- Преподавателю
- Технология
- Методические указания для расчетно-графических работ по дисциплине «Технологическое оборудование машиностроительного производства»
Методические указания для расчетно-графических работ по дисциплине «Технологическое оборудование машиностроительного производства»
| Раздел | Технология |
| Класс | 11 класс |
| Тип | Другие методич. материалы |
| Автор | Репина Ю.В. |
| Дата | 27.12.2015 |
| Формат | docx |
| Изображения | Есть |

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«ТЮМЕНСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЕГАЗОВЫЙ УНИВЕРСИТЕТ»
Институт промышленных технологий и инжиниринга
Кафедра «Технология машиностроения»
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Методические указания к расчетно-графической работе по
дисциплине «Технологическое оборудование машиностроительного
производства» направление: 222000.62 - Инноватика
профиль: Управление инновациями в промышленности (машиностроение)
квалификация - бакалавр направление: 150700.62 - Машиностроение
профиль: Машиностроительные технологии и оборудование
квалификация - бакалавр
Тюмень
ТюмГНГУ
2016
Утверждено редакционно-издательским советом
Тюменского государственного нефтегазового университета
Составители:
доцент, к.т.н.Парфенов В. Д.
Репина Ю. В.
© Федеральное государственное бюджетное
образовательное учреждение
высшегообразования
«Тюменский государственный нефтегазовый
университет», 2016
Содержание
1. Содержание расчетно-графической работы…………..……………………………..4
2. Исходные данные для выполнения расчетно-графической работы………….…..4
3. Установление типа производства…………………………………………………....5
4. Расчет режимов резания……………………………………………………………...5
Список используемых источников……………………………………………………16
1. СОДЕРЖАНИЕ РАСЧЕТНО-ГРАФИЧЕСКОЙ РАБОТЫ
Задачей расчетно-графической работы по технологическому оборудованию машиностроительного производства является получение практических навыков по разработке технологическихпроцессов изготовления деталей.Расчетно-графическая работа в общем виде содержит:
1. Титульный лист;
2. Содержание;
3. Введение;
4. Основную часть;
5. Заключение;
6. Список используемых источников;
7. Приложение (Чертеж детали).
1.3. Результаты обучения
В результате изучения теоретического материала, выполнения
лабораторно-практической работы и подготовке к ее защите студенты
должны
Знать:
- правила проектирования технологических процессов;
- правила оформления технологической документации;
Уметь:
- выбирать технологическое оборудование и технологическую
оснастку учитывая необходимость использования имеющихся в наличии
станков и реальную возможность приобретения того или иного станка.
- выбирать измерительный инструмент
Владеть:
- навыками проектирования технологических процессов;
- навыками создания, оформления технической документации;
- навыками работы с измерительным оборудованием.
2. ИСХОДНЫЕ ДАННЫЕ ДЛЯ ВЫПОЛНЕНИЯ РАСЧЕТНО-ГРАФИЧЕСКОЙ РАБОТЫ
Задания на расчетно-графическую работу выполняются согласно
номеру варианта, определяемому номером в списке группы.
Проектирование технологического процесса обработки детали
можно приступать при наличии:
а) рабочего чертежа детали;
б) данных о заготовки;
1) Определить тип производства
2) Рассчитать режимы резания
3. УСТАНОВЛЕНИЕ ТИПА
ПРОИЗВОДСТВА
В соответствии с ГОСТ 14004 показателем для определения типа производства является коэффициент закрепления операций
 (1)
(1)
где Чо - число технологических операций, выполненных или подлежащих выполнению в течение месяца; Сп - число рабочих мест.
Согласно ГОСТ 14004 коэффициент Кзо= 1 для массового
производства;
1 <Кзо< 10 для крупносерийного;
10 <Кзо<20 для среднесерийного;
20 <Кзо<40 для мелкосерийного.
Для единичного производства величина Кз не установлена.
На начальной стадии проектирования МП, цеха или участка для
определения типа производства можно воспользоваться табл. 1.
Таблица 1.
