- Преподавателю
- Классному руководителю
- Методические указания к лабораторным работам ПМ01 по профессии Электромонтер по ремонту и обслуживанию электрооборудования
Методические указания к лабораторным работам ПМ01 по профессии Электромонтер по ремонту и обслуживанию электрооборудования
| Раздел | Классному руководителю |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Кротюк М.П. |
| Дата | 15.12.2014 |
| Формат | doc |
| Изображения | Есть |

Лабораторная работа № 1
Изучение отраслевых стандартов, государственных, международных, их значение
ПМ.01. Сборка, монтаж, регулировка и ремонт узлов и механизмов оборудования, агрегатов, машин, станков и другого оборудования промышленных организаций
МДК 01.01 Основы слесарно-сборочных и электромонтажных работ
Цель работы: изучить содержание стандартов, их видов и особенностей.
Материалы, оборудование: стандарты деталей машин.
Основные теоретические сведения
Унифицированная мелкая резьба для специальных применений
Типоразмер
Наружный диаметр, дюймов
Наружный диаметр, мм
Диаметр сверления, мм
Число витков на дюйм
Шаг, мм
1 1/16" - 8-UN
1,063
26,988
23,90
8
3,175
1 1/8" - 8-UN
1,125
28,575
25,50
8
3,175
1 3/16" - 8-UN
1,187
30,162
27,10
8
3,175
1 1/4" - 8-UN
1,250
31,750
28,75
8
3,175
1 5/16" - 8-UN
1,313
33,338
30,30
8
3,175
1 3/8" - 8-UN
1,375
34,925
31,75
8
3,175
1 1/2" - 8-UN
1,500
38,100
35,00
8
3,175
1 5/8" - 8-UN
1,625
41,275
38,00
8
3,175
1 3/4" - 8-UN
1,750
44,450
41,50
8
3,175
1 7/8" - 8-UN
1,875
47,625
44,50
8
3,175
2" - 8-UN
2,000
50,800
47,75
8
3,175
2 1/8" - 8-UN
2,125
53,975
50,90
8
3,175
2 1/4" - 8-UN
2,250
57,150
54,00
8
3,175
2 3/8" - 8-UN
2,375
60,325
57,20
8
3,175
2 1/2" - 8-UN
2,500
63,500
60,40
8
3,175
Возможность унифицирования резьб еще не означала их общую унификацию, поскольку каждый производитель был заинтересован иметь собственные стандарты. Со временем появилась настоятельная потребность создания ряда государственных или международных стандартов. Первый важный шаг в этом направлении был сделан в Великобритании в 1841 г., когда Дж. Витворт представил Институту гражданских инженеров свой доклад под названием "Система унифицирования винтовых резьб".
Витворт предлагал установить для болтов и винтов данного размера единообразие таких параметров резьбы, как профиль, шаг и высота профиля. Он рекомендовал, чтобы угол профиля (угол между сторонами соседних витков) был равен 55°, а число витков на один дюйм должно определяться диаметром болта или винта. Вершины витков резьбы и основания впадин должны быть закруглены на 1/6 высоты исходного профиля. К 1881 г. система Витворта была принята в качестве британского стандарта.
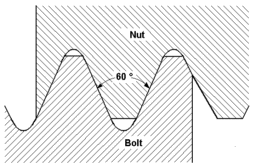
В США стандартизация начала проводиться в 1864 г. У. Селлерс, производитель металлорежущих инструментов в Филадельфии, убедил Институт Франклина учредить комиссию, ответственную за разработку государственных стандартов. У Селлерса было несколько поправок к системе Витворта. Он считал, что угол профиля 55° трудно измерить, и поэтому предлагал заменить его на 60°. К тому же он полагал, что при таком угле резьба будет прочнее. Селлерс также предложил резьбу с уплощенными вершинами витков и основаниями впадин, поскольку, по его мнению, предусматриваемое в стандарте Витворта закругление этих участков профиля приводило к неопределенности соответствия между болтом и гайкой и снижало прочность резьбы.
