- Преподавателю
- Технология
- Курс лекций по слесарному делу
Курс лекций по слесарному делу
| Раздел | Технология |
| Класс | - |
| Тип | Конспекты |
| Автор | Лунин Д.Ю. |
| Дата | 14.08.2015 |
| Формат | doc |
| Изображения | Есть |

Курс лекций
по ПМ.01 Техническое обслуживание и ремонт автомобильного транспорта
МДК.01.01 Слесарное дело и технические измерения
Содержание
Стр.
Тема 1. Технические измерения
4
Тема 2. Разметка и ее назначение
13
Тема 3. Рубка металла
23
Тема 4 Резка металла
27
Тема 5. Правка и гибка металла.
32
Тема 6. Опиливание металла
38
Тема 7. Слесарная обработка отверстий
44
Тема 8. Резьба и ее элементы
57
Тема 9. Клепка
69
Тема 10. Паяние и лужение
72
Тема 11. Склеивание
77
Тема 12. Шабрение и притирка
80
Тема 1. Технические измерения
1. Общая характеристика объектов измерений
2. Понятие видов и методов измерений
3. Классификация и общая характеристика средств измерений
4. Метрологические свойства и метрологические характеристики средств измерений
5. Основы теории и методики измерений
Список принятых сокращений
ФВ - физические величины
SI (Systeme Internationai d Unites)
ИСО - Международная комиссия по стандартизации
СИ - средство измерений
СО - свойства веществ
ИП - преобразователи
АП - аналоговые преобразователи
ЦАП - цифроаналоговые преобразователи
АЦП - аналого - цифровые преобразователи
МВИ - методика выполнения измерений
ТР - технический регламент
1. Общая характеристика объектов измерения
Основным объектом измерения в метрологии являются физические величины (ФВ). ФВ применяются для описания материальных систем и объектов (явлений, процессов и т.п.), изучаемых в любых науках (физике, химии и др.)
Совокупность ФВ, образованная в соответствии с принятыми принципами (когда одни величины принимаются за независимые, а другие являются их функциями), называется системой физических величин.
Развитие промышленного производства вызвало необходимость унификации размеров ФВ, создание системы единиц. Первой системой единиц ФВ была метрическая система. Вначале она была введена во Франции (1840), затем в других странах (Великобритании, США, России и пр.). Наряду с метрической системой в этих и других странах применялись и применяются в настоящее время и национальные системы [1, c. 160].
В Российской Федерации применяются в настоящее время единицы величин Международной системы единиц, обозначаемой сокращенно SI (начальные буквы французского наименования «Systeme International d' Unites»). На территории нашей страны SI действует с 1 января 1982 г. в соответствии с ГОСТ 8.417 «ГСИ. Единицы физических величин». В качестве основных единиц приняты:
- метр,
- килограмм,
- секунда,
- ампер,
- кельвин,
- моль и кандела.
Единицы ФВ делятся на системные и внесистемные. Системная единица - единица ФВ, входящая в одну из принятых систем. Внесистемная единица - единица ФВ, не входящая ни в одну из принятых систем.
Внесистемные единицы по отношению к единицам SI разделяют на четыре вида:
· допускаемые наравне с единицами SI (например, тон на, градус, минута, секунда, литр);
· допускаемые к применению в специальных областях (например, световой год - единица длины в астрономии; диоптрия - единица оптической силы в оптике и т.д.);
· временно допускаемые к применению наравне с единицами SI (например, карат - единица массы в ювелирно деле). Эти единицы должны изыматься из употребления соответствии с международными соглашениями;
· изъятые из употребления (например, миллиметр ртутного столба - единица давления; лошадиная сила - едница мощности и некоторые другие).
Измеряемые величины имеют качественную и количественную характеристики.
Формализованным отражением качественного различия измеряемых величин является их размерность. Согласно международному стандарту ИСО размерность обозначается символом dim . Размерность основных величин -длины, массы и времени - обозначается соответствующими заглавными буквами:
dim l =L; dim m = М; dim t=T
Размерность производной величины выражается через размерность основных величин с помощью степенного одночлена:
dim X = La *Мb * Тc (1)
где L, М, Т - размерности соответствующих основных физических величин; а,b,c - показатели размерности (показатели степени, в которую возведены размерности основных величин).
Каждый показатель размерности может быть положительным или отрицательным, целым или дробным, нулем, ели все показатели размерности равны нулю, то величина называется безразмерной. Она может быть относительной, определяемой как отношение одноименных величин (например, относительная диэлектрическая проницаемость) и логарифмической, определяемой как логарифм относительной величины (например, логарифм отношения мощностей и напряжений).
Количественной характеристикой измеряемой величины служит ее размер. Получение информации о размере физической или нефизической величины является содержанием любого измерения.
Простейший способ получения информации, который дозволяет составить некоторое представление о размере измеряемой величины, заключается в сравнении его с другимпо принципу «что больше (меньше)?» или «что лучше (хуже)?».При этом число сравниваемых между собой размеров может быть достаточно большим. Расположенные в Порядке возрастания или убывания размеры измеряемых величин образуют шкалы порядка. Операция расстановки размеров в порядке их возрастания или убывания с целью получения измерительной информации по шкале порядка называетсяранжированием. Для обеспечения измерений по шкале порядка некоторые точки на ней можно зафиксировать вкачестве опорных (реперных). Точкам шкалы могут быть присвоены цифры, часто называемые баллами. Знания, например, оценивают по четырехбалльной реперной шкале, имеющей следующий вид: неудовлетворительно, удовлетворительно, хорошо, отлично. По реперным шкалам измеряются твердость минералов, чувствительность пленок и другие величины (интенсивность землетрясений измеряется по 12-балльной шкале, называемой международной сейсмической шкалой).
Недостатком реперных шкал является неопределенность интервалов между реперными точками. Например, по шкале твердости, в которой одна крайняя точка соответствует наиболее твердому минералу - алмазу, а другая наиболее мягкому - тальку, нельзя сделать заключение о соотношении эталонных материалов по твердости. Так, если твердость алмаза по шкале 10, а кварца - семь, то это не означает, что первый тверже второго в 1,4 раза. Определение твердости путем вдавливания алмазной пирамиды (метод Хрущева) показывает, что твердость алмаза - 10 060, а кварца - 1120, т.е. в девять раз больше.
Более совершенна в этом отношении шкала интервалов. Примером ее может служить шкала измерения времени, которая разбита на крупные интервалы (годы), равные периоду обращения Земли вокруг Солнца; на более мелкие (сутки), равные периоду обращения Земли вокруг своей оси. По шкале интервалов можно судить не только о том, что один размер больше другого, но и том, насколько больше. Однако по шкале интервалов нельзя оценить, во сколько раз один размер больше другого. Это обусловлено тем, что на шкале интервалов известен только масштаб, а начало отсчета может быть выбрано произвольно.
Наиболее совершенной является шкала отношений. Примером ее может служить температурная шкала Кельвина. В ней за начало отсчета принят абсолютный нуль температуры, при котором прекращается тепловое движение молекул; более низкой температуры быть не может. Второй ре перной точкой служит температура таяния льда. По шкалеЦельсия интервал между этими реперами равен 273,16о СПо шкале отношений можно определить не только, насколько один размер больше или меньше другого, но и во сколько раз он больше или меньше.
В зависимости от того, на какие интервалы разбита шкала, один и тот же размер представляется по-разному. Например, длина перемещения некоторого тела на 1 м может быть представлена как L = 1 м = 100 см = 1000 мм. Отмеченные три варианта являются значениями измеряемой величины оценками размера величины в виде некоторого числа принятых для нее единиц. Входящее в него отвлеченное число называется числовым значением. В приведенном примере это 1, 100, 1000.
Значение величины получают в результате ее измерения или вычисления в соответствии с основным уравнением измерения
Q=X[Q], (2)
где [Q] - значение величины; X - числовое значение измеряемой величины в принятой единице; Q - выбранная для измерения единица.
Допустим, измеряется длина отрезка прямой в 10 см [С помощью линейки, имеющей деления в сантиметрах и миллиметрах. Для данного случая Q1 =10 см при X1 = 10 и Q1 = 1 см; Q2 =100 мм при X, - 100 и Q2 = Q1 так как 10 см = 100 мм. Применение различных единиц (1 см и 1 мм) не привело к изменению числового значения результата измерений.
2. Понятие видов и методов измерений
Цель измерения - получение значения этой величины вформе, наиболее удобной для пользования. С помощью измерительного прибора сравнивают размер величины, информация о котором преобразуется в перемещение указателя, с единицей, хранимой шкалой этого прибора.
Измерения могут быть классифицированы :
1) по числу измерений в ряду измерений - однократные, многократные (при четырех измерениях и более) ;
2) характеру изменения получаемой информации - статические (измерение неизменной во времени физической величины, например измерение длины детали при нормальной температуре или измерение размеров земельного участка), динамические (измерение изменяющейся по размеру физической величины, например измерение переменного напряжения электрического тока, измерение расстояния до уровня земли со снижающегося самолета), статистические (измерения величины, значение которой может рассматриваться непостоянным в течение времени ] измерения, например шумовые сигналы);
3) способу получения результатов измерений - абсолютные (измерение, основанное на прямых измерениях величин и (или) использовании значений физических констант, например измерение силы F основано на измерении основной величины массы m и использовании физическом постоянной - ускорения свободного падения g и относительные (измерение отношения величины к одноименной величине, выполняющей роль единицы);
4) способу получения информации (по виду) - прямые (измерение, при котором искомое значение физической величины получают непосредственно от СИ, например измерение массы на весах, длины детали микрометром), косвенные ( измерение, при котором искомое значение величины определяют на основании результатов прямых измерений других физических величин, функционально связанных с искомой величиной, например определение твердости (НВ) металлов путем вдавливания стального шарика определенного диаметра (D) с определенной нагрузкой (Р) и получения при этом определенной глубины отпечатка (h : НВ = P/(πD х h));
5) способу комбинирования измеряемых величин - совокупные (искомое значение определяют решением системы уравнений по результатам измерений нескольких однородных величин (например, значение массы отдельных гирь набора определяют по известному значению массы одной из гирь и результатам измерений массы различных сочетаний гирь)), совместные (проводимые одновременно измерения двух или нескольких неоднородных величин для определения зависимости между ними (например, коэффициент загрузки склада определяется путем измерения массы товаров и занимаемой ими полезной складской площади));
5) по характеристике точности - равноточные (ряд измерений какой-либо величины, выполненных одинаковыми по точности СИ и в одних и тех же условиях), неравноточные (ряд измерений, выполненных несколько различными по Точности СИ и (или) в несколько разных условиях).
Метод измерений - прием или совокупность приемов сравнения измеряемой величины с ее единицей в соответствии с реализованным принципом измерений.
Методы измерений классифицируют по нескольким признакам:
По общим приемам получения результатов измерений различают:
1) прямой метод измерений;
2) косвенный метод измерений.
Первый реализуется при прямом измерении, второй - при косвенном измерении (такие измерения описанывыше) [1, c. 164-165].
По условиям измерения различают контактный и бесконтактный методы измерений.
Контактный метод измерений основан на том, что чувствительный элемент прибора приводится в контакт с объектом измерения (измерение температуры тела термометром). Бесконтактный метод измерений основан на том, что чувствительный элемент прибора не приводится в контакт объектом измерения (измерение расстояния до объекта радиолокатором, измерение температуры в доменной печи пирометром).
Исходя из способа сравнения измеряемой величины с ее единицей различают методы непосредственной оценки и сравнения с мерой (таблица 1)
Таблица 1. Методы измерений
Метод
Сущность
Примеры применения
1.Непосрдственной оценки
Значение величины определяется по отсчетному устройству
Измерение давления пружинным манометром, массы-на весах, силы электрического тока-амперметром
2.Сравнение с мерой
Сравнение измеряемой величины с воспроизводимой мерой
Измерение массы на рычажных весах с уравновешиванием гирей
2.1.Нулевой
Результирующий эффект воздействия измеряемой величины и меры на прибор сравнения доводят до нуля
Измерение электрического сопротивления электрическим мостом
2.2.Дифференциальный
Измерение разницы измеряемой величины и известной величины, воспроизводимой мерой
Измерения, выполняемые при проверке мер длины сравнением с образцовой мерой на компараторе.(компаратор-средство сравнения, предназначенное для сличения мер однородных величин)
2.3.Замещения
Действие измеряемой величины замещается образцовой
Взвешивание с поочередным помещением измеряемой массы и гирь на одну и ту же чашу весов (метод Борда)
2.4.Совпадений
При измерении разности сравниваемых величин используется совпадение отметок шкал или периодических сигналов
Измерение длины-штангенциркулем, частоты вращения-стробоскопом
2.5.Противопоставления
Измеряемая величина и величина, воспроизводимая мерой, одновременно воздействуют на прибор сравнения
Измерение массы на равноплечих весах с помещением измеряемой массы и уровновешиванием ее гирь на двух чашках весов
3. Классификация и общая характеристика средств измерений
Средством измерений (СИ) называют техническое средство (или их комплекс), используемое при измерениях и имеющее нормированные метрологические характеристики . В отличие от таких технических средств, как индикаторы, предназначенных для обнаружения физических свойств (компас, лакмусовая бумага, осветительная электрическая лампочка), СИ позволяют не только обнаружить физическую величину, но и измерить ее, т.е. сопоставить неизвестный размер с известным. Если физическая величина известного размера есть в наличии, то она непосредственно используется для сравнения (измерение плоского угла транспортиром, массы - с помощью весов с гирями). Если же физической величины известного размера в наличии нет, то сравнивается реакция (отклик) прибора на воздействие измеряемой величины с проявившейся ранее реакцией на воздействие той же величины, но известного размера (измерение силы тока амперметром). Для облегчения сравнения еще на стадии изготовления прибора отклик на известное воздействие фиксируют на кале отсчетного устройства, после чего наносят на шкалу деления в кратном и дольном отношении. Описанная процедура называется градуировкой шкалы. При измерении она позволяет по положению указателя получать результат сравнением непосредственно по шкале отношений. Итак, СИ (за исключением некоторых мер - гирь, линеек) в простейшем случае производят две операции: обнаружение физической величины; сравнение неизвестного размера с известным или сравнение откликов на воздействие известного и неизвестного размеров.
Другими отличительными признаками СИ являются, во-первых, «умение» хранить (или воспроизводить) единицу физической величины; во-вторых, неизменность размера хранимой единицы. Если же размер единицы в процессе измерений изменяется более, чем установлено нормами, то с Помощью такого средства невозможно получить результат с требуемой точностью. Отсюда следует, что измерять можно только тогда, когда техническое средство, предназначенное для этой цели, может хранить единицу, достаточно неизменную по размеру (во времени).
СИ можно классифицировать по двум признакам:
· конструктивное исполнение;
· метрологическое назначение.
По конструктивному исполнению СИ подразделяют:
1. на меры,
2. измерительные преобразователи;
3. измерительные приборы,
4. измерительные установки,
5. измерительные системы,
6. технические системы и устройства с измерительными функциями.
Меры величины - СИ, предназначенные для воспроизведения и (или) хранения физической величины одного или нескольких заданных размеров. Различают меры: однозначные (гиря 1 кг, калибр, конденсатор постоянной емкости); многозначные (масштабная линейка, конденсатор переменной емкости); наборы мер (набор гирь, набор калибров). Набор мер, конструктивно объединенных в единое устройство, в котором имеются приспособления для их соединения в различных комбинациях, называется магазином мер. Примером такого набора может быть магазин электрических сопротивлений, магазин индуктивностей. Сравнение с мерой выполняют с помощью специальных технических средств - компараторов (рычажные весы, измерительный мост и т.д.).
К однозначным мерам можно отнести стандартные образцы (СО). Существуют стандартные образцы состава и стандартные образцы свойств.
СО состава вещества (материала) - стандартный образец с установленными значениями величин, характеризующих содержание определенных компонентов в веществе (материале).
СО свойств веществ (материалов) - стандартный обраец с установленными значениями величин, характеризующих физические, химические, биологические и другие свойства.
Новые СО допускаются к использованию при условии прохождения ими метрологической аттестации. Указанная процедура - это признание этой меры, узаконенной для применения на основании исследования СО. Метрологическая аттестация проводится органами метрологической службы.
В зависимости от уровня признания (утверждения) и сферы применения различают категории СО - межгосударственные, государственные, отраслевые и СО предприятия (организации).
В практике метрологическими службами используются СО разной категории для выполнения различных задач.
Измерительные преобразователи (ИП) - СИ, служащие для преобразования измеряемой величины в другую величину или сигнал измерительной информации, удобный для обработки, хранения, дальнейших преобразований.
По характеру преобразования различают аналоговые (АП), цифроаналоговые (ЦАП), аналого-цифровые (АЦП) преобразователи. По месту в измерительной цепи различают первичные (ИП, на который непосредственно воздействует измеряемая физическая величина) и промежуточные (ИП, занимающий место в измерительной цепи после первичного ИП) преобразователи
Конструктивно обособленный первичный ИП, от которого поступают сигналы измерительной информации, является датчиком. Датчик может быть вынесен на значительное расстояние от СИ, принимающего его сигналы. Например, датчики запущенного метеорологического радиозонда передают информацию о температуре, давлении, влажности и других параметрах атмосферы.
Если преобразователи не входят в измерительную цепь и их метрологические свойства не нормированы, то они не относятся к измерительным. Таковы, например, силовой трансформатор в радиоаппаратуре, термопара в термоэлектрическом холодильнике.
Измерительный прибор - СИ, предназначенное для получения значений измеряемой физической величины установленном диапазоне. Прибор, как правило, содержит устройство для преобразования измеряемой величины и ее индикации в форме, наиболее доступной для восприятии. Во многих случаях устройство для индикации имеет шкалу) со стрелкой или другим устройством, диаграмму с пером или цифроуказатель, с помощью которых может быть произведен отсчет или регистрация значений физический величины. В случае сопряжения прибора с мини-ЭВМ отсчет может производиться с помощью дисплея.
По степени индикации значений измеряемой величины измерительные приборы подразделяют на показывающие и регистрирующие. Показывающий прибор допускает только отсчитывание показаний измеряемой величины (микрометр, аналоговый или цифровой вольтметр). В регистрирующем приборе предусмотрена регистрация показаний - в форме диаграммы, путем печатания показаний (термограф или, например, измерительный прибор, сопряженный с ЭВМ, дисплеем и устройством для печатания показаний).
Измерительная установка - совокупность функционально объединенных элементов - мер, измерительных приборов, измерительных преобразователей и других устройств, предназначенных для измерения одной или нескольких физических величин и расположенных в одном месте. Примером являются установка для измерения удельного сопротивления электротехнических материалов, установка для испытаний магнитных материалов. Измерительную установку, предназначенную для испытаний каких-либо изделий, иногда называют испытательным стендом.
Измерительная система - совокупность функционально объединенных элементов - мер, измерительных приборов, Измерительных преобразователей, ЭВМ и других технических средств, размещенных в разных точках контролируемого пространства с целью измерений одной или нескольких физических величин, свойственных этому пространству. Примером может служить радионавигационная система Для определения местоположения судов, состоящая из ряда измерительных комплексов, разнесенных в пространстве на значительном расстоянии друг от друга.
Технические системы и устройства с измерительными функциями - технические системы и устройства, которые наряду с основными выполняют и измерительные функции. Они имеют один или несколько измерительных каналов.
Примерами таких систем являются игровые автоматы, диагностическое оборудование.
По метрологическому назначению все СИ подразделяются на два вида: рабочие СИ и эталоны.
Рабочие СИ (РСИ) предназначены для проведения технических измерений. По условиям применения они могут быть: 1) лабораторными, используемыми при научных исследованиях, проектировании технических устройств, медицинских измерениях; 2) производственными, используемыми для контроля характеристик технологических процессов, контроля качества готовой продукции, контроля отпуска товаров; 3) полевыми, используемыми непосредственно при эксплуатации таких технических устройств как самолеты, автомобили, речные и морские суда и др.
К каждому виду РСИ предъявляются специфические бования:
· к лабораторным - повышенная точность и чувствительность;
· к производственным - повышенная стойкость к ударно-вибрационным нагрузкам, высоким и низким температурам;
· к полевым - повышенная стабильность в углов резкого перепада температур, высокой влажности.
Эталоны являются высокоточными СИ, а поэтому пользуются для проведения метрологических измерений в качестве средств передачи информации о размере единицы Размер единицы передается «сверху вниз», от более точныхСИ к менее точным «по цепочке»: первичный эталон -вторичный эталон - рабочий эталон 0-го разряда - рабочий эталон 1-го разряда... - рабочее средство измерений.
Передача размера осуществляется в процессе поверки СИ. Целью поверки является установление пригодности СИ к применению.
Соподчинение СИ, участвующих в передаче размера единицы от эталона к РСИ, устанавливается в поверочных схемах СИ .
Эталонная база в дальнейшем будет развиваться в количественном и главным образом в качественном отношении. Перспективно создание многофункциональных эталонов, т.е. эталонов, воспроизводящих на единой конструктивной и метрологической основе не одну, а несколько единиц физических величин или одну единицу, но в широком диапазоне измерений. Так, метрологические институты страны создают единый эталон времени, частоты и длины, который позволит, кстати, уменьшить погрешность воспроизведения единицы длины до 1 • 10-11
Если технический уровень первичных эталонов в России агодаря успехам науки и энтузиазму ученых можно оценить как вполне удовлетворительный, то состояние парка СИ, находящихся в практическом обращении, прежде всего рабочих эталонов и РСИ, внушает тревогу. Если в 1980-х гг. к обновления отечественной измерительной техники, как правило, составлял пять-шесть лет (для сравнения: в США и Японии - не более трех лет), то наблюдаемый сейчас регресс в области отечественного приборостроения еще больше увеличил сроки обновления рабочих эталонов и РСИ, что ведет значительному старению измерительной техники .
Другой проблемой отечественных производителей СИ является высокая стоимость их разработок в сравнении с зарубежными фирмами. Для преодоления традиционного отстаивания необходимо также в отечественных приборах предусматривать: высокую степень автоматизации на базе микропроцессорной технологии, быстродействие, высокую надежность, пониженные массу, габариты и энергопотребление, высокий уровень эстетики и эргономики.
Многообразие СИ обусловливает необходимость применения специальных мер по обеспечению единства измерений.
4. Метрологические свойства и метрологические характеристики средств измерений
Метрологические свойства СИ - это свойства, влияющие на результат измерений и его погрешность. Показатели метрологических свойств являются их количественной характеристикой и называются метрологическими характеристиками.
Метрологические характеристики, устанавливаемые нормативным документом, называют нормируемыми метрологическими характеристиками.
Все метрологические свойства СИ можно разделить на две группы:
1) свойства, определяющие область применения СИ;
2) свойства, определяющие точность (правильность и прецизионность) результатов измерения.
К основным метрологическим характеристикам, определяющим свойства первой группы, относятся диапазон измерений и порог чувствительности.
Диапазон измерений - область значений величины, в пределах которых нормированы допускаемые пределы погрешности. Значения величины, ограничивающие диапазон измерений снизу или сверху (слева и справа), называют соответственно нижним или верхним пределом измерений.
Порог чувствительности - наименьшее изменение измеряемой величины, которое вызывает заметное изменение выходного сигнала. Например, если порог чувствительности весов равен 10 мг, то это означает, что заметное перемещение стрелки весов достигается при таком малом изменении массы, как 10 мг.
К метрологическим свойствам второй группы относя два главных свойства точности: правильность и прецизиность результатов.
К метрологическим характеристикам, определяю точность относятся погрешности СИ.
Погрешность средства измерений - это разность между показаниями СИ и действительным значением измеряемой величины. Поскольку истинное значение физической величины неизвестно, то на практике пользуются ее действительным значением. Для рабочего СИ за действительное значение принимают показания рабочего эталона низшего разряда (допустим, 4-го), для эталона 4-го разряда, в свою очередь, - значение величины, полученное с помощью рабочего эталона 3-го разряда. Таким образом, за базу для сравнения принимают значение СИ, которое является в поверочной схеме вышестоящим по отношению к подчиненному СИ, подлежащему поверке:
∆Хп = Хп -Х0 (3)
где ∆Хп - погрешность поверяемого СИ; Хп - значение той же самой величины, найденное с помощью поверяемого СИ; Х0 - значение СИ, принятое за базу для сравнения, т.е. действительное значение.
Погрешности СИ могут быть классифицированы по ряду признаков, в частности:
· по способу выражения - абсолютные, относительные;
· по характеру проявления - систематические, случайные;
· по отношению к условиям применения - основные, дополнительные.
Наибольшее распространение получили метрологические свойства, связанные с первой группировкой - с абсолютными и относительными погрешностями. Определяемая по формуле (3) ∆Хпявляется абсолютной погрешностью. Однако в большей степени точность СИ характеризует относительная погрешность (δ), т.е. выраженное в процентах отношение абсолютной погрешности к действительному значению величины, измеряемой или воспроизводимой данным СИ:
δ =100*∆Хп /Хо
Точность может быть выражена обратной величиной относительной погрешности - 1/ δ. Если погрешность δ = 0,1%, или 0,001=10-3 , то точность равна 103 .
В стандартах нормируют характеристики, связанные с другими погрешностями.
Систематическая погрешность - составляющая погрешности результата измерения, остающаяся постоянной (или же закономерно изменяющейся) при повторных измерениях одной и той же величины. Ее примером может быть погрешность градуировки, в частности погрешность показаний прибора с круговой шкалой и стрелкой, если ось последней смещена на некоторую величину относительно центра шкалы. Если эта погрешность известна, то ее исключают из результатов разными способами, в частности введением поправок. При химическом анализе систематическая погрешность проявляется в случаях, когда метод измерений не позволяет полностью выделить элемент или когда наличие одного элемента мешает определению другого.
При нормировании систематической составляющей погрешности СИ устанавливают пределы допускаемой систематической погрешности СИ конкретного типа - D.
Величина систематической погрешности определяет такое метрологическое свойство, как правильность измерений СИ, - это первая составляющая точности.
Случайная погрешность - составляющая погрешности результата измерения, изменяющаяся случайным образом (по знаку и значению) в серии повторных измерений одного и того же размера величины с одинаковой тщательностью. В появлении этого вида погрешности не наблюдается и какой-либо закономерности. Они неизбежны и неустранимы, всегда присутствуют в результатах измерения. При многократном и достаточно точном измерении они порождают рассеяние результатов.
Характеристиками рассеяния являются средняя арифметическая погрешность, средняя квадратическая погрешность, размах результатов измерений. Поскольку рассеяние носит вероятностный характер, то при указании на значения случайной погрешности задают вероятность.
Величина случайной погрешности определяет вторую составляющую точности - прецизионность.
Оценка погрешности измерений СИ, используемых для определения показателей качества товаров, определяется спецификой применения последних. Например, погрешность измерения цветового тона керамических плиток для внутренней отделки жилища должна быть по крайней мере на порядок ниже, чем погрешность измерения аналогичного показателя серийно выпускаемых картин, сделанных цветной фотопечатью. Дело в том, что разнотонность двух наклеенных рядом на стену кафельных плиток будет бросаться в глаза, тогда как разнотонность отдельных экземпляров одной картины заметно не проявится, так как они используются разрозненно.
Номенклатура нормируемых метрологических характеристик СИ определяется назначением, условиями эксплуатации многими другими факторами. У СИ, применяемых высокоточных измерений, нормируется до десятка и болee метрологических характеристик в стандартах технических требований (технических условий) и ТУ. Нормы на ровные метрологические характеристики приводятся в эксплуатационной документации на СИ. Учет всех нормируемых характеристик необходим при измерениях высокой точности и в метрологической практике. В повседневной производственной практике широко пользуются обобщенной характеристикой - классом точности.
Класс точности СИ - обобщенная характеристика, выражаемая пределами допускаемых (основной и дополнительной) погрешностей, а также другими характеристиками влияющими на точность. Классы точности конкретного типа СИустанавливают в НД. При этом для каждого класса точности устанавливают конкретные требования к метрологическим характеристикам, в совокупности отражающим уровень точности СИ данного класса.
Класс точности позволяет судить о том, в каких пределах находится погрешность измерений этого класса.
Список литературы
1. Лифиц И.М. Стандартизация, метрология и подтверждение соответствия: учебник. 9-е изд., перераб и доп. - М.:Издательство Юрайт,2010.-315 с.
2. Чижикова Т.М. Стандартизация, сертификация, метрология: Учебное пособие. - М.: Колос, 2002. - 156 с.
Тема 2. Разметка и ее назначение
2.1. Рабочее место слесаря.
2.2. Организация рабочего места.
2.3. Правила содержания рабочего места.
2.4. Общие сведения о безопасности труда при выполнении слесарных работ.
2.5. Электроинструмент.
2.6. Электробезопасность.
2.7. Основы промышленной санитарии.
2.8. Измерительный слесарный инструмент.
2.9. Разметка деталей (общие сведения).
2.10. Плоскостная разметка.
2.11. Правила выполнения приемов разметки.
2.12. Правила техники безопасности при разметке.
2.13. Типичные дефекты при выполнении разметки, причины их появления и способы предупреждения.
2.1. Рабочее место слесаря
Рабочее место - часть производственной площади цеха, участка или мастерской, которая закрепляется за определенным работником
для выполнения определенного вида работ и должна быть оснащена оборудованием, приспособлениями, инструментами и материалами, необходимыми для их проведения.
При работе в слесарной мастерской необходима правильная организация рабочего места, которая улучшает условия труда и снижает опасность травматизма
К организации рабочего места слесаря предъявляется ряд требований:
Одноместный слесарный верстак - основным оборудованием рабочего места слесаря является как правило, одноместный слесарный верстак с установленными на нем тисками. Слесарный верстак должен быть прочным и устойчивым, верстак состоит из стального каркаса, выполненного из труб или профильного проката (уголка). На каркасе установлена столешница, изготовленная из дерева твердых пород и покрыта листовой сталью толщиной 1…2мм. По периметру столешница окантована бортиком из стального уголка. Под столешницей расположены выдвижные ящики для хранения инструментов, мелких деталей и технической документации. Для обеспечения удобства работы на верстаке располагаются планшет для режущих инструментов (чертилки, кернеры, зубила, напильники и т.д.) и инструментальная полка для измерительных инструментов.
Высота верстака должна соответствовать росту работающего. Если высота тисков не соответствует росту работающего, их регулируют винтом подъёма или на полу укладывают деревянную решетку, которая должна плотно прилегать к полу и не скользить. Для защиты работников от возможного травматизма при выполнении операций, связанных с образованием стружки, на верстаке устанавливается сменный защитный экран из сетки или органического стекла. При размещении инструментов на верстаке необходимо учитывать частоту их использования в процессе обработки и располагать инструменты таким образом, чтобы обеспечить удобный доступ к ним.
Стуловые тиски имеют весьма ограниченную область применения. Они предназначены для выполнения тяжелых работ, связанных с большими ударными нагрузками, например, рубка, гибка, клепка.
Параллельные поворотные слесарные тиски наиболее распространенный тип тисков, применяемых при слесарной обработке. Параллельными тиски называются потому, что при перемещении подвижной губки она во всех положениях остается параллельной неподвижной губке.
Параллельные тиски поворотного типа должны прочно и надежно крепиться к верстаку. Зажимать деталь в тисках надо только усилием рук, а не весом тела. Зажимая или освобождая детали из тисков, рычаг следует опускать плавно, не бросая его чтобы не произошел ушиб руки или ноги. Содержать тиски надо в частоте и исправности.
Подставку под ноги следует применять, когда высота тисков не соответствует росту учащегося. Высота верстака с тисками считается нормальной, если у стоящего прямо учащегося согнута в локтевом суставе под углом 90º, рука находится на уровне губок тисков при вертикальном положении её плечевой части.
Во время работы спецодежда работающего должна быть аккуратной и чистой.
Халат или комбинезон не должны стеснять движений. Во время работы спецодежда всегда должна быть застегнута на все пуговицы, а рукава должны иметь застегивающиеся обшлага плотно охватывающие нижнюю локтевую часть руки. На голову обязательно должен быть надет головной убор (берет или косынка) под который необходимо тщательно убрать волосы.
2.2. Организация рабочего места
На рабочем месте должны находиться рабочие и контрольно-измерительные инструменты, необходимые для выполнения заданной операции. К размещению инструментов, заготовок и материалов на рабочем месте предъявляются определенные требования: на рабочем месте должны находиться только те инструменты, материалы и заготовки, которые необходимы для выполнения данной работы; инструменты и материалы, которые рабочий использует часто, должны располагаться ближе к нему, эти зоны расположены справа и слева от работающего радиусом приблизительно 350мм; инструменты и материалы, используемые реже, должны располагаться в зонах, радиусом приблизительно 500мм; инструменты и материалы, используемые крайне редко, должны располагаться в зонах, где их достигаемость обеспечивается только при наклонах корпуса работника.
2.3. Правила содержания рабочего места
До начала работы необходимо:
-
проверить исправность верстака, тисков, приспособлений, индивидуального освещения и механизмов, используемых в работе;
-
ознакомиться с инструкцией или технологической картой, чертежом и техническими требованиями к предстоящей работе;
-
отрегулировать высоту тисков по своему росту;
-
проверить наличие и состояние инструментов, материалов и заготовок, используемых в работе;
-
разместить на верстаке инструменты, заготовки, материалы и приспособления, необходимые для работы.
Во время работы необходимо:
-
иметь на верстаке только те инструменты и приспособления, которые необходимы для выполнения заданной работы (все остальное должно находиться в ящиках верстака);
-
возвращать использованный инструмент на исходное место;
-
постоянно поддерживать чистоту и порядок на рабочем месте.
По окончании работы необходимо:
-
очистить инструмент от стружки, протереть, уложить в футляры и убрать в ящики верстака;
-
очистить от стружки и грязи столешницу верстака и тиски;
-
убрать с верстака неиспользованные материалы и заготовки, а также обработанные детали;
-
выключить индивидуальное освещение.
2.4. Общие сведения о безопасности труда при выполнении слесарных работ
Несчастные случаи чаще всего происходят в результате невнимательного отношения к выполнению инструкций по безопасности труда и правил внутреннего распорядка, а также в результате недостаточного усвоения необходимых производственных навыков и отсутствия опыта в обращении с инструментами и оборудованием.
Задачей техники безопасности является предупреждение несчастных случаев, создание таких условий, которые обеспечивали бы полную безопасность труда работающего и его производительность.
Для обеспечения безопасного выполнения работ следует соблюдать ряд правил:
-
работать только исправным и заточенным инструментом;
-
при работе на заточных станках обязательно пользоваться защитными очками или защитным экраном с блокировкой; не допускать биения заточных кругов; следить за исправностью вытяжных устройств;
-
рубку в тисках производить только при наличии защитного экрана или сетки;
-
работать в головном уборе и спецодежде;
-
тяжелые детали поднимать только вдвоем; не класть тяжелые детали на край верстака;
-
не сдувать опилки, не смахивать стружку рукой, а использовать для этого щетку-сметку;
-
при работе на стационарном оборудовании и механизированным инструментом проверять их на холостом ходу и только после этого закреплять инструмент;
-
работать на станках только при наличии исправных ограждений движущихся частей;
-
работать только при хорошем освещении;
-
после работ, связанных с применением масел, смазывающе-охлаждающих технологических сред (СОТС), кислот, щелочей, соды, флюсов, клеев и т.п., обязательно мыть руки горячей водой с мылом;
-
при получении мелких травм обязательно обрабатывать ранку йодом и накладывать бинт;
-
работы, связанные с применением кислот, щелочей, флюсов и т.п., а также с выделением пыли, дыма, газов, необходимо выполнять в хорошо проветриваемом помещении или под вытяжным колпаком;
-
не выходить на сквозняк в разгоряченном после работы состоянии;
-
соблюдать при выполнении работы все правила охраны труда, указанные в инструкциях и технологических картах.
2.5. Электроинструмент
Электроинструмент, применяемый при выполнении слесарных работ, должен отвечать ряду требований, а при его эксплуатации необходимо выполнение следующих дополнительных правил:
-
ручной электроинструмент должен подключаться к сети напряжением не более 42 В (в тех случаях, когда подключение инструмента к такой сети невозможно, допускается его подключение к сети напряжением до 220 В, при этом необходимо предусмотреть защитное отключение или наружное заземление корпуса. При работе электроинструментом, подключенным к сети напряжением 220 В, обязательным является использование средств электрозащиты: резиновые коврики, диэлектрические перчатки и т.п.);
-
кабели и провода для обеспечения их целостности (защита от излома и истирания) должны подводиться к электроинструменту через эластичную трубку длиною не менее пяти метров диаметров кабеля, которая устанавливается в корпус электроинструмента;
-
рабочие органы электроинструментов, за исключением электрических дрелей (сверлильных машин), должны иметь защитные кожухи;
-
в случае обнаружения неисправностей электроинструмента работа с ним должна быть немедленно прекращена;
-
разборка и ремонт электроинструмента, штепсельных разъемов и проводов разрешается только персоналу, осуществляющему обслуживание электроинструмента (самостоятельный ремонт категорически запрещен).
Ручной пневматический инструмент
Ручной пневматический инструмент, применяемый при выполнении слесарных работ,
должен отвечать следующим требованиям:
-
рабочая часть инструмента не должна иметь повреждений (трещин, выбоин, заусенцев) и должна быть правильно заточена;
-
боковые грани инструмента не должны иметь острых ребер;
-
хвостовая часть инструмента, устанавливаемого в присоединительное устройство, должна плотно прилегать к стенкам этого устройства и обеспечивать надежное центрирование инструмента;
-
на хвостовой части инструмента не должно быть повреждений;
-
пусковые устройства пневматического инструмента должны легко и быстро приводиться в действие, а в закрытом состоянии они не должны пропускать воздух.
2.6. Электробезопасность
Тело человека является проводником электрического тока, но проводимость тканей биологического происхождения отличается от проводимости обычных проводников. Как известно, человеческие ткани на 60% состоят из воды и могут рассматриваться как электролит, который разлагается под воздействием электрического тока. Проходя через организм человека, электрический ток оказывает на него термическое и электролитическое воздействия.
