- Преподавателю
- Технология
- Конспект Разметка и запиливание шипа
Конспект Разметка и запиливание шипа
| Раздел | Технология |
| Класс | 7 класс |
| Тип | Конспекты |
| Автор | Котомин В.П. |
| Дата | 29.12.2015 |
| Формат | docx |
| Изображения | Есть |

6 класс, 3ч.
Тема: «Разметка и запиливание шипа».
Цель:
1. Ознакомить с технологией изготовления столярного шипа. Совершенствовать навыки работы с ручным столярным инструментом.
2. Развивать мышление на основе работы с планом; глазомер, навыки самоконтроля в процессе выполнения практической деятельности.
3. Воспитывать бережное отношение к материалу, инструменту; ответственное отношение к выполнению работы, соблюдение правил безопасной работы.
ХОД УРОКА
-
Организационная часть
Приветствие, проверка внешнего вида учащихся, организация рабочих мест, создание рабочего настроя.
-
Повторение пройденного материала
-
Что такое угловое серединное соединение брусков на сквозной шип? В чем его сущность?
-
От чего зависит прочность указанного соединения?
-
В каких изделиях, имеющихся в мастерской, применяется угловое серединное соединение на сквозной шип?
-
Сообщение материала урока
Разметка шипа
Для разметки элементов соединения потребуются миллиметровая линейка, угольник, рейсмус и карандаш. Необходимо помнить, что от точности и правильности разметки зависит качество соединения. Поэтому перед работой надо обязательно проверить разметочные инструменты и остро заточить карандаш. Линейка должна быть металлической с четкими делениями. У угольника контролируют состояние кромок пера: необходимо, чтобы они были ровными, без вмятин, располагались точно под прямым углом к колодке, У рейсмуса должен быть исправен зажим брусочков, иглы плоско заточены и выступали не более чем на 2мм. И только после такого контроля состояния инструментов можно приступать к разметке. Сначала отмеряют необходимую длину бруска и отпиливают припуск. От торца откладывают по линейке длину шипа и наносят карандашом метку. По угольнику и этой отметке проводят линии на всех четырех сторонах бруска. После этого устанавливают рейсмус на заданный размер (толщина шипа) и проводят риски на двух противоположных сторонах заготовки и торце. Шип размечен.
Изготовление шипа
Запиливание шипа. После разметки приступают к запиливанию шипа. Эту операцию выполняют с помощью лучковых шиповых пил с шириной полотна 40- 50 мм или ножовок. Зубья у таких пил прямоугольной формы, высотой 3-5 мм. Перед пилением брусок закрепляют в заднем или боковом зажиме верстака. Во многом это определяется размерами заготовки. Так, например, в боковом зажиме крепят очень широкие или длинные (более 1 м) детали. Запомните, что при запиливании шипа полотно инструмента должно проходить снаружи от рисок, а при долблении гнезда стамеску устанавливают внутри проушины, но рядом с риской.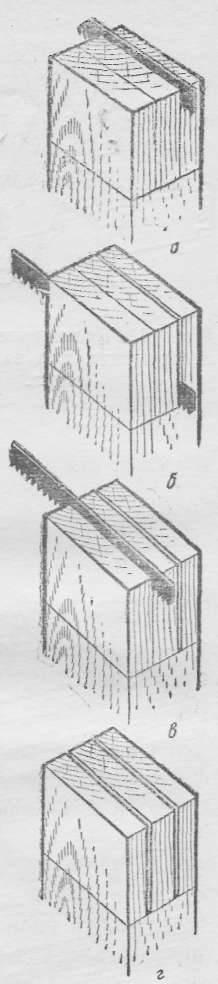
Последовательность операций при запиливании шипа:
-
Подготовить пилу к работе.
-
Закрепить брусок в зажиме верстака.
-
Установить полотно пилы рядом с риской (с внешней стороны от нее).
-
Осторожно сделать первый короткий разрез.
-
Контролируя работу по линиям разметки, запилить половину шипа
-
Сделать такой же пропил с другой стороны шипа.
-
Перевернуть деталь в зажиме верстака и, повторяя предшествующие операции, закончить пропил до линии разметки.
Спиливание щечек. 
Для этой операции применяются пилы шириной полотна 35-50 мм и мелкими зубьями высотой 2-4 мм, имеющими форму прямоугольного треугольника. Спиливают щечки в стусле или закрепив брусок в зажиме верстака. Проще всего работать, прижав брусок к упору на верстаке, но такая операция требует от учащихся определенных навыков и довольно утомительна.
При пилении инструмент следует держать немного наклонно от основания шипа.
Сначала спиливают щечку с одной стороны шипа, а затем, перевернув брусок, с другой стороны. Но надо очень внимательно следить за тем, чтобы случайно не пропилить сам шип.
Подгонка шипа к гнезду. Опытный столяр выполняет элементы соединения так, что шип плотно входит в гнездо. Такое соединение очень прочное и надежное.
Но иногда из-за погрешностей в разметке и изготовлении шип или совсем не входит в гнездо, или, наоборот, остаются очень большие зазоры. В первом случае приходится подгонять шип к гнезду, удаляя стамеской или напильником лишний материал. Это вынужденные, дополнительные операции, на них затрачивается много времени. Так что намного быстрее и лучше сразу качественно размечать и изготавливать шип и гнездо. Во втором случае, когда шип значительно меньше гнезда, соединения не получится - это брак.
-
Практическая работа
Разметка и запиливание шипа на материалоотходах. Контроль выполнения работы.
-
Подведение итогов урока
Анализ проделанной работы, выявление возможного брака, его причин и способов устранения.
2