- Преподавателю
- Другое
- Контрольно измерительные материалы по ПМ 03 Наплавка дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление, для МДК 03. 01Технология дуговой наплавки деталей
Контрольно измерительные материалы по ПМ 03 Наплавка дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление, для МДК 03. 01Технология дуговой наплавки деталей
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Житкова А.А. |
| Дата | 24.09.2015 |
| Формат | docx |
| Изображения | Есть |











Государственное бюджетное профессиональное образовательное учреждение
Московской области
«Раменский колледж»
УТВЕРЖДАЮ
Зам.директора по УПР
ГБПОУ МО «Раменский колледж»
____________ А.И.Голубович
«___»____________20____г.
Оценочные средства
Для проведения промежуточной аттестации
по ПМ.03 Наплавки дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление
МДК 03.01
«Технология дуговой наплавки деталей»
по специальности НПО 150709.02 Сварщик
(электросварочные и газосварочные работы)
Форма проведения оценочной процедуры Экзамен квалификационный
СОГЛАСОВАНО
протокол ПЦК Электроники и автоматики
От «____»_______20___г. №___
_______________А.Ю.Коробкин
г.Раменское, 2014г.
Составитель:
А.А.Житкова - преподаватель спецдисциплин ГБПОУ МО «Раменский колледж»
1. ФОРМЫ КОНТРОЛЯ И ОЦЕНИВАНИЯ ЭЛЕМЕНТОВ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ
Результатом освоения профессионального модуля является готовность обучающегося к выполнению вида профессиональной деятельности Наплавка дефектов деталей и узлов машин, механизмов, конструкций отливок под механическую обработку и пробное давление.
Формой аттестации по профессиональному модулю является экзамен (квалификационный). Итогом экзамена является однозначное решение: «вид профессиональной деятельности освоен, /не освоен».
ОБЩИЕ ПОЛОЖЕНИЯ
Элемент модуля
Форма контроля и оценивания IV и V семестр/триместр
Промежуточная
аттестация
Текущий контроль
МДК.03.01. Наплавка дефектов под
механическую обработку и пробное давление
МДК.03.02. Технология дуговой наплавки деталей
МДК.03.03. Технология газовой наплавки
МДК.03.04. Технология автоматического и механизированного наплавления
Экзамен
Дифференцированный
зачет
Дифференцированный
зачет
Оценка выполнения практических занятий Защита лабораторных работ
Тестирование Оценка выполнения самостоятельной работы
УП.03 Учебная практика
Дифференцированный
зачет
Наблюдение и оценка выполнения работ на учебной практике
ПП.03 Производственная практика
Дифференцированный
зачет
Наблюдение и оценка при выполнении работ на производственной практике
128
-
Профессиональные компетенции, подлежащие проверке при выполнении задания.
Таблица 2.1
-
РЕЗУЛЬТАТЫ ОСВОЕНИЯ МОДУЛЯ, ПОДЛЕЖАЩИЕ ПРОВЕРКЕ НА ЭКЗАМЕНЕ (квалификационном)
Профессиональные и общие компетенции, которые возможно сгруппировать для проверки
Показатели оценки результата
ПК 3.1. Наплавлять детали и узлы простых и средней сложности конструкций твёрдыми сплавами.
ПК 3.2. Наплавлять сложные детали и узлы сложных инструментов.
ПК 3.3. Наплавлять изношенные простые инструменты, детали из углеродистых и конструкционных сталей.
ПК 3.4. Наплавлять нагретые баллоны и трубы, дефекты деталей машин, механизмов и конструкций.
ПК 3.5. Выполнять наплавку для устранения дефектов в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление.
ПК 3.6. Выполнять наплавку для устранения раковин и трещин в деталях и узлах средней сложности.
-
Чтение чертежей.
-
Выбор способа наплавки.
-
Выбор оборудования, инструмента и параметров режима наплавки.
-
Выбор наплавочных материалов.
-
Подготовка поверхности к наплавке.
-
Техника выполнения наплавки.
-
Обработка после наплавки. 'онтроль качества выполнения процесса наплавки.
-
Охрана труда при наплавке. )рганизация рабочего места.
-
Общие компетенции, для проверки сформированности которых используется портфолио
ОК 2.Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 7. Использовать воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей).
129
Состав портфолио:
Обязательные документы
-
ведомость оценок по дисциплинам общепрофессионального цикла;
-
характеристика профессиональной деятельности студента во время учебной практики;
-характеристика профессиональной деятельности студента во время производственной практики;
-
дневник производственной практики;
-аттестационный лист выполнения практических, лабораторных, самостоятельных работ (характеристика деятельности студента во время выполнения практических и лабораторных работ, самостоятельных работ (реферата, доклада, схем, викторины, кроссвордов, мини-проекта и т. д. ); -сводная ведомость оценок выполнения тестовых заданий по каждой теме МДК
-
МДК 03.02, МДК 03.03, МДК 03.04.
-
карта формирования общих компетенций Дополнительные материалы:
-
результаты участия во внеурочной научно-исследовательской деятельности;
-
доклады участников научно-практических конференций;
-результаты участия в спортивных и общественных мероприятиях (день пожилого человека, день матери, день космонавтики и др.);
-
результаты участия в олимпиадах и конкурсах профессионального мастерства по профессии «Сварщик (электросварочные и газосварочные работы)», предметных неделях, ярмарках и др.;
-
портфолио в электронном виде (сообщения, конструкционно-технологические карты, видео материалы, фотоматериалы, презентации профессиональной направленности, выполненные обучающимися во время самостоятельной работы);
-
документ, подтверждающий прохождение военных сборов (для юношей);
-
свидетельства, подтверждающие участие в коллективных творческих делах (ведущий тематического вечера, член жюри, участник слета, участник турпохода, и т. д.).
-
ОЦЕНКА ОСВОЕНИЯ ТЕОРЕТИЧЕСКОГО КУРСА ПРОФЕССИОНАЛЬНОГО МОДУЛЯ
-
Задания для оценки освоения МДК 03.02. ТЕХНОЛОГИЯ ДУГОВОЙ НАПЛАВКИ ДЕТАЛЕЙ
-
Вариант №1
-
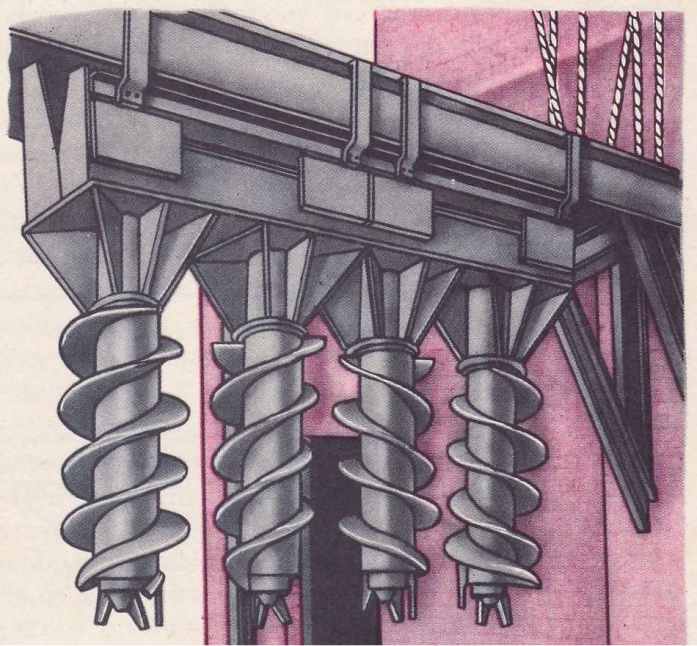
Составьте маршрутную карту технологического процесса наплавки твердыми сплавами бурового инструмента. Выберите способ наплавки наплавочный материал, оборудование, инструмент, технику наплавки.
-
Проведите сравнительный анализ свойств материалов, используемых при сварке и наплавке. Сделайте вывод.
-
Предложите меры по предупреждению появления трещин при наплавке.
