- Преподавателю
- Физика
- Лекционный материал по дисциплине Наноинженерия - Герметизация микро-и наносборок
Лекционный материал по дисциплине Наноинженерия - Герметизация микро-и наносборок
| Раздел | Физика |
| Класс | - |
| Тип | Конспекты |
| Автор | Ильина Е.Е. |
| Дата | 04.11.2014 |
| Формат | docx |
| Изображения | Есть |

Лекция по «наноинженерии» Герметизация микро- и наносборок
Защиту объектов наноинженерии от механических повреждений и воздействия окружающей среды обеспечивают использованием различных методов герметизации. Различают корпусную (с использованием полых или монолитных конструкций) и бескорпусную герметизацию.
7.1. Бескорпусная герметизация
Большинство полупроводниковых приборов и ИС, используемых в бытовой и электронно-вычислительной аппаратуре, выполняют в пластмассовых корпусах. По сравнению с другими методами процесс герметизации пластмассами характеризуется высокой производительностью, относительно низкой стоимостью и простотой.
Для герметизации МС используют различные полимеры с добавками, влияющими на пластичность, текучесть, цвет, скорость отвердения пластмасс. Текучесть характеризуется временем, в течение которого герметизирующий состав находится в вязком состоянии при заданной температуре окружающей среды. Скоростью отвердения называют скорость перехода пластмасс в состояние полной полимеризации.
В зависимости от поведения при нагревании пластмассы делят на термопласты и реактопласты. Термопласты сохраняют свои свойства при многократном нагреве. Реактопласты под воздействием повышенной температуры переходят в необратимое состояние. В качестве герметизирующих материалов используют компаунды (механические смеси из электроизоляционных материалов, не содержащие растворителей) и пресс-порошки на основе эпоксидных, кремнийорганических, полиэфирных смол.
Герметизация методом обволакивания. При герметизации обволакиванием вокруг МС создается тонкая пленка полимерного материала. Для обеспечения механической прочности и герметичности полупроводниковых приборов и МС наносят несколько слоев герметизирующего состава с предварительным подсушиванием каждого слоя.
Метод герметизации обволакиванием характеризуется устойчивостью защищаемых приборов к воздействию влажной атмосферы, простотой процесса, малым расходом герметизирующего материала, возможностью применения групповых методов обработки.
Технологический процесс обволакивания состоит из следующих основных операций:
-закрепление арматуры (выводов) и полупроводниковой структуры в приспособлении;
- силанирование (нанесение гидрофобного защитного покрытия на основе кремнийорганических полимеров);
- нанесение защитного закрепляющего состава;
- нанесение и полимеризация герметизирующего состава;
- контроль качества герметизирующего покрытия.
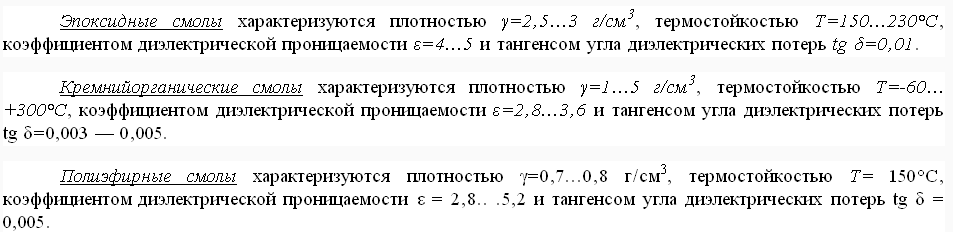
Способ нанесения герметизирующего состава зависит от габаритных размеров защищаемого изделия. На дискретные полупроводниковые приборы герметизирующий состав наносят в виде капли (рис.7.1). Полупроводниковые ИС, гибридно-пленочные схемы и микросборки герметизируют окунанием или нанесением компаундов распылением.
К недостаткам метода обволакивания ИС относятся трудность нанесения равномерного по толщине покрытия, длительность процесса сушки на воздухе, необходимость последующего отвердения при повышенной температуре, сложность механизации процесса.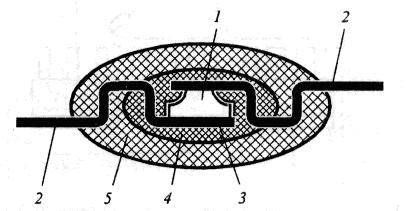
Герметизация микросхем методом свободной заливки. Сущность метода герметизации ИС методом свободной заливки состоит в заполнении жидким герметизирующим компаундом специальных форм или заранее изготовленных из пластмассы или металла корпусов, в которых размещают ИС с выводами. Свободная заливка компаунда без давления уменьшает вероятность обрыва проволочных перемычек ИС.
