размеры с припуском на пригонку по сопрягаемой детали».
Нанесение размеров
Для нанесения размеров используют выносные и размерные линии и размерные числа (рис. 7).
Рисунок 7.Составляющие размера
Размерные и выносные линии следует выполнять сплошными тонкими линиями. Размерные линии ограничены стрелками.Величина стрелок выбирается в зависимости от толщины S линии видимого контура предмета (рис. 8) и должна быть приблизительно одинакова для всех размерных линий чертежа.
При нанесении размера прямолинейного отрезка размерную линию проводят параллельно этому отрезку, а выносные линии - перпендикулярно размерам (рис. 9).
Рисунок 8. Стрелки размерной линии
Рисунок 9. Нанесение размера прямолинейного отрезка
При нанесении размеров деталей, подобных изображенной на рисунке 10, размерные линии следует проводить в радиусном направлении, а выносные по дугам окружностей.
Рисунок 10. Пример детали, у которой размерные линии следует проводить в радиусном направлении, а выносные по дугам окружностей
При нанесении размера угла размерную линию проводят в виде дуги с центром в его вершине, а выносные линии - радиально (рис. 11).
При нанесении размеров нужно помнить, что на всех чертежах не зависимо от масштаба указываются действительные размеры изделия.
Рисунок 11. Пример нанесения размера угла
Размерные числа в пределах одного чертежа выполняют шрифтом одного размера.
Размерные числа наносят над размерной линией возможно ближе к её середине. При нанесении нескольких параллельных или концентричных размерных линий на небольшом расстоянии друг от друга размерные числа над ними рекомендуется располагать в шахматном порядке (рис. 16).
При нанесении размера диаметра внутри окружности размерные числа смещают относительно середины размерных линий.
Размерные числа линейных размеров при различных наклонах размерных линий располагают, как показано на рисунке 12. Если необходимо нанести размер в заштрихованной зоне, соответствующее размерное число наносят на полке линии-выноски (рис. 13).
Рисунок 12. Расположение размерных чисел линейных размеров при различных наклонах размерных линий
Рисунок 13. Пример нанесения линейного размера
Угловые размеры наносят так, как показано на рисунке 14. В зоне, расположенной выше горизонтальной осевой линии, размерные числа помещают над размерными линиями со стороны их выпуклости; в зоне, расположенной ниже горизонтальной осевой линии - со стороны вогнутости размерных линий. В заштрихованной зоне наносить размерные числа не рекомендуется. В этом случае размерные числа указывают на горизонтально нанесенных полках (рис. 15).
Рисунок 14. Расположение размерных чисел угловых размеров при различных наклонах размерных линий
Рисунок 15. Пример нанесения углового размера
Стрелки, ограничивающие размерные линии должны упираться острием в соответствующие линии контура, или выносные, или осевые линии.
Выносные линии должны выходить за концы размерных стрелок на 1...5 мм (рис. 16).
Минимальное расстояние между параллельными размерными линиями должно быть 7 мм, а между размерной и линией контура - 10 мм и выбраны в зависимости от размеров изображения и насыщенности чертежа (рис. 16).
Рисунок 16. Требования к нанесению размеров
В случаях, показанных на рисунке 17, размерную и выносные линии проводят так, чтобы они вместе с измеряемым отрезком образовали параллелограмм.
Необходимо избегать пересечения размерных и выносных линий.
Не допускается использовать линии контура, осевые, центровые и выносные линии в качестве размерных.
Допускается проводить размерные линии непосредственно к линиям видимого контура, осевым, центровым и другим линиям.
Рисунок 17. Пример нанесения размера, когда размерную и выносные линии проводят так, чтобы они вместе с измеряемым отрезком образовали параллелограмм
Выносные линии проводят от линии видимого контура, за исключением случаев, когда при нанесении размеров на невидимом контуре отпадает необходимость в вычерчивании дополнительного изображения. Если вид или разрез симметричного предмета или отдельных симметрично расположенных элементов изображают только до оси симметрии или с обрывом, то размерные линии, относящиеся к этим элементам, проводят с обрывом, и обрыв размерной линии делают дальше оси или линии обрыва предмета (рис.18).
Рисунок 18. Пример нанесения размера с обрывом размерной линии
Размерные линии допускается проводить с обрывом в следующих случаях:
а) при указании размера диаметра окружности независимо от того, изображена ли окружность полностью или частично, при этом обрыв размерной линии делают дальше центра окружности (рис. 19);
б) при нанесении размеров от базы, не изображенной на данном чертеже (рис. 20).
Рисунок 19. Пример нанесения диаметра окружности
Рисунок 20. Пример нанесения размера от базы, не изображенной на данном чертеже
При изображения изделия с разрывом размерную линию не прерывают (рис. 21)
Рисунок 21. Нанесение размера при изображении изделия с разрывом
Если длина размерной линии недостаточна для размещения на ней стрелок, то размерную линию продолжают выносить за выносные линии (или соответственно за контурные, осевые, центровые и т. д.) и стрелки наносят, как показано на рис.22.
Рисунок 22. Пример нанесения размерных линий
При недостатке места для стрелок на размерных линиях, расположенных цепочкой, стрелки допускается заменить засечками, наносимыми под углом 45° к размерным линиям или четко наносимыми точками.
При недостатке места для стрелки из-за близко расположенной контурной или выносной линии последние допускается прерывать.
Если для написании размерного числа недостаточно места над размерной линией, то размеры наносят, как показано на рис.23; если недостаточно места для нанесения стрелок, то их наносят, как показано на рис. 24.
Рисунок 23. Примеры нанесения размерных чисел
Рисунок 24. Примеры нанесения размерных чисел
Способ нанесения размерного числа при различных положениях размерных линий (стрелок) на чертеже определяется наибольшим удобством чтения.
Размерные числа и предельные отклонения не допускается разделять или пересекать какими бы то ни было линиями чертежа.
Не допускается разрывать линию контура для нанесения размерного числа и наносить размерные числа в местах пересечения размерных, осевых или центровых линий.
В месте нанесения размерного числа осевые, центровые линии и линии штриховки прерывают (рис. 25 и 26).
Рисунок 25. Нанесение размера на штриховке
Рисунок 26. Пример нанесения размеров
Размеры, относящиеся к одному и тому же конструктивному элементу (пазу, выступу, отверстию и т. п.), рекомендуется группировать в одном месте, располагая их на том изображении, на котором геометрическая форма данного элемента показана наиболее полно (рис. 27).
Рисунок 27. Нанесение размеров, относящихся к одному и тому же конструктивному элементу
При нанесении размера радиуса перед размерным числом помещают прописную букву R.
Если при нанесении размера радиуса дуги окружности необходимо указать размер, определяющий положение ее центра, то последний изображают в виде пересечения центровых или выносных линий.
При большой величине радиуса центр допускается приближать к дуге, в этом случае размерную линию радиуса показывают с изломом под углом 90° (рис.28).
Если не требуется указывать размеры, определяющие положение центра дуги окружности, то размерную линию радиуса допускается не доводить до центра и смещать ее относительно центра (рис. 29).
Рисунок 28. Нанесение радиуса дуги с приближением к ней центра
Рисунок 29. Нанесение радиуса дуги, когда не требуется указывать размеры, определяющие положение её центра
При проведении нескольких радиусов из одного центра размерные линии любых двух радиусов не располагают на одной прямой (рис. 30а). При совпадении центров нескольких радиусов их размерные линии допускается не доводить до центра, кроме крайних (рис. 30б).
а)
б)
Рисунок 30. Нанесение нескольких радиусов из одного центра
Размеры радиусов наружных скруглений наносят, как показано на рис. 31, внутренних скруглений - на рис. 32.
Рисунок 31. Нанесение размеров наружных скруглений
Рисунок 32. Нанесение размеров внутренних скруглений
Радиусы скругления, размер которых в масштабе чертежа 1 мм и менее, на чертеже не изображают и размеры их наносят как показано на рис. 33.
Способ нанесения размерных чисел при различных положениях размерных линий (стрелок) на чертеже определяются наибольшим удобством чтения. Размеры одинаковых радиусов допускается указывать на общей полке, как показано на рис. 34.
Рисунок 33. Нанесение радиусов скруглений, размер которых в масштабе на чертеже 1мм и менее
Рисунок 34. Нанесение одинаковых радиусов скруглений
Если радиусы скруглений, сгибов и т. п. на всем чертеже одинаковы или какой-либо радиус является преобладающим, то вместо нанесения размеров этих радиусов непосредственно на изображении рекомендуется в технических требованиях делать запись типа: «Радиусы скругления 4 мм»; «Внутренние радиусы сгибов 10мм»; «Неуказанные радиусы 8 мм» и т.п.
При указании размера диаметра (во всех случаях) перед размерным числом наносят знак « ».
Перед размерным числом диаметра (радиуса) сферы так же наносят знак « » (R) без надписи «Сфера» (рис.35).
Если на чертеже трудно отличить сферу от других поверхностей, то перед размерным числом диаметра (радиуса) допускается наносить слово «Сфера» или знак « ○ », например, «Сфера 18, ○R12».
Диаметр знака сферы равен размеру размерных чисел на чертеже.
Рисунок 35. Пример нанесение размера сферы
Размеры квадрата наносят, как показано на рисунке 36. Высота знака «  » должна быть равна высоте размерных чисел на чертеже.
» должна быть равна высоте размерных чисел на чертеже.
Рисунок 36. Пример нанесение размера квадрата
Перед размерным числом, характеризующим конусность, наносят знак «  », острый угол которого должен быть направлен в сторону вершины конуса (рис. 37).
», острый угол которого должен быть направлен в сторону вершины конуса (рис. 37).
Знак конуса и конусность в виде соотношения следует наносить над осевой линией или на полке линии-выноски.
