- Преподавателю
- Другое
- Методические рекомендации по выполнению практических работ по дисциплине Метрология, стандартизация и сертификация
Методические рекомендации по выполнению практических работ по дисциплине Метрология, стандартизация и сертификация
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Савельева Ю.О. |
| Дата | 21.12.2015 |
| Формат | docx |
| Изображения | Есть |

Министерство образования и науки Самарской области
Министерство имущественных отношений Самарской области
Государственное бюджетное образовательное учреждение
среднего профессионального образования
Тольяттинский индустриально-педагогический колледж
(ГБОУ СПО ТИПК)
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ВЫПОЛНЕНИЮ ПРАКТИЧЕСКИХ РАБОТ
для студентов и преподавателей специальности
221413 Техническое регулирование и управление качеством
Дисциплина "Метрология, стандартизация и сертификация"
Тольятти, 2013
Савельева Ю.О. Методические рекомендации по выполнению практических работ.- Тольятти, Изд. ТИПК, 2013.- 61 с.
Методические рекомендации разработаны в соответствии с государственными требованиями к содержанию и оформлению научно-исследовательских работ студентов и содержат перечень рекомендаций и требований по оформлению практических работ для специальности 221413 Техническое регулирование и управление качеством. Разработаны для студентов и преподавателей специальных дисциплин.
Утверждено
протокол заседания научно-методического совета ГБОУ СПО ТИПК
№____ от «____»______________ 2013г.
Председатель Чернова С.Н.___________________ /
© ГБОУ СПО ТИПК
Содержание
Введение………………………………………………………….4
Практическая работа №1………………………………………...5
Практическая работа №2………………………………………...10
Практическая работа №3………………………………………...13
Практическая работа №4………………………………………..16
Практическая работа №5………………………………………..20
Практическая работа №6………………………………………..21
Практическая работа №7………………………………………..23
Практическая работа №8………………………………………..26
Практическая работа №9………………………………………..28
Практическая работа №10………………………………………35
Практическая работа №11………………………………………38
Практическая работа №12………………………………………39
Практическая работа №13………………………………………48
Практическая работа №14………………………………………54
Практическая работа №15………………………………………58
Заключение……………………………………………………… 60
Список используемой литературы………………………………61
Введение
Дисциплина "Метрология, стандартизация и сертификация" предназначена для студентов 3 курса по специальности 221413 "Техническое регулирование и управление качеством".
Дисциплина "Метрология, стандартизация и сертификация" является специальной дисциплиной, которая входит в профессиональный цикл общепрофессиональных дисциплин, устанавливающая базовые знания для получения профессиональных знаний и умений.
Преподавание данной дисциплины имеет практическую направленность и проводится в тесной взаимосвязи с другими общепрофессионнальными и специальными дисциплинами.
В результате освоения дисциплины обучающийся должен уметь:
- использовать основные положения стандартизации, метрологии и подтверждение соответствия в производственной деятельности.
В результате освоения дисциплины обучающийся должен знать:
- основные понятия метрологии, стандартизации и сертификации.
Практическая работа №1
Тема: Составление документации по стандартизации и управлению качеством.
Цель: Изучить основную структуру составления документов по стандартизации и управлению качеством.
Теоретический материал:
Общие требования к построению, изложению, оформлению и содержанию стандартов.
Стандартизация - это деятельность, направленная на разработку и установление требований, норм, правил, характеристик как обязательных для выполнения, так и рекомендуемых, обеспечивающая право потребителя на приобретение товаров надлежащего качества за приемлемую цену, а также право на безопасность и комфортность труда.
Цель стандартизации - достижение оптимальной степени упорядочения в той или иной области посредством широкого и многократного использования установленных положений, требований, норм для решения реально существующих, планируемых или потенциальных задач.
Основными результатами деятельности по стандартизации должны быть повышение степени соответствия продукта (услуг), процессов их функциональному назначению, устранению технических барьеров в международном товарообмене, содействия научно-техническому прогрессу и сотрудничество в различных областях.
Цели стандартизации можно подразделить на общие и более узкие .
Общие цели: безопасность продукции, работ, услуг, окружающей среды и имущества; совместимость и взаимозаменяемость изделий; качество продукции; единство измерений; экономия всех видов ресурсов; безопасность хозяйственных объектов; обороноспособность и мобилизационная готовность страны.
Конкретные цели относятся к определённой области деятельности.
Стандартизация осуществляется на разных уровнях :
международная стандартизация;
региональная стандартизация;
национальная стандартизация - в одном конкретном государстве;
административно-территориальная стандартизация.
Виды стандартов:
государственные стандарты;
отраслевой стандарт;
стандарты предприятий;
стандарты общественных объединений (научно-технические общества)
(стандарты на новые продукции и услуги)
Нормативно-технические документы:
правила по стандартизации и рекомендации по стандартам;
технические условия.
Категории стандартов:
основополагающие стандарты (техническое единство и взаимосвязанная деятельность);
стандарты на продукцию и услуги;
стандарты на работу (процессы);
стандарты на методы контроля (испытание, анализ);
системы каталогов.
Международные стандарты на системы обеспечения качества продукции .
Мировой опыт управления качеством сконцентрирован в пакете международных стандартов ИСО 9000-9004, принятых международной организацией по стандартизации (ИСО) в марте 1987г. и обновлённых в 1994г.
Стандарт ИСО 9000 - содержит руководящие указания по выбору и использованию стандартов в соответствии с конкретной ситуацией в деятельности фирмы.