Определение типа производства
Тип
производства
Масса, кг
До 20
До 200
До 30000
Свыше 30000
Массовое
500000
5000
1000
-
Крупносерийное
50000-500000
1000-5000
300-1000
-
Серийное
5000-50000
500-1000
100-300
10-50
Мелкосерийное
1000-5000
20-500
5-100
3-10
Единичное
Менее 1000
Менее 20
Менее 5
Менее 3
4. РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ
Режимы резания - совокупность глубины резания (t), подачи (S) и
скорости резания (V).
Режимы резания (обработки) определяют: точность обработки,
качество обработанной поверхности, производительность и себестоимость
обработки, условия работы оборудования и рабочих.
Факторами, влияющими на выбор режима резания, являются:
- материал, форма, жесткость и прочность обрабатываемой
заготовки;
- вид режущего инструмента, материал его режущей кромки,
жесткость и прочность;
- способ закрепления заготовки на станке;
- мощность главного привода станка.
Рациональным режимом резанья будут такой режим, при котором
деталь требуемого качества изготовляется при минимальных затратах (сучетом затрат на инструмент). [3, 5, 7, 13]
Этот режим соответствует экономическому периоду стойкости.
Глубина резанья назначена исходя из значений минимально и
максимального припуска на обработку. При сверлении глубина резанья
равна половине диаметра сверла
Подачи назначаются исходя из рекомендаций справочной
литературы. [3, 5, 7, 13]
При наружном продольном и поперечном точении скорость резанья
рассчитывается по эмпирической формуле:
 Kv (2)
Kv (2)
где Cv - коэффициент, учитывающий условия резания; Т -
период стойкости
инструмента, мин; S - подача, мм/об; Kv - корректирующий
коэффициент; m, x, y -
показатели степени. Значения Сv, m, x, y приведены в табл.4
Таблица4
Значения коэффициента Cv и показателей степени m,x,y при точении
обработки
Материал
режущей части
резца
Подача
Коэффициент Сv и показатели
Cv
x
y
m
Обработка конструкционной стали
Точение
твёрдый сплав
S<0,3
420
0,15
0,20
0,20
S=0,3-0,7
350
0,15
0.35
0,20
S>0,7
340
0,15
0,45
0,20
Отрезание
твёрдый сплав
быстрорежу-
щая сталь
-
47,0
-
0,80
0,20
-
23,7
-
0,66
0,25
Средние значения периода стойкости Т можно принимать в пределах
60-90мин, для резцов из быстрорежущей стали и 90-120 мин для
твердосплавного инструмента.
Частота вращения шпинделя, об/мин:
 (3)
(3)
Корректимрующий коэффициент определяется по следующей формуле:
 (4)
(4)
где Кmv - коэффициент, учитывающий влияние материала заготовки;
Кпv - коэффициент, учитывающий состояние поверхности заготовки;
Киv - коэффициент, учитывающий материал режущей части резца;
К - коэффициент, учитывающий главный угол в плане резца;
Кr - коэффициент, учитывающий величину радиуса при вершине резца (принимается во внимание только для резцов из быстрорежущей стали). Коэффициент Кmv рассчитывается:
-
при обработке сталей:
 (5)
(5)
Сила резания Р, Н раскладывается на составляющие силы, направленные по осям координат станка (тангенциальную Рz, радиальную Py и осевую Рx). При наружном продольном и поперечном точении, растачивании, отрезании, прорезании пазов и фасонном точении эти составляющие рассчитываются по формуле:
 ; (6)
; (6)
где t - глубина резанья, либо длина лезвия.
Постоянная Ср показатели степени x, y, n для конкретных условий обработки находим из литературы [6, 12 ,13]; для каждой из составляющей силы резания.
Главная составляющая силы резанья Рz, по которой рассчитывается мощность, необходима для снятия стружки.
Поправочный коэффициент Kр представляет собой произведение ряда коэффициентов:
 (7)
(7)
где Кмр - поправочный коэффициент, для стали учитывающий влияние качества обрабатываемого материала на силовые зависимости,
 ; (8)
; (8)
где K K
K K
K - поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на составляющие силы резанья при обработке, стали и чугуна.
- поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на составляющие силы резанья при обработке, стали и чугуна.
Мощность, затрачиваемая при резании, рассчитываем по формуле:
 ; (9)
; (9)
Крутящий момент и осевая сила:
Мкр=10·См·Dq·Sy·Kp (10)
P0=10·Сp·Dx·Sy·Kp (11)
где Кр - поправочный коэффициент, учитывающий фактические условия обработки: Kp=Kмp
Многочисленные и дальнейшие расчеты режимов резания приведены в литературе [1-13]
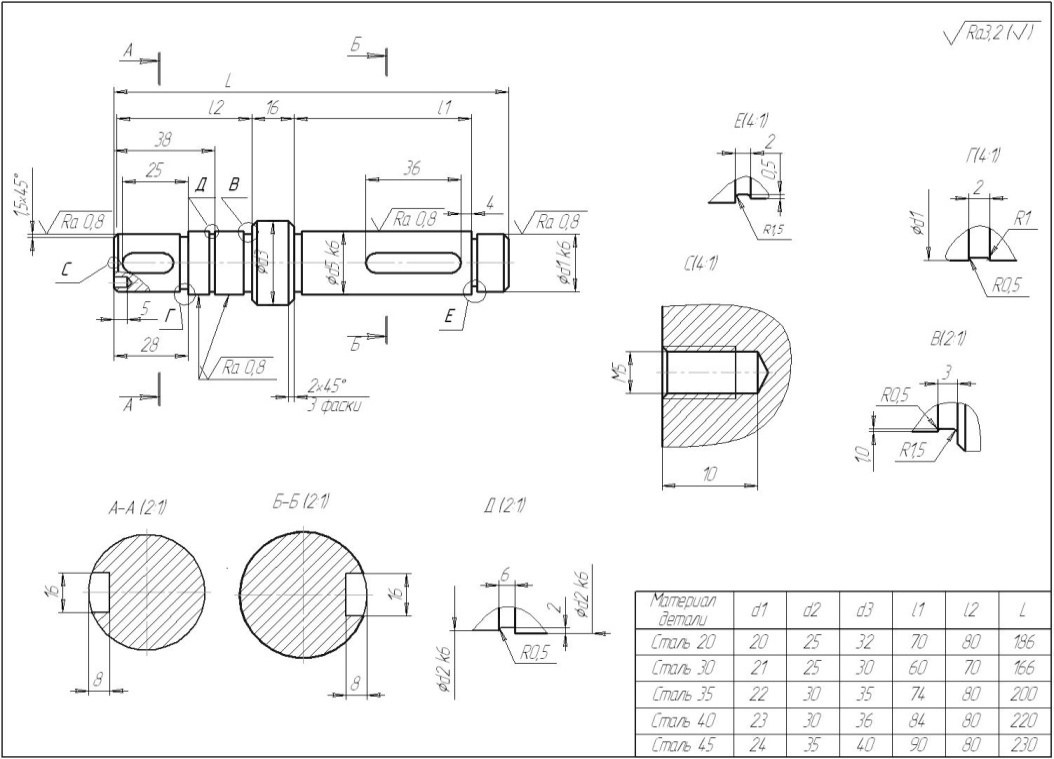
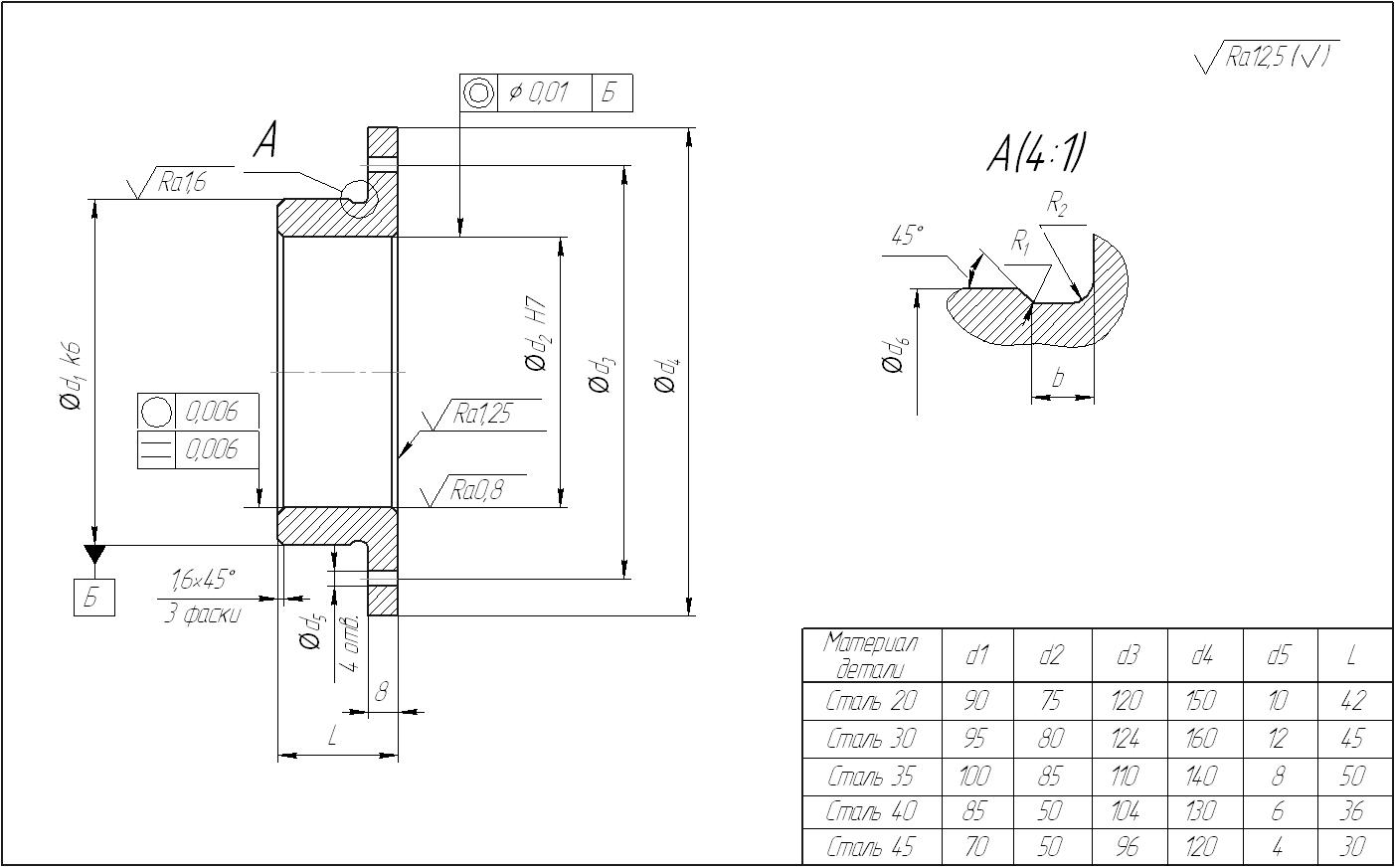
