- Преподавателю
- Технология
- Инструкционная карта тема: Нарезание резьбы плашками
Инструкционная карта тема: Нарезание резьбы плашками
| Раздел | Технология |
| Класс | 9 класс |
| Тип | Конспекты |
| Автор | Дынер Т.П. |
| Дата | 29.07.2015 |
| Формат | docx |
| Изображения | Есть |

ИНСТРУКЦИОННАЯ КАРТА
ТЕМА. НАРЕЗАНИЕ РЕЗЬБЫ ПЛАШКАМИ И МЕТЧИКАМИ
Учебно-производственное задание. -
I Нарезание резьбы плашками.
II. ВОЗМОЖНЫЕ ДЕФЕКТЫ РЕЗЬБЫ, НАРЕЗАННОЙ ПЛАШКАМИ
Цель задания. Научить нарезать треугольную резьбу плашками на деталях, закрепляемых в трехкулачковом патроне с подачей плашки пинолью задней бабки. Точность выполнения работ по 8-9 му квалитетам, шероховатость поверхностей по Ra = 2,5 мкм, Rz = 20 мкм.
Оснащение рабочего места. Плашки- цельная (1 шт.) и разрезная (1 шт.) согласнонарезаемой резьбе; плащкодержатель; заготовки длянарезания резьбы; штангенциркуль с ценой деления по нониусу 0,1-0,05мм; гильза-упор; приспособления.
I. НАРЕЗАНИЕ РЕЗЬБЫ ПЛАШКАМИ
1. Нарезать резьбу плашкой ,закрепленной в плашкодержателе,
1.1. Подобрать и закрепить плашку в плашкодержателе. Выбирают плашку по системе резьбы, по направлению витков (левое или правое), по диаметру и шагу резьбы. Клеймо на плашке должно соответствовать нарезаемой резьбе, плашка - плашкодержателю. На плашке не должно быть сорванных зубьев.
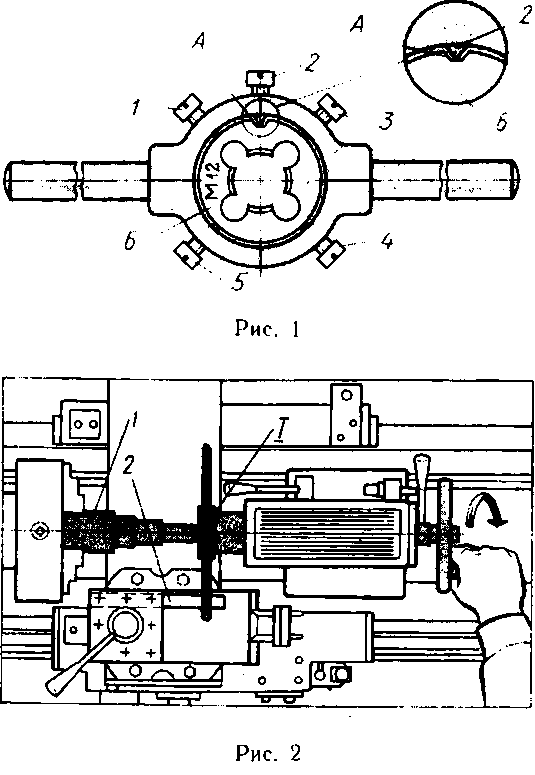
Тщательно протереть плашкодержатель и плашку. Вставить плашку 6 в плашкодержатель пазом А против центрального винта 2(рис. 1). Закрепить плашку в плашкодержателе сначала центральным винтом
2 без затяжки, затем -боковыми /, 3, 5, 4.
1.2. Наладить станок для нарезания резьбы. Установить и закрепить в трехкулачковом патроне заготовку / (рис. 2) с обработанной наружной поверхностью под резьбу. Диаметр заготовки под резьбу определяется по таблице (см. Справочник). Для облегчения захода плашки с торца заготовки должна быть обязательно снята фаска под углом 45°, ширина фаски зависит от диаметра и шага Нарезаемой резьбы.