Рисунок 37. Пример нанесение размера конусности
Уклон поверхности следует указывать непосредственно у изображения поверхности уклона или на полке линии-выноски в виде соотношения (рис. 38а), в процентах (рис. 38б) или в промиллях (рис. 38в). Перед размерным числом, определяющим уклон, наносят знак «<="" уклона.="" сторону="" в="" направлен="" быть="" должен="" которого="" угол="" острый="" »,="">
а)
б)
в)
Рисунок 38. Пример нанесение размера уклона
Отметки уровней (высоты, глубины) конструкции или ее элемента от какого-либо отсчетного уровня, принимаемого за «нулевой» на виде и разрезе, помещают на выносных линиях (или на линиях контура) и обозначают знаком « ↓ », выполненным сплошными тонкими линиями, длинна штрихов 2-4 мм под углом 45° к выносной линии или линии контура (рис. 39а), на виде сверху их следует наносить в рамке непосредственно на изображении или на линии-выноске (рис. 39б), или как показано на рисунке 39в. Отметки уровней указывают в метрах с точностью до третьего десятичного знака без обозначения единиц измерения.

а)
б)
в)
Рисунок 39. Пример нанесение отметки уровня
Размеры фасок под углом 45° наносят, как показано на рис.40а.
Допускается указывать размеры не изображенной на чертеже фаски под углом 45°, размер которой в масштабе чертежа 1 мм и менее, на полке линии-выноски, проведенной от грани (рис. 40б).
а)
б)
Рисунок 40. Нанесение размера фасок под углом 45°
Размеры фасок под другими углами указывают по общим правилам - линейным и угловым размерами (рис. 41а и б) или двумя линейными размерами (рис. 41в).

а)
б)
в)
Рисунок 41. Пример нанесение размера фаски по углом не равным 45°
Размеры нескольких одинаковых элементов изделия, как правило, наносят один раз с указанием на полке линии-выноски количества этих элементов (рис. 42а). Допускается указывать количество элементов, как показано на рис. 42б.
а)
б)
Рисунок 42. Пример нанесения размеров нескольких одинаковых элементов
При нанесении размеров элементов, равномерно расположенных по окружности изделия (например, отверстий), вместо угловых размеров, определяющих взаимное расположение элементов, указывают только их количество (рис. 43 а, б, в).
а)
б)
в)
Рисунок 43. Пример нанесение размеров элементов, равномерно расположенных по окружности
Размеры двух симметрично расположенных элементов изделия (кроме отверстий) наносят один раз без указания их количества, группируя, как правило, в одном месте все размеры (рис. 44 и 45). Количество одинаковых отверстий всегда указывают полностью, а их размеры - только один раз.
Рисунок 44. Пример нанесения размеров симметричных элементов
Рисунок 45. Пример нанесения размеров симметричных элементов
При нанесении размеров; определяющих расстояние между равномерно расположенными одинаковыми элементами изделия (например, отверстия), рекомендуется вместо размерных цепей наносить размер между соседними элементами и размер между крайними элементами в виде произведения количества промежутков между элементами на размер промежутка (рис. 46).
Рисунок 46. Пример нанесения размеров, определяющих расстояние между равномерно расположенными одинаковыми элементами
Допускается не наносить на чертеже размеры радиуса дуги окружности сопрягающихся параллельных линии (рис. 47).
Рисунок 47. Пример нанесения размеров шпоночного паза
При большом количестве размеров, нанесенных от общей базы, допускается наносить линейные и угловые размеры, как показано на рис. 48 и 49, при этом проводят общую размерную линию от отметки «0» и размерные числа наносят в направлении выносных линий у их концов.
Рисунок 48. Пример нанесения линейных размеров
Рисунок 49. Пример нанесения угловых размеров
Размеры диаметров цилиндрического изделия сложной конфигурации допускается наносить, как показано на рис. 50.
Рисунок 50. Пример нанесения диаметров цилиндрического изделия
При большом количестве однотипных элементов изделия, неравномерно расположенных на поверхности, допускается указывать их размеры в сводной таблице, при этом применяется координатный способ нанесения отверстий с обозначением их арабскими цифрами (рис. 51), или обозначение однотипных элементов прописными буквами (рис. 52).
Рисунок 51. Пример нанесения размеров при большом количестве однотипных элементов
Рисунок 52. Пример нанесения размеров при большом количестве однотипных элементов
Практическое Занятие № 16,17
Изучение состава и структуры стандартов семейства ИСО
Теоретическая часть. Назначение и состав стандартов ИСО 9000
Серия стандартов в диапазоне номеров 9000 - 11000 была определена Международной организацией по стандартизации для стандартов по системам управления качеством. Стандарты этой серии определяют требования именно к системе управления, а не к продукции или услугам, предоставляемым организациями и предприятиями. В состав стандартов серии входят стандарты непосредственно представляющие требования, стандарты, представляющие справочную информацию и руководящие указания, а также стандарты обеспечивающие (разъясняющие) частные вопросы систем менеджмента качества.
Первая версия стандартов ИСО серии 9000 была опубликована в 1987 году. Изначально, в состав этой серии входило всего пять стандартов. Кроме того, к этой же серии стали относить и стандарт на терминологию менеджмента качества, опубликованный ранее в 1986 году.
В первой версии стандартов ИСО серии 9000 было установлено три модели системы менеджмента качества для предприятий и организаций с различным жизненным циклом производства. Для того, чтобы организации могли определить какую из моделей необходимо применять, в состав серии был включен стандарт, представляющий собой руководство по выбору модели системы качества. Также, для понимания, каким образом необходимо осуществлять управление системой качества, в серию был включен справочный стандарт по общему руководству системой качества.
Структура серии стандартов ИСО 9000, вышедших в 1987 году была следующей:
- ИСО 9000:1987 - «Общее руководство качеством и стандарты по обеспечению качества. Руководящие указания по выбору и применению».
- ИСО 9001:1987 - «Система качества. Модель для обеспечения качества при проектировании и/или разработке, производстве, монтаже и обслуживании».
- ИСО 9002:1987 - «Система качества. Модель для обеспечения качества при производстве и монтаже».
- ИСО 9003:1987 - «Система качества. Модель для обеспечения качества при окончательном контроле и испытаниях».
- ИСО 9004:1987 - «Общее руководство качеством и элементы системы качества. Руководящие указания».
- ИСО 8402:1986 - Качество. Словарь.
Построение и сертификация систем качества осуществлялась по одной из трех моделей ИСО 9001, ИСО 9002 или ИСО 9003.
ИСО 9001 являлся наиболее полным из трех стандартов, т.к. в его состав включались требования ко всем этапам жизненного цикла производства продукции - от проектирования, до обслуживания.
ИСО 9002 ограничивал действие системы качества только этапами производства, испытания продукции и поставки ее потребителю.
ИСО 9003 содержал самый минимальный набор требований к системе качества и ограничивался только этапом контроля и испытаний готовой продукции.
Таким образом, получалось, что требования стандарта ИСО 9003 входили составной частью в требования стандарта ИСО 9002, а те в свою очередь, являлись составной частью требований стандарта ИСО 9001.
Стандарты ИСО серии 9000 версии 1994 года
На основании данных анализа применения первой версии стандартов ИСО серии 9000 выявился ряд недостатков первой версии. В частности, были выявлены сложности с применением этих стандартов к целому ряду производств со специфическими видами выпускаемой продукции, а также к предприятиям, предоставляющим услуги. Кроме того, возникла необходимость расширения требований системы качества. Поэтому к 1994 году был завершен пересмотр стандартов серии и вышла новая версия ИСО серии 9000.
В состав серии в 1994 году вошло 16 стандартов. Кроме стандартов уже существовавших в серии (ИСО 9000, ИСО 9001, ИСО 9002, ИСО 9003, ИСО 9004) были разработаны вспомогательные стандарты и стандарты, дающие рекомендации по разработке и применению отдельных элементов системы качества. Начиная с версии 1994 года, в состав серии ИСО 9000 стали входить и стандарты с номерами, выходящими за пределы этой серии.
Новая версия стандартов расширила состав требований, входящих в модели систем качества. Стандарт ИСО 9001 стал содержать 20 элементов системы качества, реализация каждого из которых позволяла организации считать, что система качества внедрена и работоспособна. Стандарты ИСО 9002 и ИСО 9003 содержали те же требования, только для элементов, которые выходили за рамки соответствующей модели, указывалась их неприменимость.
Следует отметить, что как в первой версии стандартов, так и в версии 1994 года применялся функциональный подход к системе качества. Исходя из этого подхода каждый элемент системы качества, представленный в стандарте, рассматривался как отдельная (самостоятельная) функция по обеспечению, управлению или улучшению качества.
Стандарты ИСО серии 9000 версии 2000 года
В версии стандартов 2000 года был пересмотрен подход к построению и управлению системой качества. Начиная с этой версии, работа организации, в том числе и работа системы качества, рассматривается с точки зрения процессов этой организации.
Версия стандартов 2000 года предусматривает 4 группы процессов, связанных с системой менеджмента качества:
- Процессы управленческой деятельности руководства;
- Процессы обеспечения ресурсами;
- Процессы жизненного цикла продукции;
- Процессы измерения, анализа и улучшения.
Также в этой версии стандартов произошло объединение трех моделей систем качества в единую модель. Стандарты ИСО 9001, ИСО 9002, ИСО 9003 были объединены в один стандарт ИСО 9001:2000. С вступлением в силу этого стандарта все организации могли выстраивать систему качества по единой модели вне зависимости от вида выпускаемой продукции и услуг, а также этапов жизненного цикла производства. В том случае, если какие-либо этапы жизненного цикла производства продукции на предприятии не применялись, разрешено было делать исключения из требований стандарта. За счет этого модель системы качества стала более «гибкой» и универсальной.
Существенные изменения произошли и в составе вспомогательных стандартов, а также стандартах представляющих руководящие указания. Кроме того, в стандартах версии 2000 года предусматривалась связь требований менеджмента качества с другими системами менеджмента, такими как системы экологического менеджмента, системы управления промышленной безопасностью, системы управления качеством пищевых продуктов. Таким образом, у предприятий и организаций появилась возможность строить на базе системы управления качеством интегрированные системы менеджмента.
Новые версии стандартов ИСО серии 9000
Новые версии стандартов ИСО серии 9000 не претерпели существенных изменений по сравнению с версией 2000 г. Состав пересмотренных и обновленных стандартов на начало 2009 года незначительный. Из основополагающих стандартов следует отметить изменения в следующих стандартах:
ИСО 9000:2005 - "Система менеджмента качества. Основные принципы и словарь".
