- Преподавателю
- Технология
- Методические указания по проведению практических занятий для профессии 18. 01. 28 Оператор нефтепереработки МДК. 03. 01 Ремонт технологического оборудования
Методические указания по проведению практических занятий для профессии 18. 01. 28 Оператор нефтепереработки МДК. 03. 01 Ремонт технологического оборудования
| Раздел | Технология |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Липская И.Л. |
| Дата | 15.12.2015 |
| Формат | docx |
| Изображения | Есть |



























 Государственное бюджетное профессиональное образовательное учреждение
Государственное бюджетное профессиональное образовательное учреждение
города Москвы
Колледж связи № 54
имени П. М. Вострухина
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО ПРОВЕДЕНИЮ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
для профессии 18.01.28 Оператор нефтепереработки
МДК.03.01 Ремонт технологического оборудования
Москва, 2015
Рассмотрено: Утверждено:
на заседании ПЦК "ОПД и ПМ Зам. директора по УМР
cпециальности 20.02.01 РИП, _______________И. Г. Бозрова
профессии 18.01.28 ОН"
Протокол № 1 от «28» августа 2015 г.
Председатель __________ И. Л. Липская «____» __________ 2015 г.
Автор: И. Л. Липская - преподаватель ГБПОУ Колледж связи № 54
имени П. М. Вострухина
-
Предисловие
-
Назначение методических указаний.
-
Настоящие методические указания по проведению практических занятий составлены в соответствии с программой МДК.03.01 Ремонт технологического оборудования для учащихся колледжа по профессии 18.01.28 Оператор нефтепереработки.
Практические занятия - одно из звеньев учебно-педагогического процесса: учащиеся получают новые знания, навыки самостоятельной работы, умения делать выводы из полученных данных и тем самым более полно усваивать материал МДК.
Практические работы проводят при изучении или в конце изучения определённой темы. Их главной целью является закрепление знаний и практических умений учащихся.
Приступая к выполнению конкретной работы, учащиеся должны внимательно ознакомиться с порядком выполнения работы и получить от преподавателя необходимые разъяснения. Предварительная подготовка к практическим работам состоит в повторении теоретических вопросов, ожидаемых результатов, порядка выполнения работы, содержания отчёта. Для этой цели может использоваться устный опрос, беседа, самостоятельная работа по карточкам-заданиям, программированный опрос и т.д. Каждая работа оформляется в виде отчёта и сдаётся преподавателю.
Для выполнения практических работ учащимся необходимы чертёжные и измерительные инструменты: простые карандаши различной твёрдости, линейки, треугольники, циркули, миллиметровая бумага, калькулятор. Рисунки и таблицы должны быть выполнены с требуемой точностью и качеством
В результате выполнения практических работ учащиеся должны приобрести необходимые знания по технологическому оборудованию, применяемому в нефтеперерабатывающей промышленности, а также ремонтным работам основного оборудования таких производств.
1.2.Требования к умениям, компетенции, которые формируются после проведения практических занятий по МДК.03.01 Ремонт технологического оборудования.
Выполнение практических занятий должно способствовать формированию умений:
- выявлять и устранять дефекты во время эксплуатации оборудования;
- проводить техническое обслуживание и ремонт оборудования, трубопроводов, арматуры и коммуникаций;
- изготовлять сложные приспособления для сборки и монтажа оборудования, труб и коммуникаций;
- проводить слесарную обработку деталей, узлов, пользоваться инструментом;
- проводить подготовку к работе основного и вспомогательного оборудования, трубопроводов, коммуникаций;
- обеспечивать выполнение правил безопасности труда, промышленной санитарии;
Практические занятия будут формировать общие и профессиональные компетенции.
Общие компетенции:
-
Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
-
Организовывать собственную деятельность, исходя из цели и способов её достижения, определённых руководителем.
-
Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
-
Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
-
Использовать информационно-коммуникативные технологии в профессиональной деятельности.
-
Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
Профессиональные компетенции:
-
Проводить разборку, ремонт, сборку установок, машин, аппаратов, трубопроводов и арматуры.
-
Проводить испытания, регулирование и сдачу оборудования после ремонта.
-
Изготовлять приспособления для сборки и монтажа ремонтного оборудования.
-
Составлять техническую документацию.
-
Правила проведения практических занятий
-
Обучающийся должен подготовить ответы на теоретические вопросы к ПЗ;
-
Перед началом каждого занятия проверяется готовность обучающегося к ПЗ;
-
После завершения ЛР и ПЗ обучающийся должен сдать преподавателю отчёт о проделанной работе, выполненной в тетради;
-
Обучающийся, пропустивший ЛР и ПЗ по уважительной или неуважительной причинам, обязан выполнить задания ПЗ в дополнительно назначенное время;
-
Оценка за выполненные задания обучающемуся выставляется с учётом предварительной подготовки к занятию, доли самостоятельности при выполнении расчётов, точности и грамотности оформления отчёта.
-
-
ПРАКТИЧЕСКИЕ ЗАНЯТИЯ
Практическое занятие №1
Оборудование для перемещения жидкостей
Цель занятия: ознакомление с классификацией машин для перемещения жидкостей и их основными характеристиками.
Пояснения
Перемещение жидкости по трубопроводам и аппаратам связано преодолением сил трения, местных сопротивлений, а также затратой энергии на подъем жидкости с низшего на высший уровень. Для этой цели применяют насосы - гидравлические машины, преобразующие механическую энергию двигателя в энергию перемещаемой жидкости.
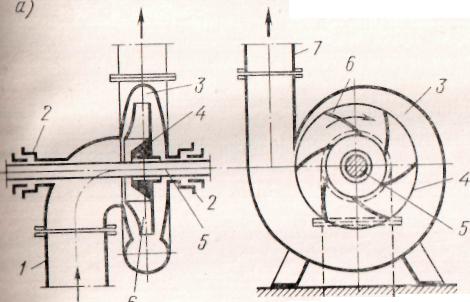
Рис.1. Центробежныи насос:
1 - всасывающий штуцер,
2 - сальник,
3 - корпус с каналом,
4 - рабочее колесо,
5 - вал,
6 - лопасти рабочего колеса,
7 - нагнетательный штуцер;
Типы конструкций насосов классифицируются в соответствии со способами передачи энергии жидкости:
а) в центробежных и лопастных насосах кинетическая энергия
сообщается жидкости с помощью вращающихся лопастей;
б) в поршневых, плунжерных и шестеренчатых насосах энергия
передается путем периодического изменения объема рабочих камер;
в) в струйных насосах для передачи энергии используются силы трения.
Центробежный насос (рис.1) состоит из корпуса, имеющего спиралевидный канал 3, в котором вращается рабочее колесо 4, укрепленное на валу 5. На рабочем колесе 4 укреплены лопасти 6, между которыми располагаются каналы для прохода жидкости. Подача жидкости в насос осуществляется через всасывающий штуцер 1, соединенный с центральной частью рабочего колеса. Нагнетательный штуцер 7, расположенный тангенциально по отношению к рабочему колесу, служит для отвода жидкости из насоса. Для уплотнения вала рабочего колеса имеются сальники 2.
Центробежные насосы работают следующим образом. Через всасывающий штуцер жидкость поступает в центральной части вращающегося колеса, под действием центробежной силы проходит по каналам рабочего колеса и отбрасывается к его периферии, приобретая при этом кинетическую энергию. В спиралевидном канале корпуса насоса кинетическая энергия жидкости превращается в энергию давления и жидкость выбрасывается в нагнетательный штуцер. Таким образом, жидкость непрерывно поступает в насос, проходит через него и выходит из нагнетательного патрубка. В некоторых конструкциях в корпусе насоса предусмотрены неподвижные лопасти, которые образуют расширяющиеся каналы, улучшающие преобразование кинетической энергии движущейся жидкости в потенциальную энергию давления и повышающие коэффициент полезного действия насоса.
Особенность центробежного насоса заключается в том, что дли начала его работы необходимо, чтобы внутренняя полость корпуса с рабочим колесом была заполнена жидкостью. Только в этом случае при запуске насоса возникнет центробежная сила, которая вызовет перемещение жидкости и создаст перепад давления. Направление вращения рабочего колеса насоса должно строго соблюдаться, иначе насос но будет создавать перепада давления.
Центробежные насосы классифицируются по конструктивнымI признакам, по создаваемому перепаду давления и скорости вращения рабочего колеса.
По создаваемому перепаду давления центробежные насосы делятся на:
насосы низкого давления, создающие перепады давления до 20-25 м вод. ст.;
насосы средне г о давления с перепадом 25-60 м вод, ст.;.
насосы высоко г о дав л е н и я, способные создавать давления более 60 м вод. ст.
По расположению вала рабочего колеса центробежные насосы могут быть горизонтальные и вертикальные.
В зависимости от скорости вращения рабочего колеса насосы делятся на тихоходные и быстроходные.
По числу рабочих колес насосы бывают одноступенчатые и многоступенчатые. В многоступенчатых насосах жидкость проходит последовательно через несколько рабочих колес, укрепленных на одном валу. Перепады давлений, создаваемые в каждом колесе, складываются, в результате чего значительно увеличивается общий перепад давления, создаваемого насосом. Многоступенчатые насосы относятся к группе насосов среднего и высокого давлений.
Центробежные насосы широко распространены в химической промышленности. Это объясняется их высокой производительностью, не большими размерами, возможностью непосредственного присоединения к электродвигателю. Кроме того, центробежные насосы просты по конструкции, что позволяет изготавливать их из разнообразных материалов. Последнее обстоятельство делает насосы этого типа незаменимыми при перекачивании агрессивных жидкостей.
Производительность центробежных насосов Q зависит от большого числа факторов и определяется специальными расчетами. На практике выбор насоса заданной производительности и напора осуществляется по каталогу.
Другими весьма важными характеристиками насосов являются потребляемая мощность N, число оборотов п и коэффициент полезного действия η. Мощность, затрачиваемую на перекачивание жидкости центробежным насосом, подсчитывают по формуле
N = кВ, (1.1)
кВ, (1.1)
где (Qс - объемная производительность насоса, м3/с; ρ - плотность перекачиваемой жидкости, кг/м3; g- ускорение силы тяжести, м/с2; Н - полный напор, развиваемый насосом, м; η - коэффициент полезного действия насоса, находящийся в пределах 0,6-0,8.
Мощность двигателя, приводящего в движение рабочее колесо насоса, должна быть больше величины N, так как при вращении колеса преодолеваются силы трения в сальниках и подшипниках. Запас мощности двигателя составляет 10-15% от величины N:
NДВИГ = N . 1,10 -1,15. (1.2)
Производительность центробежных насосов изменяется прямо пропорционально изменению числа оборотов:
 =
=  (1.3)
(1.3)
Q1, Q2 - производительности насосов при n 1 и n 2 числах оборотов соответственно. Однако нужно помнить, что эта зависимость может быть применена в сравнительно узких пределах, так как между потребляемой мощностью и числом оборотов существует связь
 = ()3 (1.4)
= ()3 (1.4)
Поскольку отношение мощностей пропорционально третьей степени отношения числа оборотов, даже небольшое увеличение числа оборотов рабочего колеса требует значительного увеличения расхода мощности.
Напор, развиваемый насосом, зависит от квадрата числа оборотов:
 = (
= (  )2 (1.5)
)2 (1.5)
Графическая зависимость основных параметров центробежного насоса называется универсальной характеристикой(рис.2).
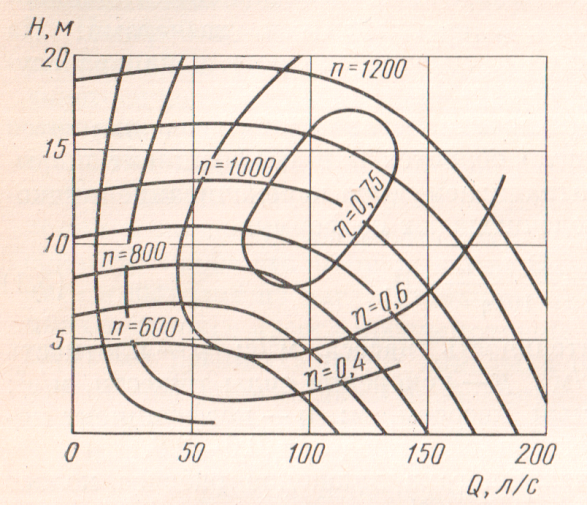
Рис.2. Универсальная
характеристика
центробежного
насоса.
На этом графике по оси абсцисс откладывают производительность Q при разных режимах работы, по оси ординат - развиваемые напоры Н. На график наносят значения коэффициента полезного действия и при определенных числах оборотов п 1 п 2, п 3, ..., определяя при этом соответствующие коэффициенты полезного действия η1, η2,η3, .... Соединяя точки с одинаковыми коэффициентами полезного действия η, получают семейство кривых.
Универсальная характеристика позволяет легко установить режим работы данного насоса при наибольшем коэффициенте полезного действия η , а также найти третий параметр, если два заданы. Например, если заданы Q и Н, находим η; если заданы η и Q, находим Н. Это позволяет эксплуатировать имеющийся насос в оптимальном режиме.
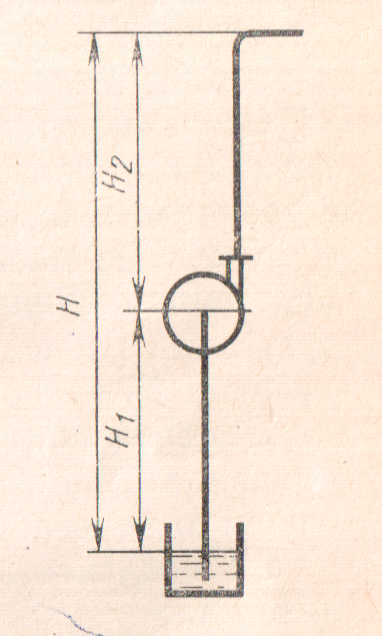
Рис.3.Высота всасывания
и высота нагнетания
центробежного насоса.
Следует различать высоту всасывания Н1 и высоту нагнетания Н2 (рис. 3). Высота всасывании Н1 зависит от величины атмосферного давления, удельного веса засасываемой жидкости, ее температуры и величины сопротивления всасывающего трубопровода. Для холодной воды практическая высота всасывания насосов, установленных на уровне моря, составляет приблизительно 7-8 м. Высота всасывания для всех типов насосов но должна превышать 10 м вод. ст.
Высота нагнетания может изменяться в широких пределах. В одноступенчатых насосах низкого давления она составляет 10-20 м вод. ст. Многоступенчатые насосы в зависимости от числа ступеней, числа оборотов насоса и мощности двигателя могут нагнетать воду на высоту 100 м и более.
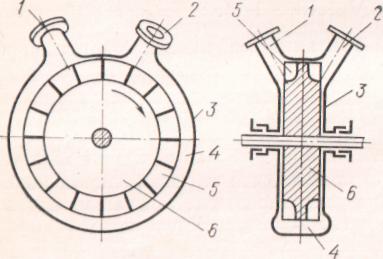
Рис.4. Вихревой насос:
1 - нагнетательный патрубок,
2 - всасывающий патрубок,
3 - корпус насоса,
4 - кольцевая полость,
5 - ячейки рабочего колеса,
6 - рабочее колесо.
Вихревой насос (рис. 4) состоит из корпуса 3, рабочего колеса 6, имеющего короткие радиальные лопасти, которые образуют ячейки 5 по обе стороны колеса. Между рабочим колесом и корпусом насоса имеется кольцевая полость 4, соединенная с всасывающим патрубком 2 и нагнетательным патрубком 1. При вращении рабочего колеса жидкость, заполняющая ячейки 5 рабочего колеса, под действием центробежной силы выбрасывается в кольцевую полость, за счет чего и ячейке создается разрежение. При повороте ячейка через всасывающий патрубок заполняется новой порцией жидкости.
Отдельные типы вихревых насосов создают на всасывающей линии большое разрежение и работают как самовсасывающие, без предварительного заполнения жидкостью. Недостатками насосов этой конструкции являются малая производительность и низкий коэффициент полезного действия. Кроме того, Они применяются только для перекачивания чистых жидкостей.
Поршневые насосы подразделяются на несколько типов - простого, двойного и тройного действия.
Поршневой насос простого действия (рис. 5) состоит из корпуса 6, в котором имеется цилиндр 7, соединенный с клапанной коробкой 2. Внутри цилиндра находится поршень или плунжер 9, соединенный с кривошипно-шатунным механизмом 10. Всасывающий 8 и нагнетательный 3 клапаны помещаются в клапанной коробке. В верхней части, на линии нагнетания 4 расположен воздушный колпак 5. Всасывающий трубопровод 1 присоединен к нижней части клапанной коробки.
Рис.5. Поршневой насос простого действия: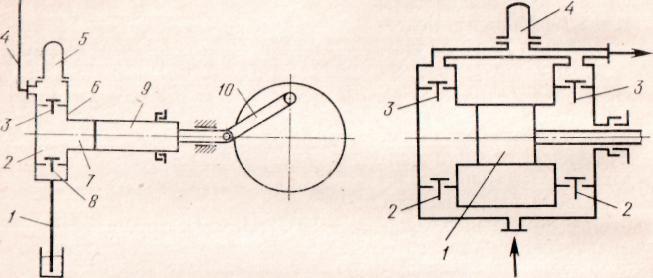
1 - всасывающий трубопровод, 2 - клапанная коробка, 3 - нагнетательный клапан, 4 - нагнетательный трубопровод, 5 - воздушный колпак, 6 - корпус,
7 - цилиндр, 8 - всасывающий клапан, 9 - поршень или плунжер, 10 - кривошипно-шатунный механизм.
Поршневой насос работает следующим образом. При движении поршня слева направо в пространстве клапанной коробки создается разрежение, всасывающий клапан 8 открывается, и по всасывающему трубопроводу 1 жидкость поступает в цилиндр 7. При движении поршня справа налево открывается нагнетательный клапан 3 и жидкость за счет уменьшения объема цилиндра подается в нагнетательный трубопровод 4. Таким образом, в насосе простого действия за один оборот вала происходит одно возвратно-поступательное движение поршня, т. е. одно всасывание и одно нагнетание. Вследствие этого во всасывающем и нагнетательном трубопроводах поток жидкости имеет пульсирующий характер.
Сглаживание неравномерности подачи осуществляют воздушные колпаки, установленные на нагнетательной линии 4. При работе насоса часть вытесненного объема жидкости подается в нагнетательную линию, а часть за счет сжатия газа поступает в воздушный колпак 5. При закрытии нагнетательного клапана 3 за счет увеличенного давления в воздушном колпаке жидкость продолжает поступать в нагнетательную линию, вследствие чего увеличивается равномерность потока. В некоторых случаях воздушные колпаки устанавливают и на всасывающей линии. Высота всасывания, так же как и у насосов /тугих типов, не может превышать 10 м вод. ст. Вследствие инерционных потерь, связанных с пульсацией потока жидкости, высота всасывания может быть даже несколько меньше, чем у центробежных насосов,- 7 - 7,5 м вод. ст. Высота нагнетания зависит от мощности установленного привода.
Для обеспечения более равномерного движения жидкости во всасывающем и нагнетательном трубопроводах применяют насосы двойного действия (рис. 6). В таком насосе имеются две клапанные коробки, в которых заключены два всасывающих и два нагнетательных клапана. При движениях поршня вправо и влево происходит одновременное всасывание и нагнетание жидкости, что в значительной мере повышает равномерность движения жидкости в трубопроводах. Однако наличие четырех клапанов снижает их надежность, так как отказ в работе любого клапана уже нарушает нормальную работу насоса.
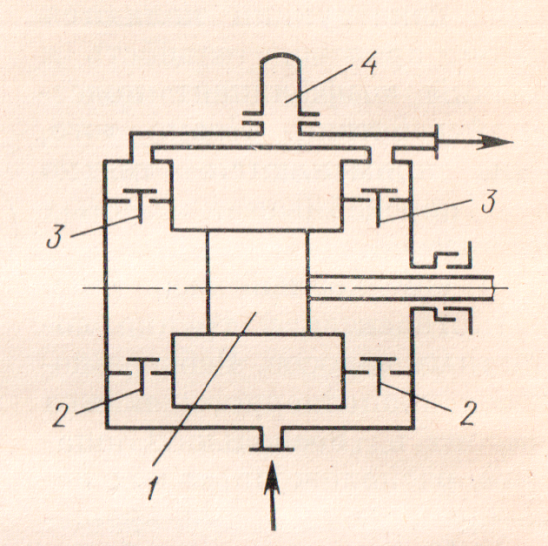
Рис.6.Поршневой насос двойного действия:
1 - поршень, 2 - всасывающие клапаны,
3 - нагнетательные клапаны, 4 - воздушный колпак.
В некоторых случаях применяют насосы тройного действия, у которых три поршня приводятся в движение от одного вала, кривошипы которого сдвинуты друг относительно друга на 120°. Это обеспечивает еще большую равномерность подачи, но усложняет конструкцию насоса этого тина.
Производительность поршневых насосов. Для насоса простого действия производительность выражается формулой
Q = FSnη м3 / мин,
где F - сечение поршня или плунжера, м2; S- ход поршня или плунжера, м; п - число оборотов привода в минуту; η - объемный коэффициент полезного действия, изменяющийся в пределах: для малых и средних насосов 0,8-0,9, для больших насосов 0,85-0,95.
Высота всасывания, как было показано выше, не может превышать 10 м вод. ст. и у поршневых насосов всех типов составляет не более 7-8 м вод. ст. при перекачивании холодных жидкостей.
Высота нагнетания зависит от конструкции насоса и мощности его двигателя, достигая сотен атмосфер. Это выгодно отличает поршневые насосы от насосов других типов и позволяет с успехом применять их в тех случаях, когда расходы жидкости сравнительно невелики и необходимо создание значительных давлений. Мощность, затрачиваемую на перекачивание жидкости, подсчитывают по формуле (5.1), приведенной для центробежного насоса.
При выборе двигателя поршневого насоса учитывается, что часть его мощности расходуется в редукторе, снижающем число оборотов, и в шатунно-кривошипном механизме. Поэтому запас мощности двигателя поршневого насоса должен быть больше, чем у центробежного насоса, двигатель которого присоединяется непосредственно к валу.
, самостоятельности
Задание
-
-
Изучив универсальную характеристику центробежного насоса (рис.2), определите высоту всасывания, зная коэффициент полезного действия и объёмную производительность насоса (см. таблицу 1).
-
Как изменится производительность центробежного насоса (формула 1.3) при увеличении числа оборотов колеса (см. таблицу 2) ?
-
Как изменится напор, создаваемый насосом (формула 1.5), при увеличении числа оборотов колеса (см. таблицу 3)?
-
Таблица 1. Исходные данные
№№
п/п
Коэффициент
полезного
действия, η
Объёмная производительность насоса, м 3 / c
Высота всасывания,
, м
1.
0,6
150
2.
0,6
100
3.
0,4
100
4.
0,75
100
5.
0,4
50
Таблица 2. Исходные данные
№№
п/п
Отношение числа оборотов колеса центробежного насоса
Изменение производительности
центробежного насоса
1.
2
2.
2,5
3.
3
4.
0,5
5.
5
Таблица 3. Исходные данные
№№
п/п
Отношение числа оборотов колеса центробежного насоса
Изменение напора
центробежного насоса
1.
2
2.
2,5
3.
3
4.
4
5.
5
Необходимые принадлежности
-
Простой карандаш, линейка.
-
Калькулятор.
Работа в аудитории
-
Определить высоту всасывания насоса, используя данные таблицы 1.
-
Определить изменение производительности центробежного насоса, используя данные таблицы 2.
-
Определить изменение напора центробежного насоса, используя данные таблицы 3.
-
Начертить принципиальное устройство поршневого насоса простого действия, указать на рисунке основные элементы насоса.
Содержание отчета
-
Номер и название работы;
-
Цель работы;
-
Задание с исходными данными;
-
Необходимые принадлежности;
-
Выполненные расчеты и задания;
-
Заключение
Контрольные вопросы
-
-
Какие устройства предназначены для перемещения жидкостей ?
-
За счёт чего осуществляется перемещение жидкостей ?
-
Как классифицируются центробежные насосы ?
-
Как работает центробежный насос ?
-
В чём заключается особенность работы центробежного насоса ?
-
Какой поршневой насос называется поршневым насосом простого действия ?
-
Какой недостаток работы поршневого насоса простого действия ?
-
Для чего в конструкции поршневого насоса применяют воздушные колпаки ?
-
Какой недостаток поршневых насосов двойного и тройного действия ?
-
В чём преимущество центробежных насосов перед насосами других типов ?
-
Литература
-
В. М. Лекае, А. В. Лекае. Процессы и аппараты химической промышленности, М.: Высшая школа, 1984. - 247 с.
-
Д. А. Баранов, А. М. Кутепов. Процессы и аппараты, М.: Издательский центр "Академия", 2004. - 304 с.
Практическое занятие №2
Оборудование для сжатия и перемещения газов
Цель занятия: ознакомление с классификацией машин для сжатия и перемещения газов их основными характеристиками.
Пояснения
Сжатие газов в химической промышленности используется для проведения химических процессов под давлением, перемещения газов, а также для создания разрежения. Машины, предназначенные для сжатия и перемещения газов, называют компрессорными. Отношение конечного давления р2, создаваемого компрессором, к начальному давлению р1 при котором происходит всасывание газа, называют степенью сжатия. В зависимости от величины степени сжатия различают следующие типы компрессорных машин:
компрессоры, у которых отношение 3 <  ;
;
газодувки, у которых 1,1 << 3,0;
вентиляторы, у которых  1,1;
1,1;
вакуум - насосы, предназначенные для отсасывания газов при давлении ниже атмосферного.
По принципу действия компрессорные машины делятся па поршневые, ротационные, центробежные и осевые.
В поршневых машинах сжатие газа происходит при изменении объема цилиндра за счет возвратно-поступательного движения поршня. Сжатие газа в ротационных машинах обусловлено уменьшением объема, в котором заключен газ, при вращении эксцентрично расположенного ротора. В центробежных машинах энергия передается газу за счет превращения центробежной силы, создаваемой в рабочем колесе, в энергию давления в неподвижных элементах машины. В осевых машинах газ сжимается иод воздействием лопаток рабочего колеса. В вакуум - насосах могут быть использованы различные принципы сжатия. Их основное отличие состоит в том, что всасывание происходит при давлениях значительно ниже атмосферного, а нагнетание - при давлениях, несколько превышающих атмосферное.
Поршневой компрессор простого действия (рис. 1) состоит из цилиндра 3, поршня 4, совершающего возвратно-поступательное движение, и шатунно-кривошипного механизма 5. В крышке цилиндра расположены всасывающий 1 и нагнетательный 2 клапаны.
При движении слева направо в цилиндре возникает разрежение и под действием давления окружающей среды открывается всасывающий клапан 1. При движении поршня справа налево давление в цилиндре возрастает, всасывающий клапан закрывается и поршень сжимает находящийся в цилиндре газ. Когда давление внутри цилиндра превысит давление в нагнетательной линии, открывается нагнетательный клапан и сжатый газ выталкивается в нагнетательную линию.
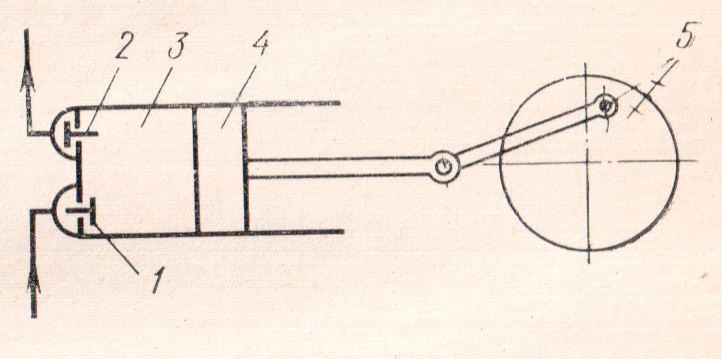
Рис. 1. Поршневой компрессор простого действия: 1 - всасывающий клапан, 2 - нагнетательный клапан, 3 - цилиндр, 4 - поршень, 5 - шатунно-кривошипный механизм
Работа поршневого компрессора может быть представлена рV-диаграммой, выражающей зависимость давления р, откладываемого по оси ординат, от объема V, откладываемого по оси абсцисс (рис. 2). В идеальном компрессоре поршень вплотную подходит к крышке цилиндра, и в нем отсутствуют механические и гидравлические потери. В крайнем правом положении поршня газ занимает объем V 1 . Двигаясь справа налево (линия 1-2), поршень сжимает газ до объема V 2 и давления р 2 . Двигаясь до крайнего левого положения, поршень выдавливает сжатый газ (линия 2-3). Линия 3-4 соответствует мгновенному падению давления до /н при начале движения поршня слева направо; далее происходит процесс всасывания по линии 4-1.
В реальном компрессоре поршень не может вплотную подойти к крышке цилиндра. Между крышкой цилиндра и крайним левым положением поршня всегда имеется некоторое вредное пространство. Сжатый газ, находящийся во вредном пространстве, расширяется при ходе поршня вправо, вследствие чего засасывание новой порции газа начинается только с точки 4' (рис. 3). Таким образом, объем засасываемого воздуха V будет меньше объема V 1 , описываемого поршнем.
Отношение объема газа V, засасываемого компрессором, к объему V 1 , засасываемому поршнем, называется объемным коэффициентом полезного действия компрессора. Эта величина зависит от величины вредного объема и степени сжатия  в компрессоре.
в компрессоре.
Значительное повышение степени сжатия может привести к тому, что сжатый газ, находящийся во вредном пространстве, при крайнем левом положении поршня и его ходе вправо достигнет давления всасывания р 1 только к концу хода поршня, т. е. всасывание происходить не будет (пунктирная линия на рис. 3).
При сжатии газа часть механической энергии превращается в тепловую, вследствие чего газ в цилиндре разогревается. Чтобы уменьшить потребляемую компрессором мощность, его цилиндр интенсивно охлаждают водой. Кроме того, понижение температуры сжимаемого газа необходимо для предотвращения самовоспламенения распыленного и смешанного с воздухом смазочного масла. При высоких давлениях сжатия и достигаемых высоких температурах мелкие частицы масла образуют с воздухом взрывоопасные смеси. Это является также одной из причин, по которой в одноступенчатом компрессоре конечное давление сжатого воздуха не может превышать 6-7 кгс/см2 или, другими словами, степень сжатия не должна быть более 6-7.
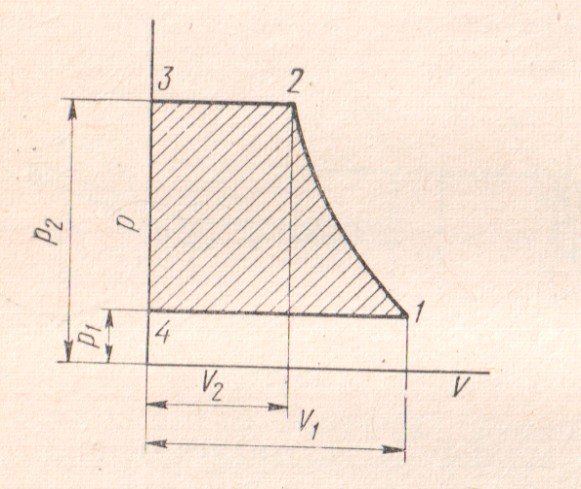
Рис.2. Диаграмма сжатия газов в идеальном компрессоре.
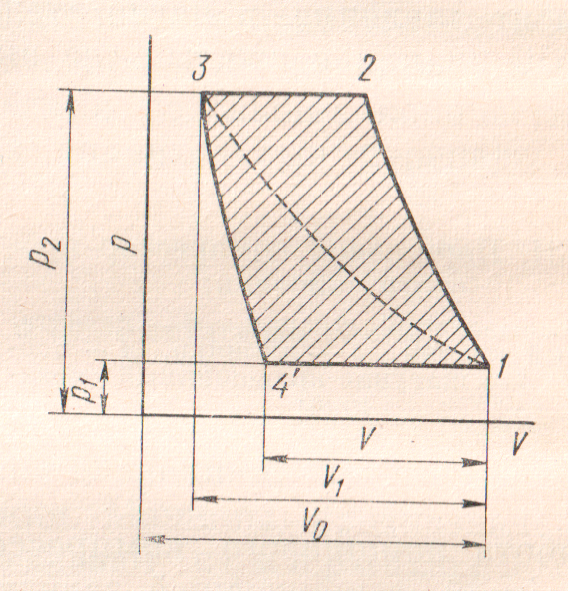
Рис.3. Диаграмма сжатия газов в реальном компрессоре:
V 0 - объём цилиндра,
V 1 - объём описываемый поршнем,
Р 1 - давление всасывания,
Р 2 - давление нагнетания.