Стандарт ИСО 9004 - это методические указания для общего руководства качеством на предприятии.
Стандарт ИСО 9001-9003 - это модели систем обеспечения качества на различных стадиях производственного процесса.
В настоящее время сформировалась государственная система стандартизации Российской Федерации (ГСС), которая регламентирует процессы построения, изложения и распространения стандартов в Российской Федерации. ГСС включает 5 основополагающих стандартов.
Можно выделить семь актуальных задач, нашедших свое воплощение в основополагающих стандартах ГСС или в ее исходной концепции:
1.Гармонизация отечественной нормативно - технической документации с международной, зарубежной, национальной и региональной нормативной документацией.
2.Минимизация ограничивающих инициативу (изготовителей и потребителей) запретов и предписаний, ориентация на добровольность применения и возможность выбора документов того или иного вида при заключении договоров и контрактов.
3.Освоение, адаптация, совершенствование процедур сертификации продукции в сочетании с разработкой документов по сертификации систем качества, аккредитации испытательных подразделений различного уровня для проведения сертификационных испытаний продукции и услуг.
4.Сопровождение тенденции отказа от ужесточения входного контроля, выходных испытаний и приемки, переход на пооперационный производственный контроль в технологическом цикле.
5.Оптимизация количественного состава и структуры технической документации на продукцию, процессы и услуги, обеспечение информативности и коммуникативности документов.
6.Совершенствование методологии разработки документации.
7.Обеспечение влияния нормативных документов на повышение технико-экономической эффективности производств.
Государственным стандартам присваиваются обозначения, состоящие из индекса «ГОСТ (ОСТ, СТП)…», порядкового (регистрационного) номера и двух последних цифр года утверждения стандарта, отделенных от номера знаком тире, например ГОСТ 3975-95. Порядковый номер стандарту присваивается соответствующим органом по стандартизации (Госстандарт России).
Кроме стандартов нормативными документами являются также ПР - правила по стандартизации, Р - рекомендации по стандартизации, ТУ - технические условия.
Особое требование предъявляется к нормативным документам на продукцию, которая согласно российскому законодательству подлежит обязательной сертификации. В них должны быть указаны те требования к продукции (услугу), которые подтверждаются посредством сертификации, а также методы контроля (испытаний), которые следует применять для установления соответствия, правила маркировки и виды сопроводительной документации.
К требованиям безопасности в стандартах относят: электробезопасность, пожаробезопасность, взрывобезопасность, радиационную безопасность, предельно допустимые концентрации химических и загрязняющих веществ; безопасность при обслуживании машин и оборудования; требования к защитным средствам и мероприятиям по обеспечению безопасности (ограждения, ограничители хода машин, блокирующие устройства, аварийная сигнализация и т.п.).
В стандартах на отдельные виды продукции могут быть приведены такие характеристики, как класс опасности; допустимые уровни опасных и вредных факторов производства, возникающих при работе оборудования; действие вещества на человека и т. п.
Стандарты указывают на все виды и нормы допустимой опасности конкретного продукта или группы однородной продукции. Они разработаны с расчетом на безопасность объекта стандартизации в течение всего периода его использования (срока службы).
Технические условия (ТУ) разрабатывают предприятия и другие субъекты хозяйственной деятельности в том случае, когда стандарт создавать нецелесообразно. Объектом ТУ может быть продукция разовой поставки, выпускаемая малыми партиями, произведения художественных промыслов и т. п. ТУ рассматриваются как нормативные документы, если на них есть ссылка в контрактах или договорах на поставку продукции. Существуют специальные требования к их согласованию и принятию.
Госстандарт России - специально уполномоченный федеральный орган исполнительной власти в области сертификации.
Госстандарт РФ ведет Федеральный информационный фонд стандартов, общероссийских классификаторов технико-экономической информации, международных (региональных стандартов), правил, норм и рекомендаций по стандартизации, национальных стандартов зарубежных стран.
Основополагающие стандарты:
-
ИСО 8402. Управление качеством и обеспечение качества. Словарь.
-
ИСО 9000-1. Руководящие указания по выбору и применению.
-
ИСО 9000-2. Общие руководящие указания по применению ИСО 9001, ИСО 9002 и ИСО 9003.
-
ИСО 9001. Модель при проектировании, разработке, производстве, монтаже и обслуживании.
-
ИСО 9002. Модель при производстве, монтаже и обслуживании.
-
ИСО 9003. Модель для обеспечения качества при контроле и испытаниях готовой продукции.
-
ИСО 9004-1. Элементы системы качества. Руководящие указания.
Стандарты по категориям продукции:
-
ИСО 9000-3. Руководящие указания по применению ИСО 9001 при разработке, поставке и обслуживании программного обеспечения.
-
ИСО 9004-2. Системы качества. Руководящие указания по услугам.
-
ИСО 9004-3. Системы качества. Руководящие указания по перерабатываемым материалам.
Стандарты по проверке систем качества:
-
ИСО 10011- 1. Руководящие указания по проверке систем качества. Проверка.
-
ИСО 10011-2. Квалификационные критерии для экспертов - аудиторов по проверке систем качества.
-
ИСО 10011-3. Руководство программой проверок.
Стандарты по элементам систем качества:
-
ИСО 9004-4. Руководящие указания по улучшению качества.
-
ИСО 9004-5. Руководящие указания по программам качества.
-
ИСО 9004-6. Руководящие указания по обеспечению качества руководства проектами.
-
ИСО 9004-7. Руководящие указания по управлению конфигурацией.
