- Преподавателю
- Другое
- Урок по спецдисциплин плоиграфического производства
Урок по спецдисциплин плоиграфического производства
| Раздел | Другое |
| Класс | 10 класс |
| Тип | Конспекты |
| Автор | Тұрсынжан Б.Т. |
| Дата | 02.10.2015 |
| Формат | docx |
| Изображения | Есть |

Технологическая карта занятия
Дисциплина спецтехнология печатных процессов
Дата 08.09.2015г
Группы 5-14
Урок № 26
Тема занятия Печать продукции в несколько красок
Цель занятия
Образовательная - Изучение правил и порядка наложения красок;
-
Изучение метода воспроизведения цветных оригиналов тремя красками;
-
Изучение приемов и методов регулировки приводки краски и размера изображения оттиска;
-
Изучение способов проверки точности наложения красок;
-
развитие аналитических способностей обучающихся;
-
привитие навыков самостоятельной работы со схемами;
-
привитие навыков использования взаимосвязи изучаемых предметов;
Развивающая - привитие навыков самостоятельной работы;
-
развитие аналитических способностей учащихся.
Воспитательная - воспитание чувства коллективизма и ответственности за порученное дело.
Тип занятия комбинированный
Обеспечение занятия:
а) учебно-наглядные пособия электронный вариант лекции, презентация, мультимедийное оборудование
б) раздаточный материал схемы, карточки с заданием, электронный учебный модуль, тестовые задания, задания для электронный викторины, задания для смешение цветов
в) ТСО видеопроектор и интерактивная доска
Межпредметная связь производственное обучения
Самостоятельная работа на занятии
Ход занятия
Организационный момент
-
приветствие;
-
проверка посещаемости учащихся по журналу.
Проверка знаний и умений обучающихся
1 сообщение темы раздела
2 сообщение темы урока
3 проверка знание по пройденным темам
4 вопрос друг-другу по пройденным темам
5 показать новую тему
Сообщение темы и цели урока
-
Изучить виды полиграфической многокрасочной продукции
-
Развивать умение сравнивать виды продукции
-
Воспитывать интерес к профессии
Объяснение нового материала:
Правила и порядок наложения красок
Современный технологический печатный процесс зависит от множества технических параметров, которыми необходимо управлять, дабы иметь возможность контролировать и стандартизировать результаты печати. Поскольку цветная печать «сыром по - сырому» выполняется с помощью триадных красок, особую роль в этом процессе играет краска восприятие. На его основе определяется количество краски, перенесенной с офсетного полотна на бумагу и степень взаимного наложения красок.
Этот процесс очень важен с точки зрения управления значением цвета. При изменении восприятия краски меняется и значение цвета. Следовательно, если этот параметр не контролировать, будет сложно управлять интенсивностью цвета. В дополнение к этому могут возникать проблемы с проходимостью бумаги и ее пригодностью для печатания.
С точки зрения методики измерения, предполагается, что толщина слоя краски пропорциональна оптической плотности слоя. Другими словами, подразумевается, что толщина слоя краски пропорциональна количеству света, поглощенному данным слоем. Это отношение придумано для того, чтобы измерить реальную толщину красочной пленки косвенным методом, поскольку прямого метода измерения толщины отдельных красочных пленок не существует.
Однако при измерении плотностей четырех цветов и различных сочетаний их взаимных наложений рассчитывается лишь значение светлоты. Отдельные спектральные значения цветов не учитываются. Дело в том, что в этом случае цель - в имитации толщины красочной пленки, без учета оттенков отдельных цветовых образцов. Если значения плотности измеряются для наложенных друг на друга красок, возникают ошибки.
При принятии решения о порядке запечатывания триадных цветов, следует учитывать липкость и перекрытие красок, а также последовательность их наложения. С точки зрения качества запечатывания, следует принимать во внимание значения липкости четырех триадных красок.
Краска, которая накладывается первой, должна иметь максимальную липкость. Вторая краска имеет более низкий уровень липкости. Липкость третьей и четвертой красок должна быть еще меньше.
Это важно, поскольку, если не обеспечить разный уровень липкости, может произойти обратный перенос краски с бумаги на офсетное полотно при запечатывании второй краски. Это не только приведет к искажению значения цвета, но и будет создавать проблемы с качеством запечатывания. В результате обратного краска переноса может возникать нежелательный эффект разно оттеночности оттиска.
Существует много других факторов, влияющих на выбор последовательности наложения красок при четырехцветной печати. В общем случае лучше всего самый темный цвет запечатывать последним, чтобы минимизировать возможные эффекты загрязнения последующих цветов из-за обратного краска переноса. Т. е. черный цвет запечатывать последним, а остальные - накладывать в порядке возрастания цветовой силы.
В соответствии с этой логикой последовательность наложения цветов должна быть следующей: YCMK. Однако, если в изображении площадь взаимного наложения цветов невелика, такой порядок, очевидно, не обязателен. Например, обычный текст при нормальных условиях не взаимодействует с другими красками. Следовательно, печать текста не приводит к возникновению эффекта загрязнения.
Тогда, учитывая прозрачность триадных цветных красок, последовательность наложения цветов будет такой: CMYK. Однако желтый, будучи цветом, формирующим общую яркость изображения, должен запечатываться последним, чтобы его яркость не подавлялась цветами, запечатываемыми поверх него.
Проделайте эксперимент: одно и то же изображение напечатайте одинаковым комплектом красок и на одинаковой бумаге, на той же машине с идентичными настройками печати, но один раз - запечатав краски в последовательности CMYK, а другой - YCMK. Оттиски, напечатанные последовательностью CMYK будут выглядеть более яркими. Это связано с тем, что в последовательности CMYK желтая краска накладывается поверх голубой и пурпурной. Таким образом, если сравнивать этот оттиск с напечатанным последовательностью YCMK, то видно, что желтый заметно больше усиливает общую яркость изображения.