Многообразное воздействие тока на организм человека может привести к разным видам травм электротоком, которые условно можно разделить на два типа: местные травмы электротоком и травмы электротоком, поражающие организм в целом.
Электрический ожог - наиболее распространенный вид травм электротоком, который происходит при прохождении электрического тока через организм человека в результате его непосредственного контакта с токоведущими частями. Такой ожог тем опаснее, чем больший ток проходит через организм и чем продолжительнее это прохождение.
Различают четыре степени ожогов по их тяжести:
I - поражение кожи;
II - образование пузырей;
III - омертвление кожи по всей ее толщине;
IV - обугливание тканей
Электрический удар - наиболее опасная форма воздействия электрического тока на организм человека, в результате которого происходит поражение всего организма. В зависимости от тяжести различают четыре степени воздействия электрического удара на организм человека:
I - судорожное сокращение мышц без потери сознания;
II - судорожное сокращение мышц с потерей сознания;
III - потеря сознания с нарушением сердечной деятельности или дыхания;
IV - клиническая смерть
2.7. Основы промышленной санитарии
Промышленная санитария предусматривает создание на производстве условий, обеспечивающих необходимую температуру в производственных помещениях, хорошую вентиляцию, достаточную освещенность рабочих мест, отсутствие сквозняков, наличие вспомогательных и бытовых помещений.
Температура в производственном помещении должна поддерживаться в пределах 16…20ºС.
Вентиляция производственных помещений должна обеспечивать создание комфортных условий труда за счет поддержания необходимого температурного режима, удаления вредных газов, паров и пыли. Вентиляция должна быть приточной и вытяжной.
Освещение может быть как естественным (дневной свет), так и искусственным (электрическое освещение). Предпочтительным является естественное освещение.
Местное освещение на рабочем месте должно иметь исправную передвижную арматуру с защитным колпачком для направления света на обрабатываемую деталь.
Для сохранения здоровья и предупреждения заболеваний необходимо:
-
делать краткие перерывы во время работы, позволяющие снять усталость (кроме того, следует иметь в виду, что после работы стоя отдыхать надо сидя, и наоборот);
-
отводить на сон не менее 8ч в сутки;
-
в процессе работы время от времени менять рабочую позу;
-
после окончания рабочего дня мыть в душе с мылом все тело
Вопросы для самоконтроля:
1. Перечислите основные слесарные операции.
2. Какие слесарные тиски применяются в учебных мастерских?
3. Что относится к слесарно-монтажному инструменту?
4. Какие правила необходимо соблюдать для сохранения здоровья?
5. Перечислите правила содержания рабочего места.
6. Перечислите правила выполнения слесарных работ электроинструментом.
7. Какое воздействие оказывает электрический ток на организм человека?
8. Почему необходимо контролировать и регулировать положение тисков по росту работающего?
9. Как ведется подготовка квалифицированных рабочих?
10. Какие приспособления, помимо тисков, применяются для зажима изделий?
11. Перечислите основные правила безопасности при выполнении слесарных работ.
2.8. Измерительный слесарный инструмент
Измерительный инструмент обычно составляет предмет особой заботы слесаря, поскольку от того, в исправном ли состоянии он находится, зависит результат работы, и зачастую не одного дня.
Точность, которая требуется при слесарной сборке какого-нибудь механического узла, колеблется обычно в пределах от 0,1 до 0,005мм.
Точность измерения - это та ошибка, которая неизбежна при использовании в качестве измерителя того или иного инструмента.
Самые распространенные ошибки, снижающие точность измерений, следующие:
-
использование поврежденного измерительного инструмента;
-
загрязненность рабочих поверхностей измерительного инструмента;
-
неправильное положение нулевой отметки на шкале и нониусе;
-
неправильная установка инструмента относительно детали;
-
измерение нагретой или охлажденной детали;
-
измерение нагретым или охлажденным инструментом;
-
неумение пользоваться инструментом;
-
неправильно выбранная база измерения
Измерительная (масштабная) линейка - для разметки изготавливают из легированных сталей; имеет штрихи-деления, расположенные друг от друга на расстоянии 1мм.
Металлические измерительные линейки изготавливают из инструментальной стали У7 или У8 толщиной 0,3…1,5мм, шириной 10..25мм и длиной 100; 150; 200;300; 500; 750 и 1000мм.
Поскольку металлические детали чаще всего невелики, то и длина линейки не должна превышать 200-300мм (в редких случаях можно использовать линейку длиной до 1000мм). Измерительные линейки позволяют производить контроль наружных и внутренних размеров с точностью до 1мм.
Кронциркуль применяют для измерения наружных размеров деталей (диаметра, длины и толщины буртиков и стенок). Кронциркуль состоит из двух изогнутых по большомудиаметру дужек длиной 150..200мм, которые соединены между собой шарниром. При измерении кронциркуль берут правой рукой за шарнир и раздвигают его ножки так, чтобы их концы касались проверяемой поверхности и перемещались по ней с небольшим усилием. Размер обработанной детали определяют, сравнивая величину разведения ножек со шкалой измерительной линейки или штангенциркуля.
Поверочные (лекальные) линейки служат для контроля обработанных поверхностей на прямолинейность и плоскостность. Эти линейки могут быть с двухсторонним скосом, трех- и четырехгранным. Поверочные линейки изготавливают с высокой точностью. Они имеют узкие ребра с наибольшим закруглением 0,1..0,2мм, что позволяет определить отклонение от прямолинейности или плоскостности поверхности с достаточно высокой точностью, используя метод световой щели.
Штангенциркули предназначены для измерения наружных и внутренних размеров.
Штангенциркуль состоит из следующих частей: штанги (то есть сравнительно толстой стальной линейки) со шкалой, цена деления которой равна 1мм; верхней и нижней губок на левом конце штанги; подвижной рамки с губками (верхней и нижней), имеющих такую же форму, как и губки штанги. На скошенной грани подвижной рамки нанесена шкала (10делений) с ценой деления 1,9мм. Эта шкала называется нониусом.
Подвижная рамка фиксируется в нужном положении стопорным винтом.
При измерении штангенциркулем следует проверять:
-
плавность перемещения рамки по всей длине штанги;
-
плотность прилегания измерительных губок друг к другу (в сведенном положении не должно быть просвета между губками);
-
точность совпадения нулевого штриха нониуса с нулевым штрихом шкалы, то есть правильность установки измерительных губок на ноль;
-
точность совпадения торца линейки глубиномера с торцом штанги
Угольники (слесарные плоские) служат для разметки и проверки углов величиной 90º, для проведения параллельных линий и других геометрических построений. Угольники слесарные обычно бывают с длиной сторон 60×40мм, 100×60мм, 160×100мм и реже 250×160мм.
Щупы представляют собой набор пластин определенной толщины. Щупы являются нормальными калибрами при проверке зазоров между поверхностями, они выпускаются с номинальными размерами 0,02…1,0мм, с градацией через 0,01 и 0,05мм. По длине различают щупы двух исполнений: 200 и 100мм. Щупы длиной 100мм изготавливают как в виде отдельных пластин, так и в виде наборов, а при длине 200мм - только в виде отдельных пластин.
При измерении зазоров щупом следует выполнять ряд правил:
-
перед измерением зазора убедиться в плавности перемещения пластин щупа;
-
если перемещение пластин в зазоре затруднено, то их следует слегка смазать;
-
величину зазора определять по суммарной величине набора пластин щупа, полностью вошедших в зазор по всей его длине;
-
при измерении величины зазора не прикладывают к щупу больших усилий во избежание поломки или их деформирования
2.9. Разметка деталей (общие сведения)
При обработке металла или поковок одни их поверхности оставляют в черном виде, а с других снимают слой металла определенной толщины, чтобы обработанные поверхности имели форму и размеры, указанные на чертеже. Поэтому до начала обработки необходимо выполнить разметку деталей.
Разметкой называют операцию перенесения необходимых контурных размеров с чертежа на плоскости материала или заготовки, с тем, чтобы произвести необходимые слесарные процессы для окончательного изготовления изделий. Различают плоскостную и пространственную разметки.
Плоскостная разметка - это нанесение контурных размеров на плоскости материала, из которого будет изготавливаться деталь. Например, разметка кроя воздуховодов из листового материала, разметка фланцев, прокладок.
Пространственная разметка - это нанесение контурных линий на плоскости заготовок, сопряженных под различными углами. Например, нанесение требуемых контуров на объемную заготовку детали, выполненную с излишними припусками.
Для того чтобы линии контуров, нанесенные на размечаемые поверхности заготовки, были хорошо видны, эти поверхности необходимо предварительно окрасить.
Необработанные или грубо обработанные плоскости литых деталей поковок предварительно очищают от грязи, остатков формовочной земли, песка, окалины, обрубают заусенцы и приливы, а затем окрашивают мелом, быстро сохнущей краской или покрывают лаком.
Для окраски толченный мел растворяют в воде (на 1л воды 125гр мела) до густоты молока, кипятят, а затем добавляют немного льняного масла, чтобы мел не осыпался, и сиккатива, ускоряющегося высыхания краски.
Раствором медного купороса (на один стакан воды три чайные ложки купороса) или кусковым медным купоросом окрашивают чисто обработанные плоскости. Жидкие растворы наносят на поверхность заготовки кисточкой тонким слоем. Кусковым купоросом натирают смоченную водой поверхность заготовки. Разметку производят после того, как краска высохнет.
При производстве заготовок заранее предусматривают припуск на обработку.
Припуск - это увеличение размеров заготовки по сравнению с контурными линиями (рисками), нанесенными точно по чертежу.
Припуск должен быть наименьшим в целях экономии материала, уменьшения затрат времени на обработку детали и повышения производительности труда рабочего. Разметка необходима для обеспечения правильности размеров заготовки и припусков.
2.10. Плоскостная разметка
Разметочные работы в слесарном деле являются вспомогательной технологической операцией заключающейся в перенесении контурных построений по размерам чертежа на заготовку.
Разметка - это операция по нанесению на поверхность заготовки линий (рисок), определяющих контуры изготавливаемой детали, являющаяся частью некоторых технологических операций.
Плоскостную разметку применяют при обработке листового материала и профильного проката, а также деталей, на которые разметочные риски наносят в одной плоскости.
Плоскостная разметка заключается в нанесении на материал или заготовку контурных линий: параллельных и перпендикулярных, окружностей, дуг, углов, различных геометрических фигур по заданным размерам или контуров по шаблонам. Контурные линии наносят в виде сплошных рисок.
Чтобы следы рисок сохранились до конца обработки, на риски наносят с помощью кернера небольшие углубления, близко расположенные одно от другого, или рядом с разметочной риской наносят контрольную риску. Риски должны быть тонкими и четкими.
Пространственная разметка - это нанесение рисок на поверхностях заготовки, связанных между собой взаимным расположением.
Плоскостная разметка производится на заготовке чертилкой. Точность при разметке достигается до 0,5мм. Разметочные риски чертилкой проводятся один раз.
Глубина кернового углубления составляет 0,5мм. При выполнении практического задания чертилку и разметочный циркуль можно держать на слесарном верстаке.
По окончании работы необходимо удалить пыль и окалину с разметочной плиты с помощью щетки-сметки. При выполнении практического задания необходимо линейку прижимать к заготовке тремя пальцами левой руки так, чтобы между ней и заготовкой не было просвета. При накернивании длинных рисок (более 150мм) расстояние между углублениями должно быть 25..30мм. При накернивании коротких рисок (менее 150мм) расстояние между углублениями должно быть 10..15мм. Прежде чем установить циркуль на размер радиуса дуги, центр будущей дуги необходимо накернить. Чтобы установить циркуль на размер, нужно установить одну ножку циркуля острием на десятое деление линейки, а вторую - наделение, превышающее заданное на 10мм. Углы, меньше 90º, измеряют угломером с применением угольника. При плоскостной разметке параллельные риски наносят с помощью линейки и угольника. При разметке на пластине окружности заданного диаметра, нужно установить циркуль на размер превышающий радиус окружности на 8..10мм.
Для разметки, измерения и проверки правильности изготовления изделий применяют следующие инструменты: линейка, угольник, циркуль, штангенциркуль, кронциркуль, нутромер, масштабная и лекальная линейки, транспортир, чертилка, кернер, разметочная плита. В качестве приспособлений, ускоряющих процесс разметки, используют шаблоны, лекала, трафареты.
Чертилка должна быть удобной для нанесения четких линий на размечаемой поверхности и, вместе с тем, не портить рабочих плоскостей линейки, угольника. Материал чертилки подбирают в зависимости от свойств размечаемых поверхностей. Например, латунная чертилка оставляет хорошо видный след на поверхности стали. При разметке деталей из более мягких материалов целесообразно воспользоваться карандашом. Перед разметкой на плоскость лучше нанести тонкий слой водоэмульсионной краски.
Кернеры служат для нанесения центров окружностей и отверстий на размечаемых поверхностях. Керны изготавливают из твердой стали. Длина кернера составляет от 90 до 150мм и диаметр от 8 до 13мм.
В качестве ударного инструмента при выполнении керновых углублений используют слесарный молоток, который должен иметь небольшой вес. В зависимости от того, насколько глубоко должно быть керновое углубление, применяют молотки массой от 50 до 200гр.
Транспортир стальной с угломером используют для разметки и проверки углов при изготовлении сопрягаемых трубных узлов, фасонных частей и других деталей воздуховодов.
Циркуль разметочный применяется для вычерчивания окружностей, дуг и различных геометрических построений, а также для перенесенияразмеров с линейки на разметочную заготовку или наоборот. Различают циркули реечные,рейсмусовые, кронциркули, нутромеровые, штангенциркули.
Разметочные плиты устанавливают на специальных подставках и тумбах с ящиками для храненияразметочных инструментов и приспособлений. Разметочные плиты небольшого размера располагают на столах. Рабочие поверхности разметочной плиты не должны иметь значительных отклонений от плоскости.
Различные геометрические фигуры наносят на плоскости тем же разметочным инструментом: линейкой, угольником, циркулем и транспортиром. Чтобы ускорить и упростить плоскостную разметку одинаковых изделий применяют шаблоны из листовой стали.
На заготовку или материал накладывают шаблон и плотно прижимают его, чтобы во время разметки он не сдвинулся с места. По контуру шаблона чертилкой прочерчивают линии, обозначающие контуры обрабатываемой детали.
Крупные детали размечают на плите, а мелкие - в тисках. Если изделие пустотелое, например фланец, то в отверстие заколачивают деревянную пробку и в центре пробки закрепляют металлическую пластинку, на которой кернером намечают центр для ножки циркуля.
Фланец размечают следующим образом. Поверхность заготовки окрашивают мелом, намечают центр и циркулем проводят окружности: наружный контур, контур отверстия и осевую линию по центрам отверстий для болтов. Часто фланцы размечают по шаблону, а отверстия сверлят по кондуктору без разметки.
2.11. Правила выполнения приемов разметки
При выполнении разметочных работ необходимо придерживаться следующих основных правил.
1. Слой окрашивающего состава, наносимого на поверхность заготовки, должен быть тонким, равномерным по толщине и полностью покрывать размечаемую поверхность. К разметке следует приступать только после его полного высыхания.
2. При проведении риски точно совмещать линейку с исходными отметками на детали и плотно прижимать к заготовке.
3. Прежде чем провести риску, следует убедиться, что чертилка (циркуль) хорошо заточена. Тупую чертилку (циркуль) необходимо повторно заточить.
4. Риску проводить одним непрерывным движением чертилки вдоль линейки, не наносить риску дважды по одному и тому же месту, так как это приводит к ее раздвоению.
5. При кернении разметочных рисок:
-
убедится в правильности заточки кернера, при необходимости заточить повторно;
-
кернение производить легкими ударами молотка по кернеру так, чтобы глубина кернового углубления составляла примерно 0,5мм. При накернивании длинных рисок (более 150мм) расстояние между углублениями должно быть 25..30мм, при накернивании коротких рисок (менее 150мм) расстояние между углублениями должно быть 10..15мм, линии малых окружностей диаметром до 15мм накернивают в четырех взаимно-перпендикулярных точках;
-
линии больших окружностей диаметром более 15мм накернивают равномерно в 6..8 местах, дуги в сопряжениях следует накернивать с меньшими промежутками между углублениями, чем на прямолинейных участках;
-
точки сопряжения и пересечения рисок необходимо обязательно накернивать; центр отверстия или дуги накернивают глубже, чем риску, диаметр отверстия при этом должен быть равен приблизительно 1,0мм.
6. При разметке отверстия или дуги точно устанавливать раствор циркуля на требуемый размер, прочно фиксировать раствор циркуля прижимным винтом дуги циркуля. При проведении дуги циркуль слегка наклонять в сторону движения.
7. Если при сопряжении прямолинейных и криволинейных рисок они не совпали, размечаемое место детали закрасить заново и разметку повторить.
8. При разметке по шаблону (образцу) плотно прижимать его к детали, следить, чтобы он не сместился в процессе разметки. При возможности закреплять шаблон на поверхности размечаемой заготовки (например, струбциной).
9. При разметке центра на торце цилиндрической детали кернером-центроискателем следить за установкой центроискателя строго по оси детали, точность разметки проверять раздвижным центроискателем.
10. При разметке центра на торце цилиндрической детали угольником-центроискателем следить за плотным прилеганием полок центроискателя к цилиндрической части детали.
11. При разметке центра отверстия детали с помощью раздвижного центроискателя следить за перпендикулярностью установки деревянного бруска с пластиной оси отверстия (центр отверстия при этом определяют «на глаз» внутри четырех дуг - засечек на пластине), проверять точность разметки по внутренней поверхности отверстия или контрольной риске на торце детали.
12. При разметке «от кромки» обработанной детали следует плотно прижимать полку угольника с широким основанием к кромке детали.
13. При разметке «от осевых линий» размеры отсчитывают от двух контрольных керновых углублений, расположенных на краях этих линий.
2.12. Правила техники безопасности при плоскостной разметке
1. Не класть чертилку и разметочный циркуль в карман халата; их можно держать только на верстаке.
2. Чтобы не поранить руки, подавать чертилку товарищу надо ручкой от себя, а класть на рабочее место - ручкой к себе.
3. Надежно устанавливать разметочную плиту на столе.
4. Не работать на неисправном заточном станке, при отсутствии кожуха, зазоре между кругом и подручником более 2..3мм, биение круга.
5. Установку заготовок (деталей) на плиту и снятие их с плиты необходимо выполнять только в рукавицах.
6. Проверять надежность крепления молотка на рукоятке.
2.13. Типичные дефекты при выполнении разметки, причины их появления и способы предупреждения
Дефект
Причина
Способ предупреждения
Раздвоенная риска.
Линейка слабо прижималась к детали. Риска проводилась по одному и тому же месту. Разметка проводилась тупой чертилкой.
Линейку плотно прижимать к детали, риску проводить только один раз. Заточить чертилку.
Керновое углубление не на риске.
При установке кернера его острие не попало на риску. Кернение производилось тупым кернером. Кернер сместился с риски перед ударом молотком.
Точно устанавливать кернер в углубление риски, прочно удерживать его при кернении. При необходимости кернер заточить.
Раздвоенная или смещенная риска размеченной дуги или окружности.
Опорная (неподвижная) ножка циркуля тупая.
Малая глубина кернового углубления в центре окружности или дуги. Сильное нажатие на подвижную ножку циркуля в процессе разметки.
Разметку производить только циркулем с остро заточенными ножками, плавными несильными движениями циркуля, наклоняя его в сторону движения.
Риски не сопряжены
друг с другом.
Неточно установлена линейка по рискам. Смещение линейки во время нанесения риски. Неточно установлен размер циркуля; опорная ножка циркуля выскочила из кернового углубления при проведении риски.
Точно соблюдать все правила разметки. Прочно удерживать линейку и циркуль в процессе разметки.
Непараллельные или неперпендикулярные друг другу риски.
Керновые углубления на исходных рисках смещены. Неточно установлена линейка по рискам и дугам. Слабо закреплен зажимной
винт циркуля.
Точно устанавливать линейку по исходным рискам. Прочно прижимать ее к детали. Следить за зажимом ножек циркуля.
Углы между рисками
не соответствуют заданным.
Керновые углубления на исходных рисках смещены. Нарушена последовательность построения угла. Неточно установлена линейка по рискам и керновым углублениям.
Керновые углубления наносить только по углублению риски. Следить за заточкой кернера и чертилки. Точно устанавливать линейку по рискам и керновым
углублениями.
Размеченный контур
не соответствует
шаблону.
Шаблон во время разметки был неплотно прижат к поверхности заготовки, в результате чего сместился при нанесении разметочных рисок.
Плотно прижимать шаблон к поверхности заготовки в процессе разметки. При возможности закреплять шаблон на заготовке при помощи струбцины.
При разметке при
помощи рейсмаса
риска не прямолинейна
Неустойчиво установлена размечаемая деталь. Слабо закреплена игла рейсмаса на стойке. На разметочную плиту под основание рейсмаса попала грязь.
Проверить прочность (без качки)
установки детали на разметочной плите. Тщательно протереть разметочную плиту перед разметкой.
Прочно закреплять разметочную
иглу на штанге рейсмаса.
Не совпадают центры
отверстий и цилиндрических частей деталей.
Некачественно определены центры отверстий и цилиндрических частей детали.
Проверить разметку центров.
Вопросы для самоконтроля:
1. Для чего служит плоскостная разметка?
2. В каких случаях применяют разметку по шаблону?
3. Для чего размечаемую поверхность окрашивают?
4. В какой последовательности нужно наносить разметочные линии?
5. Почему точность измерительного инструмента должна быть выше, чем точность изготовления детали, которая этим инструментом проверяется?
6. От чего зависит выбор положения заготовки при разметке?
7. Что следует проверить при измерении штангенциркулем?
8. Как установить на разметочной плите заготовку с обработанной поверхностью и заготовку не имеющую такой поверхности?
9. Какую точность можно получить при обычных методах разметки?
10. Из каких материалов изготавливают чертилки, циркули, кернеры?
11. Как определить годность заготовки?
12. Перечислите правила техники безопасности при разметке.
13. Какие встречаются дефекты при выполнении разметки?
Литература
-
Костенко Е.М., «Слесарное дело. Практическое пособие для слесаря». - М.: НЦ Энас, 2006, 144.
-
Муравьев Е.М., Слесарное дело. - М.: изд. «Просвещение». 1990, 176
-
Покровский Б.С. Общий курс слесарного дела: Учеб. пособие. - М.: ОИЦ «Академия», 2007 - 80 с.
-
Покровский Б.С. Основы слесарного дела: Учебник для нач. проф. образования. - М.: ОИЦ «Академия», 2007. - 272 с.
Тема 3. Рубка металла
3.1. Рубка металла.
3.2. Инструменты, применяемые при рубке металла.
3.3. Основные правила и способы выполнения работ при рубке металла.
3.4. Правила безопасности труда при рубке металла.
3.5. Типичные дефекты при рубке металла, причины их появления и способы предупреждения.
3.1. Рубка металла
Рубкой называют слесарную операцию, при которой с помощью режущего инструмента с заготовки или детали удаляют лишние слои металла или заготовку разрубают на части.
При современных способах обработки материала или заготовок рубка металла - подсобная операция.
Точность обработки при рубке не превышает 0,7мм.
Рубкой выполняют следующие работы:
-
удаление лишних слоев материала с поверхностей заготовок (обрубка литья, сварных швов, прорубание кромок под сварку);
-
обрубку кромок и заусенцев на кованных и литых заготовках;
-
разрубание на части листового материала;
-
вырубку отверстий в листовом материале;
-
прорубание смазочных канавок
Рубку металла производят в тисках, на плите и на наковальне с помощью слесарного молотка, слесарного зубила, крейцмеселя, кузнечного зубила и кувалды.
Посредством рубки удаляют лишний материал с поверхности заготовки (детали), оставляя небольшой припуск.
Припуском называют минимальный излишний слой материала на обрабатываемой поверхности, позволяющий при последующих операциях обработки избежать брака и соблюсти требуемую точность изготовления.
Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения во время операции.
Вертикальную рубку выполняют на наковальне или специальной плите. Зубило при этом располагается вертикально, а разрубаемый материал - горизонтально.
Горизонтальную рубку выполняют в тисках. Зубило при этом держат почти горизонтально под углом не более 5º к плоскости губок тисков.
Рубку тонкого металла, обрубку плоскостей, приливов, заусенцев, вырубку канавок производят в тисках, а перерубку толстого металла или длинных полос и прутков - на плите или наковальне.
3.2. Инструменты, применяемые при рубке
Слесарное зубило состоит из трех частей: рабочей, средней, ударной. Как и при любой обработке резанием, режущая часть инструмента представляет собой клин.
Различают два основных вида работы клина при рубке:
-
ось клина и направление действия силы, приложенной к нему, перпендикулярны к поверхности заготовки. В этом случае заготовка разрубается на части.
-
ось клина и направление действия силы, приложенной к его основанию, образуют с поверхностью заготовки угол, меньший 90º. В этом случае с заготовки снимается стружка.
Крейцмесель отличается от зубила более узкой режущей кромкой. Крейцмесель применяют для вырубания канавок, прорубания шпоночных пазов и тому подобных работ.
Рабочую часть зубила и крейцмеселя закаливают на длину не менее 30мм, а головку - слабее лезвия (на длину около 15..25мм), чтобы при ударе молотком она не крошилась и не трескалась. Вся остальная часть зубила и крейцмеселя должна оставаться мягкой. Зубила и крейцмесели не должны иметь трещин и других дефектов.
Наиболее часто используют зубила длиной 175 и 200мм с лезвиями шириной 20 и 25мм. Для прорубания канавок в стали и чугуне применяют крейцмесели длиной 150-175мм с лезвием шириной 5…10мм.
Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70º, для средней и мягкой стали - 60º, для латуни, меди и цинка - 45º, для очень мягких металлов (алюминий, свинец) - 35-35º.
Канавочник применяется для вырубания смазочных канавок во вкладышах и втулках
подшипников скольжения и профильных канавок специального назначения.
Слесарные молотки применяются при рубке в качестве ударного инструмента для создания силы резания и бывают двух видов - с круглым и квадратным бойком.
Молотки с круглыми бойками применяют, когда требуется большая сила и меткость удара, а с квадратными - для более легких работ. Молоток должен быть в исправном состоянии, без трещин, раковин и других дефектов.
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800г. Молотки насаживаются на ручки из древесины твердых и вязких пород (береза, клена, дуба, рябины). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400-600гр. равна 350мм, массой 800гр. - 380..450мм.
Удары молотком бывают:
кистевой удар локтевой удар плечевой удар
Сила удара молотка зависит: от веса молотка, от длины рукоятки, от замаха, от физической силы рабочего.
При рубке в тисках слесарь должен стоять вполоборота к ним. Левая нога слегка выставляется вперед, правая назад. Расстояние рабочего от тисков должно быть таким, чтобы плечевая часть правой руки занимала вертикальное положение. Зубило удерживается свободно в левой руке за среднюю часть, ударная часть должна выступать на 15..25мм. Молоток держат в правой руке на расстоянии 15..30мм от конца рукоятки.
Заточка режущего инструмента осуществляется на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становиться негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой.
3.3. Основные правила и способы выполнения работ при рубке
1. При рубке листового и полосового металла толщиной до 3мм по уровню губок тисков следует соблюдать следующие правила:
-
часть заготовки, уходящая в стружку, должна располагаться выше уровня губок тисков;
-
риска на заготовке должна находиться точно на уровне губок тисков, перекос заготовки не допустим;
-
заготовка не должна выступать за правый торец губок тисков;
-
рубку по уровню тисков выполнять серединой режущей кромки инструмента, располагая его под углом 45º к заготовке. Угол наклона зубила в зависимости от угла заострения рабочей части составляет от 30º до 35º.
2. При рубке полосового (листового) материала на плите (наковальне) следует выполнять следующие требования:
-
режущую кромку зубила затачивать не прямолинейно, а с некоторой кривизной;
-
разрубание листового материала по прямой линии производить, начиная от дальней кромки листа к передней, при этом зубило должно располагаться точно по разметочной риске. При рубке передвигать лист таким образом, чтобы место удара находилось приблизительно посредине плиты;
-
при вырубании из листового материала заготовки криволинейного профиля оставлять припуск 1,0..1,5мм для последующей ее обработки, например, опиливанием;
-
разрубание полосы выполнять по разметке с обеих сторон примерно на половину толщины полосы, после чего переломить ее в тисках или на ребре плиты (наковальни); силу удара регулировать в зависимости от толщины разрубаемого материала.
3. При срубании слоя металла на широкой поверхности детали сначала при помощи крейцмеселя прорубить канавки глубиной 1,5…2,0мм по всей поверхности детали, а затем зубилом срубить оставшиеся выступы. При необходимости повторять рубку до тех пор, пока не будут достигнуты заданные размеры детали. Толщину снимаемого слоя металла регулировать наклоном крейцмеселя или зубила и силой удара, наносимого по инструменту.
4. Прорубание криволинейных канавок на заготовке выполнять канавочником за один или несколько проходов в зависимости от обрабатываемого материала и
требований к качеству обработки. Объем срезаемого материала регулировать наклоном канавочника и силой удара по инструменту.
5. При заточке инструмента необходимо выполнять следующие требования:
-
устанавливать подручник заточного станка таким образом, чтобы зазор между подручником и заточным кругом не превышал 3мм;
-
прижимать инструмент режущей частью к периферии заточного круга, опираясь при этом на подручник;
-
периодически охлаждать инструмент водой, опуская его в специальную емкость. Охлаждение производиться с целью предупреждения перегрева инструмента в процессе затачивания и отпуска его рабочей части, приводящего к снижению твердости режущей части инструмента;
-
проверять угол заточки инструмента по шаблону;
-
следить за симметричностью лезвия инструмента относительно его оси.
3.4. Правила техники безопасности при рубке и заточке режущего инструмента:
1. Устанавливать на верстак защитный экран.
2. Прочно закреплять заготовку в тисках.
3. Не пользоваться молотком, зубилом, канавачником, крейцмеселем с расплющенным бойком.Расклепанную часть бойка удалять на заточном станке.
4. Рукоятка ручного слесарного молотка должна быть хорошо закреплена и не иметь трещин.
5. Выполнять рубку только острозаточенным инструментом.
6. При рубке твердого и хрупкого металла следует обязательно использовать ограждение: сетку, щиток.
7. Пользоваться индивидуальными защитными очками или защитным экраном, установленным на станке, во избежание травм глаз.
8. Для предохранения рук от повреждений (при неудобных работах, а также в период обучения) на кисть руки следует надевать предохранительный козырек.
3.5. Типичные дефекты при рубке, причины их появления и способы предупреждения
Рубка листовой стали в тисках
Дефект
Причина
Способ предупреждения
Обрубленная кромка детали криволинейна.
Деталь слабо зажата в тисках.
Прочно закреплять деталь в тисках.
Стороны вырубленной детали непараллельные.
Перекос разметочных рисок. Перекос заготовки в тисках.
Соблюдать правила разметки, точно устанавливать деталь в тисках по разметочной риске
«Рванная» кромка детали.
Рубка выполнялась слишком сильными ударами или тупым зубилом.
Перед рубкой убедиться в правильной заточке зубила. Силу ударов регулировать в зависимости от толщины заготовки. Угол наклона зубила должен быть не менее 30º.
Прорубание канавок
Дефект
Причина
Способ предупреждения
«Рванные» кромки канавки.
Неправильная заточка крейцмеселя.
Крейцмесель затачивать с поднутрением режущей кромки.
Глубина канавки неодинакова по ее
длине.
В процессе рубки не производилось регулирование наклона крейцмеселя.
При рубке толщину срезаемого слоя материала, а следовательно, и глубину канавки регулировать наклоном крейцмеселя.
Сколы на конце
канавки.
Не обрубление фаска на детали.
Перед началом рубки (особенно хрупких металлов) обязательно срубать фаску на ребре заготовки в месте выхода крейцмеселя.
Срубание слоя металла на широкой поверхности
Дефект
Причина
Способ предупреждения
Грубые завалы и зарубы на обработанной поверхности.
Рубка осуществлялась тупым зубилом. Неправильная установка зубила в процессе рубки. Неравномерность силы ударов молотком по зубилу в процессе рубки.
Наиболее рационально производить срубание выступов между прорубленными ранее канавками способом «елочка». Толщину снимаемого слоя регулировать наклоном зубила.
Сколы на кромке детали.
Не обрублены фаски на детали.
Перед рубкой широкой поверхности детали (особенно хрупкого материала) обязательно срубать фаски со всех ребер детали.
Рубка листовой, полосовой и прутковой стали на плите
Дефект
Причина
Способ предупреждения
Непрямолинейная
кромка отрубленной детали.
Нарушение правил разметки детали. Рубка велась не по разметочной риске.
Следить за прямолинейностью риски разметки. Точно устанавливать зубило на риску.
Кромка отрубленной детали имеет глубокие зарубы и сколы.
Неправильная заточка зубила. Неточная установка зубила на разметочную риску. Рубка выполнялась слишком слабыми ударами с «пристукиванием» или тупым зубилом.
Для рубки листового металла зубило следует затачивать слегка закругленно. Рубку производить энергичными ударами без «пристукивания». Прочно удерживать зубило на риске разметки.
Вопросы для самоконтроля:
1. В каких случаях и, с какой целью перед началом рубки на кромках деталей выполняют фаски?
2. Для чего служит рубка металла?
3. От чего зависит сила удара молотка?
4. Какие встречаются дефекты при рубке металла и как их устранить?
5. Какие правила по технике безопасности необходимо соблюдать при рубке металла?
6. Чем вызвана необходимость использования рукавиц при резании металла ножницами?
7. Какой толщины металл прорубают с одного удара; какой удар молотком наносят при этом?
8. Зачем нужна смазка зубьев ножовочного полотна при работе?
9. Как правильно заточить инструмент для рубки?
10. Какие имеются типы молотков? Применение их.
11. Как правильно держать молоток и зубило?
12. Лист толщиной 3мм необходимо разрубить пополам, как это сделать?
Литература
-
Костенко Е.М., «Слесарное дело. Практическое пособие для слесаря». - М.: НЦ Энас, 2006, 144.
-
Муравьев Е.М., Слесарное дело. - М.: изд. «Просвещение». 1990, 176
-
Покровский Б.С. Общий курс слесарного дела: Учеб. пособие. - М.: ОИЦ «Академия», 2007 - 80 с.
-
Покровский Б.С. Основы слесарного дела: Учебник для нач. проф. образования. - М.: ОИЦ «Академия», 2007. - 272 с.
Тема 4. Резка металла
4.1 Резка металла.
4.2 Инструменты и приспособления, применяемые при резке металла.
4.3 Основные правила резания металла ножовкой (полосовой, листовой, прутковый материал; профильный прокат; трубы).
4.4. Основные правила резания листового металла толщиной до 0,7мм ручными ножницами.
4.5 Основные правила резания листового и полосового материала рычажными ножницами.
4.6 Основные правила резания труб труборезом.
4.7 Типичные дефекты при резании металла, причины их появления и способы предупреждения.
4.8 Правила безопасности труда при резке металла.
4.1 Резка металлов
При слесарно-заготовительных работах металл перерезают в тех случаях, когда нужно от заготовки сортовой, фасонной стали или труб отделить часть определенного размера или заданной формы. Эта операция отличается от рубки тем, что ее выполняют не ударными, а нажимными усилиями, и смежные торцы основной и отделенной частей металла имеют прямые плоскости без скосов. Полосовую круглую, угловую или другую сталь перерезают с помощью ручных ножовок в тисках, а трубы - в прижиме.
Перед резанием труб их размечают на верстаке на заготовки, требуемой длины. Для точной разметки на краю верстака укреплена металлическая линейка длиной до 3м с упором на одном конце. Слесарь подвигает трубу одним концом до упора и по линейке отмечает длину заготовки.
Разрезание (резка) - это операция, связанная с разделением материалов на части с помощью ножовочного полотна, ножниц, труборезов.
4.2 Инструменты и приспособления, применяемые при резке
Ручные слесарные ножовки предназначены в основном для разрезания сортового и профильного проката вручную, а также для разрезания толстых листов и полос, прорезания пазов в головках винтов, обрезания заготовок по контору и других работ. Наиболее распространенные ножовочные полотна шириной 13 и 16мм. При толщине от 0,5 до 0,8мм и длиной 250-300мм. Ножовочные станки бывают двух типов: цельные и раздвижные, позволяющие устанавливать в станок ножовочное полотно разной длины.
Ручные ножницы предназначены для разрезания материала по прямой линии или по дуге большого радиуса.
Ручные ножницы бывают правыми и левыми. Ручными ножницами можно резать листовую сталь толщиной до 0,7мм, кровельное железо толщиной до 1,0мм, листы меди и латуни толщиной до 1,5мм.
Силовые ножницы предназначены, при резании листовой стали толщиной до 2,5мм.
Настольные ручные рычажные ножницы применяют для разрезания листовой стали толщиной до 4мм, алюминия и латуни - до 6мм.
Труборезы применяют для разрезания труб различного диаметра вместо слесарной ножовки, а также для более качественного разрезания труб. Труборез представляет собой специальное приспособление, у которого режущим инструментом служат стальные дисковые резцы-ролики. Наиболее распространенные роликовые, хомутиковые и цепные труборезы (для разрезания труб большого диаметра).
Прижимы применяют для зажима стальных труб и трубных заготовок диаметром от 15 до 50мм при перерезании труб ручным способом.
4.3 Основные правила резания металла ножовкой (полосовой, листовой, прутковый материал; профильный прокат; трубы)
1. Перед началом работы необходимо проверить правильность установки и натяжения полотна.
2. Разметку линии реза необходимо производить по всему периметру прутка (полосы, детали) с припуском на последующую обработку 1…2мм.
3. Заготовку следует прочно закреплять в тисках.