Институт Франклина принял систему Селлерса и рекомендовал ее в качестве государственного стандарта, гласящего: "Профиль винтовых резьб должен иметь прямые края, образующие угол 60°, поверхность вершин и впадин должна быть плоской и составлять 1/8 шага". К концу XIX столетия система Селлерса уже обрела статус стандарта не только в США, но и во многих европейских странах.
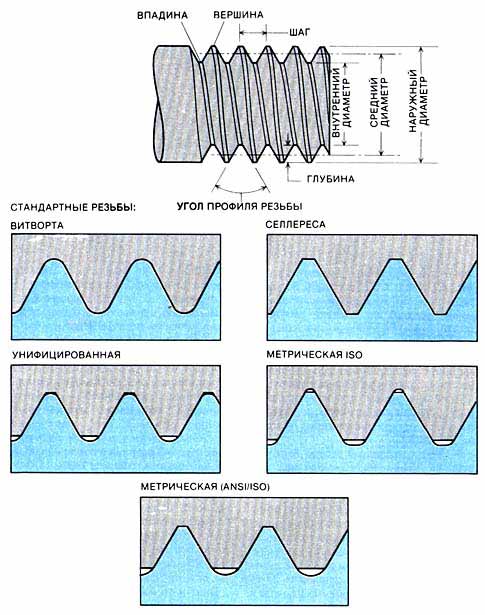
Резьбы на болтах стандартизованы.
- В Великобритании принят стандарт на резьбы, предложенный в 1841 г. Дж. Витвортом,
- В США - стандарт, предложенный в 1864 г. У. Селлерсом.
- Унифицированная система резьб, которая включает элементы обоих указанных стандартов, была введена в 1948 г. и получила распространение в США, Канаде и Великобритании.
- Стандартная система метрической резьбы, разработанная Международной организацией по стандартизации (ISO), была принята в 1964 г. Она получила распространение в странах, использующих метрическую систему мер.
- Оптимальная метрическая система крепежных изделий, предложенная Институтом промышленных крепежных изделий в 1971 г. как усовершенствованный вариант стандарта ISO, легла в основу системы Американского национального института стандартов (ANSI/ISO) и стала международным стандартом метрической резьбы.
Несовместимость систем Витворта и Селлерса стала причиной многих технических осложнений в годы первой и второй мировых войн, когда американская и английская армии сталкивались с необходимостью иметь взаимозаменяемые части вооружения. Начиная с 1918 и вплоть до 1948 г. обе страны делали попытки привести две системы в соответствие. На конференции, состоявшейся в 1948 г. в Вашингтоне, США, Канада и Великобритания приняли Унифицированную систему резьбы, которая включала элементы как системы Витворта, так и системы Селлерса. Существенную роль в стандартизации дюймовой винтовой резьбы сыграл Институт промышленных крепежных изделий, созданный ведущими североамериканскими фирмами, специализирующимися на производстве крепежных деталей.
В том же году Международная организация по стандартизации ИСО (ISO) приступила к разработке системы стандартизации винтовых резьб, единой для многих стран мира. Когда в 1964 г. эта работа была завершена, международная конференция в Нью-Дели приняла две системы: систему дюймовой резьбы ISO (такую же, как и вышеуказанная Унифицированная система) и систему метрической резьбы ISO, которая должна была заменить множество различных национальных систем.
На том основании, что крепежные детали, изготовленные в соответствии с новой метрической системой, оказались хуже по сравнению с теми, которые изготовлялись по дюймовой системе ISO, Институт промышленных крепежных изделий рекомендовал в 1970 г. разработать более совершенную метрическую систему. В 1971 г. группа специалистов этого института представила проект Оптимальной метрической системы крепежных деталей. Среди прочих предложений проект предусматривал такой профиль резьбы, который бы стал стандартным для крепежных изделий, применяемых в авиационно-космической технике, а также для изделий из металла с повышенной усталостной прочностью. Это предложение было учтено в той системе, которая сейчас является международным метрическим стандартом: системе ANSI/ISO (ANSI - сокращенное название Американского национального института стандартов).
