- Преподавателю
- Технология
- Инструкционно-технологическая карта «Ручная дуговая сварка стыкового соединения в вертикальном положении сварного шва»
Инструкционно-технологическая карта «Ручная дуговая сварка стыкового соединения в вертикальном положении сварного шва»
| Раздел | Технология |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Пономаренко С.А. |
| Дата | 18.10.2014 |
| Формат | doc |
| Изображения | Есть |

Инструкционная карта « Ручная дуговая сварка стыкового соединения в вертикальном положении сварного шва»
№
Эскизы по
переходам
Операции
Обору-
дование
Прис-
пособ-ление
Инструменты
Инструктивные
указания о
выполнений работ
Режу-
щий
Мери-
тельно-вспомо-
гательный
1
2
3
4
5
6
7
8
1
Правка металла
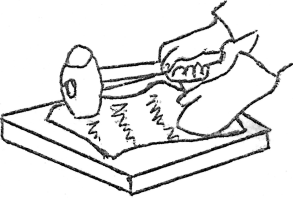
1 .На выпуклой стороне металла мелом или мягким графитовым
карандашом отмечают границы изгибов.
2. Пластину рас
полагают на пра
вильной плите.
3. Удары наносят
по выпуклым
частям, регулируя
силу удара.
Правильная
плита
Мел, мягкий
графитовый карандаш, молоток
Пластину располагают выпуклостью вверх, края заготовок не должны свисать. При нескольких выпуклостях сначала выправляют ближайшие к концам, а затем расположенные в середине.
2
Очистка металла

Очистить поверхность от грязи, ржавчины. Масло и краска убираются
стол
|
|
| пламенем, а потом щеткой. |
|
|
|
|
|
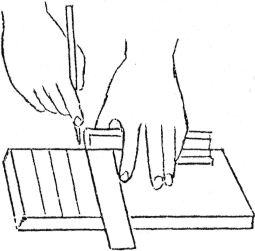
| 3 | Разметка
| Уложить деталь на стол. Нанести четкие «риски» для будущих валиков | Стол |
|
| Чертилка, ме-талли-ческая линейка, уголь-иик. | Риски ведут только один раз. Чертилка должна быть наклонена в сторону от линейки. |
| 4 | Выбор режима наплавки | Подобрать и рассчитать: -род тока и полярность; -диаметр электрода S | 1-2 | 3 | 4-5 | 2-12 | |
| dэл | 1,5-2 | 3 | 3-4 | 4-5 |

-напряжение дуги;
-угол наклона электрода;
-скорость наплавки (по усмотрению сварщика);
Много-постовой выпрямитель, балластный реостат; трансформатор
Элек-тро-
додер-
жа-
тель
вил-кооб-раз-ный
Ug = 18-28B
(зависит от длины дуги)
L дуги = 4 мм короткая.
Сварка в вертикальном положении выполняется диаметром электрода не более 4 мм, реже 5 мм; диаметр электрода = 6 мм могут при-
|
|
| -силу сварочного тока
| 1-2 | 3-4 | 5-6 |
| K | 25-30 | 30-45 | 45-60 |


Iсв. = K*dэл
(I д.б. уменьшен на 10-15% против принятого для сварки в нижнем положении).
меняться только сварщиками
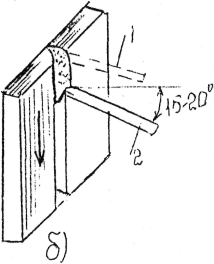
высокой квалификации. Угол наклона электрода 15-20.
5
Сборка пластин при выполнении вертикальных швов.

Две пластины положить на ровную поверхность стола с заазором 2-4 мм.
Стол
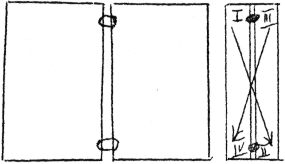
| 6 | Выполнение прихваток.
| Прихватка выполняется с изнаночной стороны или с двух сторон по схеме. Расстояние между прихватками зависит от длины изделия.
| Много-постовой выпрямитель, балластный реостат | Электро- дер- жа- тель вил- кооб-раз- ный, элек- трод |
|
| L прихваток должна быть 10-20 мм, h прихваток должна быть min. Крайние прихватки располагаются на расстоянии не менее 5-10 мм от края листов. |
| 7 | Зачистка прихваток | Отбить шлак, зачистить места прихваток.
| Стол |
|
| Молоток зубило, метал-личес-кая щетка | Надеть очки для защиты глаз, зачистить места прихваток до металлического блеска. |
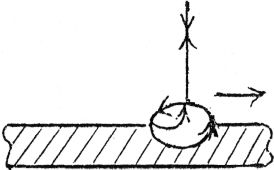
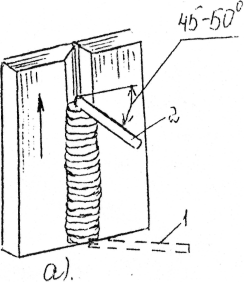
| 8 | Техника выполнения сварных вертикальных швов
| а) дуга возбуждается в самой нижней точке вертикально расположенных пластин. 1 - электрод, установленный сначала горизонтально, отводится несколько вверх; 2 - при этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла б) дуга возбуж-дается в самой верхней точке пластин при горизонтальном расположении электрода | Много-постовой выпрямитель, балласт-ный реостат
| Элек- тро-дер- жа- тель вил- кооб- раз- ный, электрод |
|
| Вертикальные швы выполняют очень короткой дугой. Колебательные движения электродом совершать поперек шва с отводом его вверх и поочередно в обе стороны. Это обеспечивает быстрое затвердевание жидкого металла. Амплитуда колебательных движений электрода должна быть небольшой, а дуга очень короткой. |
| 9 | Заварка кратера
| I способ: приподнять электрод до естественного обрыва дуги (последняя капля падает в кратер) II способ: поднимают электрод, затем быстро укорачивают дугу до короткого замыкания и резко обрывают. |
|
|
|
| Можно заканчивать наплавку и сварку на выводных планках
|
| 10 | Зачистка сварочного шва | Отбить шлак, зачистить шов. | Стол |
|
| Молоток, зубило, механическая щетка | Надеть очки для зашиты глаз, зачистить до металлического блеска. |
| 11 | Контроль качества сварного шва внешним осмотром | Проверить: -равномерность ширины валика; -высоту валика; -чешуйчатость; -незаплавленный кратер. |
|
|
| Металлическая линей-ка, шаблон | В = (2-3) dэл ширина валика. h = 2-3 мм. высота усиления валика. |