4. Полосовой и угловой материал следует разрезать по широкой части.
5. В том случае, если длина реза на детали превышает размер от полотна до рамки ножовочного станка, резание необходимо производить полотном, закрепленным перпендикулярно плоскости ножовочного станка (ножовкой с повернутым полотном).
6. Листовой материал следует разрезать непосредственно ножовкой в том случае, если его толщина больше расстояния между тремя зубьями ножовочного полотна. Более тонкий материал для разрезания надо зажимать в тиски между деревянными брусками и разрезать вместе с ними.
7. Газовую или водопроводную трубу необходимо разрезать, закрепляя ее в трубном прижиме. Тонкостенные трубы при разрезании закреплять в тисках, используя для этого профильные деревянные прокладки.
8. При разрезании необходимо соблюдать следующие требования:
-
в начале резания ножовку наклонять от себя нВ 10..15º;
-
при резании ножовочное полотно удерживать в горизонтальном положении;
-
в работе использовать не менее трех четвертей длины ножовочного полотна;
-
рабочие движения производить плавно, без рывков, примерно 40..50 двойных ходов в минуту;
-
в конце разрезания нажатие на ножовку ослабить и поддерживать отрезанную часть рукой.
9. При проверке размера отрезанной части по чертежу отклонение реза от разметочной риски не должно превышать 1мм в большую сторону.
4.4. Основные правила резания листового металла толщиной до 0,7мм ручными ножницами
1. При разметке вырезаемой детали необходимо предусматривать припуск до 0,5мм на последующую обработку.
2. Разрезание следует производить острозаточенными ножницами в рукавицах.
3. Разрезаемый лист располагать строго перпендикулярно лезвиям ножниц.
4. В конце реза не следует сводить ножницы полностью во избежание надрыва металла.
5. Необходимо следить за состоянием оси-винта ножниц. Если ножницы начинают «мять» металл, нужно слегка подтянуть винт.
6. При резании материала толщиной более 0,5мм (или при затрудненном нажатии на ручки ножниц) необходимо одну из ручек прочно закрепить в тисках.
7. При вырезании детали криволинейной формы, например, круга, необходимо соблюдать следующую последовательность действий:
-
разметить контур детали и вырезать заготовку прямым резом с припуском 5..6мм;
-
вырезать деталь по разметке, поворачивая заготовку по часовой стрелке.
8. Резание следует производить точно по линии разметки (отклонения допускаются не более 0,5мм).
Максимальная величина «зареза» в углах не должна быть более 0,5мм.
4.5 Основные правила резания листового и полосового материала рычажными ножницами
1. Резание необходимо производить в рукавицах во избежание пореза рук.
2. Резание значительного по размерам листового материала (более 0,5×0,5м) следует производить вдвоем (один должен поддерживать лист и продвигать его в направлении «от себя» по нижнему ножу, другой - нажимать на рычаг ножниц.
3. В процессе работы разрезаемый материал (лист, полосу) необходимо располагать строго перпендикулярно плоскости подвижного ножа.
4. В конце каждого реза не следует доводить ножи до полного сжатия во избежание «надрыва» разрезаемого материала.
5. После окончания работы нужно закреплять рычаг ножниц фиксирующим штифтом в нижнем положении.
4.6 Основные правила резания труб труборезом
1. Линию реза следует отмечать мелом по всему периметру трубы.
2. Трубу необходимо прочно закреплять в трубном прижиме или тисках. Закрепление трубы в тисках нужно производить с использованием профильных деревянных прокладок. Место реза следует располагать не далее чем 80..100мм от губок прижима или тисков.
3. В процессе резания необходимо соблюдать следующие требования:
-
смазывать место реза;
-
следить за перпендикулярностью рукоятки трубореза оси трубы;
-
внимательно следить за тем, чтобы режущие диски рапологались точно, без перекоса, по линии реза;
-
не прикладывать больших усилий при вращении винта рукоятки трубореза для подачи режущих дисков;
-
в конце разрезания поддерживать труборез обеими руками; следить за тем, чтобы отрезанный кусок трубы не упал на ноги.
4.7 Типичные дефекты при резании металла, причины их появления и способы предупреждения
Резание слесарной ножовкой
Дефект
Причина
Способ предупреждения
Перекос реза.
Слабо натянуто полотно.
Резание проводилось поперек полосы или полки угольника.
Натянуть полотно таким образом, чтобы оно туго подавалось нажатию пальцем сбоку.
Выкрошивание
зубьев полотна.
Неправильный подбор полотна. Дефект полотна- полотно перекалено.
Полотно следует подбирать таким образом, чтобы шаг зубьев был не более половины толщины заготовки, то есть, чтобы в работе учувствовало два-три зуба. Вязкие металлы (алюминий и его сплавы) резать полотнами с более мелким зубом, тонкий материал закреплять между деревянными брусками и разрезать вместе с ними.
Поломка полотна.
Сильное нажатие на ножовку. Слабое натяжение полотна. Полотно перетянуто. Неравномерное движение ножовкой при резании.
Ослабить вертикальное (поперечное) нажатие на
ножовку, особенно при работе новым, а также сильно натянутым полотном. Ослабить нажатие на ножовку в конце реза. Движения ножовкой производить плавно, без рывков. Не пытаться исправлять перекос реза перекосом ножовки. Если полотно тупое, то необходимо заменить его.
Резание труб труборезом
Дефект
Причина
Способ предупреждения
Грубые задиры в местах закрепления трубы.
Нарушение правил закрепления труб
Прочно закреплять трубу в трубном прижиме, чтобы она не поворачивалась в процессе резания. При закреплении трубы в тисках использовать деревянные прокладки.
«Рванный» торец отрезанной трубы.
Несоблюдение правил резания труб.
Точно устанавливать диски трубореза по разметочным меткам. Внимательно следить в процессе резания за перпендикулярностью рукоятки трубореза к оси трубы (при этом условии режущие диски трубореза не смещаются и линия реза не перекашивается). При каждом повороте трубореза поджимать его винт не более чем на половину оборота. Обильно смазывать оси режущих дисков и места реза.
Резание ручными ножницами
Дефект
Причина
Способ предупреждения
При резании листового материала
ножницы мнут его.
Тупые ножницы.
Ослаблен шарнир
ножниц.
Резание производить только острозаточенными ножницами. Перед началом резания проверить и, если необходимо, подтянуть шарнир ножниц так, чтобы раздвигание ручек производилось плавно, без заеданий и качки.
«Надрывы» при резании листового металла.
Несоблюдение правил резания.
Во время работы ножницами следить, чтобы лезвия ножниц не сходились полностью, так как это приводит к «надрывам» металла в конце реза.
Отступление от линии разметки при резании электровибрационными
ножницами.
Несоблюдение правилрезания.
При резании листового материала больших размеров (более 500×500мм) лист задней кромкой упереть в какой-либо упор и разрезание производить перемещением (подачей) ножниц. При вырезании заготовок с криволинейными контурами (особенно при небольших размерах заготовок) подачу производить передвижением заготовки.
Ранение рук.
Работа производилась без рукавиц.
Работать ножницами следует только в брезентовых рукавицах (прежде всего на левой руке, поддерживающей разрезаемый лист)
4.8 Правила техники безопасности при резке металлов ножовкой
1. Надежно закреплять заготовки в тисках.
2. Запрещается выполнять резание со слабо или чересчур сильно натянутым полотном, так как это может привести к поломке полотна и ранению рук.
3. Во избежание поломки полотна и ранения рук при резании не следует сильно нажимать на ножовку вниз.
4. Запрещается пользоваться ножовкой со слабо насаженной или расколотой рукояткой (ручка должна быть плотно насажена на хвостовик).
5. При сборке ножовочного станка следует использовать штифты, которые плотно, без качки, входят в отверстия головок.
6. При выкрошивании зубьев ножовочного полотна работу прекратить и заменить полотно на новое.
7. Во избежание соскакивания рукоятки и ранения рук во время рабочего движения ножовки не ударять передним торцом рукоятки о разрезаемую деталь.
8. Заканчивая резание, необходимо соблюдать нажим на ножовку, поддерживать часть заготовки, которую отрезаем.
9. Оберегать руки от ранения о режущие кромки ножовки или заусенцы на металле.
10. Не сдувать опилки и не удалять их руками во избежание засорения глаз или ранения рук.
11. Не загромаждать рабочее место ненужными инструментами и деталями.
Правила техники безопасности при резке металлов ручными ножницами
1. Резание необходимо производить в рукавицах во избежание пореза рук.
2. Разрезание следует производить острозаточенными ножницами.
3. Не держать левую руку близко к ножницам и кусачкам, чтобы пальцы не попали под лезвие.
4. Подавать ножницы и кусачки товарищу нужно ручками от себя, а класть на стол ручками к себе.
5. Если кусачками отрезается небольшой кусок проволоки, откусываемую часть направлять в сторону защитного экрана верстака.
6. Необходимо следить за состоянием оси-винта ножниц. Если ножницы начинают «мять» металл, нужно слегка подтянуть винт.
7. Следить за положением пальцев левой руки, поддерживая лист снизу.
8. Оберегать руки от ранения о режущие кромки или заусенцы на металле.
9. Не сдувать опилки и не удалять их руками во избежание засорения глаз или ранения рук.
10. При резании материала толщиной более 0,5мм (или при затрудненном нажатии на ручки ножниц) необходимо одну из ручек прочно закрепить в тисках.
11. Не загромаждать рабочее место ненужными инструментами и деталями.
Правила техники безопасности при разрезании труб труборезом
1. Надежно закреплять заготовки в тисках.
2. Смазать место реза.
3. Следить за перпендикулярностью рукоятки оси трубы.
4. Внимательно следить за тем, чтобы режущие диски располагались точно, без перекоса, по линии реза.
5. Не прикладывать больших усилий при вращении винта рукоятки трубореза для подачи режущих дисков.
6. В конце разрезания поддерживать труборез обеими руками; следить за тем, чтобы отрезанный кусок трубы не упал на ноги.
7. Не загромождать рабочее место ненужными инструментами и деталями.
Вопросы для самоконтроля:
1. Чем вызвана необходимость использования рукавиц при резании металла ножницами?
2. Зачем нужна смазка зубьев ножовочного полотна при работе?
3. На каком расстоянии от края губок тисков или прижима должна быть линия разметки при резке трубы ножовкой или труборезом?
4. Какие встречаются дефекты при резании металла?
5. Какие правила по технике безопасности необходимо соблюдать при резке металла?
Литература
-
Костенко Е.М., «Слесарное дело. Практическое пособие для слесаря». - М.: НЦ Энас, 2006, 144.
-
Муравьев Е.М., Слесарное дело. - М.: изд. «Просвещение». 1990, 176
-
Покровский Б.С. Общий курс слесарного дела: Учеб. пособие. - М.: ОИЦ «Академия», 2007 - 80 с.
-
Покровский Б.С. Основы слесарного дела: Учебник для нач. проф. образования. - М.: ОИЦ «Академия», 2007. - 272 с.
Тема 5. Правка и гибка металла
5.1 Правка металла.
5.2. Инструменты и приспособления, применяемые при правке металла.
5.3. Основные правила выполнения работ при правке металла.
5.4. Типичные дефекты при правке металла, причины их появления и способы предупреждения.
5.5. Правила безопасности труда при правке металла.
5.6. Гибка металла.
5.7. Инструменты и приспособления, применяемые при гибки металла.
5.8. Гибка стальных труб в холодном состоянии.
5.9. Гибка стальных труб в горячем состоянии.
5.10. Правила выполнения работ при ручной гибки металла.
5.11. Типичные дефекты при гибки металла, причины их появления и способы предупреждения.
5.12. Правила безопасности труда при гибки металла.
5.1. Правка металла
Правка - это операция по выпрямлению изогнутого или покоробленного металла, который можно подвергать только пластичные материалы: алюминий, сталь, медь, латунь, титан.
Различают два вида правки металла: правка в холодном состоянии и в горячем. Правку осуществляют на специальных правильных плитах, которые изготавливают из чугуна или стали.
Правку мелких деталей можно производить на кузнечных наковальнях. Правка металлов выполняется молотками различных типов в зависимости от состояния поверхности и материала детали, подвергаемой правке.
При правке заготовок с необработанной поверхностью используют молотки с круглыми бойками массой 400г. Круглый боек оставляет на поверхности меньшие следы, чем квадратный.
При правке заготовок с обработанной поверхностью используют молотки, имеющие бойки с мягкими вставками (из меди, алюминия), которые не оставляют следов на поверхности. При правке листового материала используют деревянные молотки-киянки, а очень тонкие листы правят деревянными или металлическими брусками -гладилками.
Правку осуществляют несколькими способами: изгибом, вытягиванием и выглаживанием.
Правку изгибом применяют при выправлении круглого (прутки) и профильного материала, которые имеют достаточно большое поперечное сечение. В этом случае пользуются молотками со стальными бойками. Заготовка располагается на правильной плите изгибом вверх и удары наносят по выпуклым местам, изгибая заготовку в сторону, противоположную имеющемуся изгибу. По мере выправления заготовки силу удара уменьшают.
Правку вытягиванием используют при выправлении листового материала, имеющего выпуклости или волнистость. Производят такую правку молотками с бойками из мягких металлов или киянками. В этом случае заготовку укладывают на правильную плиту выпуклостями вверх и наносят частые несильные удары, начиная от границы выпуклости, по направлению к краю заготовки. Сила ударов постепенно уменьшается. При этом металл вытягивается к краям заготовки и выпуклость за счет этого вытяжения выправляется.
Правку выглаживанием применяют в тех случаях, когда заготовка имеет очень малую толщину. Выглаживание осуществляют деревянными или металлическими брусками. Заготовку выглаживают на правильной плите, вытягивая материал при помощи гладилок от края неровности к краю заготовки, и за счет вытягивания материала добиваются выравнивания поверхности заготовки.
5.2. Инструменты и приспособления, применяемые при правке
Правильные плиты изготавливают из серого чугуна с рабочими поверхностями 1,5×5,0; 2,0×2,0; 1,5×3,0; 2,0×4,0м. На таких плитах правят профильные заготовки и заготовки из листового и полосового материала, а также прутки из черного и цветного металла.
Рихтовальные бабки применяют для правки рихтовки заготовок из металлов высокой твердости или предварительно закаленных металлов. Рихтовальные бабки изготавливают из стальных заготовок диаметром 200..250мм, их рабочая часть имеет сферическую или цилиндрическую форму.
Молотки при правке применяют для приложения силового усилия в месте правки. В зависимости от физико-механических свойств обрабатываемой заготовки и ее толщины выбирают различные типы молотков. При правке заготовок из пруткового и полосового материала применяют молотки с квадратным и круглым бойком. Для правки обработанных поверхностей применяются молотки с мягкими вставками из алюминия и его сплавов или меди.
Кувалды представляют собой молотки большой массы (2,0…5,0кг) и используются для правки круглого и профильного проката большого поперечного сечения в тех случаях, когда сила удара наносимого обычным слесарным молотком, недостаточна для выправления деформированной заготовки.
Киянки - это молотки, ударная часть которых выполнена из дерева твердых пород, ими правят листовой материал из металлов высокой пластичности.
Характерная особенность правки киянками в том, что они практически не оставляют следов на выправляемой поверхности.
Гладилки металлические или деревянные (из твердых пород дерева: бук, дуб, самшит) предназначены для выправления (выглаживания) листового материала небольшой толщины (до 0,5мм). Этот инструмент в процессе обработки, как правило, не оставляет следов в виде вмятин.
5.3. Основные правила выполнения работ при правке
-
При правке полосового и пруткового материала (круглого, квадратного или шестигранного сечения) выправляемая деталь должна касаться правильной плиты или наковальни не менее чем в двух точках. Правку деформированной заготовки при этом нужно осуществлять за счет ее изгиба в сторону, противоположную имеющейся деформации.
-
Силу ударов молотком или кувалдой распределять по длине деформированного участка и регулировать в зависимости от площади поперечного сечения материала, подлежащего правке, и величины деформации.
-
При правке обработанных валов во избежание появления вмятин на обработанной поверхности необходимо пользоваться опорными призмами и прокладками из мягкого металла.
-
Правку листового материала толщиной 0,5…0,7мм необходимо производить при помощи деревянных молотков - киянок. При отсутствии киянок допускается использование обычного стального молотка, но при этом необходимо между молотком и выправляемой поверхностью помещать деревянную проставку.
-
При правке полос, изогнутых по ребру (рихтовке), а также листового материала со значительными деформациями необходимо применять способ правки растяжением.
-
Правку полос с винтовым изгибом необходимо выполнять в ручных тисочках.
-
Контроль качества правки следует производить в зависимости от конфигурации заготовки и ее исходного состояния: «на глаз» - визуально, линейкой, перекатыванием по плите; «на карандаш» - путем вращения выправленного вала в центрах ручного винтового пресса.
-
При правке полосового и пруткового материала на плите (наковальне) необходимо пользоваться рукавицами, правку выполнять молотком или кувалдой, прочно насаженной на рукоятку.
5.4. Типичные дефекты при правке, причины их появления и способы предупреждения
Дефект
Причина
Способ предупреждения
После правки обработанной детали в ней имеются вмятины.
Правка производилась ударами молотка или кувалды непосредственно
по детали.
Правку производить через прокладку или наставку из мягкого металла, при правке обработанные цилиндрические детали устанавливать на призмы.
После правки листового материала киянкой или молотком через деревянную наставку лист значительно деформирован.
Применялись недостаточно
эффективные способы правки.
Применить способ правки путем растяжения металла по краям выпуклости, чередуя этот способ с правкой прямыми ударами.
После рихтовки полоса непрямолинейна по ребру.
Процесс правки не окончен.
Правку заканчивать ударами по ребрам полосы, переворачивая ее в процессе
правки на 180º.
5.5. Правила безопасности труда при правке металла
-
осторожно обходиться с заготовками, поскольку листовой металл и проволока имеет острые кромки;
-
работать только исправным инструментом (правильно насаженные молотки: ручки молотков должны быть без трещин с надежно закрепленными на них бойками; не иметь отколов на молотках);
-
боек молотка должен иметь гладкую, полированную, слегка выпуклую поверхность;
-
для предохранения рук от ударов и вибраций металла работать обязательно в рукавицах, так как заусенцы и острые кромки заготовок могут поранить руки;
-
заготовку на плите или наковальне удерживать прочно;
-
надежно крепить обрабатываемые заготовки;
-
при правке полосы или прутки должны касаться не менее чем в двух точках;
-
держать руку, которая удерживает заготовку, по возможности дальше от места удара молотком или киянкой;
-
не стоять за спиной товарища, когда он работает;
-
содержать рабочее место в чистоте и порядке, а инструменты - в исправном состоянии.
Вопросы для самоконтроля:
1. Для чего предназначена правка металла?
2. Почему при правке металлов рекомендуют применять молоток с круглым, а не квадратным бойком?
3. Почему при правке мягких материалов и тонких листов рекомендуется использовать прокладки?
4. В какой последовательности правят стальные прутки и полосы?
5. Какие инструменты и приспособления применяются при правке металла?
6. В каких случаях необходимо применять способ правки растяжением?
7. Сколько точек должно касаться правильной плиты при правке полосового металла?
8. В каких случаях применяют правку изгибом?
9. Какие правила техники безопасности необходимо соблюдать при правке металла?
10. Как выпрямить погнутый алюминиевый лист толщиной 0,3мм?
5.6.Гибка металла
Гибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию и размеры за счет растяжения наружных слоев металла и сжатия внутренних.
Гибка металла является наиболее распространенной операцией при выполнении санитарно-технических и вентиляционных работ. Гибку прутков, полосовой стали осуществляют в тисках и на наковальне. Гибку прокатной уголковой стали (например, для изготовления фланцев) осуществляют на специальных станках. Гибку труб выполняют как вручную, так и с помощью механизмов.
Широкое применение узлов трубопровода, изготовленных с помощью гнутья, объясняется меньшим их гидравлическим сопротивлением по сравнению с использованием фасонных частей, а также меньшей трудоемкостью изготовления и монтажа.
Виды изогнутых деталей:
Отвод - деталь, изогнутая под углом 45, 60, 90 или 135º. Его применяют при поворотах трубопровода. Радиусами кривизны, при которых труба не расходится по шву, являются для труб диаметром 15..20мм два наружных диаметра трубы.
Утка или отступ - деталь с двумя изогнутыми частями, обычно под углом 135º. Утки применяют в тех случаях, когда присоединяемая к трубопроводу деталь лежит не в одной плоскости с трубой или пои обходе препятствий.
Скоба - деталь с тремя изогнутыми углами. Центральный угол обычно равен 90º, а боковые -по 135º. Скобы используют при обходе другой трубы.
Компенсатор - деталь П-образной формы, устанавливаемая для восприятия температурных удлинений трубопровода.
Калач - деталь в форме правильной полуокружности. Калач заменяет два отвода и его используют преимущественно для соединения двух нагревательных приборов, расположенных один над другим, на подводках к приборам.
Разметка труб для гнутья: до гибки необходимо подсчитать заготовительную длину отрезка трубы, чтобы после изгиба получить заготовку, размер которой соответствует размерам, указанным на эскизах гнутых деталей трубопровода.
Заготовительной длиной называется длина детали в выпрямленном виде или размер прямого куска трубы, из которого изготавливают изогнутую деталь.
Монтажной длиной называется действительная длина детали трубопровода без навернутых на нее фасонных частей или арматуры, то есть длина участка между осями изгиба, длина от концов изогнутой детали до точки пересечения осевых линий в изгибе и между точками пересечения осевых линий изогнутых частей.
5.7.Инструменты, приспособления и материалы, применяемые при гибке
В качестве инструментов при гибке листового материала толщиной от 0,5мм, полосового и пруткового материала толщиной до 0,6мм применяют стальные слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000г, молотки с мягкими вставками, деревянные молотки, плоскогубцы и круглогубцы. Выбор инструмента зависит от материала заготовки, размеров ее сечения и конструкции детали, которая должна получится, в результате гибки.
Гибку молотком производят в слесарных плоскопараллельных тисках с использованием оправок, форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.
Молотки с мягкими вставками и деревянные молотки - киянки применяют для гибки тонколистового материала толщиной до 0,5мм, заготовок из цветных металлов и предварительно обработанных заготовок. Гибку производят в тисках с применением оправок и накладок (на губки тисков) из мягкого материала.
Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,5мм и проволоки. Плоскогубцы предназначены для захвата и удержания заготовок в процессе гибки. Они имеют прорезь около шарнира. Наличие прорези позволяет производить откусывание проволоки. Круглогубцы также обеспечивают захват и удержание заготовки в процессе гибки и, кроме того, позволяют производить гибку проволоки.
Ручная гибка в тисках - сложная и трудоемкая операция, поэтому для снижения трудовых затрат и повышения качества ручной гибки используют различные приспособления. Эти приспособления предназначены для выполнения узкого круга операций и изготавливаются специально для них.
Наиболее сложной операцией является гибка труб. Необходимость в гибке возникает в процессе сборочных и ремонтных операций. Гибку труб производят как в холодном, так и в горячем состоянии.
Холодная гибка труб осуществляется в станках Вольянова (ручная гибка) и на механизированных аналогах с применением дорна. Горячая гибка труб дает более качественный результат.
Для предупреждения появления деформаций внутреннего просвета трубы в виде складок и сплющивания стенок гибку осуществляют с применением специальных наполнителей.
Простейшим приспособлением для гибки труб является плита, закрепляемая на верстаке или в тисках, с отверстиями, в которых устанавливаются штифты. Штифты выполняют роль упоров, необходимых при гибке трубы. Применяются также роликовые приспособления различ
5.8.Гибка стальных труб в холодном состоянии
В холодном состоянии трубы изгибают на ручных трубогибочных механизмах. Для ручной гибки труб применяют станки Вольнова, а для механизированной - механизмы ВМС-16, ВМС-23В, ВМС-26, ВМС-28 и ГСТМ-21.
станок Вольнова трубогиб с гидравлическим прижим с набивкой песка и приводом ТГР нагревом газовой горелкой
1-основание; 2-изгибаемая труба; 3-серьга фиксации трубы; 4-оси роликов; 5-рукоятка; 6-ролик;
7-сектор; 8-поршень; 9-прижим; 10-пробка; 11-песок; 12-газовая горелка
5.9. Гибка стальных труб в горячем состоянии
При прокладке трубопроводов больших диаметров для изменения направления трубопроводов применяют крутоизогнутые отводы с радиусом кривизны, равным одному-двум диаметрам трубы. Стальные трубы диаметром свыше 30мм гнут в нагретом состоянии с наполнителем.
Место гиба нагревается при этом сварочной горелкой до температуры 850..1100ºС на длине, равной примерно шести диаметрам. Чтобы при нагревании мог выходить воздух в пробках которыми заглушена труба делают небольшие отверстия, иначе пробки могут выскочить или может разорвать трубу. После нагрева трубу загибают по копиру вручную.
Наполнители при гибке труб выбирают в зависимости от материала трубы, ее размеров и способа гибки. В качестве наполнителей используют:
- песок - при гибке труб диаметром от 10мм и более из отоженной стали с радиусом гибки более 200мм, если она осуществляется и в холодном, и в горячем состоянии; труб диаметром свыше 10мм из отоженной меди и латуни при радиусе гибки до 100мм в горячем состоянии;
- канифоль - при гибке в холодном состоянии труб отожженных меди и латуни при радиусе гибки до 100мм.
При гнутье труб следует соблюдать меры предосторожности:
- работать в перчатках;
- прочно закреплять изгибаемую трубу в гибочном устройстве;
- использовать гибочные ролики, и только те оправки, которые предназначены для гибки труб данного диаметра;
- не допускать присутствия посторонних вблизи места гибки труб;
- двигать рычаги ручных гибочных приспособлений так, чтобы рабочий ход был направлен вперед «от себя».
5.10. Правила выполнения работ при ручной гибке металла
При изгибании листового и полосового материала в тисках разметочную риску необходимо располагать точно, без перекосов, на уровне губок тисков в сторону изгиба. Полосовой материал толщиной свыше 3,0мм следует избегать только в сторону неподвижной губки тисков.
При гибке из полос и прутков деталей типа уголков, скоб разной конфигурации, крючков, колец и других деталей следует предварительно рассчитывать длину элементов и общую длину развертки детали, размечая при этом места изгиба. При необходимости использовать мерные оправки.
При массовом изготовлении деталей типа скоб необходимо применять оправки, размеры которых соответствуют размерам элементов детали, что исключает текущую разметку мест изгиба.
При гибке листового и полосового металла в приспособлениях необходимо строго придерживаться прилагаемых к ним инструкций.
При гибке газовых или водопроводных труб любым методом шов должен располагаться внутри изгиба.
5.11. Типичные дефекты при гибке, причины их появления и способы предупреждения
Дефект
Причины
Способ предупреждения
При изгибании уголка из полосы он получился перекошенным.
Неправильное закрепление заготовки в тисках.
Закрепить полосу так, чтобы риска разметки точно располагалась по уровню губок тисков. Перпендикулярность полосы губкам тисков проверять угольником.
Размеры изогнутой детали не соответствуют заданным.
Неточный расчет развертки, неправильно выбрана оправка.
Расчет развертки детали производить с учетом припуска на загиб и последующую обработку. Точно производить разметку мест изгиба. Применять оправки, точно соответствующие заданным размерам детали.
Вмятины (трещины) при изгибании трубы с наполнителем.
Труба недостаточно плотно набита наполнителем.
Трубу при заполнении наполнителем (сухим песком) располагать вертикально. Постукивать по трубе со всех сторон молотком.
5.12. Правила безопасности труда при гибки металла
* надежно закреплять заготовки в слесарных тисках или других приспособлениях;
* работать только на исправном оборудовании;
* слесарные молотки должны иметь хорошие ручки, быть плотно насажены и расклинены;
* не класть оправки и инструменты на край верстака;
* при гибки проволоки не держать левую руку близко к месту сгиба;
* не стоять за спиной работающего;
* работу выполнять осторожно, чтобы не повредить пальцы рук;
* работать в рукавицах и застегнутых халатах.
Вопросы для самоконтроля:
1. Почему расчет длины заготовки для последующей гибки производят по нейтральной линии?
2. Почему при использовании наполнителя при гибки труб не происходят деформации?
3. В каких случаях и почему при гибки используют молотки с мягкими вставками?
4. Что учитывается при выборе ударного инструмента для гибки?
5. Почему при использовании специальных гибочных приспособлений при гибки труб не требуется применение наполнителя?
6. Какие явления возникают при гибки?
7. Какие способы гибки труб, применяют на практике?
8. Какие встречаются дефекты при гибки металла и как их устранить?
9. Какие инструменты и приспособления используются при гибки металла и для чего они служат?
10. Какие правила техники безопасности необходимо соблюдать при гибки металла?
Литература
-
Костенко Е.М., «Слесарное дело. Практическое пособие для слесаря». - М.: НЦ Энас, 2006, 144.
-
Муравьев Е.М., Слесарное дело. - М.: изд. «Просвещение». 1990, 176
-
Покровский Б.С. Общий курс слесарного дела: Учеб. пособие. - М.: ОИЦ «Академия», 2007 - 80 с.
-
Покровский Б.С. Основы слесарного дела: Учебник для нач. проф. образования. - М.: ОИЦ «Академия», 2007. - 272 с.
Тема 6. Опиливание металла
6.1. Опиливание металла.
6.2 Инструменты, применяемые при опиливании металла.
6.3 Приемы опиливания.
6.4 Правила ручного опиливания плоских, вогнутых и выпуклых поверхностей.
6.5 Типичные дефекты при опиливании металла, причины их появления и способы предупреждения.
6.7 Правила безопасности труда при опиливании металла.
6.1. Опиливание металла
Опиливание - это операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента - напильника, целью которой является придание заготовке заданных формы и размеров, а также обеспечение заданной шероховатости поверхности.
В большинстве случаев опиливание производят после рубки и резания металла ножовкой. Опиливание производят, чтобы получить определенную форму, точные размеры, гладкую прямолинейную или криволинейную поверхность, чтобы подогнать детали одна к другой, а также для образования наружных и внутренних углов, обработки отверстий, снятия фасок.
Припуск на опиливание обычно составляет 1…2мм.
Небольшие детали опиливают в тисках, концы труб - в прижиме, а крупные детали - на месте заготовки и сборки.
Различают черновое и чистовое опиливание. Обработка напильником позволяет получить точность обработки деталей до 0,05мм.
6.2 Инструменты, применяемые при опиливании
Основными рабочими инструментами, применяемыми при опиливании, являются напильники, рашпили и надфили.
Напильники представляют собой стальные закаленные бруски, на рабочих поверхностях, которых нанесено большое количество насечек или нарезок, образующих режущие зубья напильника. Эти зубья обеспечивают срезание с поверхности заготовки небольшого слоя металла в виде стружки.
Насечки на поверхности напильника образуют зубья, при чем меньше насечек на единицу длины напильника, тем крупнее зубья. По виду насечек различают напильники с одинарной, двойной (перекрестной) и рашпильной насечками.
Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, что требует приложения больших усилий. Такие напильники применяются для обработки цветных металлов, их сплавов и неметаллических материалов.
Напильники с двойной насечкой под углом 25º имеют основную насечку (более глубокую) и нанесенную поверх нее вспомогательную (более мелкую), которая обеспечивает дробление стружки по длине, что снижает усилия, прикладываемые к напильнику при работе. Зубья напильника располагаются друг за другом по прямой, составляющей с осью напильника угол 5º. Такое расположение зубьев на напильнике обеспечивает частичное перекрытие следов от зубьев на обработанной поверхности, что уменьшает ее шероховатость.
Напильники с рашпильной насечкой (рашпили) под углом 45º имеют зубья, которые образуются выдавливанием металла из поверхности заготовки напильника при помощи специального насекательного зубила. Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Рашпили применяют для опиливания мягких материалов (баббит, свинец, дерево, каучук, резина, некоторые виды пластмасс).
Круглые напильники могут иметь спиральную одинарную насечку с углом наклона насечки 20º.
Напильниками с одинарной насечкой срезают широкую стружку, а с двойной насечкой - мелкую. Напильники различаются по числу насечек на 1см длины бруска по номерам.
Драчевые напильники (с крупной насечкой № 0 и1) - предназначены для грубой предварительной обработки, можно снять слой толщины 0,5 - 1мм с погрешностью не более 0,2 - 5мм.
Личные напильники (с более мелкой насечкой № 2) - предназначены для чистовой (отделочной) обработки, можно снять слой толщиной 0,1 - 0,3мм с погрешностью обработки не более 0,02мм.
Бархатные напильники (с очень мелкой насечкой № 3, 4, 5) - служат для окончательной точной отделки и подгонки поверхностей изделия с погрешностью не более 0,01 - 0,005мм.
Напильники состоят: 1- ручка
* нос - конец насеченной части напильника; 2-насечка
* тело - рабочая насеченная часть; 3-носок
* пятка - насеченная часть тела напильника; 4-стержень
* хвостовик - часть напильника, на которую надевают деревянную ручку с круглой формы с утолщением в середине.
Ручки изготавливают из древесины твердых пород: березы, клена, бука. Чтобы ручка не раскололась при насадке на напильник при работе, на конец ее надевают стальное кольцо.
Напильники изготавливают длиной от 100 до 400мм. Размер напильника следует выбирать соответственно величине обрабатываемой поверхности. Напильник должен быть на 150мм длиннее опиливаемой поверхности. Надфили изготавливают длиной 100мм.
Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности и должна составлять:
* 100…160мм - для опиливания тонких пластин;
* 160…250мм - для опиливания поверхностей с длиной обработки до 50мм;
250…315мм - для опиливания поверхностей с длиной обработки до 100мм;
315…400мм - для опиливания поверхностей с длиной обработки более 100мм;
* 100…200мм - для распиливания отверстий в деталях толщиной до 10мм;
* 315…400мм - для чернового опиливания;
* 100…160мм - при доводке (надфили).
В зависимости от вида обрабатываемых поверхностей изделий и характера работ применяют напильники различной формы:
плоские напильники - для опиливания плоских и выпуклых широких наружных поверхностей и распиливания прямоугольных отверстий;
квадратные напильники - для распиливания квадратных и прямоугольных проемов, прямоугольных пазов и узких плоских наружных поверхностей;
трехгранные напильники - для распиливания отверстий и пазов с углами более 60º;
круглые напильники - для распиливания круглых и овальных отверстий, а также вогнутых поверхностей малого радиуса закругления, которые не могут быть обработаны полукруглым напильником;
полукруглые напильники - для опиливания вогнутых поверхностей большого радиуса закругления и галтелей;
ромбические напильники - для опиливания зубьев зубчатых колес, звездочек, для распиливания профильных пазов и поверхностей, расположенных под острыми углами;
ножовочные напильники - для опиливания внутренних углов менее 10º, а также клиновидных канавок, узких пазов, зубьев зубчатых колес, плоских поверхностей и отделки углов в трехгранных, прямоугольных и квадратных отверстиях.
Рашпили по форме поперечного сечения могут быть плоские тупоконечные, плоские остроконечные, круглые и полукруглые.
Рашпили изготавливают с мелкой и крупной насечкой.
Надфили - специальные напильники применяют для обработки мелких деталей, имеющие малую длину (80, 120 или 160мм) и различную форму поперечного сечения. Надфили имеют также двойную насечку: основную под углом 25º и вспомогательную - под углом 45º.




плоские надфили
 трехгранные надфили
трехгранные надфили

 квадратный надфиль круглый надфиль
квадратный надфиль круглый надфиль

полукруглый надфиль оливообразный надфиль


ромбический надфиль трапецеидальный надфиль

гальтельный надфиль
6.3. Приемы опиливания
Спиливаемое изделие, чтобы придать ему устойчивое положение, прочно зажимают в тисках. Изделие зажимают в тисках так, чтобы спиливаемая поверхность выступала над губками тисков на 5…10мм.
Успех опиливания в основном зависит от правильного положения работающего и правильного выполнения движений при опиливании.
При установке тисков верх их губок должен быть на уровне локтя работающего. Правильное положение рабочего у тисков при опиливании необходимо стоять сбоку тисков - вполоборота, на расстоянии около 200мм от края верстака. Корпус должен быть прямым и повернут на 45º к продольной оси тисков. Ноги расставлены на ширину ступни, левая нога выдвинута немного вперед по направлению движения напильника. Ступни ног расставляют примерно на 60º одна к другой. При работе корпус слегка наклоняют вперед. Такое положение корпуса и ног обеспечивает наиболее удобное и устойчивое положение работающего, движение рук становится свободным. При опиливании напильник удерживают правой рукой, упирая головку ручки в ладонь. Большой палец руки кладут поверх ручки, а остальными пальцами поддерживают ручку снизу. Левую руку накладывают на конец напильника около его носа и нажимают на напильник. При грубом опиливании ладонь левой руки кладут на расстоянии около 20…30мм от конца напильника, полусогнув пальцы, чтобы не поранить их от края изделия во время работы. При чистовом опиливании конец напильника удерживают левой рукой между большим пальцем, расположенным на верху напильника, и остальными пальцами - внизу напильника. Напильник двигают вперед и назад плавно по всей длине. Скорость движения напильника составляет 40…60 двойных ходов в минуту.
Слой ржавчины и окалины на заготовке опиливают драчевым напильником при черновой обработке и после этого окончательно обрабатывают личным напильником. Чтобы при окончательном опиливании не портить губок тисков, на них надевают накладки из меди, латуни, свинца или алюминия.
Точность обработки поверхности детали проверяют мерной линейкой, угольником, а точность размеров - кронциркулем, штангенциркулем.
6.4. Правила ручного опиливания плоских, вогнутых и выпуклых поверхностей:
* перед началом работы необходимо проверить соответствие конфигурации и размеров заготовки требованиям чертежа;
* необходимо прочно закреплять заготовку в тисках;
* при выполнении чистовых отделочных операций опиливания необходимо пользоваться
накладными губками;
* следует выбирать номер, длину и сечение напильника в соответствии с техническими требованиями к обработке.