130
Вариант №2
-
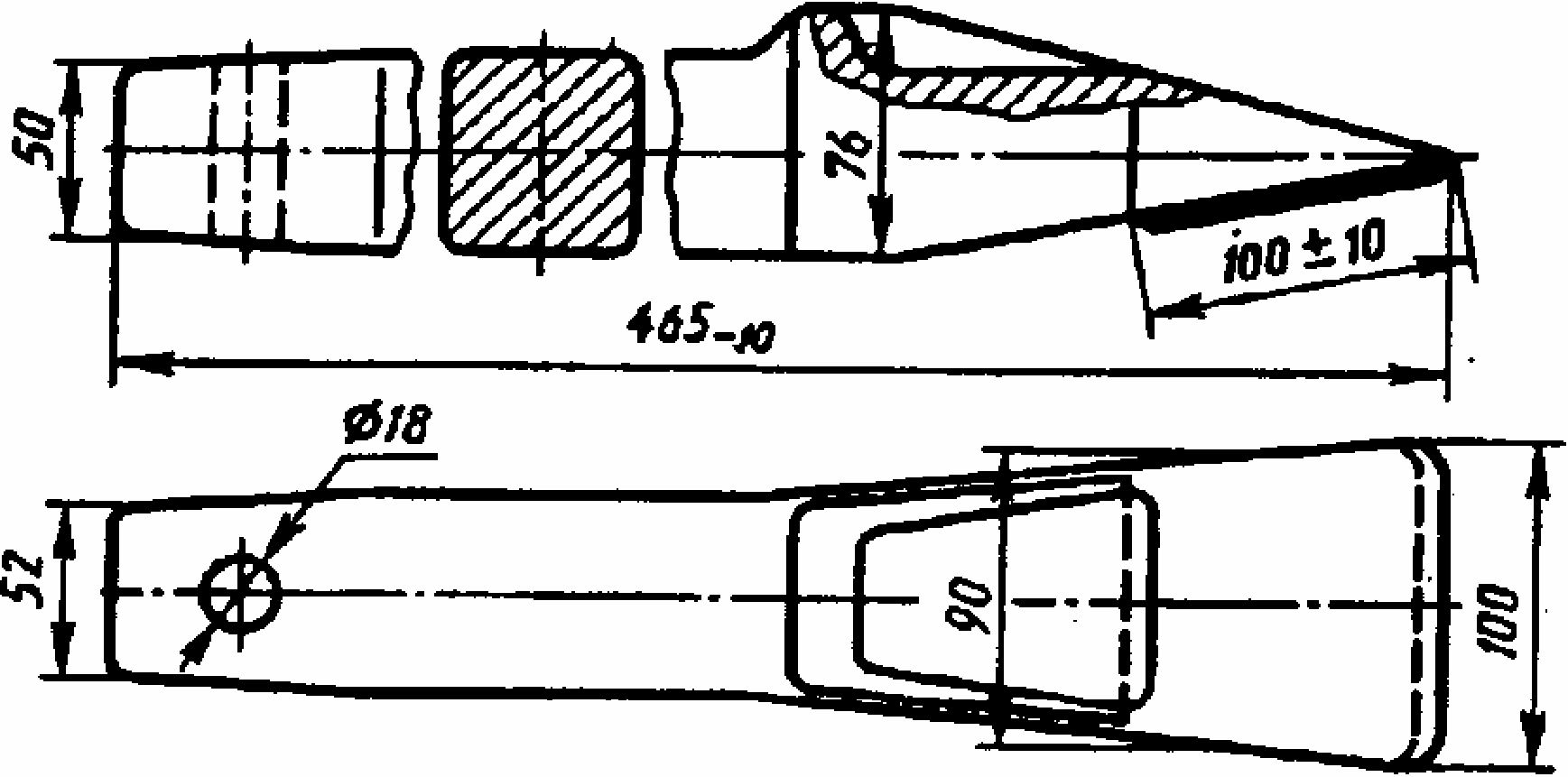
Необходимо составить схему технологического процесса восстановления изношенного зуба ковша экскаватора, с указанием оборудования, наплавочного материала, инструмента, параметров режима наплавки, геометрических размеров наплавляемых валиков и их количество.
-
Сравните состав оборудования постов для дуговой наплавки и сварки, сделайте вывод.
-
После наплавки провели ультразвуковой контроль направленного слоя детали и обнаружили шлаковые включения и поры. Обоснуйте причины их появления и предложите способы устранения этих дефектов
Вариант №3
-
Составьте технологическую последовательность операций нанесения поверхностного слоя автоматической наплавки плод флюсом на крышку емкости из легированной стали. Обоснуйте выбор оборудования и материалов.
-
Проведите сравнительный анализ схем технологических процессов выполнения восстановительной наплавки и изготовительной.
-
Спрогнозируйте влияние на качество наплавки несоблюдение техники наложения валиков при наплавке деталей цилиндрической формы продольными швами.
Вариант №4
-
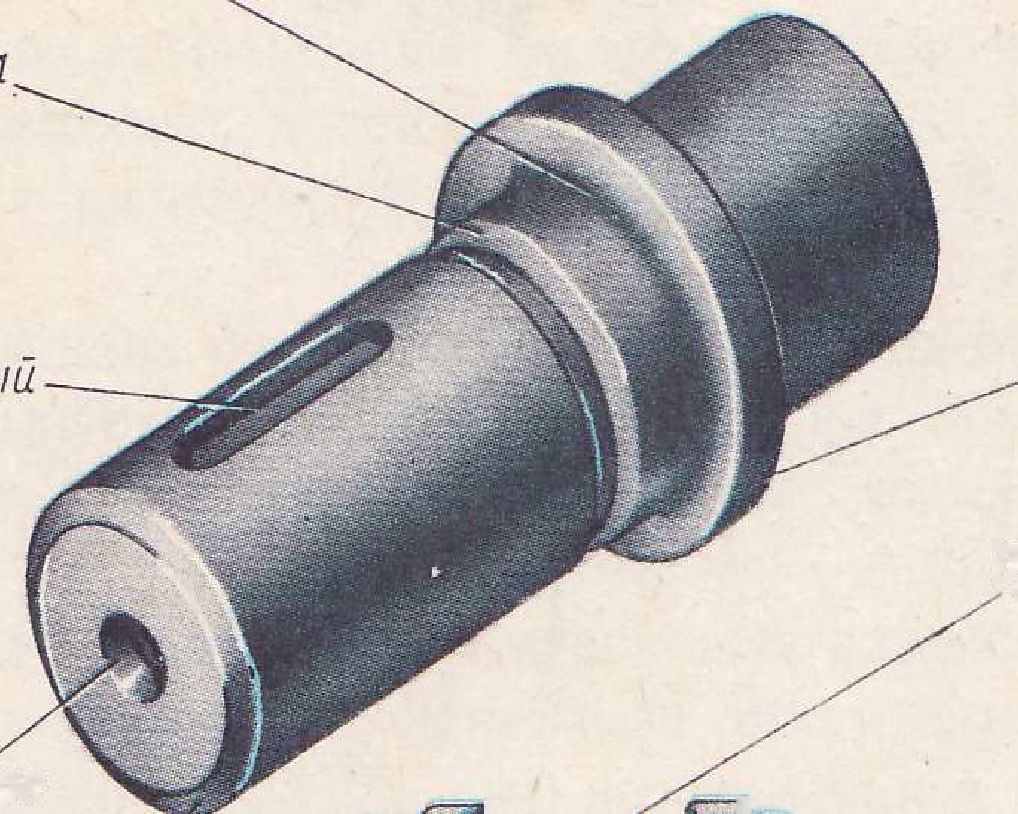
Составьте маршрутную карту технологического процесса наплавки в среде углекислого газа изношенной детали цилиндрической формы - вала. Выберите наплавочный материал, оборудование, параметры режима наплавки, инструмент, технику наплавки.
131
Проточке
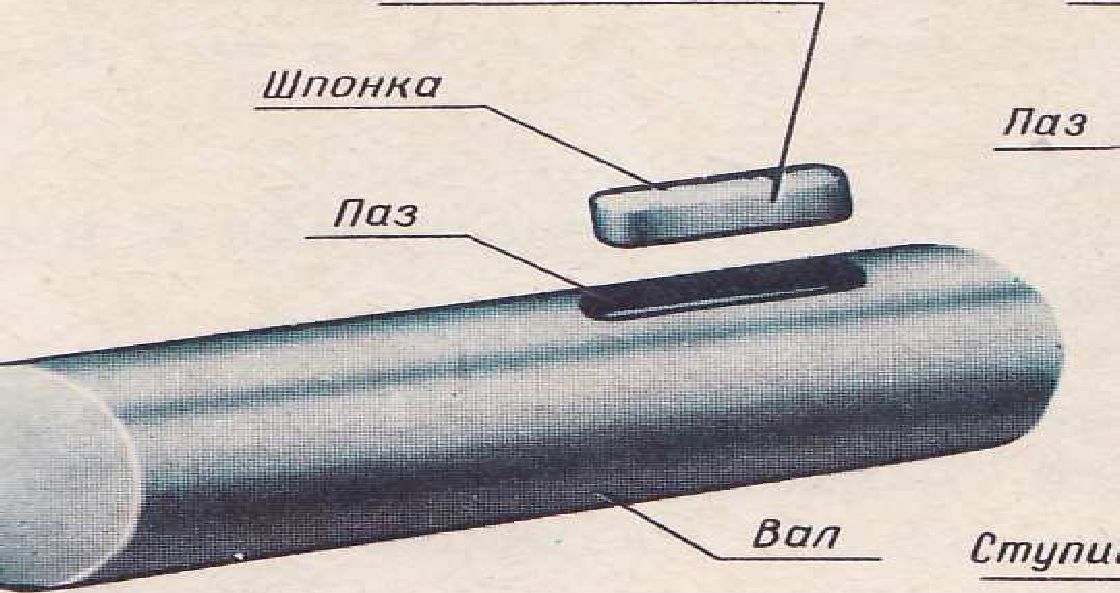
Паз
шпоночнь
Проточка
Буртик
Отдерстие ^
-
Проведите сравнительный анализ технологических свойств флюсов для легированных и углеродистых сталей.
-
Подберите наплавочный материал для получения особых свойств наплавленного слоя шлака.
Варианты №5
-
Опишите схему вибродуговой наплавки вала с указанием оборудования, инструмента, наплавочных материалов и парметров режима наплавки.
-
Предложите наиболее производительный способ автоматической наплавки крупных деталей.
Вариант №6
-
Составьте схему технологического процесса ручной дуговой наплавки штампа с указанием марки электродов, режима наплавки, режима термической обработки деталей до и после наплавки, оборудования.
-
Проведите сравнительный анализ технологических свойств порошковой проволоки и проволоки сплошного сечения.