ИСО 9001:2008 «Системы менеджмента качества. Требования»
ИСО 19011:2002 «Руководящие указания по проверке систем менеджмента качества и (или) охраны окружающей среды». Этот стандарт заменил собой стандарт ИСО 10011 часть 1, часть 2 и часть3. В новой версии стандарта более точно определены требования к процессу аудита, квалификации аудиторов, порядку и виду документации аудита. Существенным изменением в данном стандарте стало его применение для аудита систем экологического менеджмента. Ранее (в стандарте ИСО 10011) руководящие указания относились только к системе менеджмента качества.
Многие изменения, сделанные в новых версиях стандартов ИСО серии 9000, направлены на более тесную интеграцию системы менеджмента качества с другими системами менеджмента.
Также, после 2000 года в составе стандартов ИСО серии 9000 появился ряд новых стандартов, имеющих статус руководящих указаний. Эти стандарты поясняют отдельные вопросы, связанные с построением и развитием системы менеджмента качества (например, руководящие указания по оценке удовлетворенности потребителей или руководящие указания по выбору консультантов по системе менеджмента качества и др.).
Назначение стандарта ИСО 9000:2005
Стандарт ИСО 9000:2005 предназначен для установления единого понимания терминов и понятий используемых в стандартах ИСО серии 9000. Он определяет основные положения систем менеджмента качества и принципы, используемые при построении систем качества.
Система менеджмента качества на современном уровне развития представляет собой идеологию управления организацией, а не просто организационно техническую систему или набор взаимосвязанных управленческих методов и технологий. В основе любой идеологии лежат постулаты или принципы, от которых эта идеология отталкивается. Именно на основе таких принципов строится вся теоретическая и практическая база. Стандарты ИСО серии 9000 являются практической базой идеологии менеджмента качества. Поэтому в стандарте ИСО 9000:2005 кроме терминов и определений даются основные принципы менеджмента качества, на основе которых построены требования системы качества и методы реализации этих требований.
Структура стандарта ИСО 9000:2005
Стандарт ИСО 9000:2005 состоит из следующих разделов:
Раздел 1 Область применения - определяет заинтересованных лиц, которым могут понадобиться положения стандарта.
Раздел 2 Основные положения системы менеджмента качества - приводятся пояснения по обоснованию необходимости построения системы качества, дается объяснение процессного подхода, используемого в стандартах ИСО серии 9000, определяется назначение политики и целей в области качества, документации системы качества, роль статистических методов и пр.
Раздел 3 Термины и определения - приводится пояснение терминов, используемых в стандартах ИСО серии 9000.
Приложение А - приводится методология, использованная при разработке стандарта.
Приложение B - содержит алфавитный указатель терминов.
Приложение С Библиография - список стандартов, использованных при разработке стандарта ИСО 9000:2005.
По сравнению с предыдущим изданием стандарта (ИСО 9000:2000), в версии 2005 года в стандарт было добавлено несколько определений, а также введены поясняющие замечания, позволяющие принять во внимание более поздние документы этой серии и выстроить их в один ряд с ИСО 9000.
Назначение стандарта ИСО 9001:2008 Требования
Стандарт ИСО 9001:2008 (предыдущая редакция - ИСО 9001:2000) предназначен для разработки и внедрения систем менеджмента качества предприятий с целью последующей сертификации или для заключения контрактов с другими предприятиями, которые предъявляют требования к стабильности и надежности выполнения контрактных обязательств.
Требования, содержащиеся в стандарте ИСО 9001:2008 являются общими и предназначены для применения ко всем организациям независимо от вида деятельности, размера организации и поставляемой продукции (услуг). Стандарт определяет, что необходимо делать для внедрения системы качества, но не определяет как это делать. Именно за счет такого подхода требования стандарта являются универсальными и применимыми к любой организации. Методы, как реализовать то или иное требование стандарта предприятие выбирает само, исходя из своих потребностей и возможностей.
Структура стандарта ИСО 9001:2008
Стандарт ИСО 9001:2008 состоит из следующих разделов:
Раздел 1 Область применения - описывает общие положения стандарта и его применение в организациях. Также определяет те случаи, когда предприятие, разрабатывающее и внедряющее систему качества, может сделать исключение из реализации требований стандарта.
Раздел 2 Нормативные ссылки - даются ссылки на стандарты серии ИСО 9000
Раздел 3 Термины и определения - приводятся термины и определения, используемые в стандарте.
Раздел 4 Система менеджмента качества - определяет общие требования к системе менеджмента качества, управлению документаций и записями по качеству.
Раздел 5 Ответственность руководства - определяет требования к административному управлению построением, внедрением и функционированием системы менеджмента качества. Требования данного раздела предъявляются к высшему руководству организации и к системе административного управления.
Раздел 6 Менеджмент ресурсов - определяет требования к ресурсам, необходимым для разработки, внедрения и функционирования системы качества. К таким ресурсам стандарт относит человеческие ресурсы, материальные ресурсы, инфраструктуру и производственную среду.
Раздел 7 Процессы жизненного цикла - определяет требования к основным и обеспечивающим процессам предприятия. В этом разделе представлены, наиболее объемные требования, которые предъявляются к основной деятельности предприятия по управлению процессами производства продукции или предоставления услуг.
Раздел 8 Измерение, анализ и улучшение - определяет требования к проведению и организации анализа, измерений и улучшений системы менеджмента качества, процессов и выпускаемой продукции (оказываемым услугам).
Приложение А - приводится соответствие между разделами стандарта ИСО 9001:2008 и ИСО 14001:2004 (Системы управления окружающей средой. Требования и руководство по применению). Взаимосвязь этих стандартов приводится для того, чтобы организации могли строить интегрированные системы менеджмента качества и экологического менеджмента.
Приложение B - приводятся изменения в тексте стандарта ИСО 9001:2008 по сравнению с текстом предыдущей редакции данного стандарта ИСО 9001:2000.
Приложение С - Библиография. Список стандартов, использованных при разработке стандарта ИСО 9001:2008.
Назначение стандарта ИСО 9004:2000 «Системы менеджмента качества. Рекомендации по улучшению деятельности»
Стандарт ИСО 9004:2000 предназначен для организаций, желающих развивать и совершенствовать построенную систему качества. В этом стандарте приводятся методические рекомендации по постоянному совершенствованию процессов организации.
Стандарт ИСО 9004:2000 не предназначен ни для сертификации, ни для использования в договорных отношениях. Также данный стандарт не является руководством по внедрению ИСО 9001:2008. Отличие данного стандарта заключается в более расширенных требованиях к системе менеджмента качества и некоторых рекомендациях, какие методы можно использовать для реализации этих требований. Расширение требований в стандарте ИСО 9004:2000 осуществляется за счет учета требований всех заинтересованных сторон. К таким заинтересованным сторонам стандарт относит потребителей, акционеров предприятия, работников предприятия, людей и общество в целом, т.е. все те, кто может испытывать на себе результаты хозяйственной деятельности организации.
Структура стандарта ИСО 9004:2000
В основном структура стандарта ИСО 9004:2000 не отличается от структуры ИСО 9001:2000. Это связано с тем, что требования стандарта ИСО 9004:2000 расширяют и дополняют требования стандарта ИСО 9001:2000.
Раздел 1 Область применения - в данном разделе представляется для каких целей может применяться стандарт.
Раздел 2 Нормативные ссылки - приводятся названия стандартов, на которые даны ссылки в тексте стандарта ИСО 9004:2000.
Раздел 3 Определения - приводятся определения, используемые в стандарте.
Раздел 4 Система менеджмента качества - в дополнение к требованиям стандарта ИСО 9001:2000 приводятся рекомендации по менеджменту систем и процессов, а также по использованию принципов менеджмента качества.
Раздел 5 Ответственность руководства - дополнительно приводятся требования по определению потребностей и ожиданий заинтересованных сторон, а также расширенные требования по 5-му разделу стандарта ИСО 9001:2000.
Раздел 6 Менеджмент ресурсов - данный раздел дополнен требованиями по вовлечению работников, управлению информацией, управлению поставщиками и партнерами, управлению природными ресурсами, а также финансами.
Раздел 7 Процессы жизненного цикла продукции - в данном разделе приводятся расширенные требования по сравнению с разделом 7 стандарта ИСО 9001:2000, а также некоторые рекомендации по реализации этих требований.
Раздел 8 Измерение, анализ и улучшение - приводятся расширенные требования по сравнению с разделом 8 стандарта ИСО 9001:2000, в том числе и требования по самооценке организации.
Приложение А - даются рекомендации по проведению самооценки организации с перечнем вопросов для самооценки.
Приложение B - приводятся общие подходы к процессу постоянного улучшения.
Приложение C - Библиография. Список стандартов, использованных при разработке стандарта ИСО 9004:2000.
На момент выхода новой версии стандарта ИСО 9001:2008 стандарт ИСО 9004:2000 еще не пересматривался. Планируется, что выход новой редакции стандарта ИСО 9004 произойдет в конце 2009 года.
Практическая часть
На основании исходных данных, приведенных в таблице, необходимо определить:
1. Относительные показатели качества продукции дифференциальным методом.
2. Комплексный показатель качества станка.
3. Обобщающий (интегральный) показатель качества.
4. Сделать выводы об уровне качества нового станка по отношению к базовому.
Наименование показателя
Коэф. значимости
Базовый станок
Величина показателя нового станка
Производительность станка, шт/ч
12
14
16
Срок службы до капитального ремонта, лет
11
8
9
Гарантийный срок службы, лет
9
2,0
1,8
Трудоемкость изготовления, чел.-час
9
390
365
Материалоемкость, кг
8
800
785
Соответствие конструкции силовым возможностям человека, баллов
10
5
6
Уровень шума, децибел
8
80
76
Внешний вид, баллов
7
4
4
Стандартные, унифицированные детали в общем объеме, %
10
60
52
Показатель патентной защиты
8
0,13
0,09
Показатель патентной чистоты
8
0,9
0,88
Цена единицы оборудования, млн. руб
-
40
49
Эксплуатационные расходы, тыс. руб/час
-
8,4
8,54
Решение
1. Определим относительные показатели качества продукции дифференциальным методом.
Рассчитаем единичные относительные показатели качества по формулам:
gi=рi/pi баз (1)
или
gi=рi баз/pi (2)
где рi - значение i-того показателя оцениваемого изделия, рi баз - значение i-того показателя базового изделия.