В тех случаях, когда необходимо получить газ более высокого давления, применяют многоступенчатое сжатие. На рис. 4 представлена схема двухступенчатого компрессора. Газ засасывается в цилиндр первой ступени 4, сжимается до давления примерно 7 кгс/см2 и поступает в холодильник 7. Охлажденный газ подается затем во второй цилиндр 1 меньшего объема, где сжимается еще в семь раз. Давление газа на выходе из второй ступени достигает уже примерно 49 кгс/см2 . При необходимости создания еще более высоких давлений применяют три, четыре, пять ступеней, также с промежуточным охлаждением газа. Так, в производстве полиэтилена высокого давления, применяя многоступенчатое сжатие, давление доводят до 1500 кгс/см2.
Рис.4. Двухступенчатый компрессор: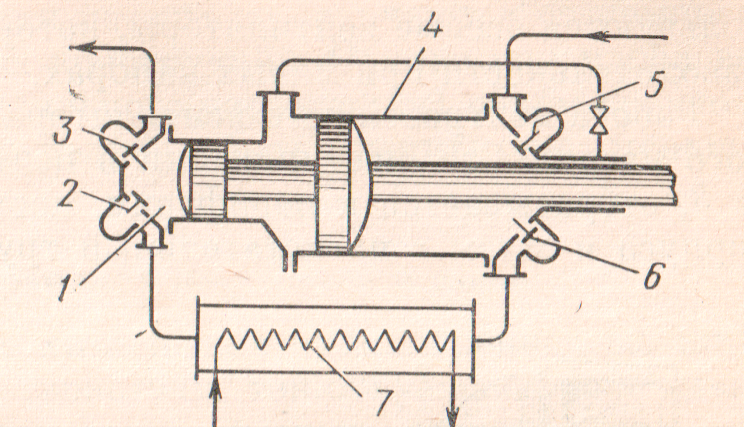
1 - цилиндр высокого давления, 2, 5 - всасывающие клапаны, 3, 6 - нагнетательные клапаны, 4 - цилиндр низкого давления, 7 - холодильник.
Ротационный компрессор (рис. 5) состоит из корпуса 2, внутри которого эксцентрично расположен ротор 2 с выдвижными лопастями. При вращении ротора лопасти выходят из прорезей и скользят по внутренней поверхности корпуса, образуя между ротором и корпусом замкнутые камеры. В правой части корпуса в камерах создается разрежение, в результате которого через патрубок 4 в них поступает газ. Благодаря эксцентричному расположению ротора при вращении его влево объем камер уменьшается, а давление газа в них увеличивается. Сжатый газ нагнетается в газопровод из левой части корпуса через патрубок 5.
Рис.5. Ротационный компрессор: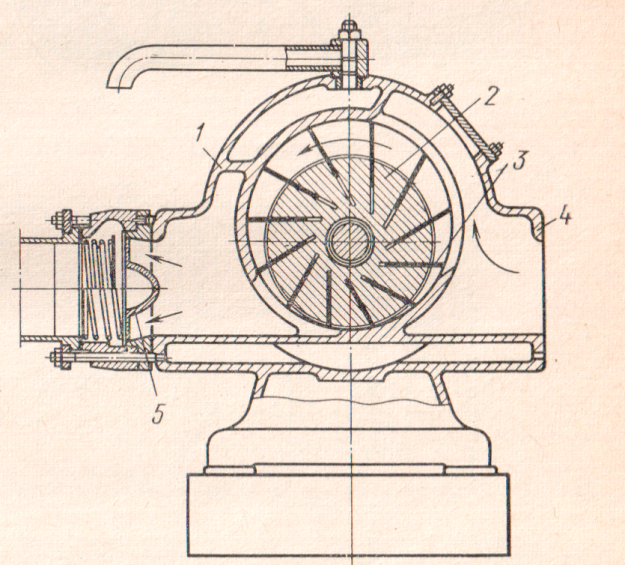
1 - корпус,
2 - ротор,
3 - пластины ротора,
4 - всасывающий патрубок,
5 - нагнетательный патрубок.
По сравнению с поршневыми компрессорами ротационные имеют меньшие размеры, присоединяются к двигателю без шатунно-кривошипного механизма, но характеризуются быстрым износом пластин, сильным шумом при работе и более низким к. п. д.
Центробежные компрессоры представляют собой многоступенчатые машины, в которых газ последовательно проходит через рабочие колеса, сообщающие ему кинетическую энергию, преобразуемую в давление в каналах корпуса. Такие машины рассчитаны на большие производительности и большие давления. Они представляют собой сложные автоматизированные агрегаты, требующие специального обслуживания. Подобные машины используют в производстве аммиака.
Вентиляторы. В зависимости от величины создаваемого напора вентиляторы подразделяют на три группы:
-
низкого давления с напором до 100 мм вод. Ст.;
-
среднего давления с напором 100-300 мм вод. Ст.;
-
высокого давления с напором 300-1200 мм вод. Ст.
По принципу действия вентиляторы делятся на центробежные (рис. 6) и осевые (рис. 7). Центробежные вентиляторы относятся ко второй и третьей группам, т. е. их применяют для подачи газа при относительно больших напорах. В первой группе используются осевые вентиляторы, которые обеспечивают большие производительности при малых напорах.
Работа центробежного вентилятора аналогична работе центробежного насоса. Газ, поступающий в центральную часть рабочего колеА 3, отбрасывается к периферии, поступает в спиралевидный канал корпуса и затем в нагнетательный трубопровод. Через всасывающий патрубок 4 поступают новые количества газа, и вентилятор, таким образом, работает непрерывно.
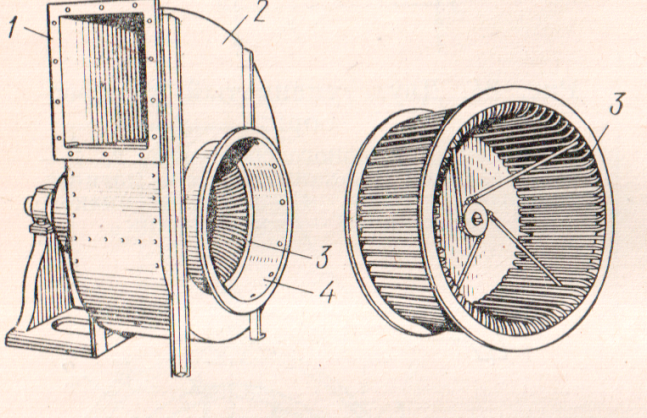
Рис.6. Центробежный вентилятор.
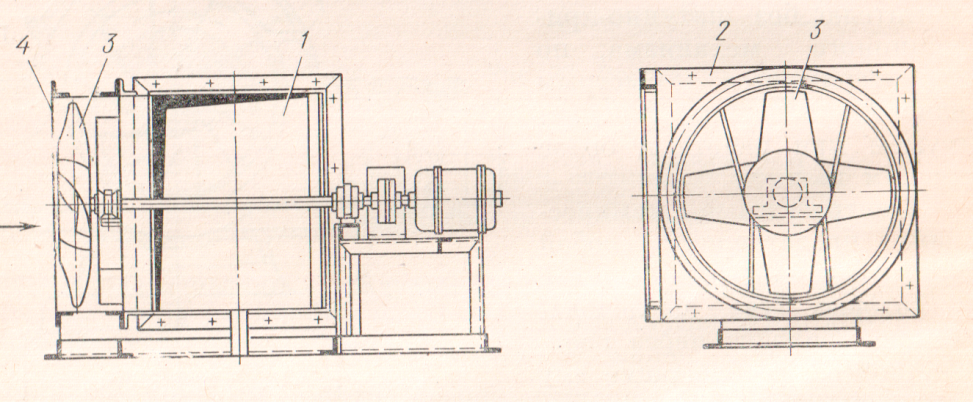
Рис.7.Осевой вентилятор.
Осевой вентилятор (рис. 7) представляет собой корпус 2, внутри которого помещено колесо 3, с наклонно расположенными к оси вращения лопастями (пропеллером). Газ, поступающий во входное отверстие, под воздействием лопаток вращающегося колеса перемещается в осевом направлении и выбрасывается через нагнетательный патрубок 1.
Вентиляторы всех типов находят широкое применение не только для перемещения газов в технологических процессах, но и в санитарно-технических устройствах для вентилирования помещения, подачи чистого наружного воздуха, отсоса воздуха из производственных помещений и др.
Вакуум-насосы предназначены для создания разрежения. По конструкции различают поршневые, ротационные и струйные вакуумные насосы. В зависимости от величины разрежения, которое необходимо создать, вакуумные насосы выполняют из одной или нескольких ступеней. Принципиально вакуум-насосы не отличаются от компрессорных машин соответствующих конструкций. Однако при малой величине абсолютного давления (сильного разрежения) объем вредного пространства в вакуум-насосах должен быть значительно меньше, чем в компрессорах
Задание
-
-
-
Рассчитайте степень сжатия в компрессорной машине, если известны давление всасывания и давление нагнетания (см. таблицу1).
-
К какому типу компрессорных машин относятся машины, у которых степень сжатия указана в таблице 2 ?
-
Используя диаграммы сжатия газов в реальном компрессоре (рис.3), укажите: при постоянном или при переменном давлении идёт процесс всасывания и выдавливания газа.
-
-
Таблица 1.
№№
п/п
Давление всасывания,
Р 1
Давление нагнетания,
Р 2
Степень сжатия,
Р 2 /Р 1
1.
2
4
2.
3
6
3.
2
8
4.
2
10
5.
3
5
Таблица 2.
№№
п/п
Степень сжатия,
Р 2 /Р 1
Компрессорная
машина
1.
4
2.
2
3.
2,5
4.
3,5
5.
5
Необходимые принадлежности
-
Простой карандаш, линейка.
-
Калькулятор.
Работа в аудитории
-
Начертить принципиальное устройство поршневого компрессора простого действия, указать на рисунке основные элементы компрессора.
-
Начертить диаграммы сжатия газов в идеальном и реальном компрессоре, указать режимы всасывания, сжатия выдавливания и падения давления.
-
Используя диаграммы сжатия газов в реальном и идеальном компрессоре (рис 2. и рис. 3), ответить на вопросы:
- в каком компрессоре объём хода поршня и объём засасываемого газа совпадают ?
- в какой точке открывается клапан на нагнетательной линии ?
- какое давление больше: давление всасывания или давление нагнетания ?
Содержание отчёта
-
Номер и название работы;
-
Цель работы;
-
Задание с исходными данными;
-
Необходимые принадлежности;
-
Выполненные расчеты и задания;
-
Заключение
Контрольные вопросы
-
Какие машины называются компрессорными ?
-
Что такое степень сжатия ?
-
Какие вы знаете компрессорные машины ?
-
Для чего применяют многоступенчатые компрессоры ?
-
Чем отличается диаграмма сжатия идеального и реального газа ?
Литература
-
В. М. Лекае, А. В. Лекае. Процессы и аппараты химической промышленности, М.: Высшая школа, 1984. - 247 с.
-
Д. А. Баранов, А. М. Кутепов. Процессы и аппараты, М.: Издательский центр "Академия", 2004. - 304 с.
Практическое занятие №3
Разделение жидких неоднородных систем
Цель занятия: ознакомление с классификацией машин для разделения жидких неоднородных систем и их основными характеристиками.
Пояснения
Неоднородными или гетерогенными системами называют системы, состоящие из двух или нескольких фаз. Различают следующие неоднородные системы можно выделить:
-
Суспензия - система, состоящая из сплошной жидкой фазы, в которой взвешены твёрдые частицы.
-
Эмульсия - система, состоящая из жидкости и распределённых в ней капель другой жидкости, не растворившейся в первой.
-
Пена - система, состоящая из жидкости и распределённых в ней пузырьков газа.
-
Дымы - система, состоящие из газа и распределённых в нём частиц твёрдого материала.
-
Туман - системы, состоящая из газа и распределённых в нём капель жидкости, образовавшейся в результате конденсации.
Для разделения жидких неоднородных систем применяют отстаивание, центрифугирование, фильтрование.
Отстаивание - наиболее дешевый процесс разделения неоднородных систем. Он не обеспечивает извлечения самых мелких частиц из жидкости и характеризуется небольшой скоростью осаждения, поэтому используется в основном для частичного разделения неоднородных систем. Преимуществом процесса отстаивания являются простое аппаратурное оформление и малые энергетические затраты.
Аппараты, в которых проводится отстаивание, называются отстойниками. Различают отстойники периодического и непрерывного действия, причем аппараты непрерывного действия могут быть одноярусные и многоярусные.
Отстойники периодического действия (рис. 1) представляют собой низкие бассейны без перемешивающих устройств. Отстойник заполняется суспензией, которая остается в состоянии покоя в течение времени, необходимого для оседания твердых частиц па дно аппарата. После этого слой осветленной жидкости сливают через сифонную трубку или шланг. Осадок представляет собой шлам, содержащий значительное количество жидкости. Шлам выгружают из аппарата вручную, что представляет значительное неудобство.
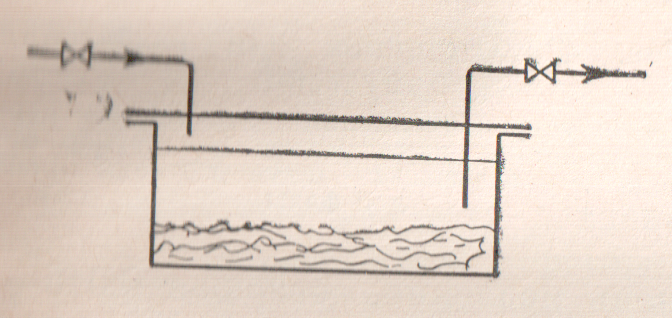
Рис.1. Отстойник периодического действия.
Размеры аппарата периодического действия зависят от концентрации диспергированной фазы и размеров частиц. Чем крупнее частицы и чем больше их плотность, тем быстрее происходит отстаивание и тем меньшие размеры может иметь аппарат. Скорость отстаивания зависит также от температуры. С увеличением температуры вязкость жидкости уменьшается, вследствие чего увеличивается скорость осаждения.
В отстойниках непрерывного действия осветленная жидкость и образующийся осадок удаляются непрерывно. Одной из характеристик отстойников непрерывного действия является время пребывания суспензии в аппарате, которое рассчитывается как результат деления рабочего объема камеры отстойника Vр (м3) на объемный расход исходной смеси QИсх (м3/с):
τ =  (3.1)
(3.1)
При отстаивании суспензии в непрерывном отстойнике необходимо выполнение основного требования - время пребывания исходной смеси в аппарате должно быть больше или равно времени осаждения частиц. Несоблюдение этого условия приводит к тому, что частицы не успевают оседать на дно аппарата. Оптимальное время отстаивания - 1.5-2 часа. При таком времени отстаивания достигается эффективность 60 %.
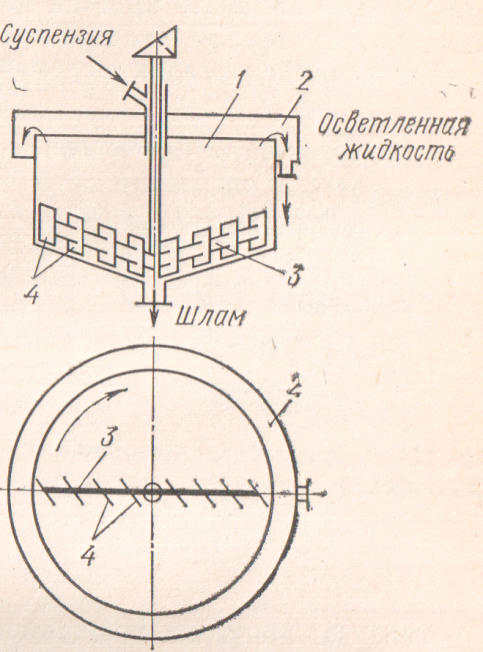
Рис. 2. Отстойник непрерывного действия:
1 - цилиндрический резервуар, 2 - кольцевой жёлоб, 3 - мешалка, 4 - гребки.
Отстойник непрерывного действия с гребковой мешалкой (рис. 2) представляет собой цилиндрический резервуар 1 с коническим днищем и кольцевым желобом 2, расположенным в верхней части аппарата. В аппарате имеется мешалка 3 с гребками 4, расположенными таким образом, что при вращении мешалки по часовой стрелке скапливающийся осадок перемещается к центральному штуцеру в дне сосуда. Мешалка вращается очень медленно, совершая 0,015- 0,5 оборота в минуту и не нарушая процесс осаждения. Исходная суспензия подается в верхнюю центральную часть аппарата, осветленная жидкость удаляется из верхнего желоба, а осадок, содержащий большое количество жидкости и достаточно подвижный шлам, откачивается шламовым насосом через нижний штуцер днища.
Отстойники непрерывного действия с мешалками не требуют ручного труда для выгрузки осадка, обладают большой производительностью, могут быть легко автоматизированы, но не допускают значительного обезвоживания осадка. Размеры отстойников (диаметры аппаратов) колеблются в широких пределах - от 1,8 до 120 м. При таких больших размерах мешалка изготавливается в виде мостовой фермы (пролет l = 60 м), один конец которой опирается на кольцевой рельсовый путь, уложенный на внутренней стенке аппарата, а второй - па центральную опору, вокруг которой мешалка вращается.
Для уменьшения площади, занимаемой отстойником, применяются многоярусные аппараты (рис. 3). Простейший двухъярусный отстойник представляет собой два аппарата, поставленные друг на друга п имеющие общий вал для мешалок. В местах прохода вала сквозь днище верхнего отстойника установлены уплотняющие сальники. Таким образом, слив осветленной жидкости и выгрузка осадка осуществляются раздельно для каждого яруса отстойника.
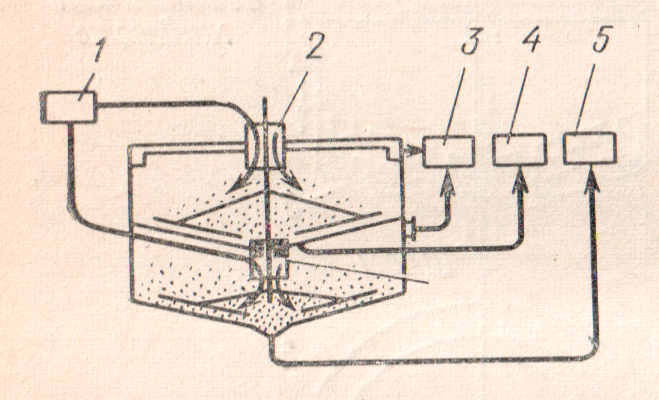
Рис.3. Двухъярусный отстойник:
1 - ёмкость исходной суспензии, 2 - патрубок подачи суспензии, 3 - отвод осветлённой жидкости, 4, 5 - отвод шлама.
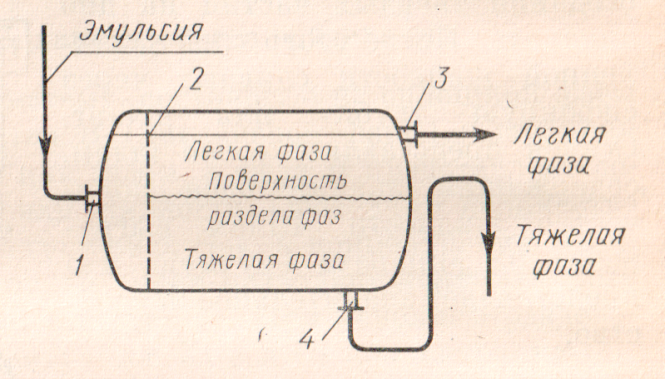
Рис. 4. Отстойник для разделения эмульсий:
1 - штуцер поступления эмульсии, 2 - перфорированная перегородка, 3 - штуцер отвода лёгкой фазы, штуцер отвода тяжёлой фазы.
Непрерывно действующий отстойник для разделения эмульсий показан на рис. 4. Он представляет собой горизонтальный резервуар, внутри которого против входного штуцера 1 установлена отбойная перегородка 2 с отверстиями. Перегородка необходима для предотвращения перемешивания отстаиваемой жидкости струей поступающей эмульсии. Движение жидкости внутри аппарата должно быть ламинарным. Легкая жидкая фаза удаляется из аппарата по трубопроводу 3, тяжелая - по трубопроводу 4, выполненному в виде сифона.
Процесс разделения суспензий с использованием пористых перегородок, которые задерживают твердую фазу суспензии и пропускают ее жидкую фазу, называется фильтрованием. Этот процесс в простейшем случае осуществляется на фильтре (рис. 5), состоящем из сосуда 1, в котором имеется ложное (перфорированное) днище 3. На ложное днище уложена фильтровальная перегородка 2. Под действием разности давлений по обе стороны фильтрующей перегородки жидкость, называемая фильтратом, проходит через ее поры, а твердые частицы суспензии задерживаются на ней, образуя слой осадка 4.
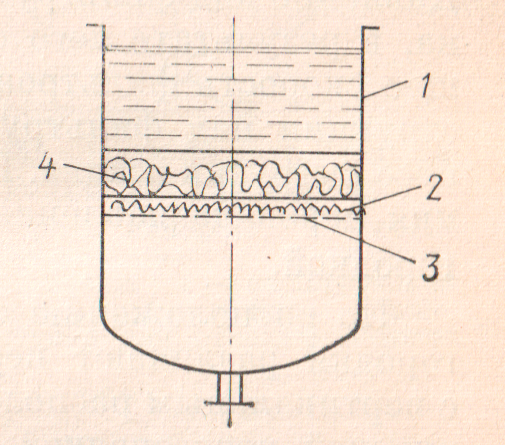
Рис.5. Схема процесса фильтрования:
1 - сосуд для фильтрования, 2 - фильтровальная перегородка, 3 - ложное (перфорированное днище), 4 - осадок.
Необходимую разность давлений по обе стороны фильтровальной перегородки создают с помощью вакуума под перегородкой или избыточного давления над перегородкой.
По мере накопления осадка на фильтровальной перегородке возникает дополнительное сопротивление прохождению жидкости. Если перепад давления по обе стороны перегородки поддерживается постоянным, то количество фильтрата уменьшается и скорость фильтрования падает. Скорость фильтрования можно поддерживать постоянной, если по мере накопления слоя осадка увеличивать перепад давления. Практически, во избежание излишнего уплотнения осадка и увеличения его сопротивления,
предпочитают работать при постоянном перепаде давления, создавая для этой цели под фильтровальной перегородкой вакуум.
Фильтровальные перегородки - основной элемент фильтра. От выбора фильтровальной перегородки зависят производительность фильтра и чистота фильтрата. Правильно выбранная фильтровальная перегородка должна иметь поры по возможности большего размера для уменьшения ее гидравлического сопротивления. В то же время размер пор должен обеспечивать высокую чистоту фильтрата. Фильтровальные перегородки изготавливаются из различных материалов в зависимости от свойств суспензии.
Наибольшее распространение получили гибкие неметаллические перегородки, изготавливаемые из тканей. Используются асбестовые, стеклянные, хлопчатобумажные и шерстяные ткани, а также ткани из синтетических волокон. Выбор типа ткани обусловливается ее способностью противостоять действию агрессивных веществ. Для сильно кислых жидкостей используют перегородки из пористой керамики. В некоторых случаях применяют тканые металлические сетки. Фильтровать иакже можно через песок, гравий, антрацит.
Процесс фильтрования в промышленных условиях проводится на фильтрах периодического и непрерывного действия. Фильтры периодического действия позволяют проводить фильтрование в любом режиме. Непрерывно действующие фильтры работают только при постоянной разности давления, обеспечивая непрерывное удаление осадка, что является их существенным преимуществом.
По способу создания разности давления различают фильтры, работающие под вакуумом, и фильтры, работающие под давлением. Давление над фильтрующей перегородкой вызывает уплотнение осадка, в результате чего создается добавочное сопротивление, снижающее скорость фильтрования. Кроме того, создание герметичной конструкции над фильтрующей перегородкой серьезно осложняет процесс выгрузки осадка. Поэтому в большинстве конструкций для создания перепада давления используют вакуум под фильтрующей перегородкой.
По расположению слоя осадка относительно фильтрующей перегородки различают перегородки с верхним расположением осадка, с вертикальным расположением и с расположением осадка под фильтрующей перегородкой. Конструкции фильтровального оборудования весьма разнообразны, и мы рассмотрим лишь наиболее распространенные из них.
Нутч-фильтр представляет собой наиболее простой фильтр периодического действия, работающий под вакуумом или под давлением.
Нутч-фильтр, работающий под вакуумом (рис. 6), изготавливается в виде открытого круглого или прямоугольного резервуара 1. На некотором расстоянии от дна резервуара находится ложное днище 3, на которое уложена фильтрующая перегородка 2. Суспензия заливается на нутч-фильтр сверху, после чего под фильтрующей перегородкой создается вакуум. Жидкая фаза в виде фильтрата через нижний штуцер отсасывается в емкость 4, а твердая фаза в виде осадка накапливается на перегородке и периодически вручную выгружается. Фильтр обладает простой конструкцией, однако трудоемкая операция ручной выгрузки ограничивает применение фильтров этого типа.
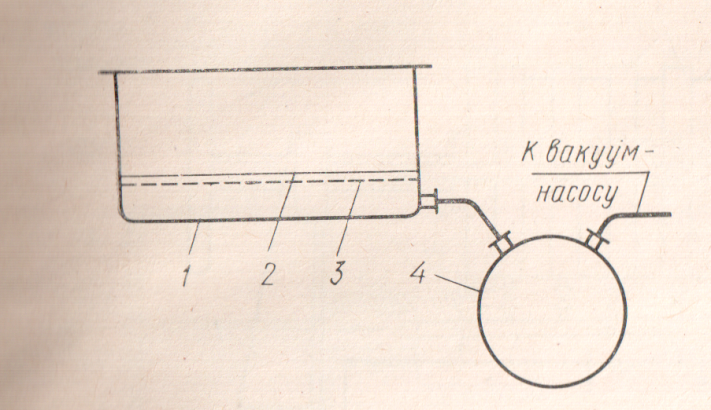
Рис. 6. Нутч-фильр, работающий под вакуумом:
1 - резервуар, 2 - фильтрующая перегородка, 3 - ложное днище, 4 - ёмкость.
Нутч-фильтр, работающий под давлением (рис. 7), состоит из корпуса 1, съемной крышки 2 и фильтрующей перегородки 4, лежащей на ложном днище 5. Для подачи суспензии и сжатого газа служит штуцер 3; фильтрат удаляется через штуцер 6. Цикл работы состоит из следующих операций: наполнения нутч-фильтра суспензией, фильтрования суспензии под давлением газа, удаления осадка с фильтровальной перегородки, съема и промывки фильтрующей перегородки.
Недостатком всех нутч-фильтров является большая занимаемая площадь и сложность обслуживания. В настоящее время нутч-фильтры используют в основном для разделения суспензий в малотоннажных производствах.
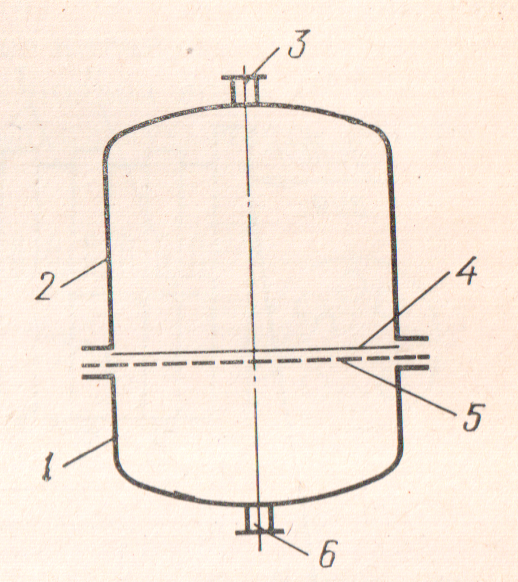
Рис. 7. Нутч-фильр, работающий под давлением:
1 - корпус аппарата, 2 - съёмная верхняя часть, 3 - штуцер для загрузки, 4 - фильтрующая перегородка, 5 - ложное днище, 6 - штуцер для отвода фильтрата.
Наиболее распространенной конструкцией непрерывно действующих фильтров является барабанный фильтр (рис. 8). Он состоит из барабана 1, вращающегося в цапфах. Внутренняя часть барабана разделена на отдельные секции, соединенные каналами с распределительной головкой 5, представляющей собой торцевой сальник с вращающейся (б) и неподвижной (в) частями. Боковая поверхность цилиндра перфорирована, и на нее натянута фильтрующая ткань 2. В верхней части барабана имеется подвод воды 10 для промывки. Сжатый воздух подводится в неподвижную часть распределительной головки 5. В нижней части расположено корыто 8, снабженное мешалкой 7. Для съема осадка имеется нож 9. Промывные воды и фильтрат отводятся через штуцера 4 и 6, расположенные на неподвижной части распределительной головки.
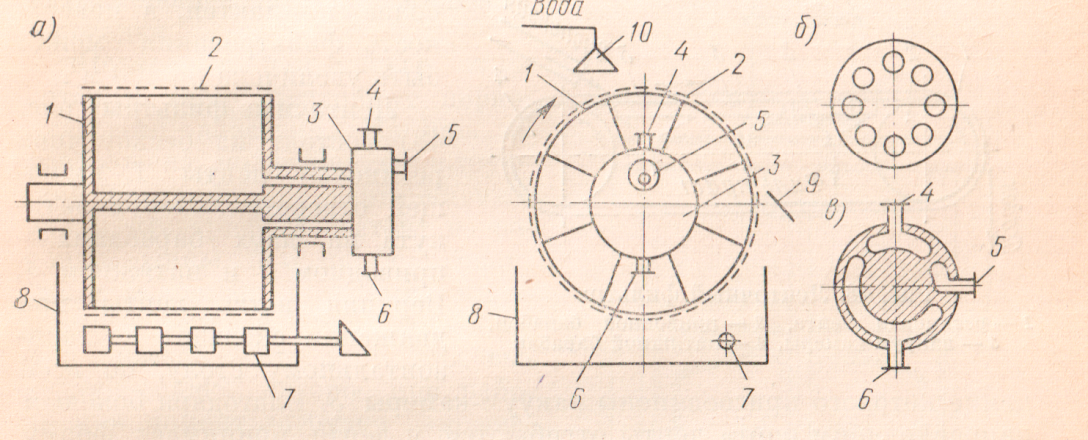
Рис. 8. Барабанный фильтр:
а - общий вид: 1 - барабан, 2 - фильтрующая ткань, 3 - распределительная головка, 4 - отвод промывных вод, 5 - подвод сжатого воздуха, 6 - отвод основного фильтрата, 7 - мешалка. 8 - корыто, 9 - нож для съема осадка, 10 - подвод промывки; б - торцевой сальник (вращающаяся часть); в - торцевой сальник (неподвижная часть)
Фильтр работает следующим образом. В корыто 8 поступает суспензия, перемешиваемая мешалкой 7. Штуцер 6 неподвижной части распределительной головки подсоединяется к емкости, в которой создается вакуум. Поскольку нижние и боковые (левые) полости соединяются каналами со штуцером 6', в них создается разрежение и начинается процесс фильтрования. Барабан медленно вращается, осадок скапливается на образующей поверхности и постепенно выходит из зоны фильтрации. В верхней части барабана на осадок из распределителя 10 поступает промывная вода, которая затем удаляется через штуцер 4. При последующем повороте в секции через штуцер 5 вдувается воздух, осадок подсушивается, несколько отжимается от фильтрующей поверхности и срезается ножом 9. Таким образом, при одном обороте барабана в каждой ячейке фильтра осуществляются фильтрация, промывка и отдувка осадка. В целом фильтр работает непрерывно.
Барабанные фильтры с наружной поверхностью фильтрации изготавливаются различных модификаций - с диаметром барабана до 3 м и поверхностями фильтра до 40 м2 .