-
ИСО 9004-8. Руководящие указания по принципам управления качеством и их применение в системе административного управления.
-
ИСО 10005. Руководящие указания по программе качества.
Основное содержание стандартов ИСО 9000 - это рекомендации, содержащие виды деятельности (функции, элементы системы качества), которые целесообразно внедрить на предприятиях, чтобы организовать эффективную работу по качеству. Перечень рекомендуемых элементов систем качества приведен в стандарте ИСО 9000-11.
ЭЛЕМЕНТЫ СИСТЕМ КАЧЕСТВА.
1. Ответственность руководства.
2. Система качества.
3. Анализ контракта.
4. Управление проектированием.
5. Управление документацией и данными.
6. Закупки.
7. Управление продукцией, поставляемой потребителем.
8. Идентификация продукции и прослеживаемость.
9. Управление процессами.
10. Контроль и проведение испытаний.
11. Управление контрольным, измерительным и испытательным
Оборудованием.
12. Статус контроля и испытаний.
13. Управление несоответствующей продукцией.
14. Корректирующие и предупреждающие действия.
15. Погрузочно - разгрузочные работы, хранение, упаковка,
консервация и поставка.
16. Управление регистрацией данных о качестве.
17. Внутренние проверки качества.
18. Подготовка кадров.
19. Техническое обслуживание.
20. Статистические методы.
Следует отметить и такой элемент системы качества, как стимулирование работников за качество продукции, который говорит о должном внимании к человеческому фактору. Но в стандарте ИСО 9000-1 этот элемент, к сожалению, отсутствует.
Практическая польза стандартов семейства ИСО 9000 заключается в том, что они универсальны и дают возможность стандартизировать работу по управлению и обеспечению качества на различных предприятиях. Методы работ могут быть разными в зависимости от вида выпускаемой продукции.
Стандарты ИСО 14000.
В связи с обострившейся необходимостью охраны окружающей среды международной организацией по стандартизации был разработан комплекс стандартов ИСО 14000. Представляют интерес в связи с включением экологических требований на продукцию.
Ход выполнения задания:
1)Изучить теоретический материал;
2)Составить порядок разработки и разработать стандарт на продукцию или услугу, в соответствии со стандартами в управлении качеством;
3)Перечислить и описать основные группы стандартов.
Содержание отчета: практическое занятие должно быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкретными.
Практическая работа № 2
Тема: Анализ структуры стандартов различных видов.
Цель работы: Сопоставить структурные элементы (разделы) стандартов разных видов с требованиями ГОСТ Р 1.2 - 2004 и между собой.
Средства обучения:
- стандарты на продукцию (любые виды продукции);
- стандарты на процессы (хранения, упаковки, маркировки и другие);
- стандарты на методы испытаний (контроля);
- ГОСТ Р 1.5 «ГСС РФ. Общие требования к построению, изложению, оформлению и содержанию стандартов» (выписка).
Теоретический материал:
Структура стандартов.
К общим элементам структуры относятся:
-
Титульный лист.
-
Предисловие.
-
Содержание.
-
Введение.
-
Наименование.
-
Область применения.
-
Нормативные ссылки.
-
Определение.
-
Обозначения и сокращения.
-
Требования.
-
Приложения.
-
Библиографические данные.
Специфические элементы структуры стандартов разных видов относится к требованиям, которые предъявляются к их содержанию. Именно эти элементы определяют перечень разделов стандартов разных видов. Приводим наиболее важные разделы таких стандартов.
1. Стандарты на продукцию, услуги:
1.1 Стандарты общих технических условий (ОТУ):
- классификация, основные параметры и (или) размеры;
- общие технические требования;
- требования безопасности;
- требования охраны окружающей среды;
- правила приемки;
- методы контроля (методы определения качества);
- транспортирования и хранения;
- указания по эксплуатации (ремонту, утилизации).
В разделе «Общие технические требования» содержатся подразделы:
- характеристики (свойства) продукции, услуги;
- требования к сырью, материалам;
- комплектность;
- маркировка;
- упаковка.
1.2 Стандарты технических условий (СТУ) устанавливают требования к конкретной продукции одной или нескольких видов (типов, марок, моделей и т.п.), соблюдение которых должно обеспечиваться при их производстве, поставке, потреблении (эксплуатации), ремонте и утилизации. Номенклатура, состав и содержание разделов (подразделов) должно быть аналогичным стандартом ОТУ.
Стандарты на услуги дополнительно к разделам, указанным в п. 1.1, могут содержать требования к ассортименту и качеству услуг, в том числе точности и своевременности исполнения, эстетичности, комфортности и комплектности обслуживания.
2. Стандарты на работу (процесс):
- требования к методам (способам, приемам, режимам, нормам) выполнения работ;
- требования к безопасности для жизни и здоровья людей;
- требования к охране окружающей среды.
3. Стандарты на методы контроля (испытаний, измерений, анализа):
- средства контроля и вспомогательные устройства;
- порядок подготовки к проведению контроля;
- порядок проведения контроля;
- правила обработки результатов контроля;
- допустимая погрешность контроля.
Допускается предусматривать в одном стандарте несколько методов контроля, один из которых определяется в качестве поверочного (арбитражного). Если установленные методы не являются полностью взаимозаменяемыми, то для каждого из них должны быть приведены данные, характеризующие их различия и назначение.
К методам контроля предъявляются следующие требования:
- объективность;
- четкое формулирование;
- точность;
- последовательность операций;
- воспроизводимость результатов.