Более того, если вы хотите минимизировать обратный перенос краски и последующие проблемы печати, желтый следует «придержать» и запечатывать его последним. Желтый цвет очень часто проявляется в изображениях сильнее, чем другие цвета, поэтому вероятность обратного переноса желтой краски на полотно пурпурной, голубой или черной можно уменьшить, если запечатывать желтую последней. Следовательно, при любой последовательности наложения цветов желтую краску следует запечатывать последней.
Причин, из-за которых желтый следует запечатывать первым, очень мало. Если в заказе есть большая плашка, расположенная на любом крае рулона, а при печати возникает проблема из-за расширения бумажного полотна, то, запечатывая желтую краску первой, можно минимизировать видимую «бахрому» на краях в результате не приводки.
Поскольку максимум расширения приходится на первый цвет, больше всего будет выступать желтый. Этот цвет светлый и слабый, следовательно видимый эффект «бахромы» из-за расширения будет минимальным.
Краска переносу следует уделять особое внимание при четырехцветной печати. Когда вторая краска накладывается на первую, на бумагу переносится не вся краска, присутствующая на офсетном полотне. Часть ее остается на полотне. Задача состоит в том, чтобы определить общий процент 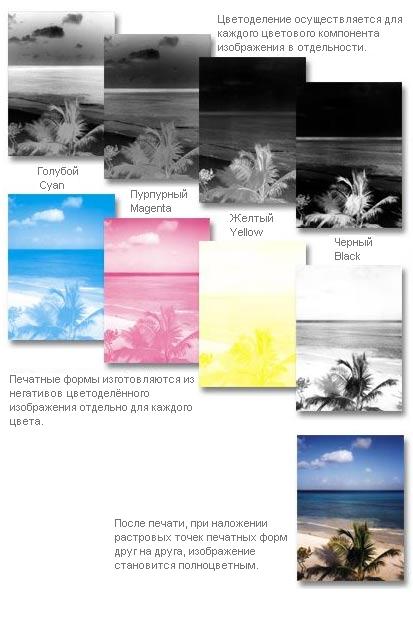 краски, перенесенной на бумагу, и решается она косвенным методом: предполагается, что плотность красочной плашки должна быть пропорциональна толщине красочной пленки.
краски, перенесенной на бумагу, и решается она косвенным методом: предполагается, что плотность красочной плашки должна быть пропорциональна толщине красочной пленки.
Вначале измеряют плотность красок после запечатывания. Эта плотность формируется за счет суммы перенесенных на бумагу первой и последующих красок. Поскольку используемые краски являются прозрачными, первая краска, даже если поверх нее наложены вторая и третья, все еще поглощает часть падающего на отпечаток света. Если плотность первой краски вычесть из общей плотности всех наложенных красок, то получится величина поглощения света последующими красками. Конечно, эту операцию можно выполнить последовательно и получить отдельные значения, которые будут косвенно показывать количество второй или последующих красок, запечатанных поверх первой.
Количество краски, запечатанной второй, будет всегда меньше, чем при запечатывании того же объема с той же формы прямо на бумагу. Поэтому общее количество перенесенной краски будет зависеть от количества первой и краска переноса второй краски. Казалось бы, это позволяет нам рассчитать количество второй краски, наложенной поверх первой.
Но в реальной жизни чаще всего все происходит совершенно по-другому. При измерении плотности предполагается, что сплошная красочная плашка имеет однородную плотность по всему изображению. Следовательно, и результаты измерений плотности любой краски должны быть одинаковы по всей поверхности запечатанной бумаги. Однако, из-за приведенных ниже причин все происходит несколько иначе.
Волокнистая структура бумаги приводит к тому, что ее плотность не является идеально однородной по всей площади. Следовательно, измерения плотности на такой оптически неоднородной поверхности могут давать различные результаты. Поскольку триадные краски являются полупрозрачными, при измерении плотности запечатанных красок неоднородность поверхности бумаги будет оказывать влияние на результаты.
Да и толщина красочной пленки не всегда идеально однородна по всей запечатанной поверхности. Важно понимать, что теория и практика взаимосвязаны. Но вместе с тем они могут сильно расходиться, поэтому полагаться полностью на что-то одно нельзя. Настоящего успеха можно достичь, лишь сочетая практический опыт и теоретическую базу.
При проверке точности наложения красок нужно знать такое понятие как муар. Муар - это неравномерное затемнение поля белой бумаги большим или меньшим числом линий или точек. Если совместить две системы параллельных линий (или рядов точек), то при пересечении этих систем под очень острым углом на фоне бумаги образуются ряды темных и светлых полос (рис. 7.19, а, б). Ширина этих полос зависит от угла, под которым системы линий или ряды точек пересекаются между собой. Неравномерное затемнение поля белой бумаги большим или меньшим числом линий или рядов точек называется муаром. Чем меньше угол пересечения линий, тем шире муаровые полосы. При увеличении угла двух пересекающихся систем линий муаровые полосы сужаются и, наконец, при определенном угле пересечения (например, в 30°) совершенно исчезают (рис. 7.19, в). Если эти линии пересечь третьей системой линий, например, под углом 5° по отношению ко второй системе, то снова образуется муар (рис. 7.20, а, б, в). Следовательно, при печатании трех растровых изображений для каждого из них надо определить угол наклона растровых линий относительно друг друга. При четырех красочной печати муара нельзя избежать совершенно, его можно свести к минимуму, определив для каждого растрового изображения угол наклона линий. Углы наклона растровых линий (относительно вертикали) на негативах и диапозитивах для трех- и четырех красочной репродукций определены технологическими инструкциями.