Центрифугированием называется процесс разделения неоднородных систем (эмульсий и суспензий) в поле центробежных сил. Разделение суспензий производится в фильтрующих центрифугах, стенки которых имеют отверстия. На внутренней поверхности стенок центрифуги уложена фильтровальная перегородка, которая пропускает фильтрат, движущийся под действием центробежной силы, направленной по радиусу от центра, и задерживает осадок. Отстойные центрифуги имеют сплошные стенки, и разделение суспензий и эмульсий происходит по принципу отстаивания, причем действие силы тяжести заменяется центробежной силой. Фаза с большей плотностью располагается ближе к стенкам ротора, а фаза меньшей плотности, представляющая собой осветленную жидкость - фугат, располагается ближе к оси.
Разделение эмульсий в отстойных центрифугах обычно называют сепарацией, а аппараты, в которых проводится процесс, - сепараторами.
В зависимости ох организации процесса центрифуги делятся на периодические и непрерывно действующие. Выгрузка осадка может производиться вручную или автоматически. По расположению вала различают горизонтальные и вертикальные центрифуги. Центрифуги почти всех типов обеспечивают хорошее удаление жидкости из осадка.
На рисунке 9 представлена непрерывно действующая центрифуга с механизированной выгрузкой осадка. В этой центрифуге имеются конический вращающийся барабан 4 и конический разгрузочный шнек 6, помещенный внутри барабана. Суспензия вводится по трубе 7 внутрь шнека и под действием центробежной силы выбрасывается через окна 3 во внутреннюю полость барабана 4. В барабане происходит отстаивание суспензии. Осветленная жидкость под действием центробежной силы перемещается к окнам 8, перетекает в кожух 5 и удаляется через штуцер 9. Осадок непрерывно перемещается в барабане справа - налево при помощи шнека, который вращается со скоростью, несколько меньшей, чем скорость вращения барабана. Через окна 2 осадок выбрасывается в кожух и выводится из центрифуги через штуцер 1.
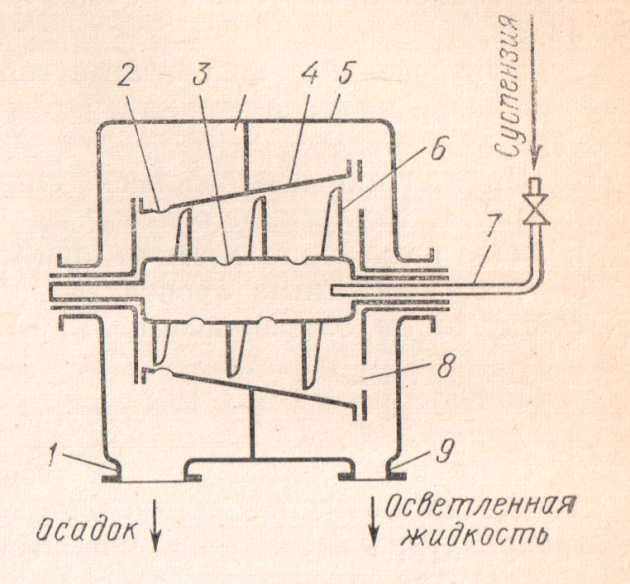
Рис. 9. Непрерывно действующая центрифуга:
1 - штуцер для выгрузки осадка, 2 - окна для выгрузки осадка, 3 - окна для загрузки суспензии, 4 - барабан, 5 - кожух, 6 - конический шнек, 7 - ввод суспензии, 8 - окна для выгрузки фильтрата, 9 - штуцер для выгрузки фильтрата.
Применение центробежной силы для процессов разделения суспензий и эмульсий значительно интенсифицирует процесс, однако полного разделения достичь практически не удаётся и в некоторых случаях необходимо проводить дополнительную обработку (отжим, обезвоживание и т. д. ).
Задание
-
Как изменится время пребывания суспензии в аппарате (формула 3.1.) , если объёмный расход смеси будет изменяться (см. таблицу 1) ?
-
Как изменится эффективность работы центрифуги при изменении числа оборотов (см. таблицу 2) ?
Таблица 1. Исходные данные
№№
п/п
Объёмный расход исходной
смеси, м3 / c
Время пребывания , с
1.
Увеличение в 2 раза
2.
Увеличение в 4 раза
3.
Увеличение в 1,5 раза
4.
Уменьшение в 3 раза
5.
Уменьшение в 2.5 раза
Таблица 2. Исходные данные
№№
п/п
Число оборотов, n
Эффективность
работы
1.
Уменьшение в 2 раза
2.
Уменьшение в 2, 5 раза
3.
Уменьшение 3 раза
4.
Увеличение в 5 раз
5.
Увеличение в 8 раз
Необходимые принадлежности
1. Простой карандаш, линейка.
2. Калькулятор.
Работа в аудитории
-
Назовите способы разделения жидких неоднородных систем.
-
Начертите принципиальную схему работы отстойника.
-
От каких факторов зависит эффективность процесса отстаивания.
-
В чём преимущество процессов отстаивания по сравнению с другими методами разделения жидких неоднородных систем ?
-
Начертите принципиальную схему работы фильтра.
-
Какой из процессов разделения жидких неоднородных систем будет наиболее эффективным ?
Содержание отчёта
-
-
Номер и название работы;
-
2. Цель работы;
-
Задание с исходными данными;
-
Необходимые принадлежности;
-
Выполненные расчеты и задания;
-
Заключение
Контрольные вопросы
-
-
Какие системы называются неоднородными ?
-
Какие существуют методы разделения жидких неоднородных систем ?
-
Что является движущей силой процессов отстаивания, фильтрования, центрифугирования?
-
Какие материалы применяют для изготовления фильтров в процессе фильтрования жидких неоднородных систем ?
-
Какие бывают центрифуги ?
-
Куда направлена центробежная сила в процессе центрифугирования ?
-
В чём преимущество непрерывно действующих центрифуг ?
-
Почему в нефтепереработке широко применяются отстойники для очистки воды от нефтепродуктов ?
-
Литература
-
-
В. М. Лекае, А. В. Лекае. Процессы и аппараты химической промышленности, М.: Высшая школа, 1984. - 247 с.
-
Д. А. Баранов, А. М. Кутепов. Процессы и аппараты, М.: Издательский центр "Академия", 2004. - 304 с.
-
Практическое занятие №4
Разделение газовых неоднородных систем
Цель занятия: ознакомление с классификацией машин для разделения газовых неоднородных систем и их основными характеристиками.
Пояснения
Для разделения газовых неоднородных систем применяют сухую газоочистку, мокрую газоочистку, фильтрование и электроочистку.
В сухой газоочистке основными аппаратами являются пылеосадительные камеры и циклоны.
Для разделения пылей применяются полочные пылеосадительные камеры (рис.1), включающие расположенные друг над другом горизонтальные полки 2, равномерное распределение газа, вдоль которых осуществляется с помощью вертикальной перегородки 1. Скорость вдоль полок регулируется клапаном 3. Разгрузка осуществляется периодически через штуцер 5 скребками, вводимыми через люки с крышками 4.
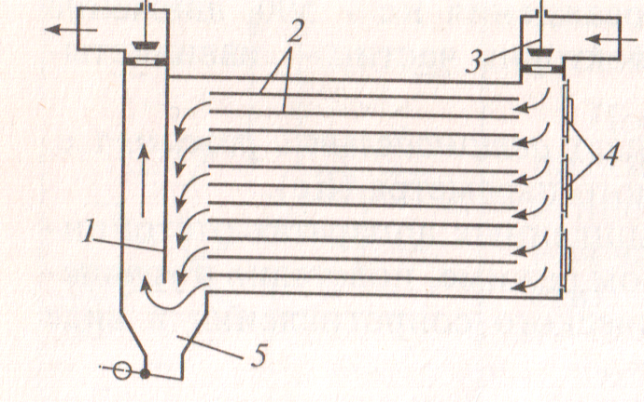
Рис. 1. Схема полочной пылеосадительной камеры:
1 - перегородка, 2 - полки, 3 - клапан,
4 - крышки, 5 - штуцер.
Для автоматизации разгрузки полки могут устанавливаться с наклоном, а на слой осадка может оказываться вибрационное воздействие и т. п. Аппараты аналогичных конструкций могут применяться для разделения суспензий (полочные отстойники).
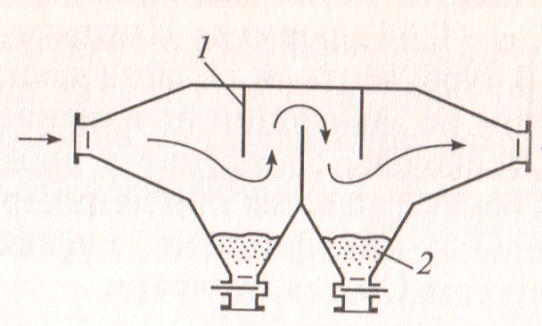
Рис. 2. Схема отстойного газохода:
1 - перегородка, 2 - сборник.
Одновременное воздействие сил тяжести и инерции на разделяемую пыль осуществляется отстойном газоходе (рис. 2), снабженном вертикальными перегородками 1, о которые ударяются, не успевающие обогнуть их держащиеся в газе твердые частицы. За счет этого они теряют скорость и под действием силы тяжести опускаются вдоль поверхности перегородок в сборники 2, откуда отводятся периодически или непрерывно.
Очистка газов под действием центробежных сил производится в специальных аппаратах - циклонах (рис. 3). Циклон состоит из вертикального цилиндрического корпуса 4 с коническим днищем 5 и крышкой 3. Запыленный газ поступает через входной штуцер 1, который расположен по касательной к корпусу циклона в верхней его части. В корпусе циклона поток запыленного воздуха начинает вращаться вокруг центральной выводной трубы 2 вдоль внутренней поверхности стенок циклона. При таком вращательном движении частицы пыли под действием центробежных сил отбрасываются к периферии, оседают на внутренней поверхности корпуса 4 и опускаются в коническое днище 5. Очищенный газ выводится из циклона через центральную трубу 2.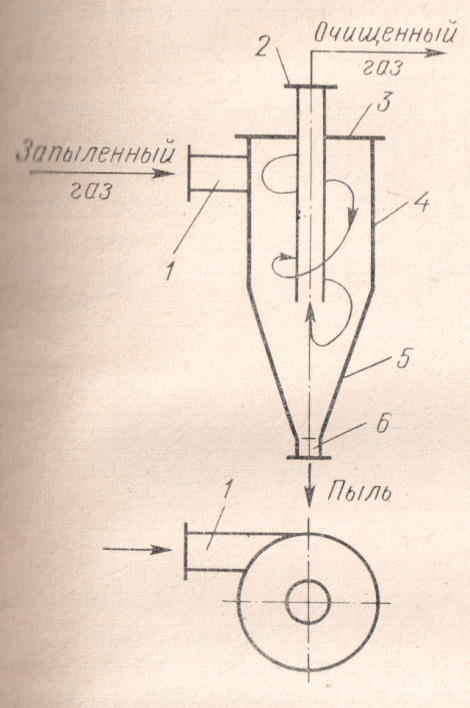
Рис. 3. Циклон:
1 - штуцер для входа газа, 2 - центральная труба для выхода очищенного газа, 3 - крышка, 4 - корпус, 5 - коническое днище, 6 - штуцер для удаления пыли.
Степень очистки газа в циклонах зависит от размеров частиц, угловой и линейной скорости вращения газового потока, радиуса вращения потока газа в циклоне. При увеличении размеров аппарата центробежная сила, действующая на частицы, уменьшается, поэтому невыгодно увеличивать их геометрические размеры.
Центробежная сила в циклоне определяется по формуле:
F центр. = mw 2 R, (4.1)
где m - масса частиц, w - угловая скорость вращения, R - радиус циклона.
Также можно центробежную силу выразить через линейную скорость вращения, направленную по касательной перпендикулярно к радиусу вращения.
F центр. =  , (4.2)
, (4.2)
где m - масса частиц, V - линейная скорость вращения, R - радиус циклона.
При необходимости проводить очистку больших количеств газа применяют батарейные циклоны, или мультициклоны (рис. 4), или мультициклоны. Батарейный циклон состоит из корпуса 1, входного патрубка 2, газораспределительной камеры 3, решёток 5, циклонных элементов 6, выходного патрубка 4 и нижнего бункера 7. Запылённый газ через патрубок 2 и распределительную камеру 3 поступает в циклонные элементы, имеющие спиральные вставки. Под действием спиральных вставок газ приобретает вращательное движение, пыль опускается по стенкам элементов и падает в нижний бункер 7. Очищенный газ отводится через штуцер 4.
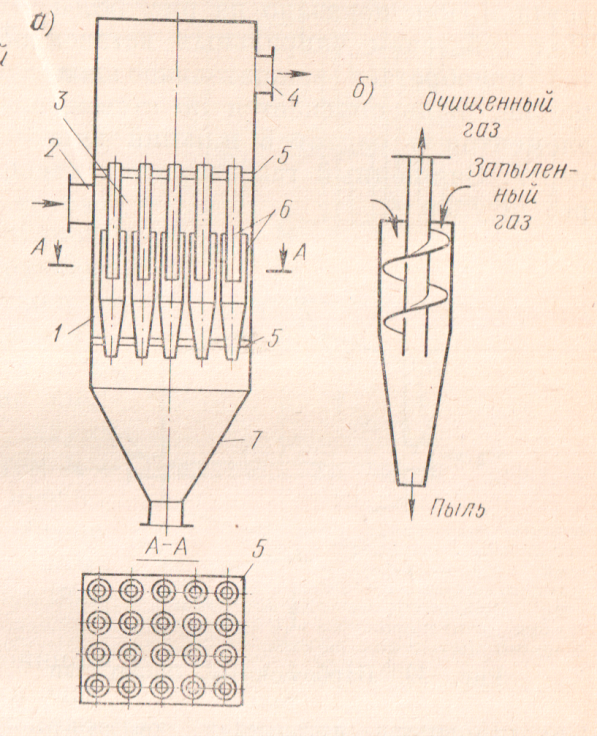
Рис. 4. Батарейный циклон:
а - общий вид: 1 - корпус, 2 - входной патрубок, 3 - газораспределительная камера, 4 - выходной штуцер, 5 - решётка, 6 - циклонные элементы, 7 - бункер для пыли, б - циклонный элемент.
Мокрая очистка газов основана на прилипании частиц к поверхности жидкости при движении загрязненного газа через аппарат, т. е. частицы должны обладать свойством гигроскопичности (впитывание влаги). Таким образом, основным требованием к аппаратам, основанным на данном принципе, является создание максимально развитой поверхности контакта газа и жидкости.
Различают полые, тарельчатые и насадочные газопромыватели (барботажные и пенные), аппараты ударно-инерционного действия (ротоклоны) и центробежного действия, скоростные газопромыватели (скрубберы Вентури).
В пенном газопромывателе (рис. 5) запыленный газ проходит через перфорированную решетку, по которой протекает вода. При определенных скоростях газа она превращается в подвижную пену, таким образом, значительно увеличивая поверхность контакта фаз и эффективность очистки.
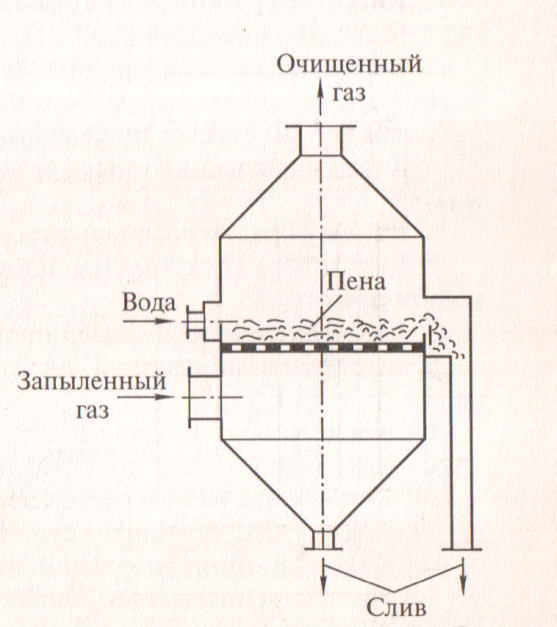
Рис. 5. Схема пенного газопромывателя.
Скоростной газопромывателе (скруббер Вентури) (рис. 6) состоит из трубы-распылителя 1, в которой орошающая жидкость интенсивно дробится газовым потоком, и каплеуловителя 2 (чаще циклонного типа). Скорость газа в распылителе достигает 40... 150 м/с. Достоинствами скруббера Вентури являются простота и компактность устройства, высокая степень очистки при небольшом расходе воды, недостатком - значительное гидравлическое сопротивление.
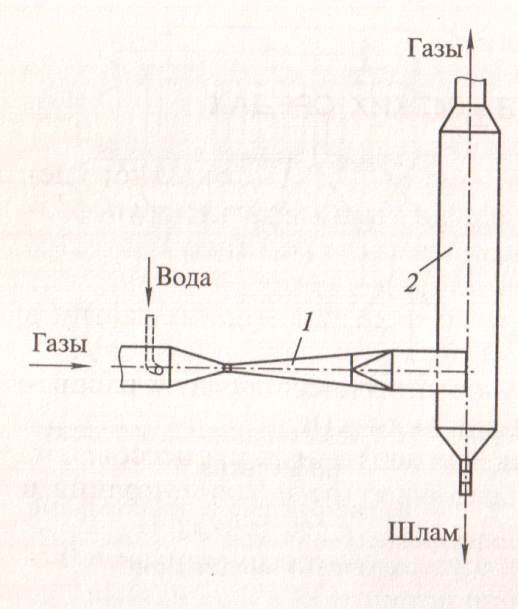
Рис. 6. Схема скоростного газопромывателя (скруббер Вентури):
1 - труба -распределитель, 2 - каплеуловитель.
Очистка газов фильтрованием. При очистке фильтрованием газы, содержащие взвешенные твердые частицы, проходят пористые перегородки, пропускающие газ и задерживающие на поверхности твердые частицы. Пористые фильтровальные перегородки делятся на гибкие, жесткие и с зернистым слоем. Гибкие перегородки изготавливаются из тканевых материалов, нетканых (войлок, шлаковата) и пористых (губчатая резина, пенополиуретан). Для изготовления жестких перегородок применяются зернистые материалы: пористые пластмассы, слои кокса, гравия или кварцевого песка, пористая керамика. Выбор пористой перегородки зависит от химических свойств фильтруемого газа, его температуры и размеров взвешенных в газе частиц.
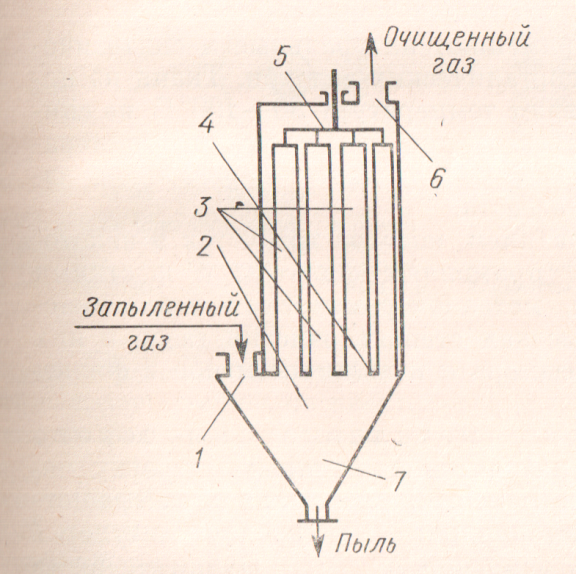
Рис. 7. Рукавный фильтр:
1 - вход газа, 2 - распределительная камера, 3 - рукава, 4 - распределительная решётка, 5 - встряхивающее устройство, 6 - выход очищенного газа, 7 - выход пыли.
Среди фильтров с гибкими пористыми перегородками наибольшее распространение получили рукавные фильтры (рис. 7). Запыленный газ нагнетается вентиляторами через входной газоход 1 в камеру 2 фильтра. Далее газ проходит через рукава 3, нижние концы которых закреплены на патрубках, распределительной решетки 4. Пыль осаждается в порах ткани, а очищенный газ через трубу 6 удаляется из аппарата. Пыль удаляется через патрубок 7.
Периодически фильтр отключают для очистки ткани от накопившейся пыли. Для этого рукава продувают очищенным газом в направлении, обратном движению запыленного газа. Одновременно с продувкой производится механическое встряхивание рукавов, для чего специальный механизм 5 приподнимает и опускает раму, к которой подвешены верхние концы рукавов. Пыль падает в распределительную камеру 2 и выгружается через затвор.
В рукавных фильтрах достигается высокая (98-99%) степень очистки газа от тонкодисперсной пыли. Недостатками этих фильтров являются быстрый износ ткани и закупорка пор в ней.
Для изготовления рукавов применяют натуральные и синтетические ткани, а также ткани из неорганических волокон. Ткани из натуральных материалов выдерживают температуру 80-100° С, из синтетических -до 150° С. Очистка газов при более высоких температурах, осуществляется с помощью фильтровальных перегородок, изготовленных из стекловолокна и асбеста.
Электроочистка применяется для выделения из газовых потоков мелких частиц, которые трудно осадить предыдущими методами.
Принцип электроосаждения заключается в ионизации газового потока, содержащего твердые частицы или мелкие капли. Последние при этом приобретают отрицательный электрический заряд, перемещаются к положительно заряженному электроду и оседают на нем.
Ионизация газа может осуществляться самостоятельно - под действием высокой разницы потенциалов на электродах и несамостоятельно - под воздействием излучений (радиоактивного, рентгеновского и др.).
В технике газоочистки в настоящее время осуществляют только самостоятельную ионизацию.
Основными типами промышленных сухих (для отделения твердых частиц) и мокрых (для отделения капель) электрофильтров в зависимости от формы осадительного электрода являются трубчатые и пластинчатые.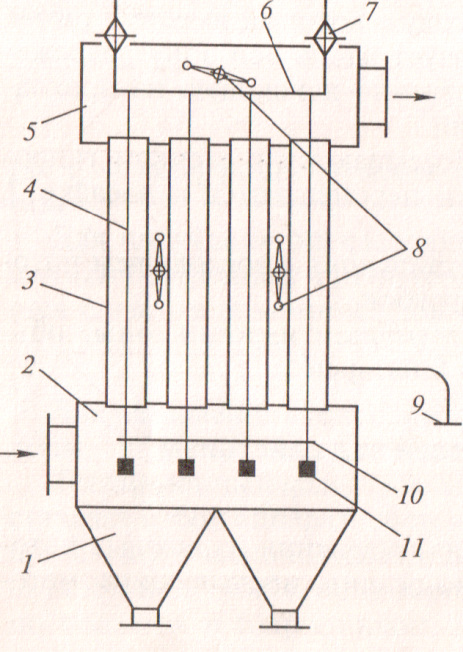
Рис. 8. Схема трубчатого электрофильтра:
1 - бункер, 2, 5 - камеры подачи и отвода очищенного газа, 3 - осадительный электрод, 4 - коронирующие электроды, 6 - рама, 7 - изолятор, 8 - приспособление для встряхивания, 9 - заземление, 10 - решётка, 11 - груз.
В трубчатом электрофильтре (рис. 8) осадительные электроды 3 выполнены в виде цилиндрических или шестигранных (сотовых) труб и соединены внизу с камерой подачи 2, а вверху с камерой 5 отвода очищенного газа. Отрицательно заряженные (коронирующие) электроды 4 в виде проволоки с грузом 11 расположены по осям труб и закреплены в нижней части в решетке 10, препятствующей их колебанию, а в верхней - присоединены к раме 6, подвешенной через изоляторы 7. Осадительные электроды заземлены с помощью устройства 9. Уловленная в сухих электрофильтрах пыль удаляется путем встряхивания с помощью приспособлений 8, в мокрых - стекает в виде пленки и удаляется из бункера 1.
В пластинчатых электрофильтрах (рис. 9) осадительные электроды 2, выполненные в виде плоских или волнистых пластин (сеток), расположены параллельно друг другу внутри камеры 3 и прикреплены к общей раме 5. Коронирующие электроды 1 связаны в нижней части рамой с грузами 4.
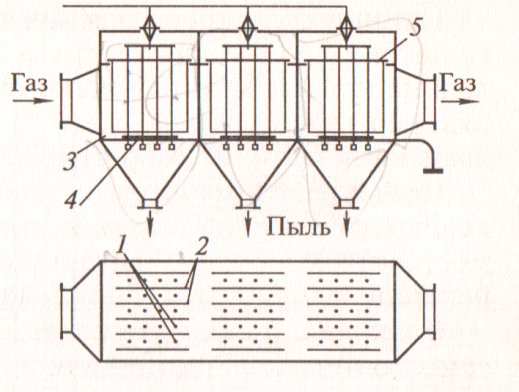
Рис. 9. Схема пластинчатого электрофильтра:
1, 2 - коронирующие и осадительные электроды, 3 - камера, 4 - рама с грузами, 5 - общая рама.
Задание
-
Как изменится центробежная сила в циклоне (формула 4.1), если изменить угловую скорость вращения запылённого газа (см. табл. 1) ?
-
Как изменится центробежная сила в циклоне (формула 4.2), если изменить линейную скорость вращения запылённого газа (см. табл. 2) ?
-
Как изменится центробежная сила в циклоне (формула 4.2), если изменить радиус циклона (см. табл. 3) ?
Таблица 1. Исходные данные
№№
п/п
Угловая скорость,
обор./с
Центробежная сила
1.
Увеличить в 2 раза
2.
Увеличить в 3 раза
3.
Уменьшить в 2 раза
4.
Уменьшить в 3 раза
5.
Уменьшить в 1, 5 раза
6.
Увеличить в 1, 5 раза
Таблица 2. Исходные данные
№№
п/п
Линейная скорость,
м/с
Центробежная сила
1.
Увеличить в 2 раза
2.
Увеличить в 3 раза
3.
Уменьшить в 3 раза
4.
Уменьшить в 1, 5 раза
Таблица 3. Исходные данные
№№
п/п
Радиус циклона, м
Центробежная сила
1.
Увеличить в 2 раза
2.
Увеличить в 3 раза
3.
Увеличить в 2, 5 раза
4.
Уменьшить в 2 раза
5.
Уменьшить 1, 5 раза
Необходимые принадлежности
-
Простой карандаш, линейка.
-
Калькулятор.
Работа в аудитории
-
-
Начертите принципиальную схему пылеосадительной камеры.
-
Начертите принципиальную схему циклона.
-
Какие силы действуют на частицу в циклоне ?
-
Какие факторы влияют на эффективность очистки газа в циклоне ?
-
На чём основана мокрая газоочистка ?
-
На чём основана электрическая очистка газов ?
-
Каким образом идёт удаление загрязнений из фильтров ?
-
Содержание отчёта
1. Номер и название работы;
2. Цель работы;
-
Задание с исходными данными;
-
Необходимые принадлежности;
-
Выполненные расчеты и задания;
-
Заключение.
Контрольные вопросы
-
-
Какие методы разделения газовых неоднородных систем вы знаете ?
-
От чего зависит выбор метода разделения газовых неоднородных систем ?
-
Назовите факторы, влияющие на процессы разделения газовых неоднородных систем ?
-
Как повысить эффективность методов разделения газовых неоднородных систем ?
-
Какие достоинства и недостатки электрической очистки газовых выбросов ?
-
Литература
1. В. М. Лекае, А. В. Лекае. Процессы и аппараты химической промышленности, М.: Высшая школа, 1984. - 247 с.
2. Д. А. Баранов, А. М. Кутепов. Процессы и аппараты, М.: Издательский центр "Академия", 2004. - 304 с.
Практическое занятие №5
Трубчатые теплообменники
Цель занятия: ознакомление с теплообменной аппаратурой и её основными характеристиками.
Пояснения
Применяемая в промышленности теплообменная аппаратура разнообразна как по своему функциональному назначению, так и по конструктивному исполнению. В теплообменных аппаратах могут происходить различные тепловые процессы: нагревание, охлаждение, испарение, конденсация, кипение и др.
Учитывая большой диапазон температур и давлений рабочих сред, а также разнообразие свойств теплоносителей при различных параметрах тепловой обработки, к основным требованиям, которым должны удовлетворять современные теплообменные аппараты, относятся следующие:
-
аппарат должен обеспечивать передачу требуемого количества теплоты от одной среды к другой с получением необходимых конечных температур и при возможно большей интенсивности теплообмена;
-
при заданной тепловой нагрузке и других рабочих параметрах аппарат должен иметь меньшие габаритные размеры и низкую удельную материалоемкость;
-
аппарат должен работать стабильно при изменении в процессе теплообмена физических (а возможно и химических) свойств рабочей среды (вязкость, плотность, теплопроводность, фазовое состояние и др.);
-
поверхность теплообмена и другие элементы конструкции аппарата, омываемые рабочей средой, должны обладать высокой химической стойкостью;
-
при обработке загрязненной среды или среды, образующей отложения на стенках, в конструкции аппарата должна быть предусмотрена возможность периодической очистки поверхностей теплообмена;
-
аппарат должен обладать запасом прочности, гарантирующим его безопасное состояние при напряжениях, возникающих в результате давления рабочей среды и температурных деформаций;
-
при заданных термодинамических параметрах рабочих сред (давление, температура, объем) аппарат должен быть работоспособным и надежным.
Теплообменные аппараты по принципу действия разделяют на поверхностные (рекуперативные), регенеративные и смесительные.
Поверхностные (рекуперативные) теплообменники бывают с трубчатой поверхностью теплообмена - кожухотрубные (кожухотрубчатые), погружные змеевиковые, типа «труба в трубе», оросительные; плоской поверхностью теплообмена - пластинчатые, спиральные, с оребренной поверхностью теплообмена; с поверхностью теплообмена, образованной стенками аппарата; блочные; шнековые.
Регенеративные теплообменники можно разделить на теплообменники с неподвижной и движущейся насадкой.
Смесительные теплообменники подразделяют на градирни, конденсаторы смешения, аппараты с барботажем газа, аппараты с погружными горелками.
Поверхностные теплообменные аппараты представляют собой теплообменные устройства, в которых теплоносители разделены стенкой различной конфигурации, через которую передается тепловой поток.
Наибольшее распространение среди аппаратов этого типа поручили кожухотрубные теплообменники. Они предназначены для работы с теплоносителями жидкость - жидкость, пар-жидкость, газ - жидкость, газ -газ и представляют собой аппараты, выполненные из рядов труб 1, собранных при помощи решеток в пучок и заключенных в кожух 2 (рис. 1). Концы труб для обеспечения плотности их соединения с трубными решетками (досками) развальцовывают, припаивают или приваривают к трубным решеткам, либо закрепляют с помощью сальниковых соединений и т.д. (рис. 2).
В стандартных кожухотрубных теплообменниках обычно применяют трубы с внутренним диаметром не менее 12 мм (для удобства чистки поверхностей) и не более 38 мм, так как дальнейшее увеличение диаметра труб снижает его компактность и увеличивает материалоемкость. Длина трубного пучка колеблется от 0,9 до 5...6 м. Толщина стенок труб - 0,5 ...2,5 мм. Поверхность теплообмена в них может достигать 2000 м2.
В теплообменнике (рис. 1, а) теплоносители, текущие внутри трубок 1и по межтрубному пространству, проходят их за один проход. Такие конструкции называют одноходовыми. В одноходовых теплообменниках скорость движения потоков сравнительно невелика, поэтому они характеризуются пониженными коэффициентами теплопередачи.
Теплообменники жесткой конструкции применяют при незначительной разности температур теплоносителей (разность температур кожуха и трубок не должна превышать 40 ... 50 °С) во избежание разрушения в результате различного температурного расширения трубок 1 и кожуха 2.
При большей разности температур теплоносителей температурные напряжения необходимо компенсировать. Одним из способов компенсации является установка линзового компенсатора 3 на кожухе 2 (рис. 1, б). Линза компенсатора (торового пофиля) может свариваться из двух полулинз. Полулинзы штампуются из шайбообразных заготовок. Наружный диаметр линзы обычно больше наружного диаметра кожуха на 250 мм. Линзы можно сваривать по 2, 3, 4, 5 и 6 штук подряд. Одна линза допускает растяжение или сжатие кожуха до 8 мм.
Теплообменники с линзовым компенсатором применяются при давлениях не выше 1,6 МПа. При более высоком давлении применяют линзу с большей толщиной стенки, что увеличивает ее жесткость и снижает компенсирующую способность. При давлении выше 1,6 МПа обычно применяют теплообменники с U-образными трубами 4 (рис. 1, в) и плавающей головкой 5 (рис. 1, г).
