- Преподавателю
- Начальные классы
- Курс лекций по дисциплине технология выполнения слесарных работ
Курс лекций по дисциплине технология выполнения слесарных работ
| Раздел | Начальные классы |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Зюзин А.Н. |
| Дата | 13.01.2015 |
| Формат | doc |
| Изображения | Есть |

1Введение Цель: изучить Взаимосвязь данной дисциплины с другими областями знаний. Роль и место предмета в процессе подготовки специалистов.
2 Основы слесарной обработки.
Цель: изучить Виды слесарных работ. Санитарно-гигиенические условия труда.
Под слесарными работами понимают работы, выполняемые ручным и механизированным слесарным инструментом и завершающие изготовление большинства изделий. Цель слесарных работ - придание обрабатываемой детали заданных чертежом геометрической формы, размеров и шероховатости поверхности. Качество выполняемых слесарных работ зависит от умения и навыков слесаря, применяемого инструмента, приспособлений, оборудования.
Основными слесарными операциями являются: разметка, рубка, правка, рихтовка, гибка, резка, опиливание, распиливание, сверление, зенкерование, зенкование, развертывание, нарезание резьбы, клепка, пайка, лужение, склеивание, притирка, доводка, шабрение, пригонка, припасовка.
При изготовлении деталей слесарным способом основные слесарные операции выполняются в определенной последовательности. Сначала производятся операции по изготовлению или исправлению заготовки (резка, правка, гибка, рубка). Это подготовительные операции. Далее выполняется основная обработка заготовки. В большинстве случаев она заключается в снятии с заготовки лишнего слоя материала (например, опиливание). В результате заготовка приобретает форму, размеры и состояние поверхностей, близкие к указанным на чертеже или совпадающие с ними. Иногда для обработки деталей требуются отделочные операции (шабрение, притирка, доводка), при которых с поверхности детали снимаются очень тонкие слои металла.
При обработке отверстий, уступов, пазов, фасок применяют сверление, зенкерование, зенкование, развертывание, нарезание резьбы, распиливание. В случаях, когда необходимо получить соединение деталей, выполняют клепку, пайку, склеивание.
Особое место занимает разметка, она выполняется обычно в начале слесарных работ.
При определении последовательности обработки учитывают, в каком виде заготовки попадают к слесарю, но надо помнить, что грубая обработка всегда предшествует чистовой.
Одним из важнейших вопросов научной организации труда является обеспечение санитарно-гигиенических условий (воздушная среда, шум и вибрация, освещение, состояние полов, окраска помещений и оборудования, эстетические условия в помещении, личная гигиена, спецодежда).
Воздушная среда характеризуется температурой и влажностью. В теплый период года температура в мастерской должна составлять 19...23 °С, в холодный период - 14... 17 °С, а относительная влажность - 40...60 %. Содержание оксида углерода - менее 0,06 %, содержание пыли - не более 2... 10 мг/м3. С целью поддержания оптимальных параметров воздушной среды в помещении устанавливают вентиляцию, а также периодически проветривают его.
Шум приводит к быстрому утомлению, снижает производительность труда и качество выпускаемых изделий, вредно воздействует на центральную нервную систему, приводит к развитию гипертонической болезни. Особенно опасны высокочастотные шумы (они характерны для агрегатов ударного действия). Допустимый уровень высокочастотных шумов составляет 75...85 дБ, среднечастотных - 85...90, низкочастотных (тихоходные машины) - 90...100 дБ. В помещениях, где шум превышает допустимые нормы, следует работать в противошумных наушниках .
Вибрация (механические колебания) возникает при работе оборудования, движении транспортных средств. У рабочих, постоянно воспринимающих вибрацию, развивается профессиональное заболевание - вибрационная болезнь. Действие вибрации на человека стараются предотвратить или уменьшить. При работе пневматическим инструментом необходимо надевать рукавицы с накладками из мягкого материала и систематически выполнять гимнастику для пальцев и кистей рук. Для уменьшения действия вибрации пользуются мягкой виброгасящей втулкой и мягкой виброгасящей пружинящей накладкой. Например, виброгасящую втулку надевают на пневматическое зубило и закрепляют резиновыми кольцами.
Освещение должно удовлетворять следующим требованиям: достаточная освещенность поверхностей, постоянство освещенности в течение рабочего времени, равномерное распределение яркости в помещении, отсутствие слепящего воздействия.
В помещении используется естественное освещение (в светлое время суток) и искусственное (при недостатке солнечного света). Общее искусственное освещение обеспечивается люминесцентными лампами или лампами накаливания. Кроме общего освещения в большинстве случаев при работе на сверлильных станках и выполнении слесарных операций применяется местное освещение. Оптимальная освещенность должна составлять 800... 1000 лк. При выполнении точных слесарных операций освещенность должна быть значительно выше.
Полы должны удовлетворять следующим требованиям: прочность, малая истираемость, достаточное сопротивление ударам. Они должны быть виброгасящими, не выделять пыли, легко поддаваться чистке, мытью, обладать стойкостью к химическому воздействию кислот, щелочей, эмульсий и минеральных масел. В зависимости от материалов покрытия полы разделяются на теплые и холодные. К теплым полам относятся деревянные, ксилолитовые, покрытые линолеумом и синтетическими материалами. Такие полы рекомендуются для слесарных участков. К холодным полам относятся бетонные, цементные, мозаичные и с мраморной крошкой. В случае применения холодных полов необходимо использовать деревянные решетки для ног.
Цветовое оформление (окраска) помещений и оборудования - один из важнейших элементов эстетичности интерьера. Для потолков, железобетонных перекрытий и металлоконструкций рекомендуется белый и светло-лимонный цвет, для стен и перегородок - белый, светло-зеленый, светло-голубой, светло-желтый, бирюзовый и другие светлые тона. Оборудование рекомендуется окрашивать в желтый, зеленый цвета или их сочетания с выделением отдельных мест: кнопки «Стоп» окрашиваются в красный цвет, «Пуск» - в зеленый или черный, движущиеся части механизмов и электрооборудование - в красный или оранжевый. Основные задачи рациональной окраски - снижение утомления глаз во время работы; повышение безопасности работы; минимальные затраты времени при выполнении работы; повышение общего тонуса работающего путем воздействия на него светопсихологических факторов.
Личная гигиена - меры по сохранению здоровья человека, предупреждению и устранению условий, вредно влияющих на здоровье. Соблюдение правил личной гигиены является важным условием высокопроизводительной работы. После рабочего дня необходимо вымыть тело теплой водой с мылом (принять душ). Перед принятием пищи обязательно мыть руки с мылом, есть надо за чистым столом и из чистой посуды. Следует помнить, что антисанитария является источником инфекционных заболеваний.
Спецодежда должна быть воздухо- и паропроницамой, не стесняющей движений и обеспечивающей защиту работающего от неблагоприятного воздействия окружающей среды. Она должна всегда быть чистой и опрятной.
3 Разметка. Цель: изучить Виды разметки. Основные этапы и назначение разметки;
Сформировать умения по: подготовке поверхностей к разметке, выполнению разметки по шаблонам изделию и чертежам.
Разметкой называется операция по нанесению на поверхность заготовки разметочных линий, определяющих контуры будущей детали. Основной значение разметки заключается в указании границ, до которых надо обрабатывать заготовку. В процессе обработки детали до указанных границ с поверхности заготовки снимается лишний слой металла, который называют припуском.
Обработку по разметке нельзя считать совершенным способом, так как её точность колеблется от 0,2 до 0,5 мм. Кроме того, разметка требует довольно много времени и высококвалифицированного труда, поэтому применяется в единичном производстве.
Разметка является одной из наиболее ответственных операций, поскольку от её качества зависит точность дальнейшей обработки или изготовления деталей. Неправильная разметка может привезти к браку дорогостоящей заготовки.
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную.
Плоскостная разметка применяется для герметических построений на плоских поверхностях листовых заготовок. В этом случае разметочные линии наносятся в одной плоскости заготовки. Такой вид разметки широко используется при изготовлении шаблонов, контршаблонов, лекал.
Пространственная разметка - это разметка поверхностей заготовки, расположенных в различных плоскостях и под различными углами, выполняемая от какой-либо исходной поверхности или разметочной линии, выбранной в качестве базы. Базой могут служить обработанные и необработанные поверхности, центры отверстий. Поэтому, приступая к разметке, надо заранее определиться с базами, относительно которых будет производиться разметка.
При пространственной разметке требуется обеспечить форму и размеры каждой поверхности, а также их взаимное расположение. Точность разметки различных поверхностей достигается благодаря тому, что заготовка устанавливается на разметочную плиту и точно ориентируется относительно ее, разметочный инструмент базируется на плоскости плиты и перемещается по ней. Все наносимые им разметочные линии займут требуемое положение по отношению к одной и той же поверхности - плоскости плиты, а значит, будут взаимоувязаны.
Подготовка к разметке
Перед разметкой необходимо:
-
изучить чертеж размечаемой детали (выяснить ее размеры и назначение; наметить план разметки; определить инструмент и приспособления для разметки);
-
подготовить и проверить заготовку (очистить ее стальной щеткой от пыли, грязи, окалины, следов коррозии и т.п., невидимые трещины выявить путем обстукивания молотком па дребезжание, измерить заготовку); все размеры заготовки
должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
-
определить поверхности (базы) заготовки, от которых следует выполнять разметку. Базами могут быть: а) наружные кромки заготовки или обработанные поверхности; б) оси симметрии или центровые линии у симметричных деталей (размеры надо откладывать только от выбранных баз, что повышает точность разметки);
-
подготовить красители и окрасить поверхности заготовки.
Для окрашивания заготовок из черных металлов (сталь,
чугун) используют меловые растворы:
-
мел, разведенный в воде, с добавлением льняного масла (клеящее вещество) + сиккатив (для быстрого высыхания);
-
мел (1 кг), разведенный в воде (8 л) и доведенный до кипения, с добавлением 50 г столярного клея.
Для окрашивания неответственных заготовок применяют сухой кусковой мел, для окрашивания ответственных заготовок - 10% -й раствор медного купороса. На один стакан воды берут три чайные ложки купороса и растворяют его. После испарения воды на поверхности заготовки осаждается слой меди, на который хорошо наносятся разметочные риски.
Спиртовой лак применяют при точной разметке небольших деталей, быстросохнущие лаки и краски - для покрытия поверхностей больших обработанных стальных, чугунных и алюминиевых отливок.
Красители наносят на заготовку с помощью кисточки. Заготовку держат в левой руке в наклонном положении (рис. 3.16) или располагают на верстаке. Тонкий равномерный слой красителя наносят на поверхность перекрестными вертикальными и горизонтальными движениями кисти. Во избежание подтеков раствор набирают только концом кисти в небольшом количестве.
В том случае, если разметочные линии хорошо видны на металле, можно обойтись без окрашивания.
Поскольку при пространственной разметке положение заготовки все время меняется, принято называть горизонтальными те линии, которые занимают при первой установке заготовки горизонтальное положение, вертикальными - вертикальное, а наклонными - наклонное положение по отношению к поверхности разметочной плиты.
При пространственной разметке горизонтальные линии проводят с помощью штангенрейсмаса или рейсмаса. Необходимый размер на рейсмасе устанавливают по вертикальным линейкам. Рейсмас перемещают основанием по поверхности плиты вдоль заготовки. Чертилкой проводят горизонтальную линию, причем только один раз. Сначала проводят ось симметрии либо центровую линию, затем остальные.
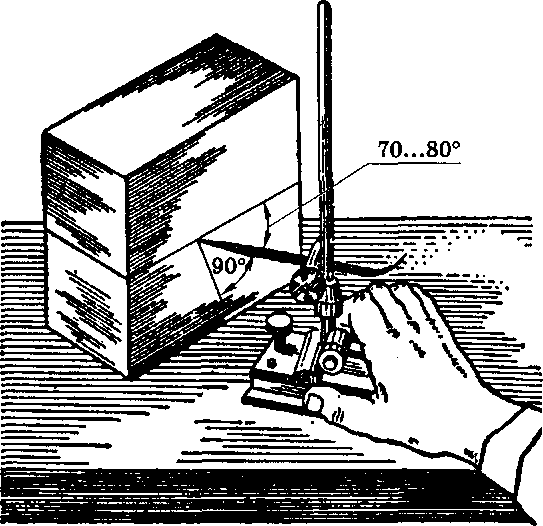
. Нанесение горизонтальной линии
Кроме основных разметочных линий параллельно им на расстоянии 5...7 мм желательно провести цветным карандашом контрольные линии, которые служат для проверки установки заготовки при дальнейшей обработке, а также для обработки в тех случаях, когда линия по каким-то причинам исчезла.
Разметка вертикальных линий может выполняться тремя способами:
-
по разметочному угольнику; этот способ приемлем для разметки заготовок с плоскими поверхностями;
-
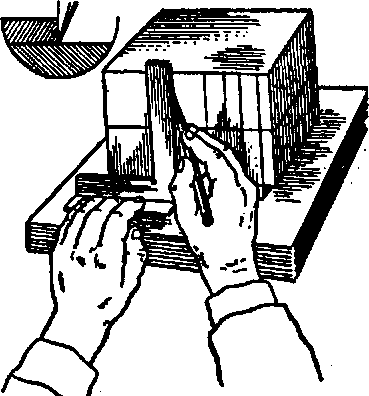
. Разметка вертикальных линий с помощью угольника
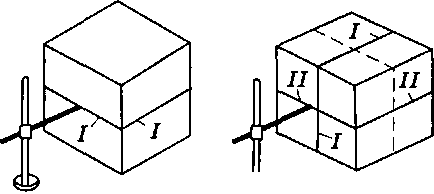
штангенрейсмасом или рейсмасом путем поворота (перекантовки) детали на 90°. После разметки горизонтальных линий I заготовку поворачивают на 90° и угольником
Ф
. Разметка вертикальных линий путем перекантовки заготовки на 90°
выверяют ее положение по этим линиям. Затем проводят рейсмасом вертикальные линии II. Детали небольших размеров можно прикреплять к разметочному ящику и перекантовывать вместе с ним
3) с применением дополнительных плоскостей (этот способ применяется для заготовок больших размеров). Разметочный ящик (угольник) устанавливают на разметочную плиту. Рейсмас перемещают основанием по ящикам в вертикальном направлении так, чтобы чертилка касалась размечаемой поверхности.
. Разметка с применением дополнительных плоскостей
Наклонные линии можно размечать следующими способами:
-
путем поворота заготовки на поворотных приспособлениях. Размечаемую заготовку поворачивают так, чтобы наклонная линия заняла горизонтальное положение. Рейсмас перемещают по плите вдоль заготовки, и он размечает наклонную линию;
-
с помощью угломерного инструмента. Здесь используют угломер и его базирование одной стороной выполняют по разметочной плите;
-
путем геометрических построений - по координатам
Способы проведения дуг и окружностей такие же, как и при плоскостной разметке. Для нанесения круговых линий на поверхности, лежащие в разных плоскостях, рекомендуется применять универсальный штангенциркуль конструкции С.В. Ласточкина
Для разметки окружностей вокруг отверстий в отверстие заготовки вставляют деревянную планку или планку со свинцовой пластиной. Затем находят центр окружности, который накернивают на этой планке, а из центра с помощью разметочного циркуля прочерчивают окружность заданного радиуса. При разметке отверстий обычно наносят две окружности. Вторая из них, так называемая контрольная, несколько большего радиуса, чем основная. Основную окружность накернивают достаточно часто, а на контрольной керны ставят обычно в точках пересечения с осями.
Разметку цилиндрических деталей выполняют на плите с применением одной или двух призм Вначале поверхность заготовки покрывают раствором медного купороса. Затем находят центр на торце с помощью центроискателя, устанавливают заготовку на призму и проверяют ее горизонтальность. С помощью рейсмаса наносят на торец горизонтальную линию, проходящую через центр; поворачивают заготовку на 90° и проверяют вертикальность прочерченной линии по угольнику. Проводят на торце следующую линию.
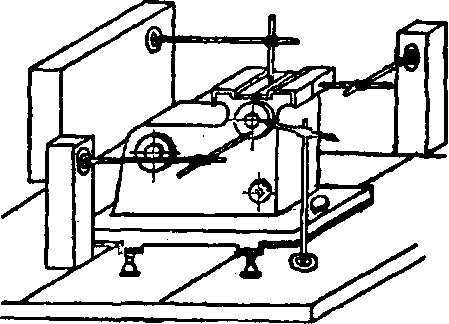
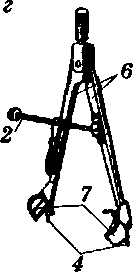
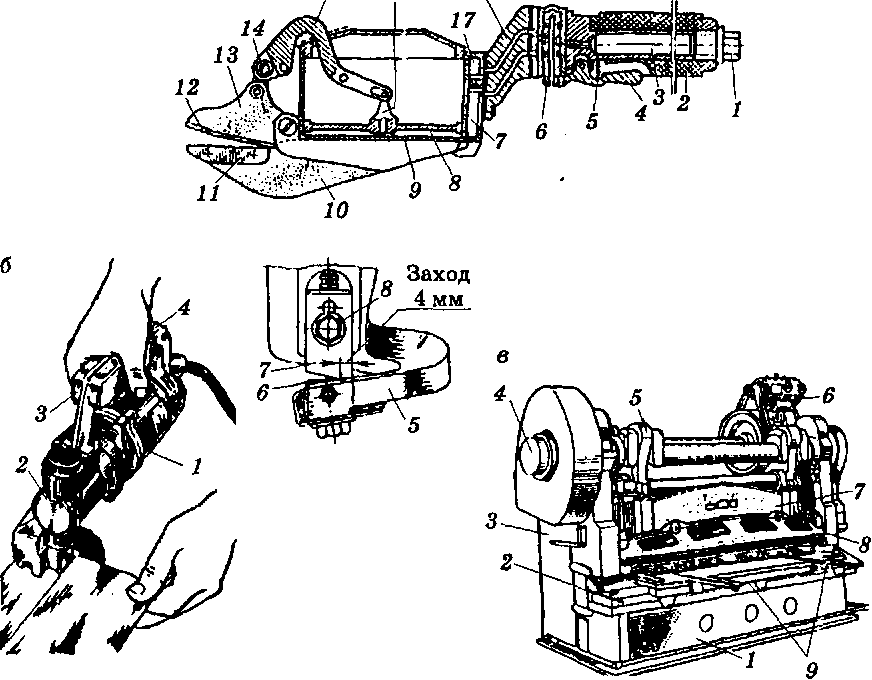
Рассмотрим пространственную разметку на примере шатуна. За базы примем плоскость А, которая не подвергается обработке, и ось симметрии II-II. В первом положении устанавливаем шатун на домкратик 1 и подкладку 2 так, чтобы поверхность А была параллельна плите. Циркулем делим толщину тела шатуна (70 мм) пополам и через полученную точку рейсмасом проводим по периметру центровую риску I- I, от которой откладываем вверх 80 мм и вниз 90 мм. Рейсмасом проводим линии вокруг обеих ступиц.
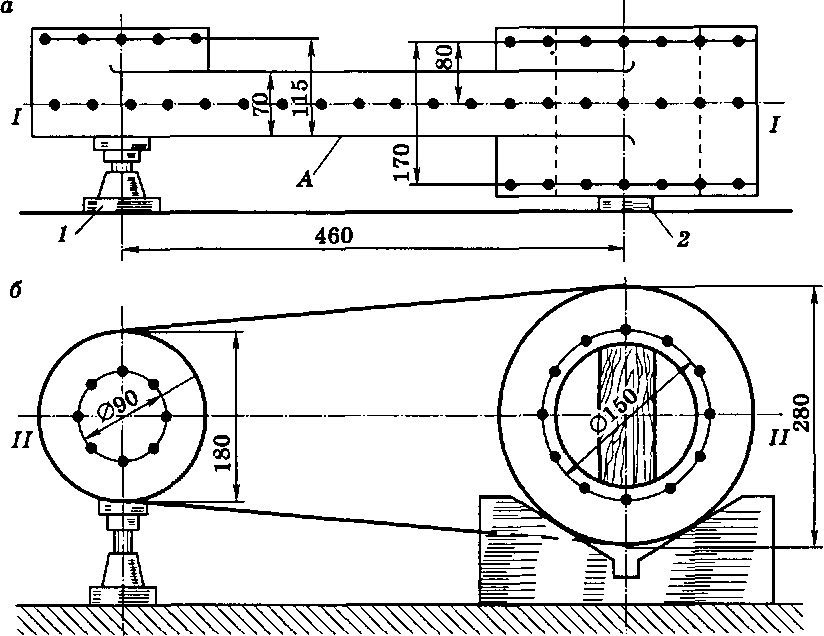
. Разметка шатуна: 1 - домкратик; 2 - подкладка
Шаблон
. Разметка по шаблонуПеред тем как перекантовать шатун, в отлитое отверстие большой ступицы забиваем деревянную планку. В положении, показанном на рис. шатун устанавливаем так,
чтобы плоскость А занимала вертикальное положение. Принимая за базу наружную поверхность большой ступицы, находим циркулем ее центр, накерниваем его и проводим окружность диаметром 150 мм. На малой ступице делим диаметр головки (180 мм) пополам для нахождения второго центра. С помощью домкратика устанавливаем шатун так, чтобы оба центра ступиц лежали на одном расстоянии от плоскости разметочной плиты, и с помощью рейсмаса проводим осевую линию II-II. На ней откладываем центр большой ступицы (размер 460 мм) и накерниваем центр малой ступицы. Из этого центра описываем окружность диаметром 90 мм, а затем с помощью угольника проводим вертикальные осевые линии. Для проверки точности разметки отверстий проводим контрольные окружности. После выполнения разметки накерниваем разметочные и центровые линии.
При разметке крупных деталей выгодно применять разметку по шаблону (рис. 3.48), которая не требует никаких вычислений и геометрических построений. Для каждой поверхности изготавливают шаблон требуемой формы. Для ориентирования на заготовке он имеет центровые линии и вырезы на их концах. На заготовку наносят также центровые линии, прикладывают шаблон так, чтобы они совпали, и обводят чертилкой контур шаблона.
Вместо шаблона разметку можно выполнять по готовому изделию. Применяется также разметка «по месту». Самостоятельная работа: Брак при разметке способы его устранения.
4 Инструмент и приспособления применяемые при разметке. Цель изучить: - Перечень инструментов и приспособлений применяемых при плоскостной разметке; - Перечень инструментов и приспособлений применяемых при пространственной разметке;
Приспособления для плоскостной разметки
Для плоскостной разметки используют следующие приспособления: разметочные плиты, подкладки, поворотные приспособления, домкраты.
На разметочной плите устанавливают размечаемые заготовки и располагают необходимые приспособления и инструмент. Верхняя часть плиты обработана шабрением. Большие плиты могут иметь продольные и поперечные канавки, образующие равные квадраты размерами 200 х 200 или 250 х 250 мм. Малые плиты устанавливают на верстаки, столы или чугунные тумбы, а большие - на кирпичный фундамент. Рабочая поверхность плиты должна располагаться на высоте 800...900 мм от пола и быть строго горизонтальной, сухой и чистой. После использования ее покрывают тонким слоем масла, защищающим от коррозии, а затем кладут деревянный щит. Необработанные заготовки устанавливают на плиту в специальных приспособлениях. Плиты размещают в наиболее освещенной части помещения и с дополнительным освещением.
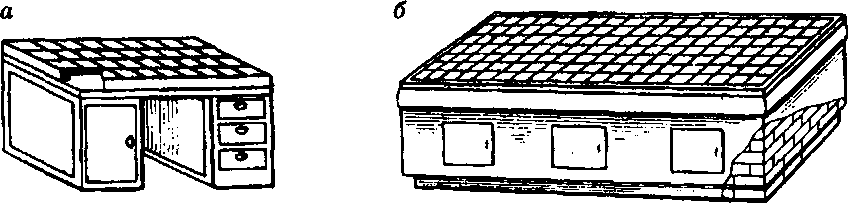
. Разметочные плиты: а - на тумбах; б - на фундаменте
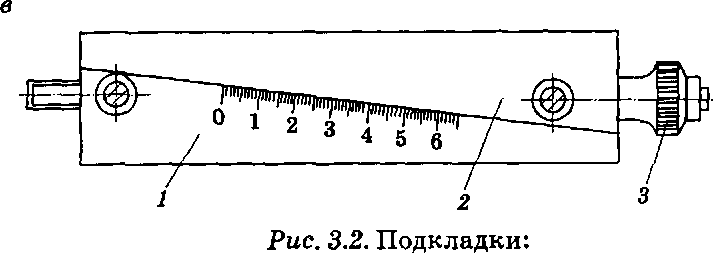
а - плоские; б - призматические; в - клиновые (1 - нижний клин со шкалой; 2 - верхний клин; 3 - винт)
Подкладки предназначены для правильной установки заготовок при разметке, а также для предохранения разметочной плиты от повреждений. Конструкция подкладок определяется формой заготовки, а также ее назначением.
Клиновые подкладки имеют два соединенных клина 1 и 2. Размечаемую заготовку устанавливают на верхней поверхности клина 2. Подъем и опускание заготовки производят вращением винта 3. На боковой поверхности нижнего клина 1 нанесена шкала, позволяющая контролировать и регулировать его высоту. Перемещение клина на одно деление равно 0,1 мм.
Кроме подкладок и клиньев при разметке используют поворотные и делительные приспособления, а также домкратики.
Инструмент для плоскостной разметки
Для выполнения плоскостной разметки используют чертилки, линейки, угольники, разметочные циркули, штангенциркуль ШЦ-П, кернеры, центроискатели, молотки, угломеры и транспортиры.

Чертилки предназначены для нанесения разметочных линий на заготовку. Они представляют собой стальные заостренные стержни (угол заточки 15...200) из углеродистой инструментальной стали марки У10 или У12. Чертилки бывают проволочные (круглые), двусторонние, точечные, плоские.
Проволочная чертилка представляет собой стальной цилиндрический стержень диаметром 4...5 мм и длиной 150...200 мм. Один конец имеет закругление в виде кольца диаметром 25...30 мм, а второй остро заточен и закален (рабочая часть).
Точечная чертилка имеет одну рабочую часть, а вторая часть утолщенная с накаткой в виде рукоятки.
Двусторонняя чертилка (с отогнутом концом) (рис. 3.3, в) представляет собой также стальной стержень, заостренный с двух сторон, один конец которого отогнут под углом 90°. Средняя часть утолщенная с накаткой (для удобства пользования). Такие чертилки применяют для разметки в труднодоступных местах.
Плоская чертилка имеет плоское сечение с заостренным концом.
В последнее время широко применяются чертилки со вставными иглами по типу часовых отверто или карандаша с убирающимся острием.
Линейки служат для нанесения прямых линий. Это металлические линейки с миллиметровой шкалой

. Чертилки: а - со вставными иглами (1 - игла; 2 - корпус; 3 - запасные иглы; 4 - пробка); б - с убирающимся острием (карманная)
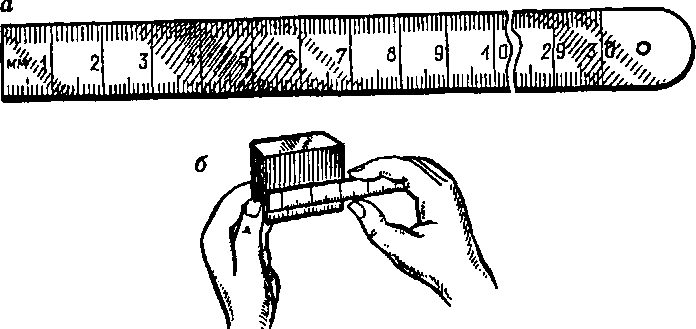
. Линейка: а - конструкция; б - измерение
Угольники применяют для разметки перпендикулярных линий. При этом используют плоские слесарные угольники, угольники с широким основанием и Т-образные.
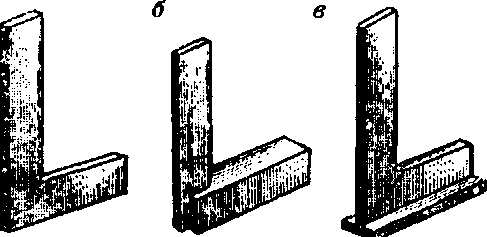
. Угольники: а - плоский слесарный; б - с широким основанием; в - Т-образный
Разметочные циркули используют для разметки окружностей и дуг, для деления отрезков, окружностей и геометрических построений. Циркулями пользуются и для переноса размеров с масштабных линеек на заготовку. Разметочные циркули бывают: простые - с дугой, пружинные; со вставными рабочими иглами двумя оптическими линзами на ножках циркуля (циркуль Новикова). Циркуль Новикова имеет микрометрический винт 2 для точной установки размера, две ножки 6, закаленные иглы 4 и две оптические линзы 7 с пятикратным увеличением.
Для повышения точности разметки широко используют штангенциркуль ШЦ-П (рис. 3.8), который, кроме того, позволяет вычерчивать окружности большого диаметра.