Технические условия (ТУ):
ТУ - нормативный документ, устанавливающий требования к качеству конкретной продукции.
Общие правила построения, изложения, оформления, согласования и утверждения на продукцию устанавливаются ГОСТ 2.114 «Технические условия».
ТУ должны содержать вводную часть и разделы, расположенные в следующей последовательности:
- технические требования;
- требования безопасности;
- требования охраны окружающей среды;
- правила приемки;
- методы контроля;
- транспортирование и хранение;
- указания по эксплуатации;
- гарантии изготовителя.
Объектами ТУ является продукция: сырье, материалы, комплектующие изделия. Они указываются в вводной части, которая должна содержать наименование продукции, ее назначение, область применения и условия эксплуатации.
ТУ разрабатывается на предприятии-изготовителе продукции или исполнителе услуг и подлежит согласованию на приемочной комиссии, если решение о постановке продукции на производство принимает приемочная комиссия. Разработчик согласовывает ТУ с заказчиком и направляет их в приемочную комиссию. Подписание акта приемки опытного образца (опытной партии) продукции членами приемочной комиссии означает согласование ТУ.
ТУ, содержащие требования, относящиеся к компетенции органов государственного контроля и надзора, если они не являются членами приемочной комиссии, подлежит согласованию с ними.
Согласование ТУ оформляют подписью руководителя согласующей организации. ТУ утверждают, как правило, без ограничения срока действия.
Ход выполнения работы:
Задание 1.
Изучите стандарты 3-х видов (на продукцию, процессы, методы испытаний) и выявите структурные элементы каждого стандарта. Результаты запишите в виде таблицы.
Примечание: Структурные элементы в стандартах совпадают с названиями разделов.
Задание 2.
Сравните объекты и структурные элементы стандартов разных видов. Выявите существует ли между ними общность и различия. Объясните, целесообразны ли различия в построении и структурных элементах стандартов различных видов. Возможно ли привести их к единообразию в целом или в отдельных фрагментах. Ваши предложения по улучшению структуры стандартов.
Задание 3.
Установите соответствие структурных элементов стандартов разных видов требованиям ГОСТ Р 1.2 - 2004. Для этого изучите требования, предъявляемые ГОСТ Р 1.2 - 2004 к стандартам разных видов.
Задание 4.
Выявите характеристики продукции, предусмотренные в разделе «Требования к качеству» стандартов, на 2 разных вида продукции. Результаты запишите в таблицу.
Примечание: в графу «Требования к качеству» не следует переписывать целиком все формулировки из стандартов, а дать перечень этих требований (например: сырье, соответствие технологическим инструкциям, показатели и их значения и т.п.).
Задание 5.
Сравните выявленные характеристики двух видов продукции, установив их общность и различия. Объясните, целесообразны ли эти различия.
Задание 6.
Дайте общее заключение по результатам сравнительного анализа по заданиям 1-5. В письменном виде это задание должно быть отражено в тетради вместе.
Задание 7.
Доложите результаты сравнительного анализа на заседании экспертного совета по экспертизе стандартов разных видов на соответствие требованиям ГОСТ 1.2 - 2004.
Требования к структуре и содержанию стандартов разных видов
Требования регламентируются ГОСТ Р 1.2 - 2004 «Государственная система стандартизации Российской Федерации. Общие требования к построению, изложению и оформлению стандартов».
Содержание отчета: практическое занятие должно быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкретными.
Практическая работа №3
Тема: Сравнительный анализ МГСС и ГСС
Цель работы: изучение и анализ структуры и основных положений Межгосудартвенной и Государственной систем стандартизации.
Теоретический материал:
1) Межгосударственная стандартизация (по ГОСТ 1.0-92) - это стандартизация объектов, представляющих межгосударственный интерес. Представителями стран СНГ 13 марта 1992 г. подписано «Соглашение о проведении согласованной политики в области стандартизации» и образованы Межгосударственный совет по стандартизации, метрологии и сертификации (МГС) и Межгосударственная научно-техническая комиссия по стандартизации, техническому нормированию и сертификации в строительстве (МНТКС). В 1995 г. Совет ИСО признал МГС региональной организацией по стандартизации в странах СНГ.
Основные положения системы МГСС изложены в следующих нормативных документах:
□ ГОСТ 1.0-92. Правила проведения работ по межгосударственной стандартизации. Общие положения;
□ ГОСТ 1.2-97. Правила проведения работ по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены документов по межгосударственной стандартизации;
□ ГОСТ 1.5-93. Правила проведения работ по межгосударственной стандартизации. Общие требования к построению, изложению, оформлению и содержанию стандартов;
□ ПМГ 02-93. Типовое положение о межгосударственном техническом комитете по стандартизации;
□ ПМГ 04-94. Порядок распространения межгосударственных стандартов и нормативной документации Межгосударственного совета по стандартизации, метрологии и сертификации;
□ ПМГ 05-94. Порядок взаимодействия национальных органов по стандартизации по осуществлению переводов межгосударственных, международных и зарубежных стандартов;
□ ПМГ 13-95. Порядок разработки и ведения межгосударственных классификаторов;
□ ПМГ 14-96. Положение о гармонизации классификаторов технико-экономической и социальной информации;
□ ПМГ 22-97. Правила по программному планированию разработки межгосударственных стандартов;
□ РМГ 19-96. Рекомендации по основным принципам и методам стандартизации терминологии;
□ РМГ 24. Рекомендации по разработке стандартов межгосударственными техническими комитетами.