Варианты с 1-5
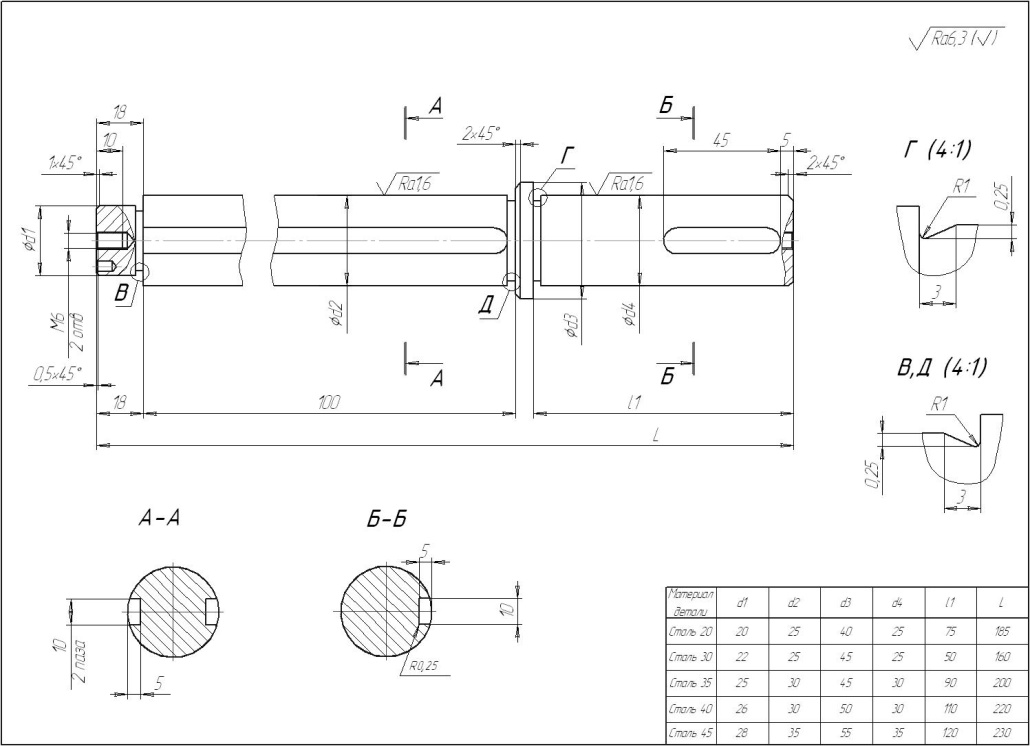
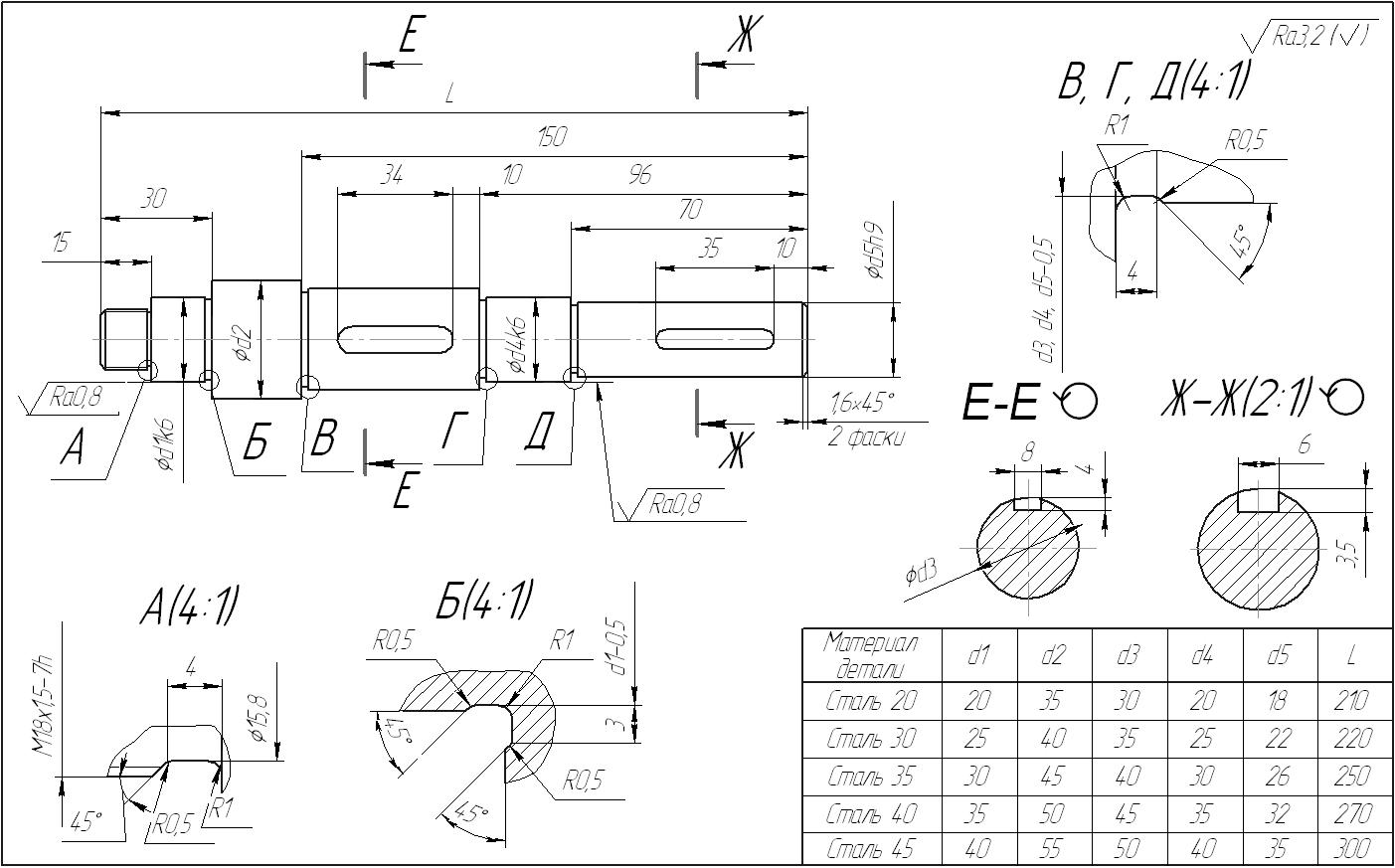
Варианты с 6-10
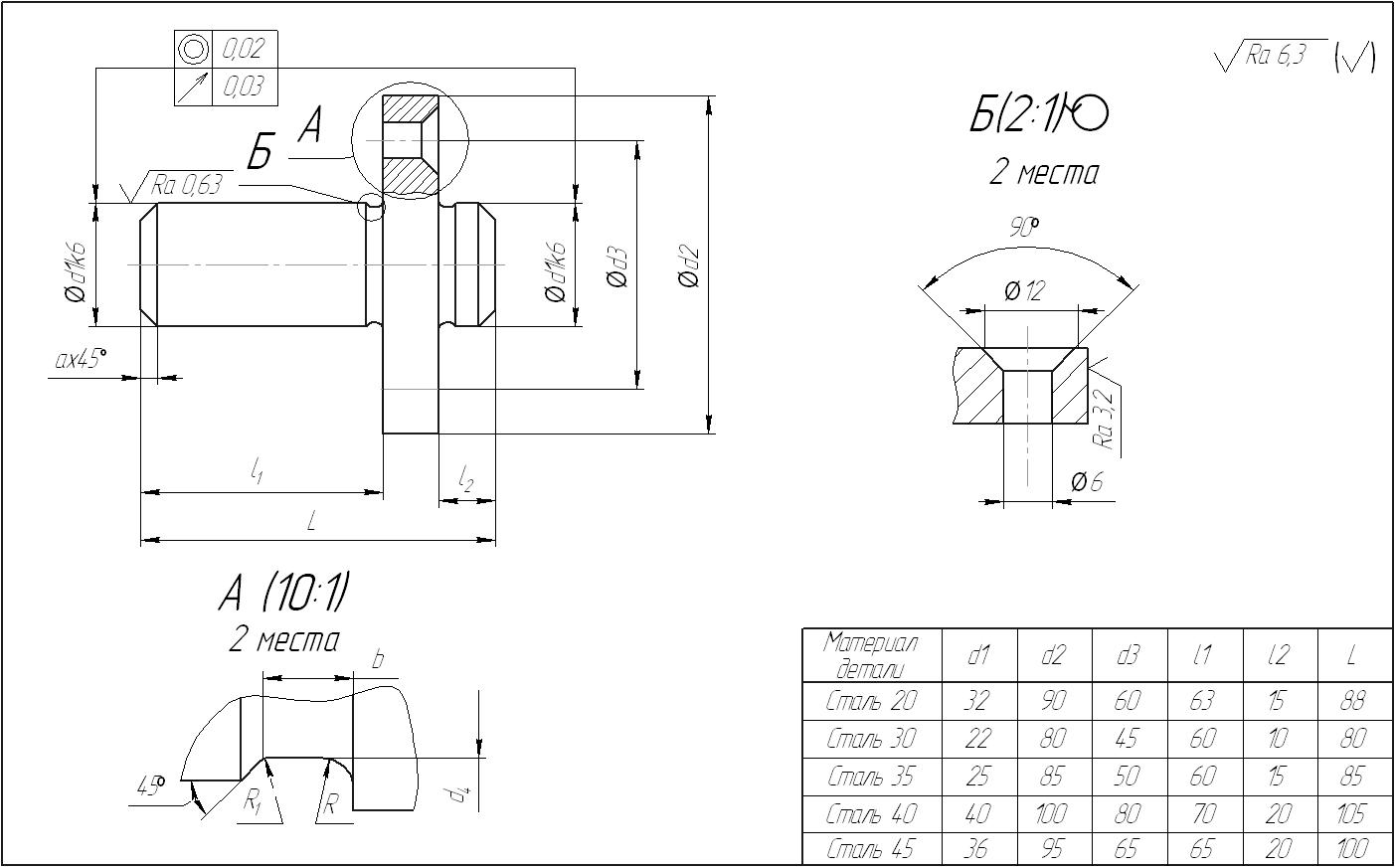