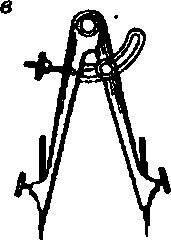
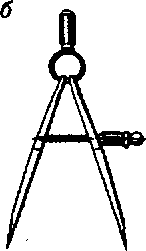
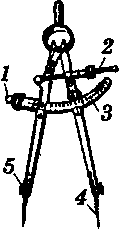
. Разметочные циркули: а - простой; б - пружинный; в - со вставными иглами; г - с оптическими линзами; 1 - винт; 2 - микрометрический винт; 3 - установочное устройство; 4 - иглы; 5 - гайка; 6 - ножки; 7 - оптические линзы
Кернер - инструмент для закрепления разметочных линий. Изготавливают кернеры из инструментальной углеродистой стали марок У7А, У8А, 7ХФ, 8ХФ. Кернер имеет рабочую, ударную и среднюю части. Рабочую часть закаливают до твердости HRC 55...5Э, а ударную часть - до твердости HRC 40...45. Среднюю часть не закаливают, на нее наносят рифления (накатку) для удобства работы.
Центроискатели применяются для нахождения центров на торце цилиндрических деталей или центров отверстий.
Разметка углов и уклонов производится с помощью угломеров и транспортиров
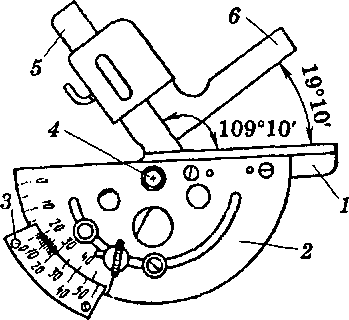
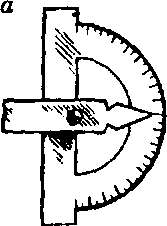 Угломер
Угломер
1 - линейка основания; 2 - осно-
нание с градусной шкалой; 3 - сектор со шкалой нониуса; 4 - ось; 5 - поворотная линейка; 6 - съемный угольник
При разметке транспортир устанавливают на заданный угол, удерживая левой рукой его основание, а правой поворачивают широкий конец линейки до тех пор, пока второй ее конец в виде стрелки не совпадет с делением заданного градуса, нанесенным на основании. После этого линейку фиксируют стопором и чертилкой наносят линию.
5 Рубка металлов.
Цель изучить: - Суть процесс рубки;
- Классификацию видов рубки;
Сформировать умения по: рубки в тисках, на плите и наковальне.
Рубка - слесарная операция, в результате которой с помощью режущего инструмента (зубила, крейцмейселя или кана- вочника), а также ударного инструмента (слесарного молотка) с поверхности заготовки снимается лишний слой металла или заготовка разрубается на части. Слой металла, удаляемый при обработке заготовки, называется припуском.
Рубка металла применяется в тех случаях, когда по условиям производства станочная обработка трудновыполнима или нерациональна. В зависимости от качества поступающих на слесарную обработку деталей и назначения выполняемых операций рубка производится для удаления заусенцев и кромок на литых и штампованных деталях, прорубания смазочных канавок, вырубки раковин, неметаллических включений и других дефектов отливок. Операцию рубки слесарю приходится выполнять при отрубке металлических заготовок от прутков, полос, листов, при изготовлении прокладок, зачистке сварочных швов, удалении с заготовки больших неровностей, вырубании отверстий в тонком листовом материале.
Точность, получаемая при рубке, составляет 0,5...1,0 мм. Рубка считается черновой заготовительной операцией. Она выполняется при неподвижном положении обрабатываемой заготовки. Рубку наиболее целесообразно осуществлять в стуловых тисках, а громоздких деталей и вырубание отверстий или деталей из тонкого листового металла - на плите, наковальне.
При выполнении операции рубки происходит резание металла. Резанием называется процесс удаления с обрабатываемой заготовки лишнего слоя металла в виде стружки, осуществляемый с помощью режущего инструмента. Процесс резания происходит при выполнении следующих операций: рубка, резка, опиливание, сверление, шабрение, притирка, а также при механической обработке заготовок на металлорежущих станках (токарных, фрезерных, строгальных и др.)»
Режущая часть любого режущего инструмента имеет форму клина. Благодаря клиновидной форме режущий инструмент внедряется в обрабатываемый материал и производит резание металла.
В результате давления инструмента поверхностный слой упрочняется - образуется наклеп.
Процесс резания сопровождается нагревом заготовки и режущего инструмента. При повышении температуры инструмент теряет свою твердость, быстро затупляется и перестает резать. Для уменьшения нагрева инструмента применяют СОТС. Они отводят теплоту, создают между трущимися поверхностями пленки, разделяющие их и уменьшающие трение и износ.
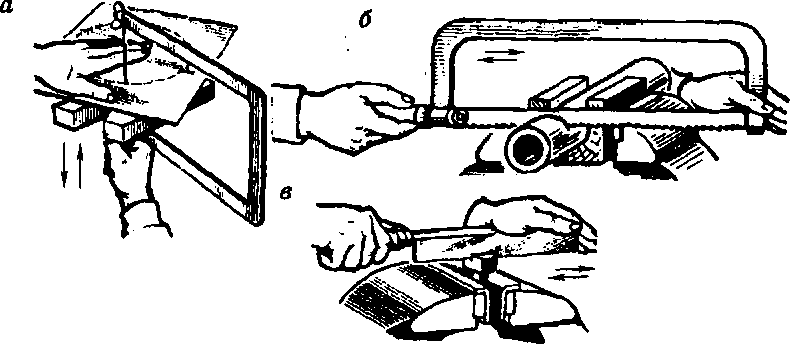
Основные приемы рубки
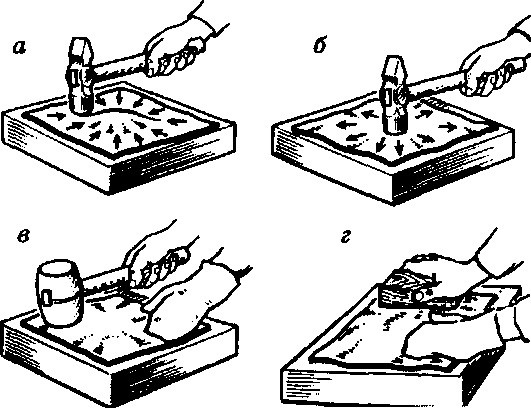
Рубка выполняется в тисках, на плите и наковальне. Желательно использовать для рубки стуловые тиски. При использовании параллельных тисков рубить следует по направлению к неподвижной губке. Ширина губок тисков должна быть 120... 150 мм. Тиски должны быть прочными, жесткими и устойчивыми.
Перед рубкой необходимо правильно установить высоту тисков, а также надежно зафиксировать их.
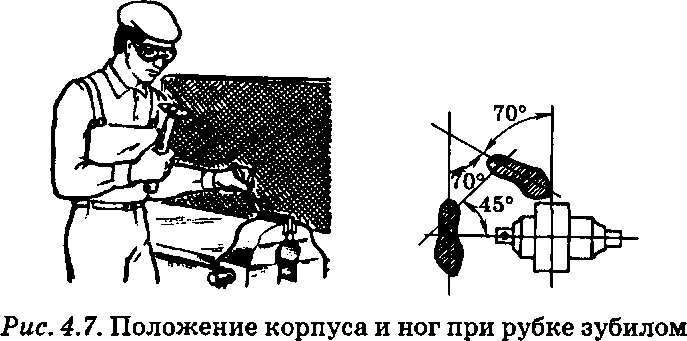
При рубке металла зубилом решающее значение имеет положение корпуса и ног рабочего: стоять у тисков надо устойчиво вполуоборот к ним, левее тисков, а левую ногу выставить на полшага вперед.
Зубило берут в левую руку за его среднюю часть на расстоянии 15...20 мм от конца ударной части. Сильно сжимать зубило не следует, так как рука должна выполнять роль балансира при последовательных установках инструмента
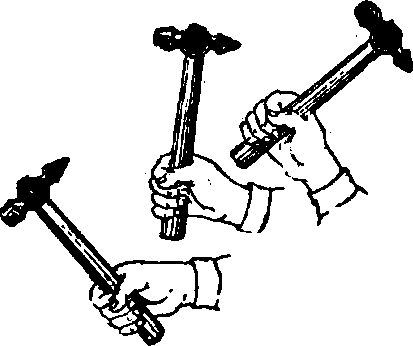
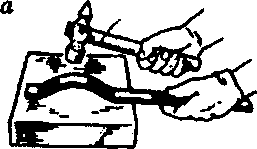
. Хватка молотка
Молоток берут правой рукой за рукоятку на расстоянии 15... 30мм от конца, крепко обхватывая четырьмя пальцами и прижимая к ладони, большой палец накладывают на указательный В таком положении производят замах и удар. При движении молотка вверх три пальца слегка разжимают, ручку удерживают только большим и указательным пальцами. При движении молотка вниз все пальцы сжимают, что обеспечивает более сильный удар.
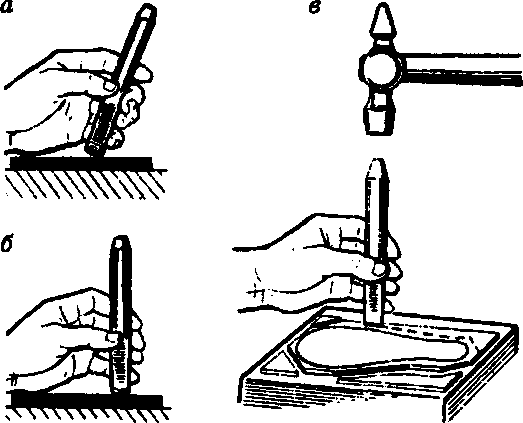
Качество и производительность рубки зависят от вида удара молотком. Различают три вида удара: кистевой, локтевой и плечевой
При кистевом ударе изгибается только кисть правой руки. Таким ударом пользуются при выполнении легкой и точной работы (снятие тонких слоев металла, удаление небольших неровностей, рубка тонкой листовой стали). При локтевом ударе рука изгибается в локте и удар получается более сильным. Этим ударом пользуются при обычной рубке, снятии слоя металла средней толщины, прорубании пазов и канавок. При плечевом ударе рука движется в плечевом суставе, при этом получается большой замах и максимальная сила удара. Плечевой удар применяется при рубке толстого металла, удалении большого припуска за один проход, обработке больших плоскостей.
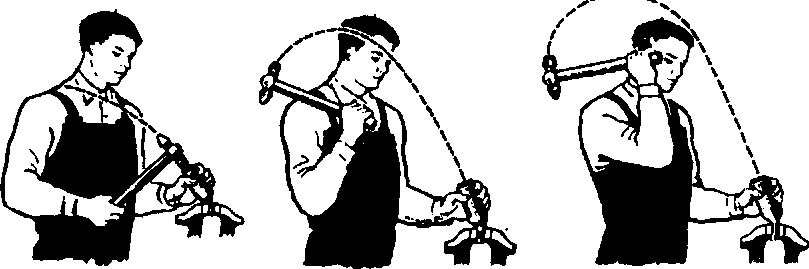
Виды ударов при рубке: о - кистевой; б - локтевой; в - плечевой
Частота замахов молотком в минуту должна быть 40-60 при кистевом, 30-40 замахов при локтевом и плечевом ударах.
Сила удара зависит от массы молотка (ее выбирают так, чтобы на каждый миллиметр ширины лезвия зубила приходилось 40г массы молотка, на 1мм лезвия крейцмейселя - 80 г), длины его рукоятки, длины руки рабочего, вида удара.
Удары должны быть меткими, т.е. приходиться по вершине закругленной ударной части зубила. Во время рубки смотрят на режущую часть зубила, а не на ударную, т.е. следят за правильным положением лезвия зубила.
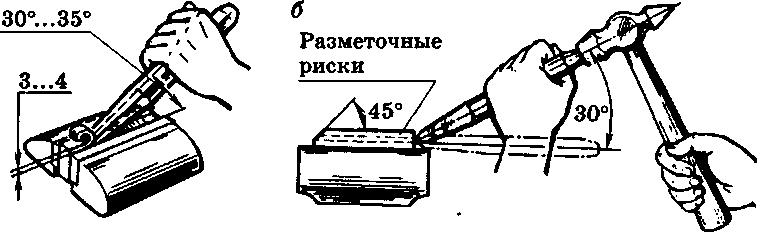
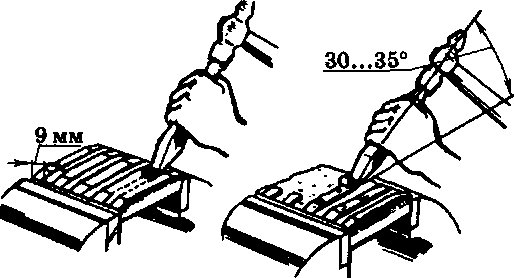
При рубке металла большое значение имеет правильная установка оси зубила по отношению к обрабатываемой поверхности заготовки. Угол между зубилом и продольной осью губок тисков должен составлять 45°. Угол наклона зубила к горизонтальной плоскости заготовки зависит от угла заострения зубила и колеблется от 30° до 35°. При меньшем угле наклона зубило скользит, а не режет, а при большем - излишне углубляется в металл и обусловливает большую неровность обработанной поверхности.
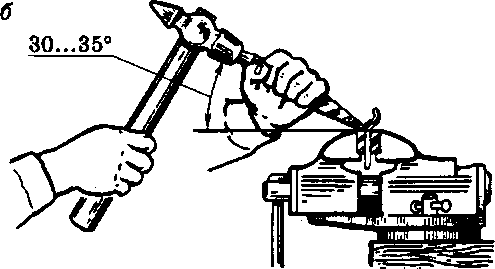
. Углы наклона зубила: а - к продольной оси губок тисков; б - к горизонтальной плоскости заготовки
В процессе рубки металла руки должны действовать согласованно. Правой рукой надо точно ударять молотком по зубилу, левой - в промежутках между ударами перемещать зубило по металлу.
При рубке полосового и листового металла по уровню губок тисков часть заготовки, уходящая в стружку (срубаемая), должна находиться над губками тисков, риска разметки - точно на уровне губок без перекоса, в начале рубки заготовка не должна выступать за правый торец губок. Рубку выполняют локтевым ударом. Если разметочные риски находятся выше уровня губок, чтобы зубило излишне не углублялось в металл, угол между осью зубила и обрабатываемой поверхностью надо периодически уменьшать
Рубка полосового и листового металла в тисках по разметке
При значительной ширине полосового или листового металла зубило поворачивают к себе на угол 45°. При этом лезвие идет наискось и стружка завивается.
При срубании слоя металла на широкой плоской поверхности заготовка или разметочные риски должны выступать над губками тисков на 5... 10мм Вначале крейцмейселем прорубают канавки шириной 8... 10мм. Ширина промежутков между канавками должна составлять 0,8 длины режущей кромки зубила, применяемого при рубке. Затем зубилом срубают образовавшиеся выступы. Толщина стружки, снимаемая крейцмейселем за один проход, равна 0,5... 1,0мм, а при срубании выступов - 1,5...2,0 мм. Чугун, бронзу и другие хрупкие материалы нельзя рубить до противоположной стороны заготовки. В данном случае рубку заканчивают с противоположной стороны.
Вырубание пазов и канавок разной формы производят в такой последовательности: сначала на обрабатываемую поверхность заготовки наносят риски, затем крейцмейселем прорубают канавки (1,5...2,0 мм за каждый проход).
. Вырубание криволинейных пазов и канавок
Оставшиеся после рубки неровности устраняют канавочником, придавая пазам одинаковую ширину и глубину.
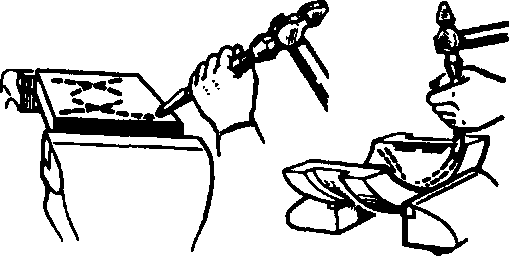
Прутковый материал разрубают на плите или наковальне. Размеченный по всему периметру пруток кладут на плиту, зубило устанавливают вертикально и локтевыми ударами надрубают пруток с одной стороны. Затем его переворачивают и рубят с другой стороны. Зубило при этом обхватывают всеми пальцами левой руки или держат неполным обхватом. Когда остается тонкая перемычка, пруток кладут на плиту и легкими кистевыми или локтевыми ударами заканчивают рубку. Круглые прутки поворачивают после каждого удара.
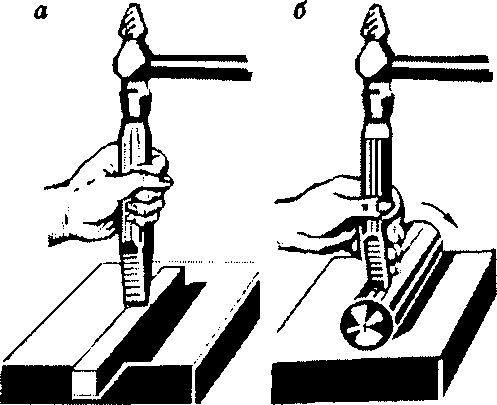
Рис. 4.14. Рубка пруткового материала: а - квадратного профиля; б - круглого профиля
Заготовку из листового металла вырубают в такой последовательности:
1) делают разметку заготовки;
-
кладут листовой металл на плиту (если толщина металла до 2 мм, то под ним располагают подкладку из мягкой стали и рубят с одного удара);
-
устанавливают зубило наклонно так (не доходя до разметки 2...3 мм - это припуск на дальнейшую обработку), чтобы лезвие
-
было направлено вдоль разметочной риски;
б.Установка зубила при рубке листового металла: а - начало установки; б - конец установки; в - прорубание по контуру
-
придают зубилу вертикальное положение и наносят молотком легкие удары, прорубая по контуру.
-
рубят по контуру, нанося по зубилу сильные плечевые удары. При перестановке зубила часть лезвия оставляют в прорубленной канавке, а зубило из наклонного положения вновь переводят в вертикальное и наносят следующий удар. Так поступают непрерывно до конца разметочной риски.
При толщине листового металла более 2 мм лист переворачивают и рубку продолжают с противоположной стороны листа.
По окончании рубки заготовку можно обломать либо выбить из замкнутого контура молотком.
При вырубании заготовки с криволинейными контурами необходимо пользоваться зубилом с закругленным лезвием или крейцмейселем.
При рубке цветных сплавов рекомендуется режущую часть зубила слегка смачивать мыльной водой или протирать промасленной тряпкой, а при рубке алюминия - скипидаром. Это способствует увеличению стойкости режущей части зубила. Самостоятельная работа: Механизация процесса рубки.
6 Инструмент и приспособления применяемые при рубке. Цель изучить: - перечень инструментов и приспособлений применяемых при рубки;
Сформировать умения по: - выполнени заточки режущих поверхностей инструмента. Инструмент для рубки
Режущий инструмент при рубке - это зубило, крейцмейсель и канавочник, а ударный - слесарный молоток.
Слесарное зубило состоит из трех частей: ударной (бойка), средней и рабочей. Рабочая часть зубила заканчивается заточенной клиновой формой, которая является режущей. Рабочая и ударная части зубила закаливаются, а затем отпускаются. После термической обработки рабочая часть зубила имеет твердость HRC 55. ..60, боек - HRC 35. ..40. Средняя часть зубила не закаливается.
Зубило изготавливают длиной 100,125,150,175 и 200 мм, ширина рабочей части - соответственно 5,10,15, 20 и 25 мм.
Рубка широких поверхностей
Крейцмейсель (рис 4.2, б) отличается от зубила более узкой режущей кромкой. Он применяется для вырубания узких канавок, пазов и т.п. Чтобы крейцмейсель, углубляясь в канавку, не заклинивался, его режущую кромку делают несколько шире рабочей части. Крейцмейселем пользуются также для срубания припуска с широкой поверхности. В этом случае сначала прорубают узкие канавки, а затем выступающие части срубают зубилом. Углы заточки, твердость рабочей и ударной частей крейцмейселя те же, что и у зубила.
Канавочник отличается от крейцмейселя только изогнутой формой режущей кромки и применяется для вырубания смазочных канавок во вкладышах и втулках подшипников скольжения.
Зубило, крейцмейсель и канавочник изготавливают из сталей марок У7А, У8А, 7ХФ, 8ХФ.
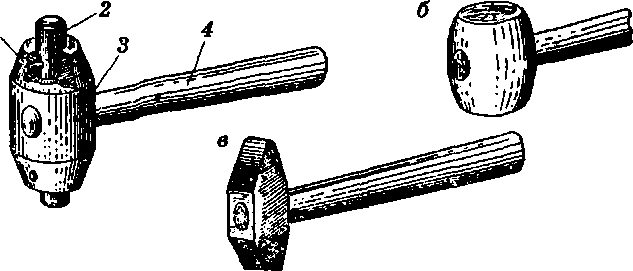
В качестве ударного инструмента при рубке металла и при слесарно-монтажных работах применяются слесарные молотки. Они бывают двух типов: с круглым бойком и квадратным.
Молоток состоит из рабочих частей (бойка и носка), а также средней части с отверстием под рукоятку. Изготавливают молотки из стали марок У7, 50, 40Х. Боек и носок закаливают с последующим отпуском до твердости HRC 50...56. Сердцевина молотка должна оставаться вязкой и незакаленной.
Основной характеристикой молотка является его масса.
Характеристика и области применения слесарных молотков
Тип молотка
Масса молотка, г
Область применения
С квадратным бойком
500,100, 200 400,500, 600 800,1000
Разметка, инструментальные работы Слесарные работы Ремонтные работы
С круглым бойком
200 400,500, 600 800,1000
Разметка, инструментальные работы Слесарные работы Ремонтные работы
Отверстие под рукоятку имеет овальную форму, расширяющуюся к выходу в обе стороны. Это обеспечивает надежное крепление молотка на рукоятке. Располагается отверстие так, чтобы его центр был к носку ближе, чем центр тяжести молотка. Это обеспечивает большую устойчивость и лучшее использование массы при ударе.
Молотки насаживают на деревянные рукоятки из твердых и упругих пород деревьев (кизил, граб, клен, рябина, ясень, береза). Рукоятка имеет овальное сечение, увеличивающееся к концу, и должна иметь гладкую, отполированную поверхность. Закрепляется молоток деревянными или металлическими клиньями. Рекомендуется следующая длина ручки: 200 мм для молотка массой 50 г, 250 - для молотка массой 100 и 200 г, 320 - для молотка массой 400 и 500 г, 360 - для молотка массой 600 и 800 г и 400 мм для молотка массой 1000 г.
Заточка инструмента для рубки
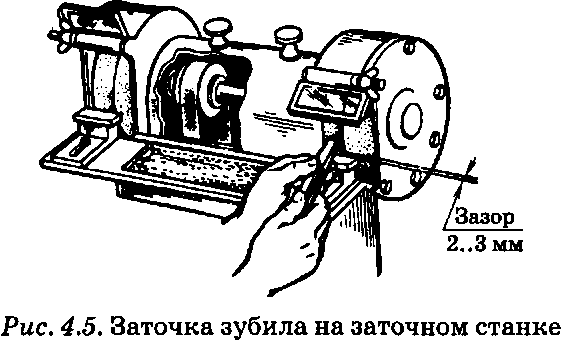
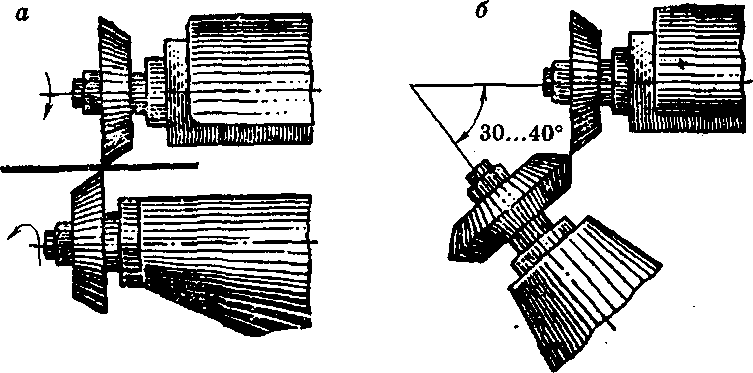
Заточку зубил и крейцмейселей производят на заточных (точильных) станках Для заточки инструмента из инструментальной стали (углеродистой, легированной) применяют шлифовальный круг из электрокорунда зернистостью 40, 50 или 63 на керамической связке.Перед началом работы надо установить подручник заточного станка таким образом, чтобы зазор между ним и периферией шлифовального круга не превышал 2...3 мм, опустить защитный экран и включить заточный станок. Взяв зубило в обе руки, расположить его под углом 30...40° к периферии круга и с легким нажимом медленно перемещать по всей ширине круга. В процессе заточки зубило следует периодически поворачивать то одной, то другой стороной, что обеспечит равномерную и симметричную заточку. При этом его для охлаждения надо опускать в воду. Нельзя допускать сильных нажимов на затачиваемый инструмент, так как это приводит к перегреву режущей кромки и потере первоначальной твердости инструмента. Боковые грани зубила после заточки должны быть плоскими, одинаковыми по ширине и с одинаковыми углами наклона. После заточки мелкозернистым абразивным бруском снимают заусенцы на режущей кромке зубила (заправляют зубило).
Рекомендуемые углы заточки зубила: 35...40° для рубки мягких материалов (алюминия, меди и латуни); 60° для материалов средней твердости (сталь); 70° для твердых материалов (чугун и твердая сталь).
Угол заточки проверяют шаблоном, на котором имеются угловые вырезы с углами 35°, 45°, 60°, 70.°
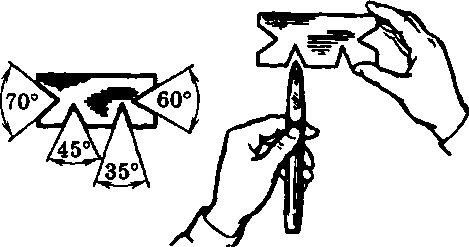
Контроль заточки зубила шаблоном
7. Резка металлов. Цель изучить: сущность процесса резки металла; виды резки.
Резка (разрезание) - операция по отделению частей от сортового либо листового металла. Резка отличается от рубки тем, что ударные усилия заменяются нагрузками. Она выполняется двумя способами: со снятием стружки и без снятия. Для резки со снятием стружки используются: ручная ножовка, отрезные ножовочные станки, пилы по металлу, металлорежущие станки (токарные, фрезерные, шлифовальные), автогенная газовая резка, анодно-механическая резка и т.д. Резка без снятия стружки производится ручными, рычажными и механическими ножницами, кусачками, труборезами, пресс-ножницами, параллельными (гильотинными) ножницами, штампами и т.д. Резка бывает ручная и машинная.
Ручную ножовку применяют для разрезания листов, полосового, круглого и профильного металла, прорезания пазов, обрезки и вырезки заготовок по контуру и т.д.
Ручная слесарная ножовка состоит из станка (рамки) 5, рукоятки 6 и ножовочного полотна 3. Полотно вставляют концами в прорези подвижной 2 и неподвижной 4 головок, после чего закрепляют штифтами и натягивают винтом с барашковой гайкой 1. Ножовочные рамки изготавливают цельными и раздвижными. Первые служат для закрепления ножовочных полотен одной определенной длины, вторые позволяют закреплять ножовочные полотна разной длины.
Ножовочное полотно представляет собой узкую стальную закаленную пластину с зубьями на одном или двух ребрах и двумя отверстиями по краям .Длина ручного ножовочного полотна равна расстоянию между центрами двух ее отверстий. Согласно ГОСТ 6645-86 можно выделить следующие
основные размеры ножовочного полотна: длина l , ширина h, высота b, шаг Р зубьев. Наиболее часто применяют ножовочные полотна для ручных ножовок длиной l , равной 250 или 300мм, высотой b, равной 13 или 16мм, шириной h, равной 0,65 и 0,8мм соответственно.
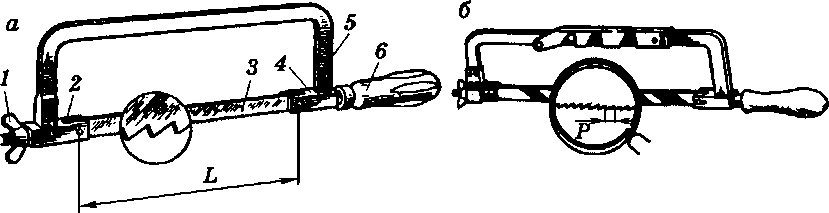
. Ручные слесарные ножовки: а - цельная (1 - барашковая гайка; 2 - подвижная головка; 3 - ножовочное полотно; 4 - неподвижная головка; 5 - рамка;
6 - рукоятка); б - раздвижная
Каждый зуб ножовочного полотна имеет форму клина и следующую геометрию: задний угол а, угол заострения передний угол у, угол резания 5. Для геометрии ножовочного полотна выполняются равенства:
а + Р + у=90°; а + р = 5.