При опиливании плоских поверхностей, а также плоских сопряженных под углами и плоских параллельных поверхностей необходимо соблюдать следующие правила:
1. Выбирать способ опиливания с учетом обрабатываемой поверхности:
* поперечный штрих - для узких поверхностей;
* продольный штрих - для длинных поверхностей;
* перекрестный штрих - для широких поверхностей;
* захват напильника «щепотью» - при чистовом опиливании, отделке под линейку и под размер длинных узких поверхностей;
* ребром трехгранного напильника - при отделке внутреннего угла сопряженных поверхностей.
2. Проверочным инструментом для контроля плоскости поверхностей следует пользоваться по ходу опиливания.
3. К чистовому опиливанию плоской поверхности необходимо приступать только после того, как черновое опиливание этой поверхности выполнено точно под линейку.
4. Проверочным инструментом для контроля угла между сопрягаемыми поверхностями следует пользоваться только после чистового опиливания базовой поверхности.
5. Инструмент для контроля размера между параллельными поверхностями использовать только после чистового опиливания базовой поверхности.
6. При проверке плоскостности, углов и размеров соблюдать следующие правила:
* перед проверкой необходимо очищать обработанную поверхность щеткой-сметкой или ветошью, но, ни в коем случае не рукой;
* для проверки заготовку после обработки следует освобождать из тисков;
* заготовку с поверочным инструментом следует располагать между глазами и источником света;
* не следует наклонять проверочную (лекальную) линейку во время проведения контроля плоскостности по методу «световой щели»;
* не следует передвигать проверочные и измерительные инструменты по поверхности заготовки во избежание их преждевременного износа;
* измерения размеров следует производить только после того, как поверхность хорошо опилена и проверена по линейке;
* замеры детали следует производить в трех или четырех местах, с целью повышения точности измерений.
7. Окончательную обработку плоских узких поверхностей надо производить продольным штрихом.
При опиливании криволинейных поверхностей необходимо соблюдать следующие правила:
1. Правильно выбирать напильник для опиливания криволинейных поверхностей:
* плоский и полукруглый - для выпуклых;
* полукруглый - для вогнутых с большим (более 20мм) радиусом кривизны;
* круглый - для вогнутых с малым (до 20мм) радиусом кривизны.
2. Соблюдать правильную координацию движений и балансировку напильника:
* при опиливании цилиндрического валика (стержня), закрепленного горизонтально: в начале рабочего хода - носок напильника опущен вниз, рукоятка поднята вверх; в середине рабочего хода - напильник расположен горизонтально; в конце рабочего хода - носок напильника поднят вверх, рукоятка опущена вниз;
* при опиливании цилиндрического валика (стержня), закрепленного вертикально: в начале рабочего хода - носок напильника направлен влево; в конце рабочего хода - носок напильника направлен вперед;
* при опиливании вогнутой поверхности большого радиуса кривизны во время рабочего хода необходимо смещать напильник по поверхности вправо или влево, слегка поворачивая его;
* при опиливании вогнутых поверхностей малого радиуса кривизны во время рабочего хода необходимо производить вращательное движение напильником;
* чистовую обработку (отделку по шаблону) выпуклых и вогнутых поверхностей производить продольным штрихом, удерживая напильник «щепотью».
3. Выпуклые поверхности плоских деталей необходимо вначале опиливать на многогранник с припуском 0,5мм, а затем опиливать по разметке и шаблону.
4. Чистовую обработку следует производить только после предварительного (чернового) припиливания поверхности по шаблону.
6.5. Правила безопасности труда при опиливании металла
* перед началом работы необходимо проверить соответствие конфигурации и размеров заготовки требованиям чертежа;
* необходимо прочно закреплять заготовку в тисках;
* при выполнении чистовых отделочных операций опиливания необходимо пользоваться накладными губками;
* следует выбирать номер, длину и сечение напильника в соответствии с техническими требованиями к обработке;
* нельзя работать напильниками без ручек или с расколотыми ручками; ручки должны быть исправными и иметь полированную наружную поверхность и кольцо;
* при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
* не следует охватывать носок напильника снизу: при холостом ходе можно задеть за заготовку и поранить пальцы; при чрезмерном продвижении напильника вперед ручка может задеть за края заготовки, а хвостовик - выйти из ручки, что может привести к травме руки;
* образующуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щеткой;
- строго запрещается сбрасывать стружку обнаженными руками, сдувать ее или удалять сжатым воздухом во избежание ранения рук и засорения глаз;
* не проверять качество зачистки заготовки, проводя пальцами по ее кромке;
* при зачистке заготовки шлифовальной шкуркой надевать рукавицу на руку, которая держит заготовку;
* работать следует в головных уборах во избежание попадания стружки в волосы;
* во избежание травматизма верстак, тиски, рабочий и измерительный инструмент должны содержаться в порядке и храниться в надлежащих местах.
6.6.Типичные дефекты при опиливании металла, причины их появления и способы предупреждения
Дефект
Причина
Способ предупреждения
«Завалы» в задней части плоскости детали.
Тиски установлены слишком высоко.
Отрегулировать высоту тисков по росту.
«Завалы» в передней части плоскости детали.
Тиски установлены слишком низко.
Отрегулировать высоту тисков по росту.
«Завалы» опиленной широкой плоскости детали.
Опиливание выполня- ось только в одном направлении.
При опиливании широкой плоской поверхности последовательно чередовать продольное, поперечное и перекрестное опиливание.
Не удается опилить сопряженные плоские поверхности под угольник.
Не соблюдались правила опиливания сопряженных плоских поверхностей.
Вначале точно, под линейку, и начисто опилить базовую плоскую поверхность детали, а затем по ней припиливать сопряженную плоскую поверхность.
Угольник неплотно приле- гает к плоским поверхнос- тям, сопряженным под внутренним углом.
Некачественно отделан угол в сопряжении.
Отделку угла между сопрягаемыми плоскими поверхностями производить ребром трехгранного напильника или надфиля, сделать прорезь в углу сопряжения поверхностей.
Не удается опилить плоские поверхности параллельно друг другу.
Не соблюдаются правила опиливания плоских поверхностей.
Вначале точно, под линейку, и начисто опилить базовую плоскость детали. Опиливание сопряженной плоскости производить, чередуя с самого начала работы регулярную проверку ее плоскостности линейкой и размера штангенциркулем. Места опиливания определять по просвету между губками штангенциркуля и опиливаемой поверхностью, а также на основе сравнения результатов измерений.
Грубая окончательная отделка опиленной поверхности.
Отделка производилась «драчевым» напильником. Применялись неправильные приемы отделки поверхности.
Отделку поверхности производить только личным напильником после качественного опиливания под линейку поверхности более грубым напильником. Отделку поверхности производить продольным штрихом, применяя захват напильника «щепотью».
Опиленный круглый стержень не цилиндричен овальность, конусность, огранка).
Нерациональная последовательность опиливания и контроля.
При опиливании чаще производить измерения размеров стержня в разных местах и с различных сторон. При необходимости снятия значительного слоя металла вначале опилить стержень на многогранник, проверяя размер и параллельность, а затем довести его до цилиндричности.
Опиленная криволинейная поверхность плоской детали не соответствует профилю контрольного шаблона.
Не соблюдаются правила опиливания криволинейных поверхностей плоских деталей.
При опиливании выпуклых поверхностей сначала опиливать на многогранник с припуском на отделку 0,1..0,2мм, затем отделывать продольным штрихом с регулярным контролем поверхности по шаблону. При опиливании вогнутой поверхности малого радиуса кривизны диаметр круглого напильника должен быть меньше двойного радиуса выемки.
Опиленный сопряженный контур детали не соответствует профилю контрольного шаблона.
Неправильная последовательность обработки.
Соблюдать типовую последовательность обработки: вначале опилить плоские параллельные поверхности, затем выпуклые. Заканчивать обработку опиливанием вогнутых частей поверхности внимательно следя за опиливанием мест сопряжения. Отделку производить продольным штрихом.
Вопросы для самоконтроля:
1. Какие параметры обрабатываемой заготовки необходимо учитывать при выборе напильника для обработки?
2. В чем сущность балансировки напильника при обработке плоских широких поверхностей?
3. Как обеспечить повышение качества обработанной поверхности при чистовой обработке?
4. Как зависит качество обработанной поверхности от номера насечки напильника?
5. Как выбрать напильник для обработки вогнутых поверхностей?
6. Почему рабочая поверхность напильника не должна быть замасленной?
7. Почему движение напильника должно быть горизонтальным?
8. Какие встречаются дефекты при опиливании металла и как их устранить?
9. Какие имеются насечки у напильников, их достоинства и недостатки?
10. Как обеспечить параллельность двух плоскостей?
11. Как можно обеспечить плоскостность при обработке напильником?
12. Какие правила техники безопасности необходимо соблюдать при опиливании металла?
Литература
-
Костенко Е.М., «Слесарное дело. Практическое пособие для слесаря». - М.: НЦ Энас, 2006, 144.
-
Муравьев Е.М., Слесарное дело. - М.: изд. «Просвещение». 1990, 176
-
Покровский Б.С. Общий курс слесарного дела: Учеб. пособие. - М.: ОИЦ «Академия», 2007 - 80 с.
-
Покровский Б.С. Основы слесарного дела: Учебник для нач. проф. образования. - М.: ОИЦ «Академия», 2007. - 272 с.
Тема 7. Слесарная обработка отверстий
7.1. Виды и приемы сверления.
7.2. Инструменты и приспособления, применяемые при обработке отверстий.
7.3. Заточка сверл.
7.4. Оборудование для обработки отверстий.
7.5. Типичные дефекты при обработке отверстий, причины их появления и способы предупреждения.
7.6. Правила техники безопасности при сверлении.
7.7. Зенкерование и зенкование отверстий.
7.8. Развертывание отверстий.
7.9. Инструменты и приспособления, применяемые при обработке отверстий.
7.10 Припуски на обработку отверстий.
7.11. Типичные дефекты при обработке отверстий, причины их появления и способы предупреждения.
7.12. Правила техники безопасности при обработке отверстий.
7.1. Виды и приемы сверления
Сверление - это операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая при помощи режущего инструмента - сверла.
Различают сверление ручное - ручными пневматическими и электрическими сверлильными устройствами (дрелями) и сверление на сверлильных станках. Ручные сверлильные устройства используются для получения отверстий диаметром до 12мм в материалах небольшой и средней твердости (пластмассы, цв.металлы и др.). Для сверления и обработки отверстий большого диаметра, повышения производительности труда и качества обработки используют настольные сверлильные и стационарные станки - вертикально-сверлильные.
Отверстия сверлят:
-
По предварительной разметке (выполненной разметочным инструментом), по разметке сверлят одиночные отверстия. Предварительно на деталь наносят осевые риски, затем кернят углубления в центре отверстия. Керновое отверстие окружности делают глубже, чтобы дать предварительное направление сверлу. Сверление осуществляют в два приема - сначала выполняют пробное сверление, а затем окончательное.
-
По шаблону - применение шаблона экономит время, так как на заготовку переносят контуры ранее размеченных на шаблоне отверстий.
-
Отверстия больших диаметров сверлят за два приема - сначала сверлом меньшего диаметра, а затем сверлом требуемого диаметра.
-
Сверление глухих отверстий на заданную глубину осуществляют по втулочному упору на сверле или измерительной линейки. Для измерения сверло подводят до соприкосновения с поверхностью детали, сверлят на глубину конуса сверла и отмечают по стрелке (указателю) начальное положение на линейке. Затем к этому показателю прибавляют заданную глубину сверления и получают цифру, до которой надо проводить сверление.
-
Сверление неполных отверстий (полуотверстий) в тех случаях, когда отверстие расположено у края, к обрабатываемой детали приставляют пластину из того же материала, зажимают в тисках и сверлят полное отверстие, затем пластину убирают.
-
Сверление под резьбу и под развертку.
Существуют общие правила сверления (как на станке, так и с помощью дрели):
* в процессе разметочных работ центр будущего отверстия обязательно следует отметить кернером, тогда при работе сверло устанавливается в керн, что способствует большей точности;
* при выборе диаметра сверла следует учитывать его вибрацию в патроне, в результате чего отверстие получается несколько большего диаметра, чем сверло. Отклонение это достаточно мало - от 0,05 до 0,3мм - и имеет значение в том случае, когда требуется особая точность;
* при сверлении металлов и сплавов в результате трения температура режущего инструмента (сверла, зенкера) значительно повышается, что приводит к быстрому его износу. Для того чтобы повысить стойкость инструментов, при сверлении используют охлаждающие жидкости, в частности воду;
* затупленные режущие инструменты не только образуют некачественные отверстия, но и сами быстрее выходят из строя, поэтому их следует своевременно затачивать: сверла - под углом (в вершине) 116-118º, конические зенкеры - 60, 90, 120º. Заточку производят вручную на заточном станке: сверло приставляют к кругу заточного станка одной из режущих кромок под углом 58-60º и плавно поворачивают его вокруг своей оси, затем таким же образом затачивают вторую режущую кромку.
При этом необходимо следить, чтобы обе режущие кромки были заточены под одинаковым углом и имели одинаковую длину;
-
для сверления глухих отверстий на многих сверлильных станках имеются механизмы автоматической подачи с лимбами, которые и определяют ход сверла на нужную глубину. Если же ваш станок не оснащен таким механизмом или вы сверлите ручной дрелью, то можно использовать сверло со втулочным упором;
* если вам нужно просверлить неполное отверстие, расположенное у края детали, то наложите на деталь пластину из такого же материала, весь пакет укрепите в тисках и просверлите отверстие. Пластина затем снимается;
* когда необходимо просверлить отверстие в полной детали (например, в трубе), отверстие предварительно забивают деревянной пробкой. Если труба большого диаметра, а отверстие требуется сквозное, то приходится сверлить с двух сторон.
В этом случае, чтобы облегчить разметку и сделать ее наиболее точной, можно воспользоваться специальным приспособлением. Оно состоит из двух совершенно одинаковых призм, между которыми зажимается труба. Каждая призма имеет точно выверенные друг против друга зажатые в их противоположных вершинах встречные винты-кернеры. Призмы тоже точно выставлены с помощью боковых щек. Когда труба зажимается между призмами, на ней остаются небольшие, расположенные друг напротив друга лунки от винтов-кернеров. После сверления по такой разметке отверстия в трубе будут соответствовать друг другу с гораздо большей точностью;
* получить ступенчатые отверстия можно двумя способами: первый способ: сначала сверлится отверстие наименьшего диаметра, затем (на нужную глубину) - отверстие большего диаметра и последним просверливается отверстие наибольшего диаметра; второй способ: с точностью до наоборот: сначала на нужную глубину сверлят отверстие наибольшего диаметра, затем - меньшего, и в конце - наименьшего диаметра;
* если нужно просверлить отверстие на криволинейной плоскости или плоскости, расположенной под углом, то сначала следует сделать (выпилить, вырубить) площадку, перпендикулярную к оси будущего отверстия, накернить центр, а затем сверлить отверстие;
* отверстия диаметром свыше 25мм сверлят в два приема: сначала просверливают отверстие сверлом меньшего диаметра (10…20мм), а затем рассверливают сверлом нужного диаметра;
* при сверлении деталей имеющих большую толщину (при глубоком сверлении), когда глубина отверстия более пяти диаметров сверла, его нужно периодически вынимать из отверстия и выдувать стружку, иначе инструмент может заклинить;
* композиционные (состоящие из нескольких разнородных слоев) материалы трудно сверлить, прежде всего потому, что при обработке на них возникают трещины. Избежать этого можно очень простым способом: перед сверлением такой материал нужно залить водой и заморозить - трещины в этом случае не появятся;
* высокопрочные материалы - сталь, чугун - обычные сверла не берут. Для их сверления у слесарей большой популярностью пользуются сверла с наконечниками из так называемого победита. Он был получен в России в 1929 году, он состоит из 90% карбиде вольфрама и 10% кобальта. Для этой же цели можно обзавестись и алмазным сверлом, наконечник которого изготовлен с применением синтетических алмазов, - оно заметно увеличивает скорость сверления металла.
7.2. Инструменты и приспособления, применяемые при обработке отверстий
Сверлят отверстия сверлами, изготовленными из высококачественных марок 10А, 12А.
Для сверления твердого металла применяют сверла с пластинами из твердых сплавов на режущей части сверла.
При сверлении отверстие в теле металла получается несколько большее, чем диаметр сверла, которым сверлят это отверстие. Например, при использовании сверла диаметром в диапазоне 5…25мм отверстия получаются больше диаметра сверла на 0,08…0,2мм. Это следует учитывать при выборе рабочего сверла.
По конструкции сверла различают на спиральные и специальные (центровочные, перовые,
Спиральные сверла состоят из трех частей: рабочей части, хвостовика и шейки. Рабочая
сверла образована двумя спиральными канавками и включает в себя режущую и цилиндрическую (направляющую) части с двумя ленточками, что уменьшает трение сверла о поверхность обрабатываемого отверстия. Режущей частью сверла является его вершина, образующая при заточке сверла два зуба с режущими кромками, угол между которыми выбирают в зависимости от твердости обрабатываемого материала. Для сверления стали и чугуна этот угол должен составлять не более -118º, для меди - 125º, для алюминия - 140º. Режущие кромки сверла выполняют основную работу резания.
Спиральные сверла выпускают с хвостовой частью (хвостовиком) двух типов - цилиндрические и конические. Сверла с цилиндрическими хвостовиками предназначены для закреплений в патронах, сжимающих хвостовик сверла своими кулачками. Цилиндрические хвостовики применяются для сверл диаметром до 20мм. Конические хвостовики предназначены для закрепления сверла в специальном коническом шпинделе станка. На конце конического хвостовика сверла имеется плоский шлиц для предотвращения проворачивания сверла. Конические хвостовики применяются для сверл диаметром от 5мм.
Диаметры сверл, мм, под метрическую резьбу с крупным шагом
Номинальный диаметр
резьбы, мм
Материал обрабатываемой заготовки
чугун, бронза
сталь, латунь
1,0
0,75
0,75
1,2
0,95
0,95
1,4
1,10
1,10
1,7
1,35
1,35
2,0
1,60
1,60
2,3
1,90
1,90
2,6
2,15
2,15
3,0
2,50
2,50
3,5
2,90
2,90
4,0
3,30
3,30
5,0
4,10
4,20
6,0
4,90
5,00
7,0
5,90
6,00
8,0
6,60
6,70
9,0
7,60
7,70
10,0
8,30
8,40
11,0
9,30
9,40
12,0
10,00
10,10
14,0
11,70
11,80
16,0
13,80
13,90
18,0
15,10
15,30
20,0
17,10
17,30
Для установки и крепления инструментов с цилиндрическим хвостовиком применяются патроны.
Трехкулачковый сверлильный патрон состоит из корпуса, внутри которого наклонно расположены три кулачка. Обойма вращается специальным ключом, вставляемым в отверстие корпуса патрона, при ее вращении вращается также и гайка. Зажимные кулачки при этом поднимаются, расходясь от оси патрона, между ними образуется отверстие, в которое вставляют хвостовик сверла.
При вращении обоймы в обратную сторону зажимные кулачки сходятся, закрепляя инструмент и одновременно ориентируя его по оси патрона.
При обработке отверстий на сверлильных станках всех типов (настольных, вертикальных) используются различные приспособления. Наиболее распространенными являются машинные тиски различных конструкций, призмы, упоры, угольники, кондукторы и целый ряд других специальных приспособлений.
Прихваты, призмы и угольники широко применяются из-за простоты конструкции и универсальности.
Машинные тиски предназначены для закрепления заготовок при их обработке на различных типах сверлильных станков. Они являются наиболее универсальными и поэтому широко применяются при обработке отверстий. В зависимости от конструкции различаются винтовые, быстродействующие и пневматические тиски.
Для закрепления заготовок и обеспечения правильного расположения инструмента относительно оси обрабатываемого отверстия используются специальные приспособления - кондукторы. Применение такого рода приспособлений экономически обосновано только в условиях серийного и массового производства, когда количество деталей в партии составляет более 100 штук.
Приспособления для ограничения глубины сверления - глубина сверления при обработке отверстий может быть ограничена за счет использования упоров, устанавливаемых под торец шпинделя станка, при помощи специального стопорного кольца, которое закрепляется в нужном положении непосредственно на инструменте, а также за счет использования линейки, имеющейся на станке и позволяющей отсчитывать величину перемещения вершины сверла от торца обрабатываемой заготовки.
7.3.Заточка сверл
При обработке рабочая часть сверла изнашивается, а режущая кромка затупляется.
При заточке режущей части сверла придают различную форму, выбор которой производится в зависимости от характера выполняемых работ и обрабатываемого материала.
При обработке отверстий диаметром от 0,25 до 12мм в стали, чугуне, стальном литье применяется одинарная (нормальная) заточка.
При сверлении отверстий диаметром от 12 до 80мм в стальном литье по литейной корке используется одинарная заточка с подточкой перемычки - поперечной кромки.
При сверлении отверстий диаметром от 12 до 80мм в стали и стальном литье со снятой литейной коркой используется одинарная заточка с подточкой перемычки и ленточки.
При сверлении отверстий диаметром от 12 до 80мм в чугунном литье по литейной корке применяется двойная заточка с подточкой перемычки.
При сверлении отверстий диаметром от 12 до 80мм в чугунном литье со снятой литейной коркой выполняется двойная заточка с подточкой перемычки и ленточки.
Основные правила заточки сверл
1. Необходимо отрегулировать положение подручника заточного станка таким образом, чтобы между ним и периферией заточного круга был зазор не менее 2мм. Следует проверить наличие и исправность экрана заточного станка.
2. Необходимо соблюдать следующие требования к заточке сверл
-
заточку следует производить периферией заточного круга;
-
в левой руке должна находиться режущая часть сверла режущими кромками вверх, в правой руке - хвостовик сверла;
-
кисть левой руки должна опираться на подручник станка.
3. При заточке следует периодически проверять правильность заточки сверла по специальному шаблону:
-
длина режущих кромок должна быть одинаковой;
-
угол заточки при вершине сверла должен соответствовать шаблону4
-
углы между кромками и боковой поверхностью сверла должны быть одинаковыми;
-
Углы заострения должны быть равны и соответствовать шаблону.
4. Необходимо заправить режущие кромки сверла на бруске.
5. Необходимо произвести пробное сверление отверстия заточенным сверлом:
-
стружки от обеих режущих кромок должны быть одинаковой толщины (проверять визуально);
-
диаметр просверленного отверстия должен точно соответствовать диаметру сверла;
-
отверстие не должно смещаться более чем на 0,2мм (проверка осуществляется по контрольным рискам).
6. Необходимо соблюдать следующие требования правил безопасности:
-
заточку сверл малого диаметра надо производить на мелкозернистом круге;
-
запрещается выполнять заточку сверл на заточном станке без подручника и с неисправным защитным кожухом или без него;
-
категорически запрещается осуществлять заточку сверл «на весу», то есть без использования подручника;
-
обязательно, особенно при заточке сверл большого диаметра, опускать защитный экран, при отсутствии экрана заточку сверл производить с использованием защитных очков во избежание попадания абразивной пыли в глаза.
7.4.Оборудование для обработки отверстий
Ручное оборудование
Различают следующие типы оборудования для обработки отверстий: ручное; ручное механизированное; стационарное.
Ручное оборудование - это оборудование, в котором в качестве привода используется мускульная энергия человека; к нему относятся ручные дрели и трещотки.
Ручная дрель предназначена для сверления отверстий вручную. При работе ручной дрелью сверло закрепляют в патроне, левой рукой берут неподвижную рукоятку, а правой - подвижную. Упираясь грудью в упор-нагрудник, правой рукой вращают ручку дрели. Через зубчатую передачу сверлу сообщается вращательное движение. При работе необходимо следить за тем, чтобы сверло направлялось точно по оси обрабатываемого отверстия.
Основные правила сверления ручной дрелью
1. Необходимо прочно закреплять заготовку в тисках, а сверло - в патроне дрели.
2. Необходимо прочно закреплять рукоятку на валу дрели.
3. Переставляя рукоятку на разные валы редуктора дрели, следует рационально регулировать частоту вращения сверла в зависимости от его диаметра. При диаметре сверла до 5мм необходимо быстрое вращение, а при диаметре свыше 5мм - медленное вращение.
4. При сверлении не следует допускать перекоса сверла, кроме того, необходимо следить за перпендикулярностью сверла плоскости сверления.
5. При сверлении рукоятку дрели следует вращать равномерно, плавно, без рывков. Нажатие на упор дрели следует производить равномерно и постоянно в течение всего процесса сверления. Отступление от этого правила может привести к поломке сверла.
6. В конце сверления при входе сверла из материала нужно ослабить нажатие на упор дрели и снизить частоту вращения сверла.
Трещотка применяется лишь в тех случаях, когда для обработки отверстия нельзя использовать ни сверлильный станок, ни дрель.
Электрические дрели легкого типа применяются для сверления отверстий диаметром до 10мм, среднего типа - диаметром до 15мм, тяжелого типа - диаметром до 32мм. При работе электрической дрели легкого и среднего типа удерживают в руках.
Основные правила сверления ручной электрической дрелью
-
до начала работы необходимо проверить исправность электрического провода и вилки;
-
перед началом сверления необходимо проверить работу дрели на холостом ходу, а также убедиться в отсутствии биения сверла. При необходимости сверло следует либо заменить, либо закрепить заново.
-
при сверлении отверстий в заготовках из высокопрочных сталей следует пользоваться смазывающе-охлаждающей жидкостью;
-
останавливать вращение электрической дрели следует только после выведения сверла из отверстия.
Стационарное оборудование для сверления
Стационарным называется оборудование, находящееся на постоянном месте, при этом обрабатываемая заготовка доставляется к нему. К стационарному оборудованию относятся настольные, вертикальные станки.
Вертикально-сверлильные станки являются основным и наиболее распространенным типом сверлильных станков, применяемым для обработки отверстий в деталях сравнительно небольшого размера. Эти станки позволяют выполнять следующие виды работ: сверление, рассверливание, зенкерование, зенкование, цекование и развертывание. Круг этих операций можно существенно расширить, применяя специальный инструмент.
Основные правила работы на сверлильном станке
Сверление следует производить только правильно заточенным сверлом, при необходимости нужно произвести переточку или заправку сверла. Контроль заточки необходимо осуществлять с помощью шаблона или специального угломера.
Необходимо прочно закреплять сверло с цилиндрическим хвостовиком в патроне: торец сверла следует упереть в дно патрона, а затем закрепить его, поочередно вставляя ключ во все гнезда патрона.
Необходимо прочно закреплять сверло с коническим хвостовиком (патрон со сверлом) в шпинделе станка.
Для обеспечения прочного и безопасного крепления обрабатываемой детали необходимо:
-
крупные корпусные заготовки закреплять на столе станка;
-
призматические заготовки средней величины (длина 100…120мм, ширина 50…60мм, высота 30…40мм) закреплять в машинных тисках;
-
небольшие заготовки (длина 70…80мм, толщина 1…5мм) закреплять в ручных тисочках;
-
заготовки цилиндрической формы устанавливать и закреплять на призмах.
В месте сверления на детали нужно делать глубокое (1,0…1,5мм) керновое углубление.
Сверление отверстий больших диаметров (свыше 10мм) необходимо выполнять в два приема: вначале сверлом диаметром 5…6мм, а затем сверлом необходимого диаметра.
Необходимо правильно определять скорость резания в зависимости от обрабатываемого материала и рационально настраивать станок на частоту вращения шпинделя.
Следует соблюдать правильную последовательность сверления при ручной подаче сверла:
-
совместить вершину сверла с керновым углублением на заготовке;
-
включить станок;
-
сверлить отверстие на полную глубину;
-
при выходе сверла из отверстия нажатие ослабить.
Необходимо правильно определять величину автоматической подачи и настраивать станок на эту величину.
Следует соблюдать правильную последовательность обработки сквозных отверстий при автоматической подаче сверла:
-
совместить вершину сверла с керновым углублением на детали;
-
включить станок;
-
просверлить отверстие на глубину 3…5мм, используя ручную подачу;
-
не выводя сверла из отверстия, включить автоматическую подачу;
-
сверлить отверстие на полную глубину.
При сверлении отверстий по кондуктору необходимо соблюдать следующие правила:
-
заготовка должна быть прочно закреплена в кондукторе или кондуктор на заготовке;
-
диаметр сверла должен точно соответствовать диаметру отверстия во втулке кондуктора.
При сверлении стальных деталей следует применять смазывающую жидкость.
Чугунные детали нужно сверлить без охлаждения сверла.
После окончания работы следует проверить соответствие просверленных отверстий (диаметр, глубину) и межцентровых расстояний требованиям чертежа.
Обязательно останавливать станок в случае:
-
уходя от него даже на короткое время;
-
прекращения работы;
-
обнаружения неисправностей в стопке, принадлежностях, приспособлениях и режущем инструменте;
-
смазывание станка;
-
установки или смены режущего инструмента, приспособлений, принадлежностей и т.д.;
-
уборки станка, рабочего места и стружки с инструмента, патрона и заготовки.
7.5. Типичные дефекты при обработке отверстий, причины их появления и способы предупреждения
Дефект
Причина
Способ предупреждения
Перекос отверстия.
Стол станка неперпендикулярен шпинделю. Попадание стружки под нижнюю поверхность заготовки. Неправильные (непараллельные) подкладки. Неправильная установка заготовки на столе станка. Неисправные и неточные приспособления.
Выверить правильность положения стола. При установке очищать стол и заготовку от грязи и стружки. Исправить или заменить прокладки. Проверить установку и крепление заготовки. Заменить приспособление исправным.
Смещение отверстия.
Биение сверла в шпинделе. Увод сверла в сторону. Неправильная установка или слабое крепление заготовки на столе (при сверлении заготовка сместилась). Неверная разметка при сверлении по разметке.
Устранить биение сверла. Проверить правильность заточки сверла, выверить его на биение и правильно заточить. Проверить установку и крепление заготовки, надежно закрепить ее на столе станка. Правильно размечать заготовку.
Завышенный
диаметр отверстия.
Люфт шпинделя станка. Неправильные углы заточки сверла или разная длина режущих кромок. Смещение поперечной режущей кромки.
Во всех перечисленных случаях следует правильно переточить сверло.
Грубо обработана поверхность стенок отверстия.
Завышена подача сверла. Тупое и неправильное заточенное сверло. Некачественная установка заготовки или сверла. Недостаточное охлаждение или неправильный состав охлаждающей жидкости.
Правильно заточить сверло. Проверить правильность крепления сверла и обрабатываемой заготовки. Увеличить охлаждение сверла или заменить охлаждающую жидкость.
Увеличение
глубины отверстия.
Неправильная установка упора на глубину.
Точно установить упор на заданную глубину резания.
7.6. Требования безопасности труда при работе на сверлильном станке
-
надев спецодежду, волосы тщательно заправить под берет;
-
убедиться в наличии и надежности креплений защитного кожуха ременной передачи, а также соединение защитного заземления с корпусом станка;
-
расположить инструменты и заготовки в определенном установленном порядке на тумбочку или специальном приспособлении, убрать все лишнее;
-
надежно закрепить сверло в патроне и обрабатываемую деталь на столе станка в тисках и не удерживать их руками в процессе обработки;
-
проверить исправную работу станка на холостом ходу;
-
не оставлять ключа в сверлильном патроне после смены режущего инструмента;
-
пуск станка производить при твердой уверенности в безопасности работы;
-
следить за работой насоса и количеством охлаждающей жидкости, поступающей к месту обработки;
-
не браться за вращающийся режущий инструмент и шпиндель;
-
не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями;
-
не нажимать сильно на рычаг подачи при сверлении заготовок за рабочий ход (особенно сверлами малого диаметра);
-
при смене патрона или сверла подкладывать деревянную подкладку на стол станка под шпиндель;
-
для удаления сверлильного патрона, сверла или переходной втулки из шпинделя пользоваться специальным ключом либо клином;
-
постоянно следить за исправностью режущего инструмента и устройств для крепления заготовок и инструмента;
-
не передавать и не принимать каких-либо предметов через работающий станок;
-
не работать на станке в рукавицах;
-
не опираться на станок во время его работы;
-
не смазывать и не охлаждать сверло во время работы станка с помощью мокрых тряпок;
-
не оставлять работающий станок без присмотра;
Требования безопасности труда при работе ручной электрической дрелью
-
до начала работы необходимо проверить исправность электрического провода и вилки;
-
перед началом сверления необходимо проверить работу дрели на холостом ходу, а также убедиться в отсутствии биения сверла. При необходимости сверло следует либо заменить, либо закрепить заново;
-
при сверлении отверстий в заготовках из высокопрочных сталей пользоваться смазывающе-охлаждающей жидкостью;
-
останавливать вращение электрической дрели следует только после выведения сверла из отверстия;
-
запрещается сверлить незакрепленную или слабо закрепленную заготовку;
-
следует убирать волосы под головной убор;
-
запрещается сильно нажимать на подачу сверла, особенно при сверлении отверстий малого диаметра;
-
запрещается наклоняться близко к месту сверления во избежание попадания стружки в глаза;
-
запрещается сдувать стружку.
Вопросы для самоконтроля:
1. От чего зависят различные формы и углы заточки режущей части сверла?
2. От чего зависит износ режущего стержневого инструмента для обработки отверстий?
3. От чего зависит скорость резания при обработке отверстия?
4. Какое оборудование применяется при сверлении?
5. Какие правила техники безопасности необходимо соблюдать при сверлении ручной дрелью?
6. В какой последовательности выполняют заточку сверла?
7. Как уменьшить трение при сверлении?
8. Какие виды сверл применяются в слесарном деле?
9. Какие могут встретиться дефекты и как их устранить при обработке отверстий?
10. Какие правила техники безопасности необходимо соблюдать при сверлении электрической дрелью?
11. Как определить годность заготовки?
12. Какие правила техники безопасности необходимо соблюдать при сверлении деталей?
7.7. Зенкерование зенкование отверстий
Зенкерование - это обработка отверстия, полученного при литье, ковке или штамповке, для придания ему цилиндрической формы, требуемого размера и получения чистой поверхности.
Зенкерованием обрабатывают просверленные, штампованные и литые отверстия. В ходе этой операции отверстиям придается более правильная геометрическая форма, достигается более высокая точность, снижается шероховатость. Зенкерование может быть как промежуточным этапом обработки отверстий (получистовым, перед развертыванием), так и окончательным (чистовым).
Припуск под зенкерование для отверстий диаметром от 15 до 35мм дают 1 - 1,5мм. Ручное сверлильное оборудование для зенкерования не применяется, так как оно не может обеспечить получение требуемой точности и шероховатости поверхности.
При помощи зенкерования производят следующие виды работ:
-
увеличение размера просверленного отверстия;
-
обработка отверстий;
-
изготовление цилиндрических углублений;
-
изготовление конических углублений;
-
обработка и зачистка торцовых поверхностей, небольших углублений под шайбы.
Основные правила зенкерования отверстий:
-
сверление и зенкерование отверстий необходимо производить с одной установки детали (заготовки) на станке, то есть, меняя только обрабатывающий инструмент;
-
при зенкеровании необработанных отверстий в корпусных деталях особое внимание следует обращать на надежность установки и прочность закрепления детали;
-
необходимо точно соблюдать величину припуска на зенкерование, руководствуясь соответствующей таблицей;
-
зенкерование следует производить на тех же режимах, что и сверление;
-
необходимо соблюдать те же правила охраны труда, что и при сверлении.
Зенкование - это обработка на вершине просверленных отверстий цилиндрических или конических углублений под головки винтов и заклепок, а также фасок.
Основные правила зенкования отверстий:
-
необходимо соблюдать правильную последовательность зенкования отверстий: вначале просверлить отверстие, а потом осуществить его зенкование;
-
сверление отверстия и его зенкование следует производить с одной установки заготовки (детали), сменяя только инструмент;
-
зенкование следует выполнять при ручной подаче зенковки и малой частоте вращения шпинделя (не более 100 об/мин) с применением эмульсии, глубину зенкования надо проверять штангенциркулем или линейкой станка;
-
при зенковании отверстий цилиндрической зенковкой, когда диаметр цапфы больше диаметра отверстия, необходимо вначале просверлить отверстие по диаметру цапфы, а затем зенковать отверстие. Заключительная операция - рассверливание отверстия на заданный размер.
Цекование - это операция по зачистке торцевых поверхностей при обработке бобышек
под шайбы, гайки, стопорные кольца. Операция производится с помощью специального инструмента - цековки, которая устанавливается на специальных оправках.
Рассверливание - это операция по увеличению диаметра отверстия, просверленного ранее. В качестве инструментов для рассверливания отверстий, также как и для сверления, используются сверла.
7.8. Развертывание отверстий
Развертывание - это окончательная, чистовая обработка отверстий, при которой достигается высокая точность размеров отверстий, а также удаляется шероховатость их стенок. При предварительной обработке (сверлении и зенкеровании) на стенках отверстий для дальнейшей развертки оставляют припуск около 0,1мм на каждую сторону (больший припуск приводит к быстрому затуплению режущих кромок инструмента и, как следствие, к увеличению шероховатости стенок отверстия). Производится развертка на сверлильных станках или вручную.
Основные правила развертывания отверстий:
-
необходимо точно соблюдать величину припуска на развертывание, руководствуясь соответствующей таблицей;
-
ручное развертывание следует выполнять в два приема: вначале черновое, а затем чистовое;
-
в процессе развертывания отверстия в стальной заготовке необходимо обильно смазывать обрабатываемую поверхность эмульсией или минеральным маслом, чугунные заготовки следует развертывать всухую;
-
ручное развертывание следует осуществлять только по часовой стрелке во избежание задиров стенок отверстия стружкой;
-
в процессе обработки следует периодически очищать развертку от стружки;
-
точность обработки развернутых отверстий следует проверять калибрами: цилиндрических - проходным и непроходным; конических - по предельным рискам на калибре. Развернутое коническое отверстие допускается проверять контрольным штифтом «на карандаш»;
-
сверление и развертывание отверстий на сверлильном станке машинной разверткой необходимо производить с одной установки заготовки, меняя только обрабатывающий инструмент.
