- Преподавателю
- Информатика
- Установка и конфигурирование периферийного оборудования - Лекция №4
Установка и конфигурирование периферийного оборудования - Лекция №4
| Раздел | Информатика |
| Класс | - |
| Тип | Конспекты |
| Автор | Морозов А.К. |
| Дата | 11.02.2016 |
| Формат | docx |
| Изображения | Есть |

Задание для самостоятельной работы по предмету
«Установка и конфигурирование периферийного оборудования»
для группы КСК 13.1
(на период карантина с 01 по 10 февраля 2016г.)
Лекция № 4 - Принтер 3D
3D ПРИНТЕР
Прототипирование
Быстрое прототипирование (Rapid Prototyping)
Быстрое прототипирование (Rapid Prototyping - RP) - это новые технологии, активно развивающиеся в проектной и производственной индустрии. Предоставляют возможность получать физические детали и модели без инструментального их изготовления, путём преобразования данных, поступающих из CAD-системы, и получить чертежи и проекты в 3D-представлении, только нажав кнопку. При завершении работы на CAD-рабочей станции над идеей или проектом, можно дать команду "печать", и в течении нескольких часов или дней, в зависимости от размера, получить физическую модель изделия. По сравнению с другими методами (изготовление моделей из пенопласта, дерева, воска вручную или на станках с ЧПУ), существовавшими до середины 80-х годов, появление систем быстрого изготовления прототипов было переворотом в технологии. Вместо того, чтобы ждать физические модели на протяжении нескольких недель, конструкторы могут получать их через несколько дней или часов.
прототипирование модель трёхмерная печать

В настоящее время на рынке существуют различные RP-системы, производящие модели по различным технологиям и из различных материалов. Однако, все системы для быстрого прототипирования, имеющиеся на сегодня, работают по схожему, послойному принципу построения физической модели, который заключается в следующем: считывание трёхмерной геометрии из 3D CAD-систем в формате STL (обычно твёрдотельные модели, или модели с замкнутыми поверхностными контурами).
Все CAD-системы твёрдотельного моделирования могут выдавать файлы STL;· разбиение трёхмерной модели на поперечные сечения (слои) с помощью специальной программы, поставляемой с оборудованием или используемой как приложение · построение сечений детали слой за слоем снизу вверх, до тех пор, пока не будет получен физический прототип модели.
Слои располагаются снизу вверх, один над другим, физически связываются между собой. Построение прототипа продолжается до тех пор, пока поступают данные о сечениях CAD-модели.

На сегодняшний день на рынке существует целый ряд RP машин, значительно отличающиеся по стоимости. Наименьшую стоимость имеют 3D-принтеры, используемые при концептуальном дизайне. Стоимость таких систем начинается с $30000. Наиболее дорогие - производственно-ориентированные системы, стоимостью около $800000. Кроме этого, предлагается множество систем для быстрого прототипирования, стоимость которых находится в этих пределах. RP-системы появились около 1987 года, когда компания 3D Systems выпустила свои стереолитографические машины (Stereo Litographics Apparatus - SLA). Наряду с 3D Systems первенство по продаже оборудования держат компании Stratasys и DTM. Другие значительные участники этой индустрии - Helisys Inc., Sanders Prototypes Inc., Z Corporation и другие.
Основные технологические процесы
Работа некоторых RP-систем основана на фотополимеризации - химическом процессе, при котором жидкая смола (полимер) превращается в твёрдый полимер под воздействия на неё ультрафиолетового излучения или излучения видимой части спектра. Другие RP-системы работают с использованием тепловых процессов для построения физических моделей. Это технологии, при которых термопластический материал выдавливается из инжекционных головок, образуя слои, последовательность которых образует физическое тело; технологии спекания порошковых материалов под воздействием тепловых процессов; "склеивание" листовых материалов. Разновидность процессов быстрого изготовления прототипов соответствует числу производителей. Рассмотрим основные технологии быстрого получения прототипов изделий.
Технология SLA. Системы SLA-5000/SLA-7000. Компания 3D Systems
Все, кто впервые сталкивается с понятием Rapid Prototyping - RP, сразу знакомятся с технологией SLA. Исторически эта первая технология быстрого прототипирования и существует целый ряд компаний развивающих это направление. Родоначальником и лидером на ранке SLA систем, является компания 3D Systems (США), основанная в 1986 году. В настоящее время компания является лидером по продажам и производству на рынке RP-систем-стереолитографов и 3D принтеров. Штаб квартира 3D Systems находится в Valencia, California, США. Имеет филиалы в США, Великобритании, Германии, Франции, Италии, Испании и КНР.