Рис.7.1. Герметизация полупроводниковых структур методом обволакивания: 1 - полупроводниковая структура; 2 - вывод; 3 - силановая пленка; 4 - защитный закрепляющий слой.
Применяют два метода свободной заливки: во вспомогательные разъемные формы и предварительно изготовленные корпуса.
Герметизацию микросхем заливкой во вспомогательные разъемные формы относят к бескорпусной, так как такая герметизация не требует специально изготовленных деталей корпусов. Однако она обеспечивает производство МС со строго фиксированными габаритными размерами, размерами выводов, шага между выводами и т. д. Поэтому в литературе принято называть такой метод заливки МС герметизацией в пластмассовые корпуса, которые иногда называют полимерными или металлополимерными.
В зависимости от конструкции прибора или МС применяют два способа заливки во вспомогательные формы - с предварительным подогревом и без подогрева разъемных форм.
Рис.7.2. Герметизация микросхем методом свободной заливки в формы без подогрева:
а - монтаж полупроводниковой структуры на перфорированную ленту; б - герметизация групповым методом; в - удаление второй технологической перемычки; г - общий вид загерметизированного прибора; 1 - перфорированная лента с кристаллами; 2 - первая технологическая перемычка; 3 - полупроводниковая структура; 4 - полости формы, заполненные компаундом; 5 - вторая технологическая перемычка.
При герметизации по первому способу многоместные разъемные формы, изготовленные из материалов с плохой адгезией по отношению к пластмассе, заполняют жидким компаундом с помощью дозатора. Собранные на ленте полупроводниковые структуры погружают в заполненные компаундом полости формы, после чего проводят полимеризацию компаунда (рис.7.2, б). После полимеризации приборы извлекают из формы и с помощью специальных штампов отделяют друг от друга (рис.7.2, в и г).
При герметизации по второму способу собранные на ленте полупроводниковые структуры помещают в рабочие гнезда нижней матрицы многоместной заливочной формы и плотно прижимают верхней матрицей. В верхней части формы предусмотрены специальные отверстия, а между гнездами внутри формы - система каналов для подачи герметизирующего компаунда. Нагретую форму заполняют компаундом. Нагрев формы необходим для повышения текучести компаунда. После предварительного отвердения компаунда заливочные формы охлаждают и извлекают ленты с загерметизированными приборами. Приборы на металлических лентах проходят термообработку до полной полимеризации. После полимеризации снимают облой и ленту разделяют на отдельные фрагменты, удаляя вторую технологическую перемычку. Полученные изделия представляют собой готовые загерметизированные приборы.
При герметизации заливкой в предварительно изготовленные корпуса полупроводниковые структуры сначала закрепляют на перфорированную ленту, состоящую из объединенных между собой фрагментов плоских выводов. Контакт между плоскими выводами перфорированной ленты и контактными площадками полупроводниковой структуры создают проволочными перемычками (рис.7.2, а).
Герметизация ИС заливкой в предварительно изготовленные корпуса отличается простотой, так как в этом случае не требуется изготовление дорогостоящих заливочных форм. Корпуса представляют собой пластмассовую оболочку, изготовленную горячим прессованием, или металлическую капсулу, изготовленную штамповкой. Они имеют разнообразную геометрическую форму и типоразмеры.
Заливку в корпуса-оболочки осуществляют в основном теми же герметизирующими составами, что и заливку в формы. После полимеризации герметизирующего компаунда эти корпуса остаются частью ИС (рис.7.3.).
Рис.7.3. Герметизация микросхем методом заливки в корпуса:
1 - плата с навесными компонентами; 2 - выводы; 3 - корпус; 4 - заливочный компаунд
Герметизацию полупроводниковых структур методом свободной заливки применяют в мелкосерийном производстве изделий со сложной арматурой.
Герметизация прессованием. Герметизация ИС методом прессования пластмасс основана на особенности некоторых полимерных материалов плавиться и течь под действием температуры и давления, заполняя полость металлической формы с изделиями. В этом случае используют полимеры в виде пресс-порошков и таблеток, которые не изменяют своих свойств в течение длительного времени, что исключает операцию приготовления герметизирующих компаундов. В качестве герметизирующих материалов применяют термореактивные полиры, прессующиеся при низких давлениях, что позволяет герметизировать ИС с гибким проволочным монтажом.
В микроэлектронике используют в основном два способа герметизации ИС прессованием: компрессионное и литьевое (трансферное).