Рабочие грани
132
-
После наплавки и провели контроль внешним осмотром и обнаружили пластическую деформацию детали (коробление). Предложите способы устранения дефекта и поясните причины его возникновения.
Вариант №7
-
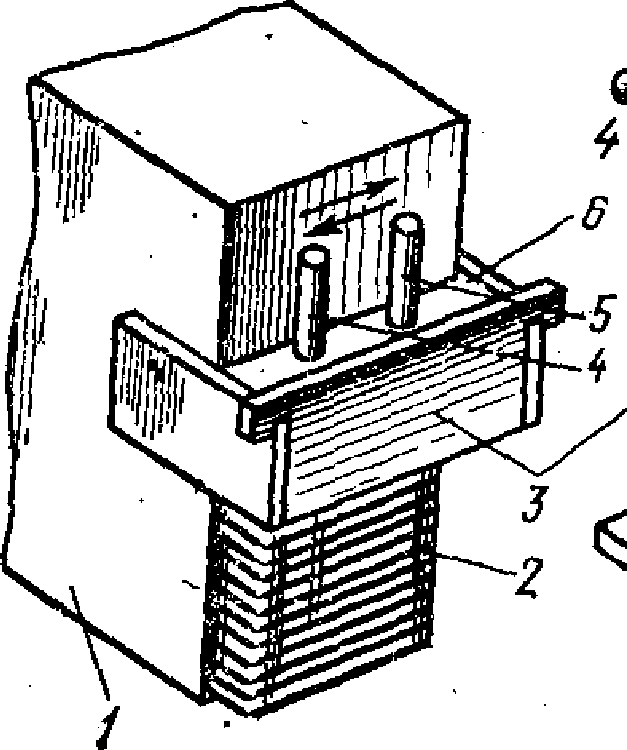
Составьте схему электрошлаковой наплавки плоской поверхности в горизонтальном положении с указанием наплавочных материалов, параметров режима наплавки, оборудования.
-
Проведите сравнительный анализ факторов, влияющих на качество наплавки, выполненной ручным и механизированным способом, сделайте вывод.
-
Провели процесс заварки дефекта в чугунной детали. Через некоторое время на наплавленном слое появились трещины. Обоснуйте причины их появления и предложите способы устранения этих дефектов.
Вариант №8
-
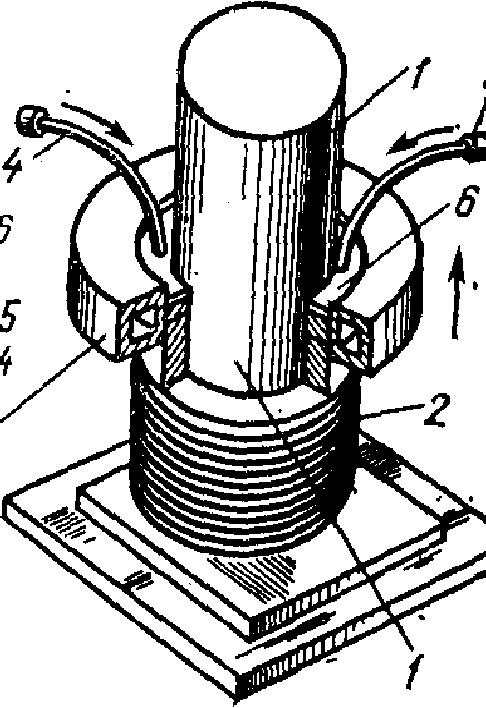
Составьте схему электрошлаковой наплавки цилиндрической поверхности в вертикальном положении с указанием наплавочных материалов, параметров режима наплавки, оборудования основного и вспомогательного.
133
-
Проведите сравнительный анализ свойств наплавленного слоя, выполненного ручной дуговой наплавкой металлическим электродом и трубчатым, сделайте вывод.
-
В наплавленном слое алюминиевой заготовки после рентгеновских испытаний обнаружили оксидные пленки. Обоснуйте причины их появления и предложите способы предупреждения дефекта.
Вариант №9
-
Необходимо наплавить поверхностный слой S = 10 мм на вал диаметром 0 300 мм, длиной L = 2000 мм. Обоснуйте выбор способа наплавки и наплавочных материалов, техники наложения наплавленного слоя.
-
Сделайте сравнительный анализ способов наплавки деталей машин и инструментов в зависимости от из эксплуатационных требований.
-
При изготовлении специализированного режущего инструмента необходимо ограничить долю участия основного металла в наплавочном слое и снизить риск образования трещин. Предложите методы и способы достижения посьаленной задачи.
Вариант №10
-
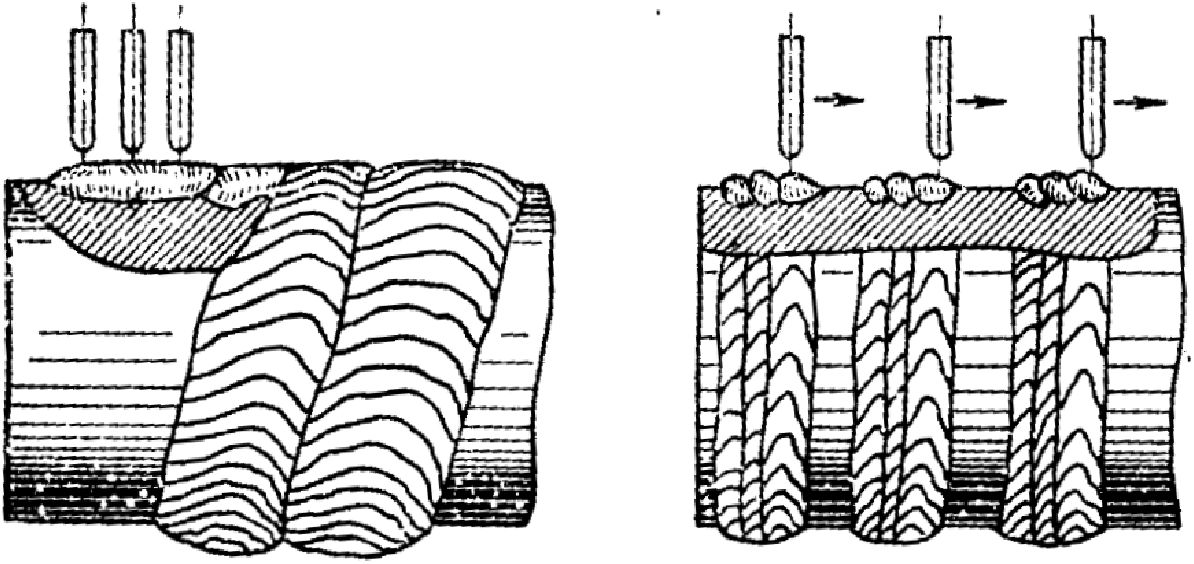
Опишите технологию многодуговой наплавки крупногабаритных деталей цилиндрической формы с указанием наплавочного материала, параметров режима наплавки, оборудования, преимущества перед однодуговой наплавкой.
а) д)
-
Необходимо провести улучшение механических свойств поверхностного слоя пуансона и матрицы штампа, выполненных их легированной стали. Предложите способ наплавки и наплавочный материал. Обоснуйте свой выбор.
-
После наплавки провели разрушительный контроль на соответствие химического состава наплавленного слоя и выяснили, что он не отвечает эксплуатационным требованиям детали. Укажите возможные причины этого несоответствия.
134
Вариант №11
-
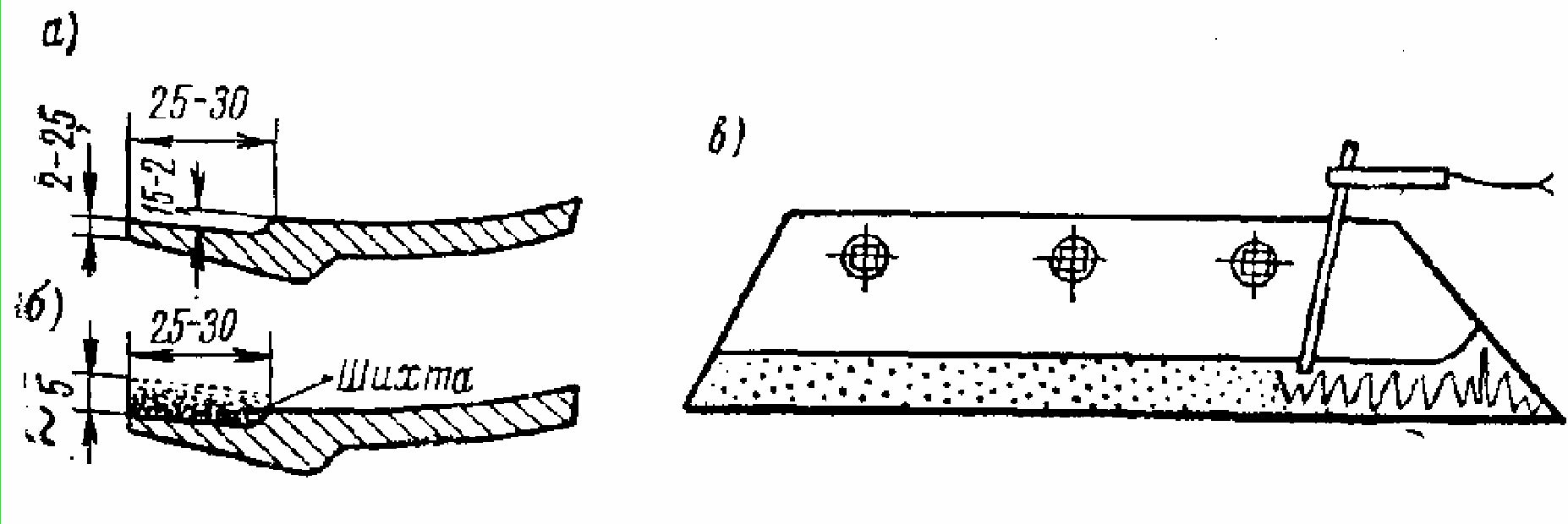
Необходимо составить технологический процесс наплавки лемеха плуга твердыми сплавами с указанием наплавочного материала, оборудования, параметров режима наплавки и техники выполнения наплавки.