Целями межгосударственной стандартизации в соответствии с ГОСТ 1.0-92 являются:
□ защита интересов потребителей и каждого государства - участника Соглашения в вопросах качества продукции, услуг и процессов, обеспечивающих безопасность для жизни, здоровья и имущества населения, охрану окружающей среды;
2)Государственная система стандартизации Российской Федерации
Общие требования к построению, изложению,
оформлению и содержанию стандартов
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН Всероссийским научно-исследовательским институтом стандартизации(ВНИИстандарт) Госстандарта России, доработан с участием рабочей группы специалистов отраслей народного хозяйства.
ВНЕСЕН Главным управлением технической политики в области стандартизации Госстандарта России.
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 1 июля 1992 г. №7.
3 Стандарт соответствует Директивам МЭК/ИСО, часть 3, 1989 «Составление и оформление международных стандартов» в части требований к построению, изложению и оформлению стандартов.
4 ВВЕДЕН ВПЕРВЫЕ.
5 ПЕРЕИЗДАНИЕ (февраль 1994 г.) с ИЗМЕНЕНИЕМ № 1, принятым Постановлением Госстандарта России от 15 декабря 1993 г. № 21, введенным в действие с 1 апреля 1994 г.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Государственная система стандартизации Российской Федерации
Общие требования к построению, изложению,
оформлению и содержанию стандартов
State System for Standardization of Russian Federation.
General requirements for lay-out, formulation , presentation and contents of standards
Дата введения 1993-01-01
1 Область применения
Настоящ ий стандарт устанавливает общие требования к построению, изложению, оформлению, содержанию и обозначению государственных стандартов Российской Федерации, стандартов отрасли, стандартов предприятия, стандартов научно-технических, инженерных обществ и других общественных объединений (далее - стандарты) и изменений к стандартам.
Положения настоящего стандарта по нежат применению техническими комитетами по стандартизации, го сударственными органами упра влен ия, предприятиями и предпринимателями (далее - субъекты хозяйственной деятельности) , научно-техническими, инженерными обществами и другими общественными об ъединениями.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.004-88 ЕСКД. Правила выполнения конструкторских документов на печатающих и графических устройствах вывода ЭВМ
ГОСТ 2.104-68 ЕСКД. Основные надписи
ГОСТ 2.321-84 ЕСКД. Обозначения буквенные
ГОСТ 8.310-78 ГСИ. Государственная служба стандартных справочных данных. Основные положения
ГОСТ 8.417-81 ГСИ. Единицы физических величин
ГОСТ 13.1.002-80 Репрография. Микрография. Документы для съемки. Общие требования и нормы.
3 Требования к построению стандарта
3.1 Структурные элементы стандарта
3.1.1 Стандарт содержит следующие структурные элементы:
- титульный лист;
- предисловие;
- содержание ;
- введение;
- наименование;
- область применения;
- нормативные ссылки;
- определения;
- обозначения и сокращения;
- требования;
- приложения;
- библиографические данные.
3.1.2 Структурные элементы, за ис ключением элементов «Титульный лист», «Предисловие», «Наименование», «Требования», приводят при необходимости, в зависимости от особенностей стандартизуемого объекта.
Ход выполнения работы:
Задание 1. Составить анализ структуры и основных положений МГСС и ГСС.
Задание 2. Изучить порядок разработки и принятия межгосударственных стандартов (ГОСТ) и государственных стандартов России (ГОСТ Р).
Задание 3. Выявить идентифицирующие признаки ГОСТ и ГОСТ Р.
Содержание отчета: практическое занятие должно быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкретными.
Практическая работа №4
Тема: Применение правовых основ в практической деятельности
Цель работы: Изучение основных положений и норм Закона РФ «О стандартизации».
Теоретический материал:
Одним из факторов, в наибольшей степени сдерживающих развитие экономики России, является несоответствие существующей системы нормирования, стандартизации и сертификации, контроля и надзора современным требованиям безопасности продукции и рыночным отношениям в целом.
Правовые основы стандартизации в настоящее время руководствуются следующими принципами:
• в условиях рынка обязательными (подлежащими обязательному нормированию и государственному контролю) являются исключительно требования по безопасности. Потребительские свойства регулируются экономическими и правовыми отношениями между субъектами рынка. Эти отношения регулируются государством не прямым нормированием, а исключительно обеспечением законосообразности такого рода отношений;
• обязательные" требования по безопасности излагаются в специальных нормативно-правовых документах - технических регламентах. Общие технические регламенты регулируют достижения экономики в целом, специальные технические регламенты регулируют отдельные виды деятельности;
• введение обязательных норм является прерогативой уровня общегосударственной политики: федеральные законы, указы Президента РФ, ратифицированные межгосударственные договоры, а также постановления Правительства РФ, действующие до принятия регламента законом.
Правовые основы стандартизации должны способствовать достижению следующих основных целей:
• ликвидации препятствий в виде необоснованных административных барьеров для развития бизнеса (прежде всего избыточного ведомственного нормирования и контроля, обязательной сертификации);
• снятию ограничений для технического прогресса и нововведений (главным образом обязательных требований стандартов);
• стимулированию предпринимательской инициативы, в том числе путем активного вовлечения бизнеса в нормотворческий процесс.
Закон о техническом регулировании регулирует отношения, возникающие при:
• разработке, принятии, применении и исполнении обязательных требований к продукции или связанным с ними процессам проектирования (включая изыскания), производства, эксплуатации, хранения, перевозки, реализации и утилизации;
• разработке, принятии, применении и исполнении на добровольной основе требований к продукции, процессам проектирования (включая изыскания), производства, эксплуатации, хранения, перевозки, реализации и утилизации, выполнению работ или оказанию услуг;
• оценке соответствия продукции обязательным требованиям.