При резке стружка, имеющая вид запятой, размещается между двумя соседними зубьями до тех пор, пока острие зуба не выйдет из пропила. Величина стружечного пространства зависит от величины заднего угла а, переднего угла у и шага Р. Для резки металлов различной твердости принимают следующие величины углов: у= 0...120, а= 35...40°, р = 43...60°. Для разрезания более твердых материалов применяются полотна, у которых угол заострения Р больше, для разрезания мягких материалов - меньше.
Шаг Р зубьев ножовочного полотна - расстояние между двумя смежными зубьями Выбор ножовочного полотна с соответствующим шагом зависит от свойств разрезаемого металла. Для разрезания чугуна, мягкой стали используется полотно с шагом 1,2... 1,5 мм, профильного стального
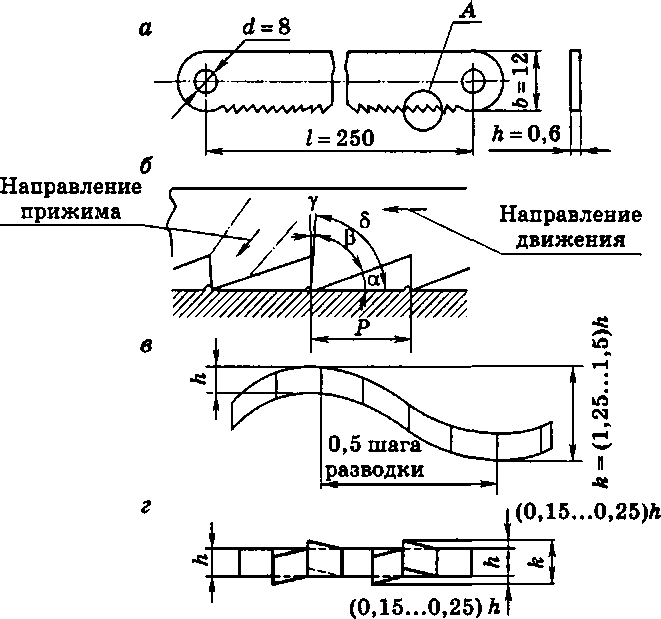
. Ножовочное полотно: а - устройство полотна; б - геометрия зуба полотна; в - разводка по полотну; г - разводка по зубу; h - ширина реза
проката и труб, цветных металлов - 1,25, тонкостенных труб, тонкого профильного проката, мягких и вязких металлов и сплавов (латунь, медь) - 1,0, для листовой стали - с шагом 0,8 мм.
Чтобы избежать заедания ножовочного полотна в металле, зубья разводят. Существуют два способа разводки: 1) по полотну (волнистая разводка), когда полотно изгибается так, чтобы образовать волны с шагом 8Р; 2) по зубу- разводятся в разные стороны только зубья и не затрагивается полотно. Разводка по полотну применяется для полотен с шагом до 0,8мм, разводка по зубу - для полотен с шагом более 0,8мм.
Полотна изготавливают из стали марок У10А, Р9, Х6ВФ твердостью HRC 61...64.
Прежде чем преступить к резке металла, необходимо выбрать ножовочное полотно с учетом твердости, формы и размеров разрезаемого металла. Полотно ножовки надо устанавливать в прорези головок ножовочного станка так, чтобы зубья были направлены острием от ручки. При этом первым вставляют в неподвижную головку конец полотна до совпадения отверстий и фиксируют положение установкой в них штифта. Затем в прорезь подвижной головки вставляют второй конец полотна и закрепляют его вторым штифтом. Натягивают полотно вращением барашковой гайки ном перекосе может разорваться, а слабо натянутое изгибается в процессе резки и ломается.
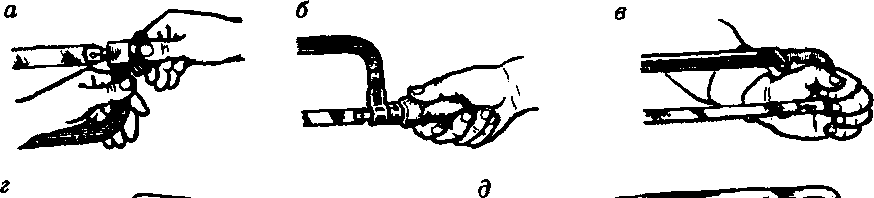
Приемы работы слесарной ножовкой: а - натяжение ножовочного полотна; б - положение правой руки; в - положение левой руки; г - врезание в прокат прямоугольного сечения; д - врезание в круглый пруток; е - разрезание тонкого листа
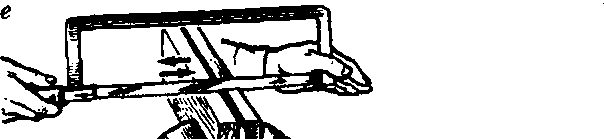
Затем заготовку размечают и надежно закрепляют в тисках. Высота тисков должна соответствовать росту рабочего . Стоять при резке надо вполуоборот к тискам, т.е.
под углом 45° к продольной оси тисков Расстояние между тисками и корпусом работающего должно быть 200...300 мм. Стоять перед тисками надо прямо, свободно и устойчиво. Левую ногу выставляют вперед и опирают на нее корпус. Ступни ног ставят так, чтобы они образовывали угол 60...700. Поза рабочего считается правильной, если между плечевой и локтевой частями согнутой в локте правой руки с ножовкой, установленной на губки тисков, образуется прямой угол .
. Положение при работе ножовкой: а - корпуса и ножовки; б - ног (ступней)
Рукоятку ножовки обхватывают четырьмя пальцами правой руки, при этом конец рукоятки должен упираться в середину ладони, а большой палец накладывают вдоль ручки Левой рукой берут рамку ножовки так, чтобы большой палец находился внутри рамки. Для облегчения врезания ножовку наклоняют к заднему ребру : заготовки либо ставят у места реза металлический упор и упирают в него полотно ножовки. В некоторых случаях в месте будущего реза трехгранным напильником делают неглубокий пропил для лучшего направления ножовки. При резке надо координировать усилия правой и левой рук. Движение ножовки должно быть строго горизонтальным. Нажимают на ножовку обеими руками, но наибольшее усилие делают левой рукой, а правой осуществляют возвратно-поступательные движения ножовки.
Процесс резки состоит из двух ходов: рабочего, когда ножовка перемещается вперед от работающего, и холостого, когда ножовка перемещается назад по направлению к работающему. При холостом ходе на ножовку не нажимают, а тянут ее на себя. При рабочем ходе нажимают на ножовку обеими руками, обеспечивая усилие резания.
При работе ножовкой необходимо соблюдать следующие правила:
-
в работе должно участвовать все полотно;
-
работать ножовкой следует не спеша, без рывков, плавно;
-
ритм работы ножовкой - 30...40 двойных ходов в минуту при резке твердой стали, 40...50 при резке стали средней твердости и 50...60 двойных ходов в минуту для резки мягкой стали и цветных сплавов;
-
короткие заготовки режут по наиболее широкой стороне;
-
перед окончанием распила нажим на ножовку ослабляют, поскольку при сильном нажиме ножовочное полотно может сломаться и нанести рабочему травму;
-
полотно надо периодически смазывать минеральным маслом или графитной смазкой;
-
новым полотном следует резать более мягкие стали и сплавы, притупившимся - более твердые;
-
нажим на ножовку зависит от твердости металла и размера разрезаемой детали (твердые металлы требуют более сильного нажима, чем мягкие, узкие детали - меньшего нажима);
-
заготовка должна надежно закрепляться в тисках;
-
если полотно «увело» в сторону от разметочной риски, надо повернуть заготовку и начать резку в новом месте.
Слесарной ножовкой разрезают заготовки разных профиля и сечений. При этом надо учитывать некоторые особенности разрезания этих заготовок.
1. Полосовой материал разрезают по узкой плоскости, если его .толщина обеспечивает одновременную работу не менее трех зубьев. Поэтому тонкий полосовой материал режут следующими способами: а) по широкой грани; б) по узкой грани зажав заготовку между двумя деревянными брусками; в) по узкой грани, собрав несколько одинаковых заготовок вместе (пакет). Данные способы резки узких заготовок исключают выкрашивание зубьев полотна.
-
Круглые, квадратные, шестигранные прутки режут при горизонтальном положении ножовки, но так, чтобы полотно не встречало при движении острых углов. Такие прутки обычно надрезают с двух или четырех сторон.
-
При резке достаточно широких поверхностей необходимо наклонять ножовку попеременно к заднему и переднему ребрам заготовки. При этом разрезание идет не по всей ширине среза и работа облегчается.
-
Приемы резки: а - пилой лобзика; б - резка трубы ножовкой; в - прорезание шлицев
При длинных или глубоких резах, когда не удается донести рез до конца из-за того, что рамка ножовки упирается в торец заготовки и мешает дальнейшей резке, необходимо повернуть полотно в рамке на 90°.
5.При резке заготовок с замкнутым прямолинейным контуром резку также выполняют с поворотом полотна на 90°. Перед резкой в заготовке в местах пересечения будущих резов сверлят отверстия диаметром, равным ширине полотна, и, пропустив полотно через отверстия, закрепляют его в рамке и режут по разметке.
-
Резку трубы выполняют по разметке, зажав ее в параллельных тисках. Тонкостенные и чисто обработанные по наружной поверхности трубы режут, зажав их в тисках между двумя деревянными брусками При резке следует периодически поворачивать трубу. Резать надо при весьма легком нажиме и при этом не отклонять ножовочное полотно в сторону от разметочной риски. Если ножовку «уводит» в сторону от разметочной риски, то трубу надо повернуть и начать рез в новом месте.
-
Прежде чем приступить к разрезанию металла фасонного сечения, например углового профиля, необходимо с помощью угольника и чертилки нанести разметочные риски в местах реза на обеих полках (при разрезании швеллера риску следует нанести и на его стенку). После этого разрезаемый металл зажимают в тисках так, чтобы были видны риски обеих полок, и трехгранным напильником делают небольшой пропил по риске со стороны угла основания профиля. Установив ножовочное полотно в пропил, начинают резать профиль, держа ножовку в наклонном положении, а затем выравнивают и режут в горизонтальном положении. При резке ножовкой заготовок разного профиля необходимо все время следить за ее направлением, не давая отклоняться от разметочной риски.
9. Ножовку можно использовать для получения прорезей в головках винтов.
Самостоятельная работа: Механизация процесса резки.
8 Инструмент и приспособления применяемые при резке. Цель изучить:- перечень инструментов и приспособлений применяемых при резке. - приёмы пользования слесарными ножницами.
Ручными ножницами разрезают тонкий листовой материал: сталь толщиной 0,5...0,7 мм, кровельное железо, цветные металлы толщиной до 1,5мм. Ножницы имеют два коротких лезвия (ножа) и две длинные ручки. Обе части ножниц соединены шарниром. Длина ножниц колеблется от 200 до 40 мм.
Разрезание листового и полосового металла ножницами осуществляется без снятия стружки методом пластической деформации. Суть этого процесса заключается в отделении части металла под давлением пары режущих ножей по линии их направления. Оба ножа, вдавливаясь, производят смятие поверхности металла, а затем разделяют его. Для получения чистого среза необходимо правильно выбрать зазор между верхним и нижним ножами. При малом зазоре поверхность среза будет шероховатой, «рваной». При большом зазоре поверхность среза будет иметь большие заусенцы. Величина зазора между ножами зависит от толщины разрезаемого металла. У ручных ножниц этот зазор обычно не превышает 0,1.. .0,8 мм.
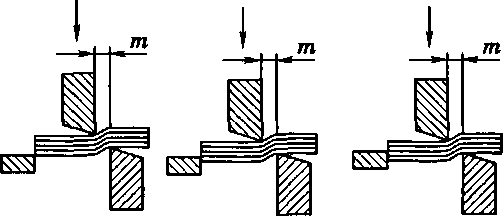
. Процесс разрезания ножницами
Допустимый зазор
А-А
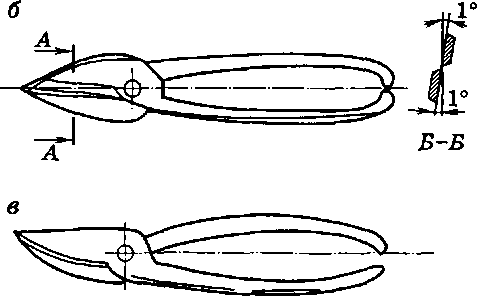
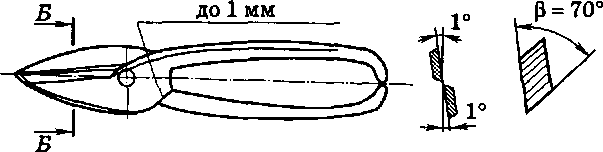
Рис. 7.8. Ручные ножницы:
а - правые; б - левые; в - с криволинейным режущим лезвиемВ сечении режущая часть ножниц имеет форму клина с углом заострения = 70° . Большой угол заострения берется для того, чтобы при резке лезвия не выкрашивались.
Ручные ножницы изготавливают с прямыми (, а, б) и криволинейными (, в) режущими лезвиями.
По расположению режущей кромки лезвия ручные ножницы бывают правые и левые. Правыми называют ножницы, у которых во время резки скос на нижнем лезвии находится с правой стороны, левыми - ножницы, у которых скос находится слева. Правыми ножницами режут по левой кромке изделия в направлении движения часовой стрелки, а левыми ножницами - по правой кромке изделия против хода часовой стрелки. В основном применяют правые ножницы, так как при резке все время видна разметочная риска.
. Приемы держания ножниц
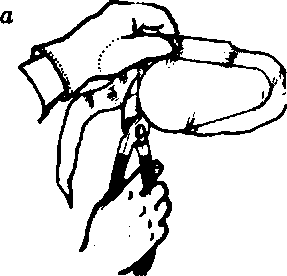
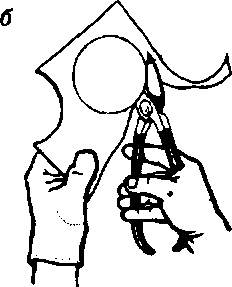
. Приемы резки ножницами: а - правыми; б - левымиПри резке ножницы держат в правой руке. Большой палец располагают на верхней рукоятке, тремя пальцами обхватывают нижнюю рукоятку, а указательный палец или мизинец помещают между рукоятками (для раздвигания их).
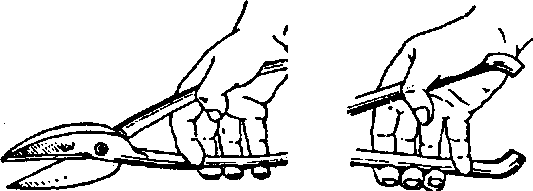
Наименьшее усилие при резке будет тогда, когда материал глубже вдвигается в зев лезвия ножниц. Однако при большом раскрытии лезвий горизонтальная составляющая усилия резания увеличивается настолько, что ножницы не режут, а выталкивают металл. При величине угла раскрытия примерно 30° силы трения и усилие левой руки рабочего способны противодействовать выталкивающему усилию. Этот угол следует считать наиболее благоприятным для резки металлов ручными ножницами. Ножницы устанавливают перпендикулярно к разрезаемой поверхности (иначе они будут мять металл) и перемещают по разметочной линии, плотно прижимая к прорези. Чтобы отрезаемая полоса металла не мешала, ее отгибают. Ножницами режут только пластичные металлы и сплавы. Листовой металл толщиной до 2 мм можно разрезать ручными ножницами, как показано на рис.. Ножницы нижней ручкой закрепляют в слесарные тиски, левой рукой подают заготовку в разъем лезвий, а правой рукой создают усилие резания и разжим ножниц. Не разрешается наносить удары молотком по верхней ручке, так как это может вызвать поломку ножниц.
. Схема усилий при резке . Резка ножницами
в слесарных тисках

Для резки листовой стали толщиной до 2,5 мм применяют силовые ножницы. При работе рукоятку 8 (с насечкой) закрепляют в тисках, а рукоятку 1 (рабочую с пластмассовым наконечником) захватывают правой рукой. Рабочая рукоятка 1 представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 3 заканчивается ножом 5 и соединен витом 6 через шайбу 4 с рукояткой 8. Эта система рычагов увеличивает силу резания примерно в два раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам потайными заклепками. Эти ножницы имеют специальное приспособление для резки прутков диаметром до 8 мм.
Для разрезания металла толщиной до 2 мм применяют стуловые ножницы. Нижнюю ручку закрепляют в параллельных тисках или крепят на столе либо на другом жестком основании. Эти ножницы малопроизводительны, при работе требуют значительных усилий, поэтому их применяют для разрезания небольшой партии деталей.
Для разрезания листового металла толщиной до 4 мм применяют рычажные ножницы. Нижний нож 1, заточенный под углом 90°, закреплен на основании ножниц неподвижно. Верхний нож 3 с криволинейным лезвием перемещается рычагом 2. Разрезаемый металл 4 укладывают на нижний нож так, чтобы разметочная линия располагалась под верхним ножом. Движением рычага вниз лист надрезают. Затем рычаг отводят, заготовка подается дальше по разметке, и процесс многократно повторяют до полного разрезания.
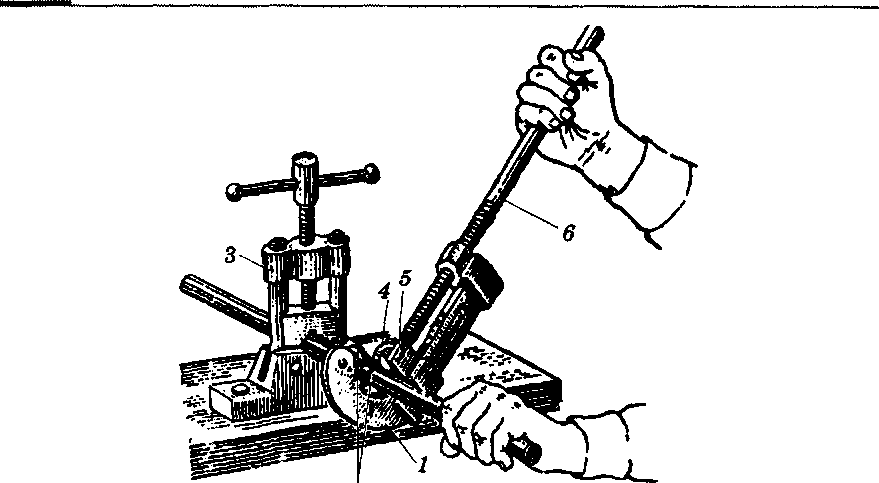
. Резка труб труборезом: 1 - корпус; 2 - режущие ролики; 3 - трубный прижим; 4 - подвижный ролик; 5 - подвижная щека; 6 - винт
На рис. 1.11 показана конструкция еще одних рычажных ножниц для резки листового материала, круглых прутков и металлических угольников размерами 35 х 35 х 5 мм. Для резки труб без снятия стружки используют труборезы. Резка труборезом производительнее, чем ножовками. Труборезы изготавливают трех размеров: №1,2,3 для разрезания труб диаметром соответственно 1/4...3/4", 1...2,5" и 3...4". 'Грехроликовый труборез имеет два острозаточенных режущих диска (ролика) 2, установленных на неподвижных
осях в корпусе 1, и подвижный ролик 4, установленный в подвижной щеке 5. Трубу зажимают в трубном прижиме 3. На нее надевают труборез и, вращая винт 6, вдавливают ролик в металл. Вращают труборез вокруг трубы и выполняют резку по разметке, периодически поджимая ролик. Место реза смазывают машинным маслом. Машинная резка выполняется с применением отрезного оборудования и устройств различного вида.
На рис. показана конструкция пневматических ножниц, с помощью которых можно резать листовую сталь толщиной до 2,5 мм и листы из цветных металлов толщиной до 4мм. При нажиме курка 4 золотник 6 перемещается во втулке вниз и соединяет канал 3 в рукоятке 2 с нижним воздухо-проводящим каналом во вставке 18. Сжатый воздух от штуцера 1 поступает в камеру 7, а из нее - под поршень 8 камеры 9.
. Машинные ножницы: а - пневматические (1 - штуцер; 2 - рукоятка; 3 - канал; 4 - курок; 5 - пружина; 6 - золотник; 7,9 - камеры; 8 - поршень; 10 - неподвижная губка; 11 - нижний нож; 12 - верхний нож; 13 - подвижная губка; 14 - серьга; 15 - рычаг; 16 - шток; 17 - воздухоприемная камера; 18 - втавка); б - электрические (2 - электродвигатель; 2 - редуктор; 3 - выключатель; 4 - рукоятка; 5 - скоба; 6 - нижний нож; 7 - верхний нож; 8 - эксцентрик); в - гильотинные (1 - станина; 2 - стол; 3 - стойка; 4 - кривошипный вал; 5 - шатун; 6 - электродвигатель; 7 - ползун; 8 - прижим; 9 - кронштейн)
Шток 16 поршня при этом поднимает правое плечо рычага 15, который, поворачиваясь, опускает серьгу 14, смыкая подвижную губку 13 и неподвижную 10. Верхний нож 12, опускаясь, давит на металл, оба ножа (11 и 12) сминают его поверхность, а затем разделяют металл. При отпускании курка он под действием пружины 5 возвращается в исходное положение, золотник 6 соединяет канал 3 с воздухоприемной камерой 17 и опускается, а верхний нож отходит вверх. При многократном нажатии и отпускании курка ножи продолжают резание, перемещаясь вперед по разметочным рискам. Производительность таких ножниц составляет 2,5 м/мин.
Электрические ножницы вибрационного действия. При резке ножницы держат правой рукой (указательный палец помещается на рычаге выключателя с курком). Левой рукой лист подают между ножницами, направляя его под режущую кромку верхнего ножа согласно разметке. Электрическими ножницами разрезают листовую сталь толщиной до 2,7 мм. Их производительность составляет 3...6 м/мин.
Гильотинные ножницы с наклонными ножами позволяют резать листовой металл толщиной до 32 мм, реже - полосовой прокат. Они имеют нижний неподвижный и верхний подвижный ножи.
Роликовые ножницы имеют два острозаточенных ролика или дисковые ножи. От электродвигателя через механическую передачу они получают вращение в разные стороны. Материал затягивается роликами и, проходя между ними, разрезается Они позволяют резать полосы, вырезать круглые диски и кольца, фасонные изделия из листового металла толщиной до 30мм.
. Роликовые ножницы: а - с параллельным расположением роликов; б - с наклонным расположением нижнего ролика
Для машинной резки со снятием стружки могут быть использованы механические ножовки (ножовочные пилы) и дисковые пилы.
Механические ножовки делятся на две группы: стационарные и переносные.
Газовая (автогенная) резка ведется с помощью обычного газосварочного оборудования; при этом сварочная горелка заменяется резаком, подающим ацетиленокислородную смесь.
Резаки бывают универсальные и специальные. К специальным относят резаки для подводной резки, вырезания отверстий и т.д. Существуют полуавтоматические и автоматические машины для газовой резки, обеспечивающие хорошее качество реза, высокую производительность и достаточно точность разрезания. Газовой резке могут подвергаться заг товки большой толщины (до 400мм, а иногда и более). Чугун цветные металлы и сплавы газовой резке не поддаются,
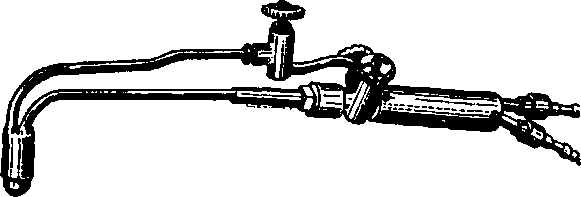
Ацетиленокислородный резак для ручной газовой резки
как образовавшиеся оксиды очень густые и не удаляются продувкой.
Электрические методы применяются для разрезания высоколегированных и жаростойких сталей, а также твердых сплавов, которые трудно поддаются или совсем не поддаются разрезанию обычным инструментом. К ним относят электродуговую, электроискровую и анодно-механическую резку.
Электродуговая резка металла применяется в тех случаях, когда газовая резка невозможна. Ее используют при разрезании стали, чугуна, цветных металлов и сплавов. Суть этой резки .заключается в том, что благодаря высокой температуре, создаваемой электрической дугой, металл плавится и, стекая, разрезает заготовку в зоне реза. Резку выполняют металлическим, угольным или графитовым электродом. Более качественную резку обеспечивают металлические электроды.
129Электроискровая резка основана на электрической эрозии (разрушении) материала заготовки. Конденсатор С, включенный в зарядный контур, заряжается через резистор R от источника постоянного тока напряжением 100...200 В. Когда напряжение на электродах 1 (инструмент) и 2 (заготовка) достигает пробойного, между их ближайшими микровыступами происходит искровой разряд продолжительностью 20...200 мкс.
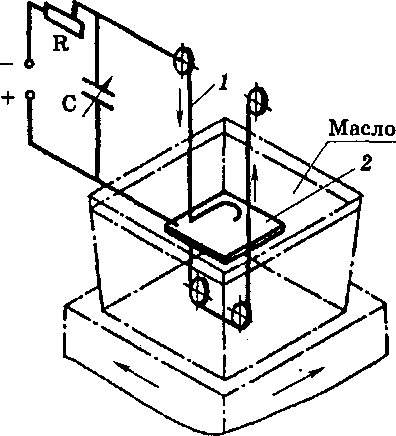
. Электроискровая резка заготовок: 1 - проволока (инструмент); 2 - заготовка
Температура разряда достигает 10 ООО...12 ООО °С. В месте разряда на заготовке мгновенно расплавляется и испаряется элементарный объем материала и образуется лунка. Разрядами, непрерывно следующими друг за другом, разрушается весь материал заготовки, находящийся от инструмента на расстоянии 0,01...0,05 мм.
Самостоятельная работа : Брак и способы его устранения при резке.
9 Правка и гибка металлов. Цель изучить:- суть процессов правки и гибки. - разновидности процессов правки и гибки.
Суть гибки
Гибка - слесарная операция по обработке металлов давлением, в результате которой заготовке или детали придается необходимая изогнутая форма. Это одна из наиболее распространенных слесарных операций. Она бывает ручная и машинная; выполняется при холодном либо горячем состоянии заготовки. Гибке подлежат только пластичные материалы.
Ручная слесарная гибка производится молотками (лучше применять молотки с мягкими бойками) в тисках, на плите или с помощью специальных гибочных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм - плоскогубцами или круглогубцами. Механизированная гибка выполняется на гибочных прессах и вальцах.
Детали и заготовки больших сечений гнут с предварительным подогревом, в результате чего металл становится более пластичным, что облегчает процесс гибки.
Суть гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом: на заготовку, свободно лежащую на двух опорах (рис. 6.1), действует Р, которая вызывает в заготовке изгибающие напряжения; если эти напряжения не превышают предел упругости материала, то заготовка принимает первоначальный вид, т.е. выпрямляется. Однако при гибке необходимо добиться, чтобы после снятия нагрузки заготовка сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической.
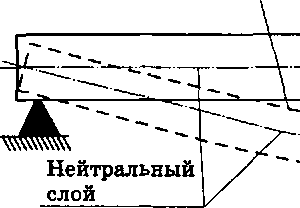
6В процессе гибки наружные слои металла растягиваются, а внутренние испытывают напряжение сжатия. Не изменяется длина слоя, которая совпадает с осевой линией. Этот слой металла называют средним или нейтральным. Только он в процессе гибки не деформируется, а значит, не меняет своих размеров. Следовательно, имея чертеж детали, расчет длины заготовки перед гибкой выполняют по нейтральному слою. Для этого, пользуясь чертежом, разбивают профиль детали на прямолинейные и криволинейные участки, вычисляют длины всех участков и путем их суммирования определяют длину заготовки. Размеры прямых участков определяют непосредственно по чертежу.
Трубы гнут ручным или машинным способом, в холодном и горячем состоянии, с наполнителем и без наполнителя. Способ гибки зависит от диаметра и материала трубы и величины угла загиба.
Стальные трубы диаметром до 10 мм гнут без наполнителя в холодном состоянии в гибочных приспособлениях. Стальные трубы диаметром от 10 до 30 мм гнут также в холодном состоянии, но с наполнителем. Чтобы при гибке на трубе не образовались складки, в нее засыпают мелкий сухой речной песок. Для этого один конец трубы заглушают деревянной пробкой, засыпают песок, слегка постукивая по трубе снизу вверх, уплотняют его и ставят вторую пробку. Стальные трубы диаметром более 30 мм гнут в горячем состоянии с наполнителем. В пробках, которыми заглушена труба, делают отверстия для выхода воздуха и газов при ее нагреве, иначе трубу может разорвать при гибке. Место изгиба намечают мелом.
Правка - слесарная операция по обработке металлов давлением с целью устранения на заготовках и деталях вмятин, выпучин, волнистостей, искривлений, короблений и других дефектов. Это подготовительная операция, предшествующая дальнейшей технологической обработке заготовки.
Правка осуществляется при холодном либо горячем состоянии заготовки (при больших ее сечениях); она выполняется ручным или машинным способом.
Горячая правка производится при температуре 850...1100°С для стальных заготовок, 350...470 °С для заготовок из дюралюминия. Нагрев выше указанных температур приводит к перегреву, а затем и к пережогу заготовок. Правке подвергают только пластичные металлы и сплавы. Бронза и чугун правке не подлежат.