-
Проведите сравнительный анализ эффективности использования технологий автоматической однодуговой наплавки под флюсом и двухдуговой на примере наплавки круга диаметром 0 2000 мм, толщиной 60 мм из легированной стали.
-
Необходимо провести внутреннюю наплавку цилиндрической детали. Предложите методы достижения качественной наплавки и обоснуйте свой выбор.
Вариант №12
-
Подберите технологию наплавки деталей, работающих в условиях абразивного износа с указанием наплавочного материала, параметров режима наплавки, оборудования. Обоснуйте свой выбор.
2. Предложите способ повышения коррозионной стойкости поверхностного слоя детали.
135
-
Сделайте сравнительный анализ влияния параметров режимов автоматической наплавки под флюсом на формирование валика, химический состав наплавленного слоя и производительность процесса.
Вариант №13
-
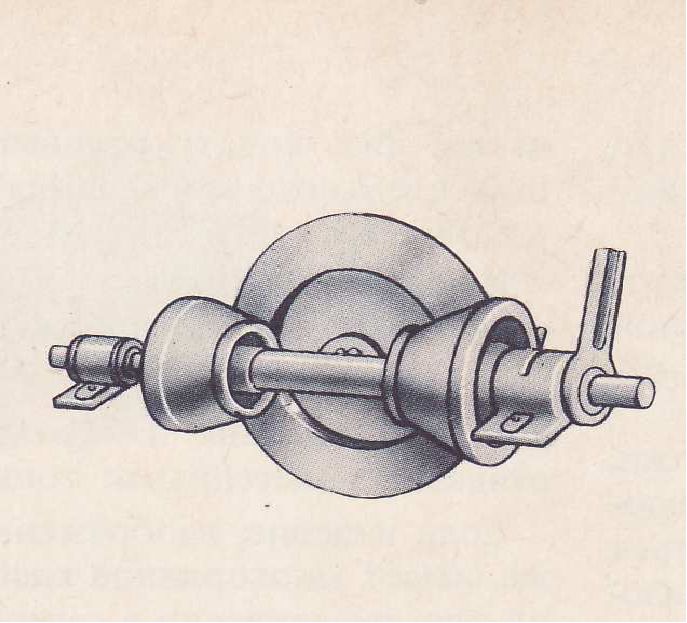
Составьте технологический процесс восстановления поверхностного слоя деталей фрикционной передачи, указанной на рисунке. Подберите способ наплавки, наплавочные материалы, оборудование, параметры режима наплавки.
-
Проведите сравнительный анализ производительности процесса ручной дуговой и механизированной наплавки толстостенных деталей.
-
Необходимо получить с помощью наплавки особые свойства наплавленного слоя детали. Предложите наиболее эффективные методы и соответственно технику наплавки. Подберите наплавочный материал для каждого метода.
Вариант№14
-
Проведите сравнительный анализ целесообразности применения указанных наплавочных материалов для различных способов дуговой наплавки. Расшифруйте их условные обозначения: ПП-2Х4В3Ф-О, Св-07Х25Н13, Нп- 40Х3Г2МФ, Св-АМг6, Бр-ХНТ, ЛОК59-1-0,3, ПП-АН7,ПЛ-30Х25Н4С2, ВИСХОМ-9, ЭН-60М, ОЗШ-1, ОЗН-250у.
-
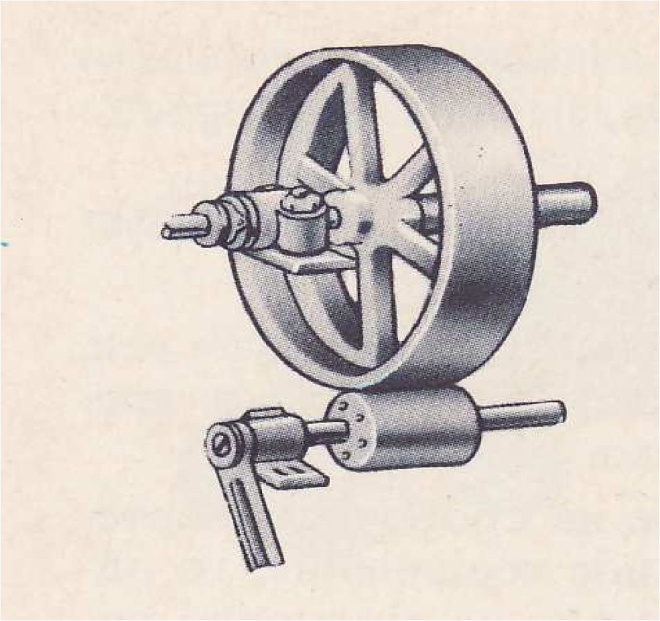
После восстановления шеек шкива ременной передачи провели контроль наплавленного слоя и обнаружили дефекты - оксидные пленки. Предложите меры по предупреждению появления этих дефектов и способы их устранения. Шкив выполнен из алюминия.
-
На готовую стальную деталь - седло двигателя, указанную на рисунке, необходимо наплавить латунь. Опишите технологию газовой наплавки латуни с указанием особенностей процесса.
136
Вариант №15
-
Для упрочнения и восстановления деталей, работающих в условиях абразивного износа необходимо выполнить газопорошковую наплавку. Выберите способ наплавки, наплавочный материал, оборудование, опишите технику подготовки поверхности к наплавке для деталей указанных на рисунке.
Составьте последовательность операций контроля наплавки на различных этапах технологического процесса и обоснуйте целесо
-
Проведите сравнительный анализ эффективности дуговой наплавки пучком электродов и обычным плавящимся электродом. Сделайте вывод.
-
-
ТРЕБОВАНИЯ К ДИФФЕРЕНЦИРОВАННОМУ ЗАЧЕТУ ПО УЧЕБНОЙ И ПРОИЗВОДСТВЕННОЙ ПРАКТИКЕ
Дифференцированный зачет по учебной практике выставляется на основании данных аттестационного листа (характеристики профессиональной деятельности обучающегося на практике) с указанием видов работ, выполненных обучающимся во время практики, их объема, качества выполнения в соответствии с технологией и требованиями организации, в которой проходила практика.
Дифференцированный зачет по производственной практике выставляется на основании данных аттестационного листа (характеристики профессиональной деятельности обучающегося на практике) с указанием видов работ, выполненных обучающимся во время практики, их объема, качества выполнения в соответствии с технологией и требованиями организации, в которой проходила практика.
Аттестационный лист по учебной практике
-
ФИО обучающегося, № группы, профессия
Составьте последовательность операций контроля наплавки на различных этапах технологического процесса и обоснуйте целесообразность их выполнения. -
-
Место проведения практики (организация), наименование, юридический
адрес
-
Время проведения практики
-
Виды и объем работ, выполненные обучающимся во время учебной
практики:
№
Виды работ
Затраченное
время
Оценка
1
Устранение дефектов в чугунных и алюминиевых отливках.
2
Г азовая наплавка твердыми сплавами простых деталей.
3
Ручная дуговая наплавка валиков на плоскую поверхность детали.
4
Ручная дуговая наплавка на цилиндрическую поверхность детали.
5
Полуавтоматическая наплавка в среде углекислоты плоских поверхностей.
6
Полуавтоматическая наплавка цилиндрических поверхностей в среде углекислоты.
5. Качество выполнения работ в соответствии с технологией и (или) требованиями организации, в которой проходила практика
Дата Подписи руководителя практики,
МП ответственного лица организации.
149
-
Место проведения практики (организация), наименование, юридический
адрес
-
Время проведения практики
-
Виды и объем работ, выполненные обучающимся во время производственной
практики:
Аттестационный лист по производственной практике
-
ФИО обучающегося, № группы, профессия
№
Виды работ
Сроки
выполнения
Примечания
1
Устранение дефектов в чугунных и алюминиевых отливках.
2
Г азовая наплавка твердыми сплавами простых деталей.
3
Ручная дуговая наплавка валиков на плоскую поверхность детали.
4
Ручная дуговая наплавка на цилиндрическую поверхность детали.
5
Автоматическая наплавка под флюсом деталей из легированной стали порошковой проволокой.
6
Автоматическая наплавка под флюсом расщепленным электродом.
7
Автоматическая наплавка под флюсом наплавочной лентой.
8
Поперечная автоматическая наплавка под флюсом электродной лентой.
9
Полуавтоматическая наплавка в среде углекислоты плоских поверхностей.
10
Полуавтоматическая наплавка цилиндрических поверхностей в среде углекислоты.
5. Качество выполнения работ в соответствии с технологией и (или) требованиями организации, в которой проходила практика
Дата
МП
Подписи руководителя практики,
ответственного лица организации.