В России метрическая система мер была допущена к применению (в необязательном порядке) законом от 4 июня 1899, проект которого был разработан Д. И. Менделеевым, и введена в качестве обязательной декретом Временного правительства от 30 апреля 1917 года, а для СССР - постановлением СНК СССР от 21 июля 1925.
Порядок выполнения работы:
1. Ознакомиться с видами стандартов
2. Ответить на контрольные вопросы
Содержание отчета:
1. Название и цель работы.
2. Стандарты.
3. Ответить на контрольные вопросы.
Контрольные вопросы:
1. Для чего существуют стандарты.
2. Когда они были приняты?
3. Достоинства их применений для производства.
4. Какие виды стандартов существуют?
Список литературы
1. Башарин С.А., Теоретические основы электротехники. Теория электрических цепей и электромагнитного поля. М, ЗАО «КЖИ «За рулем», М., ИЦ «Академия», 2004 год.
2. Евдокимов Ф.Е., Теоретические основы электротехники. М., ИЦ «Академия», 2004 год.
3. Макиенко Н. И. Общий курс слесарного дела. - М.: Высшая школа, 2002 год
4. Соколовский Г.Г., Электроприводы переменного тока с частотным регулированием, учебник. ИЦ «Академия», 2006 год.
5. Никитин Е.М. Краткий курс теоретической механики для ВТУЗов DJVU. М.: Главная редакция физико-математической литературы издательства "Наука", 2001. - 400 с.
6. Шишмарев В.Ю., Средства измерений, учебник. ИЦ «Академия», 2006 год.
Лабораторная работа № 2
Определение годных деталей
ПМ.01. Сборка, монтаж, регулировка и ремонт узлов и механизмов оборудования, агрегатов, машин, станков и другого оборудования промышленных организаций
МДК 01.01 Основы слесарно-сборочных и электромонтажных работ
Цель работы: определить из партии деталей годные, согласно требуемых параметров.
Материалы, оборудование: штангенциркуль, комплект деталей
Основные теоретические сведения
На чертеже указывают линейные, угловые размеры. Линейный размер - числовое значение линейной величины (диаметра, длины) в выбранных единицах измерения, в мм.
Линейные размеры делятся на:
- номинальные,
- действительные,
- предельные.
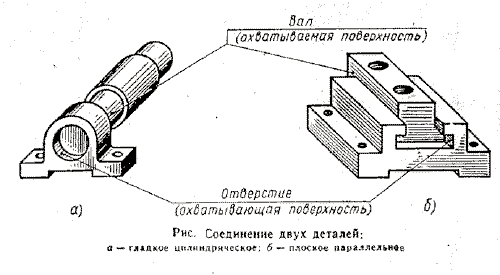
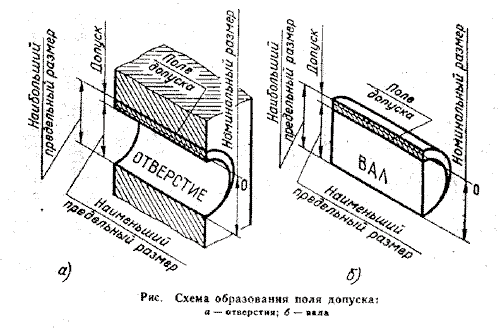
Для удобства и упрощения оперирования данными чертежа все многообразие элементов деталей сводят к двум: наружные (охватываемые) элементы - вал, внутренние (охватывающие) - отверстия. Обозначения для вала - строчными латинскими буквами, отверстия - прописными буквами.
Номинальный размер - размер, полученный конструктором при проектировании машины в результате расчетов (прочность, жесткость, износостойкость) или с учетом различных конструктивных, технологических, эксплуатационных соображений. Номинальный размер - размер относительно которого определяются предельные размеры и который служит началом отсчета всех отклонений (верхнего, нижнего, действительного). (D,d)
Действительный размер - размер, полученный в результате измерений с допустимой погрешностью (Dr)
Исходя из целого ряда факторов устанавливают возможную величину погрешности, при которой деталь будет годна.