Описание технологии и оборудования
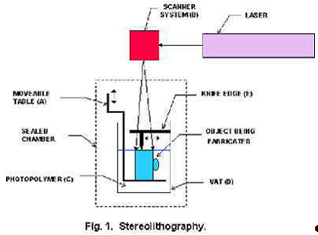
Процесс построения моделей осуществляется путем полимеризации (т.е. затвердевания) жидкого фотополимерного материала под действие лазера. А именно в бочку, заполненную фотополимерным материалом, опускается столешница, на которой строится модель. Лазер очерчивает контуры модели согласно алгоритму конкретного слоя. Затем столешница опускается в бочку и создаётся новый слой. Процесс повторяется до полного изготовления детали.
Преимущества
При необходимости изготавливать крупногабаритные изделия на рынке представлены SLA установки с большой камерой построения.
Недостатки
Поскольку технология SLA исторически была первой, то с этим связаны присущие ей недостатки. Прежде всего, это громоздкость базовой системы и сопутствующего дополнительного оборудования. Вся система занимает довольно большую площадь, требует дополнительных условий эксплуатации, как-то вентиляция. Система довольно сложна в использовании и требует квалифицированного персонала.
Толщина слоя построения составляет 50 микрон, что на сегодняшний день уже недостаточно. После построения необходим трудоёмкий и длительный процесс послепечатной обработки. Модели помещают в дополнительную ультрафиолетовую камеру (комплектуется как опция) для придания более твёрдой структуры. Перед использованием моделей в качестве мастер-моделей необходима дополнительная мех обработка: шпаклёвка и шлифовка. Со временем модели "краснеют" под действием солнечного света и теряют геометрию.
Стоимость оборудования
С учётом транспортных расходов, всех таможенных пошлин и налогов стоимость базовой системы будет составлять 750.000 $ - 800.000 $. Если учитывать, так называемый, environment - дополнительное обеспечение необходимое для нормальной работы системы, то в сумме комплекс может потянуть на 1.000.000 $ Основная дорогостоящая составляющая системы - лазер - имеет определённый ресурс работы и со временем требует замены.
Расходные материалы
Существует довольно большое количество видов различных фотополимеров, применяемых в SLA-установках. Компания 3D Systems не является разработчиком и производителем расходных материалов для своих систем - этим занимается одна крупная бельгийская компания. Эта же компания обладает патентами и правом продавать свои разработки другим компаниям. Более того в России довольно давно и успешно работают над фотополимерными материалами, в следствии чего бытует мнение, что для SLA-установок расходные материалы есть в "свободной продаже".
Преимущества
Большое семейство различных материалов обладающих различными характеристиками.
Недостатки
Разные SLA-установки поддерживают различные материалы, так скажем материалы, используемые в SLA-5000, нельзя использовать в SLA-7000!!!!
В качестве материала поддержки используется тот же тип, что и материал построения. Материал поддержки - это отходы, которые обходятся в ту же стоимость, что и материал построения моделей.
Стоимость расходных материалов
Материал поставляется канистрами минимум по 10 кг. Стоимость 1 кг в зависимости от типа материала составляет 230 $ - 300 $. Для того чтоб начать процесс построения, как видно из технологии, бочка SLA-установки должна быть полностью заполнена жидким фотополимером. Это значит, что в зависимости от объёма бочки на первоначальном этапе необходимо вложить от 20.000 $ до 60.000
Технология SLS. Системы Formiga. Компания EOS
Кроме компании EOS (Германия) поставщиком систем SLS является и 3D Systems. Однако хотелось отметить именно EOS. В линейке их оборудования есть следующие типы установок: SLS, SLP, SLM.
Описание технологии и оборудования
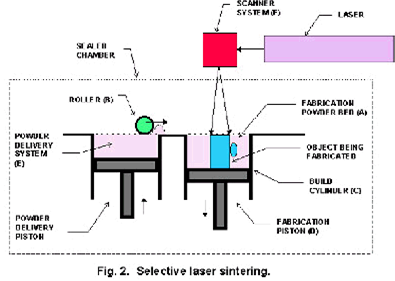
Принцип работы технологии SLS (Selective Laser Sintering) очень схож с SLA. Построение модели осуществляется путём спекания порошковых материалов под действие лазера. В качестве материала построения могут использоваться пластические (SLP) и металлические (SLM) порошки. В итоге на выходе SLS установок получаются готовые изделия из металла или пластика.