150
-
КОНТРОЛЬНО-ОЦЕНОЧНЫЕ МАТЕРИАЛЫ ДЛЯ ЭКЗАМЕНА
(квалификационного)
ПАСПОРТ
-
НАЗНАЧЕНИЕ:
КОМ предназначен для контроля и оценки результатов освоения профессионального модуля Наплавка дефектов деталей и узлов машин, механизмов, конструкций отливок под механическую обработку и пробное давление
по профессии НПО Сварщик (электросварочные и газосварочные работы)
код профессии 150709.02
Профессиональные компетенции:
ПК 3.1. Наплавлять детали и узлы простых и средней сложности конструкций твёрдыми сплавами.
ПК 3.2. Наплавлять сложные детали и узлы сложных инструментов.
ПК 3.3. Наплавлять изношенные простые инструменты, детали
из углеродистых и конструкционных сталей.
ПК 3.4. Наплавлять нагретые баллоны и трубы, дефекты деталей машин, механизмов и конструкций.
ПК 3.5. Выполнять наплавку для устранения дефектов в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление.
ПК 3.6. Выполнять наплавку для устранения раковин и трещин в деталях и узлах средней сложности.
-
ЗАДАНИЯ ДЛЯ ЭКЗАМЕНУЮЩИХСЯ
Вариант 1
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на специальном столе, персональным компьютером, Интернет- ресурсами.
Время выполнения задания - 6 часов Задание
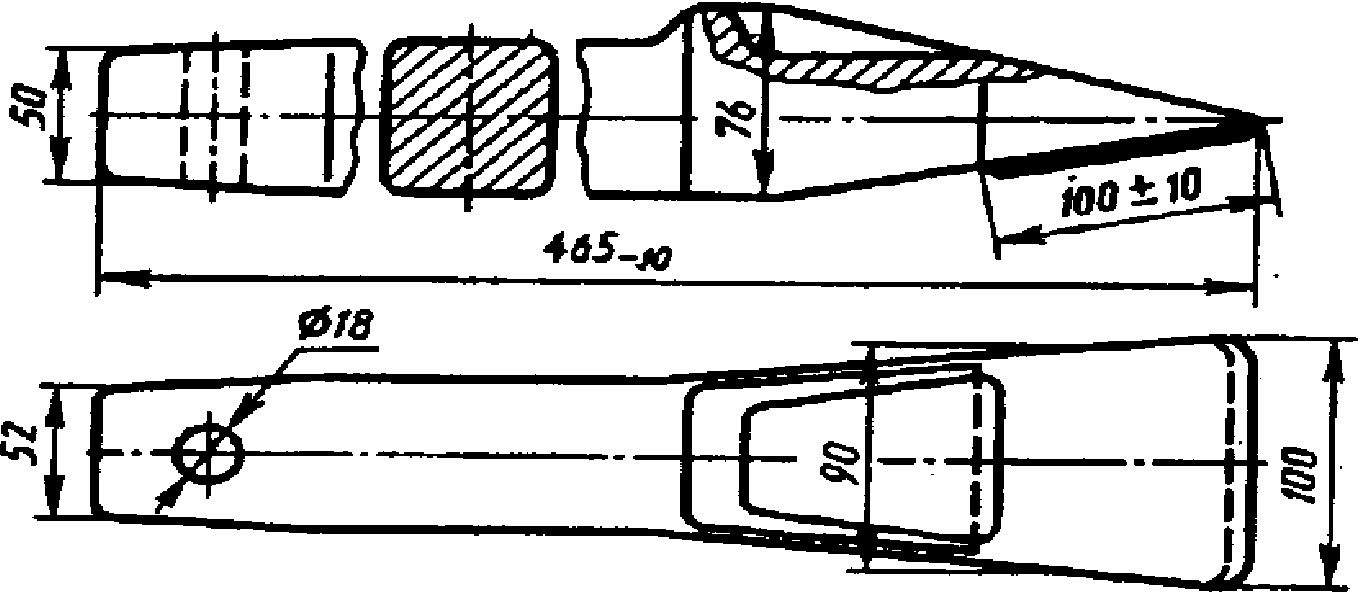
Выполните газокислородную наплавку изношенного зуба ковша экскаватора твердыми сплавами, и произведите восстановление отверстия крепления зуба. Материал зуба сталь 45.
151
Вариант 2 Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на специальном столе, персональным компьютером, Интернет- ресурсами.
Время выполнения задания - 6 часов Задание
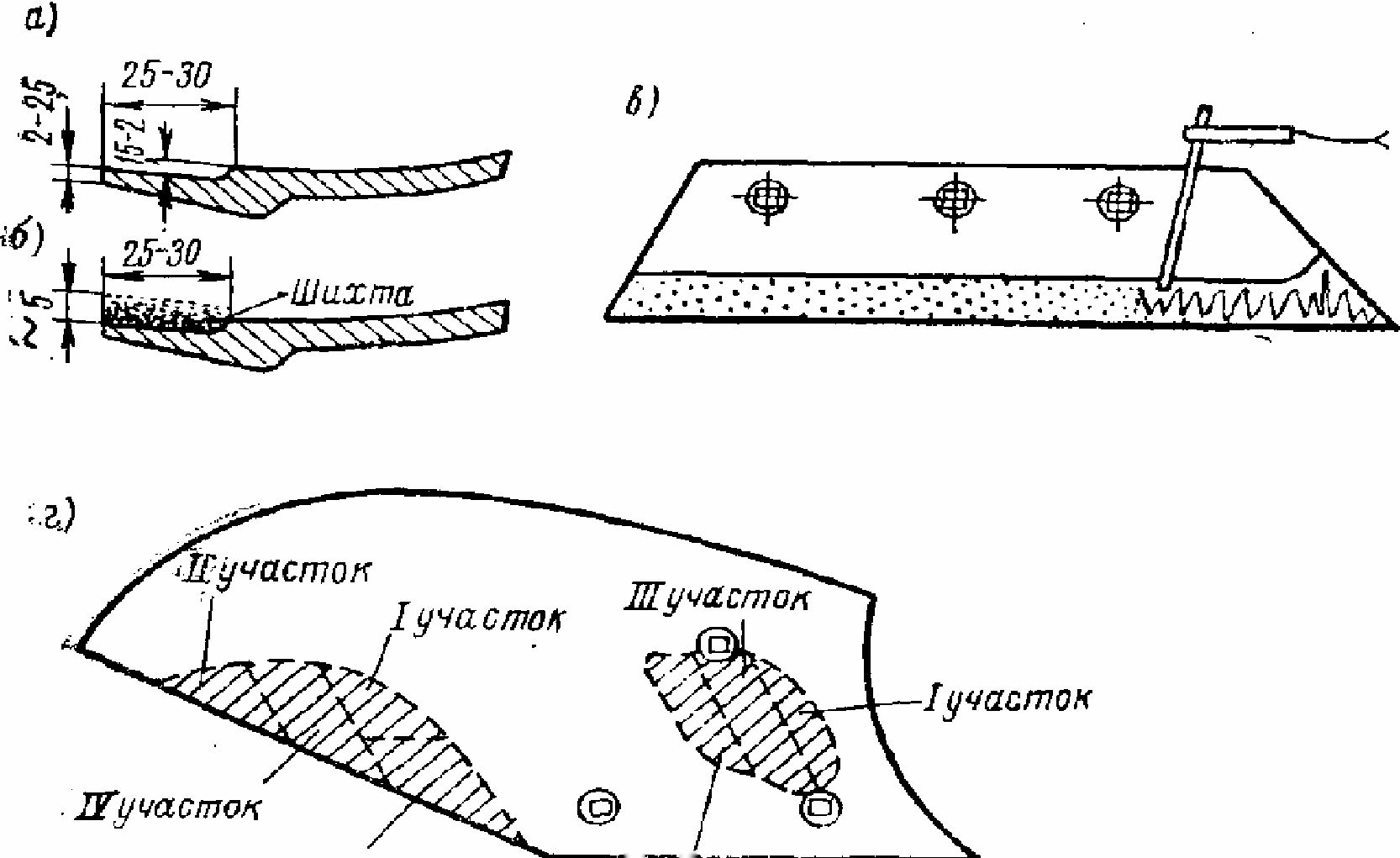
Выполните дуговую наплавку лезвия лемеха плуга твердыми сплавами, а также восстановление изношенной боковой поверхности лемеха. Материал лемеха нержавеющая сталь 06Х18Н9Т.
Шучасток ~ 7
IIучасток
152
Вариант 3 Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на специальном столе, персональным компьютером, выходом в Интернет.
