- Преподавателю
- Информатика
- Установка и конфигурирование периферийного оборудования - Лекция №5
Установка и конфигурирование периферийного оборудования - Лекция №5
| Раздел | Информатика |
| Класс | - |
| Тип | Конспекты |
| Автор | Морозов А.К. |
| Дата | 01.02.2016 |
| Формат | docx |
| Изображения | Есть |

Задание для самостоятельной работы по предмету
«Установка и конфигурирование периферийного оборудования»
для группы КСК 13.1
(на период карантина с 01 по 10 февраля 2016г.)
Лекция № 5 - Принтер 3D
Технология SGC
Технология SGC (Solid Ground Curing) - сложный, многошаговый процесс. С помощью специального тонера на стеклянной пластине создаётся изображение слоя, образующее его "фотомаску" - фотошаблон. Тонкий слой смолы, распределённый по поверхности рабочего стола, и нахо-дящийся над ним фотошаблон слоя, выстраиваются под ультрафиолетовой лампой. Лампа включается на несколько секунд, в результате чего отвердевает слой смолы, фотомаска которого использовалась в этот момент. Неотвердевшая смола удаляется, полости заполняются расплавленным воском, который быстро затвердевает. Построенный слой фрезеруется для получения гладкой поверхности и точной высоты слоя. Далее деталь вновь подвергается воздействию ультрафиолетового излучения для окончательного формирования слоя. Затем процесс повторяется: создаётся фотошаблон для следующего слоя, по рабочему столу распределяется новый слой жидкой смолы, и т.д. Основным провайдером технологии SGC является компания Cubital, выпускающая установки Solider 5600 и Solider 4600. Точность построения - 0.084 мм., скорость построения - 70 и 120 сек/слой, толщина слоя 0.1 - 0.2 мм. Компания Cubital была основана в 1987. Системы компании установлены в 14 странах мира. Первая SGC - система была установлена в США в 1991 году. На сегодняшний день около 50 крупных фирм США являются пользователями технологии и оборудования от Cubital.
Технология LOM
LOM-процесс (LOM - Laminated Object Manufacturing - изготовление объектов с использованием ламинирования) также включает в себя лазер, который вырезает контуры сечений по CAD-данным, слой за слоем. CAD - данные поступают в систему управления LOM - станком , где с помощью специального программного обеспечения создаются поперечные сечения детали. Луч лазера вырезает контур сечения в верхнем слое, а затем разрезает области излишнего материала для последующего удаления. Новый слой соединяется с предыдущим за счет прокатки термоваликом и создается новое поперечное сечение, которое затем также вырезается. После того, как все слои будут изготовлены, избыточный материал удаляется вручную. После этого поверхность детали шлифуется, полируется или окрашивается
Благодаря использованию недорогих твердых листовых материалов, преимуществом LOM моделей является надежность, устойчивость к деформациям и cubictechnologies.com/предельно эффективная стоимость, не зависящая от геометрической сложности. Владельцем технологии LOM и производителем оборудования является CubicTechnologies, Inc. (Helisys, Inc.). Штаб-квартира Helisys Inc. находится в Carson, California, USA. CubicTechnologies производит серии установок LOM - Paper, LOM Plastic, LOM Composite, для различных типов расходного материала.
Принтеры твердотелых объектов (3D Printers)
В своём большинстве системы быстрого прототипирования являются громоздкими и дорогостоящими установками. Небольшие компании не могут себе позволить их приобрести. Поэтому они заказывают свои модели на фирмах, специализирующихся на этих технологиях или услугах по прототипированию. Некоторые крупные компании покупают одну или две RP-установки, которые используются различными службами, что приводит к задержке изготовления моделей. Для многих специалистов, которые занимаются концептуальным проектированием и которым необходимо только взглянуть на деталь и затем продолжить разработку, очень важен фактор быстрого, недорогого и простого получения прототипов проектируемых изделий. Для той трети рынка RP, которой требуются прототипы для визу-альной оценки, начали производиться т.н. "принтеры твердотельных объектов" (Three Dimentional Printer - 3D Printer) - системы, которые строят физические модели движением материала из одной или нескольких струйных головок, подобно обычному принтеру. Как и традиционные RP-машины, 3D принтеры изготавливают физические модели, основанные на CAD-модели, используя в основном технологии струйного моделирования (воскообразные материалы) и технологии использования для формирования детали порошка, который затвердевает при помощи связывающего вещества на водной основе.