Рис. 1. Кожухотрубчатые теплообменники: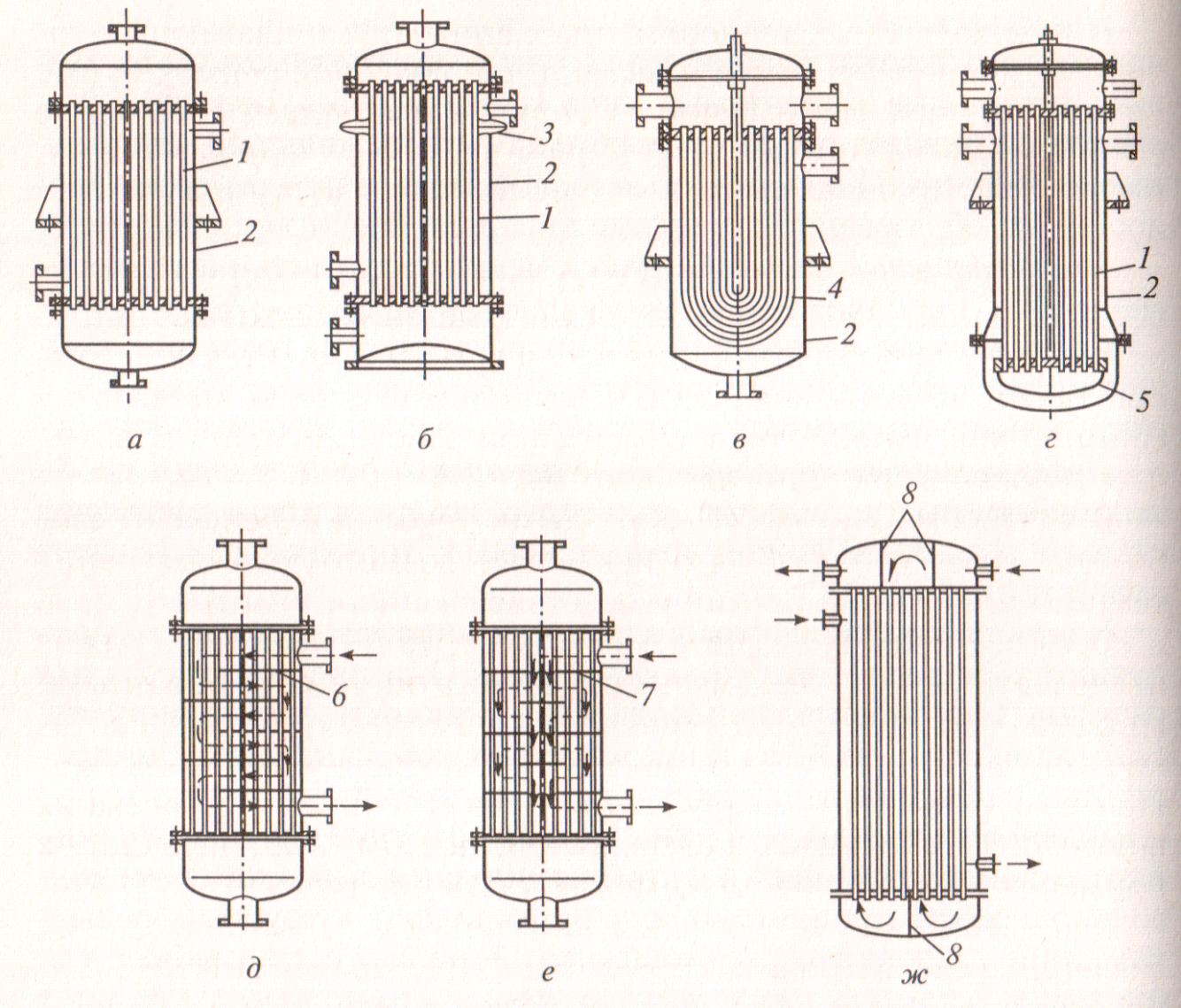
а - с жестким креплением труб в трубных решетках; б - с линзовым компенсатором на корпусе; в - с U-образными трубами; г - с нижней плавающей головкой; д - с концентрическими поперечными перегородками; е - с сегментными поперечными перегородками; ж - с многоходовым движением в трубном пространстве; 1 - труба; 2 - кожух; 3 - линзовый компенсатор; 4 - U-образная труба; 5- плавающая головка; 6, 7- сегментная и концентрическая перегородки; 8 - перегородки в крышке и днище.
В кожухотрубных теплообменных аппаратах с плавающей головкой, или, как их иначе называют, с подвижной решеткой (см. рис.1, г), трубчатый пучок со стороны плавающей головки не связан с корпусом и свободно меняет длину при изменении температуры труб. Это устраняет температурные напряжения в конструкции.
В теплообменных аппаратах с подвижной решеткой можно выполнять ремонт, замену трубного пучка, механическую чистку труб снаружи. Однако конструкция этих аппаратов относительно сложна, для их изготовления требуется большой расход металла на единицу поверхности теплообмена, при работе аппарата плавающая головка недоступна для осмотра.
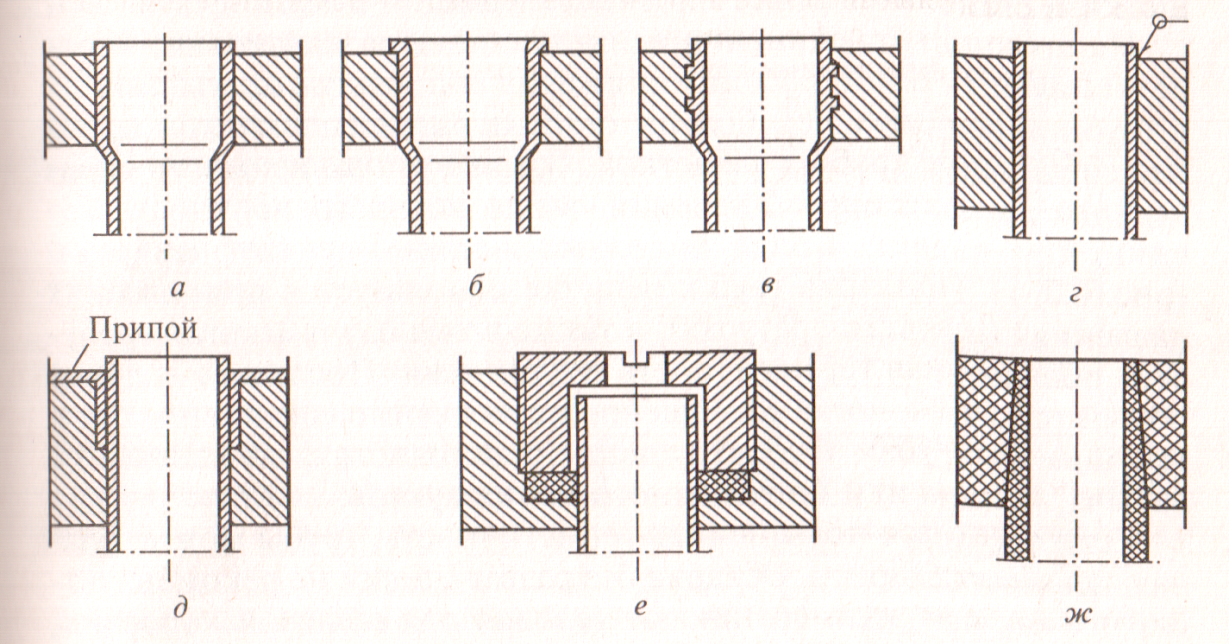
Рис. 2. Способы крепления труб в трубных решётках:
а - развальцовка, б - развальцовка с отбортовкой, в - развальцовка с уплотнительными канавками, г - сварка, д - пайка, е - сальниковое соединение, ж - склейка.
В теплообменниках с U-образными трубами обеспечено сводное удлинение труб, что исключает возможность появления температурных напряжений вследствие разности температур труб и корпуса. Разность температур стенок труб по ходам не должна превышать 100 °С. Преимущество конструкции с U-образными трубами - отсутствие разъемного соединения внутри корпуса. Такие аппараты успешно применяют при повышенных давлениях. При U-образной форме труб затруднена механическая чистка их внутренней и наружной поверхностей, поэтому, как правило, их применяют для теплообмена между чистыми средами.
Для увеличения скорости теплоносителя с целью повышения значения коэффициента теплоотдачи со стороны межтрубного пространства в нем часто устанавливают и сегментные 6, и концентрические 7 перегородки, которые удлиняют путь теплоносителя (рис. 1, д, е). При этом размеры и расстояние между перегородками выбирают так, чтобы скорость среды во всех сечениях была одинакова. Аналогично многоходовое движение теплоносителя по трубному пространству создается в результате разбивки труб на секции перегородками 8, установленными в крышке и днище теплообменника (рис. 1, ж).
Для кожухотрубных теплообменников применяют, как правило, цельнотянутые трубы из сталей 10 или 20. При работе с агрессивными средами используют трубы из легированных и коррозионно-стойких сталей, меди, титана, алюминия, графита.
Наиболее распространено крепление труб в трубной решетке способом развальцовки (рис. 2, а, б), производимой путем пластической деформации конца трубы специальным инструментом - вальцовкой. При расширении трубы она плотно прижимается к внутренним стенкам отверстия в решетке.
При давлении сред внутри теплообменника более 0,6 МПа способ развальцовки, показанный на рис. 2, а, б, уже не может обеспечить герметичность соединения, поэтому используют другой способ (рис. 2, в). В этом случае на внутренних поверхностях отверстий в решетках делаются канавки глубиной 0,5...0,8 мм. Обычно делают две канавки, но при высоких давлениях их число увеличивают. Труба должна выступать из решетки на величину, равную толщине стенки трубы. При развальцовке материал трубы начинает течь, заполняя канавки решетки. Благодаря этому соединение оказывает максимальное сопротивление вырыву труб из решетки и становится более плотным (герметичным).
На прочность соединения влияет степень развальцовки, определяемая величиной расширения трубы в процессе крепления их в трубной решетке. Чем больше степень развальцовки, тем прочнее соединение трубы с решеткой. Однако эта зависимость справедлива до некоторого значения, выше которого прочность соединения падает. Более надежно соединение труб сваркой (рис. 2, г). Приварка труб к решетке используется при высоких давлениях (или температурах), а также в том случае, когда требуется повышенная герметичность соединения. Последнее условие обычно ставится, когда совершенно недопустимо соединение сред, текущих по трубам и межтрубному пространству, во избежание взрыва, пожара или порчи одного из продуктов.
Если требуется повышенная герметичность, трубы можно развальцевать и обварить. Обварка без развальцовки не рекомендуется, так как при этом возникают условия для щелевой коррозии, двусторонней коррозии сварного шва.
Пайка и заливка концов труб мягким припоем (рис. 2, д) используется при изготовлении медной аппаратуры. Реже, в связи с высокой трудоемкостью сборки, применяют крепление с сальниковым соединением (рис. 2, е). Трубы из полимерных материалов и графита соединяются с трубными решётками с помощью склейки (рис. 2, ж).
Кожухотрубные теплообменники имеют условные обозначения. В зависимости от назначения: Т - теплообменники, X - холодильники; К - конденсаторы; И - испарители. По конструкции: Н - аппараты с неподвижными трубными решетками, К - с температурным компенсатором на кожухе, П - плавающей головкой, У - с U-образными трубами. Теплообменники типа «труба в трубе» (рис. .3) смонтированы из труб 1, каждая из которых установлена внутри трубы 2 большего диаметра. Одна среда I течет по внутренней трубе, другая II - по кольцевому каналу. Внутренние трубы соединены последовательно «калачами» 3, наружные - патрубками 4.
В теплообменниках типа «труба в трубе», создавая различные гидродинамические условия, можно получать высокие значения коэффициента теплопередачи. Недостатком таких теплообменных аппаратов является большой расход металла на единицу теплопередающей поверхности, что приводит к значительному увеличению стоимости аппарата.
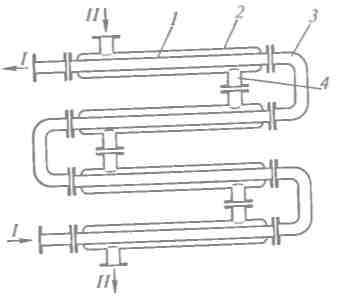
Рис. 3. Схема теплообменника типа «труба в трубе»:
1,2 - трубы, 3 - «калач», 4 - патрубок, I, II - теплоносители.
Змеевиковый теплообменник (рис. 4) представляет собой изогнутую в виде спирали трубу (змеевик) 1, установленную внутри сосуда 2. Одна из сред I проходит по змеевику, другая II - омывает его снаружи.
Змеевиковые теплообменники имеют обычно низкие коэффициенты теплопередачи, величина которых лимитируется значением наименьшего частного коэффициента теплоотдачи среды, омывающей змеевик снаружи В этом случае их обычно снабжают мешалками, которые не только интенсифицируют технологический процесс, но и повышаю общий коэффициент теплопередачи в результате увеличения скорости движения среды.
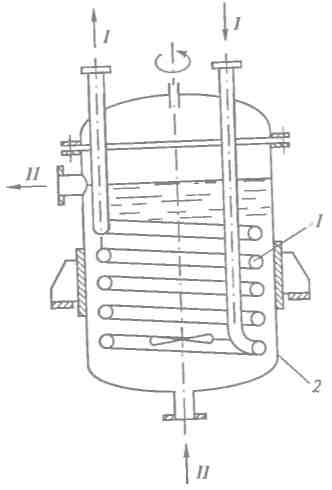
Рис. 4. Схема ёмкостного аппарата со змеевиковым теплообменником:
1 - змеевик, 2 - сосуд, I - среда, находящаяся в змеевике, II - среда, омывающая змеевик снаружи.
Пластинчатые теплообменники (рис. 5, а) имеют щелевидные каналы в параллельно установленных пластинах 1. Пластины вшиваются на направляющих балках (штангах) 2 между неподвижной 5 и подвижной 3 плитами. Последняя прижимает пластины друг к другу и герметизирует пространство между ними. В каждой пластине (рис. 5, б) и плитах просверлены совпадающие отверстия, образующие сплошные каналы: два - для подвода и отвода одной из теплообменивающихся сред I, два - для другой II. Первая среда, поступая через патрубок 4 в плите 3 в один их этих
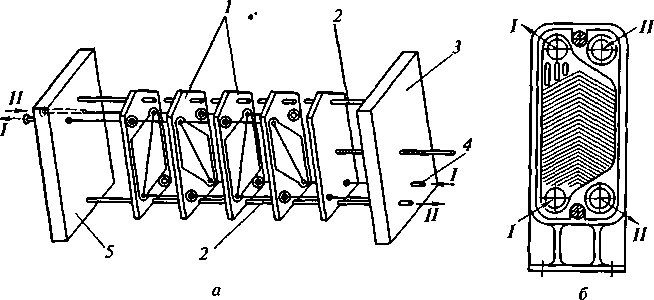
Рис. 5. Схема пластинчатого теплообменника:
а - сборочная схема; б - пластина; 1 - пластины; 2 - балка; 3, 5 - подвижная и неподвижная плиты; 4 - патрубок; I, II - теплоносители.
каналов, направляется в каналы между чередующимся (через одну) нечетными пластинами и, перемещаясь по ним, выходит в отводящий канал. Вторая среда движется также по чередующимся четным каналам. Для создания жесткости, увеличения теплопередающей поверхности и турбулентности потока пластины снабжены штампованными выступами.
К достоинствам пластинчатого теплообменника относятся:
-
большая удельная теплопередающая поверхность (200 м2/м3 и более), компактность и значительная экономия материала;
-
большие значения коэффициентов теплоотдачи, а следовательно, и коэффициента теплопередачи благодаря использованию фасонной формы пластин;
-
легкость изменения величины теплопередающей поверхности в результате установки соответствующего числа пластин;
-
легкость разборки и сборки теплообменника, обеспечивающие возможность чистки теплопередающей поверхности.
Регенеративными теплообменными аппаратами называют устройства, в которых передача теплоты от одного теплоносителя другому происходит с помощью теплоаккумулирующей массы, называемой насадкой. Различают регенеративные теплообменники с неподвижной и циркулирующей насадками. В первом случае неподвижная насадка периодически омывается потоми горячего и холодного теплоносителей. В течение первого периода (периода нагревания насадки) через аппарат пропускают горячий теплоноситель, при этом отдаваемая им теплота расходуется на нагревание насадки. В течение второго периода (периода охлаждения насадки) через аппарат пропускают холодный теплоноситель, который нагревается за счет теплоты, аккумулированной насадкой. Периоды нагревания и охлаждения насадки продолжаются от нескольких минут до нескольких часов.
Для осуществления непрерывного процесса теплопередачи от одного теплоносителя к другому необходимы два регенератора 1 и 3 с неподвижной насадкой, схема соединения и переключения которых приведена на рис. 6.. В то время как в одном из них происходит охлаждение горячего теплоносителя, в другом нагревается холодный теплоноситель. Затем аппараты переключаются, после чего в каждом из них процесс теплопередачи протекает в обратном направлении. Переключение производится поворотом клапанов (шиберов) 2 и 4.
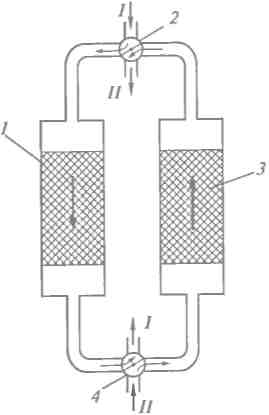
Рис. 6. Схема непрерывного нагрева с использованием регенеративных теплообменников с неподвижной насадкой:
1, 3 - регенераторы, 2, 4 - клапаны, I, II - теплоносители.
Теплообменники смешения применяют в тех производствах, в которых нет необходимости получать чистые конденсаты и продукты нагрева для их последующего использования, они достаточно просты и относительно дешевы. По конструктивным признакам различают следующие типы теплообменников смешения:
• полые колонны, в которых жидкость распыливается форсунками в газовую среду;
• насадочные колонны, в которых смешение газа с жидкостью происходит на смоченной поверхности насадки;
-
каскадные аппараты, имеющие внутри горизонтальные или наклонные перегородки, по которым стекает жидкость;
-
струйные аппараты, где нагревание воды происходит эжектируемым и инжектирующим паром;
-
пленочные подогреватели, в которых вода нагревается водяным паром почти до температуры насыщения пара;
-
пленочные аппараты, используемые для улавливания из газов плохо смачиваемой (гидрофобной) пыли.
Конденсаторы смешения применяют для создания вакуума в различных аппаратах путем конденсации отсасываемых из них паров. Для отвода теплоты конденсации паров служит холодная вода, которая, смешиваясь с конденсатом, сливается в канализацию.
Полочный барометрический конденсатор (рис. 7) работает при противоточном движении охлаждающей воды и пара. В цилиндрический корпус 1 с сегментными полками 2 снизу через штуцер 6 вступает пар. Вода подается через штуцер 7 и перетекает по полкам, имеющим невысокие борта. При соприкосновении с водой пар конденсируется.
Смесь конденсата и воды сливается самотеком через штуцер 3 барометрическую трубу 4 и далее - в барометрический ящик 5. Поскольку остаточное давление в конденсаторе поддерживается в пределах (1...2).104 Па за счет постоянного отсасывания неконденсируемых газов через штуцер 8, барометрические труба и ящик играют роль гидравлического затвора, препятствующего прониканию наружного воздуха в аппарат.
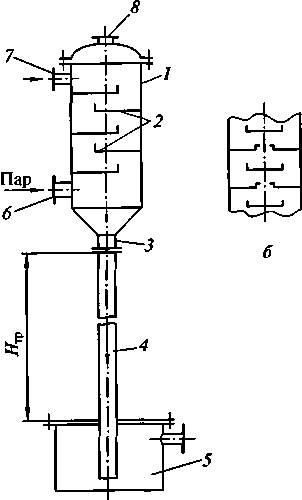
Рис. 7. Схема барометрического противоточного конденсатора:
а - с сегментными полками, б - с кольцевыми полками, 1 - корпус, 2 - сегментная полка, 3, 6, 7, 8 - штуцеры, 4 - барометрическая труба, 5 - барометрический ящик.-
Необходимые принадлежности
1. Простой карандаш, линейка.
Работа в аудитории
1. Начертить кожухотрубчатый теплообменник с жёстким креплением и указать направление движения теплоносителей.
2. Перечислить виды теплообменников с компенсирующими устройствами.
3. Начертить теплообменник с U- образными трубками и указать направление движения теплоносителей.
4. Начертить кожухотрубчатый теплообменник, имеющий два хода по трубному пространству и пять ходов по межтрубному пространству. Указать направление движения теплоносителей.
Содержание отчёта
1. Номер и название работы;
2. Цель работы;
3. Необходимые принадлежности;
4. Выполненные задания;
5. Заключение
Контрольные вопросы
-
-
Что такое теплоносители ?
-
Какие виды теплоносителей вы знаете ?
-
Какими соображениями надо руководствоваться при выборе теплоносителей ?
-
Что является движущей силой теплообмена ?
-
Назовите способы передачи тепла.
-
Какие конструкции теплообменников вы знаете ?
-
Какие недостатки имеет кожухотрубчатый теплообменник с жёстким креплением ?
-
Какие преимущества имеет пластинчатый теплообменник ?
-
Какой самый распространённый способ крепления стальных труб ?
-
Какие требования предъявляются к современной теплообменной аппаратуре ?
-
Литература
-
-
-
-
В. М. Лекае, А. В. Лекае. Процессы и аппараты химической промышленности, М.: Высшая школа, 1984. - 247 с.
-
-
-
2. Д. А. Баранов, А. М. Кутепов. Процессы и аппараты, М.: Издательский центр "Академия", 2004. - 304 с.
Практическое занятие №6
Печи
Цель занятия: ознакомление с устройством и работой печей, основными показателями работы трубчатых печей.
Пояснения
Трубчатая печь является аппаратом, предназначенным для передачи нагреваемому продукту тепла, выделяющегося при сжигании топлива, непосредственно в этом же аппарате.
Трубчатые печи широко распространены в нефтеперерабатывающей и нефтехимической промышленностях, они являются составной частью многих установок и применяются в различных технологических процессах, таких, как перегонка нефти, мазута, каталитический крекинг и риформинг, гидроочистка, очистка масел и др.
В начальный период развития нефтеперерабатывающей промышленности для нагрева сырья использовались кубы; однако они имеют много существенных недостатков и поэтому теперь не применяются.
Трубчатые печи получили широкое распространение благодаря следующим своим особенностям. Их работа основывается на принципе однократного испарения, что обеспечивает либо более глубокий отгон при данной конечной температуре нагрева сырья, либо заданный отгон при более низкой температуре нагрева. Они обладают высокой тепловой эффективностью, так как в дополнение к основной части тепла, которая передается излучением, существенная часть передается конвекцией вследствие сравнительно высокой скорости движения дымовых газов. Помимо этого, трубчатые печи являются компактными аппаратами, их коэффициент полезного действия высок, они могут обеспечивать высокую тепловую мощность. Продолжительность пребывания нагреваемого сырья в зоне высоких температур не превышает нескольких минут, что уменьшает возможность его разложения и коксоотложения в трубах, вследствие чего при необходимости сырьё можно нагреть до более высокой температуры. Печи удобны в эксплуатации, позволяют осуществить автоматизацию.
В зоне нагрева трубчатых печей единовременно находится относительно небольшое количество нефтепродукта, что снижает пожарную опасность. В случае прогара труб пожар легче устранить.
В термических процессах они играют также роль реакторного устройства. Печи работают следующим образом. Топочный мазут или газ сжигается в форсунках-горелках, расположенных в камере радиации. Газы сгорания из камеры радиации поступают в камеру конвекции, затем направляются в газосборник (в нем установлен шибер-заслонка для регулирования тяги) и по дымовой трубе уходят в атмосферу. Газ или нефтепродукт одним или несколькими потоками поступает в верхние трубы конвекционного змеевика, проходит трубы настенных экранов камеры радиации и, нагревшись до необходимой температуры, выходит из печи.
Таким образом, трубчатая печь состоит из двух камер: камеры сгорания, или радиации, где расположены радиантные трубы, воспринимающие главным образом тепло излучения, и камеры конвекции, в которой размещены конвекционные трубы, использующие тепло дымовых газов, отходящих из камеры сгорания с высокой температурой (до 950°С). Если тепло этих газов может быть использовано для других целей, например для подогрева воздуха или перегрева пара, то количество конвекционных труб для нагрева сырья может быть значительно уменьшено.
Трубчатые печи делят на разные типы и группы: по способу передачи тепла (конвекционные, радиантно-конвекционные, радиантные), по конфигурации (цилиндрические, вертикальные, коробчатые, с наклонным сводом), по количеству камер и тепловой мощности (малые - 12,57, средние - до 62,85 и большие - более 62,85 млн. кДж, соответственно 3 до 15 и более 15 млн. ккал/ч).
На рис. 1 представлена двухкамерная печь пламенного горения. Сырьё поступает в камеру конвекции, а затем в камеру радиации. Радиантная камера является одновременно и топочной камерой, так как в ней сгорает топливо. В топку через форсунку вводится топливо, воздух для горения и водяной пар для распыления топлива. Высокая степень дисперсности топлива обеспечивает его интенсивное перемешивание с воздухом и более эффективное горение.
Размеры и форма факела зависят от ряда факторов: от температуры и количества подаваемого воздуха, от способа подвода воздуха, от конструкции форсунки, от размеров радиантной поверхности, от теплотворной способности топлива, от расхода форсуночного пара. Температура над перевальной стеной должна быть не менее 700-9000С.
Радиантные трубы получают в основном лучистое тепло и воспринимают большую часть тепла, выделенного при сгорании топлива. Конвекционные трубы воспринимают тепло конвекции путём непосредственного соприкосновения трубы с дымовыми газами.
Нагретое сырьё
I
II
III
IV
Холодное сырьё
Рис. 1. Схема двухкамерной печи пламенного горения:
I - камера радиации, II - камера конвекции, III - перевальная стена,
IV- форсунка.
Высокая температура воздуха способствует повышению температуры факела и увеличивает скорость горения, сокращаются размеры факела. Размеры факела сокращаются и при увеличении (до достаточного предела) количества воздуха, поступающего в топку, так как избыток воздуха ускоряет процесс горения топлива. При недостаточном расходе воздуха факел получается растянутым, топливо полностью не сгорает, что приводит к потере тепла. Чрезмерное количество воздуха недопустимо вследствие повышенных потерь тепла с отходящими дымовыми газами и более интенсивного окисления поверхности нагрева.
В топочной камере имеем три источника излучения: факел, излучающая поверхность кладки и трёхатомные дымовые газы (двуокись углерода, водяной пар, диоксид серы).
Основным фактором, предопределяющим эффективность передачи тепла конвекцией, является скорость движения дымовых газов, поэтому при конструировании трубчатых печей стремятся обеспечить её наибольшее значение. Это достигается размещением минимального числа труб в одном горизонтальном ряду и выбором минимального расстояния между осями труб. Однако при повышении скорости дымовых газов в камере конвекции увеличивается сопротивление потоку газов, что ограничивает выбор величины скорости. С другой стороны, сокращение числа труб в одном горизонтальном ряду приводит к увеличению высоты камеры конвекции. Это обстоятельство также предопределяет выбор допустимой скорости движения дымовых газов в камере конвекции.
Уменьшение диаметра труб также способствует более интенсивной передаче за счёт лучшей обтекаемости труб, так и в связи с возможностью более компактного их расположения, позволяющего создать более высокие скорости дымовых газов. Однако при уменьшении диаметра печных труб увеличивается скорость сырья и, следовательно, повышается сопротивление перемещению нагреваемого потока.
Эффективная передача тепла может быть повышена путём оребрения наружной поверхности конвекционных труб.
Трубы печи могут располагаться коридорным способом и в шахматном порядке. При расположении труб в шахматном порядке тепло передаётся эффективнее, чем при расположении коридорным способом, в связи с более интенсивной турбулентностью потока дымовых газов и лучшей обтекаемостью ими труб.
Рис. 3. Схема шахматного расположения труб печи.
Рис. 2. Схема коридорного расположения труб печи.
В последнее время наибольшее распространение получили печи радиантного типа (обычно вертикальные и многокамерные, некоторые из них имеют общую конвекционную камеру). По способу передачи радиантного тепла трубчатые печи делят на: печи, в которых основное значение имеет лучистое тепло факела (излучение кладки и газов является вспомогательным); печи, в которых процесс горения протекает за пределами камеры излучения; печи с использованием лучистого тепла от твердого тела (в них обычно используют излучающие насадки, настильное пламя или многоогневое беспламенное горение).
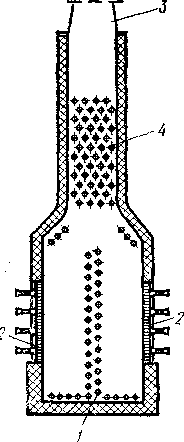
Рис. 4. Схема печи беспламенного горения:
1 - трубы радиантной камеры; 2 - беспламенные панельные горелки; 3 - дымовая труба; 4 - трубы конвенционной камеры
Наиболее совершенны и экономичны трубчатые печи с излучающими стенками из беспламенных панельных горелок и двусторонним облучением труб змеевика (рис. 4). Печи такого типа работают на газообразном топливе, которое сжигается в беспламенных панельных горелках (рис. 5), выполненных в виде керамических призм (призмы являются одновременно сборными элементами стен печи). Новым в этих печах является интенсификация теплоотдачи радиантным трубам от стен топки, составленных из беспламенных панельных горелок, и повышение благодаря этому средней теплонапряженности радиантных труб. При работе панельных горелок температура поверхности керамического блока (со стороны камеры сгорания) достигает 1200° С. Наружная поверхность горелки остается холодной (~45°С), так как непрерывно охлаждается газовоздушной смесью, подаваемой инжектором. Теплоотдача в топке такой печи осуществляется главным образом от излучающих раскаленных стенок, расположенных на расстоянии 600-1000 мм от трубного экрана.
Сгорание топлива, необходимого для нагрева сырья, является химической реакцией соединения органических веществ (находящихся в топливе) с кислородом воздуха. Полное сгорание элементов топлива сопровождается образованием углекислоты, сернистого газа и водяного пара. При неполном сгорании образуются также окись углерода и свободный углерод или сажа.
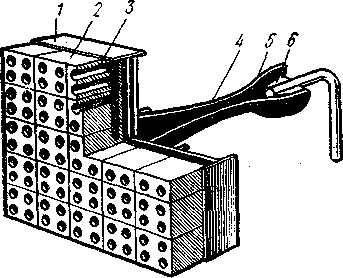
Рис. 5. Беспламенная панельная горелка:
1 - корпус; 2 - керамическая призма с туннелями; 3 - трубка; 4 - инжектор; 5 - сопло для топливного газа; 6 - дроссель для воздуха
Для обеспечения полного сгорания обычно приходится давать некоторый избыток воздуха сверх теоретически необходимого (на 1 кг жидкого топлива требуется в зависимости от его состава 10-10,5 м3 воздуха). Отношение количества воздуха, фактически введенного в топку, к теоретически необходимому называют коэффициентом избытка воздуха, α. Высокое значение α указывает на ненормальности в эксплуатации печи (подсос воздуха через неплотности печной кладки) и приводит к повышенным потерям тепла с газами, уходящими в дымовую трубу. Значение α зависит от многих причин. При нормальной эксплуатации оно находится в пределах 1,2-1,5 при использовании газа, для печей с беспламенным горением снижается до 1,02-1,05.
Продукты сгорания уходят через дымовую трубу в атмосферу. При естественной тяге движущей силой, обуславливающей движение дымовых газов, является разность давлений слоя атмосферного воздуха и дымовых газов в трубе. Также можно применять искусственную тягу, при которой дымовые газы отсасываются вентилятором (дымососом), создающим необходимое разряжение.