Время выполнения задания - 6 часа Задание
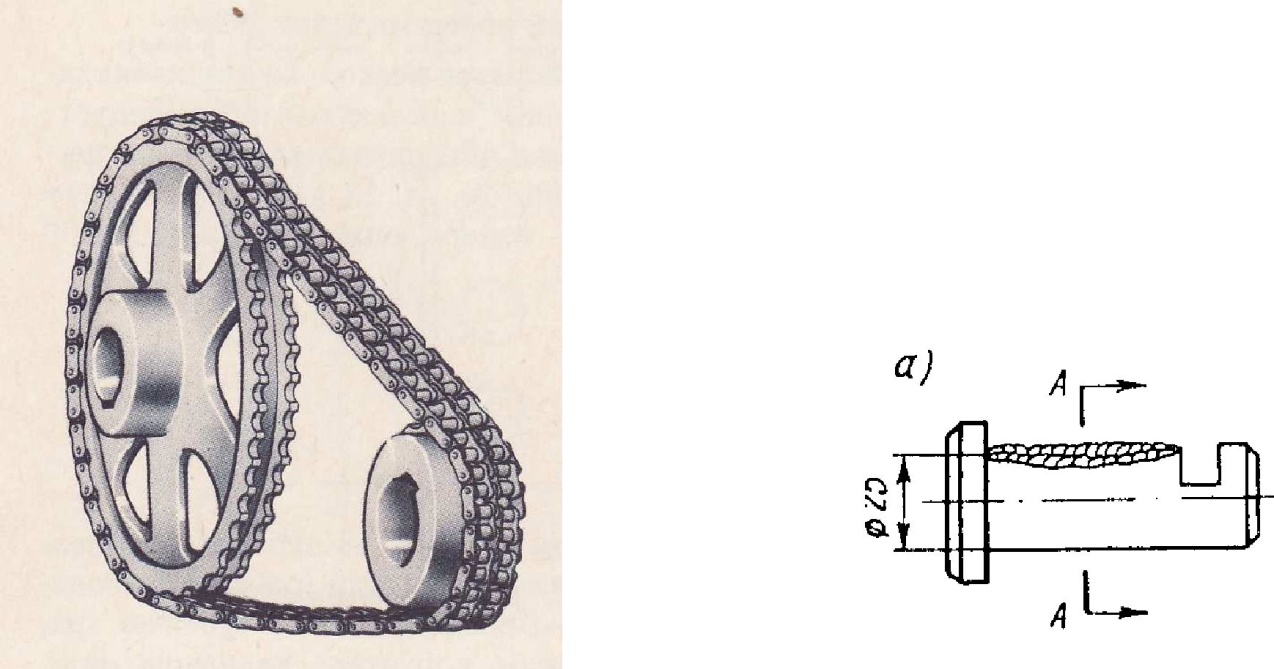
Выполните заварку дефекта поверхности пальца тяговых цепей газовой наплавкой, а также дуговую наплавку внутренней поверхности ступицы звездочки. Материал деталей сталь 40.
Вариант 4 Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на специальном столе, персональным компьютером, выходом в Интернет.
Время выполнения задания - 6 часа Задание
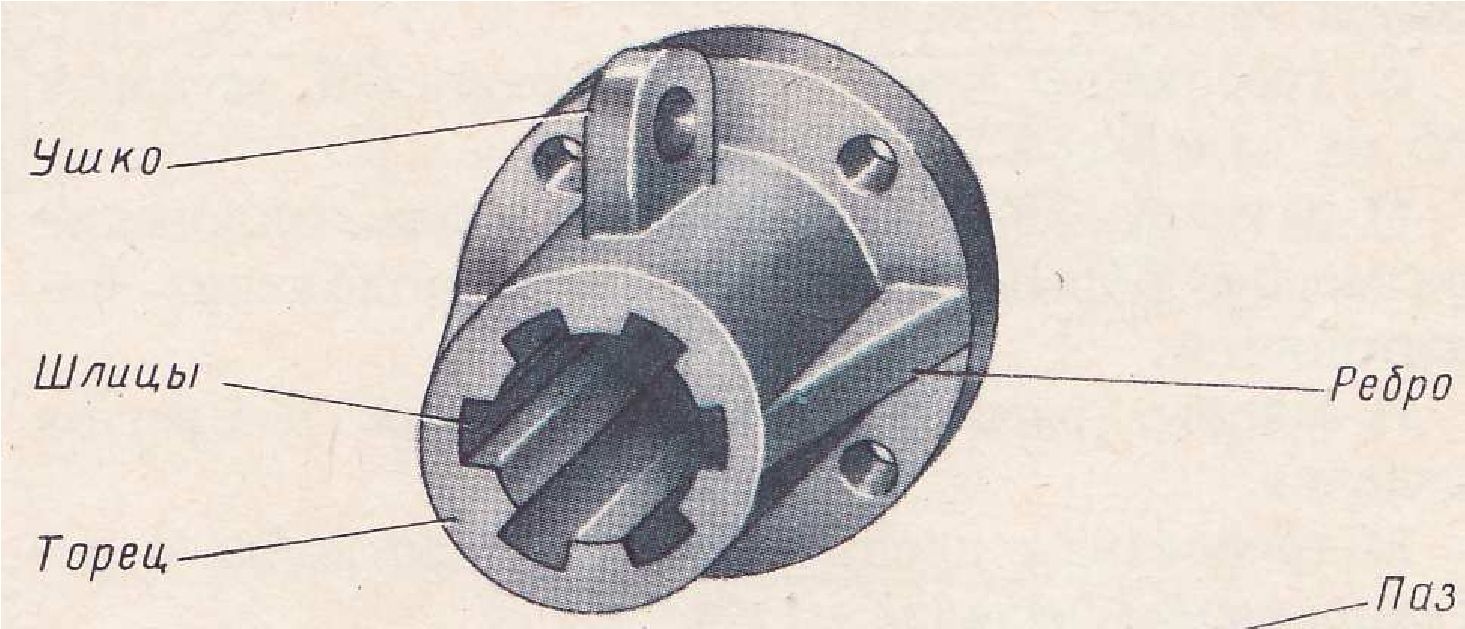
Выполните восстановление пазов шлица полумуфты дуговой наплавкой, отверстия ушка газовой наплавкой и произведите устранение трещины торцевой поверхности фланца. Материал чугун СЧ15.
153
Вариант 5 Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на специальном столе, персональным компьютером, выходом в Интернет.
Время выполнения задания - 6 часа Задание
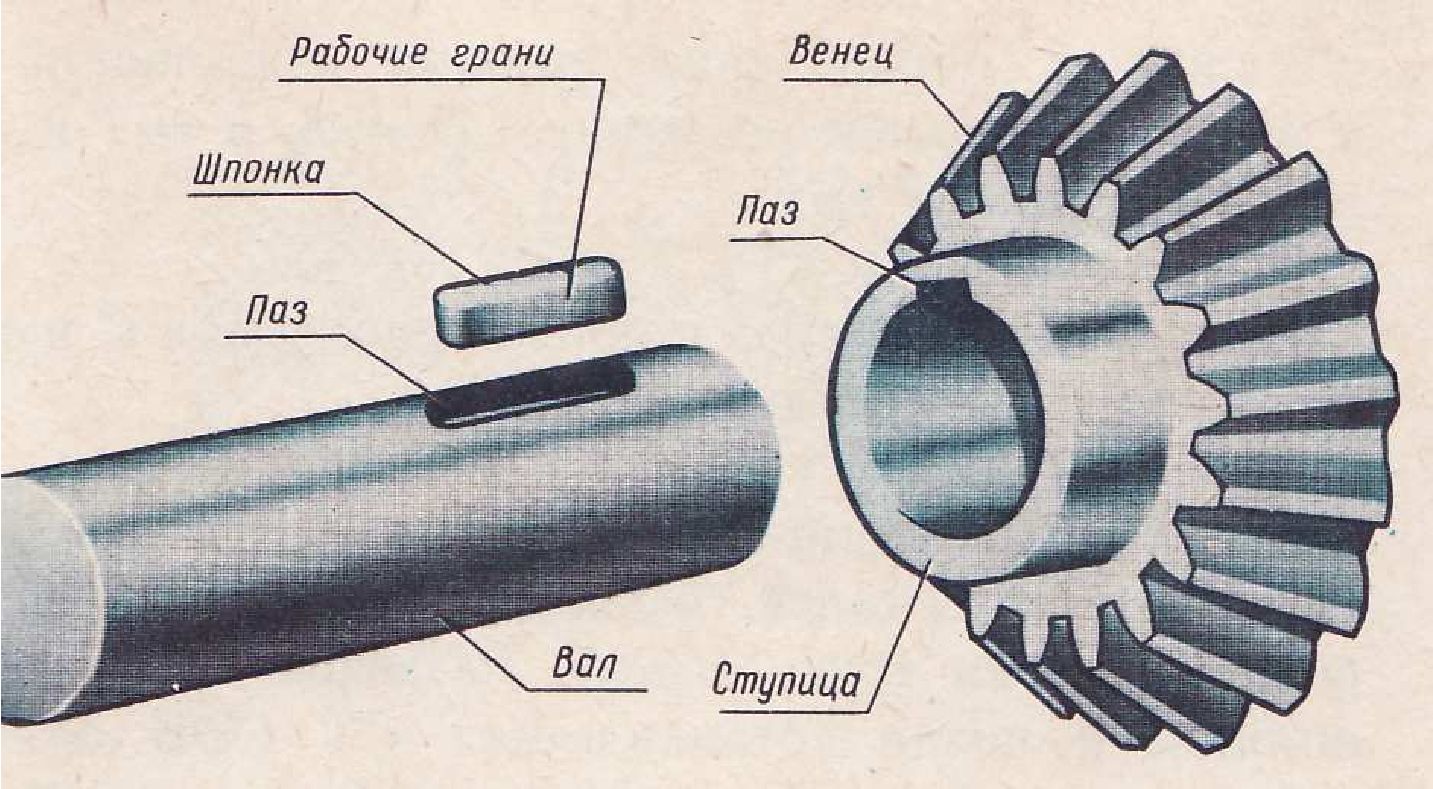
Выполните газокислородную восстановительную наплавку шпоночного паза вала, венца зуба конической шестерни, а также наружной поверхности вала дуговой наплавкой. Материал заготовок алюминий
-
ПАКЕТ ЭКЗАМЕНАТОРА
Количество вариантов задания для экзаменующихся - 5
Время выполнения задания - 6 часов
Оборудование:
-
ПК с выходом в интернет, рабочие места по количеству обучающихся;
-
заготовки для наплавки;
-
слесарный инструмент;
-
контрольно-измерительный инструмент;
154
-
пост дуговой сварки;
-
наплавочные материалы;
-
средства индивидуальной защиты;
-
средства коллективной защиты;
-
универсальные приспособления;
-
пожарный щит;
-
инструкционные карты, технологические инструкции, ГОСТ 5264-80,
пособия сварщика, справочная литература и методические рекомендации.