При этом формула (1) применяется для показателей, имеющих позитивную направленность, формула (2) - для негативно направленных показателей.
· Производительность станка: g1=Пн/Пб=16/14=1,14
· Срок службы до капитального ремонта g2=ССн/ССб=9/8=1,13
· Гарантийный срок службы g3=СГн/СГб=1,8/2=0,9
· Трудоемкость изготовления g4=ТЕб/ТЕн=390/365=1,07
· Материалоемкость g5=МЕб/МЕн=800/785=1,02
· Соответствие конструкции силовым возможностям человека g6=Сон/Соб=6/5=1,2
· Уровень шума g7=Ушб/Ушн=80/76=1,05
· Внешний вид g8=Ввн/Ввб=4/4=1
· Стандартные, унифицированные детали в общем объеме g9=СУн/СУб=52/60=0,87
· Показатель патентной защиты g10=ПЗн/ПЗб=0,09/0,13=0,69
· Показатель патентной чистоты g11=ПЧн/ПЧб=0,88/0,9=0,98
2. Определим комплексный показатель качества станка.
Комплексный метод основан на применении обобщенного показателя качества продукции, который представляет собой функцию единичных показателей:
n
Ккомп=åbi*gi,
i=1
где n- число показателей, bi - коэффициент значимости каждого показателя.
Ккомп=12*1,14+11*1,13+9*0,9+9*1,07+8*1,02+10*1,2+8*1,05+7*1+10*0,87+8*0,69+8*0,98=13,68+12,43+8,1+9,63+8,16+12+8,4+7+8,7+5,52+7,84=101,46
Определим показатель уровня качества:
n
Ко=Ккомп/åbi.
i=1
Ко= 101,46/(12+11+9+9+8+10+8+7+10+8+8)=101,46/100=1,0146
3. Определим обобщающий (интегральный) показатель качества.
Обобщающий (интегральный) показатель качества продукции показывает, какой полезный эффект приходится на рубль затрат:
Кин=Эпс/(Ис + Ипп),
где Эпс - суммарный полезный эффект от эксплуатации или потребления продукции, выраженный в натуральных единицах:
Эпс=Вч*Fкал*Кэкс*Т,
где Вч - часовая производительность станка, Fкал - календарный фонд времени работы станка в год, час (для непрерывного производства 8760 час), Кэкс - коэффициент использования станка во времени, Т - срок службы станка до капитального ремонта.
Ис - затраты на создание станка (в нашем случае цена станка), Ипп - затраты, связанные с эксплуатацией (потреблением продукции):
T
Ипп=åЗэкс*Fкал*Кэкс*at,
t=1
где Зэкс - часовые эксплуатационные затраты,
at - коэффициент дисконтирования.
at=1/(1+Е)t,
где Е - ставка дисконта (принимать равной 0,3), t - шаг расчета.
Рассчитаем Кин для старого станка:
Эпс=14*8760*0,81*8=794707,2 шт.
Ипп=8,4*8760*0,81*(1/(1+0,3)1)=45849 тыс.руб.
Итак, Кин=794707,2/(45849+40000)=9,26 шт./тыс.руб.
Рассчитаем Кин для нового станка:
Эпс=16*8760*0,81*9=1021766,4 шт.
Ипп=8,54*8760*0,81*(1/(1+0,3)1)=46612,6 тыс.руб.
Итак, Кин=1021766,4/(46612,6+49000)=10,69 шт./тыс.руб.
Итак, можно сделать вывод о том, что интегральный показатель качества у нового станка выше, чем у старого, поэтому при выборе отдается предпочтение новому станку.
Практическое Занятие № 14,15
Показатели качества продукции.
устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области испытаний и контроля качества продукции.
Термины, установленные настоящим стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Для каждого понятия установлен один стандартизованный термин. Применение терминов-синонимов стандартизованного термина запрещается.
Недопустимые к применению термины-синонимы приведены в стандарте в качестве справочных и обозначены пометкой «Ндп».
В случаях, когда необходимые и достаточные признаки понятий содержатся в буквальном значении термина, определение не приведено, и, соответственно, в графе «Определение» поставлен прочерк.
Для отдельных стандартизованных терминов в стандарте приведены в качестве справочных краткие формы, которые разрешается применять, если возможность их различного толкования исключена.
Стандартизованные термины напечатаны полужирным шрифтом, краткая форма - светлым, недопустимая - курсивом.
В стандарте в качестве справочных приведены иностранные эквиваленты для ряда стандартизованных терминов на английском (Е) и французском (F) языках.
В стандарте приведены алфавитные указатели содержащихся в нем терминов на русском языке и их иностранных эквивалентов.
В справочном приложении 1 даны пояснения к некоторым терминам, отмеченным звездочкой, в справочном приложении 2 приведена систематизация видов испытаний и контроля по их основным признакам.
Термин
Определение
1. ИСПЫТАНИЯ
1. Испытания *
Е. Test
F. Essai
Экспериментальное определение количественных и (или) качественных характеристик свойств объекта испытаний как результата воздействия на него, при его функционировании, при моделировании объекта и (или) воздействий.
Примечание. Определение включает оценивание и (или) контроль
2. Условия испытаний *
Е. Test conditions
F. Conditions d'essais
Совокупность воздействующих факторов и (или) режимов функционирования объекта при испытаниях
3. Нормальные условия испытаний *
Е. Normal test conditions
F. Conditions d'essais normales
Условия испытаний, установленные нормативно-технической документацией (НТД) на данный вид продукции
4. Вид испытаний
Е. Mode of test
F. Type d'essai
Классификационная группировка испытаний по определенному признаку
5. Категория испытаний
Е. Category of test
F. Categorie d'essai
Вид испытаний, характеризуемый организационным признаком их проведения и принятием решений по результатам оценки объекта в целом
6. Объект испытаний *
Е. Item under test
F. Objet a essayer
Продукция, подвергаемая испытаниям
7. Образец для испытаний
Е. Test specimen
F. Echantillon pour essai
Продукция или ее часть, или проба, непосредственно подвергаемые эксперименту при испытаниях
8. Опытный образец
Е. Pilot sample
F. Prototype
Образец продукции, изготовленный по вновь разработанной рабочей документации для проверки путем испытаний соответствия его заданным техническим требованиям с целью принятия решения о возможности постановки на производство и (или) использования по назначению
9. Модель для испытаний
Е. Test model
F. Modele pour essai
Изделие, процесс, явление, математическая модель, находящиеся в определенном соответствии с объектом испытаний и (или) воздействиями на него и способные замещать их в процессе испытаний
10. Макет для испытаний
Е. Test mock-up
F. Maquette pour essais
Изделие, представляющее упрощенное воспроизведение объекта испытаний или его части и предназначенное для испытаний
11. Метод испытаний
Е. Test method
F. Methode d'essais
Правила применения определенных принципов и средств испытаний
12. Объем испытаний
Е. Extent of test
F. Taille des essais
Характеристика испытаний, определяемая количеством объектов и видов испытаний, а также суммарной продолжительностью испытаний
13. Программа испытаний *
Е. Test program
F. Programme d'essais
Организационно-методический документ, обязательный к выполнению, устанавливающий объект и цели испытаний, виды, последовательность и объем проводимых экспериментов, порядок, условия, место и сроки проведения испытаний, обеспечение и отчетность по ним, а также ответственность за обеспечение и проведение испытаний
14. Методика испытаний *
Е. Test procedure
F. Procedure d'essais
Организационно-методический документ, обязательный к выполнению, включающий метод испытаний, средства и условия испытаний, отбор проб, алгоритмы выполнения операций по определению одной или нескольких взаимосвязанных характеристик свойств объекта, формы представления данных и оценивания точности, достоверности результатов, требования техники безопасности и охраны окружающей среды
15. Аттестация методики испытаний
Е. Approval of test procedure
F. Certification de la procedure d'essais
Определение обеспечиваемых методикой значений показателей точности, достоверности и (или) воспроизводимости результатов испытаний и их соответствия заданным требованиям
16. Средство испытаний *
Е. Test means
F. Moyen d'essais
Техническое устройство, вещество и (или) материал для проведения испытаний
17. Испытательное оборудование
Е. Test equipment
F. Equipement d'essais
Средство испытаний, представляющее собой техническое устройство для воспроизведения условий испытаний
18. Аттестация испытательного оборудования
Е. Certification of test equipment
F. Certification de l'equipement d'essais
Определение нормированных точностных характеристик испытательного оборудования, их соответствия требованиям нормативно-технической документации и установление пригодности этого оборудования к эксплуатации
19. Система испытаний *
Е. Test system
F. Systeme d'essais
Совокупность средств испытаний, исполнителей и определенных объектов испытаний, взаимодействующих по правилам, установленным соответствующей нормативной документацией
20. Точность результатов испытаний
Е. Accuracy of test results
F. Precision des resultats d'essais
Свойство испытаний, характеризуемое близостью результатов испытаний к действительным значениям характеристик объекта, в определенных условиях испытаний
21. Воспроизводимость методов и результатов испытаний *
Е. Reproducibility of test methods and results
F. Reproducibilite des methodes et resultats d'essais
Характеристика, определяемая близостью результатов испытаний идентичных образцов одного и того же объекта по одной и той же методике в разных лабораториях, разными операторами с использованием различного оборудования
22. Данные испытаний
Е. Test data
