- Преподавателю
- Технология
- Методическая разработка открытого занятия по ПМ. 03 Подготовка и ведение технологического процесса обработки металлов давлением МДК. 03. 02 Технологические процессы обработки металлов давлением на тему: «Расчет калибровки валков блюминга»
Методическая разработка открытого занятия по ПМ. 03 Подготовка и ведение технологического процесса обработки металлов давлением МДК. 03. 02 Технологические процессы обработки металлов давлением на тему: «Расчет калибровки валков блюминга»
| Раздел | Технология |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Караван И.А. |
| Дата | 08.01.2016 |
| Формат | docx |
| Изображения | Есть |

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ ДОНЕЦКОЙ НАРОДНОЙ РЕСПУБЛИКИ
ГПОУ«ДОНЕЦКИЙ ЭЛЕКТРОМЕТАЛЛУРГИЧЕСКИЙ ТЕХНИКУМ»
ЦК «Металлургических дисциплин»
МЕТОДИЧЕСКАЯ РАЗРАБОТКА

Открытого практического занятия
по ПМ.03 Подготовка и ведение технологического процесса обработки металлов давлением
МДК.03.02 Технологические процессы обработки металлов давлением
на тему: «Расчет калибровки валков блюминга»
2015
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ ДОНЕЦКОЙ НАРОДНОЙ РЕСПУБЛИКИ
ГПОУ«ДОНЕЦКИЙ ЭЛЕКТРОМЕТАЛЛУРГИЧЕСКИЙ ТЕХНИКУМ»
ЦК «Металлургических дисциплин»
УТВЕРЖДАЮ:
зам. директора
по учебной работе
__________Р.Н. Михненко
«10» 11 2015г.
МЕТОДИЧЕСКАЯ РАЗРАБОТКА
Открытого практического занятия
по ПМ.03 Подготовка и ведение технологического процесса обработки металлов давлением
МДК.03.02 Технологические процессы обработки металлов давлением
на тему: «Расчет калибровки валков блюминга»
2015
Составитель - Караван Игорь Анатольевич, преподаватель металлургических дисципли первой категории, Донецкого электрометал-
лургического техникума.
Рецензенты:
Ручко В.М. - доцент кафедры «Обработка металла давлением», к.т.н Донецкого национального технического университета.
Заика В.И. - преподаватель металлургических дисциплин высшей категории, к.т.н. Донецкого электрометаллургического техникума.
В данной методической разработке по теме «Расчет калибровки валков блюминга» дана методика проведения практического занятия на основе педагогических инно-вационных технологий.
Дидактика - ( «теория учить всех всему» по Я.А.Каменскому ) занятия направлена на обобщение и систематизацию знаний студентов, на закрепление теоретического материала путем выполнения заданий практической работы, на самореализацию личности студента, при определении режима обжатий и расчета размера калибров при прокатке на блюминге.
Методическая разработка рекомендована преподавателям металлургических дисциплин среднего профессионального образования для внедрения в учебно-воспитательный процесс технологии проведения практического занятия.
Методическая разработка на тему: «Расчет калибровки валков блюминга» рассмотрена и одобрена на заседании ЦК «Металлургических дисциплин»
ПЦК___________________В.В. Гурковская
Протокол № 4 от « 5 » 11 2015г
Введение
Методическая разработка на тему: «Расчет калибровки валков блюминга» подготовлена в соответствии с учебной программой ПМ.03 Подготовка и ведение технологического процесса обработки металлов давленим, МДК.03.02 Технологические процессы обработки металлов давлением Государственного образовательного стандарта Министерства образования и науки среднего профессионального образования Донецкой Народной Республики.