Для трехкрасочной репродукции:
Желтая краска 0°
Голубая » 45°
Пурпурная » 75°
Для четырех красочной репродукции:
Желтая краска 0°
Голубая » 15°
Пурпурная » 75°
Черная » 45°
С уменьшением линиатуры растра возможность появления муара увеличивается и, наоборот, с повышением линиатуры растра - уменьшается. Отклонение углов наклона линий растра от заданных значений не должно превышать 0,5°.
Четырех красочная печать - это метод воспроизведения цветных оригиналов тремя красками - желтой, пурпурной и голубой. Разные процентные соотношения этих красок при наложении их одна на другую в процессе печатания дают множество оттенков, что позволяет воспроизвести практически любой цвет оригинала, все многообразие цветных оттенков. Четвертую (чаще всего черную) краску вводят для лучшей проработки темных участков и контура рисунка, потому что тремя цветными красками не всегда удается точно воспроизвести ахроматические - серые и черные - цвета. При печатании четырех красочной продукции на листовых и рулонных машинах рекомендуется следующая последовательность наложения красок: голубая, желтая, пурпурная, черная. В зависимости от индивидуальных особенностей красок, свойств бумаги и сочетания свойств бумаги и красок порядок наложения красок может быть изменен. Часто прибегают к способу печатания цветными красками без наложения их одна на другую. В этом случае цветной оригинал (как правило, штриховой) воспроизводят красками, цвета которых подбирают в зависимости от цветов на оригинале. Например, на оригинале изображены оранжевые и фиолетовые цветы с зелеными листьями. Получают три цвето деленные фотоформы для оранжевой, фиолетовой и зеленой красок, а с них - печатные формы, с которых изготовляют оттиски соответствующими (оранжевой, фиолетовой и зеленой) красками без наложения их одна на другую. Краски для четырех красочной печати должны иметь определенные оптические свойства. Каждая из красок должна наиболее полно отражать падающий свет в двух зонах видимого спектра и поглощать в одной. Желтая краска должна отражать излучения зеленой и красной зон, а излучения синей зоны - поглощать. Пурпурная краска должна отражать только излучения красной и синей зон спектра, а излучения зеленой зоны - поглощать. Голубая краска должна отражать излучения синей и зеленой зон, а поглощать - красной зоны. При попарном наложении красочных слоев образуются цвета: красный (пурпурная краска + желтая), зеленый (голубая + желтая), синий (пурпурная + голубая). При наложении слоев трех красок получается черный цвет. Цветные краски должны иметь высокую прозрачность, потому что при использовании непрозрачных (кроющих) красок цветовой синтез при наложении их в процессе печатания невозможен. Долгие годы первой на бумагу наносили желтую краску, хотя это и вызывало осложнения в последующей работе: по желтой краске трудно добиваться совмещения по рисунку любой другой краски, так как желтая краска - наиболее светлая. Объяснялось это тем, что желтая краска длительное время была сильно кроющей и ее нельзя было наносить на оттиск ни второй, ни третьей (иначе она закрыла бы собой нижележащую краску, и нового цвета бы не получилось). Сейчас выпускают прозрачные желтые краски, поэтому при печатании цветных оттисков нет необходимости желтую краску наносить на бумагу первой. Для четырехкрасочной печати выпускают две триады офсетных красок. На полиграфические предприятия вместе с красками присылают и шкалы цветового охвата, отпечатанные каждой из этих триад. Шкалы цветового охвата позволяют судить о возможностях красок каждой триады. На шкалах представлено все многообразие цветов и оттенков, которое можно получить на оттисках при печатании этими красками. При четырех красочной печати большое значение имеет точность работы машины. Подготовляя ее к печатанию, необходимо проверить соответствие диаметров формного, офсетного, печатного цилиндров и зазоров между ними - они должны соответствовать паспортным данным машины. Бумага должна иметь высокую белизну, высокую гладкость и прочную поверхность.
Точность наложения красок или совмещение красок заключается в точном размещении элементов изображения, как правило, многоцветного, таким образом, чтобы они полностью совпадали друг с другом на листе. Каждая запечатываемая краска должна точно совмещаться с предыдущими красками, а полноцветное печатное изображение должно правильно располагаться на странице обрезанного и сфальцованного печатного изделия. В случае неправильного расположения изображений на оттиске или их не совмещения относительно друг друга или кромок бумажного листа говорят о не приводке или нарушении приводки. При незначительной не приводке одного или большего количества красочных слоев изображение на оттиске выглядит размытым. В случае сильного не совмещения красок по краям элементов изображения появляется цветной ореол. В конечном счете, цветное изображение искажается и становится трудно различимым.