Наибольший, наименьший предельные размеры - допустимые размеры между которыми должен находиться или быть. равен размер годной детали. (Dmax, dmax Dmin, dmin)
Верхнее предельное отклонение - алгебраическая разность между наибольшим предельным и номинальным размерами. (ES,es)
ES = Dmax - D, Es = d max - d
Нижнее предельное отклонение - алгебраическая разность между наименьшим предельным и номинальным размерами .( EI,ei)
EI = Dmin - D , Ei = d min - d
Они всегда имеют знак (+) или (-). Действительное номинальным размерами.
Допуск - разность между наибольшими и наименьшими размерами (или алгебраическая разность между верхним и нижнем предельными отклонениями). (TD, Td)
TD = Dmax - Dmin, Td = dmax - d min
Величина допуска характеризует точность изготовления детали, чем она меньше, тем требуется большая точность при обработке детали.
Пример: Дан вал Ø 75+0,008
Определить номинальный размер, предельные отклонения , предельные размеры, допуск. вала.
Решение : d =75, es = + 0,008, ei = - 0 d max = d + es =75+ 0,008 = 75,008 d min = d + ei = 75 + 0 = 75
Td = dmax - dmin = 75,008 - 75= 0,008.
Рассмотренные понятия можно представить графически. Вместо полного изображения отверстий и валов с предельными размерами применяют схематичные (только с указанием ES, EI). Их вычерчивают в масштабе . Построение начинается с проведения нулевой линии - горизонтальной линии, которая соответствует номинальному размеру, от которой откладываются предельные отклонения (вверх "+", вниз "-").
Рассмотрим на примере для отверстия ø10 ES=+0.015 EI = 0 для валаØ 10 es= -0,025 ei= -0,040.
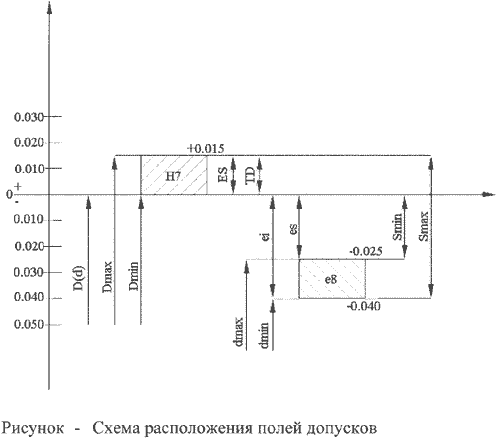
Область, заключенная между двумя линиями, соответствующими верхнему и нижнему отклонениям, называется полем допуска. Поле допуска отличается от допуска тем, что оно определяет не только величину, но и его положение относительно номинального размера. Номинальный размер и отклонения на чертеже указывают в мм. Знак "+" и "-" у отклонений указывают обязательно. Если одно из отклонений не проставлено, следовательно оно равно 0.
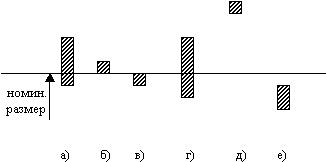
Пример 2: Дано отверстие Ø 10 мм.
Выполнить графическое изображение полей допусков для данного отверстия с отклонениями а) ES=+0,2 EI=-0,1; б)ES==0,1 EI=0 ; в)ES=0 EI=-0,1; г)ES==0,2 EI=-0,2 ; д)ES=+0,4 EI=+0,2;е)ES=-0,1 EI=-0,3.
Решение:
Определение годности детали.
Если действительный размер детали будет не больше Dmax ,d max и не меньше Dmin, dmin деталь считается годной. Необходимо дополнить понятие брак.Существует брак исправимый и неисправимый. Если d r вала больше dmax -. брак исправимый, d r вала меньше dmin - брак неисправимый. Если Dr отверстия больше D min -брак исправимый, Dr отверстия меньше D max - брак неисправимый.