Обычно 3D принтеры не дают высокой точности и прочности готового прототипа, однако механических свойств таких прототипов достаточно для визуализации разрабатываемого изделия. Стоимость таких установок колеблется от 35000, 50000 и до 100000 долларов, тогда как цена традиционных RP-систем начинается с 100000 долларов и доходит до 800000 долларов. Стоимость прототипов, изготовленных на 3D принтерах составляет, от 15 до 35 долларов. 3D принтеры более доступны, так как для их размещения не требуется специальных приспособлений и помещений, они могут размещаться непосредственно в офисе, у рабочего места конструктора. Кроме этого, 3D принтеры не используют вредные материалы или процессы. Средняя область построения для 3D принтеров составляет куб со сторонами 203 мм. Рассмотрим 3D-принтеры от Stratasys, ZCorporation и Objet Geometries. Принтер Genisys (Stratasys).
Этот концептуальный моделер изготавливает относительно прочные детали, используя разновидность технологии FDM (Fused Deposition Modelling), традиционно используемой системами Stratasys. Этот процесс включает в себя нагревание термопластического материала до температуры плавления и его выдавливание для формирования детали. Толщина каждого слоя составляет 0.014 дюйма (0.36 мм). Genisys предоставляет возможность расположения нескольких деталей одна в другой или одновременное размещение нескольких деталей в рабочей области. Это удобно при изготовлении нескольких вариантов детали в одно и тоже время.
Размер формируемой детали: 305х203х203 мм.
Скорость изготовления: 101 мм/сек. Программное обеспечение - AutoGen - соответствующим образом позиционирует 3D модель, послойно её разбивает, формирует поддержку (при необходимости) и начинает изготовление простой операцией "point and click" - "укажи и щёлкни мышью". Точность изготовления 0.356 мм. Машина стоит в США около 55000 долларов.
Принтер Objet Quadra (Objet Geometries)
Семейство установок послойного синтеза пополнилось принципиально новым струйным 3D-принтером фирмы Objet Geometries Ltd (Израиль). Этот прибор при сравнительной простоте и дешевизне обеспечивает изготовление прототипов, сравнимых по качеству со стереолитографиче-скими моделями. Установка Objet Quadra менее требовательна к рабочему помещению и квалификации обслуживающего персонала. Как и в стерелитографии, модель выращивается из специального светоотверждаемого пластика, но засветка производится ультрафиолетовыми лампами, а "поддержки" формируются из материала, отличного от основного, чем обеспечивается легкость их удаления. Установка подключается в локальную сеть, по которой в нее передаются данные из CAD-программы.
Принцип действия принтера Objet Quadra заключается в следующем: тело физической модели печатается по компьютерной 3D-модели послойно, специальной струйной головкой, содержащей 1536 сопел, при этом тело модели печатается основным материалом, а вспомогательные элементы ("поддержки") - другим, менее прочным и более рыхлым. Оба материала отверждаются ультрафиолетовыми лампами. После печати каждого слоя рабочий стол, на котором выращивается модель, опускается на толщину слоя. В завершение процесса вспомогательные элементы2objet.com/ вымываются струей воды.
Системы ZPrint. Компания ZCorporation
Рассмотрим работу 3Dпринтеров на примере модели ZCorporation.
Фундаментальная цель трёхмерного принтера состоит в том, чтобы быстро преобразовать идею в физический объект. Эта идея обычно сначала воплощается в трёхмерной компьютерной модели, созданной в программном обеспечении САПР трёхмерных объектов, например: SolidWorks®, Autodesk® Inventor® или Pro/ENGINEER®.
Все эти программные средства экспортируют 3D-модели в виде файлов в стандартные форматы для трёхмерной печати, а именно: STL, WRL (VRML), PLY, 3DS и ZPR. Экспортируемый файл - это сетка или серия треугольников, ориентированных в пространстве, в которых заключен трёхмерный объём. Сетка должна быть «водонепроницаемой» так, чтобы модель была объёмным телом, а не только поверхностями, у которых нет никакой толщины. Другими словами, проект на этой стадии должен быть готов существовать в реальном мире, а не только на компьютере.
Теперь, когда файл существует в распечатываемом формате, можно запустить программное обеспечение ZPrint™ на своем ПК. Используя ZPrint, можно увеличивать или уменьшать масштаб объекта в файле, который требуется напечатать, ориентировать деталь в камере построения, а также давать указания трёхмерному принтеру для печати нескольких экземпляров детали в одном цикле построения (с изменениями или без).