Регулировка приводки красок и размера изображения на оттиске
Для получения многокрасочных печатных изображений требуется четыре специально подобранные краски (иногда только три, а в ряде случаев - шесть красок). Качественное воспроизведение многокрасочных изображений возможно только при условии максимально точной приводки последовательно запечатываемых красок. Совмещение красок производится путем правильного подбора цветов относительно основного цвета и совмещения элементов изображения по приводочным меткам на обрезных полях оттиска. В случае нарушения приводки печатник перемещает соответствующие формные цилиндры на требуемое расстояние. Как правило, формный цилиндр допускает перемещение в двух направлениях: в окружном (вперед и назад) и в осевом (к стороне обслуживания и к стороне привода машины). Посредством этих перемещений формных цилиндров можно устранить два основных типа неприводки: окружную (в направлении перемещения печатного листа) и боковую (поперечную). Кроме того, некоторые формные цилиндры можно смещать в диагональном направлении. Перемещение формного цилиндра в любом из указанных направлений может выполняться независимо от перемещений в других направлениях, а их сочетание позволяет добиться высокой точности совмещения на любом участке печатного листа (с отклонением в пределах 3 мм). На старых моделях печатных машин регулирование приводки выполнялось вручную. С этой целью печатник должен был разблокировать и провернуть печатную секцию на требуемое расстояние. На современных машинах, оснащенных выносными пультами дистанционного управления, регулировка приводки выполняется при помощи небольших двигателей, установленных на каждой печатной секции. На главном пульте управления имеются устройства индивидуальной регулировки окружной и боковой приводки для каждой печатной секции. Некоторые причины нарушения приводки устранить бывает достаточно сложно. Например, такие как стянутые или волнистые края, неправильное влагосодержание или некачественная обрезка бумаги. Во время наладки печатной машины путем осмотра оттиска при помощи лупы определяется допустимая степень неприводки (для одного ряда растровых точек на растровом изображении с линиатурой 150 линий/дюйм), после чего ее должен утвердить заказчик по эталонному оттиску. Эталонный оттиск затем используют для проверки и сравнения степени неприводки в ходе тиражной печати.
Кроме того, во время подготовки машины и печатания тиража печатник проверяет совмещение всех изображений, напечатанных каждой краской, по длине. Обязательное условие качественной печати заключается в том, что расстояние между приводочными метками каждой краски от передней до хвостовой кромки листа должно быть одинаковым. Другими словами, изображения, напечатанные каждой краской, должны совпадать по длине в окружном направлении. Нарушение приводки изображений по длине может выражаться в том, что они точно совмещаются на передней кромке листа,
но не совмещаются на хвостовой. Размеры печатного изображения могут нарушаться вследствие расширения бумаги, вызванного давлением печатного цилиндра и повышением влагосодержания. Ошибки в процессе верстки и изготовления печатных форм также могут привести к искажению размера изображения. Необходимо проверять при помощи лупы правильность длины изображения на печатном листе во избежание не совмещения с ним последующих изображений на передней и хвостовой кромках.
В случае не совмещения изображений по длине печатник корректирует диаметры цилиндров путем подбора толщины подложек - эту операцию часто называют регулированием длины печатного изображения. Увеличение диаметра офсетного цилиндра и уменьшение диаметра формного на одинаковую величину позволяет увеличить длину печатного изображения. Верно и обратное: чем больше диаметр формного цилиндра по сравнению с офсетным, тем короче печатное изображение. Таким образом, для регулирования длины изображения на деформированном печатном листе при работе на листовой машине с контактными кольцами, достаточно снять определенное количество подложечных листов изпод формы и установить их под офсетное полотно в печатных секциях, в которых наблюдается данное нарушение. Примечание: при этом перемещается одинаковое количество листов подложечного материала, что позволяет избежать нарушения оптимального давления в паре «форма-резина». Одной из причин нарушения приводки и не совмещения красок является изменение формы листа и его размеров в процессе печати. Лист бумаги, выходя из зоны печатного контакта, испытывает сильное растяжение и изгибную деформацию, в результате которой происходит расширение листа в его хвостовой части. Если захваты листопередающих механизмов не регулируются в радиальном направлении и находятся на одной осевой линии, то остаточная релаксация листа бумаги, сопровождаемая после наложения первой краски возвратом к практически первоначальным размерам, приводит к сужению отпечатка в хвостовой части листа. После наложения второй краски происходит повторное расширение бумажного листа в его хвостовой части, при этом отпечаток второй краски в хвостовой части уже отпечатка, нанесенного первой краской. Применение на листовых машинах специального устройства для смещения захватов от осевой линии в радиальном направлении часто позволяет свести к минимуму последствия изменений размеров бумаги. Ситуация, при которой правильно нанесенный слой краски закрепляется и начинает слишком быстро сохнуть, пока запечатываемый лист еще перемещается между печатными секциями, может привести к пятнистости оттисков, так как в результате происходит перетискивание краски на офсетное полотно в последующих печатных секциях.
Способы проверки точности наложения красок
Точность наложения красок или совмещение красок заключается в точном размещении элементов изображения, как правило, многоцветного, таким образом, чтобы они полностью совпадали друг с другом на листе. Каждая запечатываемая краска должна точно совмещаться с предыдущими красками, а полноцветное печатное изображение должно правильно располагаться на странице обрезанного и сфальцованного печатного изделия. В случае неправильного расположения изображений на оттиске или их не совмещения относительно друг друга или кромок бумажного листа говорят о неприводке или нарушении приводки. При незначительной неприводке одного или большего количества красочных слоев изображение на оттиске выглядит размытым. В случае сильного не совмещения красок по краям элементов изображения появляется цветной ореол. В конечном счете, цветное изображение искажается и становится трудно различимым.