В данной разработке мы видим современный подход к организации учебного процесса с применением технологии развития критического мышления (способность студента четко выделить проблему, которую необходимо решить, чтобы найти ответ на поставленные вопросы путем самоанализа результатов практической деятельности); акмеологической технологии (создание условий для высокого уровня продуктивности профессиональной деятельности студентов на практических занятиях). Применение инновационных подходов, в ходе учебно - воспитательного процесса, способствуют творческому потенциалу студентов в их исследо-вательской работе. Решению реальных производственных задач. В буду-щем - выполнять и защищать дипломные проекты. Практическое занятие играет важную роль в выработке у студентов навыков применения полученных знаний. При решении практических задач основная роль отводится преподавателю - развивать самостоятельность личности обучаемого. Самостоятельная работа выполняется с использованием опорных дидактических материалов, призванных корректировать работу студентов и совершенствовать ее качество. Применение новых образовательных техно-логий расширяет возможности контроля учебного процесса. . Поэтапный подход к выполнению заданий практической работы дает четкое представление ее выполнения. Преподаватель ставит перед студента-ми цель - усвоить методику определения режима обжатий и расчета размера калибров при прокатке на блюминге. Дает исходные данные для выполнения расчета. Результаты расчета студенты заносят в таблицу «Предварительный режим обжатий».Таким образом решается проблема занятия. . Способы последовательного рационального изменения размеров поперечного сечения слитков, блюмов или заготовок в профили заданной формы и размеров составляют наиболее трудную и самую важную часть технологического процесса прокатки. .
Содержание занятия
Дата - 10. 12. 2015г. Группа - ОМД -12 - 1/д Курс - 4
Специальность - ПМ.03 Подготовка и ведение технологического процесса
обработки металлов давленим.
МДК.03.02 Технологические процессы обработки металлов давлением.
Преподаватель - Караван Игорь Анатольевич
Тема: «Расчет калибровки валков блюминга»
Цель:
методическая - способствовать формированию творческой, исследователь-ской деятельности студентов, самоактуализации учебно-позновательной деятельности на основе инновационных педагогических технологий и инноваций на производстве;
дидактическая - создать оптимальные условия для развития саморе-ализации студентов; систематизировать и обобщить теоретический материал предыдущих тем для успешного выполнения заданий; научить самостояте-льно определять режим обжатий и расчета размера калибров при прокатке наблюминге; обосновать свой выбор решения проблемы путем метода исследо-вания, анализа и синтеза; проанализировать и оценить знания студентов с учетом дифференцированного подхода;
развивающая - совершенствовать знания студентов через репродуктивную и продуктивную познавательную деятельность; развивать умения работы с информацией из разных источников;
воспитательная - прививать интерес к будующей профессии - «техник-технолог по обработке металлов давлением»; формировать разностороннее и гармоничное развитие личности студента; активизировать жизненную позицию студента как специалиста среднего звена;
Вид занятия - практическое занятие.
Тип занятия - творческая самостоятельная работа; обобщение и систематизация полученных знаний на практике.
Методы - проблемный, частично - поисковый, личностно-ориентированный.
Формы: индивидуальная; групповая.
Междисциплинарные связи:
обеспечивающие - конструкции металлургических агрегатов; основы металлургической теплотехники; основы теории обработки металлов давле - нием; механическое оборудование заводов черной металлургии;
обеспечиваемые - курсовая работа, дипломный проект.