Иными словами, Закон о техническом регулировании устанавливает правила в сфере нормирования, стандартизации, сертификации, декларирования соответствия, государственного и других видов контроля на рынке, в производстве, хранении, транспортировании и утилизации продукции.
Закон не распространяется на государственные образовательные стандарты, положения (стандарты) о бухгалтерском учете и правила (стандарты) аудиторской деятельности, стандарты эмиссии ценных бумаг и проспектов эмиссии ценных бумаг.
Со времени вступления Закона о техническом регулировании в силу (1 июля 2003 г.) министерства и ведомства не имеют права издавать в сфере технического регулирования обязательные к исполнению акты, а могут выпускать только рекомендательные документы.
Согласно определению, приведенному в Законе о техническом регулировании, «технический регламент - документ, который принят международным договором РФ, ратифицированным в порядке, установленном законодательством РФ, или межправительственным соглашением, заключенным в порядке, установленном законодательством РФ, или федеральным законом или указом Президента РФ, или постановлением Правительства РФ и устанавливает обязательные для применения и исполнения требования к объектам технического регулирования (продукции, а также зданиям, строениям и сооружениям или к связанным с требованиями к продукции, процессам проектирования (включая изыскания), производства, строительства, монтажа, наладки, эксплуатации, хранения, перевозки, реализации и утилизации). Таким образом, технический регламент - это документ, в котором изложен исчерпывающий перечень требований, предъявляемых государством к тому или иному виду деятельности. Иные требования могут вноситься только изменениями и дополнениями в данный регламент. Единицей такого нормирования, его базовым модулем, становится уже не отдельный документ (что удобно для инстанций нормирования), а регламент на вид деятельности, своего рода исчерпывающий свод норм и правил (что удобно для предприятий и необходимо для эффективного контроля).
Правительство РФ вправе издать постановление о техническом регламенте, являющееся временным и действующее впредь до вступления в силу соответствующего федерального закона. При этом порядок принятия такого постановления должен полностью соответствовать требованиям Закона о техническом регулировании.
В Российской Федерации действуют общие технические регламенты и специальные технические регламенты.
Обязательные требования к отдельным видам продукции, процессам проектирования (включая изыскания), производства, строительства, монтажа, наладки, эксплуатации, хранения, перевозки, реализации и утилизации определяются совокупностью требований общих технических регламентов и специальных технических регламентов.
Требования общего технического регламента обязательны для применения и соблюдения в отношении любых видов продукции, процессов производства, эксплуатации, хранения, перевозки, реализации и утилизации.
Требованиями специального технического регламента учитываются технологические и иные особенности отдельных видов продукции, процессов производства, эксплуатации, хранения, перевозки, реализации и утилизации.
Общие технические регламенты принимаются по вопросам: безопасной эксплуатации и утилизации машин и оборудования; безопасной эксплуатации зданий, строений, сооружений и безопасного использования прилегающих к ним территорий; пожарной безопасности; биологической безопасности; электромагнитной совместимости; экологической безопасности; ядерной и радиационной безопасности.
Специальные технические регламенты устанавливают требования только к тем отдельным видам продукции, процессам производства, эксплуатации, хранения, перевозки, реализации и утилизации, степень риска причинения вреда которыми выше степени риска причинения вреда, учтенной общим техническим регламентом.
Следовательно, главным признаком общего технического регламента является то, что он устанавливает минимальные по уровню исполнения требования, которые распространяются на любые виды продукции, процессы производства, эксплуатации, хранения, перевозки, реализации и утилизации.
Общие технические регламенты, в силу их распространения в равной степени на все объекты регулирования, в европейских документах принято назвать горизонтальными регламентами. Они задают базовые требования для всех объектов технического регулирования.
Специальные технические регламенты принимаются только для конкретных групп и видов продукции или других объектов технического регулирования в случаях, если для этих объектов, в силу их специфики, требуется установить более высокие требования, чем те, что установлены общими техническими регламентами. Кроме того, в специальных технических регламентах могут быть установлены требования к соответствующим объектам, отсутствующие в общих технических регламентах. В силу того что специальные технические регламенты задают требования к конкретным объектам технического регулирования, которые являются дополнительными к требованиям общих технических регламентов («наращиваются вверх»), их также называют вертикальными регламентами.
Следует различать объекты технического регулирования, к которым согласно ст. 2 Закона о техническом регулировании относятся: продукция, в том числе здания, строения и сооружения; процессы проектирования (включая изыскания) производства, строительства, монтажа, наладки, эксплуатации, хранения, перевозки, реализации, утилизации; объекты, на которые могут разрабатываться технические регламенты.
В первом случае перечислены объекты, для которых устанавливаются обязательные требования, во втором случае имеется в виду сфера, в которой эти нормы действуют. Например, услуги как таковые не могут быть объектом обязательного нормирования, но услуги, как сфера применения
технического регламента могут быть указаны в названии такого регламента. В этом случае требования будут установлены не к услуге вообще, а к процессу ее оказания, технологии.
В соответствии с п. 1 ст. 6 Закона о техническом регулировании в регламент должны включаться только те требования, которые обеспечивают достижение следующих целей:
1) защита жизни или здоровья граждан; 2) защита имущества физических или юридических лиц, государственного или муниципального имущества;
3) охрана окружающей среды;
4) охрана жизни или здоровья животных и растений;
5) предупреждение действий, вводящих в заблуждение потребителей.