Основными параметрами, по которым судят об эффективной работе трубчатых печей, являются: 1) теплонапряженность топочного пространства, определяемая количеством тепла, расходуемым на 1 м3/ч топки; в современных трубчатых печах она составляет 146 700-293 300 кДж/(м2-ч) [35-70 тыс. ккал/(м2-ч)]; 2) теплонапряженность поверхности радиантных труб, выражаемая количеством тепла, передаваемым 1 м2 поверхности радиантных труб в 1 ч; она колеблется для большинства печей в пределах 62 400- 209 500 кДж/(м2-ч) [15-50 тыс. ккал/(м2-ч)], а для печей с беспламенным горением - 209-398МДж/(м2-ч) [50-95тыс. ккал/(м2-ч)]; 3) теплонапряженность поверхности конвекционных труб, представляющая собой количество тепла, передаваемого в 1 ч 1 м2 их поверхности; для гладких труб теплонапряженность равна 33 520- 50 280 кДж/(м2-ч) [8-12 тыс. ккал/(м2-ч)].
Температура дымовых газов на перевале, т. е. газов, поступающих в конвекционную камеру, обычно составляет 700-900°С. Ее не рекомендуется чрезмерно повышать, так как это приводит к закоксовыванию и прогару радиантных труб. В некоторых печах для снижения температуры дымовых газов над перевалом осуществляют их рециркуляцию, часть дымовых газов из борова засасывают вентилятором и подают в камеру сгорания выше факела, чтобы не нарушать правильного горения. Чтобы использовать часть тепла, заключенного в отходящих дымовых газах, печи оборудуют рекуператорами (теплообменниками, в которых воздух, подаваемый в топку, получает тепло от дымовых газов). Если тепло дымовых газов не используется для подогрева воздуха, то температура газов должна быть как можно ниже. Однако чрезмерное понижение температуры требует увеличения поверхности нагрева конвекционных труб, что увеличивает габариты и стоимость печи. Поэтому температура отходящих дымовых газов должна быть на 100-150°С выше температуры поступающего в печь продукта.
Коэффициент полезного действия печи представляет собой отношение количества тепла, полезно использованного в печи, к общему количеству тепла, внесенного в печь. Обычно он составляет 0,6-0,8; наиболее высоким к. п. д. обладают печи с беспламенным горением (0,80-0,82). Повышению к. п. д. печей способствуют снижение коэффициента избытка воздуха, температуры отходящих дымовых газов (в том числе и за счет рекуперации) и их рециркуляция.
Деталями трубчатых печей являются: змеевик, состоящий из бесшовных цельнотянутых труб (длиной до 24 м, диаметром 60- 219 мм и толщиной стенок 6-15 мм), соединенных при помощи двойников (ретурбентов) либо приварных калачей; трубные решетки (обычно из жароупорного чугуна, а иногда листовой стали), которые поддерживают трубы радиантной и конвекционной секций; трубные подвески, поддерживающие радиантные трубы в пролете между трубными решетками во избежание их провисания (подвески работают при высоких температурах, поэтому их изготовляют из жароупорной стали), каркас, несущий нагрузку от труб, крыши, подвесного свода, лестниц, площадок и пр.; его делают из стальных балок, которые не должны подвергаться воздействию высоких температур и поэтому тщательно защищены обмуровкой и изоляцией. В современных печах применяют блочную обмуровку из сонного кирпича, изготовляемого чаще всего из легковесных огнеупорно-изоляционных материалов. Блоки собирают на балках или стержнях, которые крепят к каркасу печи. Толщина кладки обычно не превышает 250 мм. Снаружи такой кладки уложен слой изоляционного кирпича толщиной около 25 мм. Обмуровка обычно заключена в металлический кожух.
Для сжигания топлива в трубчатых печах служат форсунки (жидкое топливо) или горелки (газообразное топливо) различных конструкций (о горелках для беспламенных печей см. выше). Форсунки могут быть с паровым, воздушным либо механическим распылением. На нефтеперерабатывающих заводах широко применяют комбинированные газо-нефтяные форсунки производительностью 70-160 кг/ч для жидкого топлива и до 100 м3/ч - для газа. Одна из таких форсунок конструкции Гипронефтемаш показана на рис. 6. Жидкое топливо под давлением 0,8-1 МПа (8-10 кгс/см2) поступает по внутренней трубке 1 в камеру 2 и через отверстие 3 - в спиральные каналы на наружной поверхности камеры. Пар под давлением около 1 МПа (10 кгс/см2) поступает по кольцевому коллектору 5, распыляет завихренное топливо, и паро-мазутная смесь попадает в топку. Отверстия и каналы можно продувать через игольчатый клапан 4. Газ поступает по кольцевому коллектору 5 и далее - через жиклеры 7 в топку. В жиклерах просверлены центральный канал и одно или несколько выходных отверстий 6.
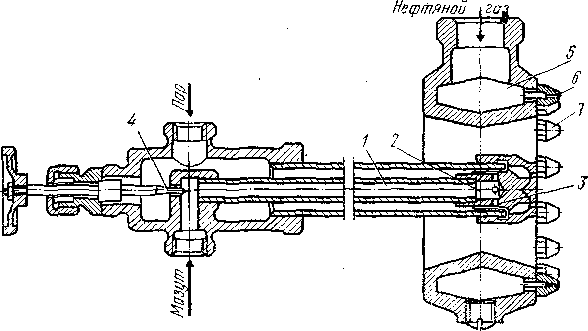
Рис. 6. Схема комбинированной газо-нефтяной форсунки ГНФ-1М.
Необходимые принадлежности
1. Простой карандаш, линейка.
Работа в аудитории
1. Начертить схему двухкамерной печи пламенного горения и указать основные составные элементы печи.
2. Какие виды топлива используются в печи ?
3. В чём отличие нагревательных печей от реакционно-нагревательных ?
4. Назовите способы передачи тепла в трубчатых печах.
5. Назовите пути увеличения эффективности работы печи.
6. Почему трубы печей делают высокими ?
7. Как повысить коэффициент полезного действия печи ?
Содержание отчёта
1. Номер и название работы;
2. Цель работы;
-
Необходимые принадлежности;
-
Выполненные задания;
-
Заключение.
Контрольные вопросы
-
-
Назначение печей.
-
Виды печей.
-
До какой температуры можно нагреть в трубчатых печах ?
-
Устройство печей.
-
Топливо для печей.
-
Какие печи лучше: пламенного или беспламенного горения ?
-
Способы передачи тепла в трубчатых печах.
-
Состав дымовых газов трубчатых печей.
-
Какие источники излучения в топочной камере ?
-
Почему коэффициент полезного действия печей не может быть 100 % ?
-
Литература
1. В. М. Лекае, А. В. Лекае. Процессы и аппараты химической промышленности, М.: Высшая школа, 1984. - 247 с.
2. Д. А. Баранов, А. М. Кутепов. Процессы и аппараты, М.: Издательский центр "Академия", 2004. - 304 с.
-
А. И. Скобло, И. А. Трегубова, Ю. К. Молоканов. Процессы и аппараты нефтеперерабатывающей и нефтехимической промышленности, М.: Химия, 1982. - 584 с.
Практическое занятие №7
Абсорбционные процессы в нефтепереработке
Цель занятия: ознакомление с абсорбционными процессами в нефтепереработке.
Пояснения
Абсорбцией называется процесс поглощения газов или паров из газовых или парогазовых смесей жидкими поглотителями (абсорбентами). При физической абсорбции поглощаемый газ не взаимодействует химически с поглощающей жидкостью. Изменяя условия ведения процесса, можно из жидкости выделить растворенный газ, т. е. провести процесс десорбции. Сочетание процессов абсорбции и десорбции позволяет многократно использовать растворитель и получать растворенный газ в чистом виде. Если между газом и жидкостью происходит химическое взаимодействие, процесс называется хемосорбцией.
Процесс абсорбции используется для очистки отходящих газов от токсичных примесей, для разделения газов и улавливания ценных компонентов из этих газов.
Процессы абсорбции широко распространены в химической промышленности. При получении важных химических продуктов процесс абсорбции является основной технологической стадией производства (например, абсорбция газообразного НС1 водой при получении соляной' кислоты, абсорбция SОз в производстве серной кислоты, поглощение паров бензола маслом). Кроме того, процессы абсорбции применяются при санитарной очистке выбросных га
зов для улавливания вредных продуктов во избежание попадания
их в атмосферу.
При проведении абсорбции в качестве абсорбентов применяют воду, органические растворители, не вступающие в реакцию с извлекаемым газом, и водные растворы этих веществ. При хемосорбции в качестве абсорбента используют водные растворы солей, органические вещества и водные суспензии различных веществ.
К абсорбентам предъявляют определённые требования. Они должны иметь возможно большую абсорбционную ёмкость, высокую селективность, невысокое давление насыщенных паров и небольшую вязкость, быть термически устойчивыми, не проявлять коррозионную активность, легко регенерироваться, быть доступными и иметь низкую стоимость.
Для системы газ - жидкость переменными, влияющими на процесс, являются температура, давление и концентрации компонента в обеих фазах. Зависимость между составом газа (его концентрацией) и составом жидкости, находящихся в равновесии, выражается законом Генри, по которому парциальное давление растворенного газа ра пропорционально его мольной доле Ха в растворе:
ра=ЕХа. (7.1)
В этом уравнении величина Е - коэффициент пропорциональности носит название константы Генри. Числовые значения константы Генри для данного газа зависят от природы поглотителя и газа и от температуры, но не зависят от общего давления в системе.
Скорость процесса абсорбции. При применении процессов абсорбции имеют дело как с хорошо, так и с плохо растворимыми газами. В зависимости от этого механизм переноса массы видоизменяется, что непосредственно влияет на значение коэффициента массопередачи, а следовательно, и на интенсивность процесса. При абсорбции хорошо растворимых газов сопротивление массопередаче при прохождении газа через границу контакта невелико и им можно пренебречь. Напротив, при абсорбции плохо растворимых газов основное сопротивление массопередаче сосредоточено на границе перехода газообразного вещества в жидкую фазу. Такое разделение газов на хорошо и плохо растворимые условно, но оно имеет большое значение для подбора аппаратуры при реализации процесса.
Процессы физической абсорбции в ряде случаев сопровождаются тепловыми эффектами растворения, и это обстоятельство также следует учитывать при организации процесса. Растворимость газов в жидкостях при увеличении температуры уменьшается, и поэтому в тех случаях, когда теплота растворения газа в жидкости значительна, необходимо при выборе абсорбционной аппаратуры предусматривать возможность отведения образующейся теплоты для полноты проведения процесса.
При проведении процессов десорбции необходимо нагревать смесь, тем самым заставляя выделяться абсорбированный газ.
Повышение давления при абсорбции благоприятно сказывается на процессе. Оно приводит к увеличению растворимости газа в абсорбенте. Что позволяет снизить удельный расход абсорбента. Понижение температуры процесса абсорбции желательно, так как при этом также снижается удельный расход абсорбента.
Как было рассмотрено ранее, требования, которые предъявляются к абсорбционной аппаратуре, заключаются в развитии максимальной поверхности контакта между фазами, минимальном гидравлическом сопротивлении, обеспечении отвода теплоты. При процессе десорбции производится подвод теплоты. Кроме того, поскольку практически почти все химические реагенты оказывают сильное корродирующее воздействие, материал, из которого сделана аппаратура, должен хорошо противостоять этому влиянию.
По способу образования поверхности соприкосновения абсорберы условно подразделяются на поверхностные, пленочные, насадочные, барботажные (тарельчатые), распыливающие и др.
Так как контакт между газом и жидкостью осуществляется не только в процессе абсорбции, но и в других аналогичных процессах, например при ректификации (контакт между паром и жидкостью), то и применяемая абсорбционная аппаратура частично используется для других подобных процессов.
Насыщенный абсорбент из абсорбера поступает в десорбер, где идёт регенерация абсорбента и он опять возвращается в абсорбер для поглощения газового компонента. На рис. 1 представлена схема абсорбционной установки с рециркуляцией и десорбцией.
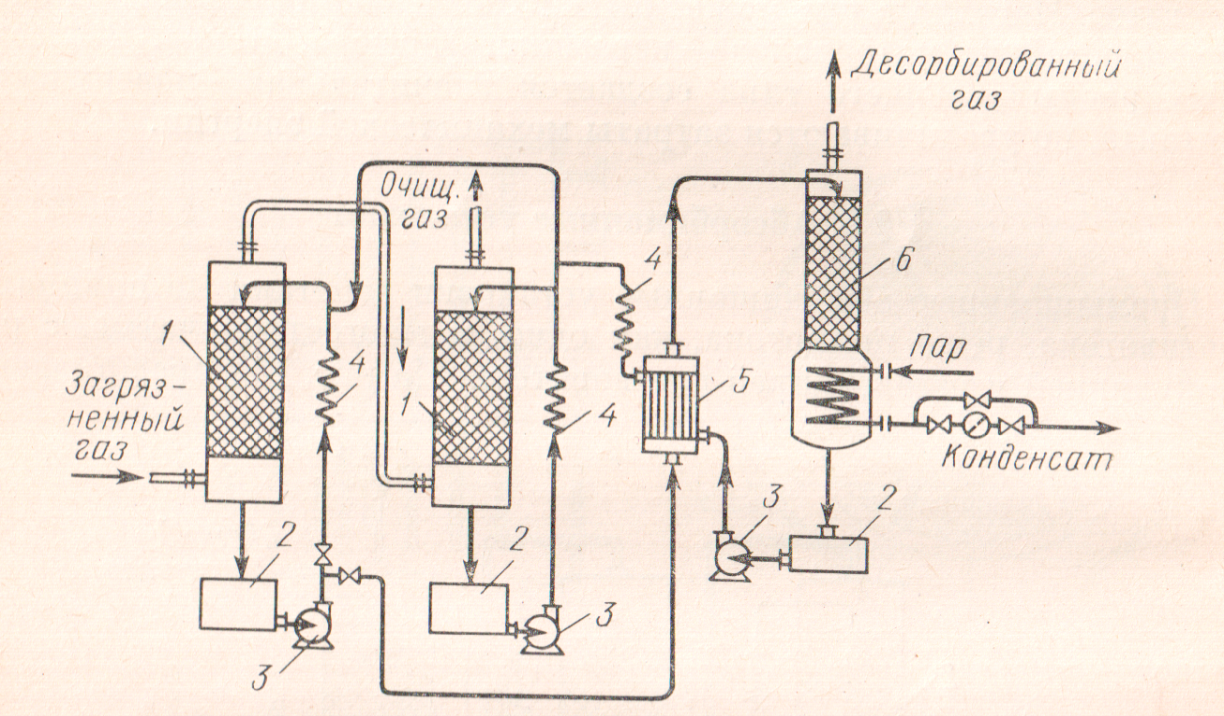
Рис. 1. Схема абсорбционной установки с рециркуляцией и десорбцией:
1 - абсорберы, 2 - сборники, 3 - насосы, 4 - холодильники, 5 - теплообменники, 6 - десорбер.
Необходимые принадлежности
-
-
-
-
Простой карандаш, линейка.
-
-
-
Работа в аудитории
-
-
Назначение абсорбции, применение процесса в нефтеперерабатывающей промышленности.
-
Для чего проводят десорбцию ?
-
Можно ли абсорбцию и десорбцию проводить в одном аппарате ?
-
На установке гидроочистки, предназначенной для удаления серосодержащих соединений из нефтяных фракций, уходит смесь газов, состоящая из сероводорода и водородосодержащего газа. Абсорбентом является раствор моноэтаноламина (МЭА), который поглощает сероводород. Начертите принципиальную схему очистки водородосодержащего газа от сероводорода с десорбцией.
-
Содержание отчёта
1. Номер и название работы;
2. Цель работы;
3. Необходимые принадлежности;
-
Выполненные задания;
-
Заключение.
Контрольные вопросы
-
-
Что называется процессом абсорбции ?
-
Чем отличается процесс абсорбция от хемосорбции ?
-
Почему процесс абсорбции относится к массообменным процессам ?
-
Как называется процесс выделения поглощённого газа из насыщенного абсорбента ?
-
В каком процессе больше температура: в абсорбции или десорбции ?
-
Почему в процессе абсорбции тепло нужно отводить ?
-
Какие типы абсорберов вы знаете ?
-
Литература
1. В. М. Лекае, А. В. Лекае. Процессы и аппараты химической промышленности, М.: Высшая школа, 1984. - 247 с.
2. Д. А. Баранов, А. М. Кутепов. Процессы и аппараты, М.: Издательский центр "Академия", 2004. - 304 с.
3. А. И. Скобло, И. А. Трегубова, Ю. К. Молоканов. Процессы и аппараты нефтеперерабатывающей и нефтехимической промышленности, М.: Химия, 1982. - 584 с.
Практическое занятие №8
Способы подвода и отвода тепла в ректификационной колонне
Цель занятия: ознакомление со способами подвода и отвода тепла в ректификационной колонне.
Пояснения
Разделение жидких однородных смесей (растворов), состоящих из двух или большего числа летучих компонентов, производится перегонкой или ректификацией. Если исходную смесь, состоящую из жидкостей с различными температурами кипения, частично испарять, а затем образовавшиеся пары конденсировать, то полученная жидкость будет отличаться по составу более высоким содержанием легколетучего, или низкокипящего, компонента (НК). В оставшейся исходной смеси содержится большее количество труднолетучего, или высококипящего, компонента (ВК). Эта жидкость называется остатком, а жидкость, полученная в результате конденсации паров, - дистиллатом или ректификатом.
Если в простейшем случае исходная смесь состоит только из
двух компонентов, то разделение происходит тем полнее, чем больше различия в упругости паров этих компонентов, т. е. их летучести. При этом после разделения в дистиллате содержится больше
низкокипящего компонента, а в остатке - больше высококипящего
компонента.
Применяют два способа разделения смесей - простую перегонку и ректификацию. Простая перегонка представляет собой процесс однократного частичного испарения жидкой смеси и конденсации образующихся паров. Этот способ разделения компонентов применим в случае, когда не требуется полного разделения и когда летучести компонентов существенно отличаются между, собой. Простую перегонку применяют или для грубого разделения смесей, или для предварительной очистки продуктов от нежелательных примесей.
Ректификация - процесс, при котором испарение исходной смеси и конденсация образующихся паров производятся многократно в колонных аппаратах, называемых ректификационными колоннами. Для увеличения поверхности контакта между паровой и жидкой фазами применяются тарелки. При каждом контакте жидкости и пара из жидкости испаряется преимущественно, легколетучнй компонент, а из паровой фазы конденсируется в основном высококипящий компонент. В результате такого взаимодействия пары, поднимающиеся по колонне, обогащаются низкокипящим компонентом, а стекающая жидкость - высококипящим компонентом. Пары, которые отводятся из верхней части колонны и конденсируются,состоят в основном из НК и называются дистиллатом. Жидкость, удаляемая из нижней части колонны, по составу близка к чистому ВК и называется кубовым остатком. Для создания хорошего контакта между паровой и жидкой фазами колонну орошают частично возвращаемым дистиллатом - .флегмой. Ректификация обеспечивает более полное по сравнению с простой перегонкой разделение, дает более чистые конечные продукты, но требует больших затрат труда и энергии.
Часть колонны, куда вводится сырьё, называется секцией питания, или эвапорационным пространством. Часть ректификационной колонны, находящаяся выше ввода сырья, называется верхней, концентрационной, или укрепляющей, а ниже ввода сырья - нижней, отгонной или исчерпывающей.
Способ разделения смеси на компоненты путем ректификации является основным технологическим приемом при переработке нефтепродуктов, в производстве спирта, при получении душистых веществ. Существует несколько модификаций этого способа. Процессы перегонки осуществляются главным образом, как периодические, тогда как ректификация, особенно для крупнотоннажных производств, в основном проводится по непрерывно действующей схеме.
В процессе ректификации необходимо создать разность температур верха и низа ректификационной колонны. Для этого в верхней части ректификационной колонны создают орошение, понижающее температуру, а вниз колонны подводят тепло.
Подачей орошения регулируется температура вверху колонны, создается нисходящий поток жидкости и обеспечивается необходимое снижение температуры паров по мере прохождения их по колонне снизу вверх.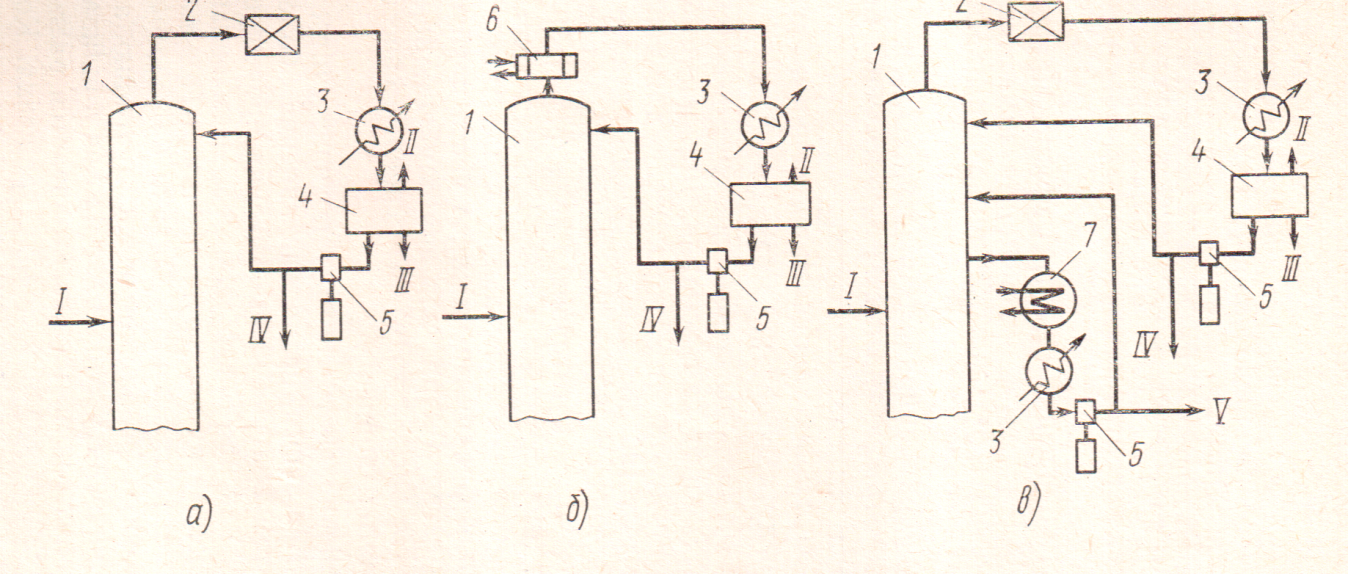
Рис. 1. Способы создания орошения:
а - холодного (острого), б - горячего (глухого), в - циркуляционного, 1 - колонна, 2 - конденсатор воздушного охлаждения, 3 - холодильник, 4 - газосепаратор, 5 - насос, 6 - парциальный конденсатор, 7 - теплообменник для циркуляционного орошения. Линии: I - ввод продуктов в колонну для ректификации, II - газ, III - сброс воды, IV - бензин, V - один из средних продуктов ректификации (например, керосин).
В зависимости от способа орошение бывает холодное (острое), горячее(глухое) и циркуляционное (рис. 1). Недостатки горячего орошения - значительная коррозия деталей парциального конденсатора, ведущая к образованию течи и попаданию сырья в дистиллят, и трудность очистки конденсатора. Для создания циркуляционного орошения флегму с некоторых тарелок колонны выводят наружу, пропускают через теплообменник, в котором она отдает тепло исходному сырью и охлаждается, после чего возвращают в колонну на вышестоящую тарелку. Циркуляционное орошение осуществляют в верхнем либо в среднем сечении колонны и часто сочетают с острым орошением. Циркуляционное орошение выгодно, так как частично разгружает верхнюю часть ректификационной колонны от паров. Кроме того, оно позволяет усилить предварительный подогрев сырья, так как обычно служит тепловоспринимающей средой в теплообменнике. Большое применение нашло холодное орошение, которое может применяться вместе с циркуляционным орошением.
Подача орошения в верхнюю часть колонны не должна резко колебаться, чтобы не вызвать переполнения тарелок флегмой или, наоборот, излишнего снижения уровня жидкости на них. То и другое нарушает процесс ректификации. Избыточную подачу орошения можно определить как по счетчикам, так и по снижению температуры в верхней части колонны, недостаточную подачу - по повышению температуры в верхней части колонны.
Выбор того или иного способа отвода тепла в верху колонны определяется особенностями эксплуатации, свойствами перерабатываемого сырья и экономическими соображениями.
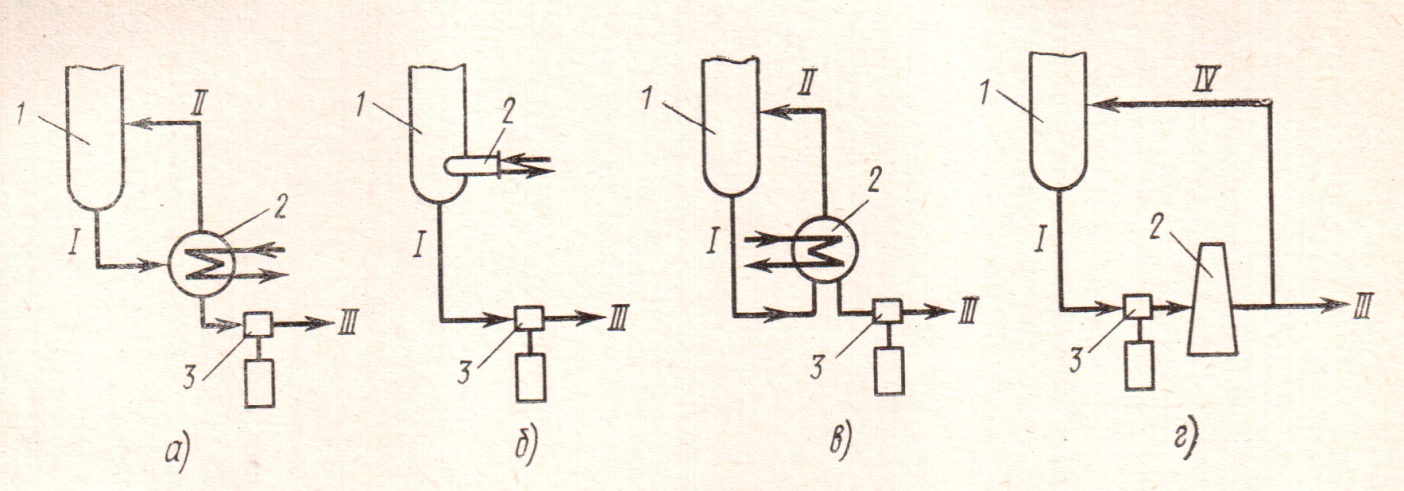
Рис. 2. Подвод тепла в нижнюю часть колонны при помощи:
а - куба, б - внутреннего подогревателя (паром или горячим теплоносителем), в - внешнего подогревателя-кипятильника, г - трубчатой печи (горячая струя), 1 - колонна, 2 - аппарат для дополнительного нагрева, 3 - насос. Линии: I - ввод продукта снизу колонны в подогреватель, II - ввод продукта из нагревателя в колонну, III - ввод продукта из нагревателя, IV - ввод продукта после нагревателя в колонну.
На рис. 2 показаны основные способы подвода тепла в нижнюю часть колонны. Подвод тепла может быть осуществлён различными способами. В частности, теплопередающая поверхность кипятильника может быть размещена в нижней части колонны. Однако вследствие ограниченного её объёма разместить здесь достаточно большую трубчатую поверхность не удаётся. Поэтому наиболее часто реализуются способы подвода тепла в следующих аппаратах: подогреватель с паровым пространством (парциальный испаритель), теплообменном аппарате без парового пространства с последующим однократным испарением нагретого потока в низу колонны (горячая струя).
Четкость разделения дистиллятов в колонне считается удовлетворительной, если температура начала кипения более тяжелого дистиллята равна температуре конца кипения предыдущего, более легкого дистиллята или несколько выше ее. Чем больше тарелок в колонне и совершеннее их конструкция и чем больше подается орошения, тем четче ректификация. Однако большое число тарелок удорожает колонну и усложняет ее эксплуатацию, а чрезмерно большая подача орошения увеличивает расход топлива на последующее его испарение. Кроме того, увеличивается расход воды и энергии на конденсацию паров и подачу орошения. Коэффициент полезного действия тарелок в зависимости от их конструкции составляет 0,4-0,8.
Необходимые принадлежности
1. Простой карандаш, линейка.
Работа в аудитории
1. Какие смеси разделяются на отдельные компоненты перегонкой и ректификацией ?
2. В чём отличие ректификации от простой перегонки ?
3. Начертить ректификационную колонну, указав основные части аппарата.
4. Начертить схему ректификационной колонны, применив холодное орошение, циркуляционное орошение и подвод тепла с помощью горячей струи.
Содержание отчёта
1. Номер и название работы;
2. Цель работы;
3. Необходимые принадлежности;
4. Выполненные задания;
5. Заключение.
Контрольные вопросы
1. Что такое простая перегонка и ректификация ?
2. В каком случае для разделения компонентов применяется простая перегонка, а в каком случае ректификация ?
3. Является ли процесс ректификации относится массообменным процессом ?
4. Как устроена ректификационная колонна ?
5. Какие компоненты уходят из верхней и из нижней части колонны ?
6. Что является движущей силой ректификации ?
7. Назовите способы понижения температуры в верхней части колонны.
8. Назовите способы подвода тепла в нижней части колонны.
9. От чего зависит способ подвода тепла в нижнюю часть колонны ?
Литература
1. В. М. Лекае, А. В. Лекае. Процессы и аппараты химической промышленности, М.: Высшая школа, 1984. - 247 с.
2. Д. А. Баранов, А. М. Кутепов. Процессы и аппараты, М.: Издательский центр "Академия", 2004. - 304 с.
3. А. И. Скобло, И. А. Трегубова, Ю. К. Молоканов. Процессы и аппараты нефтеперерабатывающей и нефтехимической промышленности, М.: Химия, 1982. - 584 с.
Практическое занятие №9
Разделение жидких однородных гомогенных смесей в простых колоннах
Цель занятия: ознакомление с процессом разделения однородных гомогенных смесей в простых колоннах.
Пояснения
Разделение жидких однородных смесей (растворов), состоящих из двух или большего числа летучих компонентов, производится перегонкой или ректификацией. Если исходную смесь, состоящую из жидкостей с различными температурами кипения, частично испарять, а затем образовавшиеся пары конденсировать, то полученная жидкость будет отличаться по составу более высоким содержанием легколетучего, или низкокипящего, компонента (НК). В оставшейся исходной смеси содержится большее количество труднолетучего, или высококипящего, компонента (ВК). Эта жидкость называется остатком, а жидкость, полученная в результате конденсации паров, - дистиллатом или ректификатом.
Если в простейшем случае исходная смесь состоит только из
двух компонентов, то разделение происходит тем полнее, чем больше различия в упругости паров этих компонентов, т. е. их летучести. При этом после разделения в дистиллате содержится больше
низкокипящего компонента, а в остатке - больше высококипящего
компонента.
Применяют два способа разделения смесей - простую перегонку и ректификацию. Простая перегонка представляет собой процесс однократного частичного испарения жидкой смеси и конденсации образующихся паров. Этот способ разделения компонентов применим в случае, когда не требуется полного разделения и когда летучести компонентов существенно отличаются между, собой. Простую перегонку применяют или для грубого разделения смесей, или для предварительной очистки продуктов от нежелательных примесей.
Ректификация - процесс, при котором испарение исходной смеси и конденсация образующихся паров производятся многократно в колонных аппаратах, называемых ректификационными колоннами. Для увеличения поверхности контакта между паровой и жидкой фазами применяются тарелки. При каждом контакте жидкости и пара из жидкости испаряется преимущественно, легколетучнй компонент, а из паровой фазы конденсируется в основном высококипящий компонент. В результате такого взаимодействия пары, поднимающиеся по колонне, обогащаются низкокипящим компонентом, а стекающая жидкость - высококипящим компонентом. Пары, которые отводятся из верхней части колонны и конденсируются,состоят в основном из НК и называются дистиллатом. Жидкость, удаляемая из нижней части колонны, по составу близка к чистому ВК и называется кубовым остатком. Для создания хорошего контакта между паровой и жидкой фазами колонну орошают частично возвращаемым дистиллатом - .флегмой. Ректификация обеспечивает более полное по сравнению с простой перегонкой разделение, дает более чистые конечные продукты, но требует больших затрат труда и энергии.
Часть колонны, куда вводится сырьё, называется секцией питания, или эвапорационным пространством. Часть ректификационной колонны, находящаяся выше ввода сырья, называется верхней, концентрационной, или укрепляющей, а ниже ввода сырья - нижней, отгонной или исчерпывающей.