5Рихтовка - слесарная операция по правке закаленных деталей, а также деталей, изогнутых через ребро жесткости. Устранение дефектов при рихтовке происходит за счет растяжения (т.е. удлинения) той или иной части металла детали. Рихтовка обычно выполняется ударами носком молотка или специальным рихтовальным молотком по детали; Самостоятельная работа: Машинная правка и гибка.
10 Инструменты применяемые при правки и гибки. Цель изучить:- перечень инструментов применяемых при правке и гибке; - перечень приспособлений применяемых при правке и гибке. -приемы правки игибки.
Рихтовка обычно выполняется ударами носком молотка или специальным рихтовальным молотком по детали; при этом

Правильные приспособления: а - рихтовальные бабки; б - правильная плита; в - наковальня
используют рихтовальные бабки. Рабочая часть поверхности рихтовальной бабки может быть цилиндрической или сферической формы с радиусом закругления 150...200 мм. Точность рихтовки достигает 0,05мм.
Ручная правка выполняется на стальных или чугунных правильных плитах, имеющих ровную и чистую рабочую поверхность. Самые распространенные размеры плит - 400х400, 750х 1000,1000х 1500мм. Устанавливают плиты на металлические или деревянные подставки высотой 800...900 мм. Мелкие детали правят на наковальнях.
В качестве инструмента для ручной правки используют слесарный молоток с круглым полированным бойком (молоток с квадратным бойком оставляет на заготовке вмятины); молотки со вставными бойками из мягких металлов - меди, свинца, а также дерева; деревянные молотки (киянки); гладилки (деревянные или металлические бруски). Для правки закаленных деталей применяют рихтовальные молотки с радиусными бойками массой 400...500 г. На рис. показан рихтовальный молоток, в корпус которого вмонтирован рабочий носок из твердого сплава.
. Молотки для правки: а - со вставными бойками из мягких металлов (I - штифт; 2 - боек; 3 - корпус; 4 - ручка); б- деревянный молоток (киянка); в - рихтовальный с радиусными бойками
1а
Рихтовальный молоток со вставкой из твердого сплава
Молотки со вставными бойками из мягких металлов применяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов, а гладилки и киянки - для правки тонкого листового и полосового металла и сплавов.
Приемы ручной правки

Кривизну заготовок проверяют визуально или по зазору между плитой и уложенной на нее заготовкой. Изогнутые места отмечают мелом. Для более точного контроля используют линейку и щуп.
Ручная правка основана на растяжении менее деформированных участков металла. Рассмотрим некоторые приемы правки различных заготовок и деталей.
Правку полосового металла производят на правильной плите или наковальне. Простейшей является правка металла, изогнутого по плоскости. В этом случае молотком наносят сначала сильные удары по наиболее выпуклым местам полосы, а затем по мере их распрямления уменьшают силу ударов.
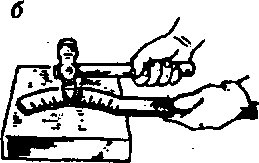
а - правка полосы, изогнутой по плоскости; б - правка полосы, изогнутой по ребру; в - правка полосы, имеющей скрученный изгиб; г - правка
прутка
Сложнее правка металла, изогнутого по ребру. Если в первом случае правка заключается в простом выравнивании полосы, то здесь прибегают к деформированию части металла растяжением, т.е. удары наносят в местах наиболее сжатых слоев полосы.
Правку полос, изогнутых по ребру, выполняют путем рихтовки. В таких случаях сильные удары наносят носком молотка с целью односторонней растяжки (удлинения) места изгиба; удары следует наносить от места растяжки на плоскости к краям полосы.
Правку полос, имеющих скрученный изгиб, рекомендуется производить путем раскручивания, для чего один конец заготовки зажимают в слесарные тиски, а на другом конце закрепляют ручные тисочки. Затем рычагом выпрямляют спиральную кривизну.
Правка прутка выполняется на плите или наковальне. Пруток укладывают размеченной поверхностью на плиту изогнутостью вверх. Удары молотком наносят по выпуклой части, регулируя силу удара с учетом диаметра прутка и величины изгиба. По мере выравнивания изгиба силу удара уменьшают. Заканчивают правку легкими ударами молотка и поворачиванием прутка вокруг его оси. Если пруток имеет несколько изгибов, то сначала правят ближайшие к концам, затем расположенные в середине.
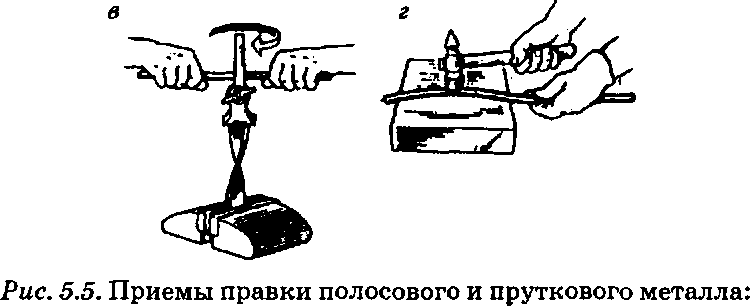
Пруток круглого сечения можно править с применением двух призм (рис. 5.6). Удары наносят по выпуклым частям прутка. В конце правку заканчивают на плите.
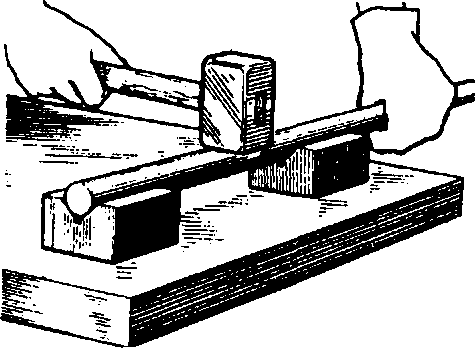
Правка вала (прутка) на призмах
Прутки и валы можно править наклепом. Вал укладывают на плиту изогнутостью вниз, а затем небольшим молотком наносят частые и легкие удары по его поверхности. После возникновения на поверхности наклепанного слоя просвет между валом и плитой исчезает и правку прекращают.
Наклепанный слой

Правка вала наклепом
Безударная (термическая) правка применяется для профильного металла: уголка, швеллера, тавра, а также пустотелых валов. Выпуклую часть металла разогревают до вишнево-красного цвета, а окружающие выпуклость слои охлаждают сырым асбестом или мокрой ветошью. Поскольку нагретый металл более пластичный, то при охлаждении струей сжатого воздуха нагретое место сжимается и металл выпрямляется.
Правка листового материала - более сложная операция. Листовой материал может иметь такие дефекты, как выпучины, волнистости.
1
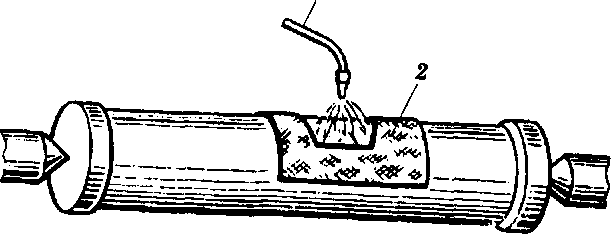
Безударная (термическая) правка: 1 - горелка; 2 - асбест
Выпучину предварительно обводят карандашом или мелом, затем кладут заготовку на плиту выпучиной вверх. Придерживая лист левой рукой в рукавице, правой наносят удары молотком от края листа по направлению к выпуклости (рис. 5.9, а). По мере приближения к выпучине удары наносят слабее и чаще. Во время правки заготовку поворачивают в горизонтальной плоскости так, чтобы удары равномерно распределялись по всей площади заготовки. Если на листе имеется несколько выпучин, то удары наносят в промежутки между ними. В результате этого лист растягивается и все выпуклости сводятся в одну общую, которую выправляют указанным выше способом.
. Правка листового материала: а - правка выпучины; б - правка волнистости; в - правка киянкой; г - правка гладилкой
Если лист имеет волнистость по краям, но ровную середину, то удары молотком наносят от середины листа к краям. От воздействия ударов лист в середине вытягивается и волны по краям листа исчезают. После этого лист следует повернуть и продолжать правку таким же способом до получения требуемых допусков прямолинейности и плоскостности.
Правку тонких листов производят деревянными молотками - киянками, а очень тонкие листы проглаживают деревянным или металлическим бруском - гладилкой, придерживая их на плите левой рукой. При правке лист периодически переворачивают.
Удары
Рихтовка закаленного угольника: а - угол меньше 90°; б - угол больше 90°
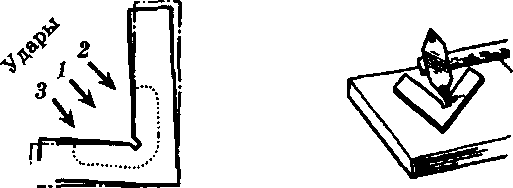
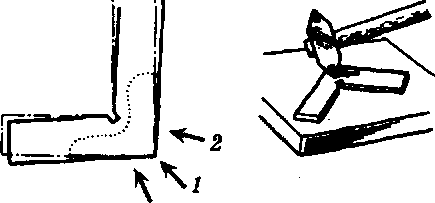
Многие детали после закалки меняют свою форму вследствие возникших в металле напряжений. Эти детали также подлежат правке (рихтовке). Рассмотрим рихтовку закаленного угольника. Если угол меньше 90°, то удары наносят рихтовальным молотком у вершины внутреннего угла; если угол больше 90°, то удары наносят у вершины наружного угла. Самостоятельная работа: Брак при правки и гибке.
11 Опиливание металлов. Цель изучить: процесс опиливание; виды опиливания .
Опиливанием называют операцию по снятию припуска к поверхности заготовки с помощью режущего инструмента напильника. Опиливание может выполняться ручным
способом или машинным (на опиловочных станках). Цель опиливания - придание деталям требуемых формы, размеров и заданной шероховатости поверхности. Опиливанием обрабатывают плоскости, выпуклые и вогнутые криволинейные поверхности, пазы и канавки, отверстия любой формы, поверхности, расположенные под различными углами. Точность при опиливании составляет 0,05 мм, а в отдельных случаях - 0,01 мм. Припуски при опиливании обычно небольшие - от 0,5 до 0,025 мм.
Опиливание является одной из самых распространенных и в то же время одной из самых трудоемких операций, выполняемых слесарем. Однако данная операция незаменима при изготовлений различны* приспособлений, инструмента, а также при выполнении ремонтных и слесарно-сборочных работ.
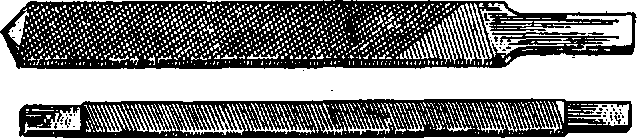
Основным слесарным инструментом для опиливания являются напильники. Haпильник - стальной закаленный брусок различных профиля и длины, на поверхности которого им полнена насечка.
Конструкция слесарного напильника показана на рис. Па рабочей части напильника выполнена насечка (режущие зубья). Она может быть образована насеканием на специальных пилонасекательных станках с помощью специального зубила, фрезерованием на фрезерных станках фрезами, протягиванием на протяжных станках специальными протяжками.
Напильники подразделяют по крупности насечки, форм насечки, длине и форме бруска, назначению.
По крупности насечки напильники делятся на драчевые (№ 0 и № 1), личные (№ 2 и № 3), бархатны'е (№ 4 и № 5). В зависимости от формы насечки бывают напильники с одинарной насечкой, двойной, рашпильной и дуговой.
Напильники с одинарной (простой) насечкой снимают широкую стружку. Их применяют для опиливания мягких металлов и сплавов (цинк, свинец, латунь, алюминий и др.) и неметаллических материалов (дерева).
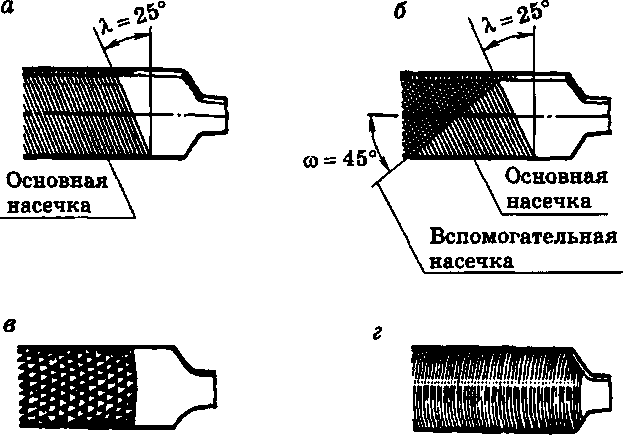
. Виды насечек напильников: а - одинарная; б - двойная; в - рашпильная; г - дуговая
Напильники с двойной (перекрестной) насечкой применяют для опиливания стали, чугуна и твердых материалов. В напильниках с двойной насечкой сначала насекается основная насечка под углом X = 25°, а затем вспомогательная под углом ю = 45°. При опиливании основная насечка снимает стружку, а вспомогательная дробит ее. Расстояние между соседними зубьями насечки называется шагом. Шаг основной насечки больше шага вспомогательной. В результате зубья располагаются друг за другом по прямой, составляющей с осы напильника 5°, и при его движении следы зубьев частично перекрывают друг друга, поэтому на обработанной поверхности уменьшается шероховатость, поверхность получается более чистой и гладкой.
Рашпилъная (точечная) насечка получается вдавливанием металла специальными трехгранными зубилами, которые оставляют расположенные в шахматном порядке выемки, способствующие лучшему размещению стружки.
Дуговую насечку получают фрезерованием. Она имеет глубокие впадины между зубьями и дугообразную форт му, обеспечивающую высокую производительность и хороше качество обработки поверхности. Напильники с дуговой насечкой применяют при обработке мягких металлов (медь, дюралюминий и др.).
По назначению напильники классифицируют следующим образом: общего назначения, специального назначения, надфили, рашпили, машинные.
Напильники общего назначения предназначены для выполнения общеслесарных работ. Они различаются по крупности насечки, форме и длине бруска. Их изготавливают длиной 100,125, 150, 200, 250, 300, 350 и 400 мм.
Самостоятельная работа: Дефекты при опиливании.
12 Конструкция и классификация напильников. Цель изучить: -классификацию напильников; правила хода за напильниками;
По форме бруска напильники делятся на следующие типы:
А - плоские
Б - плоские остроносые применяются для опиливания наружных или внутренних плоских поверхностей;
В - квадратные предназначены для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
Г - трехгранные предназначены для опилива ния острых углов величиной 60° и более, а также для заточи пил по дереву;
а б в
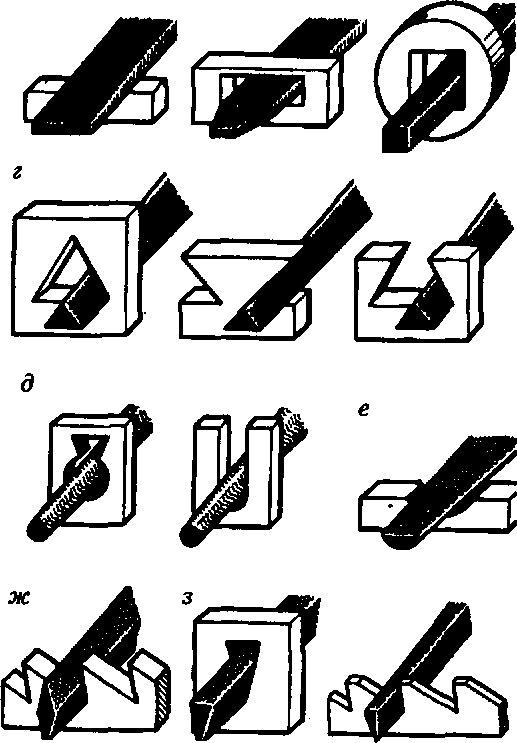
Формы сечения напильников общего назначения: а - плоский; б - плоский остроносый; в - квадратный; г - трехгранный; д - круглый; е - полукруглый; ж - ромбический;
з - ножовочный
Д - круглые применяются для распиливания круглых, овальных отверстий и вогнутых поверхностей небольшого радиуса;
Е - полукруглые используются для обработки вогнутых криволинейных поверхностей значительного радиуса и больших круглых отверстий, а также плоскостей, расположенных под углом более 30°;
Ж - ромбические применяются для опиливания дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станке, а также опиливания углов свыше 15° и пазов;
3 - ножовочные применяются при опиливании внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущего инструмента.
К напильникам специального назначения относятся: пазовые напильники для обработки узких пазов; плоские и квадратные напильники с фрезерованными зубьями для опиливания чугуна и цветных металлов; плоскопараллельные напильники прямоугольного сечения для отделочных работ на токарных станках; напильники для заточки и доводки режущего инструмента (алмазные); напильники для определения твердости (тарированные); напильники для обработки изделий из легких сплавов и неметаллических материалов.
Напильники маленьких размеров называют надфилями. Длина их рабочей части составляет 50, 60 и 80 мм. Формы поперечного сечения надфилей такие же, как и у напильников общего назначения Кроме того, выпускают надфили трехгранные односторонние, овальные и пазовые. Надфили каждого типа выпускают трех типоразмеров. Выпускаемые надфили имеют десять номеров насечки: 00; 0; 1; 2; 3; 4; 5; 6; 7; 8. Изготавливают надфили из стали марок У13 и У13А. Их применяют для точных специальных работ (лекальные, граверные, ювелирные работы, зачистка в труднодоступных места матриц, мелких отверстий, профильных участков изделия и т.д.).
Рашпили (рис. 8.6) предназначены для обработки мягки металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, дерево, пластмасса), когда напильник общего назначения непригодны для этих работ.
В зависимости от профиля рашпили общего назначение бывают плоские (тупоносые и остроносые), круглые и пол круглые с насечками № 1 и № 2 и длинной от 250 до 350 мм.
Машинные напильники (рис. 8.7) применяются для машинного опиливания на опиловочных станках с вращательным: движением (борнапильники и дисковые) и с возвратно-поступательным движением (стержневые). Борнапильники - это фасонные головки с насеченными или фрезерованными зубьям
Машинные напильники: а - борнапильники и дисковые напильники; б - стержневые
Их изготавливают цельными с хвостовиком или насадными па оправку. Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
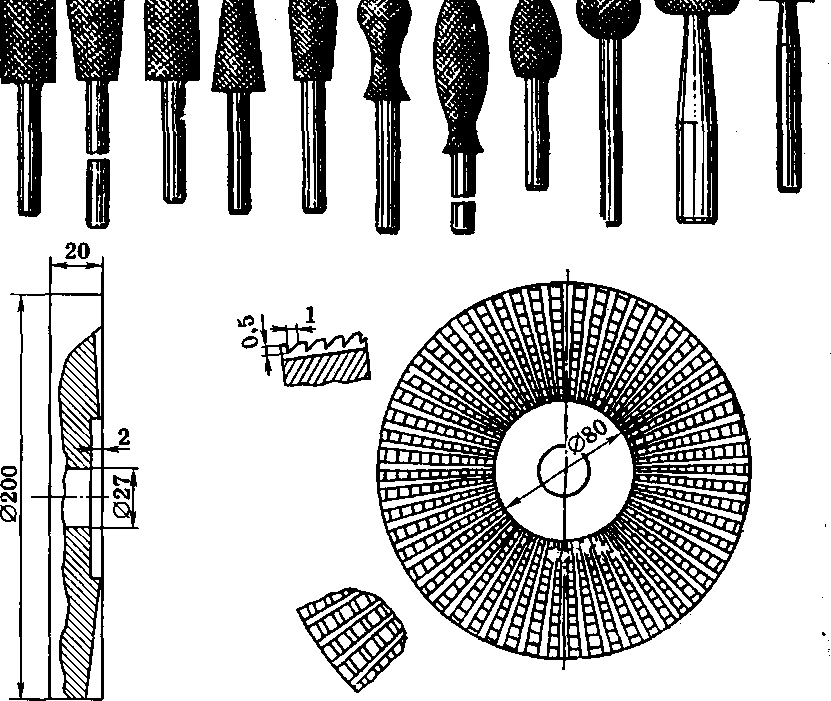
Дисковые напильники применяют для зачистки отливок поковок, снятия заусенцев на станках типа наждачных точ Диск имеет диаметр 150...200 мм и толщину 10...20 мм. Зуб фрезерованные или насеченные.
Стержневые напильники закрепляют на опиловочных станках с возвратно-поступательным движением в специальных патронах или в центрах - держателях станка. Эти напильники имеют такие же профили и насечку, как и напильники общего назначения
Новые напильники имеют светло-серый цвет и ровную насечку. Наличие на их поверхности темных мест свидетельствует о некачественной закалке или о том, что инструмент окислился. Дребезжание при постукивании указывает на наличие трещин.
Увеличение срока службы напильника обеспечивается правильным уходом. Так, например, нельзя обрабатывать напильником материалы, твердость которых превышает его твердость. Нельзя ударять по напильникам: из-за хрупкости они могут давать трещины и ломаться. Их укладывают на специальные подставки. Новым напильником надо обрабатывать сначала мягкие металлы, а после некоторого затупления более твердые. Необходимо помнить, что новыми напильниками не следует опиливать поверхность с окалиной или литейной коркой. Поверхность с окалиной надо снимать на обдирочном наждачном точиле или насеченным ребром старого напильника. Нельзя также использовать новые напильники для опиливания мягких материалов (свинца, олова, красной меди), так как стружка этих металлов забивает впадины между режущими зубьями. Перед опиливанием мягких и вязких материалов напильник натирают мелом, что уменьшает его забивку стружкой. На рабочую часть напильника не должны попадать пыль, стружка, влага (вызывает коррозию), масла (замасленные напильники не режут, а скользят по металлу). Напильники замасливаются и в том случае, если их протирают открытой ладонью.
По окончании работ напильники очищают от стружки металлическими щетками или скребками из мягких металлов, перемещаемыми вдоль насечки. Для удаления оставшейся между зубьями стружки напильник помещают на 8... 10 мин в 10%-й раствор серной кислоты, после чего
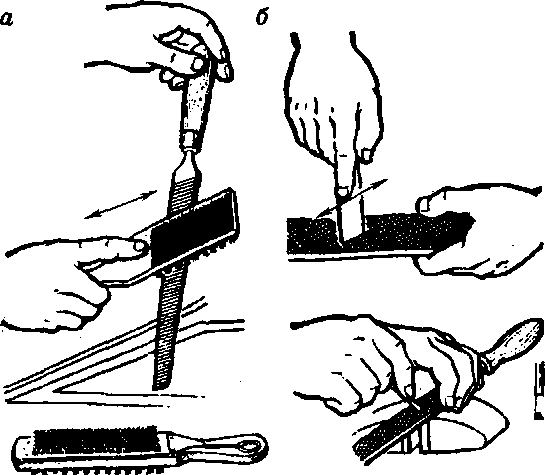
Чистка напильника: а - металлической щеткой; б - скребком из мягкого металла
промывают в воде, очищают щеткой, нейтрализуют в растворе каустической соды, промывают в горячей воде и суша- Сильно замасленные напильники натирают древесным угле либо опускают в раствор каустической соды, после чего промывают и сушат.
Перед опиливанием алюминиевых сплавов напильник для уменьшения его засаливания следует натереть стеарином.
Самостоятельная работа: Выбор напильников для опиливания
13. Приёмы и правила опиливания. Цель изучить приёмы и правила опиливания Перед опиливанием заготовку очищают металлическими щетками от коррозии, окалины, литейную корку срубают зубилом, удаляют наждаком или старым напильником. Затем обрабатываемую заготовку зажимают в тисках опиливаемой плоскостью горизонтально, на 8... 10 мм выше уровня губок. Заготовку с обработанными поверхностями закрепляют, надев на губки нагубники из мягкого металла (медь, латунь, алюминий).
Положение работающего напильником считается удобным и правильным, если он стоит перед тисками прямо и устойчиво вполуоборот к продольной оси тисков; при этом правое плечо должно находиться против винта тисков. Ступни ног должны располагаться под углом 40...60° друг к другу, расстояние между пятками ног - не более 200...300 мм. Правая рука с напильником, лежащим на губках тисков, должна быть согнута в локтевом суставе под прямым углом. Конец рукоятки напильника должен упираться в середину ладони правой руки, четыре пальца - обхватывать рукоятку снизу, большой палец располагается вдоль оси рукоятки сверху. Ладонь левой руки располагается поперек напильника на расстоянии 20...30 мм от его носка, пальцы слегка согнуты, но не допускается обхват ими нижней рабочей части напильника. Локоть левой руки слегка приподнят.
Процесс опиливания, как и процесс резки ножовкой, состоит из рабочих и холостых ходов. В начале рабочего хода напильника (движение вперед) масса тела рабочего приходится
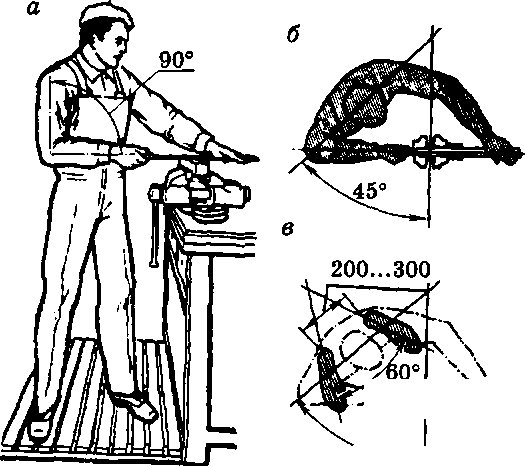
45°
. Положение корпуса при опиливании: а - главный вид; б, в - вид сверху
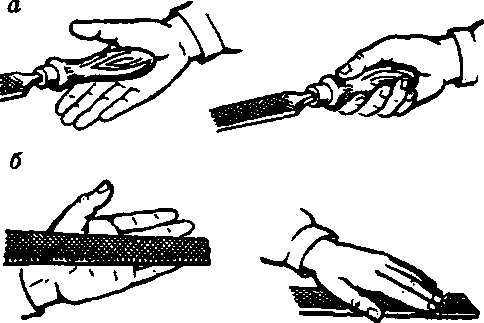
. Положение пальцев правой (а) и левой (б) рук при опиливании
на правую ногу, при нажиме центр тяжести смещается на левую ногу, а при холостом ходе (обратное движение) - на правую. Благодаря этому мышцы ног при опиливании поочередно отдыхают. Корпус в процессе опиливания не должен раскачиваться.
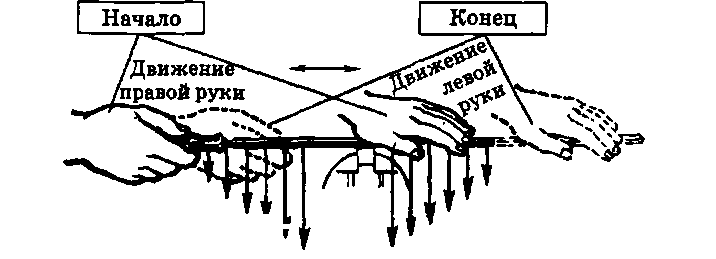
Распределение нажима на напильник при опиливании
Усилие, создаваемое . правой рукой, постепенно увеличивается
Усилие, создаваемое левой рукой, постепенно уменьшаетсяПри опиливании надо координировать усилия рук, т.е. соблюдать балансировку, заключающуюся в правильном увеличении нажима правой рукой на напильник во время рабочего
хода при одновременном уменьшении нажима левой рукой
Напильник надо перемещать равномерно и плавно со скоростью 40...60 двойных ходов в минуту; обе руки должн двигаться в горизонтальной плоскости. В случае ослабление нажима правой рукой и усиления нажима левой может произойти завал поверхности впереди заготовки, а при усилении нажима правой рукой и ослабления нажима левой - задней части опиливаемой поверхности.
Прижимать напильник к обрабатываемой поверхности необходимо при рабочем ходе (от себя). При обратном холосто ходе не следует отрывать напильник от поверхности детали во время холостого хода напильник должен скользить.
Надо помнить, что чем грубее обработка, тем больше до" жен быть нажим рук на напильник при рабочем ходе. При чистовом опиливании нажим на напильник должен быть значительно меньшим, чем при черновом.
Опиливание плоских поверхностей - сложный трудоемкий процесс. Чаще всего дефектом при опиливании плоски поверхностей является неплоскостность. Работая напильников одном направлении, трудно получить правильную и чист поверхность. Поэтому направление движения напильников процессе обработки следует постоянно менять. При этом надо учитывать размеры заготовки и точность обработки. Дл узких поверхностей применяют продольное и поперечное опиливание. При опиливании поперек заготовки напильник соприкасается с меньшей площадь поверхности, по ней проходит больше зубьев, что позволяет снять больший слой металла. Однако при поперечном опиливании положение напильника менее устойчивое и легче завалить края
заготовки. Продольное опиливание создает хорошую опору для напильника, но снижает производительность обработки. Поэтому поперечное опиливание применяется для черновой обработки, а продольное - для чистовой.