Последовательность действий при ручном развертывании отверстий (как при предварительном, так и при чистовом) следующая:
* установите заготовку с отверстием на верстаке или закрепите в тисках таким образом, чтобы с ней удобно было работать;
* выберите развертку по размеру (ознакомьтесь с шаркировкой), смажьте рабочую ее часть минеральным маслом и вставьте ее в отверстие без перекосов (для этого нужно проверить положение развертки относительно оси отверстия угольником);
* наденьте на квадрат хвостовика вороток и начинайте медленно, без рывков вращать развертку по часовой стрелке с усилием (как бы вкручивая развертку в отверстие). Вращение развертки в обратном направлении запрещено! Это может вызвать задиры на поверхности стенок отверстия;
* периодически развертку следует извлекать из отверстия для удаления стружки и повторного смазывания минеральным маслом;
* завершать операцию развертывания следует: при обработке цилиндрических отверстий - когда ¾ рабочей части развертки выйдет из отверстия с противоположной стороны; при обработке конических отверстий - по положению предельных рисок конического калибра;
* если обрабатываемое отверстие имеет большую глубину или находится в труднодоступном месте, то на квадрат хвостовика нужно надеть удлинитель, а уже на него - вороток.
Если обработку отверстий вы выполняете механическим способом - на сверлильном станке, то предпочтительнее производить полную последовательную обработку (сверление, зенкерование, развертывание) за одну установку заготовки. Установка заготовки: сверление - замена сверла на зенкер - зенкерование - замена зенкера на развертку - развертывание. При этом одновременно с заменой режущего инструмента производите и перенастройку скорости вращения шпинделя станка: для зенкерования она должна быть 60…100 об/мин, для развертывания - не более 50 об/мин.
7.9. Инструменты и приспособления, применяемые при обработке отверстий
Зенкеры предназначены для обработки отверстий в заготовках, полученных отливкой штамповкой или предварительным сверлением. В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости. По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое).
Зенкеры:
Выбор конструкции зенкера и материала рабочей части в значительной степени зависит от обрабатываемого материала и параметров обрабатываемого отверстия:
* зенкеры из быстрорежущей стали, имеющие три-четыре зуба и диаметр от 10 до 40мм, применяются для обработки отверстий в заготовках из конструкционной стали;
* зенкеры, оснащенные пластинами из твердого сплава, имеющие три-четыре зуба и номинальный диаметр от 14
а б в г д е до 50мм, используются при обработке отверстий в
а-спиральный цельный;
б-насадной; заготовках из труднообрабатываемых и закаленных сталей;
в- цилиндрический; г- со сменно
* зенкеры с насадными головками из быстрорежущей составляющей; д- сборный; е- двусторонний стали номинальным диаметром от 32 до 80мм предназначены для обработки отверстий в заготовках из конструкционных сталей;
* перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных металлов;
* для обработки глухих отверстий диаметром от 15 до 25мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания.
Зенковки и цековки предназначены для обработки опорных поверхностей под крепежные винты в отличие от зенкеров имеют режущие зубья на торце и направляющие цапфы, которые обеспечивают нужное направление зенковок и цековок в процессе обработки.
Зенковки для обработки отверстий под цилиндрические головки винтов изготавливаются с цилиндрическим и коническим хвостовиком. Зенковки с цилиндрическим хвостовиком выпускаются диаметром 15; 18; 20; 22 и 24мм; а зенковки с коническим хвостовиком - диаметром 15; 18; 20; 22; 24; 26; 30; 32; 33; 34; 36 и 40мм.
Зенковки для обработки конических углублений с углами 60, 90 и 120º также изготавливают с цилиндрическим, и с коническим хвостовиком. Зенковки с цилиндрическим хвостовиком изготавливают диаметром 8; 10; 12; 16; 20; 25мм, а с коническим хвостовиком - диаметром 16; 20; 25; 31,5; 40; 63 и 80мм.
Развертки бывают цилиндрические и конические.
Конические развертки предназначены для развертывания конусных отверстий. Ручные развертки приводят во вращение ручным воротком.
На рабочей части развертки имеется от 6 до 14 нарезанных зубьев, вдоль которых расположены канавки; зубья служат для образования режущих кромок и отвода наружу снимаемой стружки. Нижняя конусная часть развертки снимает стружку, а верхняя - калибрующая - направляет развертку и окончательно калибрует отверстия.
Ручные развертки на своей хвостовой части имеют квадратный конец для вращения их с помощью воротка. На машинных развертках хвостовик конусный.
Для обработки конических отверстий используют комплект конических разверток из трех штук: черновая (обдирочная), промежуточная и чистовая развертки. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками.
Для более чистой обработки поверхности отверстий и охлаждения инструмента при развертывании просверленные отверстия в стали смазывают минеральным маслом, в меди - эмульсией, в алюминии - скипидаром, а в латуни и бронзе отверстия развертывают без смазывания.
Отверстия развертывают вручную следующим способом. Деталь прочно укрепляют в тисках. В отверстие детали вставляют развертку, чтобы ось развертки совпала с осью отверстия. Затем начинают вращать вороток с разверткой вправо, плавно подавая его вперед. Развертку вращают только в одну сторону.
7.10.Припуски на обработку отверстий
Припуск - это слой материала, подлежащий снятию при обработке. Величина этого слоя зависит от требований, предъявляемых к обработанной поверхности и вида обработки.
При сверлении припуск на обработку составляет половину диаметра сверла. При рассверливании припуск определяется в зависимости от требований к обработанной поверхности и от необходимости в се дальнейшей обработке (зенкеровании, развертывании). Припуск на зенкерование, в зависимости от того, является оно предварительным (перед развертыванием) или окончательным, составляет от 0,5 до 1,2мм. Величина припуска зависит также от диаметра обрабатываемого отверстия. Припуск на развертывание зависит от диаметра обрабатываемого отверстия и от требований, предъявляемых к качеству обработанной поверхности и составляет от 0,05 до 0,3мм.
7.11. Типичные дефекты при развертывании, причины их появления и способы предупреждения
Дефект
Причина
Способ предупреждения
Грубая обработка,
задиры на обработанной поверхности.
Обработка производилась без смазывающе-охлаждающей жидкости. Применялись неправильные приемы развертывания.
И при черновом и при чистовом развертывании отверстий в стальных деталях обязательно применять смазывающе-охлаждающую жидкость. Развертывание производить только вращением воротка по часовой стрелке.
Диаметр развернутого отверстия меньше заданного, проходная пробка калибра не
входит в отверстие.
Работа выполнялась сильно изношенной разверткой.
Сменить инструмент.
Типичные дефекты при зенкеровании, причины их появления и способы предупреждения
Дефект
Причина
Способ предупреждения
Грубая обработка, задиры на обработанной поверхности отверстия.
Под зубья инструмента
попадает стружка.
Отверстия в заготовках из стали обрабатывать с применением смазывающе-охлаждающей жидкости.
Перекос отверстия, зенкерованного в необработанной корпусной детали.
Неправильная установка заготовки на столе станка.
При установке заготовки на столе станка особое внимание обращать на расположение оси обрабатываемого отверстия относительно оси инструмента. Прочно закреплять заготовку на столе станка.
Диаметр зенкованной части отверстия больше диаметра зенковки.
Диаметр штифта зенковки меньше диаметра отверстия.
Внимательно следить за тем, чтобы диаметр штифта зенковки точно соответствовал диаметру обрабатываемого отверстия
Глубина зенкования части отверстия меньше или больше заданной.
Работа не окончена. Невнимательность при измерениях, невнимательность при работе.
Продолжить работу и более внимательно относиться к измерению глубины зенкования. Во втором случае брак является неисправимым.
7.12. Правила техники безопасности при зенкеровании, зенковании и развертывании отверстий
-
надев спецодежду, волосы тщательно заправить под берет;
-
расположить инструменты и заготовки в определенном установленном порядке на тумбочку или специальном приспособлении, убрать все лишнее;
-
проверить исправную работу станка на холостом ходу;
-
не оставлять ключа в сверлильном патроне после смены режущего инструмента;
-
не браться за вращающийся режущий инструмент и шпиндель;
-
не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями;
-
постоянно следить за исправностью режущего инструмента и устройств для крепления заготовок и инструмента;
-
не передавать и не принимать каких-либо предметов через работающий станок;
-
не работать на станке в рукавицах;
-
не оставлять работающий станок без присмотра.
Вопросы для самоконтроля:
1. В чем сущность процесса зенкерования, достижимая точность и чистота?
2. От чего зависит износ режущего стержневого инструмента для обработки отверстий?
3. От чего зависит скорость резания при обработке отверстия?
4. Какое оборудование применяется при зенкеровании?
5. Какой инструмент применяется для местного увеличения размеров отверстия, обработки площадок?
6. Какие вы знаете виды разверток? Их основные элементы.
7. Чем отличаются машинные развертки от ручных?
8. Какие могут встретиться дефекты и как их устранить при обработке отверстий?
9. Какие правила техники безопасности необходимо соблюдать при зенкеровании отверстий?
Литература
-
Костенко Е.М., «Слесарное дело. Практическое пособие для слесаря». - М.: НЦ Энас, 2006, 144.
-
Муравьев Е.М., Слесарное дело. - М.: изд. «Просвещение». 1990, 176
-
Покровский Б.С. Общий курс слесарного дела: Учеб. пособие. - М.: ОИЦ «Академия», 2007 - 80 с.
-
Покровский Б.С. Основы слесарного дела: Учебник для нач. проф. образования. - М.: ОИЦ «Академия», 2007. - 272 с.
Тема 8. Резьба и ее элементы
8.1. Нарезание резьбы.
8.2. Инструменты и приспособления, применяемые для нарезания наружной и внутренней резьбы.
8.3. Нарезание внутренней резьбы.
8.4. Нарезание наружной резьбы.
8.5. Правила обработки наружных и внутренних резьбовых поверхностей.
8.6. Правила нарезания наружной и внутренней резьбы.
8.7. Типичные дефекты при обработке резьбовых поверхностей, причины их появления и способы предупреждения.
8.8. Правила техники безопасности при обработке резьбовых поверхностей.
8.9. Нарезание крепежной резьбы ручным способом.
8.10. Общие сведения о трубной резьбе.
8.11. Нарезание трубной резьбы ручным способом.
8.12. Механизмы для нарезания и накатывания резьбы.
8.13. Правила техники безопасности при работе на труборезных станках.
8.1. Нарезание резьбы
Нарезанием резьбы называют обработку стержня или отверстия в детали с помощью резьбонарезного инструмента для получения наружной и внутренней винтовой нарезки, состоящей из чередующих спиральных канавок и выступов-витков. Нарезку выполняют на трубах, болтах, гайках, которые служат для разъемного соединения трубопроводов и различных частей оборудования.
Основное назначение резьбы - обеспечить разъемное соединение различных частей и деталей трубопроводов, воздуховодов и оборудования.
Наружные резьбы нарезают на стержни (болты, винты, шпильки), трубы, а внутренние - в отверстиях (гайки, муфты, радиаторные секции).
Основные элементы резьбы: профиль, шаг, угол профиля, глубина, наружный, внутренний и средний диаметры.
Профиль резьбы - форма поперечного сечения витка.
Шагом резьбы называют расстояние между вершинами или основаниями двух соседних витков.
Угол профиля резьбы - угол, образуемый пересечением боковых граней (сторон) витка резьбы.
Глубина резьбы - расстояние от вершины до основания резьбы.
Наружный диаметр - расстояние между вершинами двух противоположных сторон резьбы.
Внутренний диаметр - расстояние между основаниями двух противоположных сторон резьбы.
Средний диаметр - расстояние между вершиной и основанием резьбы противоположной стороны.
Профиль резьбы зависит от формы рабочей части инструмента, которым получают резьбу. В машиностроении приняты три системы резьб: метрическая, дюймовая и трубная.
Метрическая резьба имеет профиль равностороннего треугольника с углом при вершине 60º, вершины выступов винта и гайки срезают во избежание заедания резьбы при свинчивании. Метрические резьбы бывают с крупным и мелким шагом, выраженным в миллиметрах. Резьбы с крупным шагом М20 (число - диаметр винта), с мелким шагом М20×1,5 (число - номинальный диаметр резьбы и ее шаг). Их применяют как крепежные: с крупным шагом - при значительных нагрузках и для крепежных деталей (гаек, болтов), с мелким шагом - при малых нагрузках тонких регулировках.
Дюймовая резьба применяется при ремонтных работах и изготовлении запасных частей к импортному и старому оборудованию. Профиль этой резьбы представляет собой равнобедренный треугольник с углом при вершине 55º (резьба Витборта) или 60º (резьба Селлера) и плоско срезанными вершинами витков винта и гайки. Все размеры этой резьбы выражаются в дюймах (1"=25,4мм). Основной характеристикой дюймовой резьбы является количество ниток на один дюйм (1") длины резьбы. Наружный диаметр резьбы (диаметр винта) также измеряют в дюймах. Крепежные дюймовые резьбы имеют диаметры от 3/16 до 4 дюймов и от 24 до 3 ниток резьбы на один дюйм ее длины.
Трубная резьба имеет профиль, аналогичный дюймовой резьбе, и меньший шаг. У трубных резьб отсутствуют зазоры между витками винта и гайки, что обеспечивает более высокую плотность соединения, чем у метрических и дюймовых резьб. Основной характеристикой трубных резьб является количество ниток резьбы на один дюйм ее длины. Трубные резьбы имеют диаметры от 1/8 до 6 дюймов при числе ниток на дюйм от 28 до 11. Диаметром дюймовой резьбы условно считается диаметр отверстия (просвета) трубы, а не наружный диаметр. Такая резьба применяется для соединения труб, арматуры трубопроводов и других тонкостенных деталей. Обозначают трубную резьбу с указанием диаметра - труб 3/8".
Определение размеров резьб. При нарезании резьб возникает необходимость проверки их качества. Для проверки наружного диаметра резьбы используется штангенциркуль или микрометр, внутренний диаметр проверяют при помощи штангенциркуля, средний диаметр - специальным резьбовым микрометром, шаг резьбы контролируют при помощи специального резьбового шагомера (миллиметрового или дюймового).
8.2. Инструменты и приспособления, применяемые для нарезания наружной и внутренней резьбы
Для нарезания наружных резьб применяется специальный инструмент - плашки. Плашка - гайка с прорезанными канавками, образующими режущие грани инструмента.
Рабочая часть плашки состоит из двух частей - заборной и калибрирующей. Заборная часть является конусной с углом 40…60º, она расположена по обе стороны плашки, а ее длина составляет 1,5…2 витка. Калибрирующая часть обычно состоит из 3…5 витков.
При слесарном (ручном) нарезании наружных резьб применяются плашки различных конструкций: круглые, которые называются лерками, раздвижные (клуппы) и специальные, для нарезания труб.
Круглые плашки (лерки) представляют собой резьбовое кольцо с несколькими канавками для образования режущих кромок и вывода стружки при нарезании резьбы.
Круглую цельную плашку (лерку) крепят в воротке-леркодержателе двумя упорными винтами.
Вручную резьбу на болтах, шпильках и винтах нарезают в тисках, крепя стержни вертикально, предварительно опилив фаску на торце и удалив окалину.
Раздвижными плашками резьбу нарезают за два-три прохода, а круглыми - за один проход. Вращают клупп поступательно-возвратными движениями рук. При вращении клуппов прикладывают умеренные нажимные усилия. Для сохранности плашек и получения качественной резьбы диаметры стержней, на которых предполагают нарезание резьбы, должны соответствовать диаметру резьбы.
Раздвижные плашки устанавливают в клуппе согласно цифрам на плашке и раме клуппа. Между плашкой и упорным винтом необходимо поместить пластину-сухарь, чтобы при нажиме винтом плашка не лопнула.
Воротки для круглых плашек представляют собой круглую рамку с выточкой, в отверстии которой помещается круглая плашка. Плашка в отверстии удерживается от проворачивания при помощи трех стопорных винтов, конические хвостовики которых входят в углубления, выполненные на образующей поверхности корпуса плашки. Четвертый винт позволяет регулировать средний диаметр резьбы.
Трубную резьбу нарезают на концах водогазопроводных труб с целью соединения их с помощью фасонных резьбовых фитингов и арматуры.
Вручную трубную резьбу нарезают раздвижными и нераздвижными плашками, закрепленными в клуппах. Для нарезки резьбы трубу крепят в прижиме, напильником опиливают кромки торца трубы, очищают от окалины и смазывают нарезаемую часть олифой.
Клуппы имеют два комплекта режущих плашек. Один комплект предназначен для нарезания резьбы на трубе условным диаметром 15 и 20мм, а второй - диаметром 25, 32, 38 и 50мм. Для нарезания резьбы на трубе диаметром 50мм направляющие плашки следует переставить, расположив их короткой стороной (от шпильки) внутрь клуппа.
Клуппы Маевского выпускают двух типоразмеров:
Клупп трубный для нарезания резьбы диаметром 15 и 20мм - № 1 и для резьбы диаметром 25 и 32мм - № 2.
Смазывающе-охлаждающие жидкости (СОЖ) при нарезании резьб служат для облегчения условий работы инструмента, снижения шероховатости обработанной поверхности, а следовательно, для повышения качества получаемой при нарезании резьбы. Выбор СОЖ зависит от материала обрабатываемой заготовки.
Для нарезания внутренних резьб применяют особый инструмент - метчик.
Метчик представляет собой закаленный винт, на котором прорезано несколько прямых или винтовых канавок, образующих режущие кромки инструмента. Канавки также обеспечивают размещение стружки, образующейся при резании, по ним стружка может выводиться из зоны резания.
Метчик состоит из двух частей - рабочей и хвостовика, на конце которого выполнен квадрат (у ручных метчиков).
Рабочая часть метчика включает в себя:
-
режущую (заборную) часть, которая обеспечивает удаление основной части припуска на обработку;
-
калибрирующую часть, осуществляющую окончательную обработку резьбы;
-
стружечные канавки;
-
перья (витки резьбы, разделенные стружечными канавками);
-
сердцевину, обеспечивающую метчику достаточную для обработки прочность и жесткость.
Хвостовая часть метчика служит для закрепления его в воротке, которым производятся рабочие и холостые перемещения метчика.
Метчик крепится в квадратном отверстии воротка. На метчике имеются четыре продольные канавки для вывода стружки и четыре режущих канавки. Для получения качественной внутренней резьбы используют комплект из трех метчиков: черновой, средний, чистовой.
Черновым метчиком в отверстии намечают резьбу.
Средний и чистовой метчики нарезают резьбу в полную глубину профиля.
В процессе нарезания внутренней резьбы метчиком необходимо следить, чтобы ось вращения метчика совпадала с осью отверстия, иначе резьба получится косой. Метчик нужно проворачивать плавно без рывков. На каждый оборот метчика следует делать четверть оборота в обратную сторону для слома стружки. С целью облегчения начала нарезания резьбы отверстие целесообразно немного раззенковать.
Для нарезания внутренней резьбы метчиками вручную используют приспособление - вороток, который устанавливают на квадратный конец хвостовой части метчика и сообщают ему вращательное движение.
Универсальный вороток представляет собой рамку с двумя сухарями: подвижным и неподвижным, образующими квадратное отверстие. Одна из рукояток заканчивается винтом, перемещающим подвижный сухарь и обеспечивающим закрепление квадрата хвостовика метчика. Надежность крепления обеспечивается муфтой с отверстием для стопора.
8.3. Нарезание внутренней резьбы
Нарезание внутренней резьбы предваряется сверлением отверстия и его зенкованием, и очень важно правильно выбрать сверло нужного диаметра. Его приближенно можно определить по формуле
d cв = D - P , где d св - необходимый диаметр сверла, мм;
D - наружный диаметр резьбы, мм;
P - шаг нитей резьбы, мм.
Если диаметр сверла выбран неправильно, то не избежать дефектов:
-
при диаметре отверстия больше требуемого, резьба не будет иметь полного профиля;
-
при меньшем размере отверстия будет затруднен вход в него метчика, что приведет либо к срыву резьбы, либо к заклиниванию и поломке метчика.
Порядок нарезания внутренней резьбы такой:
-
разметить заготовку и установить ее либо на верстаке, либо закрепить в тисках;
-
просверлить отверстие (сквозное или на нужную глубину) и зенковать его приблизительно на 1мм зенковкой 90 или 120º;
-
очистить отверстие от стружки;
-
подобрать черновой метчик нужного диаметра с нужным шагом и видом резьбы, смазать его рабочую часть маслом и установить его заборной частью в отверстие, проверить его положение относительно оси отверстия с помощью угольника, надеть на квадрат хвостовика вороток и медленно, без рывков вращать метчик по часовой стрелке до врезания его в металл заготовки на несколько ниток;
-
дальнейшее вращение метчика должно быть таким: один-два оборота по часовой стрелке, затем ½ оборота против часовой стрелки (для дробления стружки). При этом по часовой стрелке метчик вращаем с нажимом вниз, а против - свободно;
-
нарезание резьбы производить до полного входа рабочей части метчика в отверстие;
-
вывернуть черновой метчик из отверстия и продолжить нарезание резьбы средним, а затем чистовым метчиком (чистовой метчик вворачивать в отверстие нужно без воротка. Вороток надевается на его хвостовик уже тогда, когда метчик правильно пройдет по резьбе).
Порядок нарезания резьбы в глухих отверстиях имеет некоторые особенности:
-
во-первых, глубину отверстия под глухую резьбу нужно сверлить больше на 5-6 ниток резьбы, чем это предусмотрено по чертежу;
-
во-вторых, после серии двух-трех рабочих и обратных оборотов, метчик следует выворачивать их отверстия и очищать полость отверстия от стружки.
Качество нарезанной резьбы проверяется визуально: чтобы не было задиров, сорванных ниток, а точность резьбы можно проверить с помощью резьбовых калибров-пробок для сквозных отверстий и контрольного болта - для глухих.
8.4. Нарезание наружной резьбы
При нарезании наружной резьбы важно выбрать диаметр стержня, на котором и будет производится нарезание. При неправильном подборе здесь также, как и в случае с внутренней резьбой, могут возникнуть дефекты.
Порядок нарезания наружной резьбы следующий:
-
выбираем заготовку нужного диаметра, закрепляем ее в тисках и на конце заготовки, предназначенном для нарезания резьбы, снимаем фаску шириной 2…3мм;
-
плашку (круглую или раздвижную) закрепляем в воротке-плашко-держателе упорными винтами таким образом, чтобы маркировка на плашке находилась на наружной стороне;
-
конец стержня (заготовки) смазываем машинным маслом и строго под углом 90º накладываем на него плашку (маркировка на плашке должна оказаться снизу);
-
с усилием прижимая плашку к заготовке, начинаем вращать рукоятку плашкодержателя по часовой стрелке до прорезания резьбы на нужную длину. Вращательные движения делаем таким порядком: один-два оборота по часовой стрелке, ½ оборота - против;
-
после нарезания резьбы на нужное расстояние плашку снимаем с заготовки обратными вращательными движениями.
При нарезании резьбы на трубах, предназначенных для прокладки трубопроводов, порядок вращательных движений плашкодержателя имеет одну особенность. В начале резьбы, как обычно: один-два оборота вперед (по часовой стрелке) и ½ оборота - назад (против часовой стрелки), а при прорезании последних нескольких ниток обратное вращение производить не следует. Нарезанная таким образом резьба имеет так называемый сбег, то есть последние нитки резьбы прорезаются на меньшую глубину, что способствует лучшему запиранию трубопровода.
Чтобы нарезать резьбу определенной, фиксированной длины, можно действовать двумя способами. Или периодически производить замеры нарезанной резьбы измерительными инструментами, или использовать плашкодержатель с направляющим фланцем и втулкой: плашкодержатель надеваем на заготовку до упора плашки, втулку выкручиваем на требуемую длину резьбы и закрепляем; при вращательных движениях плашкодержателя фланец будет навинчиваться на втулку, увлекая за собой плашку.
Если необходимо нарезать особо точную наружную резьбу на цилиндрической заготовке диаметром от 4 до 42мм и с шагом от 0,7 до 2мм, то вместо обычных плашек можно использовать резьбонакатные плашки.
Помимо того, что такие плашки дают более чистую резьбу, она получается к тому же и более прочной (волокна металла при такой операции не срезаются, а подвергаются пластической деформации и как бы спрессовываются).
Качество нарезанной наружной резьбы проверяем внешним осмотром на предмет обнаружения сорванных ниток или задиров. Для проверки точности резьбы используем контрольную гайку: она должна навинчиваться без усилий, но не должна иметь люфта (качания).
Трубным клуппом нарезание резьбы ведут в такой последовательности:
-
клупп надевают на подготовительный торец трубы;
-
затем направляющие плашки прижимают к трубе поворотом соответствующей планшайбы, фиксируемой прижимным болтом;
-
также закрепляют режущие плашки, ориентируясь на риску планшайбы;
-
клупп вращают по часовой стрелке, слегка нажимая на него;
-
резьбу нарезают в несколько заходов, каждый раз сближая режущие плашки путем поворота соответствующей планшайбы и последующей фиксации прижимным болтом.
8.5. Правила обработки наружных и внутренних резьбовых поверхностей
Нарезание резьбы необходимо выполнять при обильном смазывании плашки или метчика машинным маслом.
При нарезании резьбы следует периодически срезать образующуюся стружку обратным ходом метчика или плашки на ½ оборота.
После нарезания резьбы на стержне или в отверстии нужно произвести контроль ее качества: внешним осмотром - не допуская задиров и сорванных ниток; резьбовым калибром (или эталонным болтом, гайкой) - проходная часть калибра (болт, гайка) навинчивается от руки, не допускается качка в паре болт-гайка.
8.6. Правила нарезания наружной резьбы
Перед нарезанием резьбы следует проверить диаметр стержня (болта, шпильки, винта); он должен быть на 0,1…0,2мм меньше номинального диаметра резьбы.
Необходимо обязательно опилить заборную фаску на вершине стержня (если ее нет на заготовке). При опиливании фаски нужно следить за ее концентричностью относительно оси стержня, а также диаметром, который не должен превышать величины внутреннего диаметра резьбы по торцевой поверхности. Кроме того, угол наклона фаски относительно оси стержня не должен превышать 60º.
Стержень следует закреплять в тисках прочно и перпендикулярно губкам. Перпендикулярность закрепления стержня надо проверять по угольнику.
Необходимо строго следить за перпендикулярностью торца плашки оси стержня при врезании плашки.
Перед накатыванием резьбы на стержне необходимо обязательно проверять его диаметр; он должен быть равен среднему диаметру нарезаемой резьбы.
При нарезании резьбы на газовых и водопроводных трубах особое внимание следует обращать на соблюдение длины нарезаемой части для муфт и сгонов.
Диаметр стержней под нарезание резьбы плашками
Резьба
метрическая
дюймовая
трубная
Диаметр
резьбы,
мм
Диаметр стержня, мм
Диаметр
резьбы,
мм
Диаметр стержня,
мм
Диаметр
резьбы,
мм
Диаметр стержня,мм
наиболь-
ший
наимень-
ший
наиболь-
ший
наимен
ший
наиболь-
ший
наимень-
ший
2
1,94
1,88
3/16
4,53
4,37
1/8
9,5
9,4
3
2,94
2,88
¼
6,00
5,90
1/4
13,0
12,7
4
3,92
3,84
5/16
7,68
7,48
3/8
16,5
16,2
5
4,92
4,84
3/8
9,26
9,06
½
20,7
20,4
6
5,92
5,80
7/16
10,80
10,60
5/8
22,7
22,4
8
7,90
7,80
½
12,34
12,10
¾
26,2
25,9
10
9,90
9,80
9/16
13,92
13,68
7/8
30,0
29,9
12
11,88
11,76
5/8
15,49
15,25
1
33,0
32,7
14
13,82
13,70
¾
18,65
18,41
1 1/8
37,3
37,0
16
15,82
15,70
7/8
21,74
21,46
1 ¼
41,7
41,4
18
17,82
17,70
1
24,89
24,61
1 3/8
44,1
43,7
20
19,86
19,72
1 1/8
28,0
27,66
1 ½
47,5
47,1
22
21,86
21,72
1 ¼
31,16
30,82
24
23,79
23,65
1 ½
37,47
37,13
27
26,79
26,65
30
29,74
29,60
При нарезании внутренних резьб необходимо соблюдать следующие правила
Перед нарезанием резьбы следует проверить:
-
соответствие диаметра отверстия размеру нарезаемой резьбы; он должен соответствовать данным таблицы резьб;
-
глубину отверстия для нарезания глухой резьбы; она должна соответствовать размеру, указанному на чертеже.
При врезании метчика нужно обеспечить перпендикулярность его оси верхней плоскости заготовки, в которой нарезается резьба.
При нарезании резьбы следует использовать весь комплект метчиков: первый - черновой; второй - получистовой; третий - чистовой.
При нарезании резьбы в глухом отверстии необходимо периодически очищать его от стружки.
Особую осторожность следует соблюдать при нарезании резьб малого диаметра (5мм и менее) во избежание поломки метчика.
При нарезании резьбы машинным метчиком на станке необходимо закреплять его в предохранительном патроне.
8.7. Типичные дефекты при нарезании резьб, причины их появления и способы предупреждения
Дефект
Причина
Способ предупреждения
Рванная резьба.
Диаметр стержня больше номинального, а диаметр отверстия - меньше. Нарезание резьбы без смазки. Стружка не дробится обратным ходом инструмента. Затупился режущий инструмент.
Тщательно проверять диаметры стержня и отверстия перед нарезанием резьбы. Обильно смазывать зону резания. Строго соблюдать правила нарезания резьбы. Следить за состоянием режущих кромок инструмента и при их затуплении инструмент заменять.
Неполный профиль резьбы (тупая резьба)
Диаметр стержня меньше требуемого.
Диаметр отверстия больше требуемого.
Тщательно проверять диаметры стержня и отверстия под нарезание резьбы.
Перекос резьбы.
Перекос плашки или метчика при врезании.
Внимательно контролировать положение инструмента при врезании.
Задиры на поверхности резьбы.
Малая величина переднего угла метчика. Недостаточная длина заборного конуса. Сильное затупление и неправильная заточка метчика. Низкое качество СОЖ. Высокая вязкость материала заготовки. Применение чрезмерно высоких скоростей резания.
Использовать метчики
необходимой конструкции и геометрии. Применять соответствующую СОЖ. Выбирать рациональную скорость резания с помощью справочных таблиц.
Провал по калибр-пробкам. Люфт в паре винт-гайка.
Разбивание резьбы метчиком при
неправильной его установке. Большое биение метчика. Снятие метчиком стружки при вывертывании. Применение повышенных скоростей резания. Использование случайных СОЖ. Неправильное регулирование плавающего патрона или его непригодность.
Правильно (без биения) устанавливать инструмент.
Выбирать нормальные скорости резания. Применять наиболее эффективные СОЖ для данных условий обработки. Выбирать исправный патрон.
Тугая резьба.
Сработался (затупился) инструмент.
Неточные размеры инструмента. Большая шероховатость резьбы инструмента.
Заменить инструмент и нарезать резьбу заново. Применять метчики необходимых размеров.
Конусность резьбы.
Неправильное вращение метчика (разбивание верхней части отверстия). Отсутствие у
метчика обратного конуса. Зубья калибрирующей части срезают металл.
Правильно устанавливать метчик. Использовать метчики правильной конструкции.
Несоблюдение размеров резьбы (непроходной калибр проходит, а проходной калибр не проходит).
Неправильные размеры метчика. Перекос метчика при установке и нарушение условий его работы. Срезание резьбы при обратном ходе метчика.
Заменить инструмент исправным. Правильно устанавливать метчик и соблюдать условия его работы.
Поломка метчика.
Диаметр отверстия меньше расчетного. Большое усилие при нарезании резьбы, особенно в отверстиях малых диаметров. Нарезание резьбы без смазки. Не срезается стружка обратным ходом.
Строго соблюдать правила
нарезания резьбы.
Главной причиной брака деталей при нарезании внутренней резьбы является поломка метчика в результате неправильного его подбора или не соблюдения техники нарезания. При этом в отверстии остаются осколки метчика. Извлечь их можно несколькими способами.
Во-первых, если осталась выступающая часть метчика, то ее моно захватить плоскогубцами или ручными тисочками и вывернуть из отверстия.
Во-вторых, если выступающая часть отсутствует, то в его канавки можно вставить трехштырьковую вилку и, вращая ее против часовой стрелки, выкрутить метчик.
И в первом, и во втором случае, прежде чем приступить к извлечению осколков метчика, в отверстие по канавкам следует залить керосин.
В-третьих, если метчик сделан их углеродистой стали, то деталь (вместе с осколками) нужно нагреть докрасна, медленно охладить, высверлить в обломке отверстие, в которое вкрутить специальный конусообразный метчик с левой резьбой и осторожно выкрутить осколки сломанного метчика.
В-четвертых, если нагреть деталь не представляется возможным (например, деталь слишком большая), то к сломанному метчику можно приварить электрод или отломанный хвостовик и выкрутить осколки.
В-пятых, имеется химический способ удаления осколков. Если деталь, в которой нарезалась резьба, сделана из алюминиевого сплава, то осколки можно вытравить раствором азотной кислоты: в отверстие через канавки метчика заливают кислоту и опускают туда кусочек железной проволоки (железо в данном случае играет роль катализатора), через 8-10 минут отработанную кислоту удаляют пипеткой и заливают новую порцию кислоты, и так до полного разрушения металла метчика, после этого отверстие промывают. Процесс этот довольно длительный - занимает несколько часов, но в этом случае не травмируется деталь и после извлечения осколков она пригодна для дальнейшего использования.
При нарезании наружной резьбы возможны дефекты:
-
диаметр стержня меньше требуемого приводит к тому, что резьба получается неполного профиля;
-
при нарезании резьбы на стержне с диаметром больше необходимого из-за большого давления на зубья плашки возможен либо срыв резьбы, либо поломка зубьев плашки;
-
чтобы не ошибиться в подборе диаметра стержня, нужно знать простое правило: его диаметр должен быть на 0,1мм меньше наружного диаметра резьбы.
5.8. Правила техники безопасности при нарезании резьбы
-
при нарезании резьбы вручную в заготовках с сильно выступающими острыми частями необходимо следить за тем, чтобы при повороте метчика с воротком не поранить руку;
-
во избежание поломки метчика нельзя работать затупившимся метчиком, а при нарезании резьбы в глухих отверстиях следует чаще удалять стружку из отверстия;
-
особую осторожность следует соблюдать при нарезании резьб малого диаметра (5мм и менее) во избежание поломки метчика;
-
надев спецодежду, волосы тщательно заправить под берет;
-
необходимо прочно закреплять заготовку в тисках;
-
при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
-
во избежание травматизма верстак, тиски, рабочий и измерительный инструмент должны содержаться в порядке и храниться в надлежащих местах.
Вопросы для самоконтроля:
1. Какие существуют виды резьбы и их назначение?
2. Какой инструмент применяется для местного увеличения размеров отверстия, обработки площадок?
3. От чего зависит скорость резания при обработке отверстия?
4. В какой последовательности нарезается внутренняя резьба вручную?
5. Какие существуют основные элементы и виды круглых плашек?
6. В каких случаях применяют комплекты из двух и трех метчиков?
7. Что является причиной срыва резьбы при нарезании резьбы?
8. Какие могут встретиться дефекты и как их устранить при обработке резьбовых поверхностей?
9. Какие существуют отличительные особенности дюймовых резьб?
10. Какие виды брака возможны при работе затупленными инструментами?
11. Какие правила техники безопасности необходимо соблюдать при обработке резьбовых поверхностей?
8.9. Нарезание крепежной резьбы ручным способом
Резьбы разделяют по величине угла профиля на метрические, крепежные и трубные. Метрические резьбы имеют угол профиля, равный 60º, а крепежные и трубные - 55º(дюймовая резьба). Метрическая резьба применяется в машиностроении, а крепежная и трубная - в санитарной технике. Дюймовая резьба отличается от метрической резьбы большим шагом; измеряют в дюймах: 1 дюйм равен 25,4мм.
При сборке санитарно-технических деталей применяют дюймовую резьбу. Дюймовая резьба бывает крепежная и трубная. Крепежная резьба отличается от трубной тем, что она имеет более крупный шаг, дает прочное соединение; применяют для нарезания болтов, гаек, стержней и отверстий. Трубную резьбу используют для соединения труб. Она мельче крепежной, так как глубина ее ограничена толщиной стенок трубы. Благодаря большому числу ниток на 1 дюйме длины нарезки плотность трубной резьбы значительно больше крепежной.
Нарезание наружной резьбы
Наружную резьбу на болтах, винтах и стержнях ручным способом нарезают плашками. В зависимости от устройства плашки бывают призматические, раздвижные, круглые цельные.
Призматические плашки и раздвижные плашки устанавливают в клуппе.
Круглую плашку укрепляют в воротке-леткодержателе двумя или четырьмя упорными винтами.
Для получения правильной резьбы необходимо, чтобы диаметры стержней и просверливаемых отверстий соответствовали размеру резьбы. Перед нарезанием резьбы надо спилить на болте фаску и снять окалину, которая портит инструмент. При нарезании резьбы болты укрепляют вертикально в тисках.
Раздвижными плашками нарезают резьбу за два-три прохода, а круглыми - за один проход. При нарезании резьбы, вращая клупп слева направо, следует делать несколько обратных движений, чтобы переломить стружку и тем самым не нарушить резьбу. Качество резьбы проверяют путем навертывания гайки от руки. При этом гайка не должна шататься на резьбе.
На 25…38мм рабочих оборотов делают 32…38мм оборота назад, чтобы легче ломалась стружка. При вращении на плашку нажимают. При нарезании резьбы в стальных деталях плашки и метчики охлаждают олифой или сульфофрезолом, а при нарезании резьбы в чугунных деталях - скипидаром.