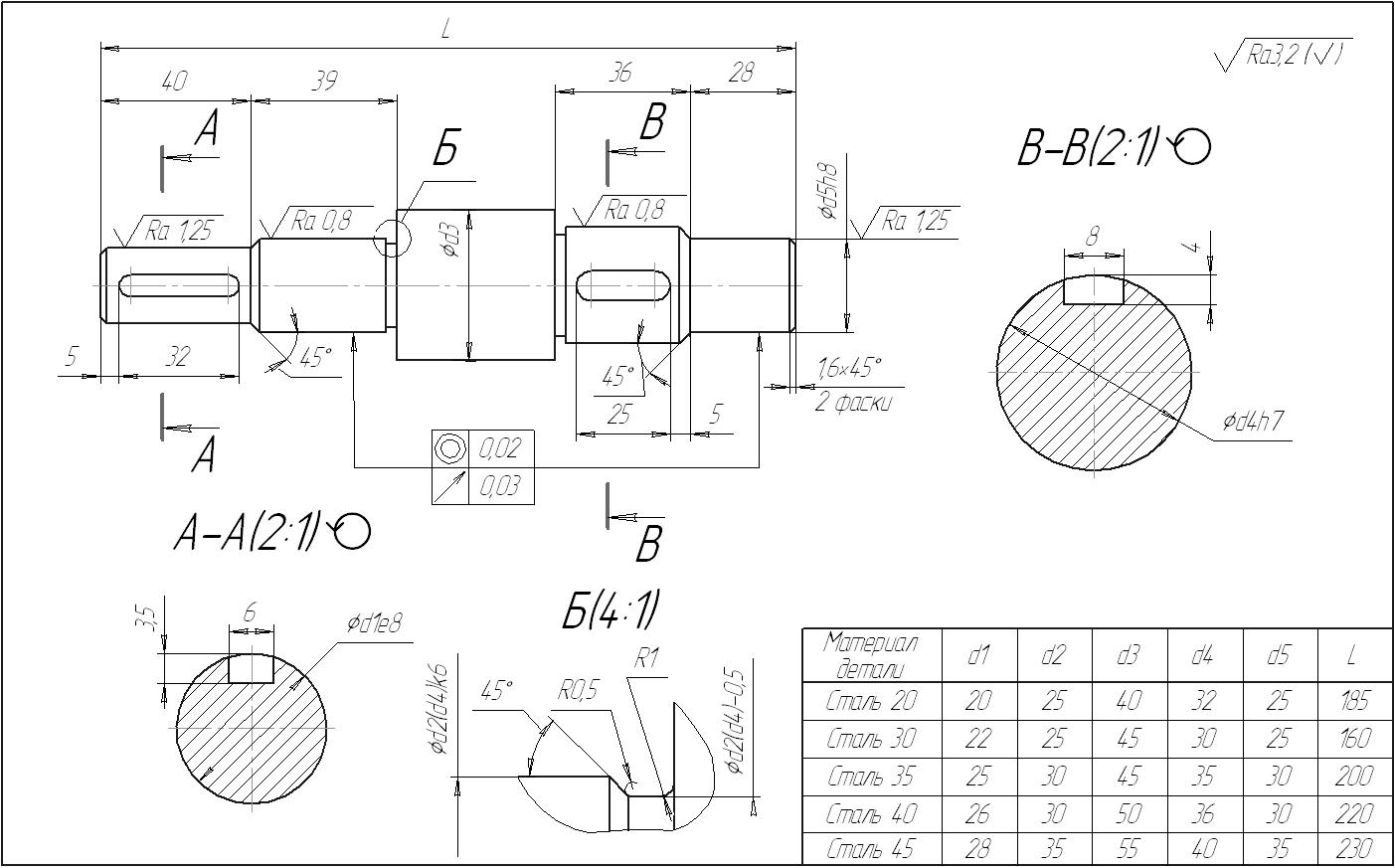
Варианты с 11-15
Варианты с 16-20
Варианты с 21-25
Варианты с 26-30
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ.