Что касается первой группы требований (и, в определенной степени, третьей и четвертой), то в п. 1 ст. 7 Закона о техническом регулировании установлено, что технические регламенты с учетом степени риска причинения вреда устанавливают минимально необходимые требования, обеспечивающие:
• безопасность излучений;
• биологическую безопасность;
• взрывобезопасность;
• механическую безопасность;
• пожарную безопасность;
• промышленную безопасность;
• термическую безопасность;
• химическую безопасность;
• электрическую безопасность;
• ядерную и радиационную безопасность;
• электромагнитную совместимость в части обеспечения безопасности работы приборов и оборудования;
• единство измерений;
• другие виды безопасности в целях, соответствующих п. 1 ст. 6 Закона о государственном регулировании.
Под обеспечением безопасности имущества физических или юридических лиц, государственного или муниципального имущества, как правило, понимаются требования, позволяющие избежать (с определенной вероятностью) угрозы его уничтожения.
Под охраной окружающей среды понимается обеспечение защиты окружающей среды от вредных воздействий, связанных с деятельностью человека. При этом должен учитываться вред, наносимый как людям, проживающим рядом с опасным объектом, так и животному и растительному миру, имуществу, постройкам и сооружениям.
Охрана жизни животных включает кроме предотвращения непосредственных угроз конкретным видам животных также и вопросы предотвращения распространения инфекционных заболеваний и эпизоотии. Что же касается охраны жизни и здоровья растений, то речь идет об обеспечении предотвра--щения заболеваний растений и защиты территорий от распространения болезней растений.
Предупреждение действий, вводящих в заблуждение потребителей, обеспечивается достоверной информацией о реализуемой продукции, работах и услугах, т.е. путем информирования, маркирования, этикетирования и других подобных мер и действий.
Согласно Закону о техническом регулировании технический регламент не должен содержать требования к качеству и потребительским свойствам продукции, поскольку такие требования должны регулироваться рыночными отношениями, а не административными мерами. К ним, например, относятся показатели внешнего вида изделий, вкусовые характеристики, запах, качество отделки, характеристики, совместимые с другими изделиями и т.п.
Не должны содержаться в техническом регламенте требования к конструкции и исполнению объекта технического регулирования, за исключением случаев, если из-за отсутствия требований к конструкции и исполнению с учетом степени риска причинения вреда не обеспечивается достижение целей, перечисленных в п. 1 ст. 6. Это прямо указано в п. 4 ст. 7 Закона о техническом регулировании.
Ход выполнения работы:
Задание 1. Изучите и закрепите основные положения и норм Закона РФ «О техническом регулировании».
Задание 2. Применение теоретических знаний в области правовых основ в практических ситуациях.
Содержание отчета: практическая занятие должна быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкретными.
Практическая работа №5
Тема: Составить сравнительный анализ основных стандартов.
Цель: Проанализировать основные виды стандартов применяемые в РФ.
Средства обучения:
-
стандарты на продукцию;
-
стандарты на процесс;
-
основополагающие стандарты;
-
стандарты на услуги;
-
стандарты на методы контроля;
-
общероссийские классификаторы технико-экономической и социальной информации.
Ход выполнения работы:
Задание 1.
Изучите структуру построения предложенных документов по стандартизации.
Задание 2.
Определите объекты стандартизации каждого ГОСТа. Выясните характеристику объекта стандартизации.
Задание 3.
Изучите структуру общероссийских классификаторов технико-экономической и социальной информации.
Задание 4.
Дайте общее заключение по результатам исследования по заданиям 1 - 3.
Содержание отчета: практическая занятие должна быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкретными.
Практическая работа № 6
Тема: Анализ и квалиметрическая оценка качества продукции.
Цель работы: Проанализировать и получить навыки при проведении квалиметрической оценки качества продукции.
Теоретический материал:
Квалиметрия - это наука об измерении и количественной оценки качества всевозможных предметов и процессов, т.е. объектов реального мира. Квалиметрия является частью качествоведения - комплексной науки о качестве, состоящей из квалинтологии, т.е. общей теории качества, квалиметрии и учений об управлении качеством, в котором рассматриваются организационные, экономические и иные методы и средства влияния на качество объектов с целью повышения их способности удовлетворять существующие и будущие потребности людей.
Объектом квалиметрии может быть все, что представляет собой нечто цельное, что может быть вычленено для изучения, исследовано и познано.
Предметом квалиметрии является оценка качества в количественном его выражении.
Структура квалиметрии состоит из трех частей:
1 - общая квалиметрия или общая теория квалиметрии, в которой рассматриваются проблемы и вопросы, а также методы измерения и оценивания качеств;
2 - специальные квалиметрии больших группировок объектов, например, квалиметрии продукции, процессов, услуг, социального обеспечения, среды обитания и т.д. вплоть до качества жизни людей;
3 - предметные квалиметрии отдельных видов продукции, процессов и услуг, такие как квалиметрия машиностроительной продукции, строительных объектов, квалиметрия нефтепродуктов, труда, образования и т.д.
Качество, в широком смысле этого понятия,- объективная и наиболее обобщенная характеристика любого объекта.
Качество объекта потребления - это совокупная характеристика его свойств, с помощью которых могут быть удовлетворены и обычно удовлетворяются соответствующие потребности людей. Такое представление о качестве носит прикладной характер и поэтому является более узким и специфичным. Существуют и ограниченные представления о качестве, когда оно оценивается не по всем, а по одному или по нескольким важнейшим для людей характеристикам объекта. Следует отметить, что понятие о качестве объекта потребления включены как объективные свойства, так и субъективные оценки полезности объекта, предназначенного для потребления или уже потребляемого людьми.