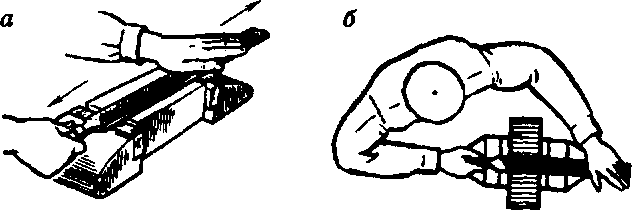
Виды опиливания: а - продольное; б - поперечное
Опиливание узких плоскостей на тонких деталях вызывает значительные трудности, поскольку при рабочем ходе напильника такие детали изгибаются, а также возникают завалы по краям. Поэтому тонкие детали собирают по нескольку штук (3-10) вместе (пакет) и опиливают как широкую поверхность. Если требуется изготовить только одну деталь, опиливание выполняют с применением наметок: наметок-рамок, универсальных наметок и плоскопараллельных наметок.
Наметка-рамка представляет собой стальную закаленную конструкцию с хорошо обработанными рабочими поверхностями. Обрабатываемая пластина закладывается по риске в рамку и зажимается болтами. Сама рамка закрепляется в тисках, и обработка ведется до тех пор, пока напильник не коснется рабочей плоскости рамки.
Рассмотрим приемы и последовательность опиливании контроля различных поверхностей.
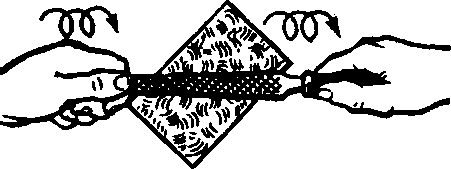
Круговое опиливаниеОпиливание плоскопараллельных плоскостей заготовки где цифрами 1-6 обозначена последовательности опиливания сторон плоскопараллельной плитки) начинаю с наиболее широкой поверхности, которую принимают за основную измерительную базу. Эту поверхность опиливаю окончательно, соблюдая все правила опиливания и проверки плоских поверхностей. Затем штангенциркулем проверяю толщину и параллельность сторон заготовки, как показано на рис. Замеры производят в трех-четырех местах. Определив подлежащий удалению припуск в различных места- второй широкой поверхности, производят ее опиливания.
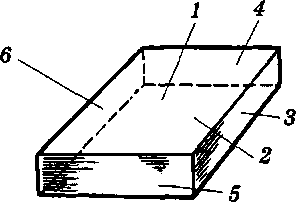
Последовательностопиливания сторон плоскопараллельной пластины
Контроль отклонения от прямолинейности, плоскостности параллельности производят периодически. Отклонение
параллельности сторон в процессе опиливания можно контролировать с помощью кронциркуляНа окончательно обработанной поверхности должны быть наведены продольные
штрихи. Отклонение обработанных сторон от параллельности,
Определение отклонения от параллельности с помощь кронциркуля
прямолинейности и плоскостности и их толщина должны быть в пределах допусков, указанных на чертеже. Если требуется опилить не только широкие стороны детали, но и узкие, то опиливание начинают с более длинной боковой стороны. Затем обрабатывают короткие стороны под углом 90° с проверкой их от длинной (базовой) стороны. При обработке последней стороны выдерживают параллельность с базовой плоскостью.
Опиливание сопряженных поверхностей - самый распространенный вид опиливания, так как оно предназначается для плоскостей, расположенных под углом 90° друг к другу или под иным углом. Наружные углы обрабатывают плоскими напильниками, внутренние углы в зависимости от их размера можно обрабатывать плоскими (с одним ребром без насечки) и трехгранными напильниками. Обработку заготовки начинают с базовой (наиболее длинной или широкой) поверхности. Ее опиливают окончательно, соблюдая все правила опиливания и контроля плоских поверхностей. Затем угольником предварительно проверяют угол между обработанной и необработанной поверхностями Выступающие места на обрабатываемой поверхности опиливают, периодически проверяя угол угольником, а отклонение от плоскости и прямолинейности - лекальной линейкой. Если при этом наблюдается равномерный просвет между проверяемой поверхностью и лекальной линейкой, проверяемым углом и ребром угольника, то работа по обеспечению точности обработки считается выполненной, после чего на обработанную поверхность необходимо нанести напильником равномерные продольные штрихи.
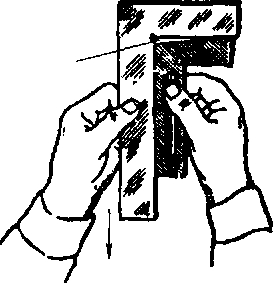
Просвет
Контроль отклонения от перпендикулярности с помощью угольникаПоследовательность опиливания поверхностей, расположенных под внутренним углом, такая же, как и поверхностей, расположенных под
внешним углом, т.е. вначале обрабатывают базовую поверхность, затем по ней опиливают другую сопрягаемую поверхность. Особое внимание надо обращать на тщательность обработки мест сопряжения внутренних плоскостей угла. При закреплении заготовки в тисках для пред охр нения уже обработанной боковой поверхности от поврежден! следует обязательно пользоваться накладными нагубниками на рис. цифры 1-8 указывают последовательное опиливания угольника. Закрепив в тисках деревянный брусок и установив на нем заготовку так, как показано на рис. опиливают широкие плоскости 1 и 2. Затем, надев на губы тисков накладные нагубники из мягкого металла, опиливав наружные ребра 3 и 4 угольника под углом 90°, выдержива прямой угол между ребрами и широкими плоскостями 1 и 2л. Перед началом обработки внутренних ребер в вершине внутреннего угла для удобства опиливания делают прорез (разрез ножовкой) шириной 1 мм. При опиливании внутри ребер 5и6 необходимо обеспечить параллельность сторон 3 и 5, а также 4 и 6. Последними обрабатывают торец 7 и peбер 8, обеспечивая заданные размеры угольника и прямые углы между всеми ребрами и широкими сторонами.
По окончании опиливания производят отделку поверхностей угольника, используя шлифовальную шкурку, наложенную на напильник.
Криволинейные поверхности разделяются на выпуклые и вогнутые; они могут находиться как на плоских деталях типа шаблонов, так и на фасонных деталях.
Прежде чем приступить к опиливанию криволинейной поверхности, следует разметить заготовку, удалить лишний металл путем вырезания ножовкой, срубания зубилом или высверливания с последующим вырубанием.
Выпуклые криволинейные поверхности обрабатывают двумя способами: раскачиванием напильника или удвоением числа сторон. В первом случае, в) напильник перемещают вдоль обрабатываемой поверхности. Сначала он носком касается заготовки, ручка поднята. По мере продвижения хвостовая часть опускается - напильник наклоняется на себя.
Опиливание путем удвоения числа сторон 2) выполняется в поперечном направлении. Запиливают ряд площадок. Удваивая число сторон получающейся ломано постепенно приближаются к криволинейной поверхности.
Контроль выпуклой поверхности производят шаблоном штангенциркулем и другим инструментом. 14. Шабрение. Цель изучить - процесс шабрения; - приёмы шабрения;
Шабрение - слесарная отделочная операция по обработке незакаленных поверхностей деталей путем соскабливания тонких стружек с помощью шаберов. Эта операция применяется при выполнении сборочных и ремонтных работ, когда требуется обеспечить хорошее прилегание сопрягаемых поверхностей и герметичность соединения. Шабрением обрабатывают вручную и на станках прямолинейные и криволинейные поверхности таких деталей, как направляющие станин, суппортов, а также вкладыши подшипников скольжения, поверхности поверочного инструмента - плит, угольников, линеек с широкой рабочей поверхностью и др.
В практике слесарных, слесарно-сборочных и ремонтных работ шабрение составляет 20...25 %. Широкое применение шабрения объясняется особыми свойствами полученной поверхности: шабреная поверхность в отличие от шлифованной или полученной абразивной притиркой более износостойкая, так как не имеет рисок и царапин, остатков абразивных зерен, ускоряющих процесс износа трущихся поверхностей; она лучше смазывается и дольше сохраняет смазывающие вещества благодаря наличию так называемой разбивки этой поверхности на пятна (чередование выступающих и углубленных мест); шабреная поверхность позволяет применять самый простой и доступный способ оценки ее качества - по числу пятен на единицу площади.
Шабрению предшествует обработка резанием, например опиливание, шлифование, строгание, фрезерование и т.д. На шабрение оставляют припуск 0,1...0,4 мм. Перед шабрением плоские поверхности обычно припиливают личным напильником с проверкой «на краску» Напильник двигают круговыми движениями, снимая металл с окрашенных мест. Опиливание ведут осторожно, так как при сильном нар жиме на заготовку напильник может оставить глубокие впади* ны и царапины. После опиливания окрашенных пятен плоскость заготовки снова проверяют на окрашенной поверочной плите, а затем продолжают опиливать новые пятна. Опиливание и проверку чередуют до тех пор, пока не будет достигнут* равномерность расположения пятен по всей плоскости заготовки.
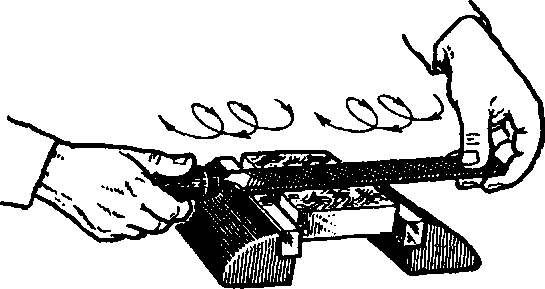
Опиливание поверхности с проверкой «на краску»
Шабрение заключается в следующем. Поверочный инструмент (плиту, линейку) окрашивают тонким слоем краски. На него накладывают и перемещают круговыми движениями обрабатываемое изделие. При этом окрашиваются выступающие места. Для последующего шабрения небольшие детали закрепляют в тисках, крупные заготовки шабрят на месте их установки. Шабер устанавливают под углом 25...30° к обрабатываемой поверхности, правой рукой удерживают за ручку, левой нажимают вблизи режущей кромки. Перемещение шабера вперед является рабочим ходом: его режущее лезвие соскабливает тонкую стружку. Обратный ход - холостой. Убрав все пятна, поверхность изделия очищают от стружки, снова окрашивают и убирают шабером выступающие места. Операцию повторяют до получения нужного количества пятен на единицу площади. Шабрением достигается точность до 30 несущих пятен в квадрате размерами 25 х 25 мм и шероховатость поверхности не более √Ra 0,32. Самостоятельная работа: Преимущество и недостатки шабрения. 15 . Инструменты и приспособления применяемые при шабрение. Цель изучить: - перечень инструментов и приспособлений для шабрения. - приёмы ухода за шаберами.
Шаберы - это металлические стержни различной формы с режущими кромками, изготовленные из углеродистой инструментальной стали марок У10 и У12А и закаленные до твердости HRC 56...64. Иногда шаберы оснащают пластинами из быстрорежущей стали или твердого сплава. Шаберы подразделяются следующим образом: по числу режущих концов - на односторонние и двусторонние ;по форме режущей части - на плоские, трехгранные, четырехгранные и фасонные; по конструкции - на цельные и со вставными режущими пластинами.
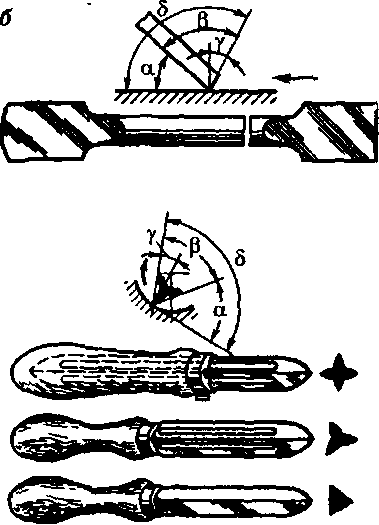
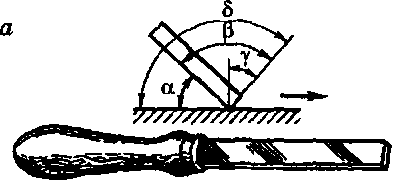
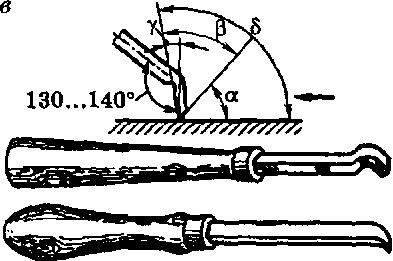
. Шаберы: о - плоский односторонний; б - плоский двусторонний; в - с изогнутым концом; г - трех- и четырехгранные
Форму и геометрические параметры режущих кромок шабера выбирают в зависимости от формы и размеров обрабатываемой поверхности и свойств материала заготовки. Так, для шабрения плоских поверхностей применяют плоские шаберы с прямолинейной или радиусной режущей кромкой, криволинейных вогнутых поверхностей - трехгранные и фасонные. Шабер с прямолинейной режущей кромкой удобнее применять при обработке краев заготовки, так как при работе он не соскакивает с заготовки и не повреждает ее поверхность. При обработке остальной части заготовки применяют плоские шаберы с радиусной режущей кромкой, которые обеспечивают более качественную обработку. У чернового плоского шабера лезвие выпуклой формы имеет радиус кривизны 20...30 мм и ширину 20...25 мм, у получистового - соответственно 30...40 и 12...16 мм, у чистового - 40...55 и 5...10 мм. Толщина шабера 2...4 мм, длина 350...400 мм.
Плоские шаберы изготавливают с прямыми (рис. 13.2, а, б) и изогнутыми концами. Угол заострения плоского чернового шабера 70...75°, чистового 90°.
Трех- и четырехгранные шаберы применяют для шабрения вогнутых цилиндрических поверхностей. Они бывают только односторонними и имеют длину 190, 280, 380 и 510 мм. Для облегчения заточки плоскостей шабер имеет желобки, образующие режущие кромки с углом заострения 60...75° для обработки стали и 75...85° для обработки чугуна и бронзы.
Значительно повышают производительность труда специальные шаберы (фасонные, сборные, дисковые и др.).
Фасонные шаберы выполняются в виде набора стальных пластин различной конфигурации, закрепляемых на державке. Очертания пластин соответствуют форме фасонной поверхности, для шабрения которой они предназначены (пазы, канавки, желобки и т.д.).
На рис. 13.3,6 показан вставной универсальный шабер, позволяющий выполнять работы по шабрению сменными режущими пластинами. Корпус 1 шабера имеет ось, на которой может поворачиваться зажимной кулачок 3. При вращении винта 4 насаженной на него рукояткой 5 кулачок, стремясь повернуться, другим своим концом надежно зажимает сменную режущую пластину 2 из быстрорежущей стали или твердого сплава.
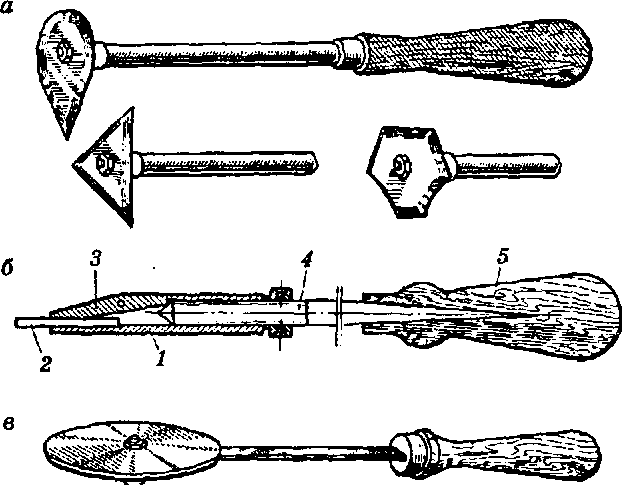
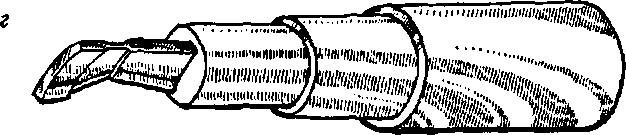
. Специальные шаберы: а - фасонный; б - универсальный (1 - корпус; 2 - режущая пластина; 3 - кулачок; 4 - винт; 5 - рукоятка); в - дисковый; г - с радиусной
заточкой
Для ускорения ручного шабрения больших плоскостей можно применять дисковый шабер (рис. 13.3, в). Его режущей частью является специально изготовленный термообработанный диск, диаметр которого 50...60 мм, а толщина 3...4 мм. Заточенный на круглошлифовальном станке режущий диск закрепляется болтом на державке инструмента. По мере затупления режущей грани диск можно перезакрепить и продолжить работу его новым острым участком, что значительно экономит время и повышает производительность труда.
На рис. 13.3, г показан шабер с радиусной заточкой. Он обеспечивает плавное и легкое врезание инструмента в тело детали. Для облегчения физических усилий слесаря на новом шабере вдоль режущих граней затачиваются ленточки. Для предварительного шабрения радиус заточки составляет 30...40 мм, а для окончательного - 40...55 мм.
Усовершенствованный шабер состоит из державки, деревянной рукоятки и сменной пластины. Сменная пластина с хвостовиком типа «ласточкин хвост» вставлена в паз державки, что обеспечивает ее надежное крепление.
Шаберы-кольца изготавливают из изношенных конических роликовых подшипников или больших поршневых колец. Эти шаберы заменяют трехгранный и изогнутый шаберы и уменьшают количество переточек. Их затачивают на шлифовальном круге и доводят торец на мелкозернистом круге. Они обеспечивают большую производительность, чем трехгранные.
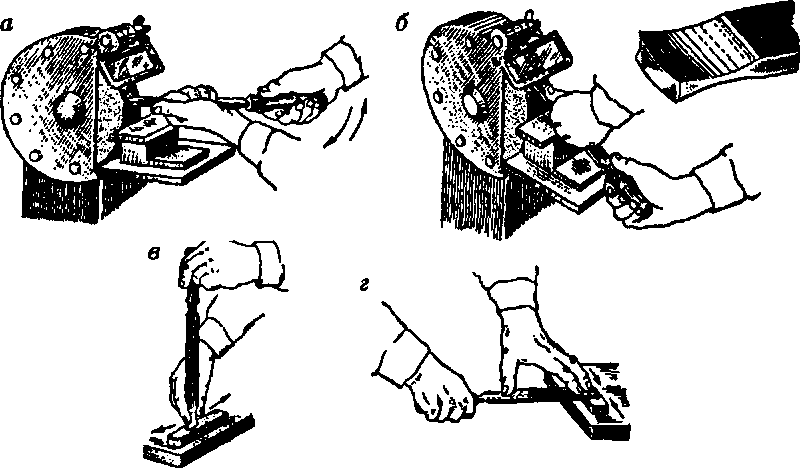
. Заточка и доводка плоского шабера: а - заточка торца; б - заточка плоскости; в - доводка торца; г - доводка широких плоскостей
Затачивают плоские шаберы на цилиндрической поверхности мелкозернистого шлифовального круга. Сначала режущую кромку затачивают с торца, а затем по плоскости. Нажим инструмента при заточке не
должен быть очень сильным. Затачиваемую рабочую часть периодически охлаждают в воде.
После заточки шабер заправляют: его торец и боковые стороны доводят на мелкозернистых брусках или чугунных плитах с пастой ГОИ до получения блестящей поверхности без рисок и острых режущих кромок.
Шаберы с пластинами из твердого сплава затачивают на шлифовальных кругах из карбида кремния зеленого и доводят на чугунных притирах порошками карбида бора.
При движении шабера вперед правая рука плавно опускается вниз, а острый конец шабера поднимается вверх; при движении шабера назад правая рука поднимается вверх, а острый конец шабера опускается вниз до соприкосновения с поверхностью круга. Поворачивая шабер второй, а затем третьей гранью, их затачивают так же, как и первую грань. Шабер периодически охлаждают водой. Затем его доводят на корундовых или наждачных оселках, устойчиво установленных на плите. Поверхность оселка смазывают машинным маслом. Доводку осуществляют легким нажимом левой руки и покачиванием правой рукой при одновременном движении боковой грани вдоль оселка. Остальные грани заправляются так же.
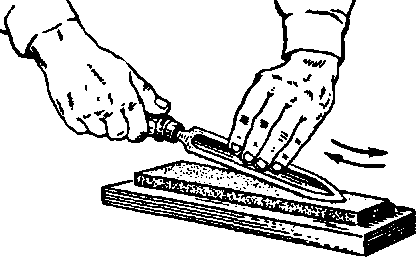
Доводка трехгранного шабера
Повторно шаберы заправляют сразу, как только произойдет небольшое затупление. В среднем за 8 ч работы шабер заправляют 5-8 раз в зависимости от характера шабрения и обрабатываемого материала. Самостоятельная работа: Классификация шаберов.
16 Притирка и доводка. Цель изучить- процессы притирки и доводки.
Притиркой называется операция по обработке поверхностей деталей, работающих в паре, с помощью абразивных материалов с целью получения наиболее плотного прилегания поверхностей. Притирка применяется для получения плотных, герметичных соединений в клапанах, кранах, плунжерах, пробках, золотниках и т.д. Притирке подвергаются термически обработанные и не обработанные закалкой детали.
Припуск на предварительную притирку должен составлять 0,02...0,05 мм, на окончательную - 0,003...0,005 мм. Поверхности деталей притирают после окончательной механической обработки - шлифования, тонкого точения, фрезерования, развертывания.
Притирка - один из самых точных методов обработки: достигаемая точность обработки составляет 0,05...0,003 мм, а шероховатость поверхности -√Ra 0,05.. √Ra 0,02. Разновидностью притирки является доводка (тонкая притирка).
Доводка - чистовая отделочная операция по обработке деталей абразивными материалами с целью получения точных размеров, правильной геометрической формы и высокой чистоты поверхности. Доводка отличается большой трудоемкостью и точностью работ, поэтому ее применяют для обработки только самых ответственных поверхностей изделий - рабочих поверхностей плоскопараллельных концевых мер длины, лекальных линеек, угольников, шаблонов, штангенциркулей и другого контрольно-измерительного инструмента. Обработанные доводкой поверхности хорошо сопротивляются износу и коррозии.
Припуск на доводку составляет 0,001...0,0025 мм, точность обработки - 5-й и 6-й квалитеты, шероховатость поверхности -√Ra 0,02... √Да 0,01.
Суть притирки и доводки заключается в том, что очень мелкие зерна абразивного материала, находящиеся между притираемыми деталями или на поверхности специальных приспособлений - притиров, снимают с обрабатываемого изделия мельчайшие неровности, придавая ему нужные точность и чистоту. Это химико-механический способ удаления с обрабатываемой поверхности изделия мельчайших частиц металла. Различают два вида притирки: притирку с помощью эталонных поверхностей (притиров) и взаимную притирку одной детали по другой. Притирка может выполняться вручную и механизированным способом.
Полирование - это отделка изделий абразивными материалами с целью получения зеркального блеска и красивого вида поверхности без соблюдения точности размеров. Полирование металлов выполняют на полировальных станках быстровращающимися мягкими кругами из фетра или сукна, а также быстровращающимися лентами, на поверхность которых нанесены полировальная паста или мелкие абразивные зерна. В ряде случаев применяется электролитическое полирование.
Ручную притирку выполняют в следующем порядке:
-
выбирают абразивный материал, притир и СОТС;
-
подготавливают притир и обрабатываемую поверхность детали;
-
накладывают притир на поверхность детали (деталь на притир) и выполняют ее притирку;
-
контролируют форму, размеры и шероховатость поверхности детали после притирки.
Абразивные материалы выбирают с учетом производительности, качества притирки, а также материала притираемой детали. Для производительной и точной притирки необходимо не только правильно выбрать абразивный материал, но и строго его дозировать. Надо помнить, что при окончательной притирке повышение производительности и качества притирки достигается путем покрытия притира тонким слоем стеарина, разведенного в бензине.
Перед притиркой поверхность заготовки должна пройти предварительную механическую обработку и иметь необходимый припуск. На поверхности притира не должно быть дефектов (царапин, забоин, коррозии), он должен соответствовать форме притираемой детали.
Далее притир шаржируют либо наносят на его поверхность абразивный материал или СОТС.
Плоские поверхности притирают на неподвижных плоских притирах. Изделие перемещают по поверхности притира круговыми движениями. Нажим на изделие должен быть равномерным и не очень сильным. Чтобы притир изнашивался равномерно, притираемую деталь перемещают по всей его поверхности. Во избежание коробления при притирке необходимо следить, чтобы обрабатываемая деталь сильно не нагревалась (более 50 °С). После 10-15 круговых движений
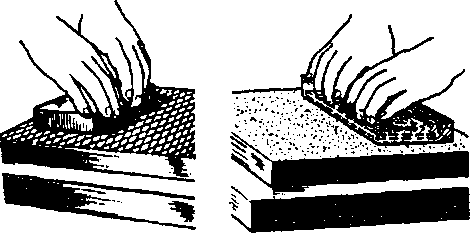
Притирка плоских поверхностей: а - предварительная; б - окончательная
по одному и тому же месту притира абразивный материал срабатывается, после чего его удаляют с поверхности чистой тряпкой и заменяют новым.
Различают предварительную (черновую) и окончательную (чистовую) притирки. Предварительную притирку выполняют на черновых притирах, имеющих канавки для размещения изношенного абразива и стружки, а окончательную притирку - на чистовых притирах с гладкой рабочей поверхностью.
Притирку осуществляют сначала грубыми порошками, постепенно переходя к более мелким, а затем грубой, средней и тонкой пастами.
Узкие детали (например, шаблоны, угольники) притирают с помощью приставного бруска, кубика или призмы с целью увеличения площади опорной поверхности. Основное усилие необходимо прикладывать к детали, а не к кубику и призме (во избежание их притирки). Притирка узкой детали с радиусной поверхностью показана на рис. б. Узкие детали можно притирать пакетом, для чего детали соединяют струбцинами или заклепками.
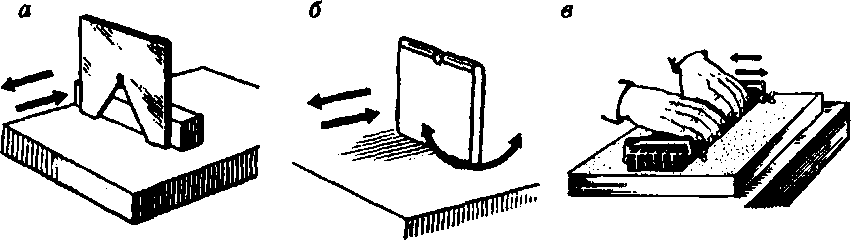
Притирка тонких и узких деталей: а - с помощью бруска; б - с радиусной поверхностью; в - в пакете
Притирку внутренних конических поверхностей (например, крана, клапанов) выполняют коническими притирами-пробками. На квадратный хвостовик притира для его вращения надевают вороток. На притир-пробку наносят притирочный материал, затем вводят притир в отверстие крана и с помощью воротка сообщают ему неполные-
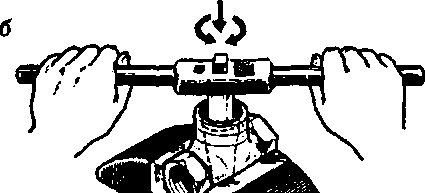
Притирка внутренних конических поверхностей: а - притир; б - приемы притирки
обороты то в одну, то в другую сторону, после чего проворачивают вороток на один полный оборот. После 15-20 таких повторяющихся движений абразивный материал заменяют новым. Притирка заканчивается, когда обрабатываемая поверхность станет матовой по всей площади.
Наружные конические поверхности притирают специальными притирами-кольцами с отверстием, соответствующим притираемому конусу.
На рис. показана притирка клапана к его седлу с помощью коловорота, а также правильная и неправильная притирка после контроля «на краску».
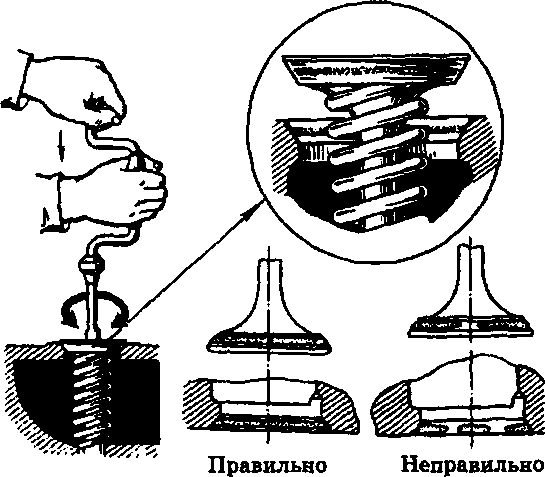
Притирка клапана к седлу с помощью коловорота
Цилиндрические поверхности притирают цилиндрическими притирами. Притираемая деталь либо закрепляется в центре токарного станка и медленно вращается, либо ее удерживают в руках, а притир устанавливают на станок. На рис. показан прием такой притирки.
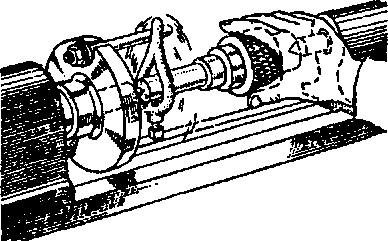
Притирка цилиндрических деталей на токарном станке
Наружную резьбу притирают резьбовыми кольцами, а внутреннюю - цельными резьбовыми оправками, изготовленными из серого чугуна. Резьбу больших диаметров притирают сменными регулируемыми кольцами, установленными на разжимной оправке.