Преимущества
Возможность быстрого получения пластиковых или металлических изделий для дальнейшего их использования в технологическом процессе производства, требующего высокие нагрузки, агрессивные среды и прочее.
Недостатки
Во многом недостатки те же, что и у систем SLA. Большие габариты установки и необходимость в дополнительном оборудовании. Толщина слоя составляет 0,1-0,2 мм. Что приводит к необходимости дополнительной обработки. Различные модели систем использую ту или иную технологию (SLS, SLP или SLM) - это значит, что отдельные материалы поддерживаются конкретными системами. Необходимо наличие квалифицированного персонала. Полное отсутствие сервиса в Украине как такового.
Стоимость оборудования
Системы SLS в комплексе стоят дороже, чем SLA, чем и отпугивают конечных пользователей от покупки. Слишком большие инвестиции (более 1 000 000$) необходимо сделать на начальном этапе.
Расходные материалы
Расходные материалы к своим системам компания производит самостоятельно. К сожалению, на данный момент у меня нет точного списка и подробных данных по характеристикам тех или иных материалов, однако в семействе материалов EOS можно найти широкую линейку пластических, резиноподобных, металлических материалов.
Преимущества
Широкая линейка расходных материалов, для применения именно в вашей области.
Недостатки
Отсутствуют.
Технология DLP. Системы семейства Perfactory. Компания Envisiontec
Envisiontec (Германия) - компания, которая пытается выжать максимум из откровенно неудачной технологии Digital Light Processing (DLP).
Описание технологии и оборудования.
Особенностью технология заключается в том, что столешница на которой строится модель поднимается вверх а не опускается в бочку. Полимеризация материала осуществляется послойно засветкой УФ прожектора через фотошаблон, который соответствует тому или иному слою.
С самого начала технология имеет очень ограниченное применение и, рассчитана на дантистов и ювелиров. Хотя при толщине слоя 30 микрон этого всё-таки недостаточно.
Преимущества
Малые габариты установки. Высокая скорость печати. За счёт того что при построении модель не опускается в ванну с фотополимером (как в SLA), это ускоряет сушку и снижает риски деформации геометрии (нет необходимости в дополнительной камере для сушки моделей).
Недостатки
Разрешение системы определяется двумя параметрами: разрешением графической матрицы (XGA - eXtended Graphics Array) - совокупность зеркал по оси Х 1024 и по оси Y - 768; и размером вокселя (объемного элемента). Другими словами в этой технологии количество пикселей постоянно, и его размер определяется размером модели. Чем больше плоскость построения (модели), тем больше размер вокселя и хуже качество модели. Эта технология только для малых деталей - отсюда малая плоскость построения и ограниченное применение.
Очень длительный и сложный процесс очистки моделей от поддержки.
Трудоемкий процесс эксплуатации: перед каждым процессом печати необходимо производить калибровку системы зеркал. Необходим квалифицированный обслуживающий персонал и аккуратное обращение, чтоб не сбить и не поцарапать зеркала. Отсутствие сервиса.
Есть, по крайней мере, две компании, которые имели отрицательный опыт с Envisiontec. Одна ювелирная итальянская - система просто напросто загорелась; другая, тоже ювелирная украинская - недавно продали из-за низкого качества моделей.
Стоимость оборудования
Стоимость может составлять порядка 40 000 €
Расходные материалы
DLP использует фотополимерный материал, как и в предыдущих системах трехмерной печати по технологиям SLA, PolyJet. Производителем и поставщиком материалов является сама компания Envisiontec
Преимущества
Насчитывает линейку из 6 материалов разного назначения.
Недостатки.
Отсутствие резиноподобных и прочных ABS-подобных материалов.
Стоимость расходных материалов.