Способ разделения смеси на компоненты путем ректификации является основным технологическим приемом при переработке нефтепродуктов, в производстве спирта, при получении душистых веществ. Существует несколько модификаций этого способа. Процессы перегонки осуществляются главным образом, как периодические, тогда как ректификация, особенно для крупнотоннажных производств, в основном проводится по непрерывно действующей схеме.
В процессе ректификации необходимо создать разность температур верха и низа ректификационной колонны. Для этого в верхней части ректификационной колонны создают орошение, понижающее температуру, а вниз колонны подводят тепло.
Ректификационные колонны бывают простые и сложные. В простых колонных идёт разделение на два компонента, а в сложных колоннах - на три и более компонентов.
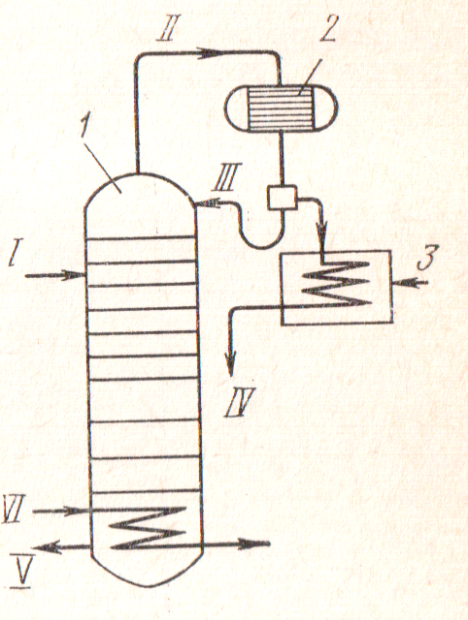
Рис. 1. Схема ректификации двойной смеси.
При ректификации двойной смеси (смеси, состоящей из двух компонентов) через верх колонны уходит в виде паров низкокипящий компонент, а через низ колонны в виде жидкости - высококипящий. На рис. 1 показана схема ректификации смеси бензола и толуола. Эта смесь после нагрева в печи поступает по линии I в ректификационную колонну 1. Вверху колонны пары бензола (низкокипящего компонента) по линии II поступают в конденсатор 2, откуда часть сконденсировавшегося бензола поступает по линии III в качестве орошения, а остальная часть отводится через холодильник 3 по линии IV в товарный парк. Внизу колонны размещен подогреватель, куда поступает пар по линии VI. Толуол (высококипящий компонент) выводится из колонны по линии V (через холодильник) в товарный парк. При разделении смеси бензола и толуола температура вверху колонны должна быть 80,4°С, т. е. соответствовать температуре кипения чистого бензола; внизу колонны температура должна быть выше 110°С. Для ректификации смеси, состоящей из трех компонентов, например бензола, толуола и ксилола, необходимы две колонны. Из нижней части первой колонны отбирают ксилол, а из верхней части - смесь бензола и толуола, которую разделяют на бензол и толуол во второй колонне так же, как показано на рис. 1.
Для ректификации сложной смеси (к которой относится и нефть) с получением п компонентов или фракций нужно (п-1) простых колонн. Это очень громоздко и требует больших капиталовложений и эксплуатационных затрат. Поэтому на нефтеперегонных установках строят одну сложную колонну, как бы состоящую из нескольких простых колонн с внутренними или выносными отпарными секциями, в которые подают водяной пар.
Задание
-
Сложная смесь состоит их четырёх компонентов. Используя схему разделения смеси, состоящей из четырёх компонентов в простых колоннах, указать наименование фракций, уходящих из верней и нижней части ректификационных колонн. Фракции имеют температуры кипения: I - 800 C, II - 1200 С, III - 1600 С, IV - 2000 С.
Схема разделения смеси.
I, II, III, IV.
К - 1
К - 3
К - 2
-
Нарисуйте ещё две схемы разделения этих же компонентов в простых колоннах. Укажите наименование фракций, уходящих из верней и нижней части ректификационных колонн.
Необходимые принадлежности
-
-
-
Простой карандаш, линейка.
-
-
Работа в аудитории
-
-
-
-
Какой процесс называется ректификацией ?
-
-
Что является движущей силой процесса ректификации ?
-
Начертить простую ректификационную колонну, применив циркуляционной орошение и подвод тепла с помощью выностого кипятильника с паровым пространством.
-
-
Содержание отчёта
1. Номер и название работы;
2. Цель работы;
-
Необходимые принадлежности;
-
Выполненные задания;
-
Заключение.
Контрольные вопросы
-
-
Какая колонная называется простой ?
-
Сколько нужно простых колонн для разделения смеси, состоящей из 5, 7, 8 компонентов ?
-
Почему ректификационные колонны делают высокими ?
-
Какие недостатки имеет процесс разделения смеси компонентов в простых колоннах ?
-
Литература
1. В. М. Лекае, А. В. Лекае. Процессы и аппараты химической промышленности, М.: Высшая школа, 1984. - 247 с.
2. Д. А. Баранов, А. М. Кутепов. Процессы и аппараты, М.: Издательский центр "Академия", 2004. - 304 с.
3. А. И. Скобло, И. А. Трегубова, Ю. К. Молоканов. Процессы и аппараты нефтеперерабатывающей и нефтехимической промышленности, М.: Химия, 1982. - 584 с.
Практическое занятие №10
Разделение жидких однородных гомогенных смесей в сложных колоннах
Цель занятия: ознакомление с процессом разделения однородных гомогенных смесей в простых колоннах.
Пояснения
Разделение жидких однородных смесей (растворов), состоящих из двух или большего числа летучих компонентов, производится перегонкой или ректификацией. Если исходную смесь, состоящую из жидкостей с различными температурами кипения, частично испарять, а затем образовавшиеся пары конденсировать, то полученная жидкость будет отличаться по составу более высоким содержанием легколетучего, или низкокипящего, компонента (НК). В оставшейся исходной смеси содержится большее количество труднолетучего, или высококипящего, компонента (ВК). Эта жидкость называется остатком, а жидкость, полученная в результате конденсации паров, - дистиллатом или ректификатом.
Если в простейшем случае исходная смесь состоит только из
двух компонентов, то разделение происходит тем полнее, чем больше различия в упругости паров этих компонентов, т. е. их летучести. При этом после разделения в дистиллате содержится больше
низкокипящего компонента, а в остатке - больше высококипящего
компонента.
Применяют два способа разделения смесей - простую перегонку и ректификацию. Простая перегонка представляет собой процесс однократного частичного испарения жидкой смеси и конденсации образующихся паров. Этот способ разделения компонентов применим в случае, когда не требуется полного разделения и когда летучести компонентов существенно отличаются между, собой. Простую перегонку применяют или для грубого разделения смесей, или для предварительной очистки продуктов от нежелательных примесей.
Ректификация - процесс, при котором испарение исходной смеси и конденсация образующихся паров производятся многократно в колонных аппаратах, называемых ректификационными колоннами. Для увеличения поверхности контакта между паровой и жидкой фазами применяются тарелки. При каждом контакте жидкости и пара из жидкости испаряется преимущественно, легколетучнй компонент, а из паровой фазы конденсируется в основном высококипящий компонент. В результате такого взаимодействия пары, поднимающиеся по колонне, обогащаются низкокипящим компонентом, а стекающая жидкость - высококипящим компонентом. Пары, которые отводятся из верхней части колонны и конденсируются,состоят в основном из НК и называются дистиллатом. Жидкость, удаляемая из нижней части колонны, по составу близка к чистому ВК и называется кубовым остатком. Для создания хорошего контакта между паровой и жидкой фазами колонну орошают частично возвращаемым дистиллатом - флегмой. Ректификация обеспечивает более полное по сравнению с простой перегонкой разделение, дает более чистые конечные продукты, но требует больших затрат труда и энергии.
Часть колонны, куда вводится сырьё, называется секцией питания, или эвапорационным пространством. Часть ректификационной колонны, находящаяся выше ввода сырья, называется верхней, концентрационной, или укрепляющей, а ниже ввода сырья - нижней, отгонной или исчерпывающей.
Способ разделения смеси на компоненты путем ректификации является основным технологическим приемом при переработке нефтепродуктов, в производстве спирта, при получении душистых веществ. Существует несколько модификаций этого способа. Процессы перегонки осуществляются главным образом, как периодические, тогда как ректификация, особенно для крупнотоннажных производств, в основном проводится по непрерывно действующей схеме.
В процессе ректификации необходимо создать разность температур верха и низа ректификационной колонны. Для этого в верхней части ректификационной колонны создают орошение, понижающее температуру, а вниз колонны подводят тепло.
Ректификационные колонны бывают простые и сложные. В простых колонных идёт разделение на два компонента, а в сложных колоннах - на три и более компонентов.
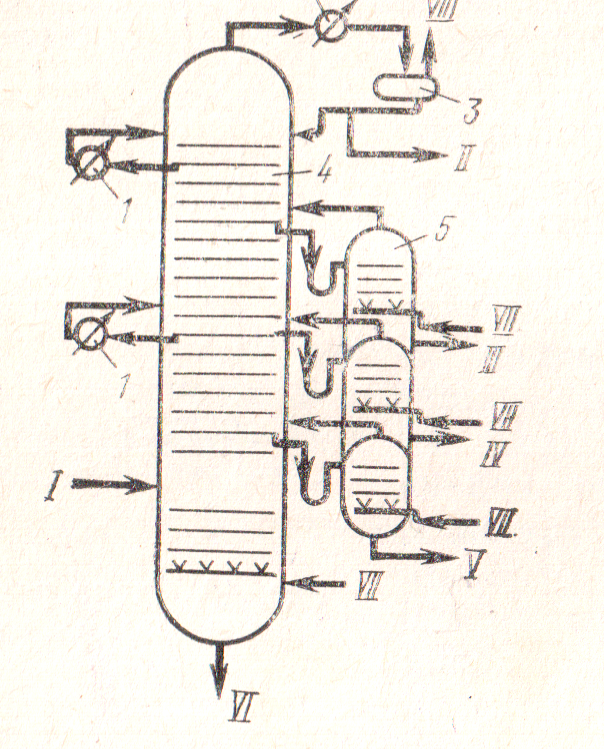
Рис. 1. Схема сложной колонны:
1 - теплообменник, 2 - конденсатор-холодильник, 3 - емкость для орошения, 4 - ректификационная колонна, 5 - отпарная колонна. Линии: I - нефть, II-бензин, III - керосин, IV-дизельное топливо, V - газойль, VI - мазут, VII - водяной пар, VIII - газ.
Для ректификации сложной смеси (к которой относится и нефть) с получением п компонентов или фракций нужно (п-1) простых колонн. Это очень громоздко и требует больших капиталовложений и эксплуатационных затрат. Поэтому на нефтеперегонных установках строят одну сложную колонну, как бы состоящую из нескольких простых колонн с внутренними или выносными (рис. 1) отпарными секциями, в которые подают водяной пар.
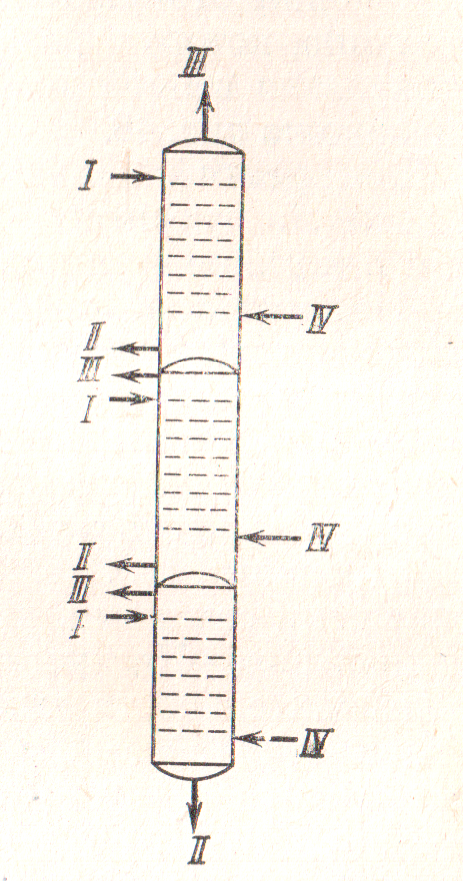
Рис. 2. Многосекционная отпарная колонна:
I - вход фракций, II - выход фракций, III - выход паров, IV - вход водяного пара.
На установках большой производительности выносные отпарные секции ставят одна на другую, и они составляют одну отпарную колонну (рис. 2). Процесс происходит на каждой тарелке. При этом для нормальной работы ректификационной колонны необходимы теснейший контакт между флегмой (жидкостью на тарелке) и восходящим потоком паров, а также соответствующий температурный режим. Первое обеспечивается конструкцией колпачков и тарелок, второе - подачей орошения, обеспечивающего конденсацию высококипящих компонентов (путем снятия тепла) в верхней части колонны. Создание восходящего потока паров, как указывалось выше, обеспечивается нагреванием в печи или в кубе, а также частичным испарением жидкой фазы внизу колонны при помощи кипятильников или водяного пара.
Задание
-
Сложная смесь состоит из пяти компонентов. Начертить сложную ректификационную колонну, указав наименование фракций, уходящих из колонны. Фракции имеют температуры кипения: I - 500 C, II - 120 0С, III - 1600С, IV - 2000С, V - 2500С. В ректификационной колонне применить холодное и два циркуляционных орошения. Подвод тепла осуществить с помощью выносного кипятильника с паровым пространством.
Необходимые принадлежности
1. Простой карандаш, линейка.
Работа в аудитории
-
Какой процесс называется перегонкой и ректификацией ?
-
Какие ректификационные колонны называются сложными ?
3. В чём состоит преимущество разделения смеси компонентов в сложных колоннах ?
4. Какие виды орошения применяются в верхней части ректификационной колонны ?
-
-
Какими способами можно осуществить подвод тепла вниз колонны ?
-
Содержание отчёта
1. Номер и название работы;
2. Цель работы;
3. Необходимые принадлежности;
4. Выполненные задания;
5. Заключение.
Контрольные вопросы
-
Чем отличается простая перегонка от ректификации ?
-
В каком случае применяется простая перегонка, а когда ректификация ?
-
Что является движущей силой процесса ректификации ?
-
Какие способы орошения вы знаете ?
-
Почему тепло нужно подводить вниз колонны ?
-
В чём преимущество сложных колонн ?
-
Какие виды тарелок применяются в ректификационных колоннах ?
-
От чего зависит высота ректификационной колонны ?
-
Гомогенные или гетерогенные смеси разделяются в ректификационных колоннах ?
-
Является ли процесс ректификации массообменным ?
Литература
1. В. М. Лекае, А. В. Лекае. Процессы и аппараты химической промышленности, М.: Высшая школа, 1984. - 247 с.
2. Д. А. Баранов, А. М. Кутепов. Процессы и аппараты, М.: Издательский центр "Академия", 2004. - 304 с.
3. А. И. Скобло, И. А. Трегубова, Ю. К. Молоканов. Процессы и аппараты нефтеперерабатывающей и нефтехимической промышленности, М.: Химия, 1982. - 584 с.
Практическое занятие №11
Адсорбционные процессы в нефтепереработке
Цель занятия: ознакомление с адсорбционными процессами в нефтепереработке.
Пояснения
Адсорбция - массообменный процесс избирательного поглощения компонентов из газовых (паровых) систем и жидкостей твердыми поглотителями-адсорбентами.
Адсорбция широко применяется в промышленности при очистке и осушке газов, выделении компонентов из растворов, разделении газожидкостных смесей. Процесс адсорбции используется в хроматографических методах разделения газовых смесей и в газовой хроматографии - эффективном методе анализа состава газов и паров, а также в качестве одного из методов инженерной зашиты окружающей среды.
По сравнению с другими массообменными процессами адсорбция наиболее эффективна в случае малого содержания извлекаемого компонента в исходной смеси.
Различают два вида адсорбции: физическую и химическую.
Физическая адсорбция вызывается силами взаимодействия молекул поглощаемого вещества с адсорбентом без образования химических связей.
Химическая адсорбция (хемосорбция) характеризуется химическим взаимодействием между средой и адсорбентом, что позволяет образовывать новые химические соединения на поверхности и внутри адсорбента.
Оба вида адсорбции экзотермичны. Однако если теплота, выделяющаяся при физической адсорбции газов и паров соизмерима с их теплотой конденсации (85... 125 кДж/кмоль), а в случае растворов даже меньше, то теплота химической адсорбции достигает нескольких сотен кДж/кмоль.
Десорбция - процесс обратный адсорбции, заключающийся в извлечении из адсорбента адсорбированных веществ, предназначенный для восстановления его первоначальных свойств.
К сорбционным процессам относятся также ионообменные процессы, заключающиеся во взаимодействии растворов электролитов с сорбентами-ионитами, обладающими способностью обменивать присутствующие в них свободные ионы на ионы, находящиеся в растворе.
Простота и высокая эффективность ионообменных процессов позволяет реализовать их на любом уровне: от лабораторных колонок и тонких слоев, до многотонных промышленных фильтров.
Эти процессы применяются для глубокой очистки растворов (деминерализация воды в теплоэнергетике, удаление из сточных вод вредных примесей, регенерация электролитов гальванических цехов); получения кислот и щелочей из солей, а также солей требуемого состава; извлечения металлов из обедненных руд и океанических вод и т.д.
В качестве адсорбентов в промышленности используют твердые материалы, обладающие большой удельной поверхностью. Существенное значение имеет также химическая стойкость адсорбента в рабочей среде, его механическая прочность и крупность частиц.
Активированные угли - одна из наиболее распространенных групп адсорбентов, получаемых путем сухой перегонки природных углеродистых материалов (дерево, кость и др.). Активированные угли имеют удельную поверхность 600... 1700 м2/г и обладают гидрофобными свойствами (поглощают органические вещества и не поглощают воду). Этот адсорбент применяется для выделения веществ как из газовой, так и из жидкой фаз. Недостатки активированных углей - горючесть и низкая механическая прочность.
Силикагель - высушенный гель двуокиси кремния. Различные сорта силикагеля имеют удельную поверхность 300... 800 м2/г. Размер пор может изменяться в широких пределах в зависимости от принятой технологии приготовления. Силикагель наиболее прочен по сравнению с другими адсорбентами. Являясь гидрофильным (гидрофильность - свойство поверхностей твёрдых тел, заключающееся в их смачивании водой) адсорбентом, он не может использоваться для поглощения компонентов из водных растворов, но успешно применяется при адсорбции из газов и из неводных растворов.
Алюмогель, получаемый термической обработкой гидрата оксида алюминия, гидрофилен, так же как и силикагель, он может применяться при температурах выше 500 °С.
Особенное внимание уделяется в настоящее время использованию молекулярных сит, т.е. адсорбентов с очень тонкими порами, размеры которых соизмеримы с размерами молекул. В качестве молекулярных сит используются цеолиты - водные алюмосиликаты натрия и кальция. Использование молекулярных сит позволяет разделять смеси веществ по размерам их молекул и гибко управлять процессом адсорбции. Изменение условий приготовления цеолитов позволяет регулировать их поглотительную способность и селективность и использовать в качестве ионообменных смол.
Иониты, так же как и адсорбенты, для эффективного процесса обмена должны обладать максимальной поверхностью контакта с раствором. Различают природные и искусственные иониты.
Природные иониты (глины, апатиты, угли, целлюлоза и т.д.) нестойки в щелочах и кислотах, что существенно ограничивает их применение.
Искусственные иониты (плавленые цеолиты, гидроксиды железа и алюминия, а в особенности синтетические смолы) позволили значительно расширить область применения ионного обмена. Синтетические смолы, используемые для изготовления ионитов, чаще всего представляют собой решетку (матрицу), в которой находятся функциональные активные группы (ионы), определяющие свойства ионитов.
По знакам зарядов, принадлежащих активным группам, различают: катиониты (марка - К) и аниониты (марка - А).
Смолы, содержащие несколько функциональных активных групп различной природы, называют полифункциональными {полиамфолитами).
Сухая ионообменная смола становится ионитом только после набухания ее в воде, когда после диссоциации ионогенных групп появляются подвижные ионы.
Процессы адсорбции проводятся в основном следующими способами: с неподвижным слоем адсорбента; с движущимся слоем адсорбента; с псевдоожиженным слоем адсорбента.
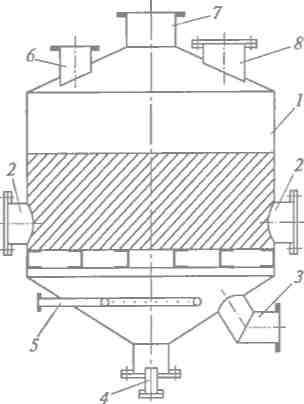
Рис. 1. Схема адсорбера периодического действия с неподвижным слоем поглотителя:
1 - ёмкость, 2 - люк, 3. 4. 5 - патрубки,
6, 7, 8 -штуцеры.
Аппараты с неподвижным слоем адсорбента чаще всего представляют собой вертикально установленную цилиндрическую емкость 1, заполненную адсорбентом, подаваемым через штуцер 8 и выгружаемым после окончания срока службы через люки 2 (рис. 1). Такие аппараты работают периодически, причем полный цикл их работы сводится обычно к четырем стадиям.
-
Собственно адсорбция - насыщение поглотителя адсорбируемым компонентом. Исходная смесь подается через штуцер 7 и отводится через патрубок 3.
-
Десорбция - выделение поглощенного компонента из адсорбента, осуществляемое путем подачи через патрубок 5 регенерирующего пара. Отвод паров при десорбции и конденсата осуществляется через штуцер 6 и патрубок 4.
-
Сушка адсорбента - удаление остатка конденсата (образовавшегося на стадии десорбции за счет воздействия регенерирующего пара) из адсорбента горячим воздухом, подаваемым через штуцер 7.
-
Охлаждение адсорбента - поскольку активность адсорбента повышается с уменьшением его температуры, после сушки он обрабатывается холодным воздухом, который также подается через штуцер 7.
Включение в технологическую схему нескольких адсорберов с неподвижным слоем адсорбента позволяет создавать условия его непрерывной работы. При этом в одном аппарате осуществляется стадия адсорбции, а в другом (других) - стадии десорбции и регенерации адсорбента.
К недостаткам таких аппаратов и схем относится сложность управления. Кроме того, необходимость частых переключений, пропарок, сушек и охлаждений адсорбента вызывает неизбежные потери материалов, непропорциональный расход водяного пара и воздуха, велика вероятность возникновения каналов в слое адсорбента
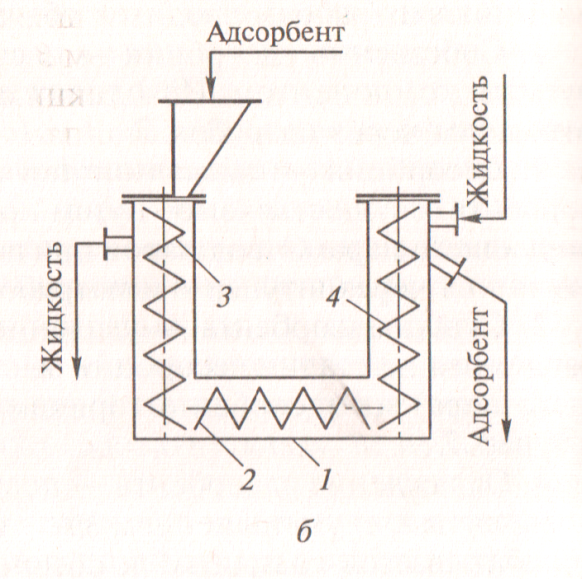
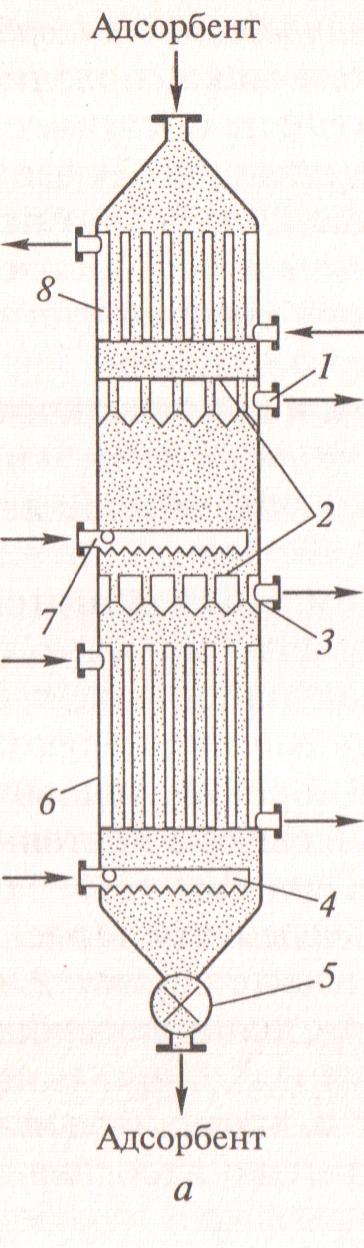
Рис. 2. Схемы адсорберов:
а - с движущимся зернистым адсорбентом: 1, 3, 4, 7 - патрубки; 2- тарелки; 5- дозатор; 6 - подогреватель; 8 - холодильник; б - с механическим транспортированием адсорбента: 1 - корпус; 2, 3, 4 - шнеки
Аппараты с движущимся слоем адсорбента делятся на аппараты в виде полых колонн, применяемые в основном для адсорбции компонентов из газовых и паровых смесей, а также аппараты с механическими транспортными приспособлениями, используемые при обработке жидкостей.
Адсорбер с движущимся зернистым слоем адсорбента (рис. 2,а) представляет собой вертикальную колонну, в которую встроены холодильник 8, подогреватель 6 и распределительные тарелки 2. Зернистый адсорбент, вводимый в аппарат, перемещается сверху вниз. Скорость движения регулируется в нижней части аппарата дозатором 5. При движении адсорбент вначале охлаждается в трубах холодильника 8, затем взаимодействует с исходной парогазовой смесью, которая поступает через патрубок 7. Непоглощённая часть парогазовой смеси отводится по патрубку 1.
Далее адсорбент нагревается в трубчатом подогревателе 6 десорбционной секции и, опускаясь, взаимодействует с вытесняющим веществом (острый водяной пар), которое вводится через патрубок 4. Регенерированный адсорбент удаляется из аппарата через дозатор 5. Продукты десорбции отводятся вместе с вытесняющим веществом через патрубок 3. Распределительные тарелки 2 препятствуют смешению парогазовых потоков адсорбционной и десорбционной секций.
В аппарате с механическим транспортированием адсорбента (рис. 2, б) в качестве транспортирующего приспособления используется перфорированный шнек 3. Адсорбент поступает в левую секцию корпуса 1 и шнеком 3 перемещается вниз. Далее шнеком 2 он подается в правую секцию, в которой шнеком 4 поднимается вверх и удаляется из аппарата. Поток жидкости, содержащей адсорбируемое вещество, перемещается через аппарат в направлении, обратном движению адсорбента.
Достоинством аппаратов с движущимся слоем адсорбента является возможность регулирования режимов их работы, подбора аппаратов оптимальной конструкции и размеров, осуществления непрерывности процесса.
Технологические схемы с использованием этих аппаратов отличаются сложным оборудованием, а также возможностью истирания адсорбента.
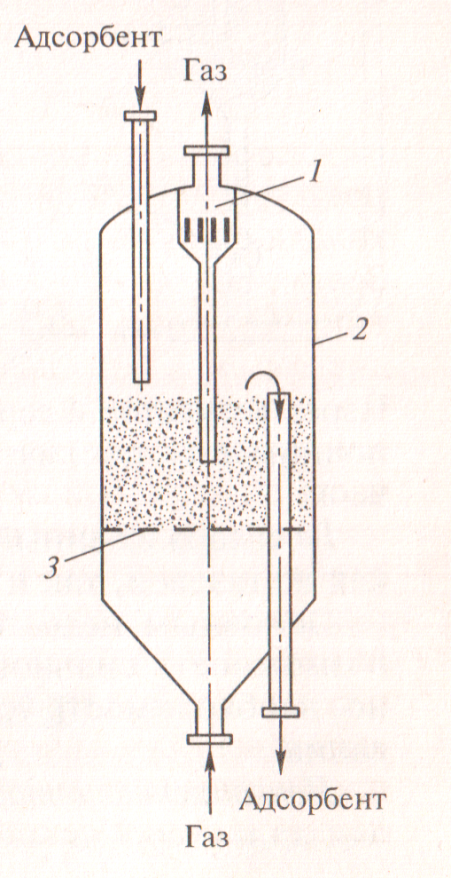
Рис. 3. Схема адсорбера с псевдоожиженным слоем адсорбента:
1 - пылеотделяющее устройство, 2 - корпус,
3 - газораспределительная решётка.
Аппараты с псевдоожиженным слоем адсорбента разделяются на одно- и многоступенчатые и обеспечивают хорошие условия для осуществления интенсивного массообмена в связи с постоянным перемешиванием частиц адсорбента в слое.
Одноступенчатый адсорбер с псевдоожиженным слоем (рис. 3) представляет собой цилиндрический вертикальный корпус 2, внутри которого смонтированы газораспределительная решетка 3 и пылеотделяющее устройство 1. Адсорбент загружается и выводится из аппарата через соответствующие трубы, находящиеся в его верхней и нижней частях. Рабочий газ вводится в адсорбер через нижний патрубок и выводится через верхний.
Необходимые принадлежности
1. Простой карандаш, линейка.
Работа в аудитории
-
-
Назначение адсорбции, применение процесса в нефтеперерабатывающей промышленности.
-
Для чего проводят десорбцию ?
-
Можно ли адсорбцию и десорбцию проводить в одном аппарате ?
-
Есть газ, который необходимо подвергнуть осушке. Начертите принципиальную схему осушки газа в адсорберах с неподвижным слоем адсорбента с учётом циклов работы адсорбера: адсорбция, десорбция, сушка и охлаждение адсорбента. Установка по осушке газа должна работать непрерывно.
-
Содержание отчёта
1. Номер и название работы;
2. Цель работы;
-
Необходимые принадлежности;
-
Выполненные задания;
-
Заключение.
Контрольные вопросы
-
-
Что называется процессом адсорбции ?
-
Чем отличается процесс адсорбция от хемосорбции ?
-
Почему процесс адсорбции относится к массообменным процессам ?
-
Как называется процесс выделения поглощённого газа из насыщенного абсорбента ?
-
В каком процессе больше температура: в абсорбции или десорбции ?
-
Почему в процессе адсорбции тепло нужно отводить ?
-
Какие требования предъявляются к адсорбенту ?
-
Какие недостатки имеют активированные угли, применяемые в качестве адсорбента ?
-
Какие типы адсорберов вы знаете ?
-
Из каких стадий складывается процесс адсорбции в промышленном аппарате ?
-
Литература
1. В. М. Лекае, А. В. Лекае. Процессы и аппараты химической промышленности, М.: Высшая школа, 1984. - 247 с.
2. Д. А. Баранов, А. М. Кутепов. Процессы и аппараты, М.: Издательский центр "Академия", 2004. - 304 с.
3. А. И. Скобло, И. А. Трегубова, Ю. К. Молоканов. Процессы и аппараты нефтеперерабатывающей и нефтехимической промышленности, М.: Химия, 1982. - 584 с.
Практическое занятие №12
Подготовка оборудования к ремонтным работам
Цель занятия: ознакомление с видами ремонтов и последовательностью операций при подготовке оборудования к ремонтным работам
Пояснения
Производственное оборудование - важная часть основных фондов предприятий. Поэтому вопросам долговечности и работоспособности оборудования уделяется постоянное внимание со стороны руководителей предприятий, а также начальников, механиков, энергетиков цехов, мастеров и рабочих.
При правильной эксплуатации оборудование ряд лет работает без аварий и простоев, не требуются дорогостоящие ремонты, обеспечивается возможность увеличения выпуска продукции и повышения производительности труда.
В процессе эксплуатации машин и аппаратов отдельные детали или их поверхностные слои могут разрушаться вследствие механического или коррозионного износа, что приводит к понижению прочности и точности оборудования, а также к уменьшению мощности (производительности). Восстановление этих важнейших показателей осуществляется в результате ремонта, который выполняют рабочие ремонтной службы.
На нефтеперерабатывающих и нефтехимических заводах эксплуатируется самое разнообразное оборудование, для обслуживания и ремонта которого привлекаются рабочие разной квалификации.