В некоторых случаях предпочтение отдается взаимной притирке одной детали по другой. Этим способом притирают клапаны, краны, пробки, т.е. сопряженные детали, обеспечивающие герметичность. Приемы притирки таких деталей рассмотрены выше.
17. Притиры и абразивные материалы. Цель изучить: - виды и классификацию притиров. - виды и классификации абразивный материалов.
Притиры служат для размещения зерен абразивного материала непосредственно в поверхности притира (шаржируемые) либо для свободного размещения зерен между притиром и поверхностью обрабатываемой детали (нешаржируемые). Шаржируемые притиры изготавливают из мелкозернистого серого чугуна твердостью НВ 150... 170, конструкционной стали марок Ст2, СтЗ, меди, латуни, свинца и алюминия. Нешаржируемые притиры изготавливают из более твердых материалов: чугуна твердостью НВ 200...220, закаленной стали, зеркального стекла.
Материал шаржируемых притиров для предварительной притирки должен быть более мягким, чем для чистовой, так как это позволяет вдавливаться более крупным зернам, что увеличивает производительность обработки. В данном случае применяют медные притиры. Они удерживают крупный абразив гораздо лучше, чем серый чугун. Для окончательной притирки, когда снимается небольшой слой металла, применяют чугунные притиры. Они удерживают в основном самые мелкие зерна и благодаря твердости облегчают обработку. Стальные притиры изнашиваются быстрее, чем чугунные.Для окончательной притирки и доводки пастами ГОИ с целью получения зеркальной поверхности применяют притиры, изготовленные из стекла «пирекс» или зеркального литого стекла.
Процесс вдавливания абразивного материала в поверхность притира называют шаржированием. Существует два способа шаржирования притиров: прямой и косвенный.
При прямом шаржировании абразивный порошок насыпается равномерным слоем и вдавливается в притир до начала работы с помощью стального закаленного валика, если притир плоской формы, либо с помощью
двух закаленных плит, если притир цилиндрической или конической формы. Остаток невнедрившегося абразивного порошка удаляют с поверхности притира волосяной щеткой, а сам притир слегка смазывают соответствующим СОТС. Прямое шаржирование позволяет достигать более качественной притирки • деталей.
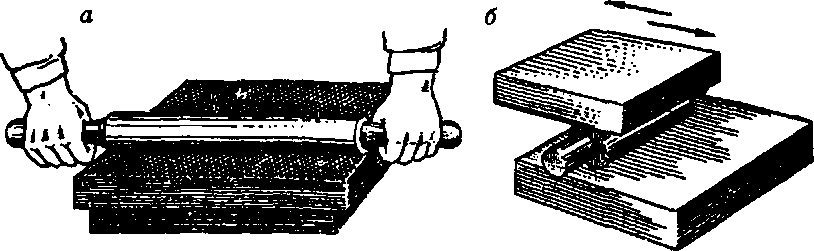
Прямое шаржирование притиров: а - плоского; б - цилиндрического
Косвенное шаржирование заключается в покрытии притира слоем смазки, посыпании его абразивным порошком и последующем внедрении в притир с помощью обрабатываемой детали в процессе притирки.
При работе нешаржируемыми притирами абразивную смесь или пасту разводят до получения полужидкой массы и наносят зигзагообразными рядами на поверхность притира, предварительно смазанного керосином.
Форма притиров разнообразна и определяется формой обрабатываемой поверхности изделия. В соответствии с этим
различают притиры плоские, цилиндрические, конические, резьбовые и специальные.
Плоские притиры изготавливают в виде плит, стержней, брусков. На плитах доводят плоскость. Бруски применяют для доводки узких внутренних граней.
Притиры-стержни имеют форму напильников. Плоские притиры для предварительной обработки имеют канавки глубиной и шириной 1...2 мм на расстоянии
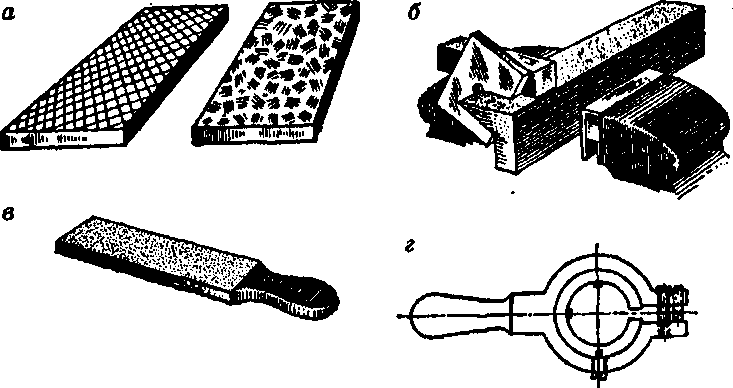
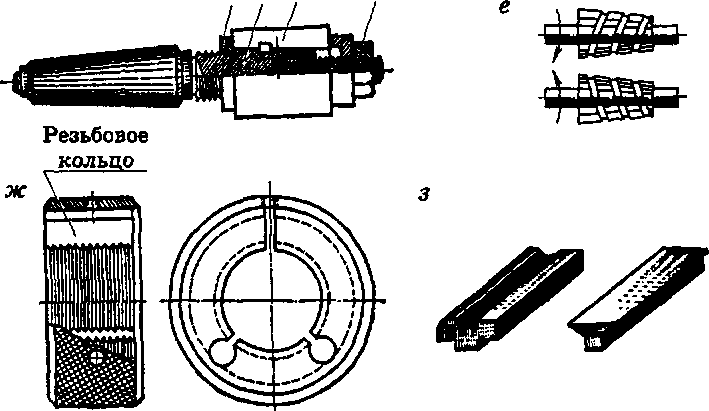
Притиры: а - притир-плита; б - притир-брусок; в - притир-стержень; г - цилиндрический; д - регулируемый цилиндрический (1,4 - гайки; 2 - коническая оправка; 3 - резиновое кольцо); е - конический; ж - резьбовой; з - специальный
10...15 мм друг от друга, в которых собираются остатки абразивного материала. Притиры для окончательной притирки делают гладкими.
Цилиндрические притиры применяются для притирки цилиндрических наружных поверхностей и представляют собой разрезную втулку, закрепляемую в специальных жимках.
Притиры для доводки отверстий бывают нерегулируемыми и регулируемыми.
Регулируемые притиры состоят из резинового кольца 3, насаженного на коническую оправку 2. Регулируя гайками 1 и 4 положение кольца на оправке, можно изменять размер притира.
Конические отверстия доводят коническими притирами, представляющими собой чугунные оправки. Притир для предварительной обработки имеет специальную канавку. Притир для обработки наружных конических поверхностей представляет собой коническую втулку.
Резьбовые поверхности обрабатывают резьбовыми притирами. Внутренние резьбы доводят регулируемыми и нерегулируемыми резьбовыми валиками, наружные - регулируемыми резьбовыми кольцами, устанавливаемыми в обойму или жимки.
Специальные притиры применяют для притирки поверхностей сложной формы.
Притиры могут быть подвижными и неподвижными. Подвижные притиры во время притирки или доводки деталей перемещаются, а деталь остается неподвижной. Неподвижные притиры остаются во время работы неподвижными, а притираемая деталь перемещается.
Абразивные материалы (абразивы) - это мелкозернистые кристаллические вещества природного или искусственного происхождения, различающиеся величиной зерен (зернистостью) и твердостью.
Твердые абразивные материалы имеют большую твердость, чем закаленная сталь, мягкие - меньшую.
Природными твердыми абразивными материалами являются корунд естественный, наждак, кварц, кремень и алмаз.
Твердые искусственные абразивные материалы получают в электропечах. К ним относят: электрокорунд нормальный (обозначают 1А), электрокорунд белый (2А), электрокорунд хромистый (ЗА), монокорунд (4А), карбид кремния черный (5С), карбид кремния зеленый (6С), карбид бора (КБ), кубический нитрид бора (КБН), эльбор (Л), алмаз синтетический (АС).
Мягкие абразивные материалы также бывают природного и искусственного происхождения. К природным относят тальк, венскую известь, трепел, диатомит, каолин; к искусственным - оксиды хрома, железа и алюминия. Мягкие абразивные материалы оказывают на обрабатываемую поверхность помимо механического еще и химическое воздействие.
Для притирки стали применяют электрокорунд нормальный, белый, хромистый, монокорунд, для обработки чугуна и хрупких материалов - карбид кремния, для обработки твердых сплавов и им подобных - карбид бора и алмаз.
Мягкими абразивными материалами притирают отожженную сталь, чугун, медные и алюминиевые сплавы.
Абразивные порошковые материалы-различают по размерам зерен, определяемым номером зернистости. По зернистости они подразделяются на три группы:
-
шлифзерно с номерами зернистости 200, 160, 125, 100, 80, 63, 50, 32, 25, 20 и 16 (размер зерен в сотых долях миллиметра);
-
шлифпорошки с номерами зернистости 12,10, 8, 6, 5, 4, 3 (размер зерен в сотых долях миллиметра);
-
микропорошки М63, М50, М40, М28, М20, М14, М10, М7, М5 (размер зерен в тысячных долях миллиметра).
Широко применяются для притирки и доводки абразивные и алмазные пасты, представляющие собой композиции из абразивного материала и различных растворителей, а также химических реагентов. Входящие в состав многих паст компоненты типа олеиновой и стеариновой кислот энергично разрушают пленки оксидов, непрерывно образующихся на поверхности детали, ускоряют процесс притирки.
Из мягких абразивных материалов наиболее широко применяют пасты ГОИ (Государственный оптический институт), изготавливаемые из оксида хрома (65...80 %), а также растворителей и химических реагентов - керосина, стеарина, сили- кагеля, расщепленного жира, олеиновой кислоты. Пасты ГОИ выпускаются трех сортов: грубая, средняя и тонкая.
Грубую пасту (цвет светло-зеленый) применяют для черновой притирки. Детали после притирки этой пастой имеют матовую поверхность.
Средняя паста (цвет зеленый) используется после применения грубой пасты; она значительно улучшает качество поверхности.
Тонкая паста (цвет черный с зеленым оттенком) служит для окончательной притирки и доводки, придает поверхности зеркальный блеск.
Каждому виду пасты присваивается номер, соответствующий номеру зернистости абразивного материала. Например, грубая № 40, 35, 30, 25, 20 (размер зерен от 40 до 20 мкм соответственно); средняя № 15, 10 (15...10 мкм); тонкая № 7, 4, 1 (менее 7 мкм).
Алмазные пасты выпускаются двенадцати зернистостей и делятся на четыре группы:
-
крупная для грубой обработки (красного цвета, размер зерен 0,06...0,1 мм);
-
средняя для предварительной доводки (зеленого цвета, размер зерен 0,002...0,04 мм);
-
мелкая для окончательной доводки (голубого цвета, размер зерен 0,007....0,014 мм);
-
тонкая для тонкой доводки (желтого цвета, размер зерен 0,001...0,005 мм).
Алмазные пасты выпускаются в тюбиках и маркируются следующим образом: буква А означает, что порошок изготовлен из алмаза, П - паста, а рядом стоит число, указывающее размер зерна в микрометрах (например, АП100).
Содержание порошкообразного алмаза в пасте составляет 1...3 % (по массе).
По консистенции алмазные пасты делят на твердые, мазеобразные и жидкие. Применяя алмазные пасты, можно получить шероховатость обрабатываемой поверхности √Ra 0,04 и точность обработки до 6-го квалитета.
Алмазные пасты применяют для притирки, доводки и полирования изделий из твердых сплавов, сталей и неметаллических материалов (стекло, рубин, керамика).
Кроме перечисленных видов паст широкое распространение получила паста ЛИК. Она состоит из прокаленного глинозема и связующих веществ (парафина, стеарина, олеиновой кислоты, керосина). Паста предназначена для тонкой доводки и полирования металлов и других материалов.
Для притирки используются следующие СОТС: керосин, легкие минеральные масла, бензин, содовая вода. Для притирки стали и чугуна чаще всего применяют керосин с добавкой 2,5 % олеиновой кислоты и 7 % канифоли, для притирки меди - содовую воду или скипидар. Благодаря СОТС значительно ускоряется процесс притирки, сохраняется острота зерен абразива, увеличиваются точность и качество обработанной поверхности, а также охлаждается поверхность детали.
Самостоятельная работа: Природные абразивные материалы.
18. Сверление. Цель изучить: - Суть процесса сверления.
- классификация и виды свёрл
Сверление - это процесс образования отверстий в сплошно материале с помощью сверла. Увеличение размера отверстия; полученного сверлением, ковкой, штамповкой или другим способом, называется рассверливанием.
Инструментом для сверления и рассверливания являются сверла различных типов и размеров. При сверлении сверл получает движение двух видов: главное (вращательное) и движение подачи (поступательное перемещение в осевом направлении). Каждая точка сверла движется при этом по винтовой линии.
Сверление применяется для получения:
-
неответственных отверстий под крепежные болты, за клепки, шпильки и т.д.;
-
отверстий под внутреннюю резьбу, зенкерование и pазвертывание.
Сверлением и рассверливанием получают отверстия 1- 12го квалитетов точности и шероховатость поверхности √R20....√R 80.
Для сверления отверстий чаще всего применяют спиральные сверла.
Спиральное сверло состоит из рабочей части хвостовика. Сверла диаметром до 20 мм изготавливают с цилиндрическим хвостовиком, который иногда снабжают поводком. Сверла диаметром более 6мм изготавливают с коническим хвостовиком, который образуется конусом Морзе. Конус Морзе различаются по номерам; для сверл применяют конус № 1,2, 3, 4, 5, 6. Между рабочей частью и хвостовиком сверл находится шейка. На ней маркируются диаметр и материал сверла.
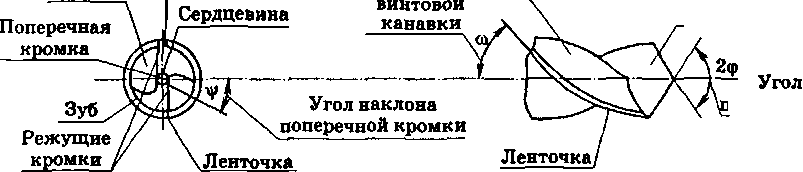
элементы сверла
Рабочая часть сверла состоит из направляющей (калибрующей) и режущей частей. На рабочей части имеются две винтовые канавки, две спинки и две направляющие (калибрующие) ленточки. Винтовые канавки, служащие для удаления стружки при сверлении и для образования режущих элементов, в зависимости от вида обрабатываемого материала имеют различный наклон к оси сверла. Так, при сверлении стали пользуются сверлами с углом наклона винтовой канавки с ω= 26...30°, для сверления хрупких материалов - сверлами с ω= 22...25°, для сверления легких и вязких сплавов - с ω= 40...45°. Направление винтовых канавок у спиральных сверл может быть правое и левое. Сверла второго типа применяются реже.
Расположенные вдоль винтовых канавок направляющие ленточки служат для уменьшения трения сверла о стенки отверстия, направляют сверло в отверстии. Уменьшение трения сверла о стенки просверливаемого отверстия достигается также благодаря тому, что рабочая часть сверла имеет обратный конус, т.е. диаметр сверла у режущей части больше, чем у хвостовика. Разность этих диаметров составляет 0,03...0,12 мм на каждые 100 мм длины сверла.
Режущая часть имеет два зуба с режущими кромками, расположенными под углом.Зуб сверла имеет спинку, представляющую собой углубленную часть наружной поверхности зуба, и заднюю поверхность, поверхность канавки,
воспринимающая давление стружки называется передней поверхностью. Линия пересечения перед ней и задней поверхностей образует режущую кромку. Линия образованная пересечением задних поверхностей, называете поперечной кромкой. Ее величина составляет 0,13 диаметр сверла. Режущие кромки соединяются между собой на сердцевине. Угол наклона поперечной кромки составляет 55°.
Зуб сверла имеет форму клина с соответствующими углами а, β, у, δ. Передний угол у и задний угол а сверла в каждой точке режущей кромки являются величинами переменными: у периферии а = 8...14°, у=18...35°, а у сердцевины а = 20...25°, у приближается к нулю. Это обеспечивает постоянный угол заострения.
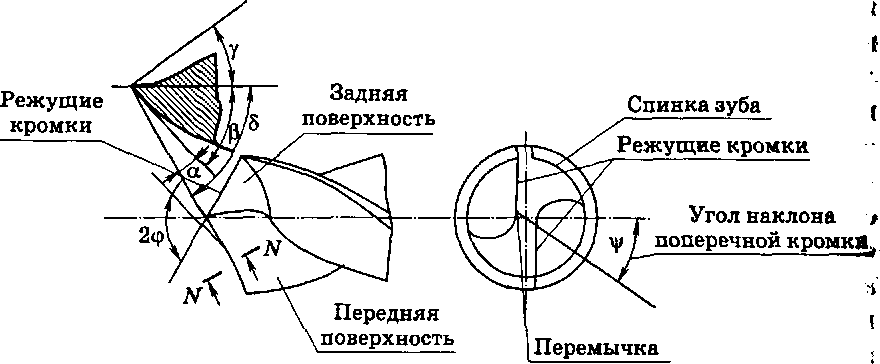
Геометрические параметры режущей части спирального
сверла
Для геометрии сверла выполняется равенство а + Р + у = 90°.
Спиральные сверла изготавливают из инструментально углеродистой стали марок У10А и У12А или легированной инструментальной стали марок 9ХС и Р6М5. При сверлении чугуна применяют сверла, оснащенные пластинами из твердых сплавов ВК8, Т15К12, Т15К6.
Существуют и другие разновидности сверл: перовое, центровочное, ружейное, для глубокого сверления, для кольцевого сверления, комбинированное и т.д.
Перовое сверло имеет форму лопатки с хвостовиком. Его режущая часть имеет треугольную форму с углом при вершине 2ф= 118...120° и задним углом а=10... 20°. Такие сверла применяют для сверления неответственных отверстий диаметром до 25мм в твердых поковках, отливках, а также ступенчатых отверстий. Сверление выполняют трещотками и ручными дрелями. Изготавливают перовые сверла из инструментальных сталей марок У10, У12, У10А, У12А, а чаще - из быстрорежущей стали Р6М5. Перовые сверла не допускают высоких скоростей резания и непригодны для сверления больших отверстий, так как стружка из отверстия не удаляется, а вращается вместе со сверлом и царапает поверхность отверстия. В процессе работы сверло быстро затупляется и уходит в сторону от оси отверстия.
а

Перовые сверла: а - двустороннее; б - одностороннее
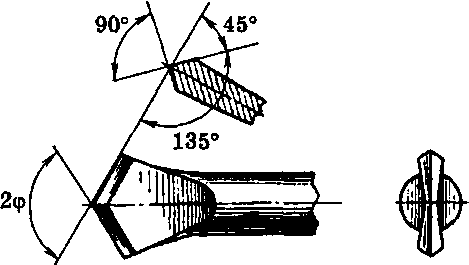
б
Комбинированные сверла, например сверло-сверло сверло-развертка, сверло-зенковка, сверло-метчик, применяют для одновременного сверления и рассверливания, сверления и развертывания, сверления и зенкования, сверления и нарезания внутренней резьбы.
а

б
Комбинированные сверла: а - сверло-сверло; б - сверло-развертка
Сверла с отверстиями для подвода охлаждающей жидкости к режущим кромкам применяют при сверлении глубоких отверстий. Охлаждающая жидкость подается под давлением 1...2 МПа, обеспечивает охлаждение режущих кромок и облегчает удаление стружки. Такое сверло закрепляют в специальном патроне, обеспечивающем подвод охлаждающей жидкости к отверстию в хвостовой части сверл Сверление выполняется на специальных станках. Стойкость данного сверла возрастает в пять раз даже при увеличенных режимах резания.

Сверло с отверстиями для подвода охлаждающей жидкости
На рис. показаны ружейное сверло, сверло для глубокого сверления, сверло для кольцевого сверления и центровочное сверло.

19 Зенкерование и развертывание отверстий. Цель изучить:- Суть процесса зенкерования и развертывания. - классификацию зенкеров и разверток.
Зенкерование - это операция по обработке предварите но просверленных, штампованных, литых цилиндрически конических отверстий в деталях с помощью зенкера с целью придания им более правильной геометрической формы, достижения более высокой точности размеров и качествен поверхности.
Зенкерованием обеспечивается точность обработки отверстий в пределах 9-11-го квалитетов точности, шероховат обработанной поверхности - √Ra 1,25... √Ra 2,5. Эта обработка может быть либо окончательной, либо промежуточной (по чистовой) перед развертыванием. При обработке точных отверстий диаметром менее 12 мм вместо зенкерования применяют сразу развертывание.
В качестве инструмента для подготовки предварительно сверленного отверстия к развертыванию применяются зенкеры, позволяющие увеличивать диаметр отверстия на 0,7...3,0 мм. Зенкерование выполняется на сверлильных станках. Как и сверло, зенкер совершает два рабочих движения: вращательное вокруг своей оси и поступательное вдоль оси. Толщина стружки, снимаемой режущими кромками зенкера, меньше толщины стружки при сверлении, поэтому при приблизительно равных скоростях резания подачу, как и при сверлении, увеличивают й 2,5-3 раза.
Зенкование - это операция по обработке конических и цилиндрических углублений и фасок в заранее просверленных отверстиях под головки болтов, винтов, заклепок с помощью зенковок.
По форме режущей части зенковки подразделяют на цилиндрические, конические и торцовые (цековки).
Развертывание - это операция по чистовой обработке отверстий с помощью развертки. Развертыванием обеспечивается точность обработки по 7-8-му квалитетам точности при шероховатости поверхности √Ra 1,25 ...√Rа0,63. Развертывание отверстий выполняется как на сверлильных, так и на других металлообрабатывающих станках, а также вручную. Развертки для ручного развертывания называются ручными, а для станочного развертывания - машинными.
По устройству рабочей части зенкеры подразделяются на цельные и сборные, апо способу закрепления - на хвостовые и насадные. По форме зенкеры похожи на спиральные сверла, но имеют три или четыре режущие кромки, что позволяет обрабатывать отверстие более точно.
Зенкер состоит из рабочей части 2, шейки 4, хвостовика 5 и лапки 6. В свою очередь рабочая часть состоит из режущей (заборной) 1 и калибрующей 3 частей.
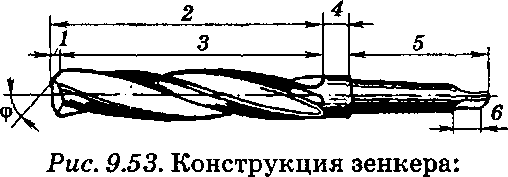
I - режущая (заборная) часть; 2 - рабочая часть; 3 - калибрующая часть; 4 - шейка; 5 - хвостовик; 6 - лапка
Зенкер имеет переднюю поверхность 1, режущие кромки 2, сердцевину 3, заднюю поверхность 4, ленточки 5.
Трехзубые зенкеры обычно выполняются хвостовыми и служат для обработки отверстий диаметром 12...35 мм.
Четырехзубые зенкеры делают насадными; они крепятся на специальной оправке из углеродистой стали и служат для обработки отверстий диаметром 21. ..100 мм.
211Цельные зенкеры, а также режущие части сборных зенкеров изготавливают из сталей марок 9ХС и Р6М5.
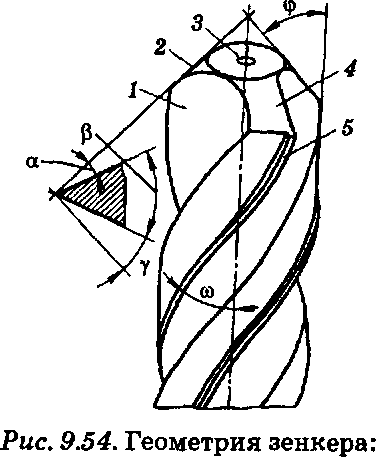
1 - передняя поверхность; 2 -режущие кромки; 3 - сердцевина 4 - задняя поверхность; 5 - ленточки; а - задний угол; у - пере, угол; ῳ - угол в плане; о) - угол наклона винтовой канавки; ß -угол
заострения
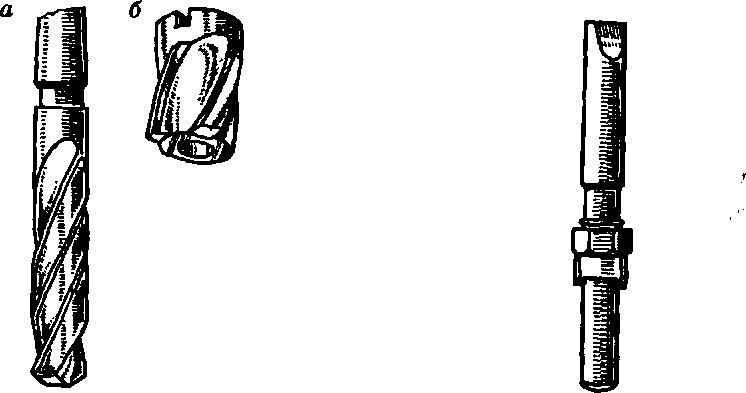
. Зенкеры: Оправка
а - трехзубый хвостовой; б - четырехзубый насадной
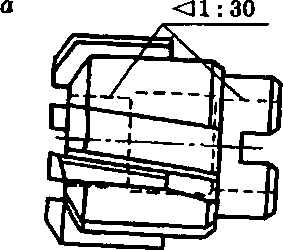
Кроме того, изготавливают насадные зенкеры со вставными ножами из быстрорежущей стали, из твердого сплава марок ВК6, ВК8, Т15К10, Т14К8, Т15К6. Корпус такого сборного зенкера имеет пазы, в которые впаяны или в которых закреплены режущие пластины. В зависимости от точности зенкеры изготавливают двух номеров: № 1 - для предварительной обработки отверстий под развертывание; № 2 - для окончательной обработки отверстий. На танкерах маркируются номинальный диаметр, номер зенкера, марка материала.
В качестве СОТС при зенкеровании используют мыльную эмульсию.
213Припуски на зенкерование можно выбрать исходя из номинального диаметра отверстия:
Диаметр отверстия, мм
16...18
19...30
32...52
Свыше 52
Припуск, мм
1,75
2,5
3,0
4,0
По форме обрабатываемого отверстия развертки подразделяют на цилиндрические и конические, по способу закрепления на хвостовые и насадные.
Ручная развертка состоит из рабочей части и хвостовика. Рабочая часть, на которой имеются режущие зубья, имеет режущую (заборную) и калибрующую части, режущая часть выполняется с углом конуса 2φ = 0,5... 1,5° самом конце режущей части для предохранения зубьев развертки от выкрашивания при врезании в отверстие имеющая направляющий конус с углом 45°.
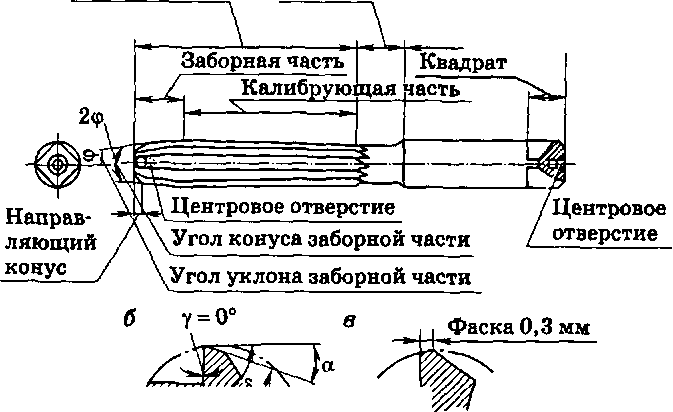
Рабочая часть
Калибрующая часть состоит из цилиндрической части, служащей для направления развертки, повышения точности и чистоты поверхности отверстия, а также из заднего (обратного) конуса, служащего для уменьшения трения развертки о поверхность при ее выходе из отверстия.
Зубья режущей части развертки остро заточены, на калибрующей части они имеют ленточку шириной 0,1...0,5 мм. Ленточка обеспечивает направление инструмента в отверстии, калибрует его по размеру. Каждый зуб развертки имеет углы: передний угол у (у черновых разверток у = 0…10, у чистовых у = 0), задний ɑ = 6...15°, заострения β и резания δ.
Развертки выполняются с прямыми или винтовыми канавками. По направлению винтовой канавки они делятся на правые и левые.Изготовление и заточка прямозубых разверток проще, чем с винтовыми зубьями, однако последние обусловливают более качественную обработку отверстия. Развертки с винтовыми канавками широко применяются при обработке отверстий в вязких металлах и сплавах. Направление спирали у таких разверток делают обычно в сторону, обратную направлению резания. Например, у праворежущих разверток спираль выполняется левой, что предотвращает ее самозатягивание и заедание в отверстии. Угол наклона винтовой канавки развертки зависит от обрабатываемого материала: 7...8° для серого чугуна и твердой стали; 12...20° для ковкого чугуна и сталей; 35...45 для алюминия.Развертки изготавливают с равномерным и неравным распределением зубьев по окружности. Ручные развертки имеют неравномерное распределение зубьев, а машинные - равномерное. Так, у ручных разверток с восьмью зубьями углы между зубьями составляют 42°, 44°, 46° и 48°. Такое распределение обеспечивает более качественную поверхность отверстия, а главное - ограничивает возможность образования продольных рисок (огранки) т.е. получение отверстий не цилиндрической, а многогранные формы. Если бы шаг зубьев у ручной развертки был равномерным, то при каждом ее повороте воротком зубья останавливались бы в одном и том же месте, а это привело бы к образованию огранки.