1. Справочник технолога машиностроителя: в 2-х т.; справочник / Под ред.А. М. Дальского, А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. Изд. 5-е.перераб. и доп. - М.: Машиностроение, 2003. - Т. 1. - 912 с.; Т. 2. - 944 с.
2. Анурьев В.И. Справочник конструктора-машиностроителя. М. Машиностроение 2001., Том 1., 409 с.
3. Анурьев В.И. Допуски и посадки.-Сиб.:Изд-во ГТУ,2001г- 436с.
4. Бабук В.В. -Проектирование технологических процессов меха-нической обработки в машиностроении, М: Высщая школа 1987г - 255с.
5. Базаров Б.М. Основы технологии машиностроения, М.: Машиностроение, 2005 г- 736 с.
6. Газев В.И., Батуев В.А., Сурков В.И. Режимы резанья для станков с числовым программным управлением: Справочник. М.: Машиностроение 2007. - 368 с.
7. Горбацевич А.Ф. Курсовое проектирование по технологии машиностроения, Минск: Высшая школа, 2007 г., 256 с.
8. Касимов Л.Н. Ресурсосберегающие технологии механической обработки труднообрабатываемых материалов: Изд-во: Уфа ООО «Дизайнполиграфцентр», 2004 - 182 с.
9. Лебедев В.А., Технология машиностроения: Проектирование технологии изготовления детали. - Ростов н/Д: Феникс, 2008. - 279 с.
10. Маслов А.Р. Приспособления для металлообрабатывающего инструмента. - М.: Машиностроение, 2008.-320 с.
11. Мурашкин С.Л., Технология машиностроения. В 2-х книгах. Книга 2 Производство деталей машин: учеб.пособие для вузов.- М.: Высшая школа.- 296с.
12. Некрасов С.С. Практикум и курсовое проектирование по технологии машиностроения. - М.: Мир, 2004. - 240 с.
13. Радкевич Я.М. Расчет припусков и межпереходных размеров в машиностроении, М.: Высшая школа, 2004 г - 272 с
Методические указания к расчетно-графической работе по
дисциплине «Технологическое оборудование машиностроительного
производства» направление: 222000.62 - Инноватика
профиль: Управление инновациями в промышленности (машиностроение)
квалификация - бакалавр направление: 150700.62 - Машиностроение
профиль: Машиностроительные технологии и оборудование
квалификация - бакалавр
Составители доцент, к.т.н.Парфенов В. Д.
Репина Ю. В.
Подписано в печать Формат 60х90 1/16. Усл. печ. л.2
Тираж 35 экз. Заказ №
Библилтечно-издательский комплекс
Федерального государственного бюджетного образовательного
учреждения высшего образования
«Тюменский государственный нефтегазовый университет»
625000, Тюмень, ул. Володарского,38.
Типография библилтечно-издательского комплекса.
625039, Тюмень, ул. Киевская,52.