F. Donnees d'essais
Регистрируемые при испытаниях значения характеристик свойств объекта и (или) условий испытаний, наработок, а также других параметров, являющихся исходными для последующей обработки
23. Результат испытаний
Е. Test result
F. Resultat d'essais
Оценка характеристик свойств объекта, установления соответствия объекта заданным требованиям по данным испытаний, результаты анализа качества функционирования объекта в процессе испытаний
24. Протокол испытаний
Е. Test report
F. Proces-verbal d'essais
Документ, содержащий необходимые сведения об объекте испытаний, применяемых методах, средствах и условиях испытаний, результаты испытаний, а также заключение по результатам испытаний, оформленный в установленном порядке
25. Испытательный полигон
Е. Testing (proving) ground
F. Terrain d'essais
Территория и испытательные сооружения на ней, оснащенные средствами испытаний и обеспечивающие испытания объекта в условиях, близких к условиям эксплуатации объекта
26. Испытательная организация
Е. Test organization
F. Organisme d'essais
Организация, на которую в установленном порядке возложено проведение испытаний определенных видов продукции или проведение определенных видов испытаний
27. Головная организация по государственным испытаниям продукции
Организация, которая утверждена в принятом порядке для проведения на государственном уровне испытаний установленных важнейших видов продукции производственно-технического и культурно-бытового назначения
28. Государственный испытательный центр
Е. State testing center
F. Centre national d'essais
Специализированное подразделение головной организации по государственным испытаниям, предназначенное для проведения государственных испытаний установленных важнейших видов продукции производственно-технического и культурно-бытового назначения
29. Республиканский (региональный) испытательный центр
Е. Republican (regional) testing center
F. Centre republicain (regional) d'essais
Организация, утвержденная в принятом порядке для проведения определенных категорий испытаний закрепленных видов продукции, выпускаемой и (или) разрабатываемой предприятиями и организациями республики (региона) независимо от их ведомственной подчиненности
30. Ведомственный испытательный центр
Е. Departmental testing center
F. Centre sectoriel d'essais
Организация, на которую министерством или ведомством возложено проведение определенных категорий испытаний закрепленных видов продукции, выпускаемой и (или) разрабатываемой предприятиями и организациями данного министерства или ведомства
31. Испытательное подразделение
Е. Testing division
F. Unite d'essais
Подразделение организации, на которое руководством последней возложено проведение испытаний для своих нужд
32. Базовое испытательное подразделение головной организации
Базовое подразделение
Подразделение, назначенное в принятом порядке для проведения испытаний определенных видов продукции или видов испытаний из числа закрепленных за головной организацией по государственным испытаниям
33. Опорный пункт головной организации по государственным испытаниям продукции
Опорный пункт
Организация, являющаяся потребителем продукции, подлежащей испытаниям, назначенная в принятом порядке для проведения испытаний этой продукции в эксплуатационных условиях
34. Аттестация испытательных организаций и подразделений
Е. Certification of testing organizations and divisions
F. Agrement des organismes et des unites d'essais
Удостоверение компетентности испытательных организаций и подразделений и их оснащенности, обеспечивающих проведение на должном техническом уровне всех предусмотренных нормативно-технической документацией испытаний закрепленных видов продукции и (или) видов испытаний
Виды испытаний
35. Исследовательские испытания *
Е. Investigation test
F. Essais de recherche
Испытания, проводимые для изучения определенных характеристик свойств объекта
36. Контрольные испытания
Е. Check test
F. Essais de controle
Испытания, проводимые для контроля качества объекта
37. Сравнительные испытания
Е. Comparative test
F. Essais comparatifs
Испытания аналогичных по характеристикам или одинаковых объектов, проводимые в идентичных условиях для сравнения характеристик их свойств
38. Определительные испытания
Е. Determinative test
F. Essais de determination
Испытания, проводимые для определения значений характеристик объекта с заданными значениями показателей точности и (или) достоверности
39. Государственные испытания *
Е. State test
F. Essais officiels
Испытания установленных важнейших видов продукции, проводимые головной организацией по государственным испытаниям, или приемочные испытания, проводимые государственной комиссией или испытательной организацией, которой предоставлено право их проведения
40. Межведомственные испытания *
Е. Interdepartmental test
F. Essais intersectoriels
Испытания продукции, проводимые комиссией из представителей нескольких заинтересованных министерств и (или) ведомств, или приемочные испытания установленных видов продукции для приемки составных частей объекта, разрабатываемого совместно несколькими ведомствами
41. Ведомственные испытания
Е. Departmental test
F. Essais sectoriels
Испытания, проводимые комиссией из представителей заинтересованного министерства или ведомства
42. Доводочные испытания
Ндп. Конструктивные испытания
Е. Developmental test
F. Essais de finition
Исследовательские испытания, проводимые при разработке продукции с целью оценки влияния вносимых в нее изменений для достижения заданных значений показателей ее качества
43. Предварительные испытания
Е. Preliminary test
F. Essais preliminaires
Контрольные испытания опытных образцов и (или) опытных партий продукции с целью определения возможности их предъявления на приемочные испытания
44. Приемочные испытания *
Е. Acceptance test
F. Essais d'acceptation
Контрольные испытания опытных образцов, опытных партий продукции или изделии единичного производства, проводимые соответственно с целью решения вопроса о целесообразности постановки этой продукции на производство и (или) использования по назначению
45. Квалификационные испытания
E. Qualification test
F. Essais de qualification
Контрольные испытания установочной серии или первой промышленной партии, проводимые с целью оценки готовности предприятия к выпуску продукции данного типа в заданном объеме
46. Предъявительские испытания
E. Predelivery test
F. Essais de presentation
Контрольные испытания продукции, проводимые службой технического контроля предприятия-изготовителя перед предъявлением ее для приемки представителем заказчика, потребителя пли других органов приемки
47. Приемо-сдаточные испытания *
Е. Approval test
F. Essais de reception
Контрольные испытания продукции при приемочном контроле
48. Периодические испытания
Е. Periodical test
F. Essais periodiques
Контрольные испытания выпускаемой продукции, проводимые в объемах и в сроки, установленные нормативно-технической документацией, с целью контроля стабильности качества продукции и возможности продолжения ее выпуска
49. Инспекционные испытания
Е. Inspection test
F. Essais d'inspection
Контрольные испытания установленных видов выпускаемой продукции, проводимые в выборочном порядке с целью контроля стабильности качества продукции специально уполномоченными организациями
50. Типовые испытания
Ндп. Проверочные испытания
Е. Type test
F. Essais type
Контрольные испытания выпускаемой продукции, проводимые с целью оценки эффективности и целесообразности вносимых изменений в конструкцию, рецептуру или технологический процесс
51. Аттестационные испытания
Е. Evaluation test
F. Essais d'attestation
Испытания, проводимые для оценки уровня качества продукции при ее аттестации по категориям качества
52. Сертификационные испытания *
Е. Certification test
F. Essais de certification
Контрольные испытания продукции, проводимые с целью установления соответствия характеристик се свойств национальным и (или) международным нормативно-техническим документам
53. Лабораторные испытания
Е. Laboratory test
F. Essais de laboratoire
Испытания объекта, проводимые в лабораторных условиях
54. Стендовые испытания *
Е. Bench test
F. Essais au banc
Испытания объекта, проводимые на испытательном оборудовании
55. Полигонные испытания
Е. Ground test
F. Essais au terrain
Испытания объекта, проводимые на испытательном полигоне
56. Натурные испытания *
Е. Verification test in situ
F. Essais in situ
Испытания объекта в условиях, соответствующих условиям его использования по прямому назначению с непосредственным оцениванием или контролем определяемых характеристик свойств объекта
57. Испытания с использованием моделей *
Е. Test with modelling
F. Essais avec utilisation des modeles
-
58. Эксплуатационные испытания *
Е. Field test
F. Essais pratiques
Испытания объекта, проводимые при эксплуатации
59. Нормальные испытания
E. Normal test
F. Essais normaux
Испытания, методы и условия проведения которых обеспечивают получение необходимого объема информации о характеристиках свойств объекта в такой же интервал времени, как и в предусмотренных условиях эксплуатации.
