- Преподавателю
- Физика
- Инструкционная карта по МДК
Инструкционная карта по МДК
| Раздел | Физика |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Мелихова Г.Н. |
| Дата | 14.02.2015 |
| Формат | doc |
| Изображения | Есть |

Инструкционная карта
Сварка углового и стыкового соединения узким швом в нижнем положении (с катетом до 5мм)
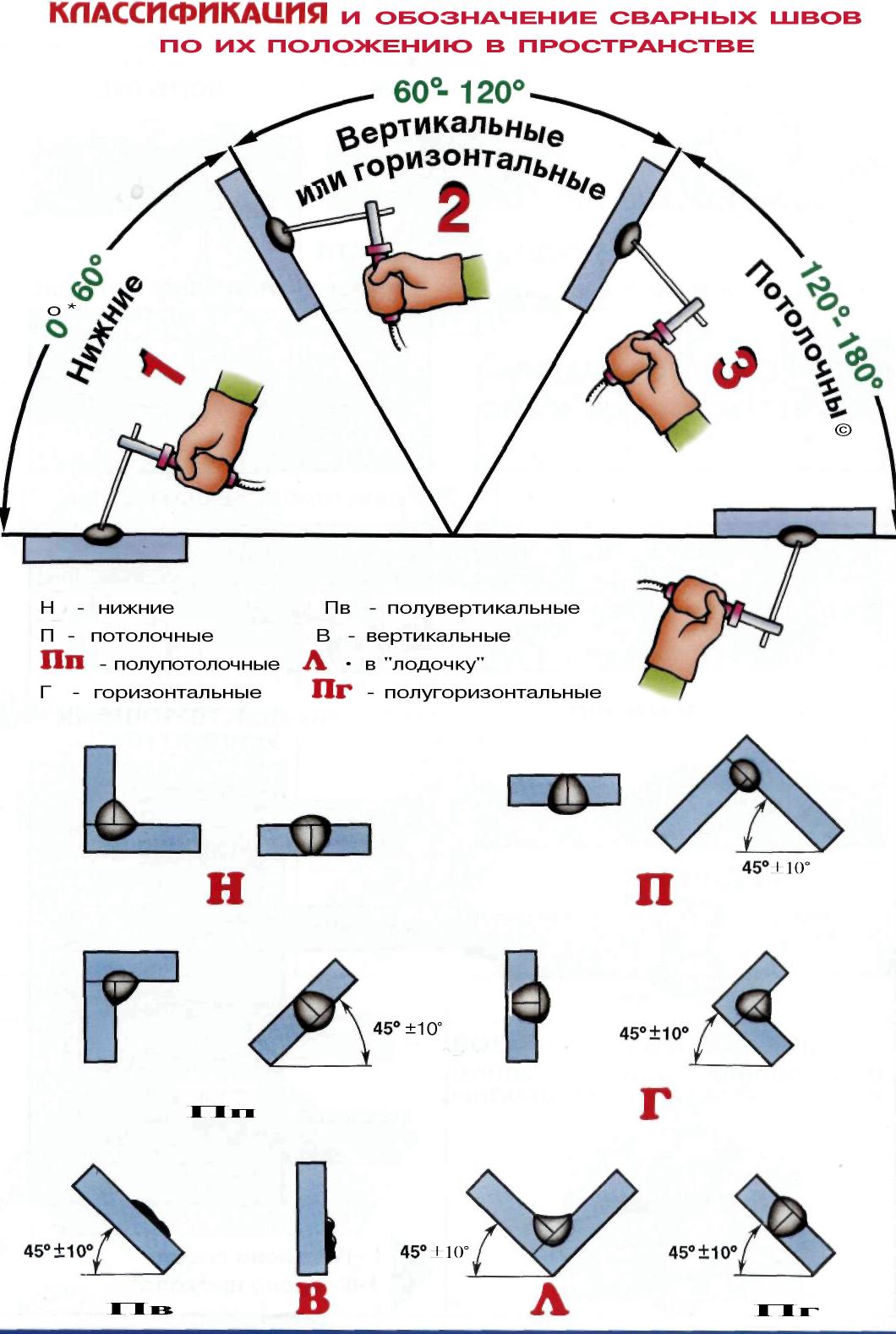
При ручной дуговой сварке угловыми швами выполняются угловые, тавровые и нахлесточные сварные соединения.

Последовательность выполнения задания
-
Организовать свое рабочее место.
-
Подготовить металл под сварку.
-
Соблюдай режим сварки по таблице.
-
Произвести сборку деталей с помощью прихваток (для удобства ведения сварки ставьте прихватки на торцевых частях сборки)
-
Произвести сварку по схеме.
-
Выдерживай угол наклона электрода.
-
Заканчивая сварку завари кратер.
-
Дай остыть металлу, произведи обивку шлака.
-
Проверь качество шва по внешнему виду.
-
Устрани недостатки.
-
Выключи сварочное оборудование.
-
Произведи уборку рабочего места.
-
Сдай задание на контроль.
Наименование
работ
Сварка углового соединения
Сварка стыкового
соединения
Кол-
во
швов
2 шт.
2 шт.