Регулировка приводки красок и размера изображения на оттиске
Для получения многокрасочных печатных изображений требуется четыре специально подобранные краски (иногда только три, а в ряде случаев - шесть красок). Качественное воспроизведение многокрасочных изображений возможно только при условии максимально точной приводки последовательно запечатываемых красок. Совмещение красок производится путем правильного подбора цветов относительно основного цвета и совмещения элементов изображения по приводочным меткам на обрезных полях оттиска. В случае нарушения приводки печатник перемещает соответствующие формные цилиндры на требуемое расстояние. Как правило, формный цилиндр допускает перемещение в двух направлениях: в окружном (вперед и назад) и в осевом (к стороне обслуживания и к стороне привода машины). Посредством этих перемещений формных цилиндров можно устранить два основных типа неприводки: окружную (в направлении перемещения печатного листа) и боковую (поперечную). Кроме того, некоторые формные цилиндры можно смещать в диагональном направлении. Перемещение формного цилиндра в любом из указанных направлений может выполняться независимо от перемещений в других направлениях, а их сочетание позволяет добиться высокой точности совмещения на любом участке печатного листа (с отклонением в пределах 3 мм). На старых моделях печатных машин регулирование приводки выполнялось вручную. С этой целью печатник должен был разблокировать и провернуть печатную секцию на требуемое расстояние. На современных машинах, оснащенных выносными пультами дистанционного управления, регулировка приводки выполняется при помощи небольших двигателей, установленных на каждой печатной секции. На главном пульте управления имеются устройства индивидуальной регулировки окружной и боковой приводки для каждой печатной секции. Некоторые причины нарушения приводки устранить бывает достаточно сложно. Например, такие как стянутые или волнистые края, неправильное влагосодержание или некачественная обрезка бумаги. Во время наладки печатной машины путем осмотра оттиска при помощи лупы определяется допустимая степень неприводки (для одного ряда растровых точек на растровом изображении с линиатурой 150 линий/дюйм), после чего ее должен утвердить заказчик по эталонному оттиску. Эталонный оттиск затем используют для проверки и сравнения степени неприводки в ходе тиражной печати.
Кроме того, во время подготовки машины и печатания тиража печатник проверяет совмещение всех изображений, напечатанных каждой краской, по длине. Обязательное условие качественной печати заключается в том, что расстояние между приводочными метками каждой краски от передней до хвостовой кромки листа должно быть одинаковым. Другими словами, изображения, напечатанные каждой краской, должны совпадать по длине в окружном направлении. Нарушение приводки изображений по длине может выражаться в том, что они точно совмещаются на передней кромке листа,
но не совмещаются на хвостовой. Размеры печатного изображения могут нарушаться вследствие расширения бумаги, вызванного давлением печатного цилиндра и повышением влагосодержания. Ошибки в процессе верстки и изготовления печатных форм также могут привести к искажению размера изображения. Необходимо проверять при помощи лупы правильность длины изображения на печатном листе во избежание не совмещения с ним последующих изображений на передней и хвостовой кромках.
В случае не совмещения изображений по длине печатник корректирует диаметры цилиндров путем подбора толщины подложек - эту операцию часто называют регулированием длины печатного изображения. Увеличение диаметра офсетного цилиндра и уменьшение диаметра формного на одинаковую величину позволяет увеличить длину печатного изображения. Верно и обратное: чем больше диаметр формного цилиндра по сравнению с офсетным, тем короче печатное изображение. Таким образом, для регулирования длины изображения на деформированном печатном листе при работе на листовой машине с контактными кольцами, достаточно снять определенное количество подложечных листов изпод формы и установить их под офсетное полотно в печатных секциях, в которых наблюдается данное нарушение. Примечание: при этом перемещается одинаковое количество листов подложечного материала, что позволяет избежать нарушения оптимального давления в паре «форма-резина». Одной из причин нарушения приводки и не совмещения красок является изменение формы листа и его размеров в процессе печати. Лист бумаги, выходя из зоны печатного контакта, испытывает сильное растяжение и изгибную деформацию, в результате которой происходит расширение листа в его хвостовой части. Если захваты листопередающих механизмов не регулируются в радиальном направлении и находятся на одной осевой линии, то остаточная релаксация листа бумаги, сопровождаемая после наложения первой краски возвратом к практически первоначальным размерам, приводит к сужению отпечатка в хвостовой части листа. После наложения второй краски происходит повторное расширение бумажного листа в его хвостовой части, при этом отпечаток второй краски в хвостовой части уже отпечатка, нанесенного первой краской. Применение на листовых машинах специального устройства для смещения захватов от осевой линии в радиальном направлении часто позволяет свести к минимуму последствия изменений размеров бумаги. Ситуация, при которой правильно нанесенный слой краски закрепляется и начинает слишком быстро сохнуть, пока запечатываемый лист еще перемещается между печатными секциями, может привести к пятнистости оттисков, так как в результате происходит перетискивание краски на офсетное полотно в последующих печатных секциях.
Процесс печатания офсетным способом основан на устойчивом смачивании пробельных элементов на печатной форме увлажняющим раствором, а печатающих элементов - краской. При этом важно не просто смочить форму влагой перед тем, как по ней пройдут валики с краской, необходимо так равномерно покрыть поверхность формы тонким слоем раствора, чтобы параметры печати, определяемые состоянием поверхности формы, насыщенностью изображения, видом краски и бумаги, были оптимальными для выхода конечной продукции. К сожалению, до сих пор не разработаны способы измерения необходимого количества увлажняющего раствора, и поэтому очень большую роль в этом играет опыт печатника. Очень часто ему приходится стоять у приемно-выводного устройства печатной машины, уткнувшись в выходящие оттиски, и следить за малейшими отклонениями оттенков цвета. Заметив изменение, он изменяет подачу увлажняющего раствора или краски в ту или иную сторону, балансируя, таким образом, около заданного цвета. Причем, часто он регулирует качество печати, изменяя количество не только краски, но и увлажняющего раствора. Положительная сторона этого в том, что инерция печатной машины на изменение подачи воды значительно меньше, чем на количество краски, и нужный результат достигается быстрее и с меньшим браком.
Известно, что одного и того же результата можно добиться двумя путями: как изменением количества краски, так и увлажняющего раствора. Это происходит потому, что в конечном итоге важны не абсолютные количества веществ, а их относительные пропорции. Но для увеличения устойчивости печати, то есть стабильности водно-красочного баланса, выгоднее работать при минимально возможном количестве компонентов. К тому же, чем меньше воды и краски, тем лучше конечный результат. Речь здесь не идет об экономии расходных материалов, в первую очередь затрагиваются технологические параметры. За счет этого ускоряется процесс закрепления красок и возникает меньше проблем с отмарыванием (перенос краски с предыдущего листа на оборот последующего в приемном устройстве).