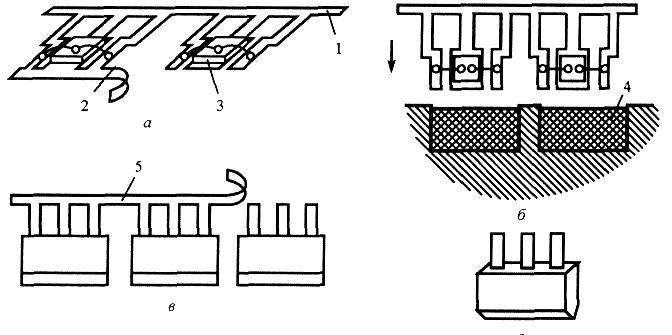
При компрессионном прессовании собранную с арматурой полупроводниковую структуру и порошкообразный или таблетированный материал загружают непосредственно в пресс-форму (рис. 7.4.). Под действием тепла и давления герметизирующий материал переходит в пластичное состояние и заполняет формующую полость. После окончания выдержки спрессованные изделия извлекают из пресс-формы (рис. 7.4, в).
Рис.7.4. Герметизация микросхем методом компрессионного прессования:
а - арматура с полупроводниковой структурой; б - загрузка арматуры с полупроводниковой структурой и пресс-порошка; в - загерметизированный прибор; 1 - выводы; 2 - полупроводниковая структура; 3 - пресс-форма; 4 - пресс-порошок
При литьевом (трансферном) прессовании загрузочная камера пресс-формы отделена от формующей полости. Кассету или перфорированную ленту с несколькими смонтированными полупроводниковыми структурами помещают в формующие полости пресс-формы. Пресс-форму нагревают до температуры плавления пластмассы нагревателями, вмонтированными непосредственно в пресс-форму. Расплавившаяся пластмасса под давлением опускающегося пуансона (трансфера) заполняет формующие полости пресс-формы. После частичной полимеризации кассету или перфорированную ленту с полупроводниковыми структурами извлекают из пресс-формы и окончательно полимеризуют. Загерметизированные полупроводниковые структуры извлекают из кассеты и отделяют друг от друга.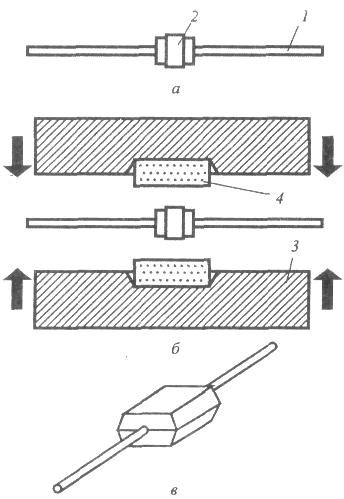
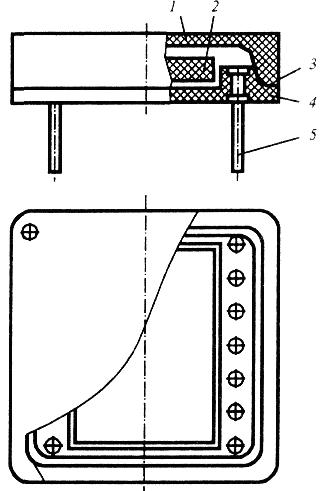 Рис. 7.5. Шовноклеевая герметизация микросхем:
Рис. 7.5. Шовноклеевая герметизация микросхем:
1 - крышка; 2 - подложка с микросхемой; 3 - место склеивания; 4 - основание корпуса; 5 - армированный вывод.
К недостаткам метода свободной заливки в формы относятся сравнительно невысокая производительность и необходимость проводить приготовление заливочных смесей в небольших количествах, так как со временем очень быстро изменяется их вязкость.
Шовноклеевая герметизация. При шовноклеевой герметизации используют пластмассовые корпуса с армированными выводами (рис.7.5.). Клеющий состав наносят по периметру основания корпуса после установки на него кристалла ИС. На основание корпуса устанавливают пластмассовую крышку. Сборку фиксируют в приспособлении и сушат на воздухе или в термошкафу. Достоинствами шовноклеевой герметизации являются высокая технологичность процесса и низкая стоимость изделий.
7.2. Корпусная герметизация микро- и наносборок
Полимерные материалы не обеспечивают полной защиты ИС от влаги. Это связано с тем, что влагопроницаемость пластмасс во много раз выше аналогичного показателя для металлов. Температурные коэффициенты линейного расширения пластмасс и металлических выводов ИС отличаются примерно на порядок, поэтому трудно создать герметичное соединение между пластмассой и металлом. Надежным методом герметизации полупроводниковых приборов, ИС и гибридно-пленочных микросборок является вакуум-плотная корпусная герметизация.