60. Ускоренные испытания
E. Accelerated test
F. Essais acceleres
Испытания, методы и условия проведения которых обеспечивают получение необходимой информации о характеристиках свойств объекта в более короткий срок, чем при нормальных испытаниях
61. Сокращенные испытания
E. Reduced test
F. Essais tronques
Испытания, проводимые по сокращенной программе
62. Механические испытания *
E. Mechanical test
F. Essais mecaniques
Испытания на воздействие механических факторов
63. Климатические испытания *
E. Environmental test
F. Essais climatiques
Испытания на воздействие климатических факторов
64. Термические испытания *
E. Thermal test
F. Essais thermiques
Испытания на воздействие термических факторов
65. Радиационные испытания
E. Radiation test
F. Essais de radiation
Испытания на воздействие радиационных факторов
66. Электромагнитные испытания *
E. Electromagnetic test
F. Essais electromagnetiques
Испытания на воздействие электромагнитных полей
67. Электрические испытания *
E. Electric test
F. Essais electriques
Испытания на воздействие электрического напряжения, тока или ноля
68. Магнитные испытания *
E. Magnetic test
F. Essais magnetiques
Испытания на воздействие магнитного поля
69. Химические испытания *
E. Chemical test
F. Essais de resistance chimique
Испытания на воздействие специальных сред
70. Биологические испытания *
E. Biological
F. Essais biologiques
Испытания на воздействие биологических факторов
71. Неразрушающие испытания
E. Nondestructive test
F. Essais non-destructifs
Испытания с применением неразрушающих методов контроля
72. Разрушающие испытания
E. Destructive test
F. Essais destructifs
Испытания с применением разрушающие методов контроля
73. Испытания на прочность
E. Strength test
F. Essais d'endurance
Испытания, проводимые для определения значений воздействующих факторов, вызывающих выход значений характеристик свойств объекта за установленные пределы или его разрушение
74. Испытания на устойчивость
E. Stability test
F. Essais de stabilite
Испытания, проводимые для контроля способности изделия выполнять свои функции и сохранять значения параметров в пределах установленных норм во время действия на него определенных факторов
75. Функциональные испытания
E. Functional test
F. Essais fonctionnels
Испытания, проводимые с целью определения значений показателей назначения объекта
76. Испытания на надежность
E. Reliability test
F. Essais de fiabilite
Испытания, проводимые для определения показателей надежности в заданных условиях
77. Испытания на безопасность
E. Safety test
F. Essais de securite
-
78. Испытания на транспортабельность
E. Transportability test
F. Essais d'aptitude au transport
-
79. Граничные испытания
E. ; ">
Испытания, проводимые для определения зависимостей между предельно допустимыми значениями параметров объекта и режимом эксплуатации
80. Технологические испытания
E. In-process test
F. Essais de technicite
Испытания, проводимые при изготовлении продукции с целью оценки ее технологичности
2. КОНТРОЛЬ
Общие понятия
81. Технический контроль *
Контроль
E. Inspection
F. Controle technique
Проверка соответствия объекта установленным техническим требованиям
82. Контроль качества продукции
E. Product quality inspection
F. Controle de la qualite des produits
Контроль количественных и (или) качественных характеристик свойств продукции
83. Оценивание качества продукции
E. Assessment of product quality
F. Estimation de la qualite des produits
Определение значений характеристик продукции с указанием точности и (или) достоверности
84. Объект технического контроля *
Е. Item under inspection
F. Objet a controler
Подвергаемая контролю продукция, процессы ее создания, применения, транспортирования, хранения, технического обслуживания и ремонта, а также соответствующая техническая документация
85. Вид контроля
E. Mode of inspection
F. Type de controle
Классификационная группировка контроля по определенному признаку
86. Объем контроля
Е. Amount of inspection
F. Taille du controle
Количество объектов и совокупность контролируемых признаков, устанавливаемых для проведения контроля
87. Метод контроля
Е. Inspection method
F. Methode de controle
Правила применения определенных принципов и средств контроля
88. Метод разрушающего контроля
Е. Method of destructive inspection
F. Methode destructive
Метод контроля, при котором может быть нарушена пригодность объекта к применению
89. Метод неразрушающего контроля
Е. Method of nondestructive inspection
F. Methode non-destructive
Метод контроля, при котором не должна быть нарушена пригодность объекта к применению
90. Средство контроля
Е. Inspection means
F. Moyens de controle
Техническое устройство, вещество и (или) материал для проведения контроля
91. Контролируемый признак
Е. Characteristic under control
F. Caractere a controler
Характеристика объекта, подвергаемая контролю
92. Контрольная точка *
Е. Point of inspection
F. Point de controle
Место расположения первичного источника информации о контролируемом параметре объекта контроля
93. Контрольный образец *
E. Reference specimen
F. Specimen temoin
Единица продукции или ее часть, или проба, утвержденные в установленном порядке, характеристики которых приняты за основу при изготовлении и контроле такой же продукции
94. Система контроля
E. Inspection system
F. Systeme du controle
Совокупность средств контроля, исполнителей и определенных объектов контроля, взаимодействующих по правилам, установленным соответствующей нормативной документацией
95. Система ведомственного контроля
Е. Departmental management system
F. Systeme du controle sectoriel
Система контроля, осуществляемая органами министерства или ведомства
96. Автоматизированная система контроля *
Е. Automated control system
F. Systeme de controle automatise
Система контроля, обеспечивающая проведение контроля с частичным непосредственным участием человека
97. Автоматическая система контроля *
Е. Automatic control system
F. Systeme de controle automatique
Система контроля, обеспечивающая проведение контроля без непосредственного участия человека
Виды контроля
98. Производственный контроль *
Е. Manufacturing supervision
F. Controle de fabrication
Контроль, осуществляемый на стадии производства
99. Эксплуатационный контроль *
Е. Field inspection
F. Controle en utilisation
Контроль, осуществляемый на стадии эксплуатации продукции
100. Входной контроль
Е. incoming inspection
F. Controle a l'entree
Контроль продукции поставщика, поступившей к потребителю или заказчику и предназначаемой для использования при изготовлении, ремонте или эксплуатации продукции
101. Операционный контроль
Е. Operational inspection
F. Controle des operations
Контроль продукции или процесса во время выполнения или после завершения технологической операции
102. Приемочный контроль
Е. Acceptance inspection
F. Controle de reception
Контроль продукции, по результатам которого принимается решение о ее пригодности к поставкам и (или) использованию
103. Инспекционный контроль
Е. Inspection check-up
F. Audit
Контроль, осуществляемый специально уполномоченными лицами с целью проверки эффективности ранее выполненного контроля
104. Сплошной контроль
Е. 100 % inspection
F. Controle a 100 %
Контроль каждой единицы продукции в партии
105. Выборочный контроль
Е. Sampling inspection
F. Controle par echantillonnage
По ГОСТ 15895-77*
_________
* На территории РФ действуют ГОСТ Р 50779.10-2000, ГОСТ Р 50779.11-2000
106. Летучий контроль *
Е. Casual inspection
F. Controle volant
Контроль, проводимый в случайное время
107. Непрерывный контроль
Е. Continuous inspection
F. Controle continu
Контроль, при котором поступление информации о контролируемых параметрах происходит непрерывно
108. Периодический контроль
Е. Periodical inspection
F. Controle periodique
Контроль, при котором поступление информации о контролируемых параметрах происходит через установленные интервалы времени
109. Разрушающий контроль
Е. Destructive inspection
F. Controle destructif
-
110. Неразрушающий контроль
Е. Nondestructive inspection
F. Controle non-destructif
-
111. Измерительный контроль
Е. Control by measurement
F. Controle par mesures
Контроль, осуществляемый с применением средств измерений
112. Регистрационный контроль
Е. Registration control
F. Controle par enregistrement
Контроль, осуществляемый регистрацией значений контролируемых параметров продукции или процессов
113. Органолептический контроль *
Е. Organoleptic inspection
F. Controle organoleptique
Контроль, при котором первичная информация воспринимается органами чувств
114. Визуальный контроль
Е. Visual inspection
F. Controle visuel
Органолептический контроль, осуществляемый органами зрения
115. Технический осмотр
Е. Technical check-up
F. Visite technique
Контроль, осуществляемый в основном при помощи органов чувств и, в случае необходимости, средств контроля, номенклатура которых установлена соответствующей документацией
Практическое Занятие № 14,15
Показатели качества продукции.
Понятие и основные схемы сертификации продукции
Термин сертификация впервые был сформулирован и определен Комитетом по вопросам сертификации (СЕРТИКО) международной организации по стандартизации (ИСО) и включен в Руководство № 2 (ИСО/МЭК 2 ) версии 1982 г. Общие термины и определения в области стандартизации, сертификации и аккредитации испытательных лабораторий. Согласно этому документу, сертификация определялась как действие, удостоверяющее посредством сертификата соответствия или знака соответствия, что изделие или услуга соответствует определенным стандартам или другим нормативным документам. Данное определение положено в основу понятия сертификации соответствия, принятого сегодня в системе сертификации ГОСТ Р в РФ.
Сертификация является необходимым инструментом,
гарантирующим соответствие качества продукции требованиям нормативнотехнической документации и документальным
подтверждением соответствия продукции определенным требованиям, конкретным стандартам или техническим условиям.
Одновременно является очень эффективным средством развития торговоэкономических связей страны, продвижения продукции предприятия на внешний и внутренний рынок сбыта, а также закрепления на них на длительный период времени.
ответственность поставщика за ввод в обращение недоброкачественной продукции, с другой стороны, устанавливать обязательные к выполнению минимальные требования, касающиеся характеристик продукции, вводимой в обращение.
Таким образом, продукция, на которую содержатся требования по обеспечению безопасности жизни и здоровья людей и охране окружающей среды, подлежит обязательной сертификации.
Под сертификацией понимается действие, проводимое с целью подтверждения с необходимой достоверностью соответствия продукции конкретным стандартам или техническим условиям и выдачи соответствующего документа (сертификата соответствия).
Закон Российской Федерации вводит понятия - сертификат и знак соответствия.
Сертификат - это документ, выданный по правилам сертификации для подтверждения соответствия продукции установленным требованиям.
Знак соответствия - это зарегистрированный в установленном порядке знак, подтверждающий соответствие маркированной им продукции установленным требованиям.
Сертификация осуществляется в целях:
• создания условий для деятельности предприятий, учреждений, организаций и предпринимателей на едином товарном рынке Российской Федерации, а также для участия в международном экономическом, научнотехническом сотрудничестве и международной торговле;
• содействия потребителям в компетентном выборе продукции;
• защиты потребителя от недобросовестности изготовителя (продавца, исполнителя);
• контроля безопасности продукции для окружающей среды, жизни, здоровья и имущества;
• подтверждения показателей качества продукции, заявляемых изготовителем.
Сертификация основана на проведении испытаний и оценке условий производства сертифицируемой продукции, контроле за выполнением этих процедур и надзоре за качеством продукции со стороны независимого органа.
Срок действия сертификата устанавливает орган по сертификации с учетом срока действия нормативных документов на продукцию, а также срока, на который сертифицировано производство или система качества, но не более, чем на три года, на персонал - 5 лет.
Сертификация проводится под контролем как правительства, так и неправительственных организаций. Правительство контролирует такие проблемы, как обеспечение качества, защита интересов потребителя, безопасность и охрана его здоровья, охрана окружающей среды, поддержка национального производства продукции, качество товаров, поставляемых на экспорт, защита от мошенничества, искаженной информации и ложной рекламы.
Организация сертификации включает в себя две стадии:
• обеспечение и реализация условий для создания и производства продукции, подлежащей сертификации;
• организация и проведение сертификации продукции как подтверждение ее соответствия требованиям нормативнотехнической документации.
Сертификация основывается на следующих принципах:
• государственности обеспечение государственных интересов при оценке безопасности продукции и достоверности информац ии о ее качестве;
• добровольности использование изготовителем в целях рекламы своей продукции;
• объективности независимость от изготовителя и потребителя;
• достоверности использование профессиональной испытательной базы;
• исключения в дискриминации в сертификации продукции отечественных и зарубежных изготовителей;
• представления изготовителю права выбора органа по сертификации и испытательной лаборатории;
• установления ответственности участников сертификации продукции;
• открытости информации о положительных результатах сертификации или о прекращении действия сертификата;
• разнообразия форм и методов проведения сертификации продукции с учетом ее специфики, характера производства и потребления
К объектам сертификации относятся:
• продукция (сырье, материалы, топливо, энергия, комплектующие и готовые изделия, являющиеся продукцией производственнотехнического назначения и (или) товаром народного потребления);
• все виды услуг населению;
• процессы производства, использования (применения или потребления), хранения, транспортирования, ремонта и утилизации;
• сложные технические и организационнотехнические объекты, рассматриваемые как системы (производственные процессы и сооружения, системы качества).
При положительных результатах сертификационных исследований изделия должны иметь подтверждающее доказательство - клеймо, специальный знак, этикетку, сопроводительный документ, сертификат.
Различают следующие виды сертификации:
• сертификация продукции;
• сертификация технологического процесса;
• сертификация систем качества.
