- Преподавателю
- Технология
- Технология дуговой сварки пластин
Технология дуговой сварки пластин
| Раздел | Технология |
| Класс | - |
| Тип | Конспекты |
| Автор | Ивченко А.Н. |
| Дата | 16.09.2015 |
| Формат | doc |
| Изображения | Есть |

О
 н в синей спецовке
н в синей спецовке
И в синих очках,
Он синюю молнию
Держит в руках.
Она как живая:
Подвижна, сильна.
Смотрите, как яростно
Бьётся она!
Вот смолкла,
Затихла,
Свернулась клубком,
А сварщик коснулся её
Проводком,
И молния брызнула
Золотом звёзд,
Как будто жар-птица
Расправила хвост!

Государственное образовательное учреждение
начального профессионального образования
Тульской области
«Профессиональное училище №41»
Дуговая сварка пластин
в нижнем положении сварного шва
методическая разработка
открытого урока производственного обучения
Высокая судьба человека - родиться для какого-либо занятия, которое предоставит ему применение своих способностей и счастье….. Р.Эмерсон
Ивченко Андрей Николаевич,
мастер производственного обучения.
ПЛАН
урока производственного обучения
Тема урока: Дуговая сварка пластин в нижнем положении сварного углового шва.
Тип урока: Урок формирования и совершенствования умений и навыков
Цели урока:
-
Овладение навыками и формирование умений учащихся правильно и качественно выполнять приемы и способы сварки угловых швов в соответствии с образцом и рекомендациями, способность самостоятельно контролировать свои действия, прочное и осознанное усвоение изученного материала, совершенствовать навыки и умения по ручной дуговой сварке.
-
Развитие познавательной активности учащихся в процессе обучения, самоконтроля, совершенствование умений аргументировать свой выбор методов работы.
-
Формирование и развитие толерантной личности, совершенствование умений работы в коллективе, воспитывать бережное отношение к оборудованию, инструментам, сырью, бдительность соблюдения требований безопасности труда.
Комплексно-методическое обеспечение:
-
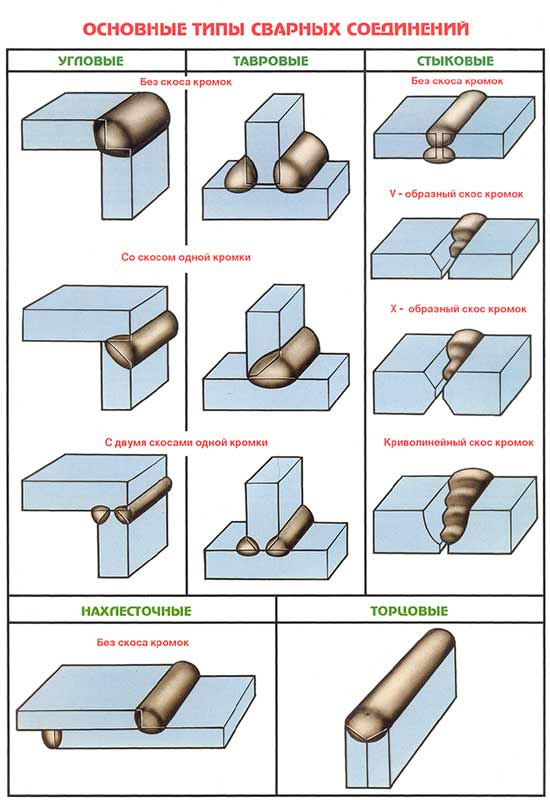
плакат «Классификация швов»,
-
образцы угловых соединений (угловое, тавровое),
-
технологическая карта,
-
мультимедийный проектор,
-
сварочный выпрямитель,
-
сварочный держатель электрода,
-
маска,
-
электроды,
-
металл.
Ход урока
Этапы урока
Деятельность мастера
Деятельность учащихся
Организационный момент (5 мин)
Приветствие, проверка готовности
Осмотр внешнего вида, проверка готовности к уроку
Рапорт дежурного или старосты группы
Вводный инструктаж (30 мин)
Сообщение темы и цели урока
Сообщение темы и формы занятия, формулирует производственную ситуацию, нацеливает на задачу
Разбитие по бригадам и выбор бригадира.
Актуализация ранее изученного материала
Опрос по подгруппам - 6 вопросов по 2 на каждую подгруппу
Бригадиры заполняют оценочные листы
Контроль знаний
Технический диктант из 5 вопросов на отдельных листах
Отведенное время 5 мин.