Затем программа ZPrint разделяет файл трёхмерной модели на сотни цифровых поперечных сечений или уровней. Каждый 0,004-дюймовый (0,1-мм) сектор соответствует уровню модели, которая будет изготовлена в устройстве ZPrinter.
Когда все готово к запуску задания на печать, необходимо щёлкнуть кнопку «3D Print» (Трёхмерная печать). При этом файлы с цифровыми данными слоев будут отправлены на принтер ZPrinter, и немедленно начнется печать модели. ZPrinter печатает каждый уровень, один слой поверх другого, в результате чего внутри камеры построения в принтере создаётся физическая модель. Как только устройство ZPrinter завершит конечный уровень, будет запущен короткий цикл сушки. После этого физический объект можно извлечь из аппарата.
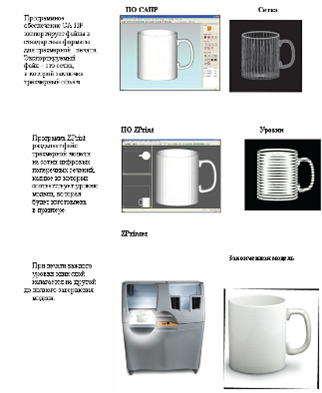
Рис. 1. Процесс трёхмерной печати
Краткий обзор системы
Процесс трёхмерной печати автоматизирован, и поэтому им может легко управлять любой пользователь. Однако многие узлы закрыты кожухом аппарата.
A. Автоматический воздушный фильтр: гарантирует, что весь порошок остается во внутреннем пространстве аппарата, а выходящий из него воздух является чистым и безопасным для помещения офиса и рабочей среды.
B. Картридж со связывающим составом содержит клей на водной основе, который делает порошок твёрдым.
C. Камера построения: область, в которой изготавливается деталь.
D. Каретка: перемещается вдоль портала для позиционирования печатающих головок.
E. Компрессор: производит сжатый воздух для удаления порошка с готовых деталей.
F. Фильтр обломочного материала: предотвращает попадание в бункер любых твёрдых частиц во время переработки порошка после построения, гарантируя чистое выполнение следующего цикла построения.
G. Электронный блок: бортовой компьютер, управляющий всеми операциями аппарата ZPrinter.
H. Портал: горизонтальная штанга, которая перемещается вперед-назад поперек каждого уровня построения.
I. Бункер: содержит порошок, из которого создаётся модель.
J. Резервуар: скапливает связывающее вещество из картриджей со связывающим составом и поставляет его в портал.
K. Станция обслуживания: при необходимости выполняет
чистку печатающих головок.
L. Вакуумный клапан: устройство управления системой распределения порошка для его всасывания из камеры построения, при переполнении, из блока удаления порошка или вакуумного шланга обратно в бункер.
Цикл трёхмерной печати
Процесс трёхмерной печати отличается чистотой и высокой автоматизацией. Все описанные здесь действия выполняются без вмешательства пользователя.
• Подготовка. После нажатия кнопки «3D Print» (Трёхмерная печать) в программе ZPrint принтер запустит стандартную процедуру подготовки к построению. Сначала будет прогрет воздух внутри принтера, чтобы создать оптимальную рабочую среду для трёхмерной печати. Одновременно с этим аппарат заполняет камеру построения 1/8-дюймовым (3,18-мм) слоем порошка, так чтобы детали после отделки оставались на нем для удобного извлечения. Аппарат может также запустить стандартную процедуру автоматической юстировки головки. Процедура включает в себя печать шаблона на порошке, чтение шаблона видеосенсором и соответственно юстировку собственных печатающих головок.
• Печать. После завершения стандартной процедуры подготовки к построению принтер немедленно приступит к печати слоёв, созданных в программном обеспечении ZPrint. Аппарат осаждает порошок из бункера в задней части устройства, нанося по ходу движения тонкий слой 0,004 дюйма (0,1 мм) поперек плоскости построения. Затем каретка печати перемещается поперек этого слоя, нанося связывающее вещество (и разноцветные чернила для цветной модели) в шаблон первого слоя, который был передан из программы ZPrint. В поперечном сечении модели связывающее вещество делает порошок твёрдым, оставляя остальную его часть сухим для переработки. В этот момент поршень, находящийся под камерой построения, опускает основание для порошка на 0,004 дюйма (0,1 мм), осуществляя подготовку к следующему слою. Цикл повторяется до тех пор, пока модель не будет завершена.