Литература для учащегося:
-
Электрическая дуговая сварка: учеб. пособие для нач. проф. образования / В.С. Виноградов. - М.: Издательский центр «Академия», 2007
-
Покровский Б. С. Основы слесарного дела: учебник:
Рекомендовано ФГУ «ФИРО». - 3-е изд., переработано.- 320 стр., пер. №7 бц.
-
Материалы и оборудование для сварки плавлением и термической резки:
Чернышов Г.Г.: Учебное пособие: Рекомендовано ФГУ «ФИРО». - 224 с., пер. №7бц
-
Галушкина В.Н. Технология производства сварных конструкций:
учебник: Рекомендовано ФГУ «ФИРО». - 192 с., пер. №7 бц
Методические пособия:
-
Газосварщик : раб. Тетрадь : учеб. пособие для нач. проф. образования / Л.Н. Гуськова. - 2-е изд., стер. - М.: Издательский центр «Академия», 2009. - 96 с.
-
Галушкина В.Н. Технология производства сварных конструкций: Рабочая тетрадь: учеб. пособие: Рекомендовано ФГУ «ФИРО». - 96 с., обл.
-
Покровский Б.С. Основы слесарного дела: Рабочая тетрадь: учебное пособие: Рекомендовано ФГУ «ФИРО». - 112 с., обл.
-
Юхин Н.А. Иллюстрированное пособие сварщика. - Издательство «Соуэло», Москва, 2000.
-
Малаховский В. А. Руководство для обучения газосварщика и газорезчика: Практическое пособие. - М.: Высш. шк., 1990
-
Шебеко Л.П. Производственное обучение электрогазосварщиков: Методическое пособие для средн. Проф.- училищ. - М.: Высш. шк., 1984
Информационные ресурсы:
Электронный ресурс «Сварка». Форма доступа:
-
svarka-reska.ru
-
svarka.net
-
fcior.edu.ru
-
все о сварке. ru
155
Критерии оценки
Вариант 1
Освоенные ПК
Показатель оценки результата
Оценка
ПК 3.1. Наплавлять детали и узлы простых и средней сложности конструкций твёрдыми сплавами.
ПК 3.2. Наплавлять сложные детали и узлы сложных инструментов.
ПК 3.3. Наплавлять изношенные простые инструменты, детали из углеродистых и конструкционных сталей.
ПК 3.4. Наплавлять нагретые баллоны и трубы, дефекты деталей машин, механизмов и конструкций.
ПК 3.5. Выполнять наплавку для устранения дефектов в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление. ПК 3.6. Выполнять наплавку для устранения раковин и трещин в деталях и узлах средней сложности.
-
Чтение чертежей.
-
Выбор способа наплавки
-
Выбор оборудования, инструмента и параметров режима наплавки.
-
Выбор наплавочных материалов.
-
Подготовка поверхности к наплавке.
-
Техника выполнения наплавки.
-
Обработка после наплавки.
-
Контроль качества выполнения процесса наплавки.
Наименование
критерия
оценки
Нормативные документы или нормативный показатель критерия
Оценка
-
Организация рабочего места.
-
Размещение инструмента, вспомогательного оборудования и наплавочных материалов.
3 .Выполнение правил техники безопасности при проведении наплавочных и
В соответствии с правилами организации наплавочных работ
Согласно требованиям организации наплавочных работ
Согласно требованиям правил ведения наплавочных работ газокислородным пламенем
156
подготовительных работ.
-
Подбор наплавочных
материалов, приспособлений,
оборудования и контрольноизмерительного инструмента.
-
Зачистка, подготовка и
удаление изношенного слоя заготовки.
-
Техника наплавки.
-
Выбор параметров режимов наплавки.
-
Расчет геометрических
параметров наплавляемого
валика и количества слоев.
-
Температурный режим предварительного подогрева заготовки.
10.Зачистка наплавляемых
валиков от шлака и неровностей.
11 .Контроль на наличие
дефектов.
-
Устранение дефекта.
-
Заварка дефекта
Согласно эксплуатационным
требованиям
ГОСТ 5583-78
ГОСТ 10051-75
ГОСТ 6268-78
ГОСТ 9356-75
ГОСТ 949-73
Согласно технологической
инструкции
ГОСТ 14792-80
Согласно
ГОСТ 5264-80
Согласно требованиям
технологической инструкции Паспорта оборудования
Технических характеристик
Согласно технологической
инструкции требований механической обработки
Согласно эксплуатационным
требованиям
ГОСТ 10543-75
Согласно технологической
инструкции
СНиП III-18-7 5
Согласно требованиям
технологической инструкции
Согласно
требований технологической инструкции
Согласно ГОСТ 5264-80
157
Вариант 2
-
Метод термообработки готового изделия
-
Режимы окончательной термообработки
Согласно ТУ Согласно ТУ
Согласно требований чертежа, ТУ
17. Соответствие свойств наплавленного слоя эксплуатационным требованиям детали.
Согласно ГОСТ 14792-80
18. Припуск на механическую обработку.
Согласно чертежа, ТУ
19. Дефекты наплавленного слоя.
СНиП III-18-7 5
20. Деформация заготовки после наплавки.
Согласно ТУ
Освоенные ПК
Показатель оценки результата
Оценка
ПК 3.1. Наплавлять детали и узлы простых и средней сложности конструкций твёрдыми сплавами.
ПК 3.2. Наплавлять сложные детали и узлы сложных инструментов.
ПК 3.3. Наплавлять изношенные простые инструменты, детали из углеродистых и конструкционных сталей.
ПК 3.4. Наплавлять нагретые баллоны и трубы, дефекты деталей машин, механизмов и конструкций.
ПК 3.5. Выполнять наплавку для устранения дефектов в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление.
-
Чтение чертежей.
-
Выбор способа наплавки
-
Выбор оборудования, инструмента и параметров режима наплавки.
-
Выбор наплавочных материалов.
-
Подготовка поверхности к наплавке.
-
Техника выполнения наплавки.
-
Обработка после наплавки.
158
ПК 3.6. Выполнять наплавку для
- Контроль качества
устранения раковин и трещин в
выполнения процесса
деталях и узлах средней
наплавки.
сложности.
Наименование
критерия
оценки
Нормативные документы или нормативный показатель критерия
Оценка
-
Организация рабочего места.
-
Размещение инструмента, вспомогательного оборудования и наплавочных материалов.
-
Техника безопасности при проведении наплавочных и подготовительных работ.
-
Подбор наплавочных материалов, приспособлений, оборудования и контрольноизмерительного инструмента.
-
Зачистка, подготовка и удаление изношенного слоя заготовки.
-
Техника наплавки.
-
Параметры режимов наплавки.
-
Расчет геометрических параметров наплавляемого
В соответствии с правилами организации наплавочных работ
Согласно требованиям организации дуговых наплавочных работ
Согласно требованиям правил ведения наплавочных работ электрической дугой
Согласно эксплуатационным
требованиям
ГОСТ 10157-79
ГОСТ 10051-75
ГОСТ 6268-78
ГОСТ 2246-70
ГОСТ 949-73
ГОСТ 12.4.035-78
ГОСТ 9087-81
Согласно технологической
инструкции
ГОСТ 14792-80
Согласно ГОСТ 14771-76
ГОСТ 18130-79 Паспорта оборудования Технических характеристик ИП
Согласно
чертежа инструкционной
159
Вариант 3
валика.
карты
9. Зачистка наплавляемых валиков от шлака и неровностей.
Согласно эксплуатационным требованиям,
ГОСТ 10543-75 СНиП III-18-7 5
10.Контроль на наличие дефектов.
Согласно требованиям технологической инструкции
11 .Метод устранения дефекта.
Согласно
требований технологической инструкции
12.Заварка дефекта.
Согласно ГОСТ 14771-78
13.Г еометрические параметры наплавленного слоя.
Согласно
требований чертежа, ТУ
14. Соответствие свойств наплавленного слоя эксплуатационным требованиям детали.
Согласно ГОСТ 14792-80
15.Припуск на механическую обработку.
Согласно чертежа, ТУ
-
Дефекты наплавленного слоя.
-
Деформация заготовки после наплавки.
СНиП III-18-75 Согласно ТУ
Освоенные ПК
Показатель оценки результата
Оценка
ПК 3.1. Наплавлять детали и узлы простых и средней сложности конструкций твёрдыми сплавами.
ПК 3.2. Наплавлять сложные детали и узлы сложных инструментов.
ПК 3.3. Наплавлять изношенные
-
Чтение чертежей.
-
Выбор способа наплавки
-
Выбор оборудования, инструмента и параметров режима наплавки.