Поскольку технология не рассчитана на средние и крупные модели стоимость расходников установлена довольно высокая, более 300 €
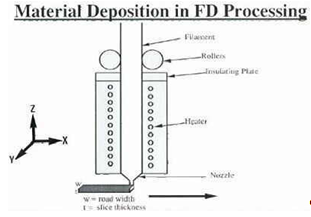
Технология FDM. Системы семейства FDM Vantage. Компания Stratasys
Компания Stratasys (США) делает свой акцент на системах, которые работают не с полимерными материалами. Компания делает эффективный коммерческий трюк, заявляя о том, что их RP системы изготавливают функциональные модели из ABS пластика. На самом деле это не совсем так.
Описание технологии и оборудования
Работа 3D принтеров FDM - Fused Deposition Modeling осуществляется за счёт наложение и солидофикации (отвердение) полимерной нити на плоскость построения. Нить подаётся с катушки на экструзионную головку. Температура головки и скорость вращения подающих роликов настраивается таким образом, чтоб в каждый момент времени наносилось одинаковое количество материала. В качестве поддержки, в паре используется дополнительная головка и дополнительная катушка с материалом поддержки.
Преимущества
Системы Stratasys относительно компактны. Нет необходимости в дополнительных специальных условиях эксплуатации. Просты в обслуживании. Модели получаются достаточно прочные.
Недостатки
Большая толщина слоя построения 0,127 - 0,254 мм. И как следствие очень низкое качество моделей FDM. Низкая скорость печати, за счёт того что одна головка работает по всей поверхности детали. При нагреве и/или нагрузках может происходит расслоение нитей (слоёв). Отсутствие сервиса.
Стоимость оборудования
Как и Objet, компания Stratasys предлагает довольно широкий ассортимент 3D принтеров. Их стоимость немногим больше, чем стоимость Objet и составляет в пределах 100 000 - 350 000 €, хотя функционал ниже за счёт низкого качества моделей.
Расходные материалы
Материал ABS - это сополимер химических составов Акрилонитрила (Acrylonitrile), Бутадиена (Butadiene) и Этилен-бензола (Styrene). Различные пропорции компонентов существенно определяют физико-механические свойства материала. И как видно из таблицы приведенной ниже ABS-подобные материалы Stratasys по ряду параметров не соответствуют оригинальному ABS.
Характеристики материалов
Оригинальный ABS от компании Boedeker Plastics
Stratasys
ABS
Stratasys
ABS Plus
3D Systems
Accura 50
Objet
VeroWhite
предел прочности на разрыв (psi)
6 500
3 200
5 295
7 030
7 221
модуль упругости (psi)
340 000
236 000
329 500
360 000
361 775
предел растяжения на разрыв (%)
25
6
4
5,3
25
прочность на изгиб (psi)
11 000
6 000
7 604
10 400
10 817
модуль изгиба (psi)
320 000
266 000
319 737
320 000
309 865
Ударные испытания по методу Изода (ft lb/in)
7
2
1,8
0,31
0,66
Температура деформации при нагреве @264psi (C)
102
96
82
43
43,6
Как можно видеть, полимерные материалы SLA и Objet по характеристикам более соответствуют ABS, чем Stratasys. При этом эти компании не говорят, что они изготавливают модели из ABS-подобного материала.
В качестве материала поддержки используется два решения SST, и BST (SST - soluble support technology - растворимая поддержка, BST - breakaway support technology - разрушаемая поддержка). Это значит, что после процесса построения материал поддержки SST можно растворить в специальном химическом составе. Материал поддержки BST необходимо удалять (срывать и срезать) механическим способом. Технологию SST поддерживают только дорогие системы - есть возможность получать детали сложной геометрии, но необходимо дополнительное оборудование и расходники. А именно ванна и химсостав, который периодически необходимо обновлять. Технология BST - грязная и трудоёмкая. Есть риски повредить модель при очистке и нет возможности полной очистки сложных геометрий.
Преимущества
Оригинальные ABS и PC материалы используются для изготовления конечных продуктов, соответственно материалы FDM предполагается применять в качестве готовых ЕДИНИЧНЫХ(!) изделий.
Недостатки
Стоимость материалов. Невозможность использовать изделий в качестве мастер-моделей для для силиконовых пресс-форм - необходимо значительная механическая обработка. Невозможность изготавливать малые детали/изделия.