Нарезание внутренней резьбы
Внутреннюю резьбу ручным способом нарезают метчиками, которые вставляют в вороток.
Для перехода от неполной к полной метрической или дюймовой крепежной резьбе используют комплект метчиков - три метчика с разной глубиной резьбы. Сначала первым метчиком намечают в отверстии резьбу, снимая небольшой слой металла, а затем нарезают полную резьбу, применяя второй и третий метчики.
Для того чтобы различить метчики одного комплекта, на их хвостовую часть помимо обозначения размера резьбы наносят круговые риски: одну для чернового метчика, две - для среднего и три - для чистового. Заборная часть инструмента для черновой обработки имеет 6-8 витков, для промежуточной - 3-4, а чистовой - всего 1,5 -2 витка. Величина срезаемого слоя металла распределяется между метчиками комплекта следующим образом: первый метчик снимает 50% припуска; второй - 30%, а третий калибрует резьбу,окончательно удаляя 20% припуска.
Для нарезания резьбы метчиком деталь с просверленным отверстием или гайку прочно зажимают в тисках, чтобы ось отверстия была вертикальна. Для вывода стружки и образования режущих кромок в метчиках имеются четыре продольные канавки. Метчиком надо работать плавно, без рывков. На каждый оборот метчика в рабочую сторону делать ¼ оборота в обратную сторону, чтобы ломалась стружка.
Для получения чистой и полной резьбы диаметр отверстия должен строго соответствовать размеру резьбы. Если диаметр отверстия больше требуемого, резьба получится неполной, если меньше, метчик будет вращаться туго и может сломаться.
Основные размеры метрической резьбы, мм
Диаметр резьбы
Шаг резьбы
Глубина
Зазор
наружный, dн
внутренний, dвн
S
t
L
4
3,028
0,7
0,486
0,032
5
3,889
0,8
0,556
0,036
6
4,611
1,0
0,695
0,045
8
6,264
1,25
0,868
0,056
10
7,916
1,5
1,042
0,068
12
9,569
1,75
1,216
0,080
14
14,527
2,5
1,389
0,080
16
13,222
2,0
1,389
0,113
18
14,527
2,5
1,737
0,113
20
16,527
2,5
1,737
0,113
8.10. Общие сведения о трубной резьбе
Для соединения водогазопроводных труб на их концах нарезают или накатывают трубную цилиндрическую резьбу. Нарезанные концы труб соединяют между собой с помощью соединительных частей.
Водогазопроводные трубы соединяют с помощью короткой и длинной цилиндрических резьб. Короткая резьба по длине должна быть немного меньше половины длины муфты. В этом случае между концами соединяемых труб будет оставаться зазор в 2..3мм, что позволит заклинить муфту на сбеге резьбы. Короткую резьбу применяют для неразъемных соединений труб фасонными частями. Размеры короткой и длинной резьбы зависят от диаметра труб.
При нарезании резьбы режущим инструментом толщина стенки трубы уменьшается до критической толщины. На тонкостенных трубах нарезать резьбу не допускается, так как при этом критическая толщина стенки становится меньше допустимой. Чтобы соединить тонкостенные трубы, применяют накатные резьбы. Накатывают резьбу специальными плашками.
Критическая толщина стенки - расстояние между внутренними диаметрами резьбы и трубы. Плашки НПТ-1 изготавливают для накатывания резьбы на трубах с условным проходом 15, 20, 25, 32, 40 и 50мм. В настоящее время резьбу накатывают механизмом ВМС-2У, который не требует перенастройки.
8.11. Нарезание трубной резьбы ручным способом
При малых объемах наружную резьбу на трубах нарезают вручную трубными клуппами и раздвижными и нераздвижными плашками. Преимущество трубных клуппов - прочность конструкции и частота получаемой резьбы, недостаток - большая масса и необходимость тщательного ухода. При нарезании резьбы трубу зажимают в прижим, конец трубы напильником очищают от окалины и затем нарезаемую часть смазывают олифой или сульфофрезолом.
Клуппы с раздвижными плашками надевают на трубу и легкими ударами киянки по рукоятке планшайбы доводят направляющие плашки вплотную к трубе и закрепляют стопорными болтами. Также закрепляют режущие плашки, ориентируясь на риску планшайбы. Далее начинают вращать клупп по часовой стрелке, одновременно нажимая на него.
Трубные клуппы изготавливают с двумя комплектами режущих плашек: плашками одного комплекта нарезают резьбу диаметром 15 и 20мм, а второго - диаметром 25, 32, 38 и 50мм.
Клуппы с нераздвижными плашками выпускают двух размеров: № 1 - для нарезания резьбы диаметром 15 и 20мм; № 2 - для нарезания резьбы диаметром 25…32мм. Преимущество клуппа с нераздвижными плашками - небольшая масса, простота конструкции и ухода за ними, а также возможность быстрой смены плашек.
Нарезание резьбы в трубном прижиме подготовка отрезка трубы снятие фаски под плашку нарезание резьбы необходимой длины
Трещоточные клуппы применяют при нарезании резьбы диаметром 15, 20, и 25мм в неудобных условиях.
На трубах диаметром до 25мм резьбу нарезают за один проход, а более 25мм - за два прохода. Плашки в клуппе сближают планшайбой или винтами.
Трубные клуппы по окончании работы необходимо разобрать, очистить от стружки и грязи, протереть минеральным маслом. Периодически (один раз в неделю) для очистки от налипшего и засохшего масла и грязи клупп рекомендуют проваривать в растворе из 0,5кг сухой каустической соды на одно ведро воды.
8.12. Механизмы для нарезания и накатывания резьб
Трубонарезной механизм ВМС-3А предназначен для нарезания резьбы на водогазопроводных трубах диаметром 15…70мм. Нарезается резьба самораскрывающейся резьбонарезной головкой и тангенциальными гребенками. Механизм оборудован пневматическим зажимом труб, установленным на каретке. Подвод трубы к резьбонарезной нарезке резьбы - самозатягиванием. Резьбонарезная головка выключается (разводятся гребенки) и вручную, и автоматически. Заусенцы внутри трубы снимают зенкером, расположенным в шпинделе механизма.
Основные размеры трубной цилиндрической резьбы, мм
Диаметр
Шаг
S
Глубина
t
Число
ниток на
дюйм,
h
Номинальный диаметр отверстия,
dном
Диаметр
сверла,
dсв
условного
прохода, Dу
наружный
dн
внутренний,
dвн
15
20,956
18,632
1,814
1,162
14
18,68
18,75
20
26,442
24,119
1,814
1,162
14
24,17
24,25
25
32,250
30,293
2,309
1,478
11
30,34
30,50
32
41,805
38,954
2,309
1,478
11
39
39
40
47,805
44,817
2,309
1,478
11
44,9
45
50
59,616
56,659
2,309
1,478
11
56,8
57
Трубонарезной полуавтомат 5ДО7 рассчитан на нарезание резьбы на трубах диаметром от 10 до 40мм.
Механизм ВМС-5 используют для накатывания трубной резьбы на тонкостенных трубах или нарезания на водогазопроводных трубах диаметром 15…50мм. На станине механизма размещены коробка скоростей со шпинделем, инструментальной головкой и зенкером, пневмотиски, электро- и пневмооборудование. Для накатывания резьбы применяют плашки НПТ, для нарезания - резьбонарезную головку КА.
Трубы под накатывание резьбы должны быть очищены от грязи и окалины. Рамки плашки необходимо также периодически очищать от грязи мягкой щеткой и смазывать маслом игольчатые ролики и трущиеся боковые поверхности. Нельзя смазывать вареным и другим быстро засыхающим маслом.
При нарезании резьбы возникает необходимость проверки ее качества. Для проверки наружного диаметра используется штангенциркуль или микрометр, внутренний диаметр проверяют при помощи штангенциркуля, средний диаметр - специальным резьбовым микрометром, шаг резьбы контролируют при помощи специального резьбового шагомера (миллиметрового или дюймового).
8.13. Правила техники безопасности при работе на труборезных станках
-
при нарезании резьбы на длинных трубах свободный конец трубы следует поддерживать специальной стойкой;
-
токоподводящие провода к электродвигателю должны быть изолированы и проложены в трубе;
-
рубильник должен находиться в закрытой коробке;
-
все вращающиеся части станка следует оградить;
-
рубильник и электродвигатель необходимо заземлить;
-
переключать скорости, регулировать и налаживать станок можно только после его остановки;
-
при раззенковке труб нужно устанавливать на станке защитное стекло, чтобы предохранить глаза работающих от стружки;
-
при нарезании резьбы стали смазывать олифой, а в чугуне - скипидаром;
-
стружку убирать только специальной щеткой.
Правила техники безопасности при нарезании резьбы ручным способом
-
при нарезании резьбы вручную в заготовках с сильно выступающими острыми частями необходимо следить за тем, чтобы при повороте метчика с воротком не поранить руку;
-
во избежание поломки метчика нельзя работать затупившимся метчиком, а при нарезании резьбы в глухих отверстиях следует чаще удалять стружку из отверстия;
-
особую осторожность следует соблюдать при нарезании резьб малого диаметра (5мм и менее) во избежание поломки метчика;
-
надев спецодежду, волосы тщательно заправить под берет;
-
необходимо прочно закреплять заготовку в тисках;
-
при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
-
во избежание травматизма верстак, тиски, рабочий и измерительный инструмент должны содержаться в порядке и храниться в надлежащих местах.
Вопросы для самоконтроля:
1. Какие существуют виды резьбы и их назначение?
2. Какой инструмент применяется для местного увеличения размеров отверстия, обработки площадок?
3. От чего зависит скорость резания при обработке отверстия?
4. В какой последовательности нарезается внутренняя резьба вручную?
5. Какие существуют основные элементы и виды круглых плашек?
6. В каких случаях применяют комплекты из двух и трех метчиков?
7. Что является причиной срыва резьбы при нарезании резьбы?
8. Какие могут встретится дефекты и как их устранить при обработке резьбовых поверхностей?
9. Какие существуют отличительные особенности дюймовых резьб?
10. Какие виды брака возможны при работе затупленными инструментами?
11. Какие правила техники безопасности необходимо соблюдать при обработке резьбовых отверстий?
Литература
-
Костенко Е.М., «Слесарное дело. Практическое пособие для слесаря». - М.: НЦ Энас, 2006, 144.
-
Муравьев Е.М., Слесарное дело. - М.: изд. «Просвещение». 1990, 176
-
Покровский Б.С. Общий курс слесарного дела: Учеб. пособие. - М.: ОИЦ «Академия», 2007 - 80 с.
-
Покровский Б.С. Основы слесарного дела: Учебник для нач. проф. образования. - М.: ОИЦ «Академия», 2007. - 272 с.
Тема 9. Клепка
9.1. Клепка.
9.2. Инструмент и приспособления для ручной клепки.
9.3. Типичные дефекты при клепке, причины их появления и способы предупреждения.
9.4. Правила безопасности труда при клепке.
9.1. Клепка
Если сборочная единица (узел соединения) в процессе эксплуатации будет подвергаться большим динамическим нагрузкам и способ соединения пайкой неприменим вследствие относительно невысокой прочности; к тому же детали изготовлены из металлов, обладающих плохой свариваемостью, то в этих случаях применяют заклепочные соединения.
Клепка - это процесс соединения нескольких деталей с помощью заклепок.
Заклепка представляет собой стержень с закладной головкой, с другой стороны стержня в процессе клепки образуется замыкающая головка. Закладные головки заклепочных стержней могут иметь разную форму. Замыкающие головки могут быть образованы прямым и обратным методом. При прямом методе удары наносят со стороны замыкающей головки и для хорошего соприкосновения склепываемых деталей необходимо их плотное обжатие. При обратном методе удары наносят со стороны закладной головки и плотное соединение деталей достигается одновременно с образованием замыкающей головки.
Процесс клепки состоит из двух этапов:
I подготовительный
II собственно клепка
-
подготовительный процесс включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо;
-
собственно клепка включает в себя установку заклепки в подготовительное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки.
Типы заклепок:
с полукруглой головкой -применяется при монтажных работах;
с цилиндрической головкой - применяется при монтажных работах;
с потайной головкой - применяется при монтажных работах;
с полупотайной головкой - применяется при монтажных работах;
взрывная заклепка - в случаях, если необходимо сформировать в соединении замыкающую головку;
трубчатая заклепка - для соединения тонких металлических листов и деталей из неметаллических материалов.
Заклепочным швом называется место соединения деталей при помощи заклепок.
В зависимости от характера соединения и его назначения заклепочные швы подразделяют на три вида: прочные, плотные и прочноплотные.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колоны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
Саму операцию клепки предваряет подготовка деталей к осуществлению этого вида соединений. Сначала нужно разметить заклепочный шов: если клепка будет происходить внахлестку, то размечается верхняя деталь, для клепки встык размечается накладка.
При этом необходимо соблюдать шаг между заклепками и расстояние от центра заклепки до кромки детали. Так, для однородной клепки - t = 3d, a = 1,5d, для двухрядной - t = 4d, a = 1,5d, где t - шаг между заклепками, а - расстояние от центра заклепки до кромки детали, d - диаметр заклепки.
Далее следует просверлить и прозенковать отверстия под заклепочные стержни, при подборе диаметра сверла следует учесть, что для заклепок диаметром до 6мм нужно оставить зазор в 0,2мм, при диаметре заклепки от6 до 10мм зазор должен быть 0,25мм, при диаметре от 10 до 18мм - 0,3мм. При сверлении отверстий необходимо строго соблюдать угол между осью отверстия и плоскостями деталей в 90º Клепку ведут холодным и горячим способами. Холодным способом клепка выполняется без разогрева заклепок. Диаметр заклепок при этом способе не превышает 8мм. Диаметр отверстия должен быть больше диаметра заклепки на 0,1…0,2мм. Горячая клепка ведется заклепками, предварительно нагретыми, до 500…700ºС. Это обеспечивает повышение пластичности металла, уменьшение усилий при клепании, полное заполнение отверстий, более легкое образование замыкающей головки и повышенную плотность соединения за счет стягивания соединяемых деталей при остывании заклепок. Диаметр отверстий при горячей клепке должен быть больше диаметра заклепок на 0,5…1мм. Клепка производится вручную и механизировано.
9.2. Инструменты и приспособления для ручной клепки
Для ручной клепки применяются следующие инструменты: слесарный молоток с квадратным бойком, поддержка под закладную головку, бородок, обжимку и натяжку.
Бородок применяют для правки и центровки отверстий под заклепки, пробивки мелких отверстий в тонколистовой стали и для выбивки забракованных заклепок.
Слесарный молоток для выполнения клепки выбирается по весу, в зависимости от диаметра заклепки:
Поддержка служит для удержания заклепки во время нанесения ударов молотка и плотного прижатия закладной головки к склепываемому пакету деталей. Поддержка представляет собой массивный стержень с углублением в торце, в которое упирается закладная головка.
Натяжка служит для осаживания листов, подлежащих клепке, вдоль стержня заклепки. По оси натяжки выполняется глухое отверстие, в которое входит стержень заклепки при осаживании листов, подлежащих соединению. Диаметр отверстия натяжки не должен превышать диаметра заклепки более чем на 1,0…1,5мм.
Обжимка представляет собой стержень, на конце которого выполнено углубление для формирования после осаживания бойком молотка замыкающей полукруглой головки заклепочного соединения. Форма этого углубления должна соответствовать форме замыкающей головки. Потайные замыкающие головки оформляются бойком молотка без обжимки.
Чеканы представляют собой зубило с плоской и закругленной частью; они применяются для создания герметичности заклепочного шва, которая достигается за счет подчеканивания краев листов в заклепочном шве.
При ручной клепке необходимо соблюдать следующие правила
1. Перед началом работы следует проверить:
-
совпадение отверстий в склепываемых деталях;
-
соответствие диаметра стержня заклепки диаметру отверстия (диаметр заклепки должен быть меньше диаметра отверстия на 0,1…0,5мм в зависимости от размеров);
-
длину стержня заклепки для получения полноценной замыкающей головки (определить расчетом или по таблице).
2. Зенкование отверстия под потайную головку (закладную или замыкающую) следует выполнять с контролем глубины и диаметра углубления под головку при помощи контрольной заклепки.
3. Склепывание деталей необходимо производить с упором потайной закладной головки заклепки в плиту, полукруглой закладной заготовки - в поддержку со сферическим углублением соответствующего размера.
4. Следует обязательно осаживать склепываемые детали (особенно небольшой толщины - до 5мм) натяжкой с отверстием, соответствующим диаметру стержня заклепки.
5. Запрещается забивать заклепку в отверстие, если она не входит в него свободно.
6. При расклепывании заклепок шарнирного соединения (типа плоскогубцев) необходимо подкладывать между соединяемыми деталями шарнира тонкую бумажную прокладку и по ходу расклепывания стержня заклепки периодически проверять подвижность шарнирного соединения.
7. При клепке «на весу», то есть когда склепываемые детали находятся в вертикальном положении, а также при клепке пневматическим клепальным молотком работу следует выполнять вдвоем: один упирает в закладную головку поддержку, а второй расклепывает стержень заклепки для образования замыкающей головки.
8. При кустарном изготовлении заклепки следует использовать пруток или проволоку из мягкой стали, меди или алюминия, применяя для этого специальное приспособление.
При выполнении клепки крупногабаритных деталей широко применяются ручные механизированные инструменты и стационарное клепальное оборудование: клепальный молоток 57 КМП-4, ручной переносной пневматический пресс ПРП 5-2, пневморычажный стационарный пресс КП 204-М, клепальные клещи.
9.3. Типичные дефекты клепки, причины их появления и способы предупреждения
Дефект
Причина
Способ предупреждения
Заклепка перекашивается при расклепывании.
Диаметр отверстия больше требуемого. Наносятся косые удары по стержню заклепки.
Правильно выбирать заклепку по диаметру отверстия - заклепка должна входить в отверстие свободно, но без качки. Соблюдать правила клепки.
Прогиб листовой
заготовки при постановке заклепки.
Диаметр стержня заклепки больше диаметра отверстия - заклепку в отверстие забивали
Заклепку из отверстия выбить, осадить прогнутое место, при необходимости «поправить» отверстие, просверлив его заново.
Стержень заклепки при расклепывании изгибается (особенно при небольших диаметрах - до 5мм).
Слишком большой вылет
стержня заклепки.
Выбить заклепку из отверстия и заменить ее. Если заклепку удалить невозможно, то необходимо укоротить стержень до требуемой длины.
Замыкающая головка не полная.
Длина стержня заклепки
меньше расчетной.
Выбить заклепку из отверстия и заменить ее. Отсортировать заклепки по длине.
«Вздутие» металла под головками заклепок при склепывании деталей из листового металла (при толщине не менее 5мм).
Клепка производилась без осаживания листов (деталей) натяжкой.
Заклепку выбить из отверстия и клепку повторить с обязательным осаживанием мест клепки натяжкой.
Вмятины на головках
заклепок и склепываемых деталей.
Неаккуратная работа, замыкающие полукруглые головки не отделывались сферической обжимкой.
При образовании замыкающей полукруглой головки обязательно пользоваться сферической обжимкой.
9.4. Правила безопасности труда при клепке
-
нельзя проверять совпадение отверстий ни чем, кроме бородка;
-
инструмент, используемый при клепке должен быть исправен и предназначен для этой операции;
-
необходимо следить, чтобы в процессе нанесения ударов по обжимке было исключено нанесение ушибов и ранений.
Вопросы для самоконтроля:
1. Перечислите виды соединения деталей и в чем сущность процесса клепки?
2. Почему заклепки следует изготовлять из пластичных материалов?
3. Охарактеризовать основные инструменты, применяемые при клепке?
4. Почему материал склепываемых деталей и заклепки должен быть одинаковым?
5. Как определить длину стержня заклепки?
Литература
-
Костенко Е.М., «Слесарное дело. Практическое пособие для слесаря». - М.: НЦ Энас, 2006, 144.
-
Муравьев Е.М., Слесарное дело. - М.: изд. «Просвещение». 1990, 176
Тема 10. Паяние и лужение
10.1. Паяние металлов. Инструменты для паяния мягкими припоями.
10.2. Правила выполнения работ при пайке мягкими и твердыми припоями.
10.3. Типичные дефекты при паянии, причины их появления и способы предупреждения.
10.4. Правила безопасности труда при паянии.
10.5. Лужение. Правила безопасности труда при лужении.
10.1. Паяние металлов
Паяние - это процесс соединения металлических частей с помощью металла (припоя). Припой в процессе паяния расплавляясь, проникает в зазор между соединяемыми деталями, образуя паяный шов.
Паяние обеспечивает соединение заготовок из стали, цветных металлов и их сплавов, а также сочетаний этих материалов. Наиболее широко паяние применяется при выполнении электромонтажных работ, при монтаже контрольно-измерительных приборов, радио- и электроприборов, изготовлении сосудов, радиаторов, а также инструментов, армированных пластинами твердого сплава, и ряда других работ.
В зависимости от температуры плавления различают припои мягкие и твердые.
Мягкие припои плавятся при температуре ниже 400ºС и применяются в тех случаях, где высокая прочность пайки не обязательна. Примером паяния мягкими припоями может служить паяние латуни, меди, белой жести, оцинкованной стали, железа оловянно-свинцовыми припоями марок ПОС-90,
ПОС-30 и т.д. Буквы, входящие в обозначение этих марок означают: П- припой, О- олово, С- свинец. Цифры указывают сколько в этом припое процентов (по массе) олова, остальное свинец. Температура плавления таких припоев в пределах 220…260ºС. Оловянно-свинцовые припои поставляются в виде прутков, проволок и трубок (трубки заполнены канифолью).
ПОС 90 - для паяния предметов хозяйственного назначения в пищевой промышленности, например ведра;
ПОС-40 - для паяния радиаторов, электро- и радиоаппаратуры, физико-технических приборов, при монтаже проводов и изделий из белой жести и латуни;
ПОС-30 - для паяния цинка, оцинкованной стали, латуни, меди и различных изделий бытового (непищевого) назначения;
ПОС-18 - для паяния свинца, цинка, оцинкованной стали и латуни при невысоких требованиях к прочности паяного соединения;
Вид брака
Схематическое изображение
Причина
Неплотное прилегание головки.
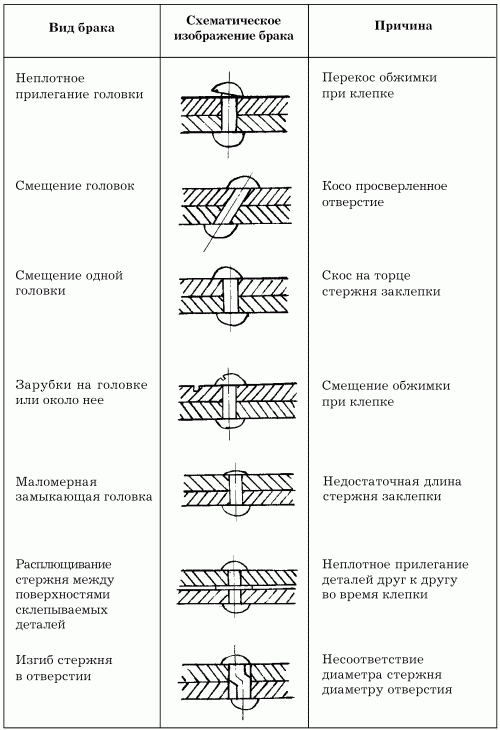
Перекос обжимки при клепке.
Смещение головок.
Косо просверленное
отверстие.
Смещение одной головки.
Скос на торце стержня
заклепки.
Зарубки на головке или около нее
Смещение обжимки при
клепке.
Маломерная замыкающая
головка.
Недостаточная длина
стержня заклепки.
Расплющивание стержня между поверхностями склепываемых деталей.
Неплотное прилегание
деталей друг к другу во время клепки.
Изгиб стержня в отверстии.
Несоответствие диаметра стержня диаметру отверстия.
ПОС-4-6 - для паяния деталей из латуни, меди, белой жести; не пригоден для паяния цинка и оцинкованного железа.
Флюсы, применяемые при паянии мягкими припоями, обладают способностью очищать место спая от окислов, предотвращают образование оксидов в процессе пайки и снижают поверхностное натяжение припоя, обеспечивая его лучшую текучесть и более качественное заполнение зазора между соединенными пайкой частями заготовки. В качестве флюсов при пайке мягкими припоями используются хлористый цинк, нашатырный спирт, канифоль, стеарин, паяльная паста, а в ряде случаев раствор соляной кислоты.
В зависимости от требований, предъявляемых к соединяемым паянием мягкими припоями частям заготовки, паяные швы делятся на три группы:
-
прочные - не обязательно герметичные, но обязательно обладающие определенной механической прочностью;
-
плотные - сплошные швы, имеющие гарантированную герметичность, не допускающую протекания различных веществ;
-
плотнопрочные - обладающие и прочностью, и герметичностью.
Твердые припои плавятся при температуре около 700ºС, и применяются для образования прочных температуроустойчивых швов. В качестве твердых припоев наиболее часто применяют медно-цинковые и серебряные сплавы. Для спайки бронзы, стали используют припои с содержанием меди до 68%. Медно-цинковые припои поставляются в форме зерен размерами 0,2…3мм (класс А) или 3…5мм (класс Б). Серебряные припои выпускаются в виде полос и проволоки. Для спаивания деталей из алюминия и его сплавов применяются припои на алюминиевой основе с температурой плавления 525ºС. При такой температуре на поверхности алюминия образуется прочная тугоплавкая пленка окислов. С целью нейтрализации этого явления в зазор соединения вносят флюс, который в процессе паяния предохраняет металл от окисления. Флюс плавится раньше припоя, растекаясь по поверхности и удаляет оксидную пленку до начала плавления припоя. Благодаря этому припой беспрепятственно затекает в зазоры и прочно соединяет детали. Применяют следующие флюсы: хлористый цинк (для пайки меди, латуни, бронзы и стали), соляную кислоту (для пайки цинка, чугуна), буру (при пайке твердыми припоями), канифоль (при паянии электропроводов), смесь хлористого цинка и хлористого натрия (для пайки алюминия), а также различные паяльные пасты (тиноль, флюдор и др.).
Инструменты для паяния мягкими припоями
Для осуществления паяных соединений вам потребуется: паяльник-электрический или с непрямым подогревом, паяльная лампа.
Паяльники периодического нагрева бывают двух типов - прямые и угловые.
Паяльники непрерывного нагрева газовые и бензиновые обеспечивают постоянный подогрев рабочей части паяльника соответственно газовой или бензиновой горелкой.
Паяльная лампа используется для нагрева паяльника с непрямым подогревом и для подогрева паяемых деталей (при большой площади пайки). Вместо паяльной лампы можно использовать газовую горелку - она более производительна и надежна в эксплуатации.
Электрические паяльники получили наиболее широкое распространение высокой надежности и простоте действия. Мощность электрического паяльника зависит от размера соединяемых деталей, от материала, из которого они изготовлены. Так, для паяния медных изделий небольших размеров (например, проволоки сечением в несколько мм²) достаточно мощности 50-100Вт, при пайке электронных приборов мощностью электрического паяльника должна быть не более 40 Вт, а напряжение питания - не более 40 Вт, для пайки крупных деталей необходима мощность в несколько сот Ватт.
10.2. Правила выполнения работ при пайке мягкими припоями электрическим паяльником
1. Перед процессом паяния необходимо проверить исправность паяльник, а также электропровода и электрической вилки.
2. Следует обеспечить плотное прилегание друг к другу соединяемых пайкой частей заготовки.
3. Необходимо протравливать очищенное место спая раствором соляной кислоты и покрывать флюсом: при паянии заготовок из листовой стали - хлористым цинком, при паянии меди и сплавов на ее основе - канифолью.
4. Паяние следует выполнять только хорошо прогретым и залуженным паяльником.
5. Запрещается перегревать паяльник. При перегреве и сгорании полуды на рабочей части паяльника необходимо зачистить его насок и вновь облудить на прутке припоя.
6. При паянии длинного шва следует использовать прутковый припой, подводя его к месту паяния и передвигая вместе с паяльником.
7. Проверку качества паяния следует осуществлять:
-
внешним осмотром, не допуская непропаянных мест, «корявого» шва, наплывов припоя на шве;
-
на герметичность (пропаянные сосуды);
-
перегибом (спаянные заготовки на механическую прочность).
Основные правила паяния твердыми припоями
1. Перед процессом паяния необходимо проверить работоспособность и исправность источника нагрева места спая.
2. Следует проверить качество очистки места спая, плотность пригонки спаиваемых поверхностей, а также прочность прикрепления к месту пластин припоя.
3. Необходимо протравливать место пайки раствором соляной кислоты
4. Следует соблюдать рациональную технологию паяния:
-
припой или место спая с прикрепленной пластиной припоя нужно нагреть в пламени горелки или в муфельной печи до температуры, близкой к температуре плавления припоя;
-
припой следует расположить в месте спая, обильно посыпать или смазать его флюсом и продолжать разогрев места спая до полного расплавления припоя и заполнения им швов паяемого соединения.
5. Качество паяния следует проверить:
-
визуально - на отсутствие непропаянных мест;
-
на прочность - легким простукиванием спаянным местом о твердый предмет - на отсутствие трещин.
10.3. Типичные дефекты при паянии, причины их появления и способы предупреждения
Дефект
Причина
Способ предупреждения
Непропаянный шов.
Плохая зачистка места спая.
Паяние производилось недостаточно нагретым паяльником.
Вновь зачистить непропаянное место и пропаять заново, соблюдая все правила.
«Корявый» шов.
Паяние производилось недостаточно нагретым паяльником.
Прогреть паяльник до достаточной температуры и пропаять весь шов.
Наплывы припоя.
Использовано слишком обильное количество припоя.
При паянии методом введения прутка легкоплавкого припоя в место спая продвигать пруток вместе с паяльником с такой скоростью, чтобы расплавленный припой равномерно, но не чрезмерно заполнял зазор в месте спая. При пайке тугоплавким припоем убирать пруток при заполнении шва в месте спая расплавленным припоем. Зачистить место спая напильником.
Излом в месте спая.
Непропай шва.
Перепаять заново.
Негерметичность спаянного сосуда.
Непропай шва.
Зачистить место течи и пропаять его заново.
Припой не смачивает поверхность паяемого металла.
Недостаточная активность флюса. Наличие на поверхности оксидной пленки, жировых или других загрязнений.
Увеличить количество флюса или добавить в него фтористые сали. Улучшить очистку поверхности.
Припой при хорошей смачиваемости шва не затекает в зазор.
Мал зазор.
Подобрать оптимальный размер зазора.
Трещина в шве.
Значительная разница в коэффициентах теплового расширения припоя и материала соединяемых частей.
Подобрать припой, соответствующий материалу спаиваемых заготовок.
Смещения и
перекосы в паяных соединениях.
Некачественная фиксация
взаимного положения заготовок перед пайкой.
Исключить смещение соединяемых заготовок
при кристаллизации (застывании) припоя.
10.4. Правила безопасности труда при паянии
запрещается пользоваться неисправными инструментами и приспособлениями;
запрещается прикасаться к неисправным инструментам и нагретым частям инструмента паяния;
нельзя наклоняться близко к месту паяния;
работу следует выполнять под вытяжным колпаком;
для удерживания спаиваемого изделия необходимо использовать плоскогубцы или кузнечные щипцы;
при пайке тугоплавкими припоями нужно работать в рукавицах и очках;
следует тщательно мыть руки с мылом после окончания работ.
10.5. Лужение
Для защиты поверхностей от ржавления и окисления применяют лужение.
Лужением называется процесс покрытия поверхностей металлических деталей тонким слоем расплавленного олова или оловянно-свинцовыми сплавами (припоями).
Лужение осуществляется для защиты деталей от коррозии и окисления, подготовки поверхностей заготовок и инструмента к паянию мягкими припоями.
Кухонную утварь (посуду) можно лудить только чисто оловянной полудой, добавление в нее различных металлов опасно для здоровья!
Полуда хорошо и прочно ложится только на идеально чистые и обезжиренные поверхности, поэтому изделие перед лужением необходимо тщательно очистить механическим способом - напильником, шабером, шлифовальной шкуркой до равномерного металлического блеска, либо химическим - подержать изделие в кипящем 10%-ном растворе каустической соды в течение 1-2 минут, а затем поверхность протравить 25%-ным раствором соляной кислоты. В конце очистки (независимо от способа) поверхности промывают водой и сушат.
Сам процесс лужения можно осуществлять методом растирания, погружения.
Метод растирания заключается в следующем: подготовительную поверхность покрывают раствором хлористого цинка, посыпают порошком нашатыря и нагревают до температуры плавления олова.
Затем следует приложить оловянный пруток к поверхности изделия, распределить олово по поверхности и растереть чистой паклей до образования равномерного слоя. Необлуженные места пролудить повторно. Работу следует выполнять в брезентовых рукавицах.
При методе лужения погружением олово расплавляют, подготовленную деталь захватывают щипцами или плоскогубцами, погружают на одну минуту в раствор хлористого цинка, а затем на 3-5 минут в расплавленное олово. Извлечь деталь из олова сильным встряхиванием удалить излишки полуды. После лужения изделие следует охладить и промыть водой.
Правила безопасности труда при лужении
-
все работы, связанные с процессом лужения, должны выполняться в брезентовых рукавицах;
-
все работы при лужении необходимо производить под вытяжным зонтом или при наличии в помещении хорошей вытяжной вентиляции;
-
при подготовке раствора соляной кислоты во избежание разбрызгивания следует всегда вливать кислоту в воду, а не наоборот;
-
при работе с паяльной лампой запрещается:
разжигать паяльную лампу в учебной мастерской;
разжигать паяльную лампу без защитного кирпичного экрана;
чрезмерно накачивать воздух в резервуар лампы.
-
запрещается гасить лампу до закрытия регулирующего вентиля; выпускать воздух из резервуара необходимо только после того, как лампа погашена, а горелка остыла;
-
следует тщательно мыть руки с мылом после окончания работы.
Литература
-
Костенко Е.М., «Слесарное дело. Практическое пособие для слесаря». - М.: НЦ Энас, 2006, 144.
-
Муравьев Е.М., Слесарное дело. - М.: изд. «Просвещение». 1990, 176
-
Покровский Б.С. Общий курс слесарного дела: Учеб. пособие. - М.: ОИЦ «Академия», 2007 - 80 с.
-
Покровский Б.С. Основы слесарного дела: Учебник для нач. проф. образования. - М.: ОИЦ «Академия», 2007. - 272 с.
Тема 11. Склеивание
11.1 Склеивание. Технологический процесс склеивания.
11.2 Типичные дефекты клеевого соединения. Правила безопасности труда при склеивании.
11.1 Склеивание
Склеивание деталей - это современный метод, при котором между поверхностями деталей сборочного узла вводится слой специального вещества, способного неподвижно скреплять их - клея.
У данного вида соединений имеется ряд преимуществ:
* возможность получения сборочных узлов из разнородных металлов и неметаллических материалов;
* процесс лейки не требует повышенных температур (как например, сварка или пайка), следовательно, исключается деформация деталей;
* устраняется внутреннее напряжение материалов.
В слесарно-сборочных работах обычно используются клеи: ЭДП, БФ-2, 88Н.
Подобно всем другим видам соединений, качество клееных соединений во многом зависит от правильности подготовки поверхностей к процессу склеивания: на них не должно быть пятен грязи, ржавчины, следов жира или масла. Очистку поверхностей осуществляют металлическими щетками, шлифовальными шкурками, материал для удаления жировых и масленых пятен зависит от марки используемого клея: при склеивании деталей клеем 88Н применяется бензин, под клеи ЭДП и БФ-2 - ацетон.
Марка клея и область его применения
Марка клея
Склеиваемые материалы
Назначение клеевого соединения
Эпоксидный клей
(ЭДП)
Металлы, керамика, пластмасса, дерево.
Склеивание деталей в неответственных соединениях, восстановление натягов неподвижных соединений, заделка трещин.
БФ - 2
Металлы, текстолит, фарфор, пластмасса.
Склейка накладок, восстановление натягов неподвижных соединений, заделка трещин.
88Н
Металл с резиной, пластмассой, теплоизоляционными
материалами; резина с резиной.
Наклейка на металл деталей из других материалов, склеивание резиновых деталей.
Технологический процесс склеивания для всех видов соединяемых материалов и всех видов клеев состоит, как правило, из следующих этапов:
-
подготовка поверхности к склеиванию;
-
подготовка клея;
-
нанесение клея на склеиваемые поверхности;
-
выдержка нанесенного слоя клея;
-
сборка (соединяемых) склеиваемых заготовок;
-
выдержка соединения при определенной температуре и давлении;
-
очистка шва от подтеков клея;
-
контроль качества клеевых соединений.
Процесс склеивания деталей состоит из следующих операций:
-
подготовить поверхности деталей и выбрать марку клея;
-
нанести на поверхности в местах соединения первый слой клея (эту операцию можно выполнять кисточкой либо поливом), просушить, нанести второй слой клея, соединить детали и прижать их друг к другу струбцинами (здесь важно следить за точным совпадением деталей и их плотным прилеганием);
-
выдержать клееный узел и очистить швы от подтеков клея.
Соединение трубопроводов различного назначения при помощи клеев позволяет по сравнению с резьбовыми и сварными работами в два-три раза сократить трудовые и энергетические затраты. Для склеивания стальных трубопроводов разработаны специальные эпоксидные клеи. Различают четыре типа составов эпоксидных клеев.
составы типов I и II - предназначены для клеевых соединений бандажного типа;
состав типа III - для клеемеханических соединений;
состав типа IV - для муфтовых и раструбных соединений.
Клеевые соединения бандажного типа выполняются путем многослойной намотки на концы стыка стальных труб ленты из стеклоткани с нанесенным на ее поверхность слоем эпоксидного клея.