160
-
Выбор наплавочных материалов.
-
Подготовка поверхности к наплавке.
-
Техника выполнения наплавки.
-
Обработка после наплавки.
-
Контроль качества выполнения процесса наплавки.
простые инструменты, детали из углеродистых и
конструкционных сталей.
ПК 3.4. Наплавлять нагретые баллоны и трубы, дефекты деталей машин, механизмов и конструкций.
ПК 3.5. Выполнять наплавку для устранения дефектов в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление. ПК 3.6. Выполнять наплавку для устранения раковин и трещин в деталях и узлах средней сложности.
Наименование
критерия
Нормативные документы или нормативный показатель критерия
Оценка
-
Организация рабочего места.
-
Размещение инструмента, вспомогательного оборудования и наплавочных материалов.
-
Техника безопасности при проведении наплавочных и подготовительных работ.
-
Подбор наплавочных материалов, приспособлений, оборудования и контрольноизмерительного инструмента.
В соответствии с правилами организации газосварочных и дуговых наплавочных работ
Согласно требованиям организации газосварочных и дуговых наплавочных работ
Согласно требованиям правил ведения наплавочных работ электрической дугой и газовым пламенем
Согласно эксплуатационным
требованиям
ГОСТ 26101-84
ГОСТ 14651-78
ГОСТ 6268-78
ГОСТ 2246-70
ГОСТ 949-73
ГОСТ 12.4.035-78
ГОСТ 9087-81
ГОСТ18130-79
161
5. З ачистка, подготовка
удаление дефекта заготовки.
6. Т ехника наплавки.
и
7.Параметры режимов наплавки.
8.Расчет
параметров
валика.
геометрических
наплавляемого
9.Зачистка наплавляемых
валиков от шлака и неровностей.
-
Контроль на наличие дефектов.
11 .Метод устранения дефекта.
12.Заврка дефекта.
-
Г еометрические параметры
наплавленного слоя.
технологической
ГОСТ9356-75
ГОСТ 8050-85
Согласно
инструкции
ГОСТ 14792-80
Согласно ГОСТ 14771-76 ГОСТ 5264-80
ГОСТ 18130-79 Паспорт оборудования Технические характеристики источников питания газосварочного оборудования
Согласно чертежа, инструкционной карты
Согласно эксплуатационным требованиям,
ГОСТ 10543-75
СНиП III-18-75
Согласно требованиям
технологической инструкции
Согласно
требований технологической инструкции
Согласно ГОСТ 14771-78 ГОСТ 5264-80
Согласно
требований чертежа, ТУ Согласно ГОСТ 14792-80
162
Вариант 4
14. Соответствие свойств наплавленного слоя эксплуатационным требованиям детали.
Согласно чертежа, ТУ
15.Припуск на механическую обработку.
СНиП III-18-7 5
16. Дефекты наплавленного слоя.
Согласно ТУ
17. Деформация заготовки после наплавки.
Согласно ТУ
Освоенные ПК
Показатель оценки результата
Оценка
ПК 3.1. Наплавлять детали и узлы простых и средней сложности конструкций твёрдыми сплавами.
ПК 3.2. Наплавлять сложные детали и узлы сложных инструментов.
ПК 3.3. Наплавлять изношенные простые инструменты, детали из углеродистых и конструкционных сталей.
ПК 3.4. Наплавлять нагретые баллоны и трубы, дефекты деталей машин, механизмов и конструкций.
ПК 3.5. Выполнять наплавку для устранения дефектов в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление. ПК 3.6. Выполнять наплавку для устранения раковин и трещин в деталях и узлах средней сложности.
-
Чтение чертежей.
-
Выбор способа наплавки
-
Выбор оборудования, инструмента и параметров режима наплавки.
-
Выбор наплавочных материалов.
-
Подготовка поверхности к наплавке.
-
Техника выполнения наплавки.
-
Обработка после наплавки.
-
Контроль качества выполнения процесса наплавки.
163
Наименование
критерия
оценки
Нормативные документы или нормативный показатель критерия
Оценка
-
Организация рабочего места.
-
Размещение инструмента,
вспомогательного оборудования и наплавочного материала.
-
Техника безопасности при
проведении наплавочных и
подготовительных работ.
-
Подбор наплавочных материалов, приспособлений, оборудования и
контрольно-измерительного инструмента.
5.Зачистка, подготовка и
изношенного слоя заготовки.
удаление
-
Техника наплавки.
-
Параметры режимов наплавки.
-
Расчет геометрических параметров наплавляемого валика и количества
В соответствии с правилами организации наплавочных работ Согласно требованиям организации наплавочных работ
Согласно требованиям правил ведения
газосварочных и дуговых наплавочных работ
Согласно
эксплуатационным требованиям ГОСТ 5583-78 ГОСТ 2671-70 ГОСТ 6268-78 ГОСТ 9356-75 ГОСТ 949-73 ГОСТ 10051-75 14651-78
Согласно технологической инструкции ГОСТ 14792-80 ГОСТ 5264-70
Согласно
Инструкционной карты
Согласно требованиям
технологической
инструкции
Паспорта оборудования
Технических
характеристик
Согласно
технологической
164
слоев.
инструкции требований чертежа
9. Температурный режим предварительного подогрева заготовки.
10.Зачистка наплавляемых валиков от шлака и неровностей.
Согласно
эксплуатационным
требованиям
ГОСТ 10543-75
Согласно
технологической
инструкции
11 .Контроль на наличие дефектов.
СНиП III-18-75 Согласно требованиям технологической инструкции
12.Метод устранения дефекта. 13.Заварка дефекта.
Согласно требований технологической инструкции Согласно ГОСТ 5264-80
14. Метод термообработки готового изделия.
Согласно ТУ
15 .Режимы окончательной термообработки.
Согласно ТУ
16.Г еометрические параметры наплавленного слоя.
Согласно требований чертежа, ТУ
17. Соответствие свойств наплавленного слоя эксплуатационным требованиям детали.
Согласно ГОСТ 14792-80
18.Припуск на механическую обработку.
Согласно чертежа, ТУ
19. Дефекты наплавленного слоя.
СНиП III-18-75
20. Деформация заготовки после наплавки.
Согласно ТУ
165
Вариант 5
Освоенные ПК
Показатель оценки результата
Оценка
ПК 3.1. Наплавлять детали и узлы простых и средней сложности конструкций твёрдыми сплавами.
ПК 3.2. Наплавлять сложные детали и узлы сложных инструментов.
ПК 3.3. Наплавлять изношенные простые инструменты, детали из углеродистых и конструкционных сталей.
ПК 3.4. Наплавлять нагретые баллоны и трубы, дефекты деталей машин, механизмов и конструкций.
ПК 3.5. Выполнять наплавку для устранения дефектов в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление. ПК 3.6. Выполнять наплавку для устранения раковин и трещин в деталях и узлах средней сложности.
-
Чтение чертежей.
-
Выбор способа наплавки
-
Выбор оборудования, инструмента и параметров режима наплавки.
-
Выбор наплавочных материалов.
-
Подготовка поверхности к наплавке.
-
Техника выполнения наплавки.
-
Обработка после наплавки.
-
Контроль качества выполнения процесса наплавки.
Наименование
критерия
оценки
Нормативные документы или нормативный показатель критерия
Оценка
-
Организация рабочего места.
-
Размещение инструмента, вспомогательного оборудования и наплавочного материала.
-
Техника безопасности при проведении наплавочных и подготовительных работ.
-
Подбор наплавочных
В соответствии с правилами организации наплавочных работ
Согласно требованиям организации наплавочных работ
Согласно требованиям правил ведения наплавочных работ газокислородным пламенем
Согласно эксплуатационным
166
материалов, приспособлений,
оборудования и контрольноизмерительного инструмента.
5.Зачистка, подготовка и удаление изношенного слоя заготовки.
-
Техника наплавки.
-
Параметры режимов наплавки.
-
Расчет геометрических параметров наплавляемого валика и количества слоев.
-
Температурный режим предварительного подогрева заготовки.
10.Зачистка наплавляемых
валиков от шлака, флюса и неровностей.
-
.Контроль на наличие дефектов.
-
Метод устранения дефекта.
13 .Заврка дефекта.
-
Метод термообработки
готового изделия.
-
.Режимы окончательной
термообработки.
требованиям ГОСТ 5583-78 ГОСТ 10051-75 ГОСТ 6268-78 ГОСТ 9356-75 ГОСТ 949-73
Согласно технологической
инструкции
ГОСТ 14792-80
Согласно
ГОСТ 5264-80
Согласно требованиям
технологической инструкции Паспорта оборудования Технических характеристик Согласно технологической
инструкции требований
механической обработки
Согласно эксплуатационным
требованиям
ГОСТ 10543-75
Согласно технологической
инструкции
СНиП III-18-75
Согласно требованиям
технологической инструкции
Согласно
требований технологической
инструкции
Согласно
ГОСТ 5264-80
Согласно ТУ Согласно ТУ
167
16.Г еометрические параметры
Согласно требований чертежа,
наплавленного слоя.
ТУ
17. Соответствие свойств наплавленного слоя эксплуатационным требованиям детали.
Согласно ГОСТ 14792-80
18.Припуск на механическую обработку.
Согласно чертежа, ТУ
19. Дефекты наплавленного слоя.
СниП III-18-75
20.Деформация заготовки после наплавки.
Согласно ТУ
168