• Удаление порошка/переработка. По завершении печати модель на время оставляется в порошке для отверждения. По истечении времени отверждения аппарат автоматически удалит большую часть порошка вокруг модели, применив вакуумметрическое давление и вибрацию к основанию камеры построения. Свободно насыпанный порошок под пневматическим действием перемещается через систему, фильтруется и возвращается в бункер для последующих построений. Затем необходимо открыть переднюю панель аппарата и переместить деталь в камеру удаления остатков порошка. В ней деталь обдувается сжатым воздухом для удаления любых следов порошка (этот материал также автоматически всасывается обратно в аппарат ZPrinter и перерабатывается для последующего использования).
Весь порошок, попадающий в ZPrinter, со временем становится моделью. Ничто не выбрасывается и не теряется. Загрузка, удаление и переработка всего порошка является частью системы замкнутого цикла, в которой поддерживается отрицательное давление для всасывание в аппарат содержащихся в воздухе частиц.

Рис. 2
Когда пользователь щёлкнет кнопку «3D Print», ZPrinter прогреется, наполнит камеру построения конструкционным материалом и при необходимости автоматически отъюстирует собственные печатающие головки.
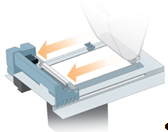
Рис 3. ZPrinter начинает создавать модель, нанося слой порошка.
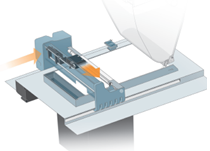
Рис 4
Каретка печати перемещается поперек этого слоя, нанося связывающее вещество (и чернила для цветной модели) в шаблон первого слоя. Действия 3.2 и 3.3 будут повторяться до полного завершения модели.

В поперечном сечении модели связывающее вещество делает порошок твёрдым, оставляя остальную его часть сухим для переработки.

Рис. 5. Камера построения
После каждого уровня поршень, находящийся под камерой построения, опускает основание для порошка, осуществляя подготовку к следующему уровню.
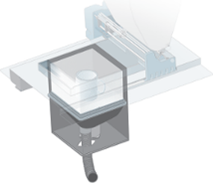
Цикл продолжается до те пор, пока модель не будет завершена
По завершении печати модель на время оставляется в порошке для отверждения. По истечении времени отверждения аппарат, используя разреженное давление, автоматически удалит большую часть порошка вокруг модели и переработает его для последующих построений
Как только все следы порошка удалены с детали, её можно использовать в готовом виде или подвергнуть последующей обработке для дальнейшего упрочнения или улучшения отделки. Этот процесс называется пропиткой, и решение применять ли пропитку и каким образом её выполнять зависит от использования модели. Пропитывающие материалы - это вторичный полимерный материал, который обычно наносится аэрозольным способом или кисточкой. Пропитывающий материал заполняет микроскопические углубления в модели, уплотняя её поверхность, повышая насыщенность цвета и улучшая механические свойства в процессе обработки.
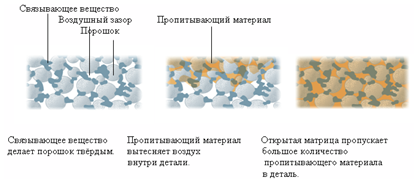
Рис. 6. Пропитка
Существуют различные варианты использования пропитывающих материалов в зависимости от потребностей. Эти варианты включают в себя воду для таких основных требований, как демонстрационные модели, закрепитель Z-Bond для концептуального моделирования общего назначения и эпоксидную смолу Z-Max для функциональных образцов или реальных деталей. Образцы с применением Z-Max использовались в качестве деталей производства в таких областях применения, как подводная робототехника, механическое истирание подошв для тестирования обуви, а также функциональные детали в отделениях рабочего двигателя.
Технология, в основу которой заложена скорость выпуска, доступность по цене, простота использования, точность и цвет
Скорость
Принтеры ZPrinter могут создавать модели со скоростью 1 вертикальный дюйм (25 мм) в час - это означает, что группа специалистов может напечатать несколько деталей карманного размера и высотой 2 дюйма (50 мм) всего за пару часов.