Методическое обеспечение занятия: 1. Рабочая программа профессионального модуля ПМ.03 Подготовка и ведение технологического процесса обработки металлов давлением. 2. Материал лекции. 3. Материал практического занятия. 4. Раздаточный материал для выполнения практиче-ской работы, контроля знаний и умений студентов.
Наглядность: таблицы, плакаты, графики.
ТСО: мультимедийный проектор, экран; ноутбук.
Литература.
Основная:
1.Чекмарев А.П. и др. Калибровка прокатных валков.
М.: Металлургия. 1971 г.
2. Грудев А.П., Машкин Л.Ф. Технология прокатного производства.
М.: Металлургия. 1994 г.
3.Королев А.А. Механическое оборудование прокатных цехов.
М.: Металлургия. 1976 г.
4.Сероватин А.И. Расчет производительности оборудования прокатных цехов. М.: Металлургия. 1970 г.
5.Технологическая инструкция по производству блюмов, слябов и заготовок из углеродистых и легированных марок стали в обжимном цехе. ТИ 234-П.03.01-2002. Донецк. 2002 г.
Дополнительная:
1.Техническая инструкция Производство сортового проката на станах 250, 350 и 400. ТИ234-П.С-01-99, М.: Металлургия. 1999 г.
2.Куприн М.И., Куприна М.С. Основы теории прокатки.
М.: Металлургия. 1971 г.
3.Королев А.А. Механическое оборудование прокатных цехов черной и цветной металлургии. М.: Металлургия. 1976 г.
Ход занятия
Номер элемента
Элементы занятия, учебные вопросы
Продолжи-тельность в минутах (80 мин.)
1
2
3
1.
Организационная часть
- 2 мин.
1.1
Взаимное приветствие преподавателя и студентов.
1.2
Проверка присутствия студентов на занятии и их готовность (наличие конспектов, рабочей тетради, ручек, карандашей).
2.
Актуализация опорных знаний домашнего задания (связь с предыдущей темой теоретического материала); (Приложение А).
- 15 мин.
2.1
Контроль знаний (создание спокойного психологичес-кого климата в процессе контроля /релаксация/).
1. Сообщение (студента группы). Борис Петрович Бахти-нов. Ученый - практик в области калибровки профилей и прокатных валков, технологии прокатного производства. (Приложение Б).
2.Устный опрос: 1.Выбор схемы прокатки. 2. Расчет числа проходов и кантовок. 3. Окончательный режим обжатия. (Приложение В).
3.
Мотивация учебной деятельности (связь учебного материала с реалиями жизни, показ его практического значения).Прокатное производство в большинстве слу-чаев является завершающим звеном производственного цикла на металлургическом предприятии. Прокат состав-ляет основную часть металлургической продукции. Более 90% выплавляемой стали проходит через прокатные це-ха. На заводах цветной металлургии широко применяется прессование, но процесс прокатки все же занимает основ-ное место. Потребителями прокатной продукции являю-тся практически все отрасли народного хозяйства: машиностроение, строительство, транспорт, энергетика, космическая техника и др. Сегодня на практическом занятии мы будем производить расчеты калибровки блюминга и определять размеры калибров обжимно - заготовочных станов. Данные знания по теме студенты могут применить при прохождении технологической практики, подготовке к курсовому и дипломному проектированию.
- 3 мин.
4.
Основная часть (объявление темы, проблемы занятия).
Тема: «Расчет калибровки валков блюминга». (Прило-жение Г).
Проблема: «Как путем расчета определить режим обжа-тия и калибровку валков блюминга?».
- 45 мин.
4.1
Выдача заданий для выполнения практической работы. (Приложение Д).
Самостоятельная работа студентов (выполняется с использованием опорных дидактических материалов: таблиц, плакатов, графиков, призванных корректировать работу студентов и совершенствовать ее качество).
План выполнения СР:
1.Определение предварительного расчета количества пропусков и выбор схемы прокатки.