Применение предприятиями в России сертификации продукции в условиях рыночных отношений дает следующие преимущества:
• обеспечивает доверие внутренних и зарубежных потребителей к качеству продукции;
• упрощает выбор необходимой продукции потребителям;
• обеспечивает потребителю получение объективной информации о качестве продукции;
• способствует более длительному успеху и защите в конкуренции с изготовителями не сертифицированной продукции;
• уменьшает импо рт в стр ану аналогичной продукции;
• предотвращает поступление в страну импортной продукции несоответствующего уровня качества;
• стимулирует улучшение качества НТД путем установления в ней более прогрессивных требований;
• способствует повышению организационнотехнического уровня производства;
• стимулирует ускорение НТП.
Органы сертификации систем качества осуществляют:
• сертификацию систем качества на предприятии;
• оформление и выдачу сертификатов;
• разработку методик сертификации производств;
• инспекционный контроль за сертифицированной системой качества.
В зависимости от статуса и целей системы сертификации могут быть обязательными и добровольными. Продукция (услуга), на которую распространяется действующий или должен быть разработан государственный стандарт, содержащий или в который должно быть включено по меньшей мере обязательное требование, выполнение которого подлежит подтверждению путем сертификации на основании Закона Российской Федерации.
К обязательным требованиям государственных стандартов относятся требования по обеспечению безопасности продукции для жизни, здоровья и имущества потребителей и для окружающей среды, требования к ее совместимости и взаимозаменяемости, а также другие требования, отнесенные к обязательным в соответствии с Законодательством Российской Федерации или Нормативными актами, утвержденными соответствующими уполномоченными органами.
Законодательно закрепленные требования к этим товарам должны выполняться всеми производителями на внутреннем рынке и импортерами при ввозе на территорию России. Номенклатура товаров и услуг, подлежащих обязательной сертификации в Российской Федерации, определяется Госстандартом России в соответствии с Законом РФ О защите прав потребителей. Работы по обязательной сертификации осуществляются органами по сертификации и испытательными лабораториями, аккредитованными в установленном порядке в рамках существующих систем обязательной сертификации. Всего по состоянию на июль 1998 г. в Госстандарте было зарегистрировано 15 самостоятельных систем обязательной сертификации продукции и услуг. Головными органами этих систем являются государственные учреждения Госстандарт, Госстрой, Госгортехнадзор, Минсвязи и др.
Под объектом добровольной сертификации понимается продукция (услуга), подтверждение соответствия которой определенным требованиям проводится на добровольной основе по инициативе изготовителя, потребителя и других заинтересованных сторон.
Добровольная сертификация предусмотрена для продукции, не подлежащей обязательной сертификации на условиях договора между заявителем и органом по проведению сертификации.
Добровольную сертификацию вправе осуществлять любое юридическое лицо, взявшее на себя функцию органа по добровольной сертификации, зарегистрировавшее знак соответствия и системы сертификации в Госстандарте России в установленном порядке.
Существует две формы сертификации: сертификация, осуществляемая независимо от потребителя, так называемая, самосертификация, когда сами предприятияизготовители проставляют на своих изделиях определенный знак соответствия и несут полную ответственность за его соответствие принятым стандартам. Наибольшее распространение получила сертификация, проводимая независимо от потребителя и изготовителя (третьей стороной), как самой объективной, которая оценивает правильность проводимых мероприятий (от испытаний до выдачи сертификата). Однако в ряде случаев третью сторону не всегда можно признать независимой. Ситуация складывается таким образом, что испытательные лаборатории и органы по сертификации сосредоточены у изготовителей и разработчиков. В этих случаях крайне важно соблюсти принцип делегирования полномочий через аккредитацию, с последующим инспекционным контролем.
Добровольная сертификация проводится в тех случаях, когда строгое соблюдение требований существующих стандартов или другой нормативной документации на продукцию, услуги или процессы государством не предусмотрено, т.е. когда стандарты или нормы не касаются требований безопасности и носят добровольный характер для товаропроизводителя, например серия стандартов ГОСТ Р ИСО 9000 - 2000 о моделях систем качества на предприятиях. Потребность в добровольной сертификации появляется, как правило, когда несоответствие стандартам или другим нормативам на объекты сертификации затрагивает экономические интересы крупных финансовопромышленных групп, отраслей индустрии и сферы услуг.
Добровольной сертификации подлежит продукция, на которую отсутствуют обязательные к выполнению требования по безопасности. В то же время ее проведение ограничивает доступ на рынок некачественных изделий за счет проверки таких показателей как надежность, эстетичность, экономичность и др.
При этом добровольная сертификация не подменяет обязательн ую и ее результаты не являются основанием для запрета (поставки) продукции. Она, в первую очередь, направлена на борьбу за клиента. Это в полной мере касается и добровольной сертификации услуг.
Добровольная сертификация проводится на условиях договора между заявителем и органом по сертификации. Орган по добровольной сертификации осуществляет сертификацию продукции, выдает сертификат, а также на условиях договора с заявителем представляет ему право на применение знака соответствия, либо приостанавливает или отменяет действие выданных сертификатов.
Схемы сертификации
Сертификация проводится по установленным в системе сертификации схемам.
Схема сертификации - это состав и последовательность действий третьей стороны при оценке соответствия продукции, услуг, систем качества и персонала. Как правило, система сертификации предусматривает несколько схем. При выборе схемы должны учитываться особенности производства, испытаний, поставки и использования конкретной продукции, требуемый уровень доказательности, возможные затраты заявителя. Схема сертификации должна обеспечивать необходимую доказательность последней. Для этого рекомендуется использовать общепризнанные схемы, в том числе и в международной практике. В РФ используется 9 основных схем и 4 их модификации. Большинство из них признаны за рубежом и являются общепринятыми. Схемы 1а, 2а, 3а и 4а дополнительные. Они модифицируют соответственно схемы 1, 2, 3 и 4.
Каждая схема отличается друг от друга параметрами оценки или критериями, видами испытаний выпускаемой продукции на основе оцениваемых отобранных образцов, типовыми представителями, объемом испытаний, отбором образцов для испытания и т.д.
Выбор схемы сертификации зависит от объекта, вида и форм продукта и утверждается органом, разрешающим сертификацию.
Каждая схема сертификации включает один основной параметр, метод выборочной проверки и инспекционный контроль.
Состав схем сертификации представлен в таблице.
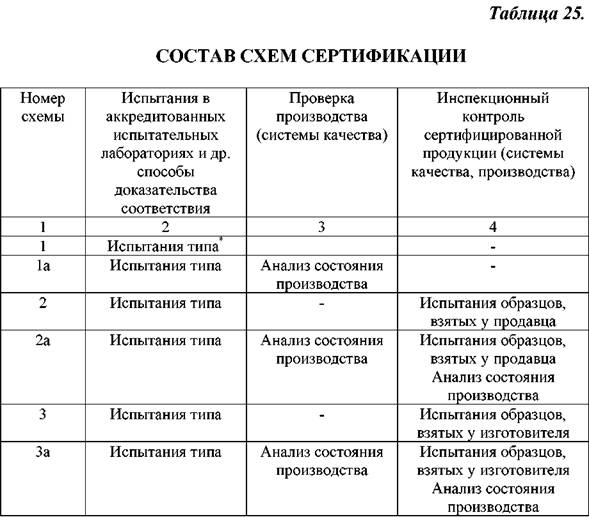
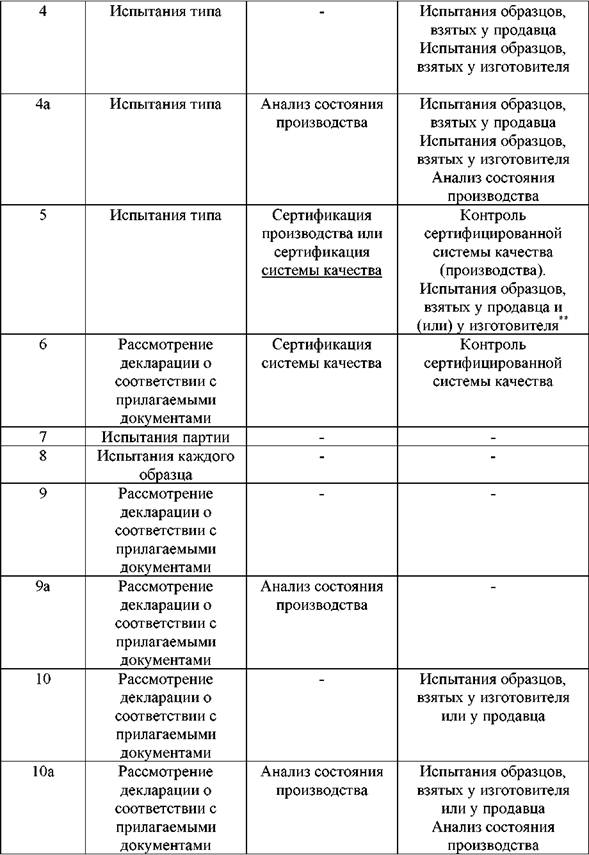
Примечания:
1. Схемы 18 приняты в зарубежной и международной практике и классифицированы ИСО. Схемы 1а, 2а, 3а и 4а - дополнительные и являются модификацией соответственно схем 1, 2, 3, и 4.
2. Схемы 910а основаны на использовании декларации о соответствии поставщика, принятом в ЕС в качестве элемента подтверждения соответствия продукции установленным требованиям.
3. Инспекционный контроль, указанный в таблице, проводят после выдачи сертификата.
ПРИМЕНЕНИЕ СХЕМ СЕРТИФИКАЦИИ
1.Схемы сертификации 16 и 9а10а применяются при сертификации продукции, серийно выпускаемой изготовителем в течение срока действия сертификата, схемы 7, 8, 9 - при сертификации уже выпущенной партии или единичного изделия.