Корпуса ИС являются композитными конструкциями, которые характеризуются тем, что механические напряжения в них возникают даже при равномерном изменении температуры и концентрируются в местах сопряжения материалов с различными термомеханическими свойствами.
Корпуса ИС и микросборок должны защищать их от воздействия окружающей среды и механических повреждений; обеспечивать удобство монтажа кристаллов и подложек и герметизацию корпуса без изменения параметров кристалла и навесных компонентов; выдерживать механические воздействия и термоциклирование; отводить тепло в процессе сборки и эксплуатации изделий; обеспечивать надежность сборки и эксплуатации прибора; защищать кристалл и навесные компоненты от загрязнений пылью, газообразными химическими загрязнениями, солями и парами воды; быть дешевыми и технологичными в изготовлении; при монтаже на ПП обеспечивать удобство и надежность монтажа и коррозионную стойкость; обеспечивать контроль ИС до и после монтажа; обладать коррозионной стойкостью, высокой надежностью, технологичностью и низкой себестоимостью.
В зависимости от используемых материалов вакуум-плотные корпуса микросхем и микросборок подразделяют на стеклянные, металлостеклянные, металлокерамические, керамические, пластмассовые и металлопластмассовые.
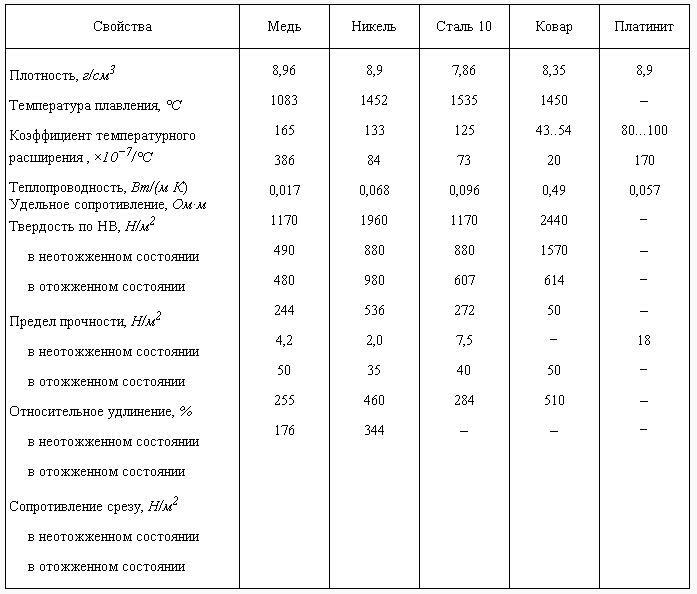
Для изготовления оснований, крышек и выводов ИС и микросборок применяют различные металлы и сплавы, основные свойства которых приведены в табл.7.1.
Таблица 7.1. Основные свойства металлов и сплавов, применяемых
для изготовления оснований, крышек и выводов МС и микросборок
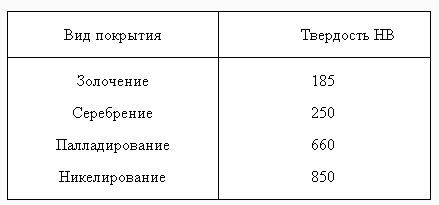
Для повышения коррозионной стойкости, образования технологических пленок для последующей герметизации, получения высокой чистоты поверхностей и улучшения внешнего вида корпусов применяют различные покрытия, которые наносят гальваническим или химическим способом. Твердость защитных и технологических покрытий влияет на жесткость режимов при герметизации корпусов электроконтактными видами сварки. Основные виды покрытий, применяющихся для корпусов МС, и их твердость приведены в табл. 7.16.
Таблица 7.2. Виды покрытий корпусов МС и их твердость
Металлические детали корпусов изготавливают чаще всего холодной штамповкой; фланцы и крышки корпусов - вытяжкой, вырубкой и объемной штамповкой; перфоленты и рамки - на вырубных штампах; штырьковые выводы корпусов получают резкой проволоки на отрезки определенной длины на автоматах различных конструкций.
В металлостеклянных корпусах ИС со штырьковыми или планарными выводами в качестве электроизоляционного материала используют стекло. Для изготовления стеклянных деталей и элементов, содержащих спаи стекла с металлом, используют стеклянные трубки (капилляры), стеклопорошки и стеклотаблетки. Стеклянные трубки (капилляры) нарезают на бусы алмазным диском с наружной режущей кромкой. Перед резкой стеклокапилляр наклеивают на стеклянную подложку, которую затем закрепляют на столе станка. Общий вид круглого металлостеклянного корпуса представлен на рис.7.6.