Переместить заднюю бабку к правому концу заготовки и закрепить с таким расчетом, чтобы между пинолью, выдвинутой из корпуса на 40-50 мм, и торцом заготовки можно было вставить плашкодержатель /. Переместить поперечные салазки до положения, при котором можно будет опереть рукоятку плашкодержателя на планку 2, закрепленную в резцедержателе суппорта.
1.3. Настроить станок на режим нарезания резьбы. Подобрать скорость резания: для стали 3-4 м/мин; чугуна 2-3 м/мин. Определить частоту вращения шпинделя (об/мин). Настроить станок.
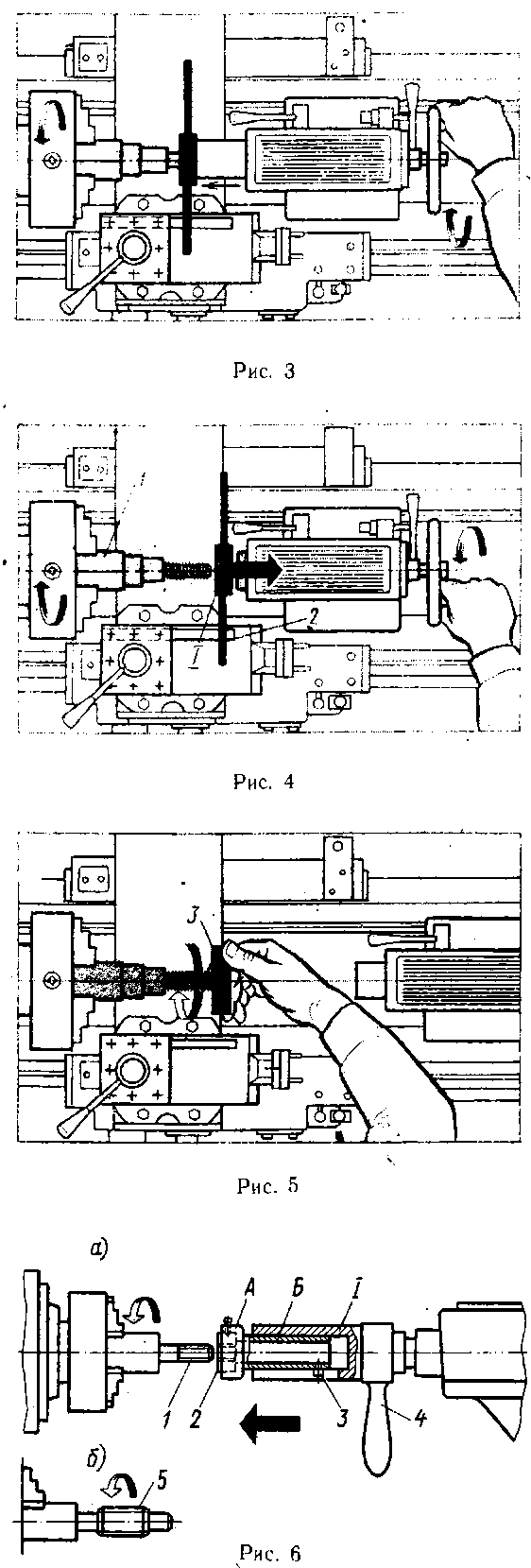
1.4. Нарезать резьбу плашкой. Установить плашку заборной частью на фаску заготовки и поджать плашкодержатель пинолью задней бабки. Рукоятку плашкодержателя опереть на планку (рис. 3). Включить' станок на прямое вращение шпинделя левой рукой и одновременно правой, вращая маховичок задней бабки по часовой стрелке, поджимать плашку к вращающейся заготовке. Как только плашка начнет самонавинчиваться на заготовку, прекратить принудительную подачу плашки пинолью задней бабки. При нарезании резьбы внимательно следить за перемещением плашки; применять смазочно-охлаждающую жидкость: для стальных деталей- эмульсию, растительные и смешанные масла," осерненное масло; для чугунных деталей- без охлаждения или керосин; для латунных - сурепное масло; для бронзовых - без охлаждения или сурепное масла; для алюминия и его сплавов - без охлаждения, керосин или сурепное масло.