Самостоятельно ответив, ребята меняются работами и оценивают работы другой подгруппы
Изложение нового материала
-
Угловые швы (плакат «Классификация швов», образцы соединений)
-
Виды дефектов, часто повторяющихся у обучающихся (показ слайдов)
-
Техпроцесс выполнения сварного углового шва таврового соединения (проецирование)
Последовательность операций проговаривают
Инструктаж по безопасным условиям труда
Опрос обучающихся:
-
До начала работ
-
Во время работы
-
После выполненных работ
По 1 обучающемуся от подгруппы, остальные могут дополнять ответы
Показ трудовых приемов
Упражнение: Сварка узким угловым швом в нижнем положении
Основная часть - Текущий инструктаж (5 часов)
Самостоятельное выполнение упражнения обучающимися
В текущем инструктаже показать и проследить:
1. Правильная организация рабочего места и соблюдение техники безопасности.
2.Установление правильного выполнения учащимися основных трудовых приемов и операций.
3.Контроль качественных показателей, предупреждение возможного брака и нарушения ТБ.
4.Разъяснение и дополнительный показ трудовых приемов после установления недостатков, ошибок.
Упражнения: Сварка узким угловым швом в нижнем положении (катет до 5 мм) в тавровом соединении.
Подготовка к заключительному инструктажу.
Прием выполненных работ, учет и оценка их качества.
Ребята сами дают оценку своей работы, указывают дефекты сварного шва
Заключительный инструктаж (20 мин)
Обобщение и систематизация результатов выполненных работ
Сделать анализ положительных работ.
Сделать анализ ошибок, допущенных учащимися.
Сообщить оценки за урок, каждую из них обосновать.
Подводятся итоги соревнования и выявляется лучшая бригада
Выдача домашнего задания
Разработать технологический процесс дуговой сварки стыкового шва.
Запись в тетради.
Уборка рабочих мест
Оценочные листы заполняются бригадирами на каждом этапе урока, а мастер заносит данные на компьютере с последующим выводом информации на экран для наглядности и доступности всех бригад.
Оценочный лист
работы подгрупп (бригад).
Этапы работы
Оценки
max.
кол-во баллов
I
II
III
1.Устный опрос (по 2 вопроса каждой подргуппе)
2 б. за ответ
4 балла
2.Технический диктант (из 5 утверждений)
За каждый правильный ответ 1 б.
20 баллов
3.Техника безопасности на рабочем месте (опрос)
Оценка
5-2 б.
4-1б.
3 - (-1 б.)
2 -(-2 б.)
8 баллов
4.Самостоятельное выполнение упражнения
Оценка
5-3 б.
4-2б.
3- 1 б.
12 баллов
5.Умение оценить работу и методы устранения
За каждый ответ до 2 баллов
8 баллов
ИТОГО
max 52 балла
План - конспект урока
1. Здравствуйте ребята. / Мастер в беседе с обучающимися: как должна быть одета спец.одежда, выясняет готовность к уроку./
2. Сегодня у нас необычный урок. Проведем его в режиме соревнования. Разделимся на три бригады, определим бригадира. Благодаря такому разделению, мы с вами будем совершенствовать умение работать в коллективе. Потому что в жизни каждого из нас присутствует какой-либо коллектив. Выходя на практику, вы будете работать в бригадах, от вашей работы будет зависеть не только ваш личный план, но и план цеха. Сегодня мы тоже постараемся оценить работу бригад и заполнить бланки оценочных листов.
Задача на урок: игровая оболочка
«Нашим заказчиком на рабочие кадры является «Тяжпромарматура», они в этом году увеличивают план заказов и соответственно хотят нанять команду специалистов по электродуговой сварке при высокой зарплате и выгодных условиях труда.
Но в виду того, что каждый из вас хороший сварщик, мы выберем лучшую бригаду».
/Сообщение целей урока/
Перед началом соревнования, вспомним основные понятия, которые нам пригодятся на сегодняшнем уроке.
3. /Мастер проводит этапы урока: актуализация и контроль знаний/
4. Итак, сегодня мы с вами усвоим приемы сварки угловых швов. Давайте вспомним, сколько видов швов существует?
Ответ дают обучающиеся: стыковые, угловые.
Давайте рассмотрим на плакате, в каких соединениях применяются угловые швы. /Мастер показывает на плакате виды соединений и швы, а обучающиеся называют их./
При ручной дуговой сварке угловыми швами выполняются угловые, тавровые и нахлесточные сварные соединения.