Керамические безвыводные корпуса (микрокорпуса) состоят из трех слоев: один с проводниками, другой - с контактными площадками, третий - защитный нижний слой. К достоинствам безвыводных микрокорпусов следует отнести высокую герметичность, высокую плотность размещения их на печатных платах, совместимость с керамическими подложками гибридных микросборок. Кроме безвыводных микрокорпусов промышленность выпускает микрокорпуса с матрицами выводов. На рис.7.7 приведены примеры микрокорпусов безвыводных (а) и с матрицей выводов (б).
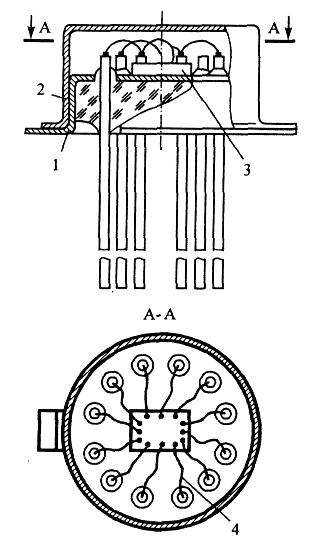 Рис.7.6. Полупроводниковый кристалл в металлостеклянном корпусе со штырьковыми выводами:
Рис.7.6. Полупроводниковый кристалл в металлостеклянном корпусе со штырьковыми выводами:
1 - основание; 2 - крышка корпуса; 3 - полупроводниковый кристалл; 4 - выводы
Металлокерамические корпуса МС являются наиболее трудоемкими и дорогими. В качестве изоляционного материала в них применяют алюмооксидную или корундовую керамику с высоким содержанием оксида алюминия. Она обладает хорошей вакуумной плотностью (в 107 раз плотнее меди); высокой непроницаемостью как для гелия, так и для водорода; высокой прочностью, термо- и радиационной стойкостью; надежностью при эксплуатации в тропических условиях; высоким электрическим сопротивлением; относительно хорошей теплопроводностью; низкими диэлектрическими потерями при недорогом исходном материале; хрупкостью и твердостью, что позволяет обрабатывать ее только алмазным инструментом и шлифованием. Коэффициент температурного расширения алюмооксидной керамики в два раза выше, чем у кремния, поэтому при монтаже кристаллов с размерами более 3×3мм на основание корпуса эвтектикой «золото-кремний» возникают проблемы, связанные с несогласованностью коэффициентов температурного расширения кремния и керамики.
Металлокерамические корпуса изготавливают из трех слоев керамической ленты. При этом верхняя и средняя ленты имеют форму рамки. На верхнюю поверхность средней ленты с помощью трафарета молибденовой пастой наносят рисунок, который связывает контактные площадки корпуса с выводной рамкой.
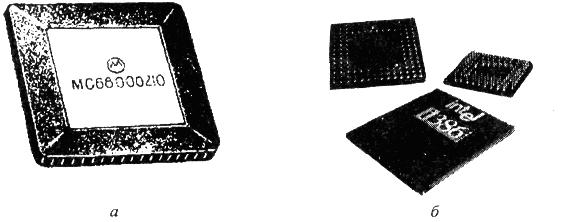
Рис. 7.7. Керамический безвыводной микрокорпус (а) и микрокорпуса с матрицей выводов (б)
На нижней ленте выполняют рисунок посадочной площадки и ее соединение с земляным контактом выводной рамки. На верхнюю ленту, внутренние размеры которой на 1мм больше средней рамки, наносят рисунок кольца для крышки. Молибденовую пасту вжигают при температуре 1350°С в течение 40 мин в водороде. Затем к корпусу твердым припоем ПСр-72 в сухом воздухе припаивают выводную рамку из никеля и рамку для герметизации. Плоский металлокерамический корпус с планарными выводами представлен на рис.7.8.
