- Преподавателю
- Технология
- План-конспект урока Фасонное точение древесины 7 класс
План-конспект урока Фасонное точение древесины 7 класс
| Раздел | Технология |
| Класс | 7 класс |
| Тип | Конспекты |
| Автор | Васильев М.Н. |
| Дата | 26.12.2015 |
| Формат | doc |
| Изображения | Есть |

План- конспект урока
Тема: Точение конических и фасонных деталей.
Раздел программы: «Технологии создания изделий из древесных поделочных материалов на основе конструкторской и технологической документации».
Класс: 7.
Цели урока:
1) Образовательная: способствовать формированию знаний о механической обработке древесины на токарном станке.
2) Развивающая: способствовать развитию у учащихся умений работать на токарном станке.
3) Воспитывающая: продолжить формирование творческого начала у учащихся.
Задачи урока:
1) Объяснить учащимся технологию точения конических и фасонных деталей.
2) Объяснить и продемонстрировать приемы работы на токарных станках.
3) Рассказать область применения изделий из древесины выполненных на токарных станках.
Оснащение урока:
1) Материально-техническая база: образцы изделий - ручка напильника, подсвечник.
2) Дидактическое обеспечение урока:
- Технология 7 класс. Тищенко А.Т., Самородский А.Т., Симоненко В.Д. Брянск 1996 г.
- Г.И. Кругликов: «Методика преподавания технологии с практикумом»
- Е.М. Муравьёв: «Практикум в учебных мастерских»
- пособие видео урок «Визуализация подсвечника», презентация «Моделирование и декорирование изделий из древесины».
Методы обучения:
- словесные методы (объяснение, беседа);
- наглядные методы (демонстрация наглядных пособий, демонстрация фильма, демонстрация презентации).
Тип урока: комбинированный.
Структура урока:
-
Организационные моменты (2 мин);
-
Изложение учебного материала (50 мин);
-
Вводный инструктаж (24 мин);
-
Постановка домашнего задания (4 мин).
Ход урока:
1) Организационные моменты:
- приветствие учащихся;
- проверки явки учащихся;
- настройка учащихся на работу;
- сообщение темы и цели урока.
2) Изложение нового материала:
Повторение пройденного материала.
Вопросы для повторения:
-
Что такое шканты? В каких случаях их целесообразно применять?
-
Чем отличается шкант от нагеля по своему назначению?
-
Как подбирают диаметр шканта и глубину отверстия под шкант в соединяемых деталях?
-
Почему шуруп вкручивают в нагель?
-
Какие бывают шиповые соединения?
-
Основные элементы шипового соединения?
-
От чего зависит количество шипов в шиповом соединении?
Изложение нового материала: точение конических и фасонных деталей из древесины.
Обработанные на токарном станке детали характерны тем, что у них относительно оси вращения все точки поверхности в поперечном сечении расположены на окружностях. В деталях цилиндрической формы все точки поверхности лежат на одном радиусе. В деталях конической формы радиус переменный и точки поверхности образуют конус. Торцевая часть, получаемая при точении концов заготовок при перемещении резца только по радиусу, является кругом.
Точение конических и фасонных деталей на токарном станке во многом сходное с точением цилиндрических деталей. Сначала полукруглой стамеской заготовке придают форму конуса, оставляя припуск 5…8 мм но чистовую обработку. За основание конуса принимают левую часть заготовки. Затем станок останавливают и поворачивают подручник так, чтобы он стал примерно параллелен образующей конуса. Перемещая косую стамеску от основания к вершине конуса, заготовку обтачивают до заданных размеров, которые контролируют с помощью кронциркуля и линейки.
Под запись - Фасонные детали представляют собой сочетание различных поверхностей: цилиндрической, конической, сферической, криволинейной. Характерным элементом фасонных деталей являются галтели. Галтель- это желоб.