1. Фиксация взаимного положения стыкуемых труб обеспечивается за счет применения струбцин с призмами, бандажа из металлической ленты, опор и подвесок.
2. Зачистка концов труб перед склеиванием осуществляется на участках длиной не менее 0,7 диаметра.
3. Зачищенные поверхности перед склеиванием обезжириваются ацетоном или бензином для улучшения соединения клея с металлом.
4. Клеевой состав готовят, смешивая компаунд (основные компоненты клея) с отвердителем.
5. Намотка подготовленной ленты с нанесенным на нее клеевым составом на концы соединяемых труб выполняется вручную в радиальном направлении туго и без перекосов. Середина ленты при этом должна располагаться в месте стыка труб.
6. Для получения необходимой прочности и герметичности соединение должно быть выдержанно при температуре окружающего воздуха 5…17ºС в течении 4 суток, при температуре 17…25ºС - в течении двух суток.
Для получения клеемеханических соединений клей наносится на наружную поверхность конца трубы и внутреннюю поверхность раструба или муфты.
-
после нанесения клея прямой конец трубы заводится в раструб или муфту и обжимается по периметру;
-
после обжатия происходит отвердение клея;
-
длина нахлестки (длина участка трубы, входящая в раструб или муфту) должна составлять не менее 1,2 диаметра трубы.
Раструбные и муфтовые соединения труб от клеемеханических отличаются тем, что обжатие муфты или раструба не выполняется.
Режим сушки первого слоя клея:
-
ЭДП - наносится в один слой и сушки не требует;
-
БФ - 2 - 1 час при температуре 20ºС («до отлива»);
-
88Н - 10…15 минут на воздухе, после нанесения второго слоя выдержать 3-4 минуты и только потом соединить детали.
Режим выдержки клееных соединений:
-
при использовании клея ЭДП-2 - 2-3 суток при температуре 20ºС или 40ºС;1 сутки при температуре 40ºС;
-
клей БФ-2 - 3-4 суток при температуре 16…20ºС или 1 час при температуре 140…160ºС;
-
клей 88Н - 24-48 часов при температуре 16…20ºС под грузом.
11.2 Основным дефектом клеевого соединения является его недостаточная прочность, которая может быть вызвана следующими причинами:
* плохой очисткой склеиваемых поверхностей;
* неравномерным нанесением клея на склеиваемые поверхности (недостаток или избыток клея на отдельных участках);
* отвердением клея до соединения поверхностей;
* недостаточным давлением на детали при склеивании;
* недостаточным температурным режимом и недостаточным временем просушивания соединения.
Для устранения этих недостатков необходимо очистить поверхность от клея, вновь очистить и обезжирить ее, а также соблюдать температурный и временной режим при выполнении клеевых соединений.
Правила безопасности труда при склеивании
-
необходимо оберегать лицо и руки от попадания на них брызг клея;
-
после работы тщательно вымыть руки горячей водой с мылом;
-
помещение, где производится операция склеивания, должно обеспечиваться достаточной вентиляцией.
Вопросы для самоконтроля:
1. От чего зависит выбор марки мягкого припоя?
2. Какую роль выполняет флюс при паянии и от чего зависит выбор его состава?
3. Почему при припаивании пластин твердого сплава необходима обвязка соединяемых заготовок проволокой?
4. Для чего перед началом лужения необходима механическая и химическая очистка заготовок?
5. Каковы основные правила безопасности при лужении?
6. От чего зависит выбор клея для выполнения клеевого соединения?
7. С какой целью выполняется зачистка и обезжиривание поверхностей, подлежащих склеиванию?
8. В чем особенность выполнения клеевых соединений труб?
9. Перечислите, какие имеются заклепки, чем они характеризуются и в каких случаях применяются?
10. Перечислите особенности и порядок ручной клепки без подогрева?
11. Как подготовить изделие к паянию?
12. Перечислите возможные виды брака и технику безопасности при паянии?
13. Перечислите основные правила техники безопасности при ручной клепке?
Тема 12. Шабрение и притирка
12.1. Шабрение.
12.2. Инструменты и приспособления для шабрения.
12.3. Заточка инструмента.
12.4. Процесс выполнения операции шабрения.
12.5. Типичные дефекты при шабрении, причины их появления и способы предупреждения.
12.6. Требования безопасности труда при шабрении.
12.7 Притирка (общие сведения).
12.8 Притирочные материалы.
12.9. Инструменты и приспособления, применяемые при притирке деталей.
12.10. Правила выполнения работ при притирке деталей.
12.11. Притирка металлических поверхностей.
12.12. Типичные дефекты при притирке, причины их появления и способы предупреждения.
12.13. Правила техники безопасности при притирке деталей.
12.1. Шабрение
Шабрение - это окончательная слесарная операция, заключающаяся в соскабливании очень тонких слоев материала с поверхности заготовки с помощью режущего инструмента - шабера.
Шабрение применяется в тех случаях, когда необходимо обработать поверхности с очень малой шероховатостью. Шабрением обрабатываются как плоские, так и криволинейные поверхности (например, направляющие станков), поверхности подшипников скольжения, детали приборов, а также поверхности различных инструментов и приспособлений (например, поверочные плиты, угольники, линейки).
За один проход шабер может удалять с поверхности заготовки очень тонкий слой металла толщиной не более 0,7мм. При средних усилиях, прикладываемых к инструменту, толщина снимаемой стружки составляет 0,01…0,03мм.
Для того чтобы определить на деталях участки, на которых необходимо производить шабрение, используется шабровочная краска (смесь машинного масла и сажи). Если требуется определить такие участки на мелких деталях, то шабровочную краску тампоном наносят на слесарную плиту тонким слоем, на нее осторожно опускают проверяемой плоскостью деталь и медленно передвигают ее про всей поверхности плиты круговыми движениями, а затем также осторожно снимают деталь с плиты. Большие детали и заготовки обрабатывают краской на месте краску наносят на контрольную плитку, опускают плитку на плоскость детали и круговыми движениями проходят всю эту плоскость.
И в этом, и в другом случае пятна, оставшиеся на поверхности детали, указывают места шабрения, причем белые пятна (отсутствие краски) указывают наиболее углубленные участки поверхности детали, темные пятна (толстый слой краски) - менее углубленные, а серые пятна (тонкий слой краски) - наиболее выступающие части (они и подвергаются шабрению).
После каждого цикла шабрения обрабатываемую поверхность насухо вытирают и проверку на шабровочную краску повторяют. Качество шабрения определяется с помощью контрольной рамки 25×25мм, ее накладывают на прошабренную поверхность и считают число пятен:
-
шабрение считается грубым, если число пятен в рамке 5…6;
-
шабрение считается чистовым, если число пятен в рамке 6…10;
-
шабрение считается точным, если число пятен в рамке 10…14;
-
шабрение считается тонким, если число пятен в рамке более 22.
12.2. Инструменты и приспособления для шабрения
Режущим инструментом при шабрении является шабер.
Шаберы, предназначенные для снятия тончайших слоев металла с поверхности заготовки, классифицируют:
- по конструкции - цельные и составные;
- по форме режущей кромки - плоские, трехгранные, фасонные;
- по числу режущих граней - односторонние и двухсторонние.
Выбор шабера по форме и геометрическим параметрам зависит от свойств обрабатываемого материала и, конечно же, от формы и размеров прошабриваемой поверхности:
-
для обработки краев заготовки удобнее всего использовать шабер с прямой режущей кромкой;
-
плоским поверхностям более подходит шабер с радиусной режущей кромкой;
-
криволинейные и внутренние поверхности деталей шабрят трехгранными и фасонными шаберами.
Рабочее положение шабера, угол наклона к шабруемой поверхности - 30…40º.
Рабочий ход - либо вперед, от себя, либо назад, на себя - производится с усилием.
Холостой ход - возвращение шабера в исходное положение - производится с отрывом режущей кромки от обрабатываемой поверхности. Начинают шабрение длинным ходом - 15…20мм, по мере выравнивания поверхности длина хода сокращается до 2…5мм. Направление движений шабера каждый раз нужно изменять, чтобы штрихи или нанесенные, пересекались между собой под углом 45…60º.
Для чернового шабрения применяются шаберы с шириной режущей кромки 20…30мм, для чистового - 15…20мм и для отделочного - 5…12мм.
Для шабрения плоских поверхностей используют одно- или двухсторонние шаберы с прямолинейной или криволинейной режущей кромкой. Торцевая поверхность шабера затачивается под углом заострения 90…100º по отношению к оси инструмента. При черновой обработке угол заострения равен 75…90º, при чистовой - 90º, а при отделочной - 90…100º. Угол заострения для чугуна и бронзы выбирается равным 90…100º, для стали - 75…90º, а для мелких металлов - 35…40º.
Для шабрения вогнутых поверхностей предназначены трехгранные шаберы, которые имеют три режущие кромки и могут быть прямыми и изогнутыми, их угол заострения составляет 60º.
Поскольку шабрение является заключительной операцией слесарной обработки, то качество ее выполнения необходимо контролировать в течение всего процесса. Для этих целей предназначены поверочные инструменты.
Поверочные инструменты, применяемые при шабрении, позволяют проверять плоскость обработанных поверхностей и плотность их прилегания друг к другу. К поверочным инструментам относятся поверочные плиты и линейки, трехгранные угловые линейки, поверочные валики.
Поверочные плиты используются при контроле широких плоских поверхностей.
Угловые плиты обеспечивают контроль шабрения поверхностей, расположенных под прямым углом.
Поверочные линейки применяют при контроле длинных и сравнительно узких поверхностей.
Трехгранные угловые линейки служат для контроля шабрения поверхностей, расположенных под внутренним углом.
Контрольные валики предназначены для контроля цилиндрических поверхностей и выемок.
Контроль качества шабрения этими инструментами основан на выявлении неровностей на обработанной поверхности. Эти дефекты становятся видимыми при наложении обработанной поверхности на окрашенный поверочный инструмент, или наоборот, после наложения окрашенного инструмента на обработанную поверхность и их взаимного перемещения друг относительно друга.
Весьма важным является хранение поверочного инструмента в надлежащем состоянии, поэтому после работы его следует очищать, смазывать и только после этого укладывать в футляр и накрывать крышкой.
Приспособления для шабрения: для удобства шабрения небольшие по размеру заготовки закрепляются в тисках и других подобных приспособлениях. Более крупные заготовки закрепляются в специальных устройствах или поворотных приспособлениях, которые позволяют поворачивать заготовку в процессе обработки в наиболее удобное для шабрения положение.
12.3.Заточка инструмента
Заточка инструмента состоит из трех этапов: предварительная заточка, заправка и доводка.
Предварительная заточка осуществляется на заточных станках. При этом необходимо выполнять все правила техники безопасности, предусмотренные при работе на таких станках. Абразивные круги, используемые на заточных станках, имеют достаточно крупные абразивные зерна, которые оставляют следы (риски) на заточенной поверхности, что недопустимо вследствие очень жестких требований, предъявляемых к шероховатости обработанной поверхности. Поэтому после заточки шаберы необходимо подвергнуть дополнительной обработке - заправке.
Заправка шаберов осуществляется на абразивных брусках с очень мелкими зернами, которые обеспечивают удаление с рабочей поверхности следов (рисок) оставшихся после заточки. Поверхность бруска при заправке смазывается тонким слоем машинного масла, затем шабер устанавливается на него торцевой поверхностью и поступательно перемещается вдоль бруска. Для получения закругленной поверхности на режущей части шабера одновременно с поступательным движением вдоль бруска ему придают небольшое колебательное движение относительно собственной оси. После заправки режущей кромки переходят к обработке широких плоскостей шабера, также перемещая его по бруску.
Для выполнения особо точных работ после заправки на бруске шабер дополнительно доводят.
Доводка шабера осуществляется на чугунной плите с использованием мелкозернистых абразивных порошков, смешанных с машинным маслом.
В процессе шабрения необходимо внимательно следить за состоянием режущей кромки инструмента и качеством обработанной поверхности, периодически заправляя шабер по мере его затупления.
Критерии оценки качества обработанной поверхности
Процесс шабрения считается законченным после достижения определенной точности, которая при контроле на краску с применением поверочных инструментов определяется по числу контактных пятен на обработанной поверхности, приходящихся на определенную площадь этой поверхности. В качестве единицы площади обработанной поверхности принят квадрат со сторонами 25×25мм; чем больше пятен расположено на этой поверхности и чем равномернее они распределены, тем выше качество шабрения.
При контроле качества шабрения используют специальную рамку, которую накладывают на поверхность, и подсчитывают количество пятен, находящихся в окне рамки. Для обеспечения большей объективности контроля подсчет пятен проводится в нескольких местах обработанной поверхности, а качество обработки оценивается по среднему арифметическому значению числа пятен.
Для контроля качества шабрения криволинейных поверхностей применяется целлулоидный шаблон, который в процессе контроля воспроизводит форму обработанной поверхности. На таком шаблоне нанесена сетка с квадратами 25×25мм, используя которую легко подсчитать количество пятен в квадрате на различных участках криволинейной поверхности. Шабрение считается удовлетворительным, когда 75% клеток шаблона содержат количество пятен, отвечающее техническим условиям.
12.4. Процесс выполнения операции шабрения
При шабрении необходимо соблюдать следующие правила:
Перед началом работы необходимо проверить:
-
подлежащее шабрению поверхности на плоскость, сопряжение и качество подготовки (при необходимости зачистить);
-
заточку и заправку шабера (при необходимости шабер заправить на бруске);
-
краску для окрашивания проверочного инструмента (в ней не должно быть твердых включений и сухих крупинок);
-
состояние поверочного инструмента на отсутствие царапин и забоин.
В процессе работы следует:
-
нанести на поверхность заготовки краску с помощью поверочного инструмента;
-
произвести удаление металла с окрашенных мест поверхности;
-
вновь нанести краску на поверхность заготовки и удалить окрашенные места поверхности; процесс вести до тех пор, пока число пятен краски не будет соответствовать требованиям технических условий;
-
осуществлять шабрение хорошо заточенным заправленным и доведенным шабером, периодически контролируя состояние режущей кромки заправляя и доводя ее;
-
каждый проход при шабрении выполнять в разных направлениях, как правило, в два этапа:
предварительное шабрение - разделение крупных пятен на две-четыре части размером приблизительно 10×10мм так чтобы ими было равномерно покрыто 60…70% обработанной поверхности, обеспечивая при этом равномерное покрытие пятнами краски всей поверхности;
окончательное шабрение - обрабатывают поверхность, добиваясь равномерного расположения мелких пятен краски по всей поверхности, количество пятен в квадрате 25×25мм должно соответствовать требованиям технических условий;
-
шабрение сопряженной плоской поверхности заготовки выполнять только после окончательной обработки базовой поверхности, которая обычно имеет большую площадь;
-
шабрение плоской поверхности, параллельной ранее обработанной поверхности, выполнять с периодическим контролем при помощи индикатора часового типа;
-
при шабрении сопряженной пары деталей сначала шабрить поверхность одной из них, а затем другой, используя первую в качестве поверочного инструмента при контроле «на краску»;
-
заготовки с криволинейными поверхностями закреплять в приспособлении осторожно, избегая появления коробления и вмятин.
Окрашивание шабруемой поверхности
На поверхность проверочной плиты наносится тонкий слой краски. Поверхность заготовки (детали), подлежащая шабрению, очищается от стружки и грязи, промывается и протирается насухо чистой ветошью. Подготовленная таким образом заготовка (деталь) накладывается проверяемой поверхностью на окрашенную плиту и медленно передвигаться по ней. Если заготовка (деталь) имеет большие размеры, то окрашенная плита накладывается поверх детали, требующей шабрения. Выступающие на поверхности заготовки (детали) места будут окрашиваться; они и подлежат удалению в процессе шабрения.
Краски, применяемые для выявления неровностей на поверхности заготовки, подлежащей шабрению, и для контроля качества самого шабрения, представляют
собой смесь машинного масла с лазурью, суриком или ультрамарином (синькой). Лазурь может быть заменена сажей, смешанной с автолом и керосином.
Шабрение плоских поверхностей
Шабрение плоских поверхностей начинают с края детали, наиболее удаленного от слесаря, и постепенно обрабатывают всю поверхность.
Шабрят при этом только места с крупными серыми пятнами, разбивая их на более мелкие.
После предварительной обработки, которая производится шабером с длиной режущей кромкой (20…30мм), переходят к окончательному шабрению, для которого, используется шабер с более короткой режущей кромкой (15…20мм). В ходе этой операции круглые пятна разбивают пополам, а продолговатые - на более мелкие в поперечном направлении.
Если необходимо добиться наибольшей точности поверхности или плотности прилегания деталей друг к другу, то следует произвести еще и точное шабрение инструментом с короткой режущей кромкой - 10…15мм.
Шабрение криволинейных поверхностей
При шабрении криволинейных поверхностей шабровочная краска наносится не на плиту, а на шаблон.
Приемы шабрения те же, что и при обработке плоских поверхностей, а из инструментов используют в основном трехгранные и изогнутые шаберы.
Сложность шабрения внутренних углов
Сложность шабрения внутренних углов сопряженных поверхностей заключается в том, что они очень часто бывают труднодоступны плоским шабером. Поэтому для обработки этих участков используются, как правило, фасонные шаберы.
Шабрение - трудоемкая операция. Для повышения производительности труда применяются различные механизированные шаберы. При шабрении особое внимание следует уделять остроте заточки шаберов и умеренному нажиму на шабер во время работы, а также внимательной проверке качества шабрения на краску.
12.5. Типичные дефекты при шабрении, причины их появления и способы предупреждения
-
Дефект
Причина
Способ предупреждения
Шабер потерял твердость при заточке.
Сильное прижатие шабера к заточному кругу при заточке.
Соблюдать все правила заточки. Периодически охлаждать затачиваемую часть шабера в воде.
Заточка шабера без закругления.
Не соблюдались правила заточки шаберов.
Руководствоваться следующими правилами заточки шаберов: шабер для чернового шабрения необходимо затачивать с небольшим закруглением; чем точнее шабрение, тем закругление режущей кромки инструмента следует делать больше.
При проверке по
плите обрабатываемой поверхности она полностью покрыта краской.
На плиту нанесен слишком большой слой краски.
Снять краску с поверхности детали и в нескольких местах плиты, остальную краску равномерно растереть по плите и повторить
окраску поверхности детали для получения необходимой степени окрашивания.
Обрабатываемая поверхность детали
долго не ложится на плиту.
Принят неправильный темп шабрения.
На плиту нанести тонкий слой краски, окрасившиеся места поверхности детали сшабривать полностью энергичными движениями шабера до тех пор, пока деталь нормально не «ляжет» на плиту.
На шабруемой поверхности глубокие царапины и задиры.
Шабрение направленным
шабером на поверхность проверочной плиты попала стружка.
Тщательно заправить шабер на бруске; начисто протереть обрабатываемую поверхность детали и поверхность проверочной плиты. Заново покрыть ее слоем краски.
Пятна на пришабренной поверхности расположены равномерно, но
слишком крупные.
Шабрение не окончено. Слишком большой слой краски на плите.
Продолжить работу, «разбивая» за каждый
проход пятна в разных направлениях движения шабера. Следить за слоем краски на плите.
Пятна на пришабренной поверхности мелкие,
но расположены неравномерно.
Шабрение не закончено.
При шабрении снимать пятна только в местах,
где их много, до тех пор, пока пятна не
расположатся на поверхности равномерно.
Сопряженные под
углом поверхности детали при повторных проверках окрашиваются в разных местах.
Под поверхность базовой детали или под опорную поверхность проверочного угольника (призмы) попала стружка.
Тщательно протереть базовую и обрабатываемую поверхности, а также проверочную плиту и опорную поверхность проверочного угольника (призмы) перед проверкой обработанной детали.
На поверхности вкладыша (втулки)
следы предварительной обработки, грубые царапины и задиры.
Шабрение не окончено.
Продолжить шабрение, проверяя его качество внешним осмотром и по контрольному валу.
12.6. Требования безопасности труда при шабрении
-
обрабатываемая деталь должна быть надежно установлена и прочно закреплена;
-
не допускается работа неисправными шаберами (без рукояток или с треснувшими рукоятками);
-
при выполнении работ шлифовальными головками соблюдать правила электробезопасности;
-
следить, чтобы ручки на напильниках и шаберах были плотно насажены;
-
при заточке шаберов на абразивном круге пользоваться защитными очками;
-
охлаждать шаберы при заточке их на абразивном круге.
Вопросы для самоконтроля:
1. В чем сущность процесса шабрения и достижимая точность?
2. Какие имеются конструкции шаберов?
3. В чем особенность заточки шаберов?
4. Какой поверочный инструмент применяется для контроля качества шабрения?
5. Почему режущую кромку шабера для чистового шабрения следует затачивать и заправлять с меньшей кривизной, чем у шабера для чернового шабрения?
6. Почему для шабрения вкладышей подшипников скольжения наиболее целесообразным является применение шаберов-колец?
7. Чем вызвана необходимость использования приспособлений при шабрении?
8. Почему механизация шабрения является более предпочтительной по сравнению с другими способами слесарной обработки?
9. Почему при замене ручного шабрения альтернативными методами обработки используются высокие скорости резания при малых подачах и глубинах резания?
12.7 Притирка деталей
Притиркой называется окончательная обработка поверхностей при помощи абразивных паст и порошков с целью плотного соединения сопрягаемых деталей.
Перед притиркой поверхности должны быть тщательно обработаны с припуском не более 0,01…0,02мм, иначе притирка затягивается надолго.
Притирку производят, сжимая притираемые поверхности с помощью специальных притиров из чугуна, меди, текстолита, а также дерева твердых пород.
Режущим инструментом при притирке являются острые ребра мельчайших зерен абразивного материала. Наибольшее распространение в слесарном деле имеют следующие виды притирки поверхностей: плоских (широких и узких), цилиндрических, конических, а также криволинейных различной конфигурации. Особый вид притирки кранов с коническими пробками и клапанов в целях достижения их герметичности, когда абразивным материалом обрабатываются обе поверхности - пробки крана, клапана и их гнезд (седел).
Притирку можно производить двумя способами:
* одной детали о другую (так притирают в основном криволинейные прилегающие друг к другу поверхности - клапаны, пробки и пр.);
* детали о притир (так доводят фланцы, крышки и пр.).
В качестве притиров используются плиты, бруски или другие детали, сделанные из более мягкого материала, чем сами притираемые детали (например, для притирки стальных деталей используются чугунные притиры, для притирки деталей из цветных металлов - стеклянные притиры).
Притирка, подобно шабрению, осуществляется в два этапа:
* предварительная притирка (предназначенные для этого притиры имеют на своей поверхности канавки, куда собирается металлическая стружка);
* окончательная притирка - доводка (она производится притирами с гладкой поверхностью).
В качестве притирочных порошков используются: корундовый, карборундовый, наждачный порошки, окись железа, алюминия, хрома, толченное стекло.
Зернистость абразивных порошков - от М40 до М7. В качестве смазки - олеиновая кислота, машинное масло, керосин, скипидар, техническое сало. При доводке вместо абразивных порошков используются пасты, в частности паста ГОИ.
12.8 Притирочные материалы
Абразивные материала (абразивы) - это мелкозернистые кристаллические порошкообразные, а также и массивные твердые тела, применяемые для механической обработки различных материалов.
Абразивы делятся на естественные (природные) и искусственные.
К твердым естественным абразивным материалам относят минералы, содержащие оксид алюминия (естественный корунд, наждак) и оксид кремния (кварц, кремень, алмаз).
Твердые искусственные абразивные материалы, получаемые в электропечах, характеризуются высокой твердостью, однородностью состава и свойств (электрокорунд нормальный (1А); электрокорунд белый (2А);
электрокорунд хлористый (3А); монокорунд (4А); карбид кремния (карборунд) зеленый (6С); карбид кремния черный (5С); карбид бора (КБ);
кубический нитрид бора (КБН); эльбор (Л); алмаз синтетический (АС).
Для притирки стали применяют порошки электрокорунда нормального, белого и хлористого, а также монокорунда, для обработки чугуна и хрупких материалов - карбид кремния, для обработки твердых сплавов и других труднообрабатываемых материалов - порошки карбида бора, синтетических алмазов.
Мягкими абразивными материалами притирают отожженную сталь, чугун, медные и алюминиевые сплавы. Для грубой притирки используют абразивные шлифующие порошки зернистостью 5…3, для предварительной притирки - микропорошки М28, М20 и М14, а для окончательной - М10, М7 и М5.
Из мягких абразивных материалов наиболее широко применяют пасты ГОИ (Государственного оптического института). Их выпускают в виде тюбиков цилиндрической формы (диаметром 36мм и выстой 50мм) или в кусках. Паста ГОИ широко применяется для окончательных доводочных работ, когда кроме высокой точности и малой шероховатости требуется получение блестящей поверхности.
Применение паст обеспечивает также повышение износоустойчивости обработанных деталей, так как на поверхности не остается включений твердых абразивных материалов, способствующих изнашиванию поверхностей.
Различают три сорта пасты ГОИ:
* грубую (крупную) пасту (светло-зеленного цвета) применяют для снятия слоя металла
толщиной в несколько десятых долей миллиметра, например для удаления следов
обработки опиливанием, грубым шабрением, строганием, шлифованием. Детали после
притирки этой пастой имеют матовую поверхность;
* средней (мелкой) пастой (зеленого цвета) снимают слой металла, измеряемый сотыми долями миллиметра, получая более чистую поверхность, без штрихов;
* тонкая (микромелкая) паста (черного цвета с зеленоватым оттенком) служит для окончательной обработки и придает поверхности зеркальный блеск. Тонкой пастой снимают припуски в тысячные доли миллиметра.
Каждому виду пасты присваивают номер, соответствующий ее абразивной способности:
* грубая паста - № 50, 40, 35, 30, 25 и 20;
* средняя паста - № 15 и 10;
* тонкая паста - № 7, 4 и 1.
Размеры зерен: грубой пасты - 40…17мкм;
средней пасты - 16…8мкм;
тонкой пасты - менее 8мкм.
Алмазные пасты (пасты из природных и синтетических алмазных порошков) получили широкое распространение. Алмазные пасты Института сверхтвердых сплавов, выпускаемые двенадцати зернистостей, условно делят на четыре группы - крупная, средняя, мелкая и тонкая. Пасты каждой
группы имеют свой цвет:
крупной - красный (АП100, АП80, АП60);
мелкой - голубой (АП14, АП10 и АП7);
средней - зеленый (АП40, АП28, АП20);
тонкой - желтый (АП5, АП3 и АП1).
Буква А означает, что порошок изготовлен из алмаза, П - паста, рядом стоящие цифры - размер зерна (например, АП100 - размер зерна 100…80мкм; АП80 - 80…60мкм; АП3 - 3…1мкм; АП1 - 1мкм и менее).
Алмазные пасты применяют для притирки изделий из твердых сплавов, сталей различных марок и неметаллических материалов - стекла, рубина, керамики.
Для повышения производительности при притирке сначала применяют крупнозернистые пасты, постепенно переходя на мелкозернистые.
Смазывающие материалы для притирки способствуют ускорению этих процессов, уменьшают шероховатость, а также охлаждают поверхность детали. Наиболее часто в качестве смазывающих материалов употребляют смазочно-охлаждающие жидкости - керосин, бензин, легкие минеральные масла, содовую воду. Для притирки стали и чугуна чаще применяют керосин с добавкой 2,5% олеиновой кислоты и 75 канифоли, что значительно повышает производительность процесса.
Абразивные материалы, используемые при притирке
Материал
Цвет
Назначение
Шлифовальные порошки зернистостью 12…4: наждак, корунд.
Коричнево-серый; от серого до коричневого.
Притирка деталей из бронзы и мягких сталей, а также хрупких материалов.
Электрокорунд.
От темно-коричневого до
серо-коричневого и от розового до белого.
Для притирки деталей из всех сталей и
твердых сплавов.
Карборунд, экстракарборунд.
Черный.
Для притирки деталей из твердых сплавов и азотированных сталей.
Карбид бора, пасты ГОИ.
Черный, темно-зеленый,
зеленый, светло-зеленый.
Грубая, средняя и окончательная доводка и
Притирка соответственно.
Состав притирочных порошков в зависимости от материала заготовок
Материал обрабатываемых деталей
Грубая обработка
Окончательная обработка
Сталь 20×13
Корунд М14, абразивная лента М14 или М20, паста ГОИ грубая.
Абразивная лента М10.
Азотированная сталь ХМЮА
Электрокорунд М20 и М14, паста ГОИ грубая.
Электрокорунд М10, паста ГОИ
средняя.
Серый чугун и сталь
30×13
Корунд М14, абразивная лента М14, паста ГОИ грубая.
Корунд М10, абразивная лента
М10, паста ГОИ средняя.
Бронза и медноникелевый сплав.
Толченное стекло, паста ГОИ грубая, абразивная лента М14.
Паста ГОИ средняя, абразивная
лента М10.
12.9 Инструменты и приспособления
Притирка поверхностей деталей позволяющая получить весьма малую шероховатость, точные геометрические размеры и форму, выполняется с использованием специальных инструментов, которые получили название притиров, так как в процессе обработки выполняют роль второй, сопрягаемой детали.
Притиры должны иметь меньшую твердость, чем материал обрабатываемой заготовки; материалом для них служат чугуны с перлитной структурой, бронза, медь, стекло, фибра и твердые породы дерева.
Форма притира должна соответствовать форме обрабатываемой поверхности. По форме притиры подразделяются на плоские, цилиндрические, конические и специальные.
Плоские притиры представляют собой чугунные плиты, на которых доводят обрабатываемые поверхности. Плоский притир для предварительной обработки имеет канавки глубиной и шириной 1…2мм, которые располагаются на поверхности притира на расстоянии 10…15мм. В этих канавках собираются остатки абразивного материала и отработанный металл. Притиры для окончательной обработки плоских поверхностей должны быть гладкими.
Цилиндрические притиры применяются при доводке цилиндрических отверстий и могут быть нерегулируемыми. Регулирование диаметральных размеров притира осуществляется при помощи гаек.
Конические притиры предназначены для доводки конических углублений и отверстий (например, седла клапанов газораспределительных механизмов, посадочные места водораспределительной арматуры в условиях их массового производства). Такие притиры имеют специальные винтовые канавки для удерживания абразивного материала в процессе обработки.
Специальные притиры - это притиры сложной формы, изготавливаемые для выполнения определенных операций; их форма зависит от формы обрабатываемой заготовки.
Приспособления: тиски, параллели, угольники и др.
12.10Правила выполнения работ при притирке
Перед началом работы притир должен быть соответствующим образом подготовлен. Подготовка притира для обработки осуществляется двумя способами:
Поверхность протирают керосином, наносят на нее абразивный порошок и смазочный материал или пасту со смазкой и шаржируют, то есть вдавливают зерна абразивного материала в поверхность притира, прокатывая по ней стальной валик.
При шаржировании цилиндрических и конических притиров их прокатывают по стальной плите с нанесенным на нее слоем абразивных зерен.
Поверхность притира покрывают порошком абразивного материала, не подвергая шаржированию, при этом обработка выполняется свободным абразивом.
Правила выполнения работ при притирке зависят от этапа выполнения работ: начальная стадия, связанная с подготовкой рабочего места, определением доводочных материалов и оценкой качества подготовленной к притирке поверхности; непосредственное выполнение операции притирки и контроль качества обработанной детали.
Перед началом работы следует:
проверить подлежащие притирке заготовки на прямолинейность;
* убедиться в качественном сопряжении притираемых заготовок;
* оценить качество подготовки поверхностей заготовок под притирку;
* снять заусенцы и удалить царапины.
В процессе притирки необходимо:
* использовать метод обработки свободным абразивом, нанося на одну из притираемых поверхностей смесь из машинного масла, керосина и абразивного порошка или пасту;
* совершать рабочее движение по часовой стрелке при притирке цилиндрических и конических пар;
* осуществлять обработку поворотом одной сопрягаемой заготовки относительно другой в разные стороны на 30…40 и 180º при притирке пробковых кранов;
* заменять периодически притирочную массу, контролируя визуально качество притирки.
Качество притирки следует проверять:
* внешним осмотром - не допускаются царапины и блестящие пятна, притертые поверхности должны быть равномерно матовыми;
* «на карандаш» - карандашные риски, нанесенные на одну из сопрягаемых деталей, при поворотах детали в гнезде должны стираться равномерно;
* «на керосин» - залитый в отверстие крана керосин при хорошем качестве притирки не должен проходить между притертыми поверхностями в течение 2 мин.
12.11 Притирка металлических поверхностей
Притирка плоских поверхностей происходит следующим образом: деталь обрабатываемой стороной наложить на подготовленную плоскость притира (или другой притираемой детали) и произвести 20-30 сложных кругообразных движений с сильным нажимом. Скорость движений должна быть приблизительно 20 м/мин.
Затем отработанную притирочную массу убирают с поверхности притира и детали и наносят новый слой (зернистость используемого порошка на этот раз должна быть меньше). Таким образом, чередуют притирочные движения с заменой притирочного слоя до получения изделием соответствующего вида (при последних подходах абразивный порошок заменяют пастой: сначала - грубой, затем - средней, и в последнюю очередь - тонкой). Окончательную притирку (доводку) осуществляют без нанесения пасты, а лишь со смазыванием притира смесью керосина и машинного масла.
Если заготовка очень тонкая в сечении и ее неудобно двигать по притиру, то ее закрепляют на деревянном бруске и перемещают по плите вместе с бруском.
Притирка узких граней деталей или мелких заготовок производится пакетом. Несколько заготовок с помощью струбцин соединяют в пакет и притирают как широкую поверхность. Для этой цели можно использовать стальные или чугунные направляющие бруски или призмы.
Притирка криволинейных поверхностей типа пробковых кранов, вентилей, клапанов происходит следующим образом:
* перед началом работы следует проверить подлежащие притирке заготовки на прямолинейность, взаимное сопряжение, качество отделки, а также снять заусенцы и удалить царапины;
* необходимо соблюдать рациональную технологию притирки:
- притирку нужно выполнять способом свободного абразива, нанося на притираемые поверхности смесь абразивного порошка, керосина и машинного масла;
- притирку пробкового крана следует осуществлять, проворачивая его в разные стороны на 30…40º и 180º;
- притирку клапанов следует производить по часовой стрелке;
- необходимо периодически заменять притирочную массу и визуально контролировать качество притирки.
Чаще всего криволинейные поверхности двух деталей взаимосоприкасаемы, при этом одна из поверхностей выпуклая, а другая - вогнутая (например, пробка и гнездо под нее, вместе составляющее самоварный краник), поэтому притирку этих поверхностей производят одна об другую.
Пробку смазывают и присыпают абразивным порошком, вставляют в гнездо и вращают попеременно в разные стороны приблизительно на ¼ оборота 5-6 раз, после чего делают полный оборот пробки вокруг ее оси. Чередование притирки с заменой притирающих материалов аналогично притиранию широких плоских поверхностей.
Проверку точности притирки можно осуществить с помощью грифельного карандаша: на одну из притертых поверхностей наносят линию карандашом и проводят ей по другой притертой поверхности. При удовлетворительном качестве притирки карандашная линия равномерно стирается или смазывается по всей длине.
В завершение операции притирки детали при необходимости обрабатывают полировальниками - эластичными кругами из фетра или войлока. В качестве механического привода полировальника может выступать двигатель от бормашины или электрическая дрель. Полировку производят очень тонкими абразивными порошками со связкой из вазелина, говяжьего сала, воска или полировальными пастами.
Шаржирование притиров твердым абразивным материалом. Существует два способа - прямой и косвенный. При прямом способе абразивный порошок вдавливают в притир до работы. Круглый притир диаметром более 10мм шаржируют на твердой стальной плите, на которую насыпан тонким, ровным слоем абразивный порошок.
После шаржирования с притира удаляют остаток абразивного порошка волосяной щеткой, притир слегка смазывают и применяют для работы.
Косвенный способ заключается в покрытии притира слоем смазки, на которую затем посыпают абразивным порошком.
Прибавлять новый абразивный порошок во время работы не следует, так как это ведет к снижению точности обработки.
12.12 Типичные дефекты при доводке и притирке, причины их появления и способы предупреждения.
Дефект
Причина
Способ предупреждения
Неправильная структура движений при притирке плоских поверхностей.
Несоблюдение правил притирки.
При притирке необходимо использовать всю поверхность притира во избежание
неравномерного его износа и последующих
дефектов при притирке плоских поверхностей.
«Завалы» на доведенной
узкой поверхности заготовки, непрямолинейность.
Неравномерное
нажатие на заготовку в процессе притирки.
При доводке узких длинных (более100мм) плоских поверхностей с применением притирочных
кубиков (призм) нажатие пальцами на заготовку производить равномерно и одинаково по всей
длине заготовки.
На притертой широкой поверхности наблюдаются «светлые» пятна.
Притирка поверхности не окончена.
Притирку продолжить более грубым абразивным порошком до получения матовой поверхности по
всей площади заготовки, а затем окончательно притереть более тонким порошком.
На притертой поверхности пробки и гнезда крана остались следы предварительной обработки.
Притирка не закончена, притирка выполнялась грубым абразивным порошком.
Притирку продолжить до получения сплошной матовой поверхности пробки и гнезда крана. Заканчивать притирку более тонким абразивным порошком. Качество притирки проверять «на карандаш».
Притертый кран пропускает керосин менее
чем через две минуты.
Притирка производилась грубым абразивным порошком.
Притирку продолжить более тонким абразивным порошком. По ходу работы проверять качество притирки «на карандаш».
12.13 Правила техники безопасности при притирке поверхностей
* обрабатываемую поверхность очищать не рукой, а ветошью;
* пользоваться защитными устройствами для отсасывания абразивной пыли;
* осторожно обращаться с пастами, так как они содержат кислоты;
* надежно и устойчиво устанавливать притиры и закреплять их в слесарных тисках (круглые и тяжелые притиры могут упасть и вызвать ушибы);
* выполнять требования безопасности при работе механизированным инструментом, а также на станках.