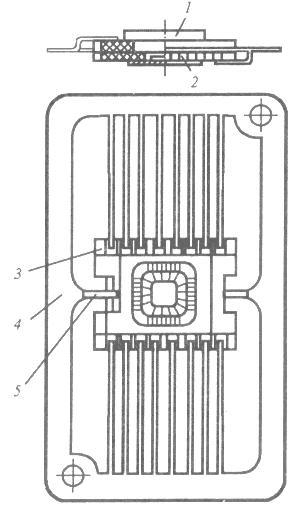 Рис.7.8. Плоский металлокерамический корпус с планарными выводами (1 - крышка корпуса; 2 - теплоотвод; 3 -- основание корпуса; 4 - выводная рамка; 5 - технологический вывод)
Рис.7.8. Плоский металлокерамический корпус с планарными выводами (1 - крышка корпуса; 2 - теплоотвод; 3 -- основание корпуса; 4 - выводная рамка; 5 - технологический вывод)
Пластмассовые микрокорпуса изготавливают из полимеризующейся при термообработке пластмассы. Выводы под пластмассовым основанием микрокорпуса имеют изгиб, благодаря чему монтаж можно осуществлять непосредственно на поверхности печатной платы (рис.7.9). По сравнению с керамическими пластмассовые микрокорпуса более устойчивы к термоударам и дешевле.
Герметизация корпусов клеем. Приклеивание крышки к основанию корпуса применяют при герметизации приборов в корпусах больших габаритов, к которым предъявляются невысокие требования по герметичности, или для наклеивания оптических окон (стекло, германий и т. д.) на металлическую рамку, используемую в качестве крышки корпуса. Для приклеивания крышек корпусов применяют различные клеевые составы с высокой вязкостью в жидком состоянии; а для приклеивания оптических окон - порошковые клеевые составы, состоящие из смеси эпоксидного мономера, ангидридного отвердителя, пластифицирующего модификатора и мелкодисперсного неорганического наполнителя. На площадь склеивания до 0,5мм2 клей наносят напрессовкой, а на большую поверхность клей протирают через проволочный трафарет. Затем клей оплавляют при температуре 140...150°С с образованием формополимера. Крышки помещают в специальные кассеты клеем вверх, сверху укладывают основания корпусов и помещают в термошкаф. Процесс склеивания состоит из процесса желирования (при температуре 155... 160°С в течение 10...20ч) и процесса отвердения (при температуре 155... 160°С в течение 24ч).
Герметизация корпусов пайкой. Пайку применяют для герметизации приборов с большими габаритными размерами в плоских корпусах. Процесс герметизации пайкой состоит в соединении металлических или металлизированных деталей корпусов с помощью припоя, который, расплавляясь, заполняет капиллярный зазор между ними. Для герметизации корпусов пайкой используют мягкие припои на основе олова и свинца типа ПОС-61 (температура пайки около 240°С) и свинцово-серебряный припой ПСр-2,5 (температура пайки около 340°С). Низкотемпературную пайку ведут в печах при нагреве конвекцией и струей горячего газа.
Герметизация корпусов холодной сваркой. Герметизацию корпусов полупроводниковых приборов холодной сваркой осуществляют по замкнутому контуру корпуса без нагрева. Вакуум-плотное сварное соединение образуется за счет деформации свариваемых деталей с использованием гидравлических, пневматических, пневмогидравлических и механических прессов, обеспечивающих необходимое усилие сжатия. Детали корпусов, которые герметизируются холодной сваркой, изготавливают из пар металлов медь-медь, медь-сталь, медь-ковар. В качестве основания корпуса служит фланец, который содержит выводы, изолированные от него стеклом или керамикой. Крышку корпуса изготавливают в виде баллона с отбортовкой (рис.7.9, а).
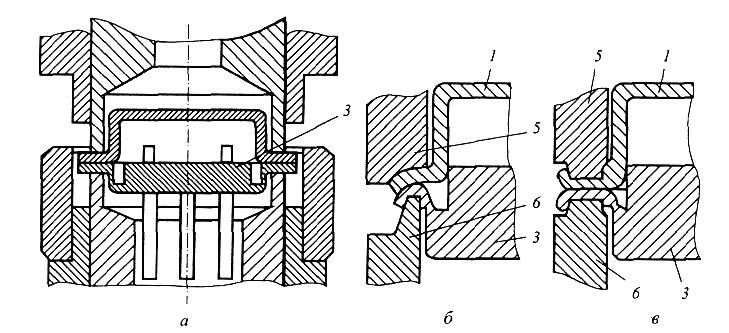
Рис.7.9. Схема холодной сварки:
а - положение корпуса в установке сварки с предварительным сдавливанием; б - односторонняя сварка; в - двусторонняя сварка; 1 - крышка (баллон); 2 - пуансон предварительного сдавливания; 3 - основание корпуса; 4 - матрица предварительного сдавливания; 5 - сварочный пуансон; 6 - матрица.