Было принято несколько кардинальных решений для данной технологии, чтобы достичь поставленной цели в отношении скорости. Сначала в качестве ориентира для технологии изготовления добавочных компонентов выбрали высокопроизводительную струйную печать. Это позволяет использовать в принтерах ZPrinter растровый (а не векторный) подход к трёхмерной печати. В растровой операции печатающая головка выполняет множество впрысков - 300 на полдюйма (12,7 мм) - что позволяет ей быстро покрывать полудюймовую (12,7 мм) полосу за каждый проход. В технологии моделирования с векторным подходом используется только одно сопло и требуется наносить краску на всё поперечное сечение детали по одной узкой линии за один раз. Растровый метод принтера ZPrinter сопоставим с современным струйным принтером для печати документов в сравнении с технологией плоттера в 1980-х годах. Плоттеры тщательно вырисовывают каждую строку каждого символа в каждом слове текста.
Вторым фактором скорости является метод распределения материалов для построения. Благодаря рассеиванию основного конструкционного материала (порошка) по плоскости, с которой начинается построение, вместо использования сопла для этой цели, печать с помощью принтера ZPrinter выполняется чрезвычайно эффективно и быстро. ZPrinter расходует через печатающие головки только связывающее вещество. Альтернативный подход - внесение 100% материала для построения через одно сопло (или даже несколько сопел) - занимает в пять раз больше времени. Кроме того, благодаря поддержке деталей с помощью свободно насыпанного порошка в процессе построения, принтерам ZPrinter не требуются разовые опорные элементы - колышки и стойки, которые поддерживают стенки, плоскости и выступы во время отверждения. Это значит, что на их конструирование не тратится время. Другим фактором, способствующим повышению скорости ZPrinter, является способность создавать несколько моделей за один цикл и устанавливать детали друг на друга в камере построения. Способность составлять несколько деталей для построения в сочетании со скоростью определяет производительность, которая является, возможно, самой важной мерой продуктивности. ZPrinter может создавать 15 моделей размером с бейсбольный мяч за один пятичасовой цикл построения. Благодаря своей производительности, ZPrinter 650 при круглосуточной эксплуатации может производить в месяц свыше 2000 образцов схожего размера.
Доступность по цене
Для того чтобы быстрое моделирование стало возможным для каждого проектировщика и инженера, трёхмерная печать должна быть доступной по средствам.
Средняя стоимость в размере 2-3 доллара США за дюйм3 (0,12-0,18 доллара США за см3) относится к кубическим дюймам (кубическим сантиметрам) твердотельной детали, а не пустого объёма в конструкции. Это означает, что создание модели 8,75 дюйма3 (143 см3) наподобие той, что изображена выше, обойдется в 22 доллара США.
Данное оборудование не нуждается в дорогих лазерах, сложных системах терморегулирования или особых требованиях к рабочему помещению.
Во-вторых, печать на принтере ZPrinter сочетает в себе низкую цену покупки с доступным по стоимости гипсовым порошком, широко используемым в других областях промышленного применения. ZPrinter максимально использует этот ресурс, преобразовывая каждую частичку в пригодный для использования образец.
В-третьих, предлагается широкий ассортимент пропитывающих материалов для различных видов применения, один из которых является фактически бесплатным. В разработанном процессе применения воды требуется только английская соль, разведённая в водопроводной воде и наносимая путём распыления на поверхность новой детали, печатаемой принтером ZPrinter. Для применения воды используются безопасные и нетоксичные материалы, которые не требуют никаких дорогих защитных контейнеров, вентиляции или специальных методов удаления отходов.
Учитывая все включённые расходы, общие затраты для законченных моделей составляют примерно 2-3 доллара США за куб. дюйм (0,12-0,18 доллара США за куб. см) для принтеров ZPrinter 350 и ZPrinter 450. Эта стоимость включает все переменные издержки, связанные с работой принтера и отделкой моделей: порошок, связывающее вещество, пропитывающий материал и даже заменяемую печатающую головку, используемую во время печати. Точная окончательная стоимость зависит от геометрии и выбора пропитывающего материала.
Простота использования
ZPrinter автоматизирует операции при выполнении почти каждого действия. Это подразумевает настройку, загрузку порошка, самостоятельный контроль наличия материалов и состояния печати, печать, удаление и повторное использование порошка. Принтер ZPrinter работает тихо, не производит жидких отходов, в его системе замкнутого цикла поддерживается отрицательное давление для удержания взвешенных в воздухе частиц. Картриджи для порошка и связывающего вещества обеспечивают чистую загрузку материалов для построения. Кроме того, интегрированная камера удаления мелкого порошка уменьшает занимаемое системой пространство. Все эти достижения означают, что не требуется никакого специального обучения, и затраты времени на операции вручную при эксплуатации 3D-принтера составляют всего лишь несколько минут.