Шаг зубьев развертки: а - неравномерный; б - равномерный
Число зубьев разверток четное: 6, 8,10,12 и т.д. Чем боль зубьев, тем выше качество обработки отверстия.
Шейка развертки предназначена для входа фрезы при фрезеровании зубьев развертки, а также шлефовального круга при заточке.
Хвостовик ручных разверток имеет квадрат для воротка. Хвостовик машинных разверток мало диаметра делают цилиндрическим, а более крупных разве ток - коническим Центровые отверстия - это технологические отверстия служащие для установки развертки при ее изготовлен в центровочное приспособление, а также при заточке и пе точке зубьев.
Машинные развертки отличаются от ручных меньшей длиной рабочей части и длинной шейкой, что позволяет развертывать более глубокие отверстия. Режущая (заборная) часть у них короткая с большим углом (5... 15°), чем у ручной развертки.
По конструкции машинные развертки бывают цельными с цилиндрическим или коническим хвостовиком и насадными. Ручные конические и цилиндрические развертки изготавливают комплектами из двух или трех штук. В комплекте из двух штук первая развертка предварительная, а вторая чистовая. В комплекте из трех штук первая развертка черновая, вторая получистовая, третья чистовая, придающая отверстию окончательные размеры и шероховатость.
Коническими развертками обрабатывают предварительно просверленное цилиндрическое отверстие на конус или калибруют коническое отверстие, выполненное другим способом. Они изготавливаются конусностью 1:7, 1:10, 1:16, 1:30, 1:50. Все конические развертки могут быть с цилиндрическим или коническим хвостовиком. Такие развертки работают в более тяжелых условиях, чем цилиндрические, поэтому у них на прямолинейных зубьях делают поперечные прорези для снятия стружки не по всей длине зуба, что снижает усилия при резании. У черновой развертки зубья ступенчатые, что обеспечивает дробление стружки. На промежуточной развертке, которая снимает меньший припуск, прорези поменьше и имеют другой профиль. Чистовая развертка канавок не имеет.
Ручными цилиндрическими развертками развертывают отверстия диаметром от 3 до 60 мм. По степени точности они подразделяются по номерам: 1, 2, 3.
Машинные развертки с цилиндрическим хвостовиком применяют для развертывания отверстий диаметром 3...50 мм. Их закрепляют в самоцентрирующих патронах.
Машинные развертки с коническим хвостовиком изготавливают диаметром 10...18 мм. Эти развертки закрепляют непосредственно в шпинделе станка.
Машинные насадные развертки изготавливают диаметром 50 мм. Развертки больших диаметров могут оснащаться
вставными ножами из быстрорежущей стали или пластине из твердого сплава.
На рис. 9.64 показаны конструкции машинных регулируемых разверток. Они состоят из корпуса, изготовленного из конструкционной стали, и вставных ножей. Их можно регулировать по диаметру развертки. Когда ножи изнашиваются и уже не обеспечивают надежного закрепления » их заменяют новыми.
Ручная регулируемая развертка (см. рис. 9.60, а, 3) полая и имеет по длине рабочей части коническое отверстие, внутри которого помещается закаленный стальной шарик. Износ режущих зубьев можно компенсировать вращением регулировочного винта с последующим перемещением шарика вдоль конического отверстия (развертки.
Ручные развертки изготавливают из стали марок 9ХС, У 10А ,У12А, машинные - из быстрорежущей стали Р6М5. Машинные развертки оснащены пластинами из твердых сплавов BК2, ВК4, ВК6, ВК8, Т15К6.
На развертках маркируются номинальный диаметр, ее номер и марка материала. На конических развертках указывается конусность или номер конуса Морзе. При работе разверткой на сверла ильном станке бывают случаи, когда при жестко закрепленной развертке ее ось не совпадает с осью обрабатываемого отверстия и отверстие получается неправильной формы. Для повышения качества обработки применяют качающиеся оправки. Оправка закрепляется в шпинделе станка коническим хвостовиком.
Самостоятельная работа: Правила ухода за зенкерами и развертками.
20 Понятие о резьбе и её элементах. Цель изучить:- понятие о резьбе и её элементах.
- перечни инструментов для нарезания резьбы.
Резьба применяется для образования разъемных соединений деталей и для передачи движения.
Нарезанием резьбы называется образование винтовой поверхности путем снятия стружки или пластическим деформированием (накаткой) на наружных либо внутренних цилиндрических и конических поверхностях деталей. В соответствии с этим различают наружную и внутреннюю резьбы. Деталь с наружной резьбой называют болтом , а деталь с внутренней резьбой - гайкой .
Внутренний Внутренний
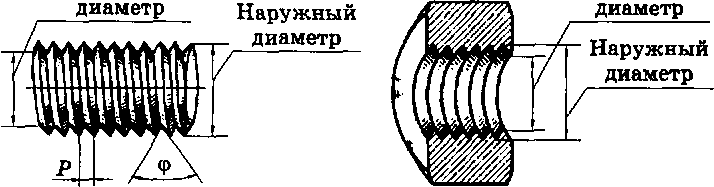
Резьбовые детали: а - болт; б - гайка
Всякая резьба имеет следующие элементы:
-
профиль резьбы - контур сечения резьбы в осевой плоскости. В зависимости от профиля различают резьбы треугольные, прямоугольные, трапецеидальные, упорные, круглые ;
-
угол профиля φ - угол между боковыми сторонами профиля резьбы;
-
высота профиля (h) - высота от вершины резьбы до основания профиля, измеряемая перпендикулярно к оси резьбовой детали;
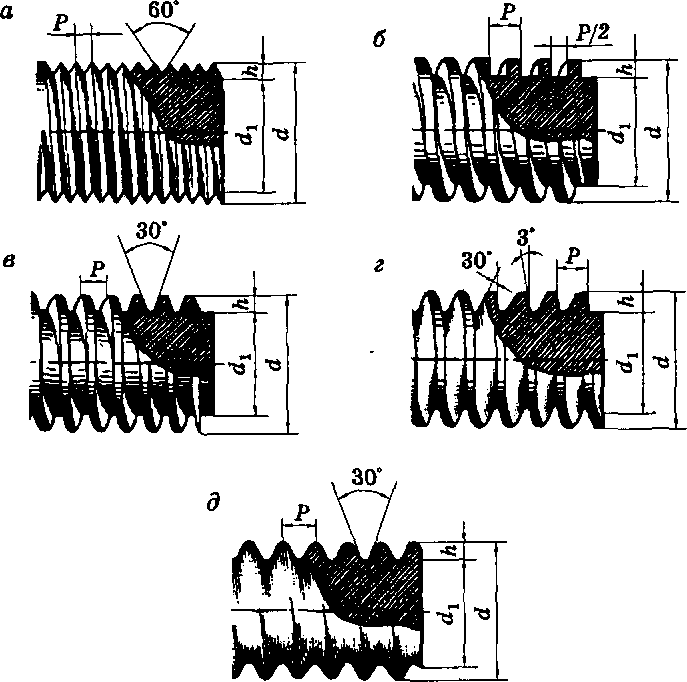
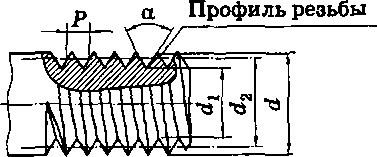
Профили и элементы резьбы: а - цилиндрической треугольной; б - прямоугольной; в - трапецеидальной, г - упорной; д - круглой
-
шаг резьбы (Р) - расстояние между соседними одноименными боковыми сторонами профиля, измеряемое вдоль оси резьбы;
-
наружный диаметр резьбы (d, D) - диаметр цилиндра, описанного вокруг резьбовой поверхности. Наружный диаметр измеряется у болтов по вершинам профиля, у гаек - по впадинам. Его называют также номинальным диаметром резьбы или просто диаметром резьбы;
-
внутренний диаметр резьбы (d1 D1) - диаметр по впадинам резьбы у болтов и по вершинам у гаек;
-
средний диаметр резьбы (d2, D2)', он проходит по середине профиля резьбы, где ширина канавки ровна половине номинального шага резьбы.
Резьба образуется винтовой поверхностью, которая получается при равномерном движении плоского контура определенного профиля по поверхности цилиндра (цилиндрическая резьба) или конуса (коническая резьба). Если плоский контур вращается по ходу часовой стрелки и перемещается вдоль оси от наблюдателя, то это правая резьба, при вращении его против хода часовой стрелки и перемещении от наблюдателя - левая резьба.
Болт или гайку с правой или левой резьбой можно отличить и по такому признаку: если данные детали завинчиваются по ходу часовой стрелки, то это правая резьба, если против хода - левая. В машиностроении чаще всего применяют правые резьбы.
По числу винтовых поверхностей, образующих резьбу (по числу заходов), резьбы бывают однозаходными и многозаходными.
Однозаходные резьбы имеют одну винтовую поверхность и применяются в качестве крепежных резьб.
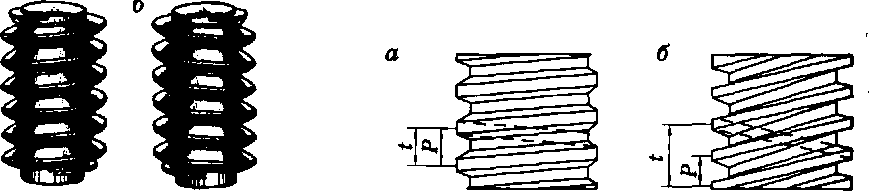
Резьбы: а - правая; б - левая Резьбы: а - однозаходная; б - трехзаходная
Многозаходныерезьбы (двухзаходные, трехзаходные и т.д.) имеют две, три и более винтовых поверхностей. Они применяются для передачи движения. За один оборот болта (гайки) гайка (болт) перемещается на величину хода резьбы. Ходом, резьбы t называется расстояние между ближайшими одноименными сторонами профиля, принадлежащими одной винтовой поверхности. У многозаходных резьб ход равен шагу Р, умноженному на число заходов п: t = Рп.
В современном машиностроении широко используются высокопроизводительные методы нарезания резьбы на металлорежущих станках с помощью резьбонарезных инструментов. Успешно получают резьбу и с помощью инструмента для накатывания (накатные плашки, накатные ролики, накатные головки). Однако в практике слесарной обработки в большинстве случаев приходится нарезать резьбу вручную. Для нарезания резьбы в отверстиях применяются метчики, а для нарезания наружной резьбы - плашки.
Метчик- режущий инструмент, представляющий собой закаленный винт, на котором прорезаны продольные прямые или винтовые канавки, образующие режущие кромки.
Метчики с прямыми канавками проще в изготовлении, поэтому распространены больше. Винтовые канавки улучшают отвод стружки. Направление спирали у них для нарезания сквозных отверстий левое, глухих отверстий - правое. У метчиков с левым направлением спирали стружка отводится в направлении подачи, с правым направлением в противоположном направлении.
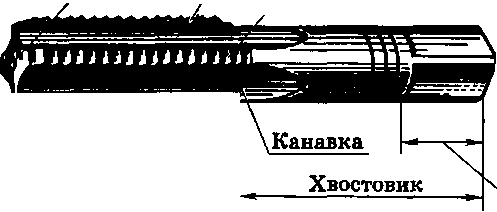 Метчики
Метчики
Метчик ручной: а - конструкция; б - элементы; в - главные углы
Метчик ручной: а - конструкция; б - элементы; в - главные углы
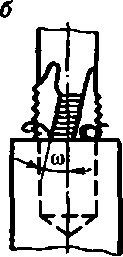
Работа метчика с винтовой канавкой: а - левой; б - правой
с винтовыми канавками используются при нарезании точных резьб.
 Метчик состоит из рабочей части и хвостовика. Рабочая часть, в свою очередь, подразделяется на заборную (режущую) и калибрующую. Заборная часть метчика - коническая, она выполняет основную работу по нарезанию резьбы. Калибрующая часть служит для направления метчика, придания резьбе окончательного размера и для ее зачистки.
Метчик состоит из рабочей части и хвостовика. Рабочая часть, в свою очередь, подразделяется на заборную (режущую) и калибрующую. Заборная часть метчика - коническая, она выполняет основную работу по нарезанию резьбы. Калибрующая часть служит для направления метчика, придания резьбе окончательного размера и для ее зачистки.
Хвостовик предназначен для закрепления метчика в па' троне или удержания его в воротке (при наличии квадрата) во время работы.
Резьбовые части метчика, ограниченные канавками, называются режущими перьями. Режущие перья (зубья) имеют форму клина. Главными углами режущих перьев метчика являются: передний у, задний а угол заострения Р и угол резания 5. Величины этих углов у калибрующей и заборной частей метчика разные. Для стали средней твердости у = 8... 10°, для твердой стали у = 5°, для бронзы и чугуна у= 0...5°. Задний угол а = 6...8° для ручные метчиков, а для всех остальных а = 10°.
Сердцевина - это внутренняя часть тела метчика, измеряемая по диаметру окружности, касательной к дну канавой метчика.
По назначению метчики делят на ручные, машинно-ручные и машинные; в зависимости от профиля нарезаемой резьбы - на три типа: для метрической, дюймовой и трубной резьбы; по конструкции - на цельные, сборные и специальные.
Ручные слесарные метчики служат для нарезания метрической и дюймовой резьб вручную. Изготавливают их комплектами из двух и трех штук. Комплекты из двух штук (черновой и чистовой) применяют для резьб с шаг зубьев до 3 мм, из трех штук (черновой, средний и чистовой) - с шагом резьбы свыше 3 мм. У трехкомплектных инструментов черновой метчик нарезает 60 % будущей резьбы, имеет большую заборную часть (6 витков), половинный профиль резьбы на калибрующей части и одну круговую риску на хвостовике. Средний метчик имеет меньшую заборную часть (4 витка), более полный профиль на калибрующей части и две круговые риски на хвостовике. Он нарезает резьбу еще на 30 % после чернового метчика. Полный профиль резьбы на калибрующей части имеет только чистовой метчик. У него очень короткая заборная часть (1,5-2 витка) и на хвостовике имеются три круговые риски. Он зачищает и калибрует резьбу после чернового и среднего метчиков на оставшиеся 10 %. Угол наклона заборной
части у чернового метчика равен 3°, у среднего - 7°, у чистового - 12°. В комплекте из двух метчиков черновой снимает 2/3 припуска, чистовой - 1/3. Таким образом, комплекта* метчики позволяют распределить работу резания на несколько инструментов. .4
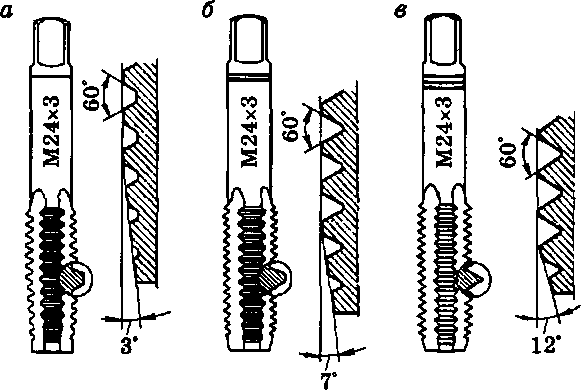
Комплект ручных метчиков: а - черновой; б - средний; в - чистовой
На хвостовиках метчиков всех типов маркируются обозначение резьбы, степень точности (только у чистового метчика и марка стали (для инструмента диаметром более 6 мм).
Контрукция плашки - инструмента, применяемого для нарезания наружной резьбы, принципиально аналогична конструкции метчика. Если метчик представляет собой стальной закаленный винт с прорезанными вдоль стержня канавками, то плашка является закаленной гайкой со стружечными канавками, образующими режущие кромки. В зависимости от конструкций плашки подразделяются на круглые (лерки), накатные,раздвижные (призматические). Круглые плашки бывают цельные и разрезные.
Рабочая часть круглой плашки состоит из заборной (режущей) и калибрующей частей. Заборная часть имеет конус с углом 2φ = 40...60° и длину в 1,5-2 витка резьбы. Для более рационального использования плашки заборная часть выполняется с двух сторон. Калибрующая часть имеет цилиндрическую форму с резьбовым профилем в 3-5 витков и располагается между двумя заборными частями плашки. Вдоль калибрующей части находятся неполные отверстия, через которые выходит образующаяся стружка.
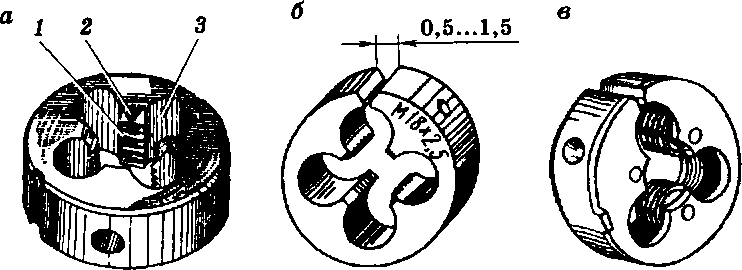
Плашки: а - цельная (1 - калибрующая часть; 2 - заборная часть; 3 - стружечная канавка); б - разрезная; в - Накатная
У стандартных плашек передний угол у= 25...30°, задний а = 6...8°.
Цельные круглые плашки применяют для нарезания резьбы диаметром до 52 мм за один проход. Они обладают большой жесткостью и обеспечивают получение качественной резьбы, но сравнительно быстро изнашиваются. Стандартом предусмотрены также конструкции цельных круглых плашек для нарезания дюймовой резьбы - от 1/4" до 2" и трубной - от 1/8"до172".
Самостоятельная работа: Брак при нарезании резьбы и способы его предупреждения.
21Виды и назначение резьб. Цель изучить: - типы и системы резьб. - маркировку резьб.
Профили резьбы зависят от формы режущей части инструмента, с помощью которого нарезается резьба. Тип или профиль резьбы выбирается с учетом назначения резьбовой детали.
По назначению резьбы делятся на крепежные и специальные. К крепежным относятся треугольные резьбы, к специальным, - прямоугольные, трапецеидальные, упорные и круглые.
Наибольшее распространение имеет цилиндрическая треугольная резьба, у которой вершины профиля лежат на цилиндрической поверхности. Обычно эту резьбу называют крепежной, так как ее нарезают на болтах, шпильках, гайках и т.д. Для получения особо плотных соединений треугольную резьбу нарезают на конических поверхностях (пробках, штуцерах, в трубной арматуре). Такая резьба называется конической треугольной.
Прямоугольная резьба имеет прямоугольный профиль и из-за невысокой прочности применяется редко.
Трапецеидальная резьба имеет сечение в виде трапеции с углом профиля 30°. Она применяется в подвижных резьбовых соединениях - силовых (резьбовые детали домкратов, прессов) или ходовых (ходовые винты) резьб. Резьба эта проста в изготовлении и имеет по сравнению с треугольной резьбой меньший коэффициент трения и более высокие прочностные характеристики.
На чертежах трапецеидальная резьба обозначается так: Тг6О х 20 (первое число - наружный диаметр, второе -• шаг, мм).
Упорная резьба имеет профиль в виде не равнобочной трапеции с рабочим углом при вершине 30°. Oснования витков закруглены, что обеспечивает прочность резьбы. Применяется для силовых резьб (в винтовых прессах, домкратах). Обозначение на чертеже следующее: S70 х 10 (первое число - наружный диаметр, второе - шаг, мм).
Круглая резьба имеет профиль, образованный двумя дугами, сопряженными с небольшими прямоугольными участками, и углом 30°. Применяется в соединениях, подвергаемых сильному износу (сантехническое оборудование, крюки грузоподъемных машин и т.д.). Обозначается Rd36 (число - наружный диаметр резьбы в миллиметрах).
В машиностроении приняты три системы резьб: метрическая, дюймовая и трубная.
Метрическая резьба имеет треугольный профиль, плоскосрезанные вершины и характеризуется следующими основными элементами: углом профиля 60°, диаметром и шагом (выражаются в миллиметрах). Метрическая резьба бывает с крупным и мелким шагом. Обозначают метрические резьбы буквой М с указанием номинального (наружного) диаметра резьбы (например, М10); для резьбы с мелким шагощ дополнительно указывается шаг (например, М20 х 1,5).
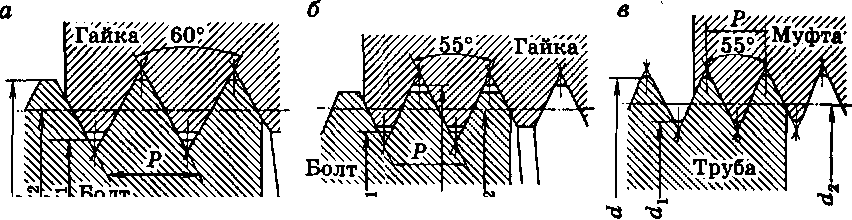
Дюймовая резьба имеет треугольный плоскосрезанный профиль с углом 55° (резьба Витворта). Дюймовая резьба определяется диаметром, выраженным в дюймах,
и количеством ниток (витков) резьбы, приходящихся на один дюйм. Один дюйм равен 25,4 мм. Обозначение на чертеже: 1/2".
В Республике Беларусь при проектировании новых конструкций применение дюймовых резьб запрещено. Их используют при изготовлении запасных частей для машин и оборудования, полученных из стран, где применяется дюймовая резьба.
Трубная цилиндрическая резьба- это дюймовая резьба с мелким шагом. В отличие от дюймовой резьбы она сопрягается без зазоров и имеет закругленные вершины. За номинальный диаметр трубной резьбы принимается внутренний диаметр трубы. Ее наружный диаметр больше номинального на две толщины стенки трубы. Угол профиля у трубной резьбы 55°. На чертежах эту резьбу обозначают так: G3/4" (номинальный диаметр трубной резьбы 3/4").
Самостоятельная работа: Правила ухода за метчиками и плашками.
22 Клёпка. Цель изучить:- процесс клёпки. - виды заклёпок.
Клепкой называется операция по соединению двух или более деталей с помощью заклепок. При этом образуется неразъемное соединение деталей. Заклепочные соединения широко применяются при изготовлении различных металлических конструкций: ферм, рам, балок, а также в самолето- и судостроении.
Соединяющей деталью при клепке является заклепка- цилиндрический стержень с закладной головкой. Заклепка устанавливается в предварительно просверленное или пробитое отверстие в склепываемых деталях, и ее выступающий цилиндрический стержень расклепывается вручную (ручная клепка) либо клепальными машинами или механизмами (машинная клепка). При этом образуется замыкающая головка, соединяющая детали.
Заклепки бывают с полукруглой высокой, полукруглой низкой, плоской, потайной, полупотайной головками.
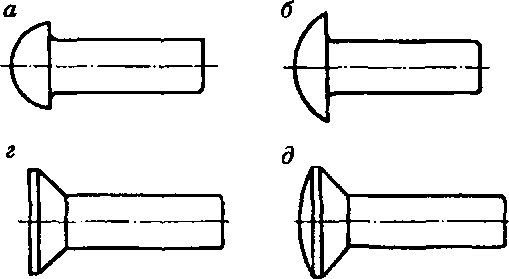
Виды заклепок: а - с полукруглой высокой головкой; б - с полукруглой низкой головкой; в - с плоской головкой; г - с потайной головкой; д - с полупотайной головкой; е - взрывная
Чаще всего применяют заклепки с полукруглыми головками, так как они обеспечивают наибольшую прочность соединения. Для соединений, работающих в агрессивной среде, применяют заклепки с плоскими головками. Когда по условиям эксплуатации соединения недопустимо, чтобы головка выступала, применяют потайные заклепки с конической головкой. У заклепок с полупотайной головкой часть головки коническая и идет впотай, остальная (сферическая) часть
Остается снаружи. Угол конуса головки в зависимости от диаметра заклепки может быть равен 45°, 60°, 75° и 90°.
Соединение деталей в труднодоступных местах производится взрывными заклепками, имеющими углубление, заполненное взрывчатым веществом.
Материал заклепок должен иметь хорошую пластичность. Заклепки изготавливают из следующих материалов: сталей марок Ст2, СтЗ, Ст10; меди марок МЗ, МТ; латуни марки JI63; алюминиевых сплавов марок АМг5П, Д18, АД1; в ответственных соединениях - из коррозионно-стойкой стали марки Х18Н9Т, легированной стали марки 9Г2.
Как правило, заклепки должны быть из того же материала, что и соединяемые детали, или близки к ним по свойствам. В противном случае возможно появление коррозии, а также сложностей при клепке. Так, например, для выполнения заклепочного соединения деталей из цветных металлов применяют заклепки из меди, латуни, алюминия и его сплавов.
Клепка разделяется на холодную, т.е. выполняемую без нагрева заклепок, и горячую, при которой перед клепкой стальную заклепку нагревают до температуры 750... 1000 °С.
Для стальных заклепок со стержнем диаметром d < 8 мм применяют холодную клепку, при d = 8...12 мм - смешанную (как горячую, так и холодную), при d > 12 мм - только горячую клепку.
При выполнении слесарных работ обычно применяется холодная клепка. Горячая клепка выполняется в специализированных цехах. При горячей клепке стержень заклепки лучше заполняет отверстие в склепываемых деталях, а при охлаждении заклепка лучше стягивает их. Заклепочные соединения применяются в следующих случаях: недопустим нагрев для соединения деталей сваркой; соединяются несваримые материалы; соединения воспринимают ударные и вибрационные нагрузки. В то же время клепаные соединения имеют ряд недостатков: увеличение массы клепаных конструкций; ослабление склепываемого материала в местах образования отверстий под заклепки; значительное количество технологических операций; шум и вибрация, вредно влияющие на организм человека, и др. Самостоятельная работа: Организация рабочего места при клёпке.
23 Инструменты и приспособления применяемые при клёпке. Цель изучить:- перечень приспособлений и инструментов при клёпке. - приёмы и правила клёпки.
При ручной клепке используют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы. Молоток выбирают в зависимости от диаметра заклепки:
Диаметр заклепки, мм
2,0...2,5
3,0...3.5
4,0...5,0
6,0...8,0
Масса молотка, г
100
200
400
500
Поддержка служит опорой при расклепывании стержня заклепки и должна быть в 3-5 раз массивнее молотка. Форма рабочей поверхности поддержки зависит от конструкции склепываемых деталей, диаметра стержня и формы закладной головки заклепки, а также метода клепки.
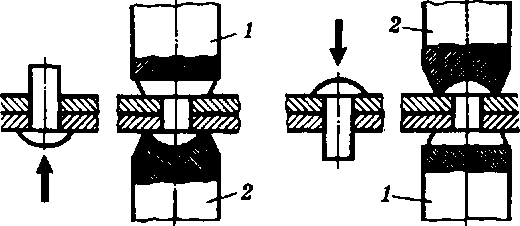
Применение поддержки и обжимки при клепке: а -прямой; б - обратной; 1 - обжимка; 2 - поддержка
Обжимка служит для придания требуемой формы замыкающей головке заклепки после осадки. На рабочем конце обжимки должно быть углубление по форме головки заклепки.
Натяжка представляет собой стержень с отверстием на конце и диаметром, на 0,2 мм большим диаметра стержня заклепки. Натяжка применяется для сжатия листов.
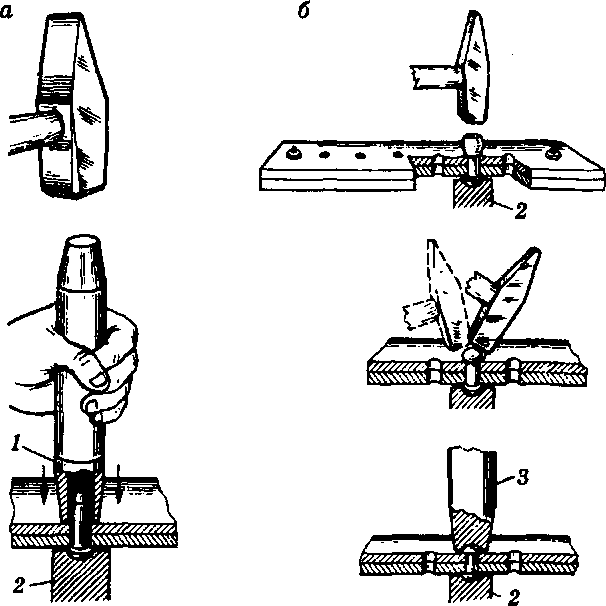
Приемы ручной клепки: а, б - прямой; в - обратной; 1 - натяжка; 2 - поддержка; 3 - обжимка
Чекан - это слесарное зубило с плоской рабочей частью. Он применяется для создания герметичности заклепочного шва, достигаемой подчеканкой замыкающей головки и края листов. Ручная клепка выполняется на верстаках, плитах или специальных приспособлениях. Процесс ручной клепки состоит из следующих основных операций:
-
подготовка поверхностей деталей к клепке;
-
разметка отверстий под будущие заклепки;
-
сверление в склепываемых деталях отверстий под заклепки;
-
зенкование гнезда под головки заклепок;
-
установка заклепки в отверстия деталей;
6) образование замыкающей головки заклепки, т.е. собственно клепка.