Оттиски получаются более яркими, с чистыми цветами. Уменьшается брак от несовмещения изображений при последующих прогонах из-за коробления бумаги. Поэтому, если изображение слишком насыщенное, рекомендуется все же уменьшить количество подаваемой краски, а не увеличивать количество увлажняющего раствора.
Если необходимые пропорции между увлажняющим раствором и краской (водно-красочный баланс) не выдержаны, то о нормальном качестве оттисков говорить не приходится. Недостаточное увлажнение приводит к нарушению гидрофилизации (смачивания) печатной формы, что вызывает отмарывание или утолщение некоторых элементов изображения, может начаться тенение на бумаге (красочный фон по всей поверхности листа). Чрезмерное увлажнение приводит к бледному оттиску, появляются водные разводы на оттиске, краска ложится неравномерно, изменяется оттенок цвета: изображение становиться серым, ненасыщенным и разнооттеночным. Первый признак этого - небольшие, 1-2 мм длиной светлые участки на передних границах плашечных (со сплошной заливкой) участков. Далее краска начинает эмульгировать на валиках, образуются сгустки краски, местами валики оголяются. Начинаются проблемы с закреплением краски. Визуально это чаще всего сопровождается тенением и зернистой структурой плашек, как иногда и при недостатке воды. Как правило, первой реакцией печатника на это является увеличение подачи раствора, что приводит к еще большему эмульгированию краски и не освобождает от тенения печатной формы. Для исправления этого дефекта иногда приходиться прерывать процесс печати, смывать красочный и увлажняющий аппараты и начинать работу практически заново с новыми химикатами.
Увлажняющему раствору в офсетной печати следует уделять больше внимания. Еще в начале прошлого столетия один из изобретателей плоской печати писал: "Вода в чистом виде не является достаточным для сепарации офсетной пластины и печатной краски веществом..." (А. Зенефельдер, "Трактат по литографии и типографской печати...", 1818 г.) Эта фраза приобрела сегодня, в век офсетной печати высокого качества, еще большую актуальность. Многочисленные функции, выполняемые увлажняющим раствором, не могут быть осуществлены при отсутствии баланса составляющих его элементов.
Контрольная шкала - это совокупность контрольных элементов (полей, тестовых объектов) на оттиске, позволяющая оценить его качество. При этом контролируются как отдельные дефекты, возникающие из-за определенных недостатков печатного процесса, так и их общий эффект.
Так как контрольная шкала служит объективным показателем качества печати, оценку результатов (явно выявленных при помощи шкалы) проводят предельно объективно: измерениями на денситометрах, спектрофотометрах; но также и визуально, например, при помощи лупы.
Классификация
Различают шкалы:
а) по назначению:
-
для формных процессов;
-
для печатных процессов;
-
для послепечатных процессов;
б) по виду носителя:
-
аналоговые (носитель - фототехническая пленка; шкала наклеивается на печатную пластину совместно с выведенной фотоформой);
-
цифровые (добавляются к макету на этапе верстки);
в) по способу контроля:
-
оперативного контроля;
-
для отладки оборудования.
Шкалы оперативного контроля печати
Наиболее знакомые нам - шкалы оперативного контроля печатных процессов (их видел даже тот, кто никогда не имел дела с полиграфией - они иногда не обрезаются и остаются на готовой продукции).
Существует масса различных параметров печатного процесса, которые можно и нужно контролировать, следовательно, множество соответствующих контрольных элементов. Но не все они нужны при оперативном контроле. В большинстве случаев полноценная шкала содержит следующие элементы.
1) 100% поля красок (так называемые плашки). Их столько, во сколько красок печатается тираж. Служат для контроля общей подачи краски. Плашки измеряются на денситометре и сравниваются со стандартами, существующими для данной краски. В результате измерений печатник узнает, все ли краски подаются равномерно, какой не хватает, и может «долить» ее до получения нужного значения.
Для полноцветной триадной печати эти поля выглядят так:
В этом виде они знакомы всем нам, т. к. именно плашки - самый распространенный контрольный элемент печатного процесса. Именно на них в первую очередь смотрит печатник, а многие небольшие типографии только ими и обходятся.
2) Поля треппинга (т. н. бинарные наложения, или бинарные плашки). Эти элементы позволяют оценить наложение двух красок друг на друга. Показатель важен для печати «по-сырому», когда за печатью одной краской сразу следует печать другой, т. е. для многокрасочных многосекционных машин, особенно для офсетных. Поля треппинга представляют собой наложение плашек двух цветов: для триадной печати это синий (C+M), зеленый (C+Y), красный (M+Y). Поля треппинга могут быть подписаны «trapping».
Часто встречающаяся проблема: поля красок CMY воспроизводятся хорошо и совпадают с цветопробой. Но поля плашечных наложений (т. е. треппинг) сильно отличаются от цветопробных, что указывает на проблемы наложения красок. В этом случае обычно рекомендуется поменять порядок наложения красок, сменить их комплект (т. к. даже небольшое загрязнение красок имеет значительное влияние на результат их наложения) или подложку.
3) Баланс по серому. Это наложение красок в определенном (обычно это 75 С, 62 M, 60 Y) соотношении, которое при идеальной печати обеспечивает одинаковое растискивание красок, и для простоты определения наличия оттенка это поле обычно печатается рядом с «настоящим» серым 80% полем, образованным черной краской. Эти поля должны быть идентичны, тогда изображение не имеет оттенка. Явный оттенок составного поля, а значит, и всего оттиска может быть связан с неправильным соотношением подачи красок или с неодинаковым растискиванием. Часто под полями баланса по серому имеется подпись «bal» (от balance).