2.Установление обжатия по проходам.
3.Установление порядка кантовок и схемы прокатки, руководствуясь данными приведенными в таблице.
4.Определение высоты калибра.
5.Определение минимального катающего диаметра по каждому из калибров.
6.Определение углов захвата.
7.Расчет параметров прокатки в каждом проходе (расчеты по остальным проходам - аналогично). (Приложение. Таблица 1. Приложение. Таблица 2.). Результаты расчетов сводим в таблицу (Приложение ).
Решение проблемы занятия.
Режим обжатия и калибровка валков блюминга определяют согласно формуле А.П. Чекмарева.
Заключительная часть ( оформление индивидуального отчета по практической работе на основе выводов) . Защита.
5.
Подведение итогов занятия:
1.Обобщение знаний материала темы практической работы.
2.Коментирование знаний и умений студентов. Выставление оценок.
-10 мин.
6.
Домашнее задание (преподаватель подробно указывает объем домашнего задания, конкретно ставит цели и задачи, форму и способы выполнения задания).
Подготовить проект (творческая работа ) на тему: «Сор-тамент блюмов и слябов».
Литература: Бахтинов Б.П., Штернов М.М. Калибровка прокатных валков. М.: Металлургия, 1953.779 с.
-5 мин.
ПРИЛОЖЕНИЕ
-
Приложение А (материал лекции).
-
Приложение Б (сообщение студента).
-
Приложение В (вопросы, ответы - см. в приложении А).
-
Приложение Г (материал практического занятие).
-
Приложение Д (Фото металлургических предприятий).
Приложение А
Лекция № 28
Тема: «Калибровка валков блюминга».
Проблема: «Показать методику расчета режима обжатий блюминга на обжимно-заготовочных станах».
План
1. Выбор схемы прокатки.
2. Расчет режима обжатия.
3. Распределение обжатия по проходам.
1.Выбор схемы прокатки. Расчет калибровки блюминга включает в себя:
-
выбор схем прокатки, число проходов, распределение обжатий по проходам и число кантовок слитка;
-
выбор рациональной формы и геометрических размеров калибров и расположение их по длине бочки валков.
Оптимальные обжатия и скорость прокатки определяют в зависимости от конструкции основных узлов рабочей клети и возможностей главного привода. Выбор рациональной калибровки блюмингов усложняется тем, что на одних и тех же валках необходимо обеспечить прокатку различных по размерам, химическому составу и свойствам слитков и получить сечения квадратных (блюмы) и плоских (слябы) заготовок разных размеров.
Выбор максимально возможных обжатий Δhmaxв данном проходе определяется прочностью валков и других элементов рабочей клети, возможностями привода, а также условиями захвата:
где D- катающий диаметр валков;
f- коэффициент трения.
При благоприятных условиях угол захвата может достигать 0,56 рад (32°).
Обжатие в каждом проходе выбирают с учетом мощности двигателя, условий захвата, динамических и скоростных условий.
При прокатке на повышенных скоростях с большими обжатиями и углами захвата может возникнуть пробуксовка валков и связанные с ней опасные динамические нагрузки во всех узлах привода.
Известны два различных метода определения величин максимальных обжатий. На одних заводах применяют умеренные обжатия (до 80'мм) в условиях надежного захвата, но используют форсированный скоростной режим главных двигателей, добиваясь сокращения машинного времени. На других заводах, работая с большими обжатиями, сокращают число проходов, но прокатку ведут при пониженных скоростях. Первый метод считается более предпочтительным.
Суммарное обжатие за весь цикл прокатки (рис. 1) без учета уширения равно:
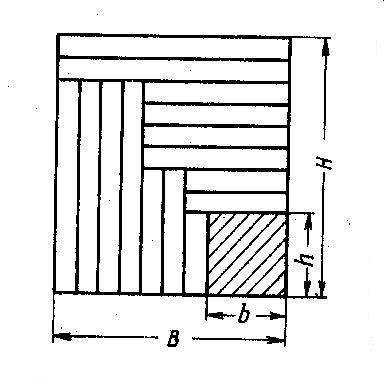
Рисунок 1 К определению суммарного обжатия на блюминге.
Общее уширение:

Общее обжатие с учетом уширения

 .
.
Среднее обжатие Δhcpвыбирают равным 65-80 мм для сталей с низким сопротивлением деформации и 60-70 мм для сталей с высоким сопротивлением деформации.
Число проходов

Число проходов для одноклетьевых блюмингов должно быть нечетным. Уширение, едва заметное в первых проходах, по ходу прокатки слитка увеличивается. Рекомендуются такие ориентировочные значения уширения: Δb = 0 в первых проходах, Δb = 5 мм в средних и Δb= 10 мм в последних.
Значение показателя уширения
Большое значение при выборе схемы прокатки имеет выбор числа кантовок раската по ходу прокатки и распределение их между проходами. Увеличение числа кантовок, как правило, приводит к улучшению качества поверхности и структуры металла. Однако большое число кантовок связано с уменьшением производительности блюминга. Получила распространение следующая схема кантовок: первая кантовка после первых двух проходов, вторая после четырех, третья и последующие через четыре или два прохода и последняя кантовка после предпоследнего прохода.
При выборе числа кантовок надо иметь в виду, что обычно кантователь располагается с передней стороны стана, поэтому кантовки делают после четных проходов.
Вопросы:
1. Что включает в себя расчет блюминга? (выбор схем прокатки: число
проходов, распределение обжатий по проходам и число кантовок слитка; выбор рациональной формы и геометрических размеров калибров и рас-положение их по длине бочки валков).
2. Как определяют оптимальные обжатия и скорость прокатки? (определяют в зависимости от конструкции основных узлов рабочей клети и возможностей главного привода).
3. Каким должно быть число проходов для одноклетьевых блюмингов? (нечетным).
4. От чего зависит выбор схемы прокатки? (от числа кантовок раската по ходу прокатки и распределения их между проходами).
2. Расчет режима обжатия. На одноклетьевых блюмингах применяют два способа размещения калибров по длине бочки валков. Последовательное расположение калибров (рис. 2) обеспечивает передачу раската по ходу прокатки в одном направлении. При симметричном расположении калибров первый широкий калибр с максимальным катающим диаметром находится посредине бочки.
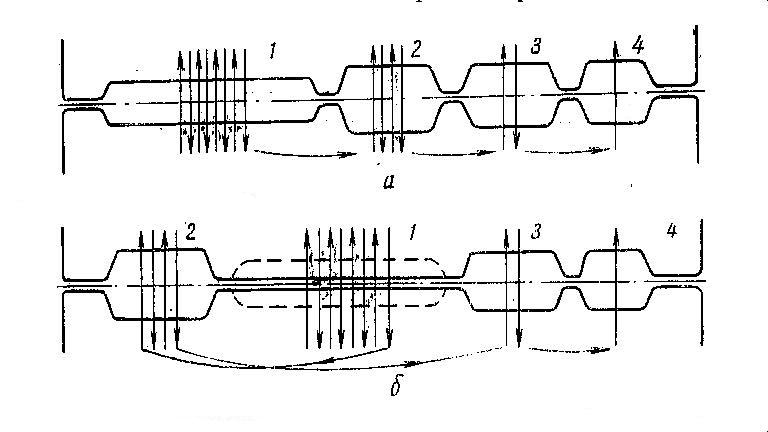
Рисунок 2 Последовательное (а) и симметричное (б) расположение калибров
на валках блюминга.
Число калибров обычно колеблется от трех до пяти. Возможно большее число проходов производят в первом; калибре, имеющем часто форму гладкой бочки, так как это облегчает центрирование раската при задаче его в валки, уменьшает выработку валков и увеличивает производительность.
Обжатия в каждом проходе устанавливают вертикальным перемещением верхнего валка. Глубину вреза первого калибра принимают в пределах 0- 200 мм; при прокатке слябов на блюминге глубину вреза первого калибра выбирают в соответствии с заданной минимальной толщиной слябов. Глубина вреза последующих калибров составляет 130-250 мм. Прямоугольные калибры блюмингов делают с большими выпусками и радиусами закругления углов. Ширина первого калибра гладкой бочки при прокатке блюмов соответствует максимальной ширине слитка.
На рис. 3 показано построение калибров валков блюмингов. Ширину калибра в глубине вреза выбирают с таким расчетом, чтобы она была несколько меньше (на ~10 мм) минимальной ширины задаваемых раскатов. Ширина калибра' по разъему валков должна быть больше ширины задаваемых раскатов на 5-10 мм. Выпуск калибров составляет 5-30%. Выпуклость дна калибра составляет примерно 5% от высоты калибра (в первых и последних калибрах отсутствует).
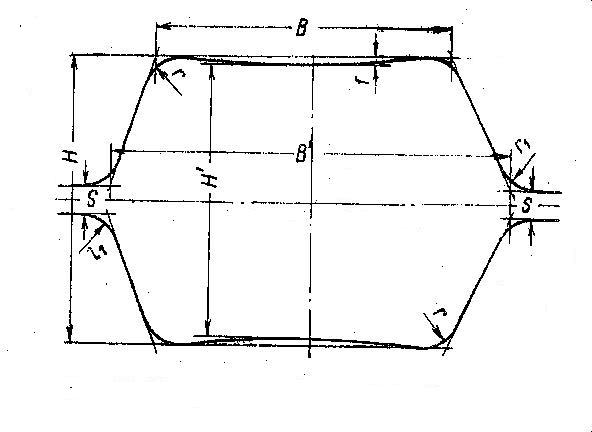
Рисунок 3 Построение калибра валков блюминга.
Радиусы:

и

Ширина буртов составляет не менее 50% отглубина вреза калибра, зазор  . Обычно применяется нижнее давление до 10 ÷ 15 мм.
. Обычно применяется нижнее давление до 10 ÷ 15 мм.
Ниже приведен один из вариантов калибровки валков блюминга 1150 при прокатке блюма сечением 300×300 мм из слитка весом 7 т сечением 760×680 мм. Мощность двигателя 7000л.с., число оборотов в минуту 0-50-120. Сталь среднеуглеродистая с содержанием углерода 0,35-0,50%.
Находим максимальное обжатие с учетом условий захвата в первом калибре. Катающий диаметр в первом калибре, исходя из глубины вреза, зависящей от толщины слябов (140 - 150 мм)

Коэффициент трения определяем по формуле Экелунда для стальных валков. При скорости 50 об/мин, температуре t = 12500С и К = 1:

Максимальное обжатие:

Проверим максимальное обжатие по номинальной мощности двигателя:
Среднее удельное давление  определяем по формуле Экелунда:
определяем по формуле Экелунда:

Принимаем среднюю величину  для первого калибра равной 1100 мм, тогда:
для первого калибра равной 1100 мм, тогда:


При С = 1:

Скорость деформации:
при  :
:

Тогда:

принимаем 
При номинальной мощности двигателя N = 7000 л.с. и при коэффициенте кратковременной перегрузки, равном 2,

Считая общую потерю мощности двигателя в приводе равной 20%, получили мощность, затрачиваемую на деформацию:


Принимаем обжатия в первых проходах равными 70 мм.
Для определения числа проходов определяем:
Число проходов:

Принимаем нечетное число проходов 13. Тогда среднее обжатие:
Вопросы:
1. Сколько способов размещения применяют на одноклетьевых блюмингах? (2 способа калибров по длине бочки валков).
2. Как устанавливают обжатия в каждом проходе? (вертикальным перемеще-нием верхнего валка).
3. В каких пределах принимают глубину вреза первого калибра?
(от 0 - 200 мм).
4.Какую глубину вреза составляют последующие калибры?
(от 130 - 250 мм).
5. Чему соответствует ширина калибра гладкой бочки при прокатке блюмов? (максимальной ширине слитка).
3. Распределение обжатия по проходам. Составляем схему обжатий. Принимаем порядок кантовок: вначале при обжатии конусного (с обеих сторон) слитка кантовку делаем через каждые два прохода, затем дважды через четыре прохода и перед последним тринадцатым проходом для получения необходимых размеров квадрата делаем еще одну кантовку. Откорректированное среднее обжатие hср= 74 мм.
В первых двух проходах принимаем Δh= 65 мм, затем увеличиваем до 70-80 мм и уменьшаем до 70 мм в последнем проходе. Обычно приходится составлять несколько вариантов схем прокатки, сопоставляя их с принятыми размерами калибров и порядком кантовок.
В табл. 1 приведен заводской вариант режима обжатий, соответствующий выбранным условиям прокатки.
Отношение b/hв первых кантовках составляет до 1,18 при допускаемом 1,3 и при последующих - до 1,65 при допускаемом 1,7.
Иногда производят проверку суммарных уширений для определения ширины калибров:

Величину Δb по проходам можно проверять по формуле Зибеля, принимая коэффициент k = 0,1 в первых проходах и k~ 0,3 в последующих.
Таблица 1 - Распределение обжатий по проходам
Номер прохода
Размер сечения, мм
Δh, мм
Δb, мм
Номер калибра
Слиток
760×680
-
-
1
1
695×680
65
0
1
2
630×680К
65
0
1
3
610×635
70
5
1
4
540×640К
70
5
1
5
560×545
80
5
1
6
480×550
80
5
1
7
410×555
70
5
1
8
340×565К
70
10
1
9
490×345
75
5
2
10
420×355
70
10
2
11
350×365
70
10
2
12
290×370К
60
10
2
13
300×300
70
10
3
Примечание. К - кантовка
Вопросы:
1. Как составляется схема обжатий, порядок кантовок? (в начале, при обжатии конусного (с обеих сторон) слитка кантовку делаем через каждые два прохода, а затем, дважды через 4 прохода, перед последним тринадца-тым проходом. Для получения необходимых размеров квадрата делаем еще одну кантовку).
2. По какой формуле можно проверить величину Δb? (по формуле Зибеля).