3. Исходные понятия и термины, относящиеся к оценке качества
Качество является основным и наиболее общим понятием в системе исходных понятий квалиметрии - науки о методах количественной оценки качеств различных объектов.
Наиболее распространено мнение о том, что качество есть «совокупность характеристик объекта». Однако многочисленными исследованиями доказано, что качество - это не просто совокупность свойств объекта и его характеристик, а единая синергетическая система элементов, которыми являются свойства с их характеристиками. Поэтому принципиально важно определиться: качество объекта это совокупность его свойств или характеристик или это совокупная характеристика всех свойств объекта в целом.
Если считать, что качество есть совокупность характеристик, то оно должно оцениваться некоторым множеством характеристик. Но если качество есть самостоятельная характеристика сущности объекта, должен быть уровень качества оцениваемого объекта или по отношению к качествам других однородных объектов, или по отношению к эталонному качеству. Фактически квалиметрическими методами качество объекта оценивается одним обобщенным показателем. Этим доказывается, что качество - это совокупная характеристика сущности объекта, обусловленная его свойствами и признаками.
Итак, качество - атрибут, определенная сущность объекта, показателем которой является совокупная характеристика всех его свойств и признаков.
Оценивание бывает:
1. количественно неопределенным, т.е. по содержанию, по сути (часто такое оценивание называют «качественным»);
2. количественным или квалиметрическим.
Итак, оценка качества (Qоц) есть результат взаимодействия четырех компонентов, а именно:
Qоц=< О, С, Б, Ал >,
где О - оцениваемый объект;
С - оценивающий объект;
Б - база оценки (эталон качества);
Ал - алгоритм (логика и приемы) оценивания.
Квалиметрическая оценка качества - есть только основа и начальная стадия сложного процесса управления качеством объектов. Без знания об уровне свойств и качеств рассматриваемых объектов нет возможности для научно обоснованного принятия необходимого управляющего решения и последующего осуществления соответствующего превентивного или корректирующего воздействия на объект с целью изменения качества.
По итогам квалиметрических оценок производят:
1) оптимизацию показателей свойств и качества в целом;
2) прогнозирование качества продукции;
3) определение уровня и запаса конкурентоспособности как совокупной оценки уровней качества и цены продукции или услуги и многое другое.
Ход выполнения работы:
Задание 1.Выберите объект для проведения квалиметрической оценки качества: тип, функции, размер, упаковка и т.д.
Задание 2.Определите показатели качества, коэффициенты весомости единичных и комплексных (интегральных) показателей качеств со стороны потребителя и производителя, проведен расчет интегральных показателей и сравнение с эталонной моделью, которое даст общее представление о том, какие улучшения требуется осуществить, чтобы приблизить качество к эталону.
Задание 3. С помощью методов оценки качества ( диаграмма Паретто, причинно - следственная диаграмма, гистограмма, графики и т.д., сделать анализ качества изделия.
Содержание отчета: практическая занятие должна быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкретным.
Практическая работа № 7
Тема: Определение годности действительных размеров.
Цель работы: Научиться определять действительные размеры.
Теоретический материал:
Основные термины и определения установлены ГОСТ 25346 - 82 (СТ СЭВ 145 - 75).
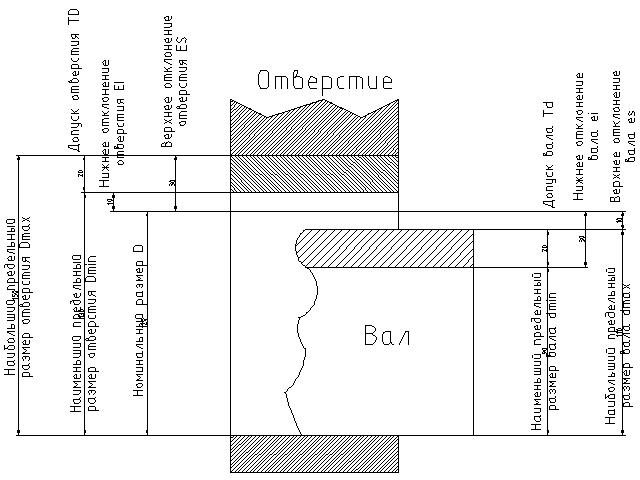
Номинальный размер (D, d, l и др.) - размер, который служит началом отчета отклонений и относительно которого определяют предельные размеры. Для деталей, составляющих соединение, номинальный размер является общим. Номинальные размеры находят расчетом их на прочность и жесткость, а также исходя из совершенства геометрических форм и обеспечения технологичности конструкций изделий.
Для сокращения числа типоразмеров заготовок и деталей, режущего и измерительного инструмента, штампов приспособлений, а также для облегчения типизации технологических процессов значения размеров, помученные расчетом, следует округлять (как правили, в большую сторону) в соответствии со значениями, указанными в ГОСТ 6636 - 69 (СТ СЭВ 514 - 77 ). Ряды номинальных линейных разменов (диаметров, длин, вусот и т.п.) построены на базе рядов предпочтительных чисел (ГОСТ 8032 - 56), но с некоторым округлением их значений.
Технологические межоперационные размеры, размеры, зависящие от других принятых размеров, а так же размеры, регламентированные в стандартах на конкретные изделия (например