Нарезав резьбу, не доходя до первого уступа на 1 - 1,5 шага нарезаемой резьбы, выключить станок. Отвести пиноль в исходное положение. Переместить поперечные салазки на себя. Вращением плашкодержателя вручную нарезать резьбу до конца.
1.5. Свинтить плашку с нарезной части детали. Переместить поперечные салазки в прежнее положение, рукоятку плашкодержателя упереть на планку 2 (рис. 4). Придерживая рукой плашкодержатель, включить станок на обратное вращение шпинделя и свинтить плашку.
Если; нарезанная резьба получилась полнее, то следует слегка отжать центральный винт плашкодержателя, а два боковых поджать, т. е. Несколько сжать плашку. Если же резьба получилась ослабленной, то в этом случае плашку нужно регулировать в обратном порядке. Нарезание плашкой левых резьб выполняется при обратном вращении шпинделя, а свинчивание плашки - при прямом вращении.
1.6. Проконтролировать нарезанную резьбу. Калибр-кольцо 3 (рис. 5) плавно вращать правой рукой, навинчивая его на проверяемую резьбу заготовки. Кольцо со сплошной- наружной накатанной (рифленой) поверхностью, на котором стоит клеймо ПР, должно навинчиваться без усилий, а кольцо с канавкой на наружной поверхности и клеймом НЕ - не должно навинчиваться более чем на 1-2 витка нарезаемой резьбы.
2. Нарезать резьбу плашкой, установленной в самовыдвижном плашкодержателе.
2.1. Установить приспособление в коническое отверстие пиноли задней бабки. Специальное приспособление / (рис. 6, а)имеет с правой стороны конический хвостовик с конусом Морзе № 3 или № 4 для закрепления в пиноли задней бабки, с левой стороны - полый цилиндр с продольной прорезью, в который вставляется самовыдвижная втулка Б плашкодержателя А. Во втулку Б ввинчивается направляющий штифт 3, перемещающийся по прорези и предотвращающий провертывание втулки Б вместе с плашкодержателем А. Ручка 4 используется для установки и снятия приспособления, а также в случае его провертывания в пиноли.
Перед установкой приспособления / (рис. 6, а)проверить правильность положения корпуса задней бабки на ее плите по совпадению вершин конусов переднего и заднего центров.
Это приспособление следует применять при нарезании резьбы на детали / не в упор (рис. 6, а)или на детали 5 со свободным выходом (рис. 6, б) резьбы.
2.2. Установить и закрепить плашку в плашкодержателе.
2.3. Подвести к заготовке заднюю бабку и закрепить. Минимально выдвинуть пиноль из задней бабки и переместить ее так, чтобы плашка 2 не доходила до торца заготовки на 3-5 мм.
2.4. Нарезать резьбу. Включить станок и, вращая маховичок задней бабки, подавать на заготовку плашку до ее самонавинчивания и самовыдвижения втулки, после чего, вращая маховичок в обратную сторону, поставить пиноль в первоначальное положение. Нарезать резьбу на заданную длину и выключить станок.
2.5. Свинтить плашку с детали. Включить станок на обратное вращение шпинделя и свинтить плашку. Не переключать станок с прямого хода на обратный без его остановки.
2.6. Проконтролировать нарезанную резьбу.
3. Нарезать резьбу малых диаметров
3.1. Установить оправку в пиноль .задней бабки. На рис. 7 показана оправка, предназначенная для нарезания резьб малых диаметров 2-6 мм. Цилиндрический стержень 4 оправки имеет хвостовик с конусом Морзе № 2 или № 3. На стержень установлена по скользящей посадке втулка 5 с накаткой по наружному диаметру. Левый торец втулки имеет выточку, в которую вкладывается плашкодержатель 2 с плашкой /, предохраняемые от проворота штифтом 3 и винтом 6. Перед установкой оправки проверить правильность положения задней бабки на ее плите по совпадению вершин конусов переднего и заднего центров.