2. Схемы 14 рекомендуется применять в следующих случаях:
• схему 1 - при ограниченном, заранее оговоренном, объеме реализации продукции, которая будет поставляться (реализовываться) в течение короткого промежутка времени отдельными партиями по мере их серийного производства (для импортной продукции - при краткосрочных контрактах; для отечественной продукции - при ограниченном объеме выпуска;
• схему 2 - для импортной продукции при долгосрочных контрактах или при постоянных поставках серийной продукции по отдельным контрактам с выполнением инспекционного контроля на образцах продукции, отобранных из партий, завезенных в Российскую Федерацию;
• схему 3 - для продукции, стабильность серийного производства которой не вызывает сомнения;
• схему 4 - при необходимости всестороннего и жесткого инспекционного контроля продукции серийного производства;
3. Схемы 5 и 6 рекомендуется применять при сертификации продукции, для которой:
• реальный объем выборки для испытаний недостаточен для объективной оценки выпускаемой продукции;
• технологические процессы чувствительны к внешним факторам;
• установлены повышенные требования к стабильности характеристик выпускаемой продукции;
• сроки годности продукции меньше времени, необходимого для организации и проведения испытаний в аккредитованной испытательной лаборатории;
• характерна частая смена модификаций продукции;
• продукция может быть испытана только после монтажа у потребителя.
Условием применения схемы 6 является налич ие у и зготовителя системы испытаний, включающей контроль всех характеристик на соответствие требованиям, предусмотренным при сертификации такой продукции, что подтверждается выпиской из акта проверки и оценки системы качества.
Схему 6 возможно использовать также при сертификации импортируемой продукции поставщика (не изготовителя), имеющего сертификат на свою систему качества, если номенклатура сертифицируемых характеристик и их значения соответствуют требованиям нормативных документов, применяемым в Российской Федерации.
4. Схемы 7 и 8 рекомендуется применять тогда, когда производство или реализация данной продукции носит разовый характер (партия, единичные изделия).
5. Схемы 910а основаны на использовании в качестве доказательства соответствия ( несоответствия) продукции установленным требованиям - декларации о соответствии с прилагаемыми к ней документами, подтверждающими соответствие продукции установленным требованиям.
Условием применения схем сертификации 910а является наличие у заявителя всех необходимых документов, прямо или косвенно подтверждающих соответствие продукции заявленным требованиям. Если указанное условие не выполнено, то орган по сертификации предлагает заявителю сертифицировать данную продукцию по другим схемам сертификации и с возможным учетом отдельных доказательств соответствия из представленных документов.
Данные схемы целесообразно применять для сертификации продукции субъектов малого предпринимательства, а также для сертификации не повторяющихся партий небольшого объема отечественной и зарубежной продукции.
Схемы 910а рекомендуется применять в следующих случаях:
• схему 9 - при сертификации неповторяющейся партии небольшого объема импортной продукции, выпускаемой предприятием, зарекомендовавшим себя на мировом или российском рынках как производителя продукции высокого уровня качества, или единичного изделия, комплекта (комплекса) изделий, приобретаемого целевым назначением для оснащения отечественных производственных и иных объектов, если по представленной технической документации можно судить о безопасности изделий;
• схему 9а - при сертификации продукции отечественных производителей, в том числе индивидуальных предпринимателей, зарегистрировавших свою деятельность в установленном порядке, при нерегулярном выпуске этой продукции по мере ее спроса на рынке и нецелесообразности проведения инспекционного контроля;
• схема 10 и 10а - при продолжительном производстве отечественной продукции в небольших объемах выпуска
7. Схемы 1а, 2а, 3а, 4а, 9а и 10а рекомендуется применять вместо соответствующих схем 1, 2, 3, 4, 9 и 10, если у органа по сертификации нет информации о возможности производства данной продукции обеспечить стабильность ее характеристик, подтвержденных испытаниями.
Необходимым условием применения схем 1а, 2а, 3а, 4а, 9а и 10а является участие в анализе состояния производства экспертов по сертификации систем качества (производств) или экспертов по сертификации продукции, прошедших обучение по программе , включающей вопросы анализа производства.
При проведении обязательной сертификации по этим схемам и налич ии у и зготовителя сертификата соответствия на систему качества (производства) анализ состояния производства не проводят.
8. При проведении обязательной сертификации по схемам 5 или 6 и налич ии у и зготовителя сертификата соответствия на производство или систему качества (по той же или более полной модели, чем та, которая принята при сертификации продукции) сертификацию производства или системы качества, соответственно, повторно не проводят.
9. Схемы сертификации из числа приведенных устанавливают в системах (правилах) сертификации однородной продукции с учетом специфики продукции, ее производства, обращения и использования.
Конкретную схему сертификации для данной продукции определяет орган по сертификации.
Выбор схемы сертификации предусматривает три этапа.
На первом этапе рассматривается вопрос о необходимости проведения предварительной сертификации и принимается решение о схеме 00 или 01.
На втором этапе отбирают одну из восьми основных схем (исключая 00 и 01). На данном этапе проводится выбор схемы по пяти основным факторам:
• ф 1 - трудоемкость изготовления продукции (предусматривается три уровня:: низкий, средний, высший);
• ф 2 - программа выпуска продукции (учитывается три масштаба выпуска: единичный, серийный, массовый);
• ф3 - трудоемкость испытаний готовой продукции (определяется два уровня: низкая, высокая);
• ф 4 - характер испытаний;
• ф5 - степень опасности продукции (неопасная, опасная, особо опасная).
Для учета указанных факторов можно построить матрицу, как произведение пяти векторов ф 1 х ф2 х ф3 х ф4 х ф5, шестым вектором (ф6) будет выбор схемы сертификата (СС)
На третьем этапе происходит окончательный выбор схемы сертификата с учетом дополнительных факторов, неучтенных на втором этапе.
Выбор возможных вариантов схем сертификации можно представить в виде номограммы (см. Табл. 26).
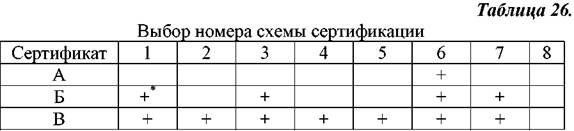
Сертификация производства - это действие третьей стороны по оценке определенных объектов и элементов производства с целью подтверждения его способности обеспечить стабильное изготовление конкретной продукции в соответствии с требованиями, заданными стандартами или техническими условиями на эту продукцию.
Сертификация производства осуществляется в следующих случаях:
• как составная часть работ по сертификации в соответствии с требованиями безопасности, гигиены и здоровья людей и охраны окружающей среды;
• как составная часть работ по сертификации системы качества (ИСО 9001), (ИСО 9002);
• если в договоре (контракте) на поставку продукции предусмотрено наличие сертификата производства или выбрана схема сертификации, в которой оценивается производства
• если изготовитель по своей инициативе проводит сертификацию производства, с целью завоевания доверия потребителей;
• если у изготовителя возрастает число рекламаций на реализованную продукцию.
Практическое Занятие № 22,23
Методы подготовки производств к сертификации
Методы сертификации подразделяют на две группы:
-
методы испытаний;
-
методы указания соответствия стандартам.
Методы испытаний устанавливаются соответствующими стандартами и к ним предъявляются следующие требования:
-
соответствие назначению стандартов; объективность, четкое формулирование;
-
включение в методы испытания, если это технически оправдано, указания о пределах воспроизводимости и повторяемости;
-
при возможности достаточно подробная характеристика метода испытания, установленного стандартом, позволяющего квалифицированному персоналу получать аналогичные результаты;
-
установление предельных значений требований с учетом допускаемого отклонения или среднего значения для верхнего или нижнего предела, минимального или максимального значения;
-
при выборе следует учитывать стандарты на общие методы испытаний и взаимосвязанные испытания для определения аналогичных характеристик, установленных в других стандартах;
-
предпочтительность методов испытаний, не разрушающих образец и обеспечивающих аналогичную степень достоверности;
-
при наличии нескольких методов испытаний один из них определяется как контрольный.
Методы указания соответствия стандартам для систем сертификации третьей стороной устанавливаются руководством предприятия. Различают следующие виды методов.
Метод «знак соответствия». Знак соответствия - знак, который по правилам, установленным в данной системе сертификации, подтверждает соответствие маркированной им продукции установленным требованиям.
Этот метод основан на применении результата сертификации для указания того, что контроль за соответствием стандарту находится в ведении этой системы.
Метод «сертификат соответствия». Целью данного метода является предоставление потребителю информации о стандартах, охватываемых сертификатом. Метод может быть использован для указания соответствия стандартам на продукцию или стандартам на конкретные свойства. Сертификаты соответствия могут относиться ко всем требованиям стандарта, а также к его конкретным разделам или характеристикам.
Для указания соответствия продукции установленным требованиям применяется специальный технический документ - сертификат соответствия.
Сертификат соответствия - документ, выданный по правилам системы сертификации для подтверждения соответствия сертифицированной продукции установленным требованиям.
К обязательным документам на продукцию и услуги, отсутствие которых может привести к применению определенных санкций, относится сертификат соответствия по показателям безопасности. Другие разновидности сертификата - гигиенический, ветеринарный, фитосанитарный - не являются обязательными, а служат лишь основанием для упрощенной процедуры выдачи сертификатов соответствия.
Сертификаты соответствия по показателям безопасности и другим обязательным требованиям необходимы лишь для продукции и услуг, подлежащих обязательной сертификации. Если продукция или услуги не вошли в перечень для обязательной сертификации, представители государственных органов не имеют права требовать от изготовителей, исполнителей или продавцов сертификат соответствия.
Информационное обеспечение обучения
Перечень рекомендуемых учебных изданий, Интернет-ресурсов, дополнительной литературы
Основные источники:
-
Анухин В.И. « Допуски и посадки» Спб.: Питер, 2008 г.
-
Канке А.А., Кошевая И.П. « Метрология, стандартизацмя и сертификация »- М.: Форум, 2009 г.
-
Палей М.А. « Допуски и посадки », справочник, в 2-х частях ( 9 издание, переработанное и дополненное ). - СПб.: Политехника,2009г.
Дополнительные источники:
-
Закон Российской Федерации « О техническом регулировании».
-
Закон Российской Федерации « Об Обеспечении единства измерений».
-
Козловский Н.С., Виноградов А.Н. « Основы стандартизации, допуски, посадки и технические измерения»: Учебник для учащихся техникумов.- 2-е изд., перераб. И доп. - М.: Машиностроение, 1982г.
-
Лифиц И.М. « Основы стандартизации, сертификации и метрологии». М.: Юнити, 1999 г.