Сила сварочного тока
Материалы
Пластины выполнены из металла марки Ст3
Толщина пластин 4мм
Электроды типа Э46 марки МР-3С
Iсв. = к Dэл., где к - коэффициент, D- диаметр электрода
К = Dэл. 10
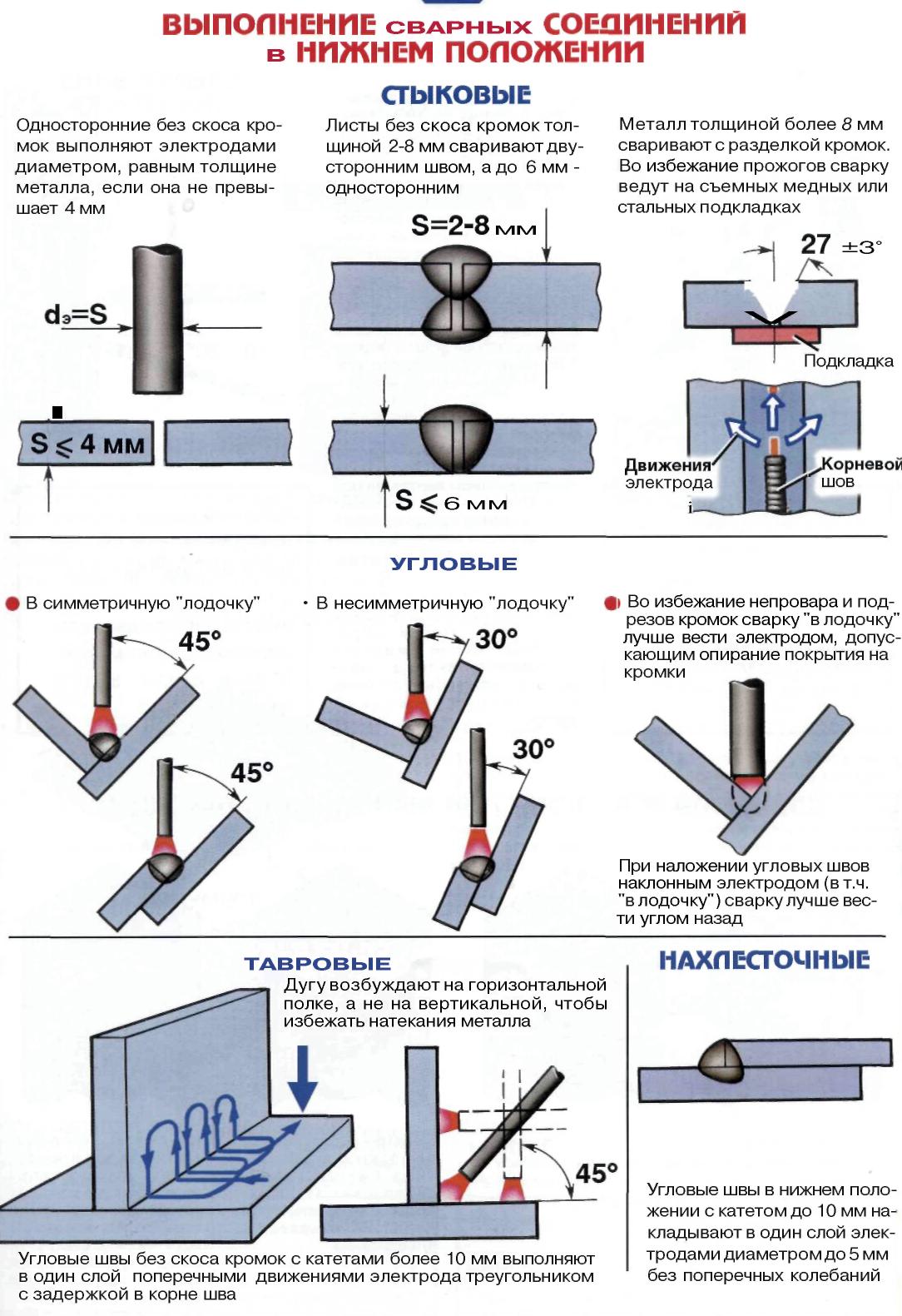
Угол наклона электрода 45º к вертикальной плоскости, 15-30º в сторону направления электрода
Dэ = 3мм
90-120 А
90-120А
Dэ = 4мм
120-160 А
120-160 А
ПРИМЕЧАНИЕ
-
Возбудите сварочную дугу на горизонтальной поверхности в зоне будущего шва в точке «А», отступив от края сборки 5-10мм.
-
Плавно перемещаем дугу к самому краю сборки в точку «В» и начинаем сварку.
-
Для получения гарантированного провара корня шва таврового соединения необходимо выполнить сварку с предельно короткой дугой.
-
Устанавливаем электрод под углом 45º к вертикальной плоскости и наклоните его 15-30º в сторону направления сварки. Старайтесь держать дугу как можно короче. Ведите электрод по несваренным кромкам.
-
Не делайте поперечных колебательных движений. При правильно выбранной скорости сварки ширина шва должна быть на 2-3мм больше диаметра электрода.
-
Производите замену электродов с заваркой кратера, используя ранее приобретенные навыки.
-
Сварку выполняем по всей длине стыка напроход. Заканчиваем проход.
-
Наденьте защитные очки, произведите зачистку сварного шва, используя ранее приобретенные навыки.
-
Определите качество сварного шва внешним осмотром и измерениями. Обсудите качество сварного шва с мастером.