Порядок выполнения работы:
1. Ознакомиться с исправностью штангенциркуля и набором валов.
2. Из представленных 10 валов определить годные согласно стандарта.
3. Составить отчет
4. Ответить на контрольные вопросы.
Содержание отчета:
1. Название и цель работы.
2. Оборудование для выполнения лабораторной работы
3. Заполнить таблицу:
№ детали
Длина вала
Диаметр вала
Годность вала
1
2
…
10
4. Выводы по работе.
5. Ответить на контрольные вопросы.
Контрольные вопросы:
1. Какие детали считаются годными?
2. Что влияет на годность?
3. Способы исправления деталей.
Список литературы
1. Башарин С.А., Теоретические основы электротехники. Теория электрических цепей и электромагнитного поля. М, ЗАО «КЖИ «За рулем», М., ИЦ «Академия», 2004 год.
2. Евдокимов Ф.Е., Теоретические основы электротехники. М., ИЦ «Академия», 2004 год.
3. Макиенко Н. И. Общий курс слесарного дела. - М.: Высшая школа, 2002 год
4. Соколовский Г.Г., Электроприводы переменного тока с частотным регулированием, учебник. ИЦ «Академия», 2006 год.
5. Никитин Е.М. Краткий курс теоретической механики для ВТУЗов DJVU. М.: Главная редакция физико-математической литературы издательства "Наука", 2001. - 400 с.
6. Шишмарев В.Ю., Средства измерений, учебник. ИЦ «Академия», 2006 год.
Лабораторная работа № 3
Изучение влияния шероховатости на работоспособность деталей
ПМ.01. Сборка, монтаж, регулировка и ремонт узлов и механизмов оборудования, агрегатов, машин, станков и другого оборудования промышленных организаций
МДК 01.01 Основы слесарно-сборочных и электромонтажных работ
Цель работы: изучить квалитеты обработки поверхности, способы обработки.
Материалы, оборудование: эталоны квалитетов, набор деталей с разными видами шероховатости.
Основные теоретические сведения
Реальная поверхность, ограничивающая деталь, в отличие от номинальной - геометрически правильной и «гладкой» - имеет сложный профиль, характеризующийся микро- и макрогеометрией. К микрогеометрии реальной поверхности относят шероховатость. Волнистость занимает промежуточное положение между макрогеометрией и микрогеометрией, поскольку высотные параметры близки к шероховатости, а шаговые - к макрогеометрии.
Под шероховатостью поверхности понимают совокупность неровностей поверхности с относительно малыми шагами, выделенную с помощью базовой длины. Базовую длину стандарт определяет как длину базовой линии, используемой для выделения неровностей, характеризующих шероховатость поверхности. Базовая линия имеет идеальную геометрическую форму, соответствующую номинальному профилю рассматриваемой поверхности. Она может быть прямой, дугой окружности, или иметь иную форму, которая определяется нормальным сечением номинальной поверхности плоскостью.
Шероховатость поверхности описывают характеристиками и параметрами микронеровностей профиля, получаемого путем сечения реальной поверхности плоскостью, направленной по нормали к ней. В случае, когда к реальной поверхности может быть проведено множество нормальных секущих плоскостей, выбирают сечение, имеющее максимальные параметры шероховатости, если направление измерения шероховатости не оговорено специально. Так к номинально плоской поверхности секущие плоскости могут быть проведены в любом нормальном направлении, а к номинально цилиндрической - либо через ось, либо перпендикулярно к ней.
Характеристики и параметры шероховатости поверхностей устанавливает ГОСТ 2789-73, требования которого распространяются на поверхности изделий независимо от их материала и способа изготовления (исключение составляют ворсистые, пористые и аналогичные поверхности). При определении параметров шероховатости местные дефекты поверхности (раковины, трещины, вмятины, царапины и т.д.) из рассмотрения исключаются.