Система планово-предупредительного ремонта представляет собой совокупность организационно-технических мероприятий по надзору и уходу за оборудованием и коммуникациями по всем видам ремонта, осуществляемым в плановом порядке. Планово-предупредительный ремонт позволяет обеспечить:
предотвращение преждевременного износа оборудования и постоянное поддержание его в работоспособном состоянии;
предупреждение аварий оборудования; возможность выполнения ремонтных работ по плану, согласованному с планом производства;
своевременную подготовку необходимых для ремонта запасных частей, материалов и обслуживающего персонала, а также минимальный простой оборудования в ремонте.
Планово-предупредительный ремонт проводят в заранее установленной последовательности, через определенные промежутки времени. Содержание ремонта окончательно устанавливают в процессе его проведения в зависимости от состояния отдельных деталей и узлов.
Система планово-предупредительного ремонта оборудования включает текущий и капитальный ремонты. Этим видам ремонта предшествует межремонтное обслуживание.
Межремонтное обслуживание оборудования. В организации межремонтного обслуживания очень важен повседневный контроль за соблюдением правил технической эксплуатации оборудования, транспортных средств и коммуникаций. Межремонтное обслуживание производится механиком цеха совместно с рабочими.
Для его проведения необходимо:
обучить рабочих правилам технической эксплуатации и обеспечить их инструкциями по уходу за оборудованием, а также необходимым набором инструментов, смазочными и обтирочными материалами;
установить правильный, исчерпывающий учет работы оборудования и остановок его на ремонт с внесением всех установленных показателей в паспортную документацию.
В межремонтное обслуживание оборудования входят: смазка, обтирка, чистка, регулярный наружный осмотр оборудования, выявление наружных дефектов, проверка работы предохранительных устройств, трущихся частей и состояния масляных и охлаждающих систем, наличия и исправности готовить техническую документацию. Проекты модернизации основного оборудования утверждает главный инженер предприятия.
С целью сокращения сроков капитального ремонта применяют метод узлового ремонта, при котором заблаговременно подготавливают сменные узлы для замены узлов, наиболее трудоемких в ремонте.
Подготовка оборудования к ремонту. До начала ремонтных работ оборудование должно быть очищено от грязи и шлама, промыто и отключено от коммуникаций. Перед ремонтом технологическое оборудование промывают нейтральными средствами, пропаривают, продувают через него воздух или отключают от систем специальными заглушками. Указанные работы проводят силами цеха-заказчика.
При сдаче трубопроводов в ремонт составляют акт. Руководитель ремонтных работ принимает от начальника смены цеха подготовленное к ремонту оборудование. Если работы выполняют вне цеха, оборудование в ремонт обязан сдать механик цеха.
Особое внимание необходимо уделять вопросам безопасного ведения ремонтных работ (обеспечения рабочих мест проверенным грузоподъемным и такелажным оборудованием, низковольтными или взрывобезопасными переносными лампами, неискрящим инструментом, изолирующими шланговыми противогазами, переносными вентиляторами, средствами пожаротушения), а также инструктажу рабочих по технике безопасности.
Если оборудование направляют на ремонт после аварии, предъявляют аварийный акт.
Отремонтированное оборудование принимают по акту.
Содержание выполняемых подготовительных работ фиксируют в ремонтном журнале, где отмечают все выявленные дефекты оборудования с указанием их характера. Заполненные ремонтные журналы, акты приемки оборудования из ремонта, документы на вновь установленные детали и материалы, из которых они изготовлены, а также описание и документацию на конструктивные изменения оборудования, протоколы и журналы испытаний и технологической проверки оборудования прилагают к паспортам оборудования или к акту приемки оборудования из ремонта.
Технические условия на ремонт оборудования. Технические условия на ремонт оборудования составляют на предприятии, а на оборудование общеотраслевого назначения - в централизованном порядке по усмотрению отраслевого главного управления или объединения.
В технических условиях должны быть приведены основные требования, предъявляемые к ремонту. Кроме того, технические условия должны содержать следующие сведения:
перечень основных ремонтных работ, включая разборку и сборку оборудования;
технологические указания по проведению ремонта, а также испытанию оборудования и ревизиям;
правила приемки оборудования из ремонта;
перечень запасных частей, подлежащих установке взамен изношенных, и допуски на точность сборки сопряженных трущихся поверхностей в основных узлах механизмов и машин;
перечень защитных покрытий, мероприятий по борьбе с коррозией оборудования и аппаратов;
указания по безопасному проведению ремонтных работ;
способы проверки качества исполнения ремонта.
При опробовании оборудования, для которого по условиям эксплуатации требуется проверка производительности, давления, герметичности и других показателей, в технических условиях указывают методы проведения этих проверок и способы регулировки и наладки оборудования.
Освидетельствование и испытание оборудования инспектор Госгортехнадзора производит, как правило, в период остановки его на ремонт.
Технические условия на ремонт оборудования периодически необходимо пересматривать с учетом выявленных недостатков или изменений режима работы оборудования и характера ремонта.
Все изменения в технических условиях на ремонт оборудования производятся службой главного механика предприятия
Необходимые принадлежности
-
Простой карандаш, линейка.
Работа в аудитории
-
-
-
Для чего проводятся ремонт технологического оборудования и какие виды ремонтов вы знаете ?
-
Что включает в себя система планово-предупредительного ремонта ?
-
Какие виды работ входят в межремонтное обслуживание технологического оборудования ?
-
Текущий ремонт и основные операции во время текущего ремонта.
-
-
5. Капитальный ремонт и основные виды операций во время капитального ремонта.
6. Как идёт подготовка оборудования к ремонтным работам ?
7. Что содержат технические условия на ремонт оборудования ?
-
-
В каких документах отражают подготовку оборудования к ремонту ?
-
Содержание отчёта
1. Номер и название работы;
2. Цель работы;
3. Необходимые принадлежности;
4. Выполненные задания;
5. Заключение.
Контрольные вопросы
1. Назначение системы планово-предупредительного ремонта.
2. Основные виды операций во время проведения текущего и капитального ремонтов.
3. Зачем проводят испытание оборудования после проведения ремонтных работ ?
4. Где составляют технические условия на ремонт оборудования ?
Литература
1. Г. С. Смурыгин. Ремонт аппаратурного оборудования нефтеперерабатывающих и нефтехимических производств, М.: Химия, 1988. - 80 с.
Практическое занятие №13
Ремонт теплообменных аппаратов
Цель занятия: ознакомление с основными работами при ремонте теплообменной аппаратуры.
Пояснения
Значительную часть аппаратуры технологических установок составляет теплообменно-конденсационная. Применяют теплообменники: кожухотрубчатые, пластинчатые, спиральные теплообменники, теплообменники типа труба в трубе, аппараты воздушного охлаждения и др.
Наибольшее распространение получили кожухотрубчатые теплообменники (рис. 1), основным элементом которых являются трубки, соединенные с трубными решетками развальцовкой, сваркой или пайкой.
Ремонт кожухотрубчатых теплообменников. Во время работы на теплообменниках возникают следующие дефекты:
засорение трубной и межтрубной частей аппарата илом и продуктами производства;
нарушение герметичности фланцевых соединений;
коррозия трубок и корпуса аппарата.
В процессе ремонта теплообменников возникает необходимость в чистке. Способы чистки трубок выбирают в зависимости от состава отложений и его количества.
В настоящее время применяют химические, гидромеханические, гидропневматические, ультразвуковые, механические, гидравлические и пескоструйные способы чистки.
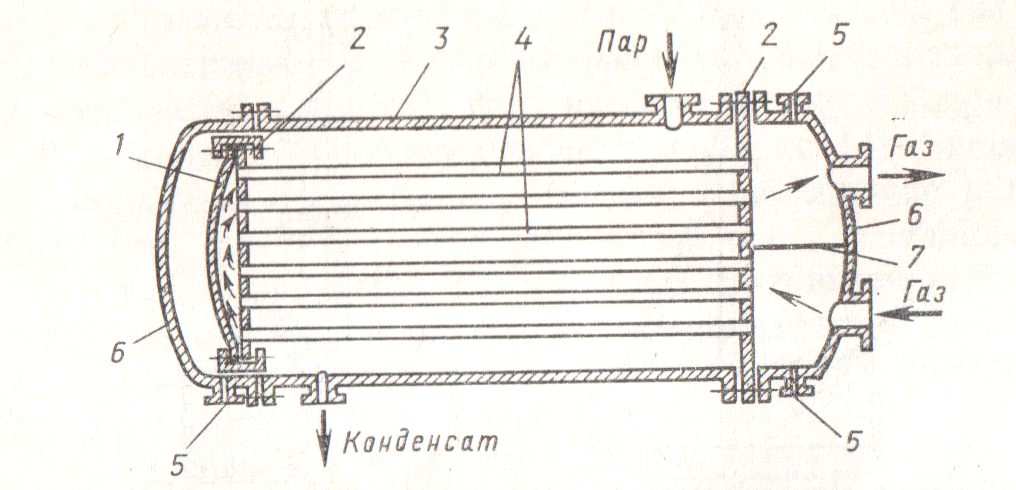
Рис. 1. Кожухотрубчатый теплообменник с плавающей головкой:
1 - крышка плавающей головки, 2 - трубные решётки, 3 - корпус, 4 - трубки, 5 - штуцера, 6 - крышка, 7 - перегородка.
Химический способ чистки наименее трудоемок и может быть проведен в короткие сроки, так как не требуется разработки аппаратуры.
Гидропневматический способ чистки заключается в пропускании через теплообменник воды и сжатого воздуха. Воздух, попадая в воду, расширяется, при этом скорость движения воды возрастает. Пузырьки газа и струи воды ударяются о стенки трубок, вследствие чего отложения разрушаются. Загрязнения, продукты коррозии и другие неплотные отложения выносятся из теплообменника водой в канализацию.
При очистке механическим способом твёрдые отложения удаляют скребками или сверлом, закреплённым на конце вала (рис. 2). Вал приводят во вращение с помощью пневмомотора или электродвигателя через редуктор. Одновременно с механической чисткой трубок через полый вал подают пар или воду, которые уносят отложения.
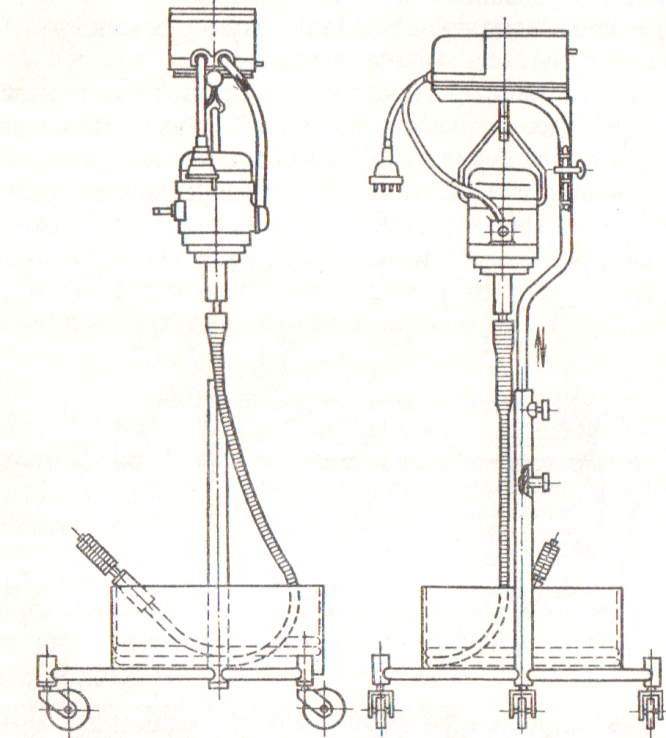
Рис. 2. Устройство для чистки трубок различных аппаратов.
Для чистки мягких отложений применяют пистолет (рис. 3), используемый также для опрессовки отдельных трубок. Воздушно-водяная смесь поступает в трубки под давлением, разрушает отложения и тем самым очищает стенки.
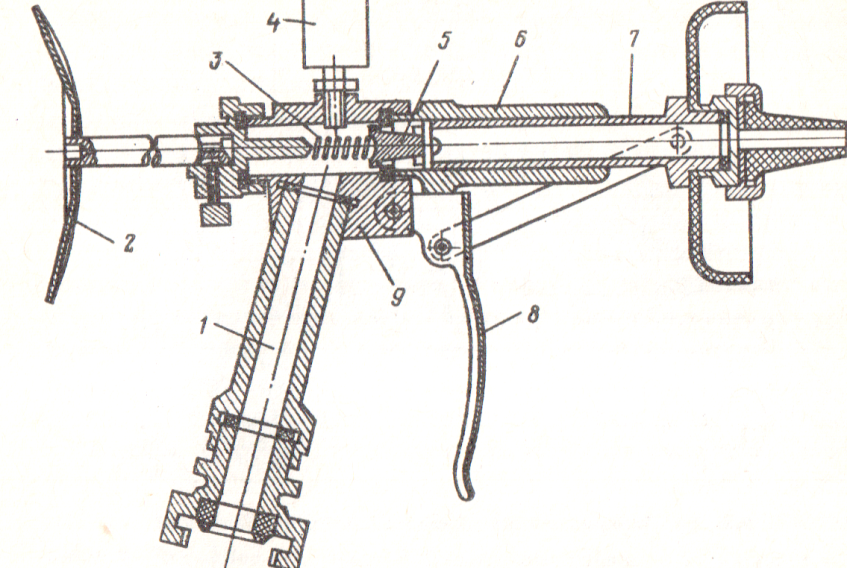
Рис. 3. Пистолет для чистки мягких отложений и опрессовки труб:
1 - штуцер для подачи воды и воздуха; 2 - упор; 3 - пружина; 4 - манометр; 5 - клапан; б - направляющий цилиндр; 7 - плунжер; 8 - рукоятка включения; 9 - корпус.
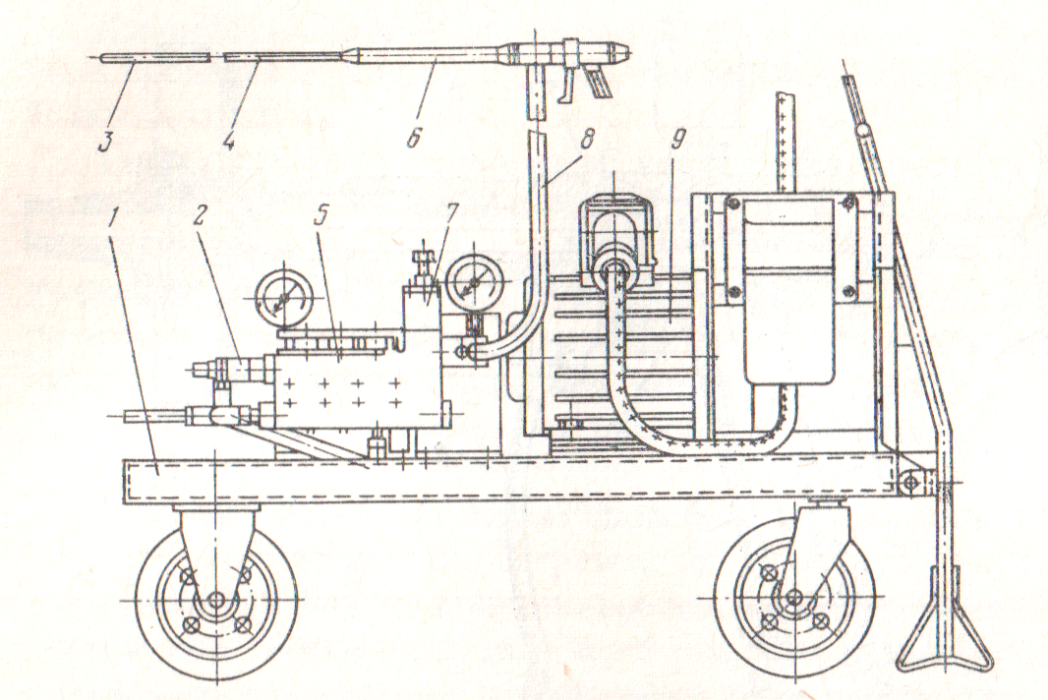
Рис. 4. Передвижная установка высокого давления:
1 - тележка; 2 - предохранительный клапан; 3 - сопло; 4 - удлинитель для чистки внутренних поверхностей трубок; 5 - насос высокого давления; 6 - водоструйный пистолет; 7 - автоматический регулятор давления; 8 - шланг высокого давления; 9 - электродвигатель.
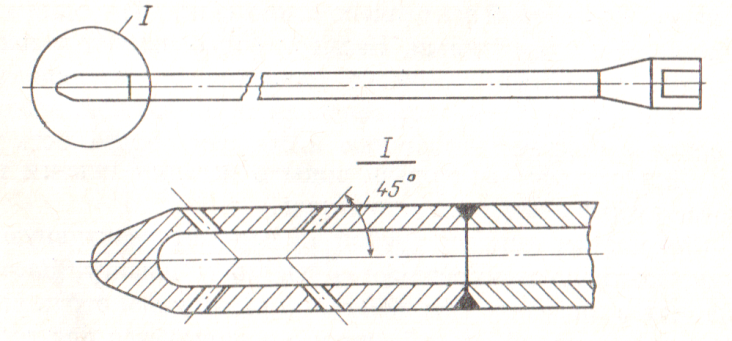
Рис. 5. Сопло для гидромеханической очистки труб.
Гидромеханическую чистку производят водой под высоким давлением - от 15 до 70 МПа в зависимости от характера отложений (рис. 4). Воду насосом подают в полую штангу, на конец которой закреплено сопло (рис. 5) с одним или несколькими отверстиями. Насадку подсоединяют к насосу гибкими шлангами высокого давления с металлической оплеткой. Струя воды, направленная на отложения, выходит из сопла с большой скоростью и очищает поверхность трубок. Для отключения подачи воды в насадку шланги подключают через пистолет и удлинитель.
Для чистки кривых трубок применяют реактивную насадку, которую прикрепляют к гибкому шлангу. Насадку приводят в движение под действием выходящей струи воды. Гидромеханический способ широко используется для чистки трубок от кокса, ила и полимерных отложений.
Наиболее часто ремонт теплообменной аппаратуры заключается в частичной или полной замене дефектных трубок, а также связан с нарушением герметичности фланцевых соединений. Дефекты в трубках и неплотности в их вальцовочном соединении устраняют опрессовкой пучка трубок в корпусе со снятыми крышками.
В теплообменниках с подвижной трубной решеткой для опрессовки пучка используют закрепленное на месте колпака и плавающей головки специальное приспособление, которое соединяет фланец корпуса и решетку пучка, что позволяет залить межтрубное пространство водой и проверить целостность и плотность всех трубок сразу.
Если число дефектных трубок после испытания не превышает 15 % от общего числа, их заглушают коническими металлическими пробками, если же число дефектных трубок более 15 %, их заменяют полностью. При замене концы трубок вырезают сверлильной машиной РС-32 и резцом с поперечной подачей или сверлом, наружный диаметр которого равен наружному диаметру трубки, но несколько меньше диаметра отверстия в решетке (рис. 6). Из решеток обрезанные концы трубок удаляют путем сминания вручную или легким пневматическим молотком. Обрезанные трубки выталкивают из пучка через одну из трубных решеток. На некоторых заводах дефектные трубки, предварительно выбитые на 40-50 мм, удаляют с помощью устройства, изображенного на рис. 7.
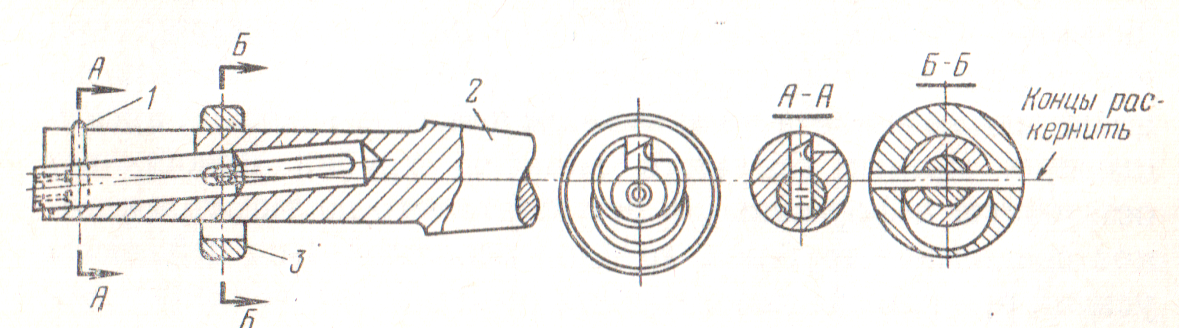
Рис. 6. Приспособление для вырезки трубок из трубного пучка теплообменника:
1 - резец, 2 - конус Морзе, 3 - опорная шайба.
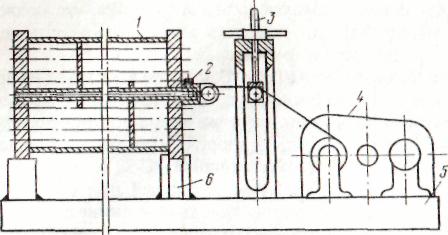
Рис. 7.Лебёдка для удаления старых трубок из теплообменника:
1 - теплообменник, 2 - труба, 3 - регулировочный винт, 4 - электролебёдка, 5 - рама, 6 - опора.
Большое внимание при ремонте теплообменных аппаратов следует уделять состоянию трубных решеток. Основными дефектами трубных решеток являются: коррозионное разрушение поверхности вследствие контакта с рабочей средой, наличие забоин на поверхности уплотнений, износ отверстий под трубки.
Стенки отверстий под трубки не должны иметь продольных рисок, забоин, пор и раковин. Допускаются поперечные кольцевые или спиральные риски глубиной не более 1,5 мм, не доходящие до края отверстия.
Отверстия зачищают щётками с пневмоприводом. Класс чистоты обработки отверстия должен быть не менее 4-го. Необходимо, чтобы эллиптичность отверстия была не более половины допуска на диаметр отверстия. Зазор между
отверстиями в трубной решетке и трубками при минимальном диаметре должен составлять 0,01 наружного диаметра, при максимальном - 0,02.
Концы трубок перед установкой в решетке зачищают до металлического блеска металлическими щетками с электро- или пневмоприводом.
Длина трубок должна быть на 6-10 мм больше расстояния между наружными поверхностями трубных решеток, чтобы обеспечить вывод концов трубок на 3-5 мм. При ремонте теплообменников развальцовка трубок - наиболее ответственная операция. В зависимости от диаметра трубок вальцовки выпускают нескольких типов. Корпус вальцовки изготовляют из стали 40Х. Глубина развальцовки составляет 1,2-1,5 наружного диаметра трубок. Качество проведенной развальцовки оценивают по результатам замера внутреннего диаметра трубки. Необходимая плотность достигается при увеличении внутреннего диаметра трубки на 1,5 %. Развальцовка заключается в том, что под действием усилий, превышающих предел текучести металла, трубка приобретает остаточную деформацию, в результате чего достигается плотное соединение трубок с трубной решеткой. Под действием усилий при развальцовке трубная решетка, так же как и трубки, несколько расширяется, приобретая остаточную деформацию.
Ремонт обечайки теплообменника заключается в вырезке дефектных участков и постановке заплат.
После ремонта трубные пучки и корпус испытывают на прочность и плотность согласно правилам Госгортехнадзора.
Необходимые принадлежности
-
Простой карандаш, линейка.
Работа в аудитории
-
-
Какие дефекты возникают в теплообменниках ?
-
Способы чистки трубок теплообменника.
-
Как проводят гидромеханическую чистку трубок теплообменника ?
-
Дефекты трубных решёток.
-
Содержание отчёта
1. Номер и название работы;
-
Цель работы;
-
Необходимые принадлежности;
-
Выполненные задания;
-
Заключение.
Контрольные вопросы
-
-
Почему возникает необходимость проведения ремонтных работ теплообменной аппаратуры ?
-
От чего зависит выбор способа чистки труб теплообменника ?
-
Способы чистки трубок теплообменника.
-
Преимущества химического способа чистки трубок теплообменника.
-
Литература
-
Г. С. Смурыгин. Ремонт аппаратурного оборудования нефтеперерабатывающих и нефтехимических производств, М.: Химия, 1988. - 80 с.
Практическое занятие №14
Ремонт колонных аппаратов
Цель занятия: ознакомление с основными работами при ремонте колонных аппаратов.
Пояснения
Под колонным аппаратом понимают вертикально расположенный аппарат, высота которого значительно больше его поперечного сечения. К колонным аппаратам относят ректификационные колонны, абсорберы, адсорберы, десорберы, дистилляторы, скрубберы, экстракторы и т. д.
Колонные аппараты устанавливают, как правило, на открытой площадке на разных отметках от земли (на фундаментах, железобетонных постаментах, металлических этажерках).
Корпус колонного аппарата, имеющий форму цилиндра, изготавливают сварным из углеродистых и легированных сталей. Внутренне устройство колонных аппаратов может быть простым и сложным. К внутренним устройствам, например, ректификационных колонн относятся колосники, барботажные тарелки различных конструкций, отбойники, улиты, маточники и т. д.
Ректификационные и абсорбционные колонны применяют соответственно для процессов ректификации и абсорбции. Для хорошего контакта между жидкостью и газом (паром) применяют барботажные устройства, а также насадки. В зависимости от этого различают барботажные (тарельчатые) и насад очные колонны.
По конструкции тарельчатые колонны весьма разнообразны. Наиболее распространены колпачковые, ситчатые и клапанные тарелки (рис. 1). Используют также тарелки, образованные из 8-образных штампованных элементов (см. рис. 1, б). Их основное преимущество - простота конструкции и большая жесткость штампованных элементов.
Колпачковые тарелки (см. рис. 1, а) наиболее сложны и металлоемки по сравнению с тарелками других типов. Колпачки бывают круглые (рис. 2, а) и продолговатые, или туннельные (рис. 2, б).
Ситчатые тарелки представляют собой лист с пробитыми в нем круглыми или щелевыми отверстиями шириной 3- 10 мм. Разновидностью сетчатых тарелок являются провальные решетчатые, в которых отсутствуют переливные патрубки и жидкость стекает в отверстия в решетке навстречу пару.
Ситчатые и решетчатые тарелки эффективны и просты по конструкции. Недостаток их состоит в необходимости точного регулирования заданного режима и чувствительность к осадкам и отложениям, которые забивают отверстия.
При ремонте насадочных колонн основное внимание необходимо уделять чистке внутренних устройств аппарата и замене насадок. С помощью лебедки, бадьи и крана-укосины на верх колонны (или к любому люку) подают новые насадочные кольца, а старые или закоксовавшиеся опускают вниз. Для загрузки и выгрузки насадки используют бадьи с открывающимися днищами и сменные переносные лотки, что снижает трудоемкость работ. Для выгрузки насадочных колец можно применять также стационарные лотки, устанавливаемые как снаружи, так и внутри обслуживающих площадок. Для уменьшения скорости падающих колец в конце лотка используют бункер с затвором-шибером.
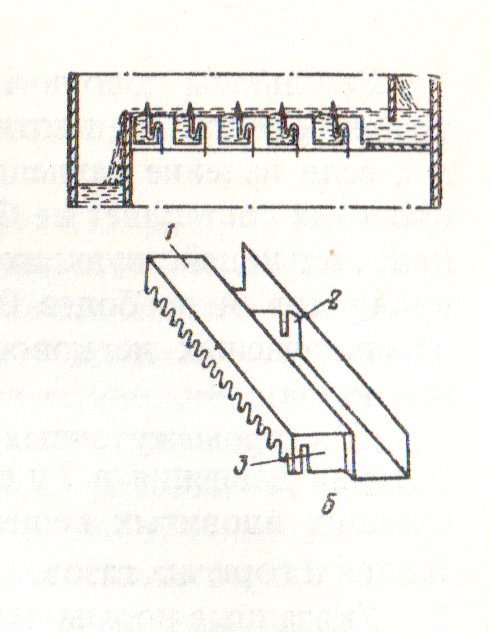
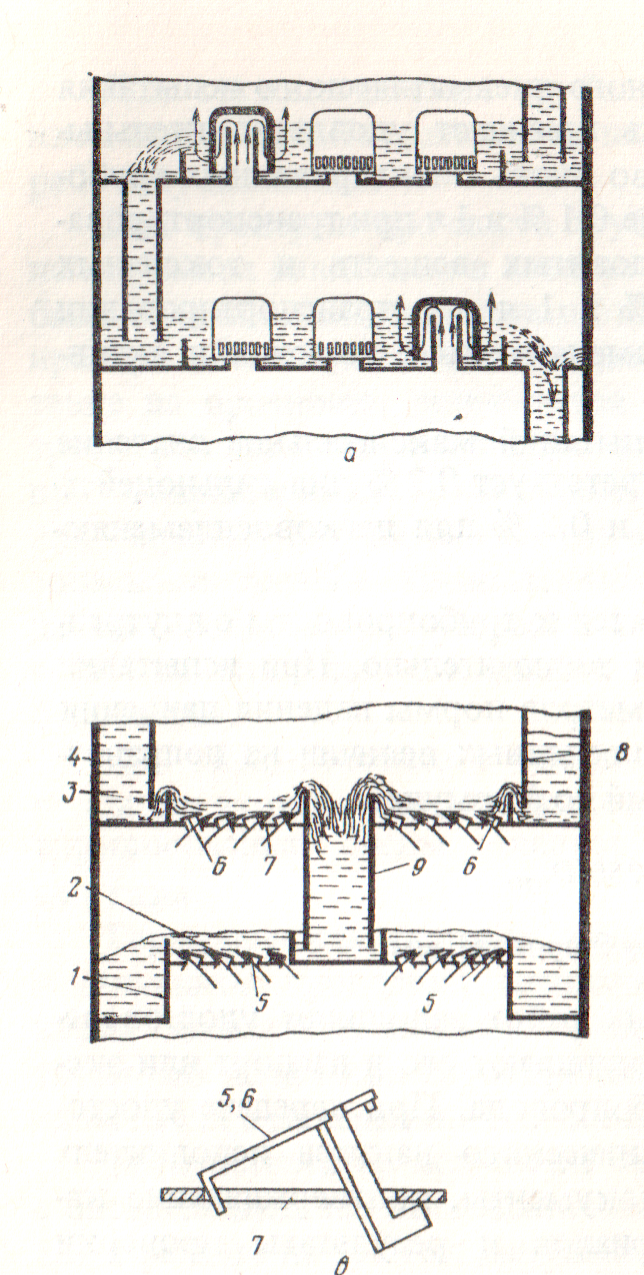
Рис. 1. Ректификационные тарелки:
а - колпачковые, б - из S-образных штампованных элементов:
1 - пластина, 2 - ребро жёсткости, 3 - паровая заглушка, в - клапанные: 1 - сливная перегородка, 2 - клапан, 3 - затворная планка, 4 - корпус колонны, 5, 6 - тарелки, 7 - полотно клапанной тарелки, 8 - боковой карман, 9 - центральный карман.
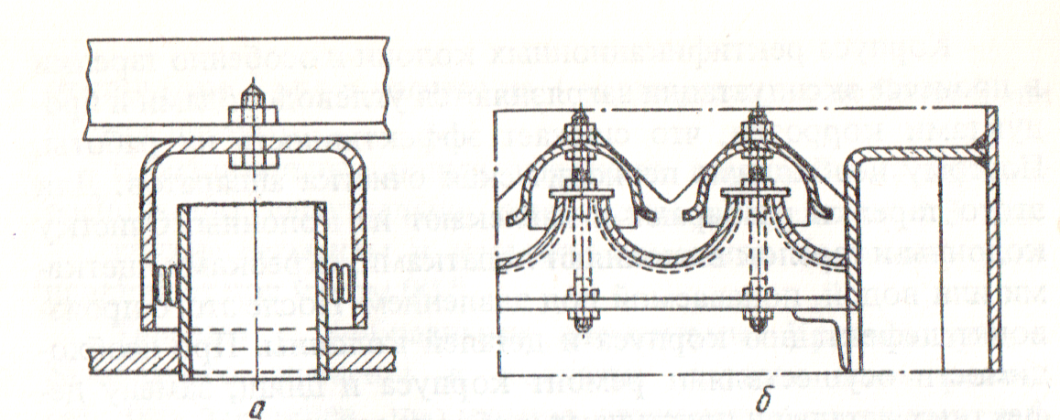
Рис. 2. Колпачки:
а - круглые,
б - продолговатые или туннельные.