4) Элементы для контроля скольжения и дробления (их также называют полями смазывания и двоения). Обычно это два поля, образованные параллельными штрихами, горизонтальными для одного и вертикальными для другого поля. Под этими элементами часто пишется слово «slur» (фр. «брак»). Особенно важно контролировать скольжение и дробление при ролевой печати, здесь скольжение формы по бумаге - частая проблема. Принцип действия контрольного элемента таков: если скольжение происходит в вертикальном направлении, то горизонтальные штрихи станут толще, а вертикальные - нет (они лишь станут несколько длиннее, но это практически незаметно). А вот утолщение горизонтальных штрихов, пусть даже незначительное, сразу приведет к потемнению поля, образованного ими, по сравнению с «вертикальным». Этот визуальный эффект и позволяет моментально выявить наличие скольжения или дробления. Кроме системы перпендикулярных линий для этого иногда используют контрольные элементы в виде концентрических окружностей. Принцип их действия тот же.
5) Элементы для контроля растискивания растровых точек. Это могут быть радиальные миры, различные элементы, сочетающие растровые или штриховые элементы разной частоты, но наиболее часто встречаются поля с 40% и 80% растровыми точками. Они измеряются денситометром за соответствующим светофильтром, после чего рассчитываются приросты тоновых данных (т. е. результаты измерений сравниваются с номинальными значениями - 40% и 80%). При этом нужно иметь в виду, что увеличение размеров растровых элементов может быть вызвано не только растискиванием, но и скольжением, дроблением. Поэтому проблемы рекомендуется устранить, прежде чем измерять прирост тоновых данных.
6) Поля для контроля относительного контраста печати. Обычно это два поля для каждой краски: с относительной площадью растровых точек 100% и 80%. Измеряются и сравниваются плотности этих полей. Если разницы нет, то краска затекла на пробелы 80% поля, что означает полную потерю деталей в тенях. Именно «завал теней» - наиболее часто встречающаяся градационная проблема, а этот элемент позволяет выявить ее.
7) Элементы для контроля мелких растровых элементов. Это поля с растровыми точками относительной площади 1%, 3%, 5%, 95%, 97%, 99%. Воспроизведение этих точек контролируют при помощи лупы. Они не всегда могут быть воспроизведены - из-за негладкой бумаги, некачественно изготовленной печатной формы и т. п.
8) Элементы для контроля совмещения - кресты, линии, которые часто одновременно являются и обрезными метками. Крест сформирован из четырех крестов, напечатанных четырьмя красками (для триадной печати). В идеале этого не должно быть заметно: при точном совмещении красок они лягут друг на друга ровно, не разделяясь.
Каждый из этих элементов обычно воспроизводится отдельно для каждой краски.
Как уже говорилось, самый важный элемент, который печатник контролирует в первую очередь, - это 100% поля красок. Собственно, эти поля регулируют вот что: красочный аппарат печатной машины с каждым оборотом переносит из красочного ящика на форму некоторое количество краски. Его должно хватать для создания равномерной плотности по плоскости листа. То есть должны обеспечиваться нормальные условия синтеза цвета, минимальное количество краски и достаточная ее «сухость», чтобы в разумный срок закрепиться на запечатанном листе. Если слой краски получится слишком толстым, то она будет плохо высыхать и начнет отмарываться. Если же краски на цилиндры машины подается меньше нормы, то ее попросту не хватит для равномерного покрытия всей поверхности цилиндров, и оттиск будет «бледнеть» от одного края к другому.
Значения оптических плотностей для офсетной печати, показателя растискивания и др. рекомендованы международным стандартом ISO 12647-2.
Существует множество разнообразных контрольных шкал, предназначенных для альтернативных видов печати: например, для цифровой, трафаретной, нетриадной и др. Они имеют свои специфические элементы, учитывающие особенности печати. Например, для нетриадной, черно-белой печати не требуются баланс по серому, треппинг, но нужен элемент для контроля градационной передачи. Однако большинство их такие же, как у стандартных контрольных шкал для офсетной печати, и принципы контроля не отличаются от вышеописанных.
Система стандартов разработана пока только для офсетной печати. В других областях, например, в флексографии, единой международной стандартизации не существует, и печатник по сути полагается на свой опыт. 
При проверке точности наложения красок нужно знать такое понятие как муар. Муар - это неравномерное затемнение поля белой бумаги большим или меньшим числом линий или точек. Если совместить две системы параллельных линий (или рядов точек), то при пересечении этих систем под очень острым углом на фоне бумаги образуются ряды темных и светлых полос (рис. 7.19, а, б). Ширина этих полос зависит от угла, под которым системы линий или ряды точек пересекаются между собой. Неравномерное затемнение поля белой бумаги большим или меньшим числом линий или рядов точек называется муаром. Чем меньше угол пересечения линий, тем шире муаровые полосы. При увеличении угла двух пересекающихся систем линий муаровые полосы сужаются и, наконец, при определенном угле пересечения (например, в 30°) совершенно исчезают (рис. 7.19, в). Если эти линии пересечь третьей системой линий, например, под углом 5° по отношению ко второй системе, то снова образуется муар (рис. 7.20, а, б, в). Следовательно, при печатании трех растровых изображений для каждого из них надо определить угол наклона растровых линий относительно друг друга. При четырехкрасочной печати муара нельзя избежать совершенно, его можно свести к минимуму, определив для каждого растрового изображения угол наклона линий. Углы наклона растровых линий (относительно вертикали) на негативах и диапозитивах для трех- и четырехкрасочной репродукций определены технологическими инструкциями.