Стандарт устанавливает для количественной оценки шероховатости шесть параметров: три высотных (Ra, Rz, Rmax), два шаговых (Sm, S) и параметр tр, характеризующий относительную опорную длину профиля.
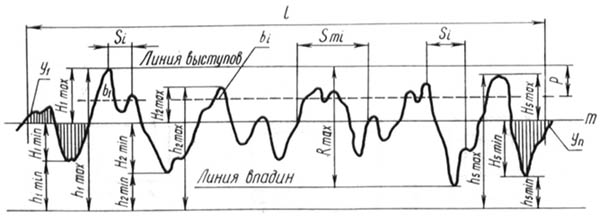
Рис. 1. Профиль поверхности (к определению параметров шероховатости)
Наибольшая высота неровностей профиля (Rmax) определяется расстоянием между линией выступов профиля и линией его впадин в пределах базовой длины.
Эксплуатационные свойства поверхности и обеспечивающая их номенклатура параметров шероховатости
Эксплуатационное свойство поверхности
Параметры шероховатости и характеристики, определяющие эксплуатационное свойство
Износоустойчивость при всех видах трения
Виброустойчивость
Контактная жесткость
Прочность соединения
Прочность конструкций при циклических нагрузках
Герметичность соединений
Сопротивление в волноводах
Ra, (Rz), tр, направление неровностей
Ra, (Rz), Sm, S, направление неровностей
Ra, (Rz), tр
Ra, (Rz)
Rmax, Sm, S, направление неровностей
Ra, (Rz), Rmax, tр
Ra, Sm, S
Значения высотных параметров шероховатости поверхностей (Ra) и точность размеров (квалитеты) при различных видах обработки деталей резанием
Вид обработки
Значение параметра Ra, мкм
Квалитеты
экономические
достижимые
Обтачивание продольной подачей
обдирочное
25...100
15...17
-
получистовое
6,3...12,5
12...14
-
чистовое
1,6…3.2 (0,8)
7…9
6
тонкое (алмазное)
0,4...0,8 (0,2)
6
5
Порядок выполнения работы:
1. Ознакомиться с эталонами квалитетов, набором деталей с разными видами шероховатости
2. Сравнить детали с эталонами.
3. Определить шероховатость детали согласно эталона
4. Составить отчет
5. Ответить на контрольные вопросы.
Содержание отчета:
1. Название и цель работы.
2. Оборудование для выполнения лабораторной работы
3. Заполнить таблицу
№ детали
Название детали
Шероховатость в сравнении с эталоном
4. Выводы по работе.
5. Ответить на контрольные вопросы.
Контрольные вопросы:
1. Какими инструментами можно получить разную частоту поверхности?
2. Влияние шероховатости на работоспособность.
3. Влияние оборудования на обработку деталей.
Список литературы
1. Башарин С.А., Теоретические основы электротехники. Теория электрических цепей и электромагнитного поля. М, ЗАО «КЖИ «За рулем», М., ИЦ «Академия», 2004 год.
2. Евдокимов Ф.Е., Теоретические основы электротехники. М., ИЦ «Академия», 2004 год.
3. Макиенко Н. И. Общий курс слесарного дела. - М.: Высшая школа, 2002 год
4. Соколовский Г.Г., Электроприводы переменного тока с частотным регулированием, учебник. ИЦ «Академия», 2006 год.
5. Никитин Е.М. Краткий курс теоретической механики для ВТУЗов DJVU. М.: Главная редакция физико-математической литературы издательства "Наука", 2001. - 400 с.
6. Шишмарев В.Ю., Средства измерений, учебник. ИЦ «Академия», 2006 год.
Лабораторная работа № 4
Изучение технологий сборки узлов машин
ПМ.01. Сборка, монтаж, регулировка и ремонт узлов и механизмов оборудования, агрегатов, машин, станков и другого оборудования промышленных организаций
МДК 01.01 Основы слесарно-сборочных и электромонтажных работ
Цель работы: составить технологический процесс сборки редуктора исходя из предложенного варианта разборки.