Принтером ZPrinter можно управлять как с рабочего стола, так и непосредственно с самого аппарата. Программное обеспечение ZPrint позволяет контролировать уровни запасов порошка, связывающего вещества и чернил с рабочего стола пользователя, а также просматривать изображение с ЖК-экрана принтера. Встроенный дисплей и интуитивный интерфейс принтера дают возможность выполнять большинство операций непосредственно на устройстве. Кроме того, принтер ZPrinter в состоянии работать без присмотра во время процесса печати и требует пользовательского взаимодействия только для настройки и извлечения детали.
Цвет
Хотя геометрическая точность играет важную роль, возникают ситуации, когда необходимо увидеть образцы в реалистичном цвете. Кроме передачи представления о завершенности детали, цвет может информировать о результатах анализа методом конечных элементов (FEA), технологических переходах или отдельных деталях в узле. Его также можно использовать для печати текста, эмблем или технических обозначений на поверхности детали для упрощения идентификации.
В принтере ZPrinter способности к воспроизведению цветов реализуются с использованием той же технологии, которая применяется в принтерах для печати документов. ZPrinter преобразовывает любой цвет из палитры RGB (красный, зеленый и синий), используемой на ПК, в код цвета палитры CMYK (голубой, пурпурный, желтый и черный) для выполнения печати.
Затем он указывает правильное сочетание капель палитры CMYK, которое должно быть внесено в определенную область с использованием шаблонов сглаживания для смешивания этих элементов в какой-либо цвет.

Рис. 7. Способность струйных принтеров к воспроизведению цветов
Для печати в цвете программному обеспечению ZPrint в дополнение к информации о геометрии требуется файл, содержащий цветовую информацию. Так как формат файла с расширением STL не включает цвет, приняты несколько других форматов файла: 3DS, WRL (VRML), PLY, ZPR и другие, которые содержат цветовую информацию. Программное обеспечение ZEdit™Pro компании Z Corporation позволяет добавлять цвет, цветные текстуры и метки в файлы с трёхмерными моделями.
Эксплуатационные расходы при цветной печати удивительно приемлемы. ZPrinter окрашивает только оболочку объекта, а не скрытые внутренние объёмы, используя чернила только там, где это необходимо.
Мы инвестировали значительные средства в исследования и разработку, чтобы расширить диапазон (или палитру) цветов, которые можно воспроизвести. Как показано на рис. 6, способности Zprinter к воспроизведению цветов устойчиво расширялись, начиная с внедрения цветной трёхмерной печати в 2000. В настоящее время принтеры ZPrinter могут воспроизводить 90 процентов цветов палитры Adobe® Photoshop и однозначно распечатать любое сочетание цветов на одном объекте.
Недостатки
После печати требуется процесс очистки модели от порошка и обработка скрепляющим составом - процесс грязный и трудоёмкий. Необходим опыт чтоб делать это быстро и аккуратно. Весь процесс получения аккуратных моделей с четом послепечатной обработки затягивается и длиннее чем печать, скажем, на Objet. К тому же порошок на гипсовой основе хрупок. Модели предназначены только для визуализации или прямого литья. Пресс-формы после литья разрушаются и повторно использоваться не могут. При загрузке порошка, очистки моделей рабочее место пыльное, поэтому требуется хорошая вытяжка. Каждому типу порошка соответствует отдельный вид клея.
Таким образом, новые технологии изготовления прототипов позволяют значительно сократить сроки изготовления моделей для визуализа-ции, подгонки, изготовления оснастки и других применений, что обеспечивает: сокращение цикла разработки, улучшение дизайна, повышение качества, уменьшение цены продукта и производства, ускорение внесения изменений в конструкцию.
Быстрое изготовление прототипов стало важнейшей частью CAD/CAM - процесса. RP-технологии позволяют пользователям за короткое время проверить данные CAD-систем. Увеличивающееся использование твёрдотельного моделирования обеспечивает распространение технологий быстрого получения прототипов. Повышается качество материалов и точность прототипов. Всё это говорит о том, что технологии и системы быстрого прототипирования будут занимать всё большее место в автоматизированном проектировании. В недалёком будущем RP-системы будут доступны любому пользователю и станут привычным инструментом конструктора, повышая качество проектирования и сокращая время выпуска новой продукции.
Размещено на Allbest.ru