Контрольные вопросы:
1. Почему при выполнении притирки необходимо применять смазку?
2. От чего зависит выбор абразивного материала при притирке?
3. Как делятся абразивные порошки на твердые и мягкие?
4. Сколько существует сортов пасты ГОИ?
5. Как следует подготавливать изделие к притирке?
6. В чем сущность операций притирки?
7. Перечислите инструменты и приспособления применяемые при притирке деталей?
8. Какие могут встретится дефекты при притирке деталей и как их устранить?
9. В какой последовательности выполняется притирка металлических поверхностей?
10. В какой последовательности выполняется притирка пробковых кранов?
11. Какие правила техники безопасности необходимо соблюдать при притирке деталей?
Литература
-
Покровский Б.С. Общий курс слесарного дела: Учеб. пособие. - М.: ОИЦ «Академия», 2007 - 80 с.
-
Покровский Б.С. Основы слесарного дела: Учебник для нач. проф. образования. - М.: ОИЦ «Академия», 2007. - 272 с.
Контрольные вопросы для подготовки к зачету:
1. Перечислите основные слесарные операции.
2. Какие слесарные тиски применяются в учебных мастерских?
3. Что относится к слесарно-монтажному инструменту?
4. Какие правила необходимо соблюдать для сохранения здоровья?
5. Перечислите правила содержания рабочего места.
6. Перечислите правила выполнения слесарных работ электроинструментом.
7. Какое воздействие оказывает электрический ток на организм человека?
8. Почему необходимо контролировать и регулировать положение тисков по росту работающего?
9. Как ведется подготовка квалифицированных рабочих?
10. Какие приспособления, помимо тисков, применяются для зажима изделий?
11. Перечислите основные правила безопасности при выполнении слесарных работ.
12. Для чего служит плоскостная разметка?
13. В каких случаях применяют разметку по шаблону?
14. Для чего размечаемую поверхность окрашивают?
15. В какой последовательности нужно наносить разметочные линии?
16. Почему точность измерительного инструмента должна быть выше, чем точность изготовления детали, которая этим инструментом проверяется?
17. От чего зависит выбор положения заготовки при разметке?
18. Что следует проверить при измерении штангенциркулем?
19. Как установить на разметочной плите заготовку с обработанной поверхностью и заготовку не имеющую такой поверхности?
20. Какую точность можно получить при обычных методах разметки?
21. Из каких материалов изготавливают чертилки, циркули, кернеры?
22. Как определить годность заготовки?
23. Перечислите правила техники безопасности при разметке.
24. Какие встречаются дефекты при выполнении разметки?
25. В каких случаях и, с какой целью перед началом рубки на кромках деталей выполняют фаски?
26. Для чего служит рубка металла?
27. От чего зависит сила удара молотка?
28. Какие встречаются дефекты при рубке металла и как их устранить?
29. Какие правила по технике безопасности необходимо соблюдать при рубке металла?
30. Чем вызвана необходимость использования рукавиц при резании металла ножницами?
31. Какой толщины металл прорубают с одного удара; какой удар молотком наносят при этом?
32. Зачем нужна смазка зубьев ножовочного полотна при работе?
33. На каком расстоянии от края губок тисков или прижима должна быть линия разметки при резке трубы ножовкой или труборезом?
34. Какие встречаются дефекты при резании металла?
35. Какие правила по технике безопасности необходимо соблюдать при резке металла?
36. Как правильно заточить инструмент для рубки?
37. Какие имеются типы молотков? Применение их.
38. Как правильно держать молоток и зубило?
39. Лист толщиной 3мм необходимо разрубить пополам, как это сделать?
40. Для чего предназначена правка металла?
41. Почему при правке металлов рекомендуют применять молоток с круглым, а не квадратным бойком?
42. Почему при правке мягких материалов и тонких листов рекомендуется использовать прокладки?
43. В какой последовательности правят стальные прутки и полосы?
44. Какие инструменты и приспособления применяются при правке металла?
45. В каких случаях необходимо применять способ правки растяжением?
46. Сколько точек должно касаться правильной плиты при правке полосового металла?
47. В каких случаях применяют правку изгибом?
48. Какие правила техники безопасности необходимо соблюдать при правке металла?
49. Как выпрямить погнутый алюминиевый лист толщиной 0,3мм?
50. Почему расчет длины заготовки для последующей гибки производят по нейтральной линии?
51. Почему при использовании наполнителя при гибки труб не происходят деформации?
52. В каких случаях и почему при гибки используют молотки с мягкими вставками?
53. Что учитывается при выборе ударного инструмента для гибки?
54. Почему при использовании специальных гибочных приспособлений при гибки труб не требуется применение наполнителя?
55. Какие явления возникают при гибки?
56. Какие способы гибки труб, применяют на практике?
57. Какие встречаются дефекты при гибки металла и как их устранить?
58. Какие инструменты и приспособления используются при гибки металла и для чего они служат?
59. Какие правила техники безопасности необходимо соблюдать при гибки металла?
60. Какие параметры обрабатываемой заготовки необходимо учитывать при выборе напильника для обработки?
61. В чем сущность балансировки напильника при обработке плоских широких поверхностей?
62. Как обеспечить повышение качества обработанной поверхности при чистовой обработке?
63. Как зависит качество обработанной поверхности от номера насечки напильника?
64. Как выбрать напильник для обработки вогнутых поверхностей?
65. Почему рабочая поверхность напильника не должна быть замасленной?
66. Почему движение напильника должно быть горизонтальным?
67. Какие встречаются дефекты при опиливании металла и как их устранить?
68. Какие имеются насечки у напильников, их достоинства и недостатки?
69. Как обеспечить параллельность двух плоскостей?
70. Как можно обеспечить плоскостность при обработке напильником?
71. Какие правила техники безопасности необходимо соблюдать при опиливании металла?
72. Почему при выполнении притирки необходимо применять смазку?
73. От чего зависит выбор абразивного материала при притирке?
74. Как делятся абразивные порошки на твердые и мягкие?
75. Сколько существует сортов пасты ГОИ?
76. Как следует подготавливать изделие к притирке?
77. В чем сущность операций притирки?
78. Перечислите инструменты и приспособления, применяемые при притирке деталей?
79. Какие могут встретиться дефекты при притирке деталей и как их устранить?
80. В какой последовательности выполняется притирка металлических поверхностей?
81. В какой последовательности выполняется притирка пробковых кранов?
82. Какие правила техники безопасности необходимо соблюдать при притирке деталей?
83. От чего зависят различные формы и углы заточки режущей части сверла?
84. От чего зависит износ режущего стержневого инструмента для обработки отверстий?
85. От чего зависит скорость резания при обработке отверстия?
86. Какое оборудование применяется при сверлении?
87. Какие правила техники безопасности необходимо соблюдать при сверлении ручной дрелью?
88. В какой последовательности выполняют заточку сверла?
89. Как уменьшить трение при сверлении?
90. Какие виды сверл применяются в слесарном деле?
91. Какие могут встретиться дефекты и как их устранить при обработке отверстий?
92. Какие правила техники безопасности необходимо соблюдать при сверлении электрической дрелью?
93. Как определить годность заготовки?
94. Какие правила техники безопасности необходимо соблюдать при сверлении деталей?
95. В чем сущность процесса зенкерования, достижимая точность и чистота?
96. От чего зависит износ режущего стержневого инструмента для обработки отверстий?
97. От чего зависит скорость резания при обработке отверстия?
98. Какое оборудование применяется при зенкеровании?
99. Какой инструмент применяется для местного увеличения размеров отверстия, обработки площадок?
100. Какие вы знаете виды разверток? Их основные элементы.
101. Чем отличаются машинные развертки от ручных?
102. Какие могут встретиться дефекты и как их устранить при обработке отверстий?
103. Какие правила техники безопасности необходимо соблюдать при зенкеровании отверстий?
104. Какие существуют виды резьбы и их назначение?
105. Какой инструмент применяется для местного увеличения размеров отверстия, обработки площадок?
106. От чего зависит скорость резания при обработке отверстия?
107. В какой последовательности нарезается внутренняя резьба вручную?
108. Какие существуют основные элементы и виды круглых плашек?
109. В каких случаях применяют комплекты из двух и трех метчиков?
110. Что является причиной срыва резьбы при нарезании резьбы?
111. Какие могут встретиться дефекты и как их устранить при обработке резьбовых поверхностей?
112. Какие существуют отличительные особенности дюймовых резьб?
113. Какие виды брака возможны при работе затупленными инструментами?
114. Какие правила техники безопасности необходимо соблюдать при обработке резьбовых поверхностей?
115. Какие существуют виды резьбы и их назначение?
116. Какой инструмент применяется для местного увеличения размеров отверстия, обработки площадок?
117. От чего зависит скорость резания при обработке отверстия?
118. В какой последовательности нарезается внутренняя резьба вручную?
119. Какие существуют основные элементы и виды круглых плашек?
120. В каких случаях применяют комплекты из двух и трех метчиков?
121. Что является причиной срыва резьбы при нарезании резьбы?
122. Какие могут встретиться дефекты и как их устранить при обработке резьбовых поверхностей?
123. Какие существуют отличительные особенности дюймовых резьб?
124. Какие виды брака возможны при работе затупленными инструментами?
125. Какие правила техники безопасности необходимо соблюдать при обработке резьбовых поверхностей?
126. Перечислите виды соединения деталей и в чем сущность процесса клепки?
127. Почему заклепки следует изготовлять из пластичных материалов?
128. Охарактеризовать основные инструменты, применяемые при клепке?
129. Почему материал склепываемых деталей и заклепки должен быть одинаковым?
130. Как определить длину стержня заклепки?
131. От чего зависит выбор марки мягкого припоя?
132. Какую роль выполняет флюс при паянии и от чего зависит выбор его состава?
133. Почему при припаивании пластин твердого сплава необходима обвязка соединяемых заготовок проволокой?
134. Для чего перед началом лужения необходима механическая и химическая очистка заготовок?
135. Каковы основные правила безопасности при лужении?
136. От чего зависит выбор клея для выполнения клеевого соединения?
137. С какой целью выполняется зачистка и обезжиривание поверхностей, подлежащих склеиванию?
138. В чем особенность выполнения клеевых соединений труб?
139. Перечислите какие имеются заклепки, чем они характеризуются и в каких случаях применяются?
140. Перечислите особенности и порядок ручной клепки без подогрева?
141. Как подготовить изделие к паянию?
142. Перечислите возможные виды брака и технику безопасности при паянии?
143. Перечислите основные правила техники безопасности при ручной клепке?
144. В чем сущность процесса шабрения и достижимая точность?
145. Какие имеются конструкции шаберов?
146. В чем особенность заточки шаберов?
147. Какой поверочный инструмент применяется для контроля качества шабрения?
148. Почему режущую кромку шабера для чистового шабрения следует затачивать и заправлять с меньшей кривизной, чем у шабера для чернового шабрения?
149. Почему для шабрения вкладышей подшипников скольжения наиболее целесообразным является применение шаберов-колец?
150. Чем вызвана необходимость использования приспособлений при шабрении?
151. Почему механизация шабрения является более предпочтительной по сравнению с другими способами слесарной обработки?
152. Почему при замене ручного шабрения альтернативными методами обработки используются высокие скорости резания при малых подачах и глубинах резания?
Тестовые задания по теме 1: Плоскостная разметка. Пользование разметочным инструментом
1. Основным оборудованием рабочего места слесаря является:
1) вертикально-сверлильный станок
2) одноместный слесарный верстак
3) стуловые тиски
4) электрическое точило
2. Для рациональной организации рабочего места, какие правила содержания рабочего места, не относятся:
1) до начала работы
2) во время работы
3) точность обработки
4) по окончании работы
3. Температура в производственном помещении должна поддерживаться в пределах:
1) 8…..10 градусов
2) 12…..14 градусов
3) 14…..16 градусов
4) 16…..20 градусов
4. К контрольно-измерительным инструментам при обработке деталей не относятся:
1) измерительная линейка
2) ножницы ручные
3) штангенинструмент
4) угольник
5. Плоскостную разметку не применяют:
1) при обработке листового материала
2) при обработке профильного проката
3) разметочные риски наносят в одной плоскости
4) нанесение рисок на поверхностях заготовки
6. Операция по нанесению на поверхность заготовки линий (рисок), определяющих контуры изготовляемой детали, являющаяся частью некоторых технологических операций называется:
1) точность измерений
2) пространственная разметка
3) плоскостная разметка
4) средства измерения углов
7. Перед окраской размечаемую поверхность необходимо:
1) очистить от пыли
2) очистить от окалины
3) обезжирить
4) окрашивание
8. Плоскостная разметка производится на заготовке:
1) карандаш 2) чертилка 3) гуашь 4) мел
9. При плоскостной разметке достигается точность:
1) 0,5мм 2) 1мм 3) 1,5мм 4) 1,8мм
10. Какой инструмент не относится при разметке плоских поверхностей:
1) чертилка 2) кернер 3) зубило 4) линейка
11. Сколько раз надо проводить разметочные риски чертилкой:
1) один 2) два 3) три 4) четыре
12. Глубина кернового углубления составляет:
1) 0,5мм 2) 0,7мм 3) 0,9мм 4) 1мм
13. При выполнении практического задания чертилку и разметочный циркуль можно держать:
1) карман 2) верстак 3) станок 4) плита
14. По окончании работы необходимо удалять пыль и окалину с разметочной плиты:
1) тряпка 2) бумага 3) щётка 4) вата
15. Какими чертилками, во время выполнения работы, не пользуются:
1) круглая
2) с отогнутым концом
3) плоская
4) со вставленными иглами
16. Какие причины брака при плоскостной разметке не возникают:
1) неправильное чтение чертежа
2) косые загибы
3) грязная поверхность плиты
4) пользование неточным инструментом
17. При выполнении практического задания необходимо линейку прижимать к заготовке тремя пальцами левой руки так, чтобы между ней и заготовкой не было:
1) риска 2) раздвоение 3) просвет 4) кернение
18. При проведении риски необходимой длины нужно взять в правую руку:
1) карандаш 2) мел 3) кернер 4) чертилка
19. При накернивании длинных рисок (более 150мм) расстояние между углублениями должно быть:
1) 5…..10мм 2) 15…..20мм 3) 25…..30мм 4) 35…..40мм
20. При накернивании коротких рисок (менее 150мм) расстояние между углублениями должно быть:
1) 5…..10мм 2) 10…..15мм 3) 15…..20мм 4) 20…..25мм
21. Прежде чем установить циркуль на размер радиуса дуги, центр будущей дуги необходимо:
1) заточить 2) накернить 3) просверлить 4) прорубить
22. Чтобы установить циркуль на размер, нужно установить одну ножку циркуля остриём на десятое деление линейки, а вторую - на деление, превышающее заданное:
1) на 10мм 2) на 15мм 3) на 20мм 4) на 25мм
23. Величина точности измерения штангенциркуля должна быть равна:
1) 0,0001мм 2) 0,001мм 3) 0,01мм 4) 0,1мм
24. Углы, меньше 90 градусов, измеряют угломером с применением:
1) штангенциркуль
2) микрометр
3) угольник
4) центроискатель
25. Внимательно осмотрев заготовку, зачистить её поверхность наждачной бумагой до блеска и затем необходимо:
1) накернить 2) окрасить 3) промаслить 4) просушить
26. Для того, чтобы очистить заготовку от грязи, окалины и других загрязнений необходимо применить:
1) напильник 2) ветошь 3) щётка 4) надфиль
27. При плоскостной разметке параллельные риски наносятся с помощью:
1) линейка и кернер
2) линейка и циркуль
3) линейка и угольник
4) линейка и мел
28. При разметке окружности заданного диаметра, необходимо центр будущей окружности наметить:
1) чертилка 2) мел 3) кернер 4) купорос
29. При разметке на пластине окружности заданного диаметра, нужно установить циркуля на размер превышающий радиус окружности:
1) на 3…..6мм 2) на 8…..10мм 3) на 10…..12мм 4) на 12…..14мм
30. Что не относится к разметочному инструменту при плоскостной разметке:
1) чертилка 2) кернер 3) надфиль 4) молоток
Тестовые задания по теме 2 Рубка металла. Правка металла
1. Какие виды работ при рубке металла не выполняются:
1) разделение металла на части 3) удаление наплывов
2) нанесение формы детали 4) вырубание различных отверстий
2. Точность, достигаемая рубкой, находится в пределах:
1) 0,5 - 1мм 2) 1 - 1,5мм 3) 1,7 - 1,9мм 4) 2мм
3. Что не относится к инструменту при рубке металла:
1) напильник 2) зубило 3) молоток 4) линейка
4. Сколько типов молотков изготавливают для выполнения слесарных работ:
1) один 2) два 3) три 4) четыре
5. Сила удара молотка при выполнении практического задания не зависит:
1) вес 2) наклон 3) замах 4) длина рукоятки
6. Под каким углом выполняют рубку металла по уровню тисков:
1) 30 градусов 2) 45 градусов 3) 60 градусов 4) 75 градусов
7. При вырубании из листового материала заготовки, оставляется припуск:
1) 1,0 - 1,5мм 2) 1,5 - 1,7мм 3) 1,7 - 1,9мм 4) 2мм
8. При чистовой рубке металла зубилом снимают слой металла толщиной:
1) 0,5 - 1мм 2) 1 - 1,5мм 3) 1,5 - 1,7мм 4) 2мм
9. При черновой рубке металла зубилом снимают слой металла толщиной:
1) 0,5 - 1мм 2) 1,5 - 2мм 3) 2 - 2,5мм 4) 3мм
10. Какая часть у слесарных молотков не существует:
1) боёк 2) клин 3) риска 4) рукоятка
11. При правке металла кривизну деталей проверяют:
1) штангенциркуль 2) глаз 3) кронциркуль 4) циркуль
12. При правке металла удар молотка не зависит:
1) вес 2) наклон 3) замах 4) физическая сила
13. Киянкой производится правка листового металла толщиной менее:
1) 0,5мм 2) 0,8мм 3) 1мм 4) 1,5мм
14.Чем при правке металла выпуклые места нужно наметить:
1) карандаш 2) чертилка 3) мел 4) циркуль
15. Сколько точек должно касаться плиты при правке полосы или прутка:
1) четыре 2) три 3) две 4) одна
16. При правке металла боёк молотка не должен иметь поверхность:
1) гладкая 2) полированная 3) шараховатая 4) плоская
17. Приняв правильное рабочее положение, нужно встать прямо у тисков так, чтобы корпус находился слева от оси тисков под углом:
1) 20 градусов 2) 45 градусов 3) 60 градусов 4) 90 градусов
18. Сколько ударов в минуту, происходит при нанесении кистевых ударов:
1) 20…..30 раз 2) 30…..40 раз 3) 40…..60 раз 4) 60…..80 раз
19. Сколько ударов в минуту, происходит при нанесении локтевых ударов:
1) 20…..30 раз 2) 30…..40 раз 3) 40…..50 раз 4) 60…..80 раз
20. Сколько ударов в минуту, происходит при нанесении плечевых ударов:
1) 20…..30 раз 2) 30…..40 раз 3) 40…..50 раз 4) 60…..80 раз
21. При выполнении работы необходимо закрепить плитку прочно, без перекоса, выше губок тисков:
1) на 1….4мм 2) на 5…..10мм 3) на 10…..12мм 4) на 12…..16мм
22. Чтобы срубить зубилом выступы на поверхности плитки, рубку выполняют ударами:
1) кистевой 2) локтевой 3) плечевой 4) средний
23. Чтобы разрубить полосу (пруток), места разрубания с обеих сторон полосы нужно отметить:
1) карандаш 2) чертилка 3) мел 4) краска
24. Чтобы разрубить листовой металл на всю длину разметочной риски, нужно точно по рискеустановить:
1) циркуль 2) молоток 3) зубило 4) кернер
25. Чтобы выправить полосовую заготовку, нужно отметить выпуклые места:
1) карандаш 2) мел 3) чертилка 4) краска
26. По окончании работы проверка качества правки металла проверяется:
1) линейка 2) штангенциркуль 3) угломер 4) глаз
27. Если правка металла производится стальным молотком, то необходимо применять:
1) брусок 2) прокладка 3) ветошь 4) губка
28. На призмах можно выправить круглый пруток толщиной:
1) до 30мм 2) от 30…..40мм 3) от 40…..50мм 4) от 50…..60мм
29. Чтобы предварительно выправить лист ударами бойка молотка, изогнутость не должна превышать:
1) 0,5…..1мм 2) 2…..3мм 3) 3…..4мм 4) 5…..6мм
30. Чтобы окончательно «прогладить» лист с помощью деревянного бруска, изогнутость не
превышать:
1) 0,5мм 2) 1мм 3) 1,5мм 4) 2мм
Зачет 3 Гибка металла. Резка металла
1.Операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоёв металла и сжатия внутренних слоёв называется:
1) правка 2) притирка 3) гибка 4) склеивание
2. Гибка металла не может выполняться:
1) вручную 3) с применением различных гибочных приспособлений
2) изгибом 4) при помощи специальных гибочных машин
3. Операция, связанная с разделением материалов на части с помощью ножовочного полотна, ножниц и другого режущего инструмента называется:
1) рубка 2) распиливание 3) резка 4) клепка
4. Какие дефекты не встречаются при резке металла слесарной ножовкой:
1) перекос реза 3) поломка полотна
2) выкрашивание зубьев полотна 4) «надрывы» при резании листового металла
5. Какие дефекты не встречаются при гибке металла:
1) при изгибании уголка из полосы он получится перекошенным
2) размеры изогнутой детали не соответствуют заданным
3) «надрывы» при изгибании трубы с наполнителем
4) вмятины (трещины) при изгибании трубы с наполнителем
6. При выполнении практического задания, гибка металла не может производиться:
1) верстак 2) тиски 3) плита 4) трехроликовый станок
7. Плоскогубцами или круглогубцами гнут изделия из проволоки диаметром:
1) до 3мм 2) до 5мм 3) до 7мм 4) до 10мм
8. При гибке металла, длина заготовки должна быть больше:
1) на 20…25мм 2) на 15…20мм 3) на 10…15мм 4) на 25…27мм
9. В холодном состоянии гнут трубы небольшого диаметра:
1) до 30мм 2) до 25мм 3) до 20мм 4) до 40мм
10. Гибку труб с горячим наполнителем производят при диаметре труб более:
1) 30мм 2) 50мм 3) 70мм 4) 100мм
11. Место сгиба трубы нагревается сварочной горелкой до температуры:
1) 650 - 700 градусов 3) 1200 - 1400 градусов
2) 850 - 1100 градусов 4) 1400 - 1600 градусов
12. Какие виды работ при резке металла не выполняются:
1) разделение металла на части 3) вырезание заготовок
2) нанесение формы детали 4) удаление излишних слоёв
13. Что не относится к режущему инструменту при резке металла:
1) ножовка 2) напильник 3) ножницы 4) труборез
14. При разрезании металла необходимо слесарную ножовку наклонять от себя:
1) на 15 градусов 3) на 20 градусов
2) на 18 градусов 4) на 25 градусов
15. Сколько рабочих ходов при резке металла производится в минуту:
1) 40…..50 2) 60…..70 3) 75…..80 4) 90…..100
16. Ручные ножницы применяют для разрезания стальных листов толщиной:
1) 2,5мм 2) 2мм 3) 1,5мм 4) 3мм
17. При резке листа ручными ножницами, всё время должно быть видно:
1) клин 2) риска 3) наплыв 4) ручка
18. Сколько рабочих ходов осуществляется в процессе резки слесарной ножовкой:
1) четыре 2) три 3) два 4) один
19. При выполнении практического задания, чем нельзя разрезать трубу:
1) ножницы 2) ножовка 3) труборез 4) зубило
20. При выполнении работы необходимо закрепить полосу в тисках так, чтобы разметочная риска была обращена к подвижной губке тисков и выступала над ней:
1) на 0,5мм 2) на 1мм 3) на 1,5мм 4) на 2мм
21. При массовом изготовлении деталей типа скоб необходимо применять:
1) тиски 2) трубогиб 3) оправки 4) круглогубцы
22. Какой инструмент не относится к гибке металла:
1) молоток 2) надфиль 3) круглогубцы 4) линейка
23. Чтобы изготовить крюк, нужно изогнуть круглогубцами пруток диаметром:
1) 5мм 2) 7мм 3) 10мм 4) 12мм
24. Что не относится к приспособлениям при гибке металла:
1) трубогиб 2) тиски 3) труборез 4) оправки
25. При выполнении работы слесарной ножовкой нужно отвернуть натяжной барашек так, чтобы средняя часть подвижной головки выходила из хомутика:
1) на 5…8мм 2) на 10…12мм 3) на 12…15мм 4) на 17…19мм
26. Чтобы разрезать круглый или квадратный прутковый материал, нужно закрепить деталь в тисках так, чтобы линия отреза находилась слева, от губок тисков:
1) на 5…10мм 2) на 10…15мм 3) на 15…20мм 4) на 20…25мм
27. Ручными ножницами можно резать листовую сталь толщиной:
1) 0,2…..0,5мм 2) 0,5…..0,7мм 3) 0,8…..1мм 4) 1…..1,5мм
1) 2мм 2) 5мм 3) 7мм 4) 10мм
29. При резании труб труборезом нужно следить, чтобы линия отрезания находилась от губок тисков не далее чем:
1) на 20…40мм 2) на 40…60мм 3) на 60…80мм 4) на 80…100мм
30. Какие дефекты не встречаются при резке металла ручными ножницами:
1) при резании листового материала ножницы мнут его
2) «надрывы» при резании листового металла
3) грубые задиры в местах закрепления трубы
4) отступление от линии разметки при резании электровибрационными ножницами
Зачет 4 Опиливание металла. Сверление, зенкование, зенкерование,
развёртывание отверстий
1. Какие дефекты не встречаются при опиливании металла:
1) «завалы» в задней части плоскости детали 3)грубая окончательная отделка опиленной поверхности
2) увеличение глубины отверстия 4) опиленный круглый стержень не цилиндричен
2. Какие дефекты не встречаются при сверлении отверстий:
1) завышенный диаметр отверстия 3) диаметр развёрнутого отверстия меньше заданного
2) грубо обработана поверхность стенок отверстия 4) смещение отверстия
3. Какие дефекты не встречаются при зенкеровании отверстий:
1) перекос отверстия, зенкерованного в необработанной корпусной детали
2) смещение отверстия
3) диаметр зенкованной части отверстия больше диаметра зенковки
4) грубая обработка, задиры на обработанной поверхности отверстия
4. Какие виды насечек напильников при опиливании металла не применяются:
1) тройная 2) двойная 3) одинарная 4) точечная
5. При опиливании металла оставляют припуски:
1) 1,5мм 2) 1мм 3) 0,5мм 4) 0,25мм
6. Точность обработки при опиливании металла составляет:
1) 2,5мм 2) 2мм 3) 1,5мм 4) 1мм
7. Какие номера насечек не существуют у напильников общего назначения:
1) 6 2) 5 3) 3 4) 2
8. Для окончательной обработки поверхностей при опиливании служит напильник:
1) личной 2) бархатный 3) драчевый 4) надфиль
9. Для зачистки отверстий, углов, коротких участков профиля применяют:
1) напильник 2) рашпиль 3) надфиль 4) кернер
10. При опиливании металла для предохранения от забивания стружкой мягких металлов, напильники перед работой натирают:
1) паста 2) мел 3) масло 4) керосин
11. При выполнении практического задания длина напильника должна быть больше размера обрабатываемой поверхности:
1) на 300мм 2) на 250мм 3) на 200мм 4) на 150мм
12. Что относится к операции по изготовлению отверстий в сплошном металле:
1) зенкование 2) рубка 3) сверление 4) разметка
13. В месте сверления на детали нужно делать глубокое керновое углубление:
1) 0,5…..1мм 2) 1…..1,5мм 3) 1,5…..2мм 4) 2…..2,5мм
14. Несколько приёмов необходимо выполнять при сверлении отверстий, при выполнении каких диаметров:
1) до 2мм 2) до 5мм 3) до 8мм 4) свыше 10мм
15. Используя ручную подачу можно просверлить отверстие на глубину:
1) 3…..5мм 2) 5…..7мм 3) 7…..9мм 4) 9…..10мм
16. После окончания работы следует проверить, соответствие просверленных отверстий:
1) окружность 2) длина 3) диаметр 4) высота
17. При обработке отверстий, что не относится к частям спирального сверла:
1) хвостовик 2) клин 3) канавка 4) шейка
18. При опиливании металла, приняв правильное положение у тисков, необходимо корпус развернуть коси тисков под углом:
1) 30 градусов 2) 45 градусов 3) 60 градусов 4) 90 градусов
19. При опиливании металла нужно ладонь левой руки расположить поперёк напильника от его носка на расстоянии:
1) 10…..20мм 2) 20…..30мм 3) 30…..40мм 4) 40…..50мм
20. При выполнении практического задания нужно закрепить заготовку таким образом, чтобы опиливаемая поверхность выступала над губками:
1) на 3…..5мм 2) на 6…..8мм 3) на 8…..10мм 4) на 10…..12мм
21. По окончании выполнения работы точность обработки поверхности детали проверяют:
1) штангенциркуль 3) «на свет»
2) кронциркуль 4) мерная линейка и угольник
22. Чтобы опилить плоскую поверхность перекрёстным штрихом, нужно установить тиски так, чтобы напильник двигался к заготовке под углом:
1) 10…15 градусов 2) 20…30 градусов 3) 30…45 градусов 4) 45…60 градусов
23. При опиливании детали необходимо опилить вогнутую поверхность закруглённой частью
полукруглого напильника с припуском на отделку:
1) 0,1…..0,2мм 2) 0,2…..0,3мм 3) 0,3…..0,4мм 4) 0,4…..0,5мм
24. При опиливании цилиндрического стержня нужно, чтобы его выступающая часть над губками была больше длины нарезаемой части:
1) на 6…10мм 2) на 10…15мм 3) на 15…20мм 4) на 20…25мм
25. При обработке отверстий, необходимо сверлить в два приёма отверстия диаметром больше:
1) 6мм 2) 8мм 3) 10мм 4) 15мм
26. При выполнении практического задания, что не применяется для измерения и контроля глубины сверления в глухом отверстии:
1) штангенциркуль 3) линейка
2) кронциркуль 4) кольцо
27. При обработке отверстий, можно зенковать сверлом большого диаметра отверстия:
1) на 1…4мм 2) на 5…6мм 3) на 7…9мм 4) на 10…12мм
28. Зенкеровать отверстие, диаметром зенкера 5…..24мм, нужно с учётом припуска на зенкерование:
1) 0,5мм 2) 1мм 3) 1,5мм 4) 2мм
29. При развёртывании отверстия, нужно просверлить отверстие диаметром зенкера 6…..18мм с
припуском:
1) 0,1мм 2) 0,2мм 3) 0,3мм 4) 0,4мм
30. Качество поверхности отверстия нужно проверять после тщательной притирки внешним осмотром:
1) «на карандаш» 3) «на линейку»
2) «на глаз» 4) «на свет»
Зачет № 5
«Нарезание наружной и внутренней резьбы. Притирка. Клепка. Шабрение»
1. При нарезании внутренней резьбы в комплект метчиков не входит:
1) черновой 2) личной 3) чистовой 4) средний
2. В машиностроении не применяют резьбу:
1) метрическая 2) бархатная 3) трубная 4) дюймовая
3. Размеры наружной и внутренней резьбы выражаются в дюймах, который равен:
1) 15,6мм 2) 19,8мм 3) 22,5мм 4) 25,4мм
4. Гайка с отверстиями, служащие для отвода стружки и образования режущих кромок называется:
1) метчик 2) зенковка 3) плашка 4) развертка
5. Круглые плашки при нарезании наружной резьбы вручную закрепляют:
1) плашка 2) лерка 3) вороток 4) метчик
6. При нарезании внутренней резьбы, сколько частей имеет метчик:
1) одна 2) две 3) три 4) четыре
7. Внутренняя часть тела метчика, измеряемая по диаметру окружности, касательной ко дну канавок
метчика называется:
1) сердцевина 2) хвостовик 3) стержень 4) резьба
8. Что относится к операции по обработке поверхностей, при помощи порошков абразивных материалов
или паст для получения наиболее полного взаимного прилегания поверхностей:
1) припасовка 2) опиливание 3) притирка 4) резка
9. Какой инструмент применяется при притирке деталей:
1) напильник 3) надфиль
2) абразивный порошок 4) рашпиль
10. При выполнении практического задания, чем проверяется качество притирки:
1) карандаш 2) краска 3) паста 4) мел
11. В качестве притирочных вспомогательных материалов применяют абразивные пасты, сколько
различают сортов паст ГОИ:
1) один 2) два 3) три 4) четыре
12. Притирку пробкового крана следует осуществлять, проворачивая его в разные стороны:
1) на 10 - 20 градусов 3) на 50 - 60 градусов
2) на 30 - 40 градусов 4) на 70 - 80 градусов
13. Тонкая паста светло-зелёного цвета применяется для притирки:
1) грубая 2) чистовая 3) средняя 4) окончательная
14. Подготовив и закрепив стержень в тисках нужно проверить диаметр стержня, который должен быть
меньше наружного диаметра (размера) резьба:
1) на 0,1…0,2мм 2) на 0,2…0,3мм 3) на 0,3…0,4мм 4) на 0,5…0,6мм
15. Прежде чем нарезать резьбу плашкой, нужно конец стержня смазать:
110
1) солидол 2) краска 3) масло 4) мел
16. Чем нельзя проверить нарезанную резьбу плашкой:
1) наружный осмотр 3) эталонная гайка
2) вороток 4) калибр-кольцо
17. Что не относится к инструменту при нарезании внутренней резьбы:
1) вороток 2) метчик 3) плашка 4) зенковка
18. Чтобы нарезать резьбу в глухом отверстии необходимо подобрать:
1) лерка 2) метчик 3) развёртка 4) зенковка
19. Что не относится к материалу для притирки поверхностей:
1) паста 3) напильник
2) порошок шлифовальный 4) валик
20. Сколько нужно сделать движений, чтобы удалить отработанную массу с притираемой поверхности
притира и снова нанести свежий слой пасты или порошка:
1) 10…..20 раз 2) 20…..30 раз 3) 30…..40 раз 4) 40…..50 раз
21. При притирке криволинейных поверхностей, сделав несколько движений, нужно поворачивать
пробку оси:
1) на 60 градусов 3) на 120 градусов
2) на 90 градусов 4) на 180 градусов
22. Надев на хвостовик пробки вороток, нужно прокручивать пробку попеременно то в одну, то в
другую сторону:
1) на 10…..20 градусов 3) на 30…..40 градусов
2) на 20…..30 градусов 4) на 40…..50 градусов
23. После выполнения практического задания, качество притирки проверяется:
1) «на карандаш» 3) «на свет»
2) «на глаз» 4) «на просвет»
24. Чтобы просверлить отверстие и зенковать его под головки заклёпок, нужно для диаметра заклёпки
5,0мм, подобрать соответствующее сверло:
1) 3,6мм 2) 4,1мм 3) 5,2мм 4) 6,2мм
25. При клёпке в том месте детали, где будут располагаться полукруглые головки, нужно снять сверлом
фаски:
1) на 0,5…1мм 2) на 1…1,5мм 3) на 1,5…2мм 4) на 2…2,5мм
26. При выполнении практического задания нужно подобрать заклёпку так, чтобы на образование
полукруглой замыкающейся головки оставалась часть стержня заклёпки длиной, равной диаметру
заклёпки:
1) 0,3…0,9мм 2) 1,25…1,5мм 3) 1,5…1,75мм 4) 1,8…1,99мм
27. Чтобы выполнить клёпку заклёпками с потайными закладными головками, длина стержня заклёпки
берётся в зависимости от суммарной толщины склёпываемых деталей с таким расчётом, чтобы на
образование потайной замыкающей головки оставалась часть стержня длиной, равной диаметру:
1) 0,3…0,5мм 2) 0,6…0,8мм 3) 0,8…1,2мм 4) 1,3…1,5мм
28. Что не относится к инструменту при клёпке деталей:
1) молоток 2) зубило 3) напильник 4) сверло
29. Чтобы подготовить плоскую поверхность детали к шабрению, нужно проверить поверхность:
1) штангенциркуль 3) угольник
2) лекальная линейка 4) уровень
30. При шабрении, пришабрив поверхность окончательно, нужно проверить качество шабрения (число
пятен) по рамке:
1) 10×10 мм 2) 15×15 мм 3) 20×20 мм 4) 25×25 мм
Заключение
Составленный курс лекций для проведения практических занятий по учебной практике по слесарному делу позволяет студенту легко и доступно освоить умения и навыки выполнять работы по специальности; изучить оборудование, приспособления, инструменты и материалы, применяемые при выполнении этих работ; ориентироваться в последствии в выполнении работ по наладке, установке, замене, регулировке газового оборудования.
Курс лекций для получения первых профессиональных навыков по слесарным работам создан помочь студентам самостоятельно добывать знания, развивать техническое мышление и творческое отношение к труду.
Учитывая новые разработки и современные технологии, создание нового оборудования, данный курс лекций будет пополняться.
Рекомендуемая литература
1. Учебник для нач. проф. образования «Слесарное дело»; авторы Б.С.Покровский, В.А.Скакун -
Москва: Издательский центр «Академия», 2003 -320с
2. Учебник для нач. проф. образования «Основы слесарного дела»; автор Б.С.Покровский -2-е изд.,
стер.-М.: Издательский центр «Академия», 2009 - 272с.
3. Практическое пособие «Практические работы по слесарному делу», автор В.И.Макиенко - М.,
ГУП издательство «Высшая школа» 2001, - 192с.
4. Учебник «Слесарное дело», автор Э.И.Крупицкий - Минск, издательство 3-е,стереотип, «Высшая
школа», 1970, - 320с. с ил.
5. Учебник для проф. учеб. заведений «Общий курс слесарного дела», автор Н.И.Макиенко -
Москва: Высшая школа, 2002 - 334с.