Как правило сварка угловым швом в нижнем положении производится таким образом , чтобы поверхность одного свариваемого элемента являлась горизонтальной, а другая - вертикальной.
Тавровое соединение удобнее сваривать при положении свариваемых элементов, называемом в «лодочку». В этом случае наплавленный металл будет накладываться в желоб, образуемый двумя свариваемыми поверхностями.
При выполнении таврового соединения необходимо следить за тем, чтобы было равномерное проплавление корня шва, расплавленный шлак не затекал перед сварочной ванны (это может вызвать непровар корня шва), не допускать подреза на вертикальной плоскости и наплыва расплавленного металла на горизонтальную плоскость. Удаление расплавленного шлака выполняется уменьшением длины дуги и небольшим изменением угла наклона электрода.
При ручной дуговой сварке плавящимися покрытыми электродом вы должны сообщать электроду движение в трех направлениях.
1 - поступательное по направлению оси эл. При этом поддерживайте необходимую для качественной сварки длину свар.дуги. скорость подачи эл.в свар.ванну напрямую зависит от скорости плавления эл.
2- перемещение эл. вдоль оси валика для образования шва (вдоль свариваемых кромок). Скорость этого движения зависит от величины сварочного тока, диаметра эл., скорости его плавления, вида шва и т.д.
3- перемещение эл. поперек шва (поперек свариваемого кромок) для получения шва большой ширины. При этом должны сообщать поперечные колебательные движения с постоянной частотой и амплитудой, совмещать их поступательным движением вдоль шва и вдоль оси электрода.
Нахлесточные соединения, часто встречаются при изготовлении резервуаров, в судостроении, котлостроении … нахлесточные соединения, как правило сваривают электродом, наклоненным вправо и расположенным под углом 90 к оси свариваемого шва. Это предотвращает образование подреза кромке верхней пластины и наплыва расплавленного металла на нижнюю пластину.
Давлением дуги расплавленный шлак удаляется с поверхности сварочной ванны. При равномерной скорости движения электрода вдоль свариваемых кромок и постоянной длине дуги образуется ровный сварной шов.
Дугу следует зажигать на горизонтальной пластине, отступив от вершины угла на 3-4 мм больше требуемого размера катета шва. Если начинать сварку на поверхности вертикальной … Вопрос: Что будет? К чему это приведет?...то первые капли расплавленного металла будут стекать на еще холодную горизонтальную пластину, что вызывает непровар корня шва. При наложении корневого шва электрод следует перемещать вдоль кромок без поперечных колебаний, последующие слои шва (валики) накладывают с поперечными колебаниями электрода.
Во избежания непроваров между слоями и особенно в корне шва необходимо тщательно очищать кромки, а после каждого прохода - наплавленные валики от шлака, окалины, строго выдерживать режимы сварки (силу тока, длину дуги, скорость перемещения электрода ) правильно выбирать угол наклона электрода. Подрезы по кромкам и наплывы образуются при излишней задержке сварочной дуги на кромках и большой силе тока.
Перед началом урока, во время подготовки учащихся к уроку (переодевание в спецодежду) в мастерской играет инструментальная музыка - Мотивация и стимулирование к познанию
На этапе вводного инструктажа с целью извлечения усвоенного материала из долговременной или кратковременной памяти учащихся при последующем использования его при узнавании, припоминании, воспоминании или непосредственном воспроизведении применить актуализацию знаний.
Вопросы для актуализации
Вопросы на карточках для демонстрации всей группе.
По одной формуле из первого вопроса и по одному каждой бригаде из последующих.
-
Какую дугу определяют эти неравенства:
L=dэ , L>dэ , L<dэ
-
Сталь с содержанием углерода С< 0,25%, называется?
-
Что это за формула dэ *k ?
-
Вспомогательный знак 5 для обозначения какого шва?
Для контроля знаний по подготовке предыдущих тем, применяется технический диктант, который раздается каждому обучающемуся. При этом мастер зачитывает вопросы, тем самым задает темп работы.
Технический диктант
1. Покрытие электрода служит для облегчения зажигания и стабильного горения сварочной дуги.
2. Длина дуги при сварке стыковым швом в нижнем положении должна быть короткой .
3. После сварки каждого прохода производится зачистка сварного шва от шлака .
4. Из-за увеличения дуги, скорости движения электрода может быть непровар кромок стыкового шва.
5. Источником питания сварочной дуги для сварки на постоянном токе служат выпрямители, генераторы (преобразователи).