3.2. Настроить станок на режим нарезания резьбы и нарезать резьбу. При нарезании резьбы втулку 5 удерживать рукой, и как только плашка (при нарезании резьбы в упор) подойдет к концу резьбы, втулку отпустить, и она начнет вращаться вместе с заготовкой.
3.3. Свинтить плашку. Выключить станок, затем вновь включить его на обратное вращение шпинделя и, удерживая втулку 5'рукой, свинтить плашку.
3.4. Проконтролировать нарезанную резьбу.
4. Нарезать резьбу плашкой, установленной в специальном приспособлении.
4.1. Установить приспособление в пиноль задней бабки (рис. 8). Перед установкой приспособления проверить правильность положения корпуса задней бабки на ее плите. Приспособление состоит из корпуса 4, винта 5 для ограничения перемещения плашкодержателя 2, пальцев 3,запрессованных в головку плашкодержателя, которые перед нарезанием резьбы должны быть введены в пазы оправки; закаленных упоров 7, привернутых винтами 6, двух кулачков 9, находящихся под действием пружин в и зафиксированных от проворота винтами 10; кулачки служат упорами для пальцев при свинчивании плашки с нарезанной резьбы.
4.2. Нарезать резьбу. Включить станок и, вращая маховичок задней бабки, подавать на заготовку плашку до ее самонавинчивания. Плашка / с плашкодержателем будет втягиваться на деталь до выхода пальцев 3 из пазов державки, во время которого плашка нарежет резьбу на заданной длине или до уступа, при этом плашкодержатель начнет вращаться вместе с заготовкой, набегая пальцами на скосы кулачков 9 и заталкивая их в гнезда. Выключить станок.
4.3. Свинтить плашку. Отвести пиноль, сохраняя небольшое зацепление пальцев 3 с кулачками9 и одновременно включить станок на обратное вращение шпинделя, после чего отводить пиноль, не нарушая зацепление пальцев с кулачками до полного свинчивания плашки. Выключить станок.
Приспособление можно использовать при нарезании внутренней резьбы метчиком, заменив плашкодержатель специальной цангой со сменной упорной втулкой 11 для ограничения длины нарезаемой резьбы.
4.4. Проконтролировать нарезанную резьбу.
II. ВОЗМОЖНЫЕ ДЕФЕКТЫ РЕЗЬБЫ, НАРЕЗАННОЙ ПЛАШКАМИ
1. Витки (нити) резьбы наклонные. Причина - перекос плашки. Дефект неисправим.
2. Резьба с значительным притуплением вершин витков. Причины-диаметр нарезаемого стержня меньше требуемого; диаметр нарезаемого отверстия больше заданного. Дефект неисправим
3. Резьба с очень острыми вершинами витков. Причины-диаметр нарезаемого стержня больше заданного; диаметр нарезаемого отверстия меньше требуемого. Дефект исправим - стержень обточить до требуемого диаметра, отверстие - расточить.
4. Проходная пробка или кольцо ПР калибра не навинчивается на стержень или не ввинчивается в отверстие. Причина - износ плашки по среднему диаметру резьбы. Дефект исправим - заменить плашку.
5. Некоторые витки резьбы сорваны. Причины - завышен диаметр стержня, занижен диаметр отверстия, неправильно выбрана скорость резания - скорость больше нормативной, нарезание резьбы без применения смазочно-охлаждающей жидкости. Дефект неисправим.
6. «Растяжка» резьбы. Причины - недостаточная смазка плашки. Притормаживание плашки при самовыдвижении соответствующей части специального патрона или оправки. Следует смазать подвижные соединения патрона или оправки.