Основными элементами клапанных тарелок (см. рис. 1, в) являются подъемные клапаны, закрывающие отверстия в тарелке. Благодаря широкому диапазону применения, устойчивой работе, малой массе и простоте конструкции клапанные тарелки перспективнее насадочных.
В качестве насадок чаще всего применяют кольца Рашига (диаметром от 10 до 15 мм), изготовленные из керамики. Кроме того, используют насадки Палля и седловидные насадки.
Для механизации ремонта царговых колонн, выполненных из ряда разъемных фланцевых соединений, применяют ручные рычажные лебедки, тали и монорельсы.
Для безопасного и эффективного технического осмотра и ремонта высоких пустотелых колонных аппаратов пользуются специальной подвесной платформой, элементы которой вводят через люк и собирают внутри аппарата. Платформа поднимается с помощью троса, что позволяет производить осмотр и чистку внутренней поверхности аппарата, осмотр сварных швов, ремонт внутренней поверхности.
Корпуса ректификационных колонн и особенно тарелки в процессе эксплуатации загрязняются углеводородами и продуктами коррозии, что снижает эффективность их работы. Поэтому необходима периодическая очистка аппаратов. Для этого тарелки разбирают и извлекают из колонны. Очистку колонны и тарелок выполняют лопатками, скребками, щетками или водой, подаваемой под давлением. После этого производят дефектацию корпуса и деталей колонны. При необходимости осуществляют ремонт корпуса и днищ, замену дефектных деталей и приступают к сборке тарелок.
Порядок монтажа тарелок - снизу вверх; такой порядок обеспечивает большой простор работающим внутри колонны рабочим, позволяет сократить число временных подмостей и производить проверку тарелок на барботаж при последовательном креплении люков также снизу вверх.
При сборке тарелок необходимо соблюдать определенные требования. Так, тарелки следует располагать горизонтально на определенном расстоянии друг от друга, зависящем от диаметра колонн:
Диаметр колонн, м ≤2 2-3 3-6 >6
Расстояние между тарелками, 2 3 4 5
мм
Кроме того, должны быть выдержаны допуски на отдельные детали в зависимости от типа тарелок.
Туннельные тарелки. Глухие сегменты, сегментные карманы, а также карманы гидравлических затворов располагают взаимно перпендикулярно;
отклонение по высоте зуба (при проверке на плите) - не более 3 мм;
зазор между отдельными зубцами и плитой при прогибе колпачка или вследствие неточного изготовления - не более 5 мм;
отклонение от перпендикулярности донышка, приваренного к колпачку, - не более 2 мм;
зазор между кромками желоба или полужелоба (при проверке на плите) - не более 3 мм в расчете на 1 м длины и не более 5 мм на всю длину;
местная кривизна полок штампованных угольников (при проверке на плите) - не более 4 мм;
отклонение по высоте широкой полки угольников - в пределах ± 3 мм;
отклонение от перпендикулярности при приварке шпильки к полке угольника - не более 1 мм на всю длину шпильки;
вертикальные полки параллельны образующей корпуса аппарата, отклонение не более 3 мм на всю длину полки;
горизонтальные полки глухих сегментов и сегментных карманов размещают перпендикулярно к оси аппарата, отклонение 1 мм в расчете на 1 м диаметра, но не более 3 мм на весь диаметр;
горизонтальные полки сегментов двухсменных тарелок располагают параллельно, отклонение в пределах ± 3 мм;
глухие сегменты и карманы сегментов (в плане) уста-'навливают под углом 90 °.
Тарелки с S-образными элементами. Кромки зубцов 8-образного элемента и колпачка должны быть ровными, без заусенцев, продольное отклонение по высоте зубца ± 1 мм;
прогиб S-образного элемента, колпачка и желоба - не более 3 мм на всю длину;
концы вертикальных полок S-образного элемента должны находиться в прорезях паровых заглушек соседних элементов.
Тарелки решетчатые. Прогиб установленных секций не более 2 мм в расчете на 1 м секции и не более 3 мм на всю длину секции, допускаются отдельные выпучины в пределах 6 мм;
предельные отклонения расстояния между щелями, а также длина и ширина щелей принимаются по 8 классу точности;
смежные тарелки должны быть расположены в горизонтальных плоскостях относительно друг друга под углом 90 °.
Ситчатые тарелки. Прогиб секций не более 2 мм в расчете на 1 м диаметра и не более 5 мм на весь диаметр тарелки, допускаются местные выпучины в приварных секциях высотой до 8 мм на площади до 15 %;
неперпендикулярность сторон сегментов и карманов - не более 2 мм по наибольшей стороне.
Тарелки с круглыми колпачками. Местные выпучины и кривизна полотен тарелок - не более 4 мм по всему сечению тарелки, а для тарелок с цельным полотном - не более 5 мм;
отклонение шага соседних отверстий паровых патрубков - не более ± 2 мм;
отверстия под паровые патрубки не должны находиться на опорных поверхностях;
верхние торцы паровых патрубков тарелок в сборе должны находиться в одной горизонтальной плоскости, отклонение допускается в пределах ± 3 мм.
Подготовка колонных аппаратов к ремонту. Колонные аппараты ремонтируют при планово-предупредительных ремонтах технологической установки. Порядок подготовки аппарата к ремонту и проведения ремонтных работ зависит от особенностей установки.
В большинстве случаев колонные аппараты готовят к ремонту следующим образом. Доводят давление в колонне до атмосферного, из аппарата удаляют рабочую среду, после чего его пропаривают водяным паром, который вытесняет оставшиеся в колонне пары и газы. После пропарки колонну промывают водой. В некоторых
случаях пропарку и промывку чередуют несколько раз. Время операций оговаривается в производственной инструкции (технологическом регламенте) каждой технологической установки или технологического блока.
Промывка колонн водой способствует также более быстрому их остыванию. Нельзя приступать к ремонтным работам, если температура промывной воды превышает 50°С.
Пропаренную и промытую колонну отсоединяют от всех аппаратов и коммуникаций глухими заглушками, устанавливаемыми во фланцевых соединениях штуцеров. Установку каждой заглушки и последующее ее снятие регистрируют в специальном журнале.
Ремонт корпуса колонны заключается в устранении трещин, вмятин, свищей или коррозонно-эрозионного износа.
В зависимости от вида повреждений выбирают тот или иной способ ремонта.
Технология ремонта. Ремонт аппарата начинают с его вскрытия, которое необходимо производить, строго соблюдая следующие правила. Вначале открывают верхний люк, причем перед этим в аппарат в течение некоторого времени подают водяной пар, чтобы избежать возможного подсоса воздуха, в результате которого может образоваться взрывоопасная смесь. Далее последовательно (сверху вниз) открывают остальные люки. Категорически запрещается одновременно открывать верхний и нижний люки. Нельзя также открывать сначала нижний, а затем верхний люк, так как вследствие разности температур происходит сильный приток воздуха в колонну, что может привести к образованию взрывоопасной меси.
С целью сокращения продолжительности ремонтных работ ещё при промывке колонны водой отворачивают часть болтов на тех люках, которые будут вскрываться, не нарушая при этом герметичности.
После открывания люков колонна некоторое время проветривается в результате естественной конвекции воздуха. Возможность ремонтных работ в колонне устанавливают исходя из результатов лабораторного анализа пробы воздуха, взятого из нее. Доступ людей в колонну возможен, если концентрация углеводородов в пробе не превышает 300 мг/м3, а содержание сероводорода-10м/м3. Предельно допустимые концентрации других веществ указываются в технологической карте (технологическом регламенте) каждой установки, блока или отделения.
При работе внутри колонны необходимо тщательно соблюди правила техники безопасности. Рабочий должен надевать предохранительный пояс с веревкой, конец которой выводится наружу и надежно закрепляется; за работой находящегося внутри колонны рабочего постоянно наблюдает специально выделенный для этой цели рабочий. Продолжительность непрерывной работы в колонне должна быть не более 15 мин. После этого необходим такой же| по продолжительности отдых вне колонны (обычно рабочий и наблюдатель меняются местами).
При первых же признаках появления внутри ремонтируемого аппарата взрывоопасных, горючих или токсичных жидкостей, и газов всякую работу следует немедленно прекратить.
К подготовке колонны предъявляют особенно высокие требования в том случае, если в ней должны производиться огневые (сварочные) работы. Участок колонны, на котором производится сварка, отделяется металлическими или пропитанными водой деревянными настилами, накрытыми кошмой.
Для освещения внутри колонны применяют лампы напряжением не более 12 В. Переносное освещение должно быть взрывобезопасным.
Корпус колонны, а также ее внутренние устройства подвергают тщательному осмотру. При необходимости осмотра всей поверхности корпуса разбирают внутренние устройства или их часть. Например, в ректификационных колоннах для доступа к тарелкам, на уровне которых люки отсутствуют, разбирают проходы и на тарелках, лежащих выше.
Выявление дефектов корпуса, требующее высокой квалификации, включает визуальный осмотр для определения общею состояния корпуса и участков, подверженных наибольшему износу; измерение остаточной толщины корпуса с помощью ультразвуковых дефектоскопов, путем микрометрирования и контрольного просверливания отверстий; проверку на плотность сварных швов и разъёмных соединений и т. д.
По характеру обнаруженного дефекта устанавливают содержание и способ ремонта корпуса. Неплотные сварные швы вырубают, зачищают и заваривают соответствующим электродом. Изношенные штуцера и люки вырезают и заменяют новыми.
Заварка трещин. Осмотрев трещину (с применением лупы), устанавливают ее размеры. Поверхность колонны в зоне трещины тщательно зачищают с внутренней и наружной сторон. На концах трещины просверливают отверстия для предотвращения ее распространения в длину. После засверлов-ки трещину разделывают под сварку с помощью пневмомо-лотка и зубила или специального газового резака. Несквозные трещины разделывают односторонней вырубкой кромок на максимальную глубину под углом 50-60°. Сквозные трещины или несквозные глубиной более 0,4 толщины стенки разделывают на всю толщину. При толщине стенки колонны до 15 мм сварка ведется У-образным швом, при большей толщине стенки - Х-образным швом.
Установка заплат. Сквозные трещины при значительном расхождении кромок, а также участки значительного износа, образовавшиеся в результате коррозии и эрозии, вырезают и на их место устанавливают заплаты. Необходимо, чтобы размер заплаты был больше размера поврежденного участка на 100-160 мм. Металл, из которого вырезают заплату, подбирают той же марки и толщины, что и стенка аппарата. При вальцовке заплаты радиус ее должен быть на 10 % меньше необходимого, так как при сварке она распрямляется. Радиус вальцевания проверяют с помощью шаблона.
У прямоугольной заплаты углы закругляют (радиус закругления не менее 50 мм). Заплаты сваривают только встык. Для снижения напряжений, возникающих при сварке заплату устанавливают и заваривают по схеме, изображен ной на рис. 3.
При толщине заплат менее 20 мм их можно изготовлять выпуклыми.
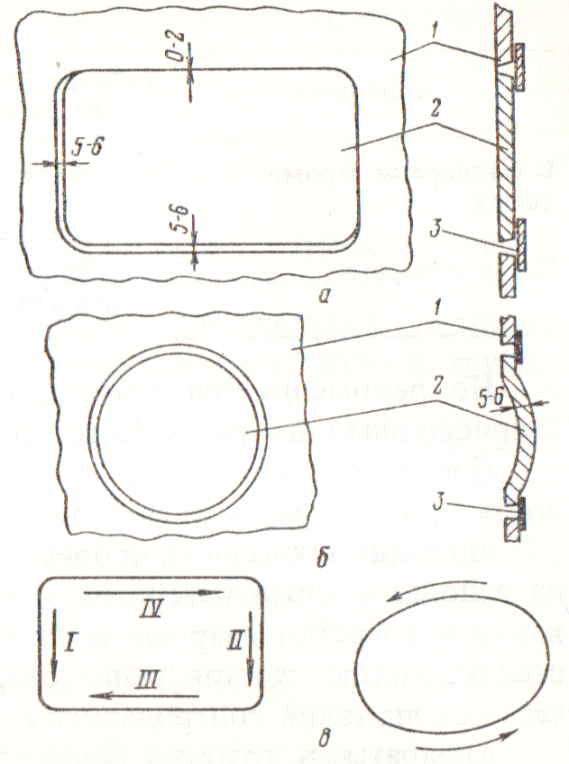
Рис. 3. Схема наложения заплат:
а -несимметричная установка, б - изгиб заплаты, 1 - основной металл, 2 - заплата, 3 - сборочная планка, в - схема сварки ( I - IV - порядок наложения швов).
Смена обечаек. Наиболее сложная операция при ремонте - замена изношенных обечаек и днищ аппаратов. Кромки поверхности аппарата и заменяемой детали зачищают перед сваркой до чистого металла на ширину 10 мм.
Сварку необходимо выполнять плавно, переходя от одного элемента к другому. Угол скоса элементов разной толщины должен быть не более 15°. Сварка стыковых швов без предварительного утончения более толстой стенки допускается, если разница в толщине соединяемых элементов не превышает 30 % (но не более 5 мм).
При изготовлении обечаек необходимо руководствоваться требованиями ОСТ 26-291-79. Ширина листов обечайки между вертикальными швами должна быть не менее 800 мм, а ширина замыкающей вставки - не менее 400 мм.
Обечайки, диаметр которых не превышает 500 мм, изготовляют с одним продольным швом. Смещение кромок не должно превышать в вертикальных швах 10 % номинальной толщины более тонкого листа (но не более 3 мм); в кольцевых швах при толщине листов до 20 мм -10 % плюс 1 мм, а при толщине более 20 мм - 15 % (но не более 5 мм); в соединениях из биметалла - 10 % (но не более 3 мм стороны основного слоя) и не более 50 % толщины коррозионно-стойкого металла.
Совместный увод кромок (угловатость) в швах должен быть не больше 10 % толщины листа плюс 3 мм (но не более 5 мм).
При изготовлении и сборке обечаек применяют листогибочные вальцы и различные ручные стяжки и распорки.
Дефектные люки и штуцера удаляют с помощью газовой резки. Материал для изготовления нового люка, штуцера и укрепляющего кольца должен соответствовать проекту. Сначала приваривают штуцер или люк, а затем укрепляющее кольцо. В новом кольце необходимо просверлить сигнальное отверстие. Размеры кольца тщательно подгоняют, при этом желательно, чтобы диаметр его был больше диаметра старого и сварка производилась на новом месте. При ремонте укрепляющие кольца часто делают разъемными по диаметру на две половины.
Не рекомендуется врезать штуцера и люки в местах сварного шва или при их пересечении.
После ремонта аппарат необходимо проверить на прочность и плотность, имея следующую документацию:
описание технологии проведенного ремонта, сертификаты на использованные материалы и электроды, акт на просвечивание и качество сварных соединений, акт замера толщины стенок, копию удостоверения сварщика, результаты механических испытаний контрольного сварного шва.
Аппараты, в которых была осуществлена замена отдельных частей корпуса, врезка штуцеров, выправление вмятин, сварка на корпусе аппарата, подлежат гидравлическому испытанию на прочность. Гидравлическое испытание аппаратов, предназначенных для работы при температуре стенки до 200 °С, проводят при пробном давлении. Зависимости пробного давления от рабочего приведены в табл. 1.
Таблица 1
Аппараты
Рабочее давление (Р), МПа
Пробное давление (РПр),МПа
Все аппараты, кроме < 0,5 1,5 Р (≥ 0,2)
литых
>0,5 1,25Р(≥Р+0,3)
Литые аппараты Любое 1,5Р(≥0,3)
давление
Гидравлическое испытание аппаратов, предназначенных для работы при температуре стенок выше 200°С, проводят при пробном давлении по формуле:
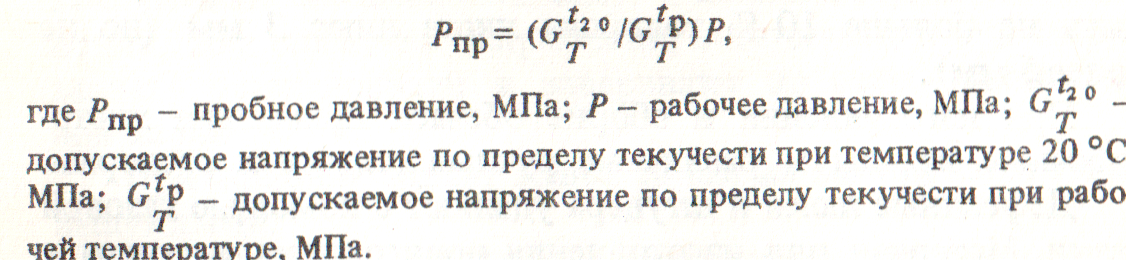
Аппараты, работающие под вакуумом, испытывают при пробном давлении 0,2 МПа. Испытания ведут в течение 5 мин. После этого давление снижают до рабочего и обстукивают корпус молотком.
При отсутствии течи и потения в сварных швах и на основном металле, а также видимых остаточных деформаций, аппарат считают выдержавшим гидравлическое испытание на прочность. Затем проводят испытание на плотность под действием инертного газа. По окончании испытаний аппарат сдают из ремонта по акту.
Необходимые принадлежности
1. Простой карандаш, линейка.
Работа в аудитории
1. Виды колонных аппаратов.
2. Внутренние устройства колонных аппаратов.
3. Подготовка колонных аппаратов к ремонту.
4. Технология ремонта колонных аппаратов.
5. Виды испытаний колонных аппаратов.
-
От чего зависит пробное давление испытания ?
Содержание отчёта
1. Номер и название работы;
2. Цель работы;
3. Необходимые принадлежности;
4. Выполненные задания;
5. Заключение.
Контрольные вопросы
1. Назовите технологические процессы, в которых используются колонные аппараты.
2. Виды тарелок в колонных аппаратах.
3. Порядок подготовки аппарата к ремонту.
4. Пневматические и гидравлические испытания колонных аппаратов.
5. В каком случае считается, что аппарат выдержал гидравлическое испытание на прочность ?
Литература
1. Г. С. Смурыгин. Ремонт аппаратурного оборудования нефтеперерабатывающих и нефтехимических производств, М.: Химия, 1988. - 80 с.
-
С. А. Фарамазов. Ремонт и монтаж оборудования химических и нефтеперерабатывающих заводов, М.: Химия, 1980. - 312 с.
Практическое занятие №15
Техника безопасности при ремонте
Цель занятия: ознакомление с основными правилами техники безопасности при проведении ремонтных работ.
Пояснения
К ремонту разрешается приступать, после оформления наряда-допуска на проведение работ и выполнение всех его требований. Наряд-допуск (в двух экземплярах) оформляется на весь период ремонтных работ в расчете на одну бригаду, и составляет его начальник цеха-заказчика.
В наряде-допуске необходимо указать место, наименование и характер работы, объем и содержание подготовительных работ, меры безопасности при проведении ремонта. Должна быть также сделана отметка о проведении инструктажа среди работающих.
Допуск ежедневно продлевается ответственным за организацию проведения работ в цехе, ответственным исполнителем и начальником смены.
На выполнение огневых работ (за исключением мест их постоянного проведения) должно быть оформлено разрешение, утвержденное главным инженером и согласованное с отделом техники безопасности и пожарной охраной.
При выполнении работ в закрытых сосудах необходим допуск на проведение газоопасных работ I группы.
Перед началом ремонта слесари обязаны:
подготовить инструмент;
убедиться в наличии полностью оформленного наряда-допуска и ознакомиться с указанными в нем мероприятиями, обеспечивающими безопасное проведение работ;
подготовить и проверить исправность средств индивидуальной защиты;
получить подробный инструктаж о мерах безопасного проведения работ;
убедиться в отключении ремонтируемого объекта и освобождении его от продукта.
При проведении работ необходимо строго соблюдать:
последовательность выполнения операций и условий безопасности, определенных нарядом-допуском;
технические условия на ремонт оборудования;
требования правил и инструкций по технике безопасности при выполнении данного вида работ.
Следует немедленно прекратить работу при извещении об аварийном положении в цехе, изменении обычной обстановки на участке (утечек продуктов, появлении резкого запаха и др.).
Все работы выполняют только исправным инструментом.
Запрещается ремонтировать, чистить, смазывать механизмы на ходу, подтягивать фланцевые соединения аппаратов и трубопроводов, находящихся под давлением.
Для демонтажа (монтажа) и транспортирования тяжелого и крупногабаритного оборудования, трубопроводов и арматуры следует применять подъемно-транспортные механизмы. Работы на высоте более 1,5 м от пола необходимо проводить с подмостков, приставных лестниц. Если невозможно установить леса подмостков, работающие должны быть закреплены с помощью предохранительных поясов за прочные элементы конструкции или протянутый вдоль фронта работ трос.
Зона работы должна быть ограждена и иметь предохранительные знаки. Работы на разных отметках по вертикали проводят с применением защитных устройств для исключения травмирования людей в результате случайного падения предметов.
При сборке и разборке фланцевых соединений необходимо ослаблять и затягивать болты крест-накрест. Нельзя наращивать гаечный ключ другим ключом или трубой, вставлять в зев подкладки, а также применять ключи с трещинами и разработанным зевом. При разбалчивании фланцевых соединений необходимо ослабить болты с противоположной от себя стороны. Перед разъемом фланцев мягким отжатием фланцев с противоположной от себя стороны следует убедиться в отсутствии продуктов в трубопроводе.
При проведении работ во взрывоопасных помещениях надо использовать неискрящий при ударах инструмент и приспособления.
При выполнении ремонтных работ напряжение переносных электроинструментов должно быть не выше 220 В. Разрешается применять переносные светильники напряжением до 12 В. К работе с электроинструментом допускаются слесари, прошедшие обучение по правилам технической эксплуатации и технике безопасности при работе на электроустановках.
При работе с приставных лестниц следует:
работать только на исправных и испытанных лестницах;
устанавливать лестницу под углом 60° к полу, нижние концы ее должны опираться на тормозящие устройства или их должен удерживать второй рабочий;
с приставных лестниц работать на высоте не более 4 м только одному работнику.
Леса и подмосты высотой до 4 м допускаются к эксплуатации только после их приемки производителем работ. Леса высотой более 4 м принимают по акту с участием представителя отдела техники безопасности и инженера-смотрителя зданий и сооружений.
Настилы лесов и подмостов, расположенные на высоте более 1,1 м от уровня земли, должны быть ограждены перилами высотой не менее 1 м и бортовой доской высотой не менее 0,15 м. Настилы должны быть ровными и не иметь щелей более 10 мм.
Для работы в аппарате должны быть соблюдены следующие требования:
перед началом работ необходимо взять анализ воздушной среды в сосуде на отсутствие вредных веществ и наличие кислорода (не менее 18 %);
работы в закрытом сосуде следует проводить в шланговом противогазе (время нахождения в противогазе - не более 15 мин) и спасательном поясе;
за проведением работ в закрытом сосуде обязателен контроль наблюдающего, который находится за пределами аппарата;
двигатель мешалки должен быть обесточен.
При проведении электросварочных работ аппарат должен быть заземлен. Сварочный аппарат блокируют так, что электроды можно заменять только при выключенном токе. На сварщике должны быть надеты диэлектрические перчатки, галоши и изолирующий шлем.
При работе с грузоподъемными механизмами необходимо:
к обслуживанию грузоподъемных механизмов, управляемых с пола, допускать рабочих после инструктажа и проверки их знаний и навыков по безопасному управлению механизмами и зацепке грузов;
для обвязки грузов стропами использовать только стропальщиков, имеющих соответствующие удостоверения;
перед началом работ осмотреть механизмы и приспособления;
вес поднимаемого груза не должен превышать грузоподъемность механизма;
опускать груз в заранее подготовленное место, исключающее его самопроизвольное опрокидывание;
перемещаемые в горизонтальном направлении грузы предварительно поднять на 0,5 м выше встречающихся на пути предметов;
не допускать использования немаркированных, неисправных и несоответствующих грузоподъемности и характеру груза съемных грузозахватных приспособлений и тары;
на каждой монтажной балке иметь табличку со следующими данными: номером балки, грузоподъемностью и датой последнего испытания;
при подвешивании на монтажную балку тали или нескольких талей вес поднимаемого груза не должен превышать грузоподъемности балки. Запрещается: подъем и перемещение людей грузоподъемными механизмами, нахождение людей под поднятым грузом, оставлять груз в подвешенном состоянии после окончания или при перерывах в работе.
При выполнении ремонтных работ применяют следующие средства личной защиты: спецодежду - комбинезон хлопчатобумажный, костюмы брезентовый и шерстяной, рукавицы хлопчатобумажные и резиновые, сапоги резиновые; защитные каски; шланговые противогазы; противопыльные респираторы; защитные очки и щитки для лица; шумоглушители.
ПРОИЗВОДСТВЕННЫЕ ТРАВМЫ И ОКАЗАНИЕ ПЕРВОЙ ПОМОЩИ
Во время ремонтных работ возможны следующие производственные травмы: поражение электрическим током, механическое повреждение частей тела (ранение, ушибы, переломы, порезы) ; ожоги термические и химические; отравление продуктами производства.
Поражение электрическим током наблюдается не только при контакте с токоведущими частями, но и при соприкосновении с частями оборудования, не находящимися под напряжением (например, при нарушении изоляции).
Прикосновение к токоведущим частям, находящимся под напряжением, вызывает сокращение мышц. Для оказания- помощи прежде всего необходимо освободить пострадавшего от дальнейшего действия электрического тока.
Для этого нужно быстро снять напряжение с той части установки, которой касается пострадавший. Если пострадавший находится на высоте, надо учесть, что при отключении электрического тока он может упасть. В случае, когда отключение невозможно, необходимо принять меры для отделения пострадавшего от токоведущих частей. Для этого можно использовать канат, палку, доску или одежду рабочего. Запрещается использовать металлические и мокрые предметы. При этом оказывающий помощь должен избегать прикосновения к окружающим металлическим предметам. Прикасаться к человеку, находящемуся под током, без применения мер предосторожности опасно. Для изоляции оказывающий помощь должен надеть диэлектрические перчатки, галоши обмотать руки шарфом и т. п. При необходимости следует осторожно, не касаясь проводов, перерубить провод топором с деревянной ручкой. Рубить каждый провод нужно в отдельности, надев диэлектрические перчатки и галоши.
На линиях электропередачи при невозможности оказания помощи пострадавшему указанными методами следует прибегнуть к короткому замыканию. Для этого набрасывают проволоку на оба провода так, чтобы она не коснулась тела оказывающего помощь и пострадавшего.
Если после освобождения от действия электрического тока пострадавший пришел в сознание, а до этого был в состоянии обморока, ему необходимо создать покой до прибытия врача.
Если пострадавший находится в обмороке, но с ровным дыханием, его необходимо удобно уложить, расстегнуть одежду, создать приток свежего воздуха и дать понюхать нашатырный спирт. После этого - срочно вызвать врача. Если пострадавший редко и судорожно дышит, ему нужно сделать искусственное дыхание и массаж сердца. При отсутствии признаков жизни (нет дыхания, сердцебиения и пульса) необходимо до прибытия врача непрерывно проводить искусственное дыхание.
При легких ушибах на ушибленное место накладывают холодный компресс. При сильных ушибах пострадавшего укладывают на носилки, расстегивают одежду и до прихода врача прикладывают к ушибленному месту холодный компресс. Во избежание загрязнения раны (даже в случае небольших ранений) оказывающий помощь должен вымыть руки или смазать пальцы йодной настойкой.
При оказании первой помощи не следует промывать рану водой или какими-либо лекарствами, засыпать порошком и покрывать мазями, так как при этом в рану можно занести инфекцию; стирать с раны песок, землю и т. д., чтобы глубже не втереть в рану грязь; удалять из раны сгустки крови, так как это может вызвать сильное кровотечение.
При любом ранении края раны необходимо обработать настойкой йода или зеленкой с последующим наложением повязки. Для перевязки используют индивидуальный пакет. При микротравмах раны обрабатывают зеленкой, клеем БФ, жидкостью Новикова.
В случае кровотечения нужно приподнять раненую конечность, закрыть кровоточащую рану стерильным перевязочным материалом, сложенным в комочки, придавить пальцем и держать в таком положении в течение 4-5 мин. После того как кровотечение будет остановлено, на рану дополнительно накладывают кусок ваты и забинтовывают. Если кровотечение сильное и его нельзя остановить наложением повязки, сдавливают кровеносные сосуды, питающие раненую область. Для этого раненую конечность сгибают в суставах пальцами, жгутом или закруткой выше места кровотечения.
Ожоги могут быть двух видов: термические и химические. В зависимости от сложности различают три степени ожогов. При ожогах первой степени наблюдается покраснение кожи; второй степени - нарушение верхнего и рогового слоев кожи, образование пузырей; третьей степени - распространение ожога на подкожную клетчатку, мышцы и сосуды, обугливание кожи.
При сильных термических ожогах с обожженных участков тела необходимо снять одежду и обувь, покрыть их стерильным материалом, перевязать и направить пострадавшего в лечебное учреждение. При оказании первой помощи нельзя вскрывать пузыри, отделять приставшие к обожженному месту куски одежды, продукты, вызвавшие ожог, так как при этом можно поранить кожу и занести инфекцию.
При ожогах концентрированными кислотами пораженное место промывают водой в течение 10-15 мин, обрабатывают 5 %-ным раствором марганцовокислого калия и 10 %-ным раствором питьевой соды, затем забинтовывают.
При ожогах едкими щелочами пораженное место промывают водой в течение 10-15 мин, затем обрабатывают 3 %-ным раствором уксусной кислоты или 10 %-ным раствором борной кислоты. При термических ожогах глаза пострадавшего срочно отправляют в медпункт. При попадании в глаза кислоты или щелочи следует немедленно промыть глаза под струей воды и обратиться к врачу.
При отравлении парами углеводородов пострадавшего немедленно выносят из загазованного места на свежий воздух и срочно вызывают врача. Если пострадавший после удаления из загазованной зоны находится без сознания или у него наблюдается слабое и неровное дыхание, слабый пульс, надо до прихода врача сделать ему искусственное дыхание.
Необходимые принадлежности
1. Простой карандаш, линейка.
Работа в аудитории
1. Что указывают в наряде-допуске при выполнении ремонтных работ ?
2. Какие необходимы условия при проведении огневых работ во время ремонта ?
3. Работа слесаря перед проведением ремонтных работ.
4. Техника безопасности при проведении ремонтных работ.
5. Работа на высоте.
6. Работа внутри аппарата.
7. Производственные травмы при проведении ремонтных работ.
Содержание отчёта
1. Номер и название работы;
2. Цель работы;
3. Необходимые принадлежности;
4. Выполненные задания;
5. Заключение.
Контрольные вопросы
1. Когда приступают к выполнению ремонтных работ ?
2. Правила техники безопасности при проведении ремонтных работ.
3. Техника безопасности при работе с грузоподъёмными механизмами.
4. Техника безопасности при работе на высоте и внутри аппарата.
5. Производственные травмы при выполнении ремонтных работ.
6. Оказание первой помощи пострадавшему, получившему травму во время проведения ремонтных работ.
Литература
1. Г. С. Смурыгин. Ремонт аппаратурного оборудования нефтеперерабатывающих и нефтехимических производств, М.: Химия, 1988. - 80 с.
ОГЛАВЛЕНИЕ
-
Предисловие 3
-
Правила проведения практических занятий 5
-
Практические занятия: 6
-
Оборудование для перемещения жидкостей (4 часа) 6
-
Оборудование для сжатия и перемещения газов (4 часа) 15
-
Разделение жидких неоднородных систем (2 часа) 22
-
Разделение газовых неоднородных систем (2 часа) 31
-
Трубчатые теплообменники (4 часа) 39
-
Печи (2 часа) 49
-
Абсорбционные процессы в нефтепереработке (2 часа) 57
-
Способы подвода и отвода тепла в ректификационной колонне
-
(2 часа) 61
-
Разделение жидких однородных гомогенных смесей в простых колоннах (2 часа) 66
-
Разделение жидких однородных гомогенных смесей в сложных колоннах (2 часа) 70
-
Адсорбционные процессы в нефтепереработке (2 часа) 74
-
Подготовка оборудования к ремонтным работам (2 часа) 80
-
Ремонт теплообменных аппаратов (2 часа) 84
-
Ремонт колонных аппаратов (4 часа) 90
-
Техника безопасности при ремонте (2 часа) 99
103