Материалы, оборудование:
Основные теоретические сведения
Изучение конструкции оборудования необходимо начинать с определения движений конечных исполнительных кинематических пар. Анализ движений проводится с целью оценки работоспособности и надежности узлов машин и деталей. После определения видов движения в подвижных соединениях машины, оценки степени их износа (или поломки) составляется схема разборки узла в порядке, показанном на рис.1. Сборочные единицы и детали на схеме обозначены прямоугольниками, разделенными на три части (соотношение сторон при делении показано на рисунке). В верхнем прямоугольнике обозначается наименование разбираемой сборочной единицы или машины. Далее сверху вниз проводится вертикальная линия, по обе стороны которой в порядке разборки помещаются детали (с правой стороны) и сборочные единицы (с левой стороны).
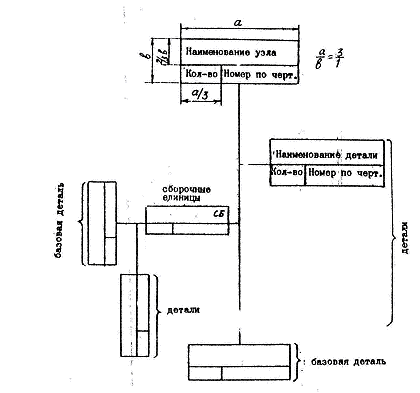
Рис. 1. Построение схемы разборки
Разборка оканчивается базовой деталью. В свою очередь сборочные единицы узла разбираются на детали в таком же порядке, которые изображаются под линией, проводимой справа налево от сборочной единицы. Разборка сборочной единицы также заканчивается базовой деталью. Порядок выполнения отдельных операций, требования к сохранению комплектности деталей, соответствующих сопряжений, дают в виде пояснений и дополнительных указаний на схеме разборки. Общее количество наименований деталей, указанное на сборочном чертеже и полученное на схеме разборки, должно совпадать.
Одновременно с составлением схемы разборки сборочной единицы (машины) разрабатывают технологическую карту разборки. В технологической карте отмечается перечень операций, выполняемых в порядке технологического процесса разборки, инструмент и приспособления, технические указания на разборку, эскиз узла и трудоемкость выполнения операции разборки. Правила разборки узлов и оборудования, инструменты и приспособления, применяемые при разборке. Во время разборки необходимо тщательно оберегать монтажные метки (риски) на деталях. При необходимости прибегают к нанесению новых меток краской или керном на нерабочие поверхности деталей (не портя внешнего вида), это, в свою очередь, поможет облегчить сборку. Разобранные детали укладываются в металлические сетчатые корзины или ящики и отправляются для чистки. Крепежные детали рекомендуется складывать в отдельный ящик, при этом шайбы должны быть надеты, а гайки навернуты на болты. После очистки деталей выполняют контрольно-сортировочные работы с использованием мерительного и контрольного инструментов (дефектовочные работы), включающие: контроль деталей для выявления их качественного состояния (дефектация); сортировку деталей на годные без ремонта, требующие ремонта и негодные, и заполняют дефектовочную ведомость.
Результаты сортировки деталей на годные без ремонта Пг, требующие ремонта Пр и непригодные Пс учитываются в дефектовочной ведомости.
Порядок выполнения работы:
1. Ознакомиться с технологическим процессом разборки.
2. Составить технический процесс сборки.
3. Составить отчет
4. Ответить на контрольные вопросы.
Содержание отчета:
1. Название и цель работы.
2. Оборудование для выполнения лабораторной работы
3. Описать технологический процесс сборки
4. Выводы по работе.
5. Ответить на контрольные вопросы.
Контрольные вопросы:
1. Что такое технологический процесс?
2. Где берутся детали для сборки?
3. Каким инструментом выполняются работы?
4. Какая деталь считается базовой?
Список литературы
1. Башарин С.А., Теоретические основы электротехники. Теория электрических цепей и электромагнитного поля. М, ЗАО «КЖИ «За рулем», М., ИЦ «Академия», 2004 год.