Различают одностороннюю и двустороннюю холодную сварку. При односторонней сварке (рис.7.10, б) в основном деформируется по замкнутому контуру только одна из свариваемых деталей. Эта сварка предпочтительна для герметизации корпусов, детали которых изготавливают из разнородных металлов. В этом случае устраняется опасность образования сильно подрезанного участка шва с наружной стороны детали из более пластичного металла и, следовательно, нарушение герметичности в процессе эксплуатации прибора. При двусторонней холодной сварке (рис.7.9, в) по замкнутому контуру деформируются обе свариваемые детали.
Герметизация корпусов аргонно-дуговой сваркой. Аргонно-дуговую сварку выполняют в среде инертного газа (аргона) плавящимися или неплавящимися электродами в специальных камерах (скафандрах), заполненных инертным газом, или при подаче инертного газа непосредственно в зону сварки. Для поддержания непрерывного горения дуги при переходе с герметизации одного корпуса на другой иногда используют дополнительную дугу, мощность которой составляет 10...15 % мощности основной дуги.
Основными параметрами аргонно-дуговой сварки являются сварочный ток, скорость сварки, длительность импульса, частота следования импульсов, длительность паузы, давление защитного газа в рабочей камере.
Схема образования сварного соединения при герметизации корпусов аргонно-дуговой сваркой представлена на рис.7.10.
Достоинствами аргонно-дуговой сварки являются возможность регулирования длительности нагрева и охлаждения в зоне соединения, простота управления процессами диффузии и дегазации жидкого металла.
К недостаткам аргонно-дуговой сварки следует отнести нестабильность горения дуги, высокие требования к изготовлению деталей корпусов (ограничение свариваемых пар материалов, минимальные отклонения их по толщинам, плоскостности, ширине и смещению) и оснастки, влияние покрытий на качество сварных соединений, необходимость применения эффективных теплоотводов, исключающих нагрев выше допустимой температуры.
Герметизация корпусов лазерной сваркой. Герметизация лазерной сваркой предусматривает формирование непрерывного сварного шва за счет перекрывающихся сварных точек, образующихся в результате превращения импульсов световой энергии в тепловую при воздействии сфокусированного лазерного луча (рис.7.50). Коэффициент перекрытия сварных точек для герметичных швов должен составлять 0,3-0,8, а для вакуум-плотных швов - не менее 0,5. Основными параметрами лазерной сварки являются энергия лазерного излучения, длительность и частоту следования импульсов, диаметр светового пятна на свариваемой поверхности. К достоинствам лазерной сварки относят возможность сварки трудносвариваемых или не поддающихся сварке другими методами металлов практически в любых средах при минимальной деформации свариваемых деталей. Малые размеры зоны термического влияния и структурных изменений позволяют с помощью лазерной сварки выполнять сварные швы в непосредственной близости от металлостеклянных спаев с высоким процентом выхода годных изделий по герметичности (до 99 %).
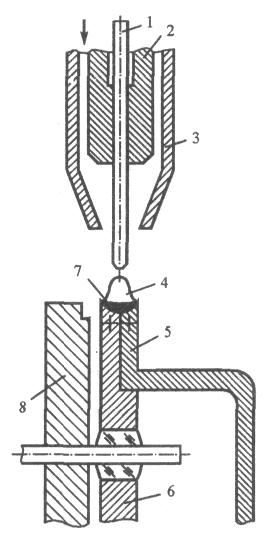
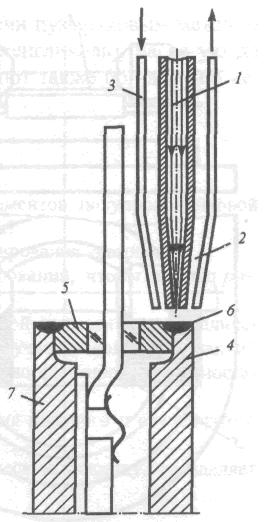
Рис.7.10. Схема образования сварного соединения при герметизации корпусов аргонно-дуговой сваркой:
1 - вольфрамовый электрод; 2 - цанга; 3 - сопло; 4 -дуга; 5 -- крышка корпуса; 6 - основание корпуса; 7 -сварное соединение; 8 - приспособление для крепления корпуса.
Рис.7.11. Герметизация лучом лазера:
1 - лазерный луч; 2 - отсос продуктов горения;
3 - подача инертного газа; 4 - верхняя крышка
К недостаткам лазерной сварки следует отнести незначительную глубину проплавления соединяемых металлов при средних мощностях излучения; выплески испаряемого металла при использовании мощных лазеров; необходимость удаления образующихся ядовитых газов и ионизированных паров свариваемых металлов; высокие требования к точности изготовления деталей корпусов; низкую производительность.