Для трехкрасочной репродукции:
Желтая краска 0°
Голубая » 45°
Пурпурная » 75°
Для четырехкрасочной репродукции:
Желтая краска 0°
Голубая » 15°
Пурпурная » 75°
Черная » 45°
С уменьшением линиатуры растра возможность появления муара увеличивается и, наоборот, с повышением линиатуры растра - уменьшается. Отклонение углов наклона линий растра от заданных значений не должно превышать 0,5°.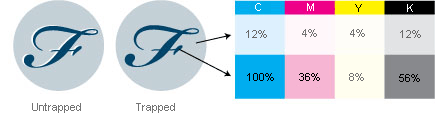

Четырехкрасочная печать - это метод воспроизведения цветных оригиналов тремя красками - желтой, пурпурной и голубой. Разные процентные соотношения этих красок при наложении их одна на другую в процессе печатания дают множество оттенков, что позволяет воспроизвести практически любой цвет оригинала, все многообразие цветных оттенков. Четвертую (чаще всего черную) краску вводят для лучшей проработки темных участков и контура рисунка, потому что тремя цветными красками не всегда удается точно воспроизвести ахроматические - серые и черные - цвета. При печатании четырехкрасочной продукции на листовых и рулонных машинах рекомендуется следующая последовательность наложения красок: голубая, желтая, пурпурная, черная. В зависимости от индивидуальных особенностей красок, свойств бумаги и сочетания свойств бумаги и красок порядок наложения красок может быть изменен. Часто прибегают к способу печатания цветными красками без наложения их одна на другую. В этом случае цветной оригинал (как правило, штриховой) воспроизводят красками, цвета которых подбирают в зависимости от цветов на оригинале. Например, на оригинале изображены оранжевые и фиолетовые цветы с зелеными листьями. Получают три цветоделенные фотоформы для оранжевой, фиолетовой и зеленой красок, а с них - печатные формы, с которых изготовляют оттиски соответствующими (оранжевой, фиолетовой и зеленой) красками без наложения их одна на другую. Краски для четырехкрасочной печати должны иметь определенные оптические свойства. Каждая из красок должна наиболее полно отражать падающий свет в двух зонах видимого спектра и поглощать в одной. Желтая краска должна отражать излучения зеленой и красной зон, а излучения синей зоны - поглощать. Пурпурная краска должна отражать только излучения красной и синей зон спектра, а излучения зеленой зоны - поглощать. Голубая краска должна отражать излучения синей и зеленой зон, а поглощать - красной зоны. При попарном наложении красочных слоев образуются цвета: красный (пурпурная краска + желтая), зеленый (голубая + желтая), синий (пурпурная + голубая). При наложении слоев трех красок получается черный цвет. Цветные краски должны иметь высокую прозрачность, потому что при использовании непрозрачных (кроющих) красок цветовой синтез при наложении их в процессе печатания невозможен. Долгие годы первой на бумагу наносили желтую краску, хотя это и вызывало осложнения в последующей работе: по желтой краске трудно добиваться совмещения по рисунку любой другой краски, так как желтая краска - наиболее светлая. Объяснялось это тем, что желтая краска длительное время была сильно кроющей и ее нельзя было наносить на оттиск ни второй, ни третьей (иначе она закрыла бы собой нижележащую краску, и нового цвета бы не получилось). Сейчас выпускают прозрачные желтые краски, поэтому при печатании цветных оттисков нет необходимости желтую краску наносить на бумагу первой. Для четырехкрасочной печати выпускают две триады офсетных красок. На полиграфические предприятия вместе с красками присылают и шкалы цветового охвата, отпечатанные каждой из этих триад. Шкалы цветового охвата позволяют судить о возможностях красок каждой триады. На шкалах представлено все многообразие цветов и оттенков, которое можно получить на оттисках при печатании этими красками. При четырехкрасочной печати большое значение имеет точность работы машины. Подготовляя ее к печатанию, необходимо проверить соответствие диаметров формного, офсетного, печатного цилиндров и зазоров между ними - они
Должны соответствовать паспортным данным машины. Бумага должна иметь высокую белизну, высокую гладкость и прочную поверхность. 

Закрепление нового материала
-
Что нужно учитывать при наложении красок?
Ответ: правила
-
В какой последовательности наносят краску?
Ответ: голубая, пурпурная, желтая, черная.
-
Что такое муар?
Ответ: грязь
-
От чего зависит появление муара?
Ответ: не совмещение красок при наложении
-
Для чего нужен угол наклона растра?
Ответ: для получения изображения
-
Перечислите углы наклона растра для 4 красок
Ответ:
Желтая краска 0°
Голубая 15°
Пурпурная 75°
Черная 45°
-
Что проверяют при помощи лупы?
Ответ: Совмещения приладочных крестов
Самостоятельная работа
Беседа вопрос - ответ
Тестовые задания
Карточки-задания
Практическое задание
Выявление непонятных вопросов
Закрепление нового материала, формирование умений и навыков
Закрепить новый материал, раздаточный материал Подведение итогов занятия
Анализ, сообщить о достижение целей урока, меры их устранение. Показ лучших работ, задания на дом.
-
Рефлексия определяются задания для самоподготовки (домашнее задание с элементами выбора, творчества);
-
активность обучающихся во время урока.
Беседа вопрос - ответ
Тестовые задания
Карточки-задания
Практическое задание
Оценка Выставление оценок, комментирование
Домашнее задание Журнал «Технология изображений», 2006, № 5 электронный учебник Киппхан ЭУМ по уроку, электронный учебник Киппхан, журнал «Технология изображений».
Оқытушының қолы/Подпись преподавателя _____________