2. Евдокимов Ф.Е., Теоретические основы электротехники. М., ИЦ «Академия», 2004 год.
3. Макиенко Н. И. Общий курс слесарного дела. - М.: Высшая школа, 2002 год
4. Соколовский Г.Г., Электроприводы переменного тока с частотным регулированием, учебник. ИЦ «Академия», 2006 год.
5. Никитин Е.М. Краткий курс теоретической механики для ВТУЗов DJVU. М.: Главная редакция физико-математической литературы издательства "Наука", 2001. - 400 с.
6. Шишмарев В.Ю., Средства измерений, учебник. ИЦ «Академия», 2006 год.
Лабораторная работа № 5
Составление технологического процесса обработки деталей
ПМ.01. Сборка, монтаж, регулировка и ремонт узлов и механизмов оборудования, агрегатов, машин, станков и другого оборудования промышленных организаций
МДК 01.01 Основы слесарно-сборочных и электромонтажных работ
Цель работы: составление технологического процесса изготовления зубила опиливанием.
Материалы, оборудование: слесарный верстак, заготовка зубила, набор напильников, штангельциркуль.
Основные теоретические сведения
Для составления технологического процесса обработки детали необходимо иметь чертеж ее и заготовки с техническими условиями, сборочный чертеж узла, в который входит данная деталь, производственную программу и паспорта станков, каталоги режущих и измерительных инструментов, альбомы нормальных приспособлений, материалы по режимам резания и по нормированию времени обработки.
Составление технологического процесса ведется в следующем порядке:
1. Знакомство с машиной в целом и с назначением данной детали. Изучение чертежа детали и технических условий ее изготовления.
2. Выбор вида заготовки, определение размеров припусков на обработку и размеров заготовки.
3. Выбор черновой и чистовой баз и способов закрепления заготовки на станках.
4. Составление технологического маршрута, в котором указывается перечень и содержание операций, установок и переходов и схематическое их изображение.
5. Выбор для каждой операции типа и модели станка, а также приспособлений, режущего и измерительного инструментов.
6. Определение расчетных размеров обрабатываемых поверхностей для каждого перехода.
7. Выбор режимов резания и расчет основного (машинного) времени обработки для каждого перехода, а при необходимости и штучного времени для каждой операции.
Технологический процесс следует строить на базе передовых методов труда, с учетом опыта новаторов производства и современной технологии; он должен обеспечить возможно высокую производительность и экономичность при условии соблюдения требуемой и достаточной точности размеров и чистоты обработанных поверхностей.
Порядок выполнения работы:
1. Ознакомиться с оборудованием и материалами.
2. Изучить чертеж
3. Пооперационно составить технологический процесс обработки напильниками.
4. Ответить на контрольные вопросы.
Содержание отчета:
1. Название и цель работы.
2. Оборудование для выполнения лабораторной работы
3. Описать технологический процесс.
4. Выводы по работе.
5. Ответить на контрольные вопросы.
Контрольные вопросы:
1. Что такое тех.процесс?
2. Что такое операция?
3. Какой режущий инструмент применяется?
4. Назвать основные части зубила.
5. Чем достигается чистота обработки?
Список литературы
1. Башарин С.А., Теоретические основы электротехники. Теория электрических цепей и электромагнитного поля. М, ЗАО «КЖИ «За рулем», М., ИЦ «Академия», 2004 год.
2. Евдокимов Ф.Е., Теоретические основы электротехники. М., ИЦ «Академия», 2004 год.
3. Макиенко Н. И. Общий курс слесарного дела. - М.: Высшая школа, 2002 год
4. Соколовский Г.Г., Электроприводы переменного тока с частотным регулированием, учебник. ИЦ «Академия», 2006 год.
5. Никитин Е.М. Краткий курс теоретической механики для ВТУЗов DJVU. М.: Главная редакция физико-математической литературы издательства "Наука", 2001. - 400 с.
6. Шишмарев В.Ю., Средства измерений, учебник. ИЦ «Академия», 2006 год.