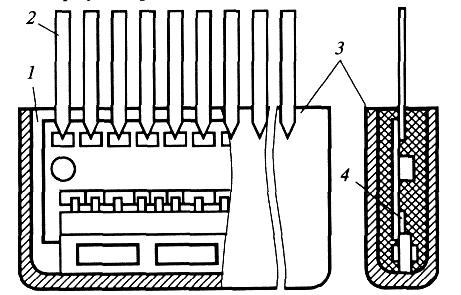
Герметизация корпусов шовной контактной (роликовой) сваркой. Односторонняя шовная контактная (роликовая) сварка - наиболее распространенный способ герметизации микросхем в металлостеклянных и металлокерамических корпусах прямоугольной и квадратной формы.
Процесс сварки происходит при перемещении двух конических роликов, свободно вращающихся на полуосях по противоположным кромкам крышки (рис.7.11). Ролики с определенным усилием прижимаются к кромкам крышки и вращаются за счет сил трения. При подаче сварочных импульсов от источника питания происходит выделение тепла в зоне контакта сварочных роликов с кромкой крышки. Сварное соединение осуществляется расплавлением покрытий крышки и основания корпуса и образования наплыва, т. е. расплавленного металла, выдавленного в зоне стыка деталей. При этом сварной шов получают в результате перекрытия сварных точек, образующихся при контакте сварных роликов с крышкой корпуса. Для получения герметичных сварных швов коэффициент перекрытия сварных точек должен составлять 0,5-0,8.
Основными параметрами шовной контактной (роликовой) сварки являются амплитуда сварочного напряжения, длительность сварочного импульса, частота следования сварочных импульсов, усилие на сварочных роликах.
К достоинствам герметизации шовной контактной (роликовой) сварки относят высокую прочность и надежность сварного шва, высокую герметичность, большой процент выхода годных изделий (до 99%); незначительный разогрев корпуса, высокую производительность.
К недостаткам шовной контактной (роликовой) сварки следует отнести низкую стойкость электродов, высокие механические напряжения в зоне контакта роликов с крышкой, нестабильность размеров сварного шва, приводящую к непровару или перегреву корпуса, возможность возникновения начального выплеска при сварке, приводящего к быстрому износу сварочных роликов и браку приборов.
7.3. Контроль герметичности
Качество герметизации корпусов оценивают наличием дефектов визуально и наличием течей. В качестве единицы измерения используют течь, при которой за 1с в объеме 1л, где создан вакуум, давление возрастает на 1 мкм рт. ст. Загерметизированные приборы контролируют на наличие малых и больших течей.
Для контроля малых течей чаще всего применяют масс-спектрометрический метод и метод с использованием электроотрицательного газа. Масс-спектрометрический метод контроля герметичности МС широко распространен, так как обладает высокой чувствительностью и надежностью. Он основан на разделении молекул сложной парогазовой смеси по массам и измерении ионного тока ионизированных молекул какой-либо определенной массы. В качестве контрольного газа обычно используют гелий, так как он обладает высокой проникающей способностью; малым содержанием в атмосфере, что дает незначительный фоновый уровень при измерениях; масс-спектрометрический пик гелия резко отличается от пиков газов, содержащихся в атмосфере; гелий при попадании в прибор не оказывает влияния на структуру и работоспособность устройства. Контролируемые МС спрессовывают в камере опрессовки в атмосфере гелия под давлением 400кПа в течение 4...6ч. Затем их помещают в камеру, где создается вакуум. Если в процессе опрессовки гелий проник через течи в корпус, то его утечка в вакууме обнаруживается течеискателем, и прибор отбраковывается.
К недостаткам масс-спектрометрического метода контроля герметичности следует отнести низкую производительность; сложность обслуживания оборудования; необходимость создания высокого вакуума; высокую квалификацию специалистов; невозможность контролировать большие течи, так как при наличии в корпусе больших течей гелий выходит через них до контроля герметичности.
Для контроля герметичности по большим течам чаще всего используют вакуумно-жидкостной или пузырьковый методы. Вакумно-жидкостной метод основан на визуальном наблюдении выходящих через течи пузырьков воздуха. В этом случае МС помещают в специальную жидкость (уайт-спирит), над которой создают вакуум. Вследствие перепада давления воздух из негерметичного корпуса МС будет выходить через течи в виде непрерывной цепочки пузырей.
При контроле герметичности на большие течи пузырьковым методом контролируемые МС помещают в жидкость (этиленгликоль), нагретую до температуры порядка 120...140°С. Течь определяют также по наличию непрерывной цепочки пузырей.