- Преподавателю
- Технология
- ИНСТРУКЦИОННО-ТЕХНОЛОГИЧЕСКАЯ КАРТА СВАРКА КАНИСТРЫ
ИНСТРУКЦИОННО-ТЕХНОЛОГИЧЕСКАЯ КАРТА СВАРКА КАНИСТРЫ
| Раздел | Технология |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Пономаренко С.А. |
| Дата | 17.10.2014 |
| Формат | doc |
| Изображения | Есть |

ТЕХНОЛОГИЧЕСКАЯ КАРТА СВАРКИ «КАНИСТРЫ»
№ п/п
Наименова-ние опера-ции
Эскизы
Описание операции
Ø Эл-да 3мм
Марка эл-да МР-3
Сталь - Вст 3 сп2
Инструменты
Инструк-ционные
указания
о выпол.
работ
Режим сварки
Оборудо-вание
Режу-щий
Мери-тель-ный и вспо-могат.
Охрана труда и пожарная безопасность при выполнении сварочных работ
1
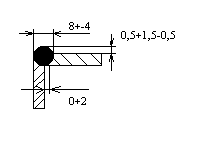
Заготовительная
Не требуется:
Очищать поверхность от краски и ржавчины до металлического блеска.
Без разделки кромок, т.к. металл тонкий (3 мм.)
Правиль-ная плита
Правиль-ная плита,
пресс-ножницы
Чер-тилка
Метал щетка

Уголь
ник 900
Рулет-ка, мел
До метал-лическо-го блеска
Эконо-мить
металл
а) правка
б) очистка
в) разметка
и резка
![]()
2
Сборочно-сварочная
Произвожу выбор режима сварки. К основным показателям режима сварки относятся:
1. Диаметр эл-да выбирается в зависимости от толщины металла, типа сварного соединения, типа шва согласно таблицы.
Для сварки канистры использую диаметр Эл - да 3 мм, так как толщина металла так же 3 мм.
2. Сила тока влияет на глубину проплавления. Силу тока выбирают в зависимости от диаметра электрода по формуле = К d эл, где коэффициент определяется по таблице
Диа-метр
элект-рода
1-2
3-4
5-6
Коэф-фици-ент
25-30
35-40
45-60
Произвожу расчет силы сварочного для сварки тока оружейного сейфа Iсв =(35-40)*3 =105-120 А
Свароч-ный выпями-тель ВД-302 У3
Свароч-ный выпями-тель ВД-302 У3
Свароч-ный выпями-тель ВД-302 У3
Свароч-ный выпями-тель ВД-302 У3
Свароч-ный выпями-тель ВД-302 У3
Комп-лект мери-тель-ного инстру-мента
Рулет-ка,уго-льник
Рулет-ка,уго-льник
Рулет-ка,уго-льник
Рулет-ка,уго-льник
Соблю-дать угол
900
Соблю-дать угол
900
Соблю-дать угол
900
Соблю-дать угол
900
Соблю-дать угол
900
Узел №1
Сборка
и прихватка
Узел № 2
Сборка и прихватка
Узел № 3
сборка и прихватка
Узел № 4 сборка и прихватка узла
Узел № 5
Сборка и сварка изделия
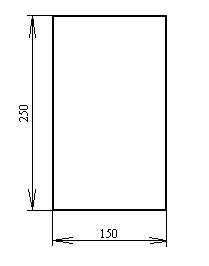
Согласно чертежа выставляются дно поз. 1, к дну подгоняется задняя стенка поз. 3 под углом 90º и расставляются прихватки в определенной последовательности. Затем подгоняют левую стенку под углом 90º, с двух сторон соблюдая точность подгонки и расставляют прихватки в определенной последовательности. Прихватки расставляют электродом МР-3 dэл = 3 мм, Iсв=115 А. Длина прихваток 10 мм через 30 мм.
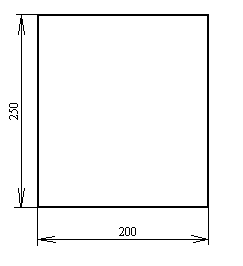
Согласно чертежу на столе укладываю крышку поз. 1 к ней выставляю под углом 900 переднюю стенку поз.3. Произвожу сборку и прихватки также как и в первом узле. Затем выставляю правую боковую стенку поз. 2 под углом 90º. Произвожу работу аналогичную первому узлу. Швы провариваются тем же электродом, как и в первом действии.
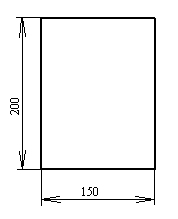
Согласно чертежу произвожу сборку и прихватку первого и второго узла. При сборке соблюдаю точность пригонки, подгоняя узлы, вымеряя диагонали. Затем произвожу сварку коробки. Чтобы избежать деформацию и напряжения соблюдаю меры по их предупреждению. 1. Расставляю прихватки; 2. Соблюдаю порядок наложения швов.
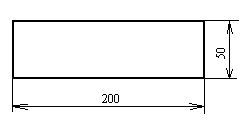
Произвожу разметку на плоскости крышки. Ставлю метки. К плоскости ставлю конец ручки поз. 4 и выставляю по угольнику угол 90º и произвожу прихватку, приставляю второй конец и прихватываю, затем свариваю тавровым соединением угловым швом с катетом шва.
К прорезанному отверстию на плоскости крышки поз. 1 приставляю горловину поз. 5 и расставляю прихватки, затем обвариваю нижним швом с колебательными движениями.
3
Контрольная
Призво-жу вне-шний ос-мотр сварных швов на выявле-ние дефектов.
Контроль сварного изделия
Контроль внешним осмотром и заполнением канистры водой.