Склепываемые детали очищают от грязи, ржавчины, окалины и пригоняют. При необходимости обрабатывают сопряженные поверхности и кромки. Подготовленные к клепке поверхности размечают чертилкой, а затем накерняют будущие отверстия под заклепки. Расстояние от центра заклепки до края склепываемых листов должно составлять 1,5с? заклепки. Необходимое количество отверстий под заклепки определяют расчетным путем. Затем размеченные детали совмещают, сжимают вместе ручными тисками или струбцинами и выполняют сверление отверстий по разметке одновременно в двух деталях. Диаметр отверстия должен быть больше диаметра заклепки:
Диаметр заклепки, мм
2,0
2,3
2,6
3,0
3,5
4,0
5,0
6,0
7,0
8,0
Диаметр отверстия, мм
2,1
2,4
2,7
3,1
3,6
4,1
5,2
6,2
7,2
8,2
Диаметр d стержня заклепки выбирают в зависимости от толщины s пакета склепываемых листов по формуле d = 42s.
Для заклепок с потайными головками
зенкуют гнезда под головки заклепок на глубину, равную 0,8 диаметра стержня заклепки; на деталях, где будут расположены полукруглые головки, надо снять фаски размером 1,0...1,5 мм. Длину стержня заклепки выбирают в зависимости от толщины склепываемых листов и формы замыкающей головки.
Различают два вида клепки: с двусторонним подходом, когда имеется свободный доступ как к замыкающей головке, так и к закладной, и с односторонним подходом, когда доступ к замыкающей головке невозможен. В связи с этим клепка подразделяется на прямую и обратную.
Прямая (открытая) клепка
выполняется в следующем порядке:
-
заклепку выставляют снизу вверх стержнем в отверстие соединяемых деталей;
-
под закладную головку заклепки устанавливают массивную поддержку
-
для заклепок с потайными головками применяют плоские поддержки);
-
детали осаживают (уплотняют) в месте клепки с помощью натяжки
-
, которую устанавливают на выступающий конец стержня;
-
ударами молотка по вершине натяжки устраняют зазор между склепываемыми листами;
-
стержень крайней заклепки осаживают (расклепывают) бойком молотка
-
(сначала несколькими ударами молотка осаживают стержень, а затем боковыми ударами молотка придают полученной головке необходимую форму);
-
окончательно оформляют замыкающую головку с помощью обжимки
Подобным же образом расклепывают другую крайнюю заклепку. Во избежание образования неровностей и других видов брака клепку выполняют не подряд, а через два-три отверстия, начиная с крайних - к центру, после чего производят клепку по остальным отверстиям.
При обратной (закрытой) клепке
удары молотком наносят по закладной головке через оправку с внутренней сферической поверхностью Стержень заклепки вводят сверху, поддержку с требуемой формой рабочей поверхности подводят под стержень заклепки и формируют замыкающую головку. Этот способ применяют только при затрудненном вводе заклепки снизу и отсутствии доступа к замыкающей головке.
Обратная клепка может быть заменена клепкой взрывными заклепками. Для образования соединения заклепку в холодном состоянии ставят в отверстие детали, а затем закладную головку подогревают электрическим подогревателем 4 в течение 1...3 с до температуры 130 °С, что приводит к взрыву заполняющего заклепку взрывчатого вещества. При этом замыкающая головка приобретает бочкообразную форму, а ее расширенная часть плотно стягивает склепываемые листы. Этот способ отличается высокой производительностью и хорошим качеством клепки.
24 Паяние и лужение. Цель изучить: - понятие о паяние и лужение. - виды и классификации припоев и флюсов.
Пайка - это операция по получению неразъемного соединения деталей с помощью промежуточного металла или сплава, называемого припоем.
В слесарном деле используют пайку мягкими (легкоплавкими) и твердыми (тугоплавкими) припоями. Мягкие припои имеют температуру плавления до 450 °С. Наиболее распространенными мягкими припоями являются оловянно-свин- цовые припои (ПОС). Они подразделяются на бессурьмянистые (марки бессурьмянистых припоев - ПОС-90, ПОС-61, ПОС-40, ПОС-10, ПОС-61М); малосурьмянистые, содержащие 0,2... 0,5 % сурьмы (ПОССу-61-05, ПОССу-50-0,5, ПОССу-40-0,5, ПОССу- 35-0,5, ПОССу-30-0,5, ПОССу-25-0,5, ПОССу-18-0,5), и сурьмянистые,содержащие0,5...6 % сурьмы(ПОССу-95-5, ПОССу-40-2, ПОССу-35-2, ПОССу-ЗО-2, ПОССу-25-2, ПОССу-18-2, ПОССу-15-2, ПОССу-Ю-2, ПОССу-8-3, ПОССу-5-1, ПОССу-4-6).
В обозначении марки буквы указывают: ПОС - припой оловянно-свинцовый, М -медь, К - калий, Су - сурьмянистый; числа: первое число - процентное содержание олова, последующие числа - содержание меди или калия, остальное (от 100 %) - свинец.
В слесарном деле чаще всего используется ПОС-40.
Оловянно-свинцовые припои выпускают в виде проволоки, прутков, лент и трубок диаметром от 1...5 мм (трубки заполнены канифолью).
Мягкие припои применяют для соединений, к которым не предъявляются требования высокой прочности.
Твердые припои имеют температуру плавления 450... 1100 °С и представляют собой тугоплавкие металлы и сплавы. Среди них выделяют медно-цинковые и серебряные припои. Для получения более качественного соединения деталей в припой добавляют олово, марганец, железо и другие металлы. Согласно ГОСТу медно-цинковые припои выпускают трех марок: ПМЦ-36 - для латуни, ПМЦ-48 - для пайки медных сплавов, ПМЦ-54 - для пайки бронзы, меди, томпака и стали. Температура плавления этих припоев 700...950 °С. марке буква П обозначает слово «припой», МЦ - медно-цинковые, число - процентное содержание меди, остальное - цинк.
Более качественные швы обеспечивают серебряные припои - сплавы серебра, меди, цинка и других элементов. Ими можно паять черные и цветные металлы и сплавы. Марки серебряных припоев: ПСр-72, ПСр-71, ПСр-70, ПСр-65, ПСр-62, ПСр-50, ПСр-45, ПСр-40, ПСр-25, ПСр-15, ПСр-10 и др. Буквы обозначают припой серебряный, число - процентное содержание серебра.
Твердые припои применяют для получения соединений, которые должны быть прочными при высоких температурах, стойкими к коррозии. Их выпускают в виде порошка или пластин.
Пайка изделий из алюминия и его сплавов выполняется алюминиевыми припоями - сплавами алюминия с кремнием, медью или с медью и кремнием. Коррозионо-стойкие и жаропрочные стали, изделия, работающие при высоких температурах, паяют никелевыми припоями - сплавами никеля с хромом и другими элементами.
Суть пайки заключается в том, что в зазор между соединяемыми деталями вводится дополнительный присадочный металл (припой), который имеет более низкую температуру плавления, чем соединяемые детали. Расплавленный припой, смачивая поверхности деталей, соединяет их при охлаждении и затвердевании.
Место соединения деталей с помощью припоя называется паяным швом. В зависимости от назначения паяные швы бывают прочные, плотные и прочноплотные. Прочный шов должен обладать определенной механической прочностью. Плотные швы - сплошные герметичные, не допускающие проникновения пара, жидкости или газа. Прочноплотные швы должны обладать хорошей механической прочностью и быть герметичными.
25. Паяльники, паяльные лампы,припои. Цель изучить: - перечень инструментов и приспособлений для паяния и лужения.- особенности пайки различных металлов и сплавов Для получения качественного паяного шва необходимо перед пайкой подготовить соединяемые поверхности деталей. Их механически зачищают, обезжиривают, травят, промывают и собирают.
Механическая очистка выполняется наждачной бумагой, напильниками, металлическими щетками, шлифовальными кругами. При этом удаляются оксиды и окалина.
Для снятия оксидов с поверхности деталей можно применять химическое обезжиривание с помощью раствора венской извести. После химической обработки известь смывается водой. Можно использовать обезжиривание в органических растворителях - бензине, ацетоне, бензоле, скипидаре, метиловом и этиловом спирте - с последующей промывкой в горячей и холодной воде.
Химическое травление применяют в тех случаях, когда имеющиеся на поверхности изделия пленки оксидов и других соединений обезжириванием не удаляются и препятствуют образованию прочного соединения. Травление осуществляют погружением изделий в растворы серной, соляной, фосфорной и других кислот. Протравленные детали подвергают тщательной промывке в проточной воде с последующей просушкой.
Подготовка к пайке сложных узлов, состоящих из нескольких деталей, заключается в скреплении деталей проволокой, прижимами или другими приспособлениями. Применяемые способы крепления деталей должны обеспечивать их необходимое взаимное расположение и зазор между спаиваемыми поверхностями. Размеры зазора зависят от вида припоя и паяемого материала. Зазоры между деталями не должны превышать 0,05...0,15 мм для стали и 0,1...0,3 мм для меди.
Поверхность, которая не должна покрываться припоем, предварительно обмазывают специальными пастами из глины, мела, графита и т.п.
Для хорошего смачивания припоем поверхности основного металла необходимо применять флюсы, без которых паяние невозможно. К флюсам предъявляются следующие требования: температура плавления флюса должна быть ниже температуры плавления припоя; флюсы должны способствовать созданию прочного соединения с соединяемыми металлами, не растворяться в них и не оказывать на металл вредного химического воздействия; для лучшего затекания расплавленного припоя в шов флюсы должны увеличивать жидкотекучесть припоя, иметь малую плотность, чтобы в процессе пайки они могли всплывать на поверхность шва, а после пайки легко с него удаляться.
Для пайки мягкими припоями флюсами служат: хлористый цинк ZnCl2 - соляная кислота (для пайки стеши, меди, алюминия); канифоль - желтовато-коричневое смолистое вещество, получаемое при перегонке сосновой смолы (для пайки меди и ее сплавов); стеарин (для пайки свинца и его сплавов); нашатырь (хлористый аммоний NH3C1).
Хлористый цинк обычно получают растворением кусочка цинка в соляной кислоте. Полученный раствор часто называют « паяльной кислотой ».
Для флюсования можно применять как порошкообразный и кусковой нашатырь, так и его раствор: на 1 весовую часть нашатыря берут 5 весовых частей воды.
Для пайки электрических проводов, когда кислотные флюсы могут вызвать коррозию металлов, применяют антикоррозионные бескислотные флюсы - органические вещества (канифоль и стеарин).
Для пайки твердыми припоями в качестве флюса используют буру, борную кислоту, а также смеси буры с борной кислотой, борным ангидридом и некоторые другие вещества.
Бура используется в виде порошка, а перед нанесением на поверхность ее прокаливают. Иногда в буру добавляют цинк.
Борная кислота представляет собой белые жирные на ощупь чешуйки. По своим флюсующим свойствам борная кислота лучше буры, но стоимость ее выше.
Смесь буры и борной кислоты готовится в 50% -м соотношении компонентов, разведенных в растворе хлористого цинка.
В качестве флюсов для пайки алюминиевых сплавов используют химические смеси, состоящие из хлористого натрия, хлористого лития, хлористого калия, хлористого цинка. Хлористые соли обладают способностью растворять оксиды алюминия и понижать температуру плавления припоя.Для пайки мягкими припоями инструментом является паяльник. По способу подогрева паяльники бывают периодического и непрерывного подогрева. Паяльники периодического подогрева молоткового и торцового типов изготавливают из высококачественной красной меди; их рабочая часть закрепляется на стальном стержне с деревянной рукояткой на конце. Такие паяльники периодически подогревают от постороннего источника теплоты: горна, паяльной лампы, газово Наиболее часто для нагрева используют паяльные лампы. На рис. показана лампа, работающая на бензине, спирте или керосине. Основными ее частями являются предохранительный стержень 1, резервуар для горючего 2, воздушное пространство 3, нагревательная ванночка 4, каналы смесителя 5, труба 6, смесительная труба 7, сопло 8, устройство 9,
6 7 8 9
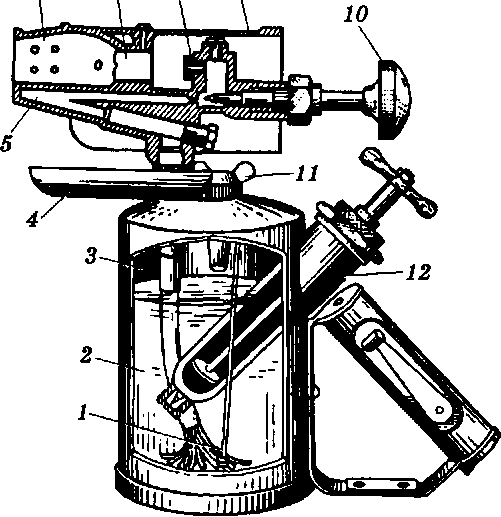
Паяльная лампа, работающая на бензине, спирте или керосине: 1 - предохранительный стержень; 2 - резервуар для горючего; 3 - воздушное пространство; 4 - нагревательная ванночка; 5 - смеситель; 6 - труба; 7 - смесительная труба; 8 - сопло; 9 - защитное устройство; 10 - вентиль; 11 - крышка; 12 - насос
защищающее от ветра, вентиль 10, крышка заливного отверстия 11 и насос 12.
В качестве подогревателя может использоваться керосиновая лампа Для ее разжигания надо налить в ванночку 3 немного керосина и поджечь его. Но перед этим вентиль 4 закрывают, а воздушный клапан 2 открывают. К моменту полного сгорания керосина в ванночке следует закрыть клапан 2, подкачать воздух в резервуар 1, приоткрыть вентиль 4 и поставить лампу около защитного устройства на расстоянии 100... 150 мм, а затем отрегулировать интенсивность горения. Гасят лампу закрытием вентиля 4 и выпуском воздуха из резервуара 1 клапаном 2. К паяльникам непрерывного подогрева относят газовые, бензиновые и электрические паяльники.
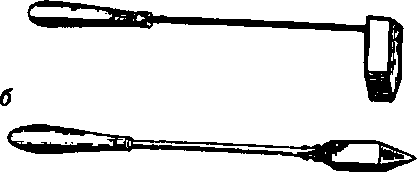
Типы паяльников: а - молотковый; б - торцовыйНаиболее широкое применение для пайки мягкими припоями получили электрические паяльники. На. рис. показан общий вид электрического паяльника торцового типа. Такие паяльники используют для пайки в труднодоступных местах (днище внутренней части резервуаров и т.п.). Нагрев рабочей части паяльника происходит электрическим током, проходящим по спирали, окружающей медный Сердечник.
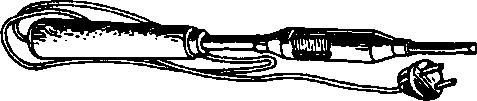
. Электрический паяльник
Паяльники имеют массу от 0,2 до 1 кг. Рабочая часть паяльника называется обушком. Грани обушка заостренные и располагаются под углом 30. ..40° друг к другу. Температура нагрева паяльников должна выдерживаться в пределах 250...600 °С.
Для пайки алюминия и его сплавов применяются вибрационные ультразвуковые паяльники с нагревательными элементами или без них.
При пайке твердыми припоями паяльники не применяют, а используют только нагрев припоя и мест паяния. Нагрев ведут в горнах, паяльными лампами, в электропечах, с помощью токов высокой частоты (установки ТВЧ).
Газовый паяльник имеет ацетиленокислород- ную горелку, к которой на стержне крепится с помощью хомутика рабочая часть паяльника. Ниппели, прикреплены к рукоятке. Кислород и ацетилен подаются по шлангам к ниппелям. Подача ацетиленокислородной смеси в горелку регулируется вентилями. На выходе из сопла горелки ацетиленокислородную смесь зажигают и нагревают рабочую часть паяльника.
Бензиновый паяльник представляет собой соединение рабочей головки паяльника с бензиновой горелкой, пламя которой непрерывно подогревает паяльник. Самостоятельная работа: Брак при пайке и лужении.
26Безопасность труда. Цель изучить:- безопасность труда при выполнении слесарных работ.
Под безопасными условиями труда понимают комплекс организационных и технических мероприятий, направленных на предотвращение получения рабочим травм различной тяжести. Несчастные случаи на производстве чаще всего происходят в результате недостаточного усвоения работающими производственных навыков и отсутствия опыта в обращении с инструментом и оборудованием. Сознательное отношение к мерам предосторожности, знание своего дела, оборудования, приспособлений, приемов работы и умение правильно организовать рабочее место создают условия для безопасного и высокопроизводительного труда.
Под слесарный производственный участок отводится помещение, достаточное для размещения в нем верстаков по числу работающих и другого оборудования при условии, что будут обеспечены проходы и проезды, необходимые для свободного перемещения работающих и передвижения внутреннего транспорта. Все производственные помещения должны иметь исправные перекрытия, стены и ровные нескользкие полы. Все оборудование должно быть исправным. Движущиеся части, находящиеся снаружи, следует ограждать кожухами, щитами, сетками, крышками.
Верстак должен иметь жесткую и прочную конструкцию, исключающую возможность качки при работе. На нем не должно быть выступающих кромок и острых углов. Слесарные тиски должны быть надежно зафиксированы. Поскольку при работе возможно отлетание частиц стружки, отламывающихся частей режущего инструмента, то для предохранения работающих устанавливаются защитные экраны. Их минимальная высота 0,8 м. На многоместных верстаках защитные экраны ставятся между тисками.
Слесарь должен соблюдать целый ряд требований.
Перед началом работы ему необходимо:
привести в порядок спецодежду: застегнуть обшлага рукавов, подобрать волосы под плотно облегающий головной убор (косынку, берет), не работать в легкой обуви (тапочках, босоножках);
-
организовать рабочее место так, чтобы все необходимое для выполнения задания было под рукой; проверить достаточность освещенности рабочего места; о перегоревших лампочках сообщить мастеру и потребовать их замены;
-
проверить рабочий инструмент, который должен отвечать ряду требований: молотки должны быть насажены на рукоятки из дерева твердых и вязких пород, расклиненные металлическими клиньями; гаечные ключи должны быть исправными и соответствовать размерам болтов и гаек; запрещается наращивать рукоятки ключей другими предметами; зубила, молотки, обжимки, кернеры не должны иметь сбитых и скошенных бойков и заусенцев; режущий инструмент (сверла, шаберы, зубила и т.п.) должен быть хорошо заточен и заправлен; напильники и ножовки должны иметь плотно насаженные деревянные ручки с металлическими кольцами;
-
при получении из кладовой дрели с электрическим приводом убедиться в ее исправности (изоляция шлангового провода, штепсельная вилка, провод заземления и т.п.). При работе от сети с напряжением выше 36 В обязательно пользоваться резиновыми перчатками и резиновым ковриком;
-
проверить наличие заземления на сверлильном станке;
-
обо всех обнаруженных неисправностях оборудования и инструмента сообщить мастеру и до его указания к работе не приступать.
Во время работы следует:
-
пользоваться только исправным инструментом, предусмотренным для данной работы; не класть инструменты друг на друга и на другие предметы;
-
работая с абразивным кругом на заточном станке, пользоваться защитными очками или защитным экраном;
-
не останавливать вращающийся режущий инструмент руками или каким-либо предметом;
-
рубку в тисках производить только при наличии на верстаке защитной сетки или экрана;
-
тяжелые детали не поднимать, не сдвигать их на край верстака;
-
во время рубки и сверления надевать защитные очки;
-
работы с применением кислот, щелочей, флюсов, а также работы, связанные с выделением пыли, дыма и газов, выполнять в хорошо проветриваемом помещении или под вытяжным колпаком;
-
не сдувать опилки, не смахивать стружку рукой, пользоваться для этих целей щеткой-сметкой;
-
при получении мелких травм обязательно обработать рану настойкой йода и наложить бинт;
-
не работать на сквозняках;
-
надежно закреплять заготовку в слесарных тисках и других приспособлениях;
-
поддерживать чистоту и порядок на рабочем месте.
По окончании работы необходимо:
-
привести рабочее место в порядок, очистить тиски и верстак от опилок и стружки;
-
уложить инструмент, приспособления и материалы на соответствующие места;
-
после работы с применением масла, смазочно-охлаждаю- щих технологических средств (СОТС), кислот, клеев обязательно вымыть руки горячей водой с мылом. Запрещается
мыть руки в масле, керосине, бензине и вытирать их концами обтирочного материала, загрязненного стружкой и металлическими опилками;
-
весь замасленный обтирочный материал собрать и сложить в специально выделенное в мастерских место, так как он склонен к самовозгоранию и может служить очагом возникновения пожара;
-
сдать рабочее место производственному мастеру, сообщить ему обо всех замеченных неисправностях.
Контрольные вопросы
Какие требования предъявляют к воздушной среде на слесарном участке?
Как шум и вибрации влияют на организм человека?
Какие требования предъявляются к освещению на слесарном участке?
Каковы требования к спецодежде рабочего?
Опишите цветовое оформление производственных помещений.
Каковы требования личной гигиены рабочего на производстве?
Постройте график работоспособности рабочего.
Что понимается под безопасными условиями труда?
Какие работы необходимо выполнить слесарю перед началом работы?
Назовите общие требования безопасности труда во время выполнения слесарных работ.
Что должен выполнить слесарь на рабочем месте после окончания рабочей смены?
Что понимается под слесарными работами?
Назовите основные слесарные операции.
Перечислите оборудование слесарной мастерской.
Какова конструкция слесарного верстака?
Опишите рабочее место слесаря и его организацию.
Каково назначение слесарных тисков?
Расскажите о конструкции рычажных ножниц.
Как устроен винтовой пресс?
Каково назначение заточных станков?
Перечислите слесарный инструмент, используемый при выполнении слесарных операций.
Дайте классификацию механизированного слесарного инструмента.
Какова суть плоскостной разметки?
Назовите приспособления, применяемые для плоскостной разметки.
Перечислите инструменты для плоскостной разметки.
Какие виды чертилок и кернеров вы знаете?
Каково назначение центроискателя?
Укажите углы заточки чертилки и кернера.
Какие подготовительные работы выполняют перед разметкой?
Как готовят меловый раствор и раствор медного купороса? Почему для окрашивания деталей из меди и ее сплавов не пользуются медным купоросом?
В каком порядке наносят разметочные линии?
Опишите приемы нанесения горизонтальных, вертикальных и наклонных линий при плоскостной разметке.
Как обеспечивается закрепление разметки?
От чего зависит расстояние между кернами?
Как выполняется разметка по шаблону?
Как можно повысить точность разметки?
Какой разметочный инструмент (чертилка, масштабная линейка, кернер, разметочный циркуль, угольник, штангенциркуль ШЦ-П) необходимо выбрать для выполнения следующих работ: нанесение разметочных линий; построение углов; разметка окружностей диаметром более 250 мм; нанесение окружностей и перенесение размеров?
Как с помощью линейки и циркуля построить угол 60° и разделить его пополам?
Какова суть пространственной разметки? В чем ее отличие от плоскостной разметки?
Каково назначение гибки?
По какому слою выполняется расчет длины заготовки при гибке и почему?
Какие приспособления и инструмент применяют при гибке?
Как можно повысить производительность гибочных работ?
Какова роль наполнителей при гибке труб?
Каковы суть и назначение резки?
Назовите виды резки металла.
Для чего применяют ручные ножницы?
Для чего применяют стуловые ножницы?
В каких случаях применяют рычажные ножницы?
Из каких основных деталей состоит ручная ножовка?
Почему в процессе резки полотно ножовки должно все время находиться в натянутом состоянии?Каковы назначение и суть опиливания?
Как устроен напильник?
Расскажите о применении напильников по номеру их насечки.
Как классифицируются напильники в зависимости от формы бруска?
Классифицируйте напильники по их назначению.
Какими способами получают насечку напильника?
Какими геометрическими параметрами характеризуется зуб напильника?
С какой точностью можно опилить деталь драчевым, личным и бархатным напильниками?
Какие типы ручек используют для напильников и надфилей?
Назовите виды опиливания плоских и криволинейных поверхностей.
Каковы правила выбора напильника для опиливания?
Назовите способы отделки поверхностей после опиливания.
В какой последовательности опиливают плоские сопряженные поверхности?
Какие устройства используют для механизации процесса опиливания?
Назовите способы и средства контроля поверхностей после опиливания.
Какие дефекты могут возникнуть при опиливании? Их причины.
Какие требования предъявляют к организации рабочего места
при опиливании? Какие правила безопасности необходимо соблюдать при опиливании?
Каково назначение сверлильных станков?
В чем основное отличие радиально-сверлильного станка от вертикально-сверлильного?
Какие приспособления используются для работ на сверлильных станках? Какие движения обеспечивают процесс резания при сверлении, рассверливании, зенкеровании и развертывании? Какая связь между скоростью резания и частотой вращения шпинделя? Как выбираются режимы резания при сверлении на сверлильном станке? Какова конструкция спирального сверла? Объясните назначение лапки у сверл с коническим хвостиком. Перечислите виды заточки спирального сверла. Назовите требования к заточке. В чем особенности сверления отверстий: а) в плоскости, расположенной под углом к поверхности стола; б) на цилиндрической поверхности; в) в полых деталях? Укажите назначение зенкерования и зенкования. Каково устройство зенкера и зенковки? За счет чего точность и шероховатость поверхности отверстия после обработки зенкером выше, чем после обработки сверлом? Укажите припуски и режимы резания при зенкеровании. Опишите конструкцию развертки. Что такое нарезание резьбы? Как образуется винтовая поверхность? Назовите основные элементы резьбы. Какие профили резьбы применяют в машиностроении? В каких случаях применяют метрические резьбы и какие параметры их характеризуют? Чем дюймовая резьба отличается от метрической? Дайте классификацию резьб. Какой инструмент применяют для нарезания внутренних резьб? Каковы устройство метчика и их виды? Почему ручные метчики изготавливают комплектами из двух-трех штук? В каких случаях применяются метчики с винтовыми канавками? Почему у метчиков с винтовыми канавками для нарезания резьбы в глухих отверстиях наклон канавок правый, а для нарезания в сквозных отверстиях - левый?
Каковы назначение и суть притирки и доводки? В чем различие между ними?
Какие абразивные материалы используются для притирки и доводки? Дайте классификацию абразивных материалов.
Аргументируйте выбор абразивного материала для притирки и доводки.
Что используется в качестве СОТС для притирочных работ? Какое влияние оказывают СОТС на процесс притирки?
Как классифицируют притиры? Назовите виды и материалы притиров.
Как выбирают притиры?
Назовите виды притирки.
Каковы суть и виды шаржирования притира?
Назовите приемы притирки плоских, фасонных, цилиндрических и конических поверхностей, а также резьбовых деталей.
В каких случаях применяется притирка двух деталей друг к другу?
Расскажите о механизации притирочных работ.
Как осуществляется контроль качества притирки?
Каковы суть и назначение шабрения?
Какие преимущества имеет шабрение перед другими видами обработки?
Какой инструмент применяют для шабрения? Как классифицируют шаберы?
Как выбирают шаберы?
В чем суть заточки и заправки шаберов? Назовите углы заточки шаберов для шабрения различных материалов.
Как подготовить поверхность детали к шабрению?
Какие красители используют для окрашивания поверхности перед шабрением?
Назовите виды шабрения.
Какие имеются приемы шабрения плоских поверхностей?
Назовите приемы шабрения криволинейных поверхностей.
Каковы суть и назначение клепки?
Назовите виды и материал заклепок.
Как выбрать форму головки заклепки для заклепочного соединения?
Как определяют диаметр и длину стержня заклепки?
Как выбирают материал заклепок?
Как выбрать диаметр сверла для сверления отверстия под заклепку?
Назовите виды клепальных швов и укажите их назначение.
Как располагают заклепки в соединениях?
Каково назначение взрывных заклепок?
Назовите инструмент для ручной клепки и укажите его назначение.
Какие виды клепки вы знаете?
Опишите последовательность ручной клепки.
Как выполнить контроль клепки?
Назовите виды брака при клепке и укажите его причины.
Какое оборудование применяют для машинной клепки?
Какие преимущества имеет машинная клепка перед ручной?
В каких случаях используют трубчатые заклепки?
Какова суть пайки? Назовите виды пайки. Приведите примеры и маркировку мягких и твердых припоев.
Какие припои используют для пайки коррозионно-стойких и жаропрочных сталей? Назовите виды паяных швов. Какие способы подготовки деталей к пайке вы знаете? Перечислите флюсы для пайки мягкими и твердыми припоями. Какое оборудование и инструмент применяют для пайки? Объясните технологию пайки мягкими припоями. Опишите технологию пайки твердыми припоями.
Каковы особенности пайки низкоуглеродистых и высокоуглеродистых сталей? Назовите особенности пайки чугуна и алюминия. Каковы назначение и суть лужения? Как подготавливают детали к лужению? Каковы способы лужения и их суть?
Назовите виды брака при пайке и лужении и способы его предупреждения.