Стоимость расходных материалов
Стоимость материалов составляет от 330 € за 1 кг. Соответственно изготовление малой партии конечных изделий обойдётся слишком дорого
Технология PolyJet. Системы семейства Eden. Компания Objet Geometries
Компания Objet Geometries (Израиль) появилась на рынке RP с технологией PolyJet - основным конкурентом SLA сравнительно недавно. Первая система Eden330 была запущена в середине 2003 года и на данный момент уже снята с производства. На сегодняшний момент по всему миру установлено долее 1000 систем Objet. Темпы развития систем 3D печати Eden и расходных материалов FullCure наиболее прогрессивные. Доказательством тому является награда, которую Objet получил за систему Connex500, как наиболее инновационный продукт крупнейшей выставки EuroMold (Германия, декабрь 2007). Впервые "аналог голливудского оскара" заработала компания, работающая в сфере RP&M. Компании, которые ориентированы на будущее отдают предпочтение Objet.
Описание технологии и оборудования
Процесс печати заключается в следующем. На плоскость построения согласно программному алгоритму наносится жидкий фотополимер блоком печатающих головкой. Блок состоит из 8 головок - это 768 сопел малого диаметра и 16 млн.(!!!) капель в минуту. На печатающей головке размещены две ультрафиолетовые (УФ) лампы, которые заменяют лазер в SLA-установках. После нанесения фотополимер полимеризуется под воздействие УФ света. Этим завершается построения одного слоя. Далее плоскость построения опускается на очень малый уровень и головки наносит следующий слой.
На данный момент существуют две платформы оборудования: Eden и Connex. Eden поддерживает технологию построения моделей PolyJet, Connex - технологию PolyJet Matrix. (Connex - это уникальное оборудование, уникальные возможности - а значит, и тема отдельной статьи).
Преимущества
Малая толщина слоя в 16 микрон удовлетворяет даже ювелиров, которые имеют повышенные требования к детализации моделей. Как следствие малой толщины - гладкость криволинейных поверхностей. Высокое разрешение печати 600 х 600 dpi. Точность изготовления моделей до 0,1 мм. Возможность изготавливать вертикальные перегородки с толщиной до 0.4 мм. Хотя производителем заявляются 0,6 мм. Очень высокая скорость изготовления моделей. Процесс печати дольше, чем у принтеров ZCorp, но с учетом процесса послепечатающей обработки весь цикл получения качественной готовой модели значительно короче, чем у существующих конкурентов.
Оборудование занимает мало место. Легкий, понятный и чистый процесс работы. Эксплуатация и сервисной обслуживание не требует высококвалифицированного персонала.
Недостатки
Объективно отсутствуют!
Стоимость оборудования
Стоимость принтера Objet для конечного пользователя зависит от выбранной модели и составляет от 67 000 € (для Eden250) и до 300 000 € (для Connex500). В стоимость уже входят таможенная очистка, доставка к клиенту, инсталляция, обучение и гарантия на 1 год. При более качественном изготовлении моделей Objet в 4-5 раз дешевле по сравнению с SLA.
Расходные материалы
Разработчиком и производителем материалов FullCure является компания Objet. Существует 3 типа материалов: жесткие, резиноподобные, а-ля полипропилен. Все профессиональные системы (кроме офисных Eden250/Eden260) поддерживают всю линейку расходных материалов. Более того Connex с технологией PolyJet Matrix позволяет создавать новые композитные материалы, с разными физико-механическими свойствами "на лету"! При этом используются уже существующий ассортимент расходников FullCure.
Преимущества
Широкая линейка расходных материалов. Среди жестких материалов существуют прозрачные, полупрозрачные материалы для отображения внутренних поверхностей и сборок. Экономный режим расхода материалов, благодаря новому модулю Optimax, в котором заложен специальный алгоритм построения моделей.
Наличие линейки резиноподобных материалов, что востребовано рынком, но нет у конкурентов. Единственный тип материала поддержки, который используется со всеми материалами построения, легко смывается проточной водой.
Все материалы прошли медицинские испытания и имеют сертификаты, свидетельствующие о их безопасном использовании.
Недостатки
Отсутствуют!
Стоимость расходных материалов
Материал поставляется картриджами по 2 кг (для офисных систем Eden250/Eden260) и по 3,6 кг. Стоимость 1 кг в зависимости от типа материала составляет 230-280 € При этом материал поддержки в 2 раза дешевле 115 € за 1 кг., напомним, что в SLA используется материал поддержки того же типа (и в ту же цену!!) что и материал построения, что экономически нецелесообразно.