При точении таких деталей заготовке с помощью круглой стамески придают сначала цилиндрическую форму. Затем размечают места перехода одной поверхности в другую, по линиям косой разметки стамеской делают неглубокие надрезы и начинают обработку отдельных участков. При точении выпуклых поверхностей резец перемещают от середины выпуклостей к краям, а при точении вогнутых - наоборот. В том и другом случаях точение происходит за счет поперечного и продольного движений резца. Правильность фасонной поверхности проверяют с помощью шаблонов. При необходимости получения большего числа одинаковых деталей с фасонной поверхностью используют фасонные резцы. Режущая кромка резца в точности повторяет контур детали.
Изготавливают детали на токарных станках в соответствии с технологическими картами.
На рисунке 18 изображены различные профили вытачиваемой детали и применяемые стамески.
Перед контролем размеров и формы обрабатываемой на станке детали станок выключают.
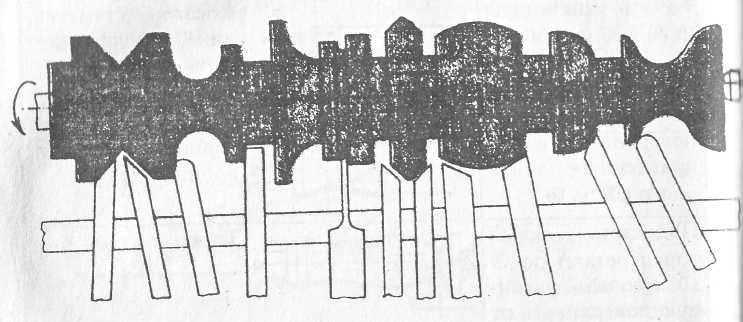
Рисунок 18 - Профили поверхности детали и профили стамесок
Диаметры в поперечном сечении, не снимая детали со станка, удобно контролировать предельными калибрами.
Под запись - предельные калибры имеют 2 размера: один наименьший допустимый, второй наибольший допустимый, в который вал должен пройти. Их так и называют: непроходной и проходной калибры.
При наибольшей частоте вращения шпинделя детали шлифуют шлифовальной шкуркой.
Теперь перейдем к просмотру фильма «Визуализация подсвечника» (урок на диск 1). В этой презентации будет представлен алгоритм построения деталей подсвечника с использованием программы 3DS MAX. Начинаем просмотр фильма.
После просмотра фильма составляется алгоритм построения модели подсвечника:
-
Рисуется исходная заготовка.
-
Редактируется до необходимых размеров;
-
Из плоское проекции создаем 3Д модель;
-
Наносим текстуру на модель;
-
Аналогично с п.1 по п.4 для всех деталей;
-
Собираем макет из всех моделей;
-
Сохраняем рисунок для дальнейшей печати.
Алгоритм записывается в рабочую тетрадь.
Перейдем к просмотру презентации «Моделирование и декорирование изделий из древесины» (приложение 2). В этой презентации будет представлен алгоритм построения деталей подсвечника с использованием программ "Компас 3D LT" и "Solid Works", которые позволяют смоделировать будущее изделие, применить необходимый конструкционный материал, создать рабочие чертежи деталей, а также рассчитать необходимые параметры (объем, массу, габаритные размеры и др.), которые потребуются при проведении экономических расчетов. Наиболее универсальным и доступным программным обеспечением для начинающих, обеспечивающим, кроме обработки и создания изображений, решение многих других задач, например создания и просмотра банка методических материалов, контроля знаний, декорирования и моделирования изделий, являются программы ACDSee, Adobe Photoshop, Adobe Illustrator и CorelDraw.
После просмотра презентации учитель проводит вводный инструктаж и показывает приемы работы на токарном станке для получения конических и фасонных поверхностей.
3) Вводный инструктаж:
Техника безопасности:
Перед началом работы
1) Надеть и проверить спецодежду (одежда не должна иметь свисающих концов, тесемок, должна быть застёгнута на все пуговицы, должен быть берет закрывающий волосы)
2) Проверить комплектность и исправную работу защитных приспособлений станка
3) Проверить работу станка в режиме холостого хода, работу кнопок включения выключения.
Во время работы:
-
Начинать подачу стамески лишь при установлении нужной частоты вращения вала
-
Подачу осуществлять плавным непрерывным движением
-
Использовать защитные очки
-
Запрещается отвлекаться, вступать в посторонние разговоры, отлучаться от станка не выключив его.
-
Запрещается в процессе работы оставлять на столе или станине станка использованные инструменты, приспособления, заготовки.
В конце работы:
- Тщательно очистить станок от отходов обработки. Поместить отходы в металлический ящик; убрать на место инструмент и приспособления
Демонстрация учащимся правильности выполнения работы:
Важно - приступая к работе, нужно убедиться, что на станине и других частях станка нет посторонних предметов, и ничто не мешает вращению заготовки, режущий инструмент хорошо заточен и имеет прочно насаженные рукоятки, исправно работает лампа местного освещения. Спецодежда должна быть без свисающих концов и тесёмок. Работать следует в защитных очках.
Заготовку выбирают в зависимости от размеров детали. Минимальный размер сечения заготовки должен быть больше максимального диаметра детали, а длина - на 40 - 50 мм больше ее длины. На заготовках не должно быть трещин, сучков, косослоя, гнили. Оторцовку заготовки проверяют с помощью угольника: плоскость торца должна быть перпендикулярна оси заготовки; в противном случае выполняют повторное торцевание.
На пересечении диагоналей квадрата находят центры сечений и намечают их шилом. На левом торце заготовки (со стороны расположения трезубца) по одной из диагоналей делают пропил ножовкой на глубину 4-5 мм.
Заготовку обрабатывают до получения грубой цилиндрической формы. Слегка отвернув гайку, ослабляют зажим задней бабки. Заготовку устанавливают пропилом на вилку трезубца и подбивают легкими ударами киянки по другому торцу. Поддерживая заготовку левой рукой, правой подводят заднюю бабку к торцу заготовки так, чтобы центр бабки расположился напротив центра сечения торца. Закрутив гайку, закрепляют заднюю бабку на станине. Вращая штурвал задней бабки, заготовку прижимают к вилке трезубца так, чтобы острие центра углубилось в торец на 7-10 мм. Слегка отводят центр задней бабки токарного станка и вводят в углубление торца немного смазочного материала.
Скоба подручника должна быть расположена параллельно оси заготовки, чуть выше линии центров, на расстоянии 3-4 мм от поверхности цилиндра. Провернув заготовку вручную, убеждаются в том, что она при вращении не будет задевать скобу подручника.
Установив требуемую скорость вращения шпинделя, приступают к выполнению операций.
При чистовой обработке косую стамеску держат правой рукой за рукоятку, а левой плотно прижимают к скобе подручника, лезвие должно составлять с образующей цилиндра угол в 45 градусов. Угол наклона стамески выбирают таким, чтобы не происходило скольжения обрабатываемой поверхности по фаске стамески. Для обеспечения постоянного диаметра обработки наклон стамески стараются не изменять. В процессе обработки надо периодически останавливать станок и контролировать диаметр. Выполнять измерения на вращающейся детали категорически запрещается.
Приёмы обтачивания конических поверхностей аналогичны описанным, однако движение подачи инструмента направлено по образующей конуса.
Полное торцевание выполняют следующим образом. В центре оставляют не срезанным столбик диаметром 8-10 мм, ибо при дальнейшем обтачивании он может сломаться и испортить деталь. Затем этот столбик срезают стамеской.
После точения поверхность изделий зачищают шлифовальными шкурками, натянутыми на деревянные бруски или рейки.
Организация рабочего места: понадобится: токарный станок для обработки древесины, стамески, заготовки, трезубец, кронциркуль, мелкозубая ножовка, напильник, бруски из более твердой древесины, линейка, карандаш, шаблон.
4) Постановка домашнего задания:
-
повторение пройденного материала
-
прочитать § 10, 11 из учебника на стр.47-57
-
разработать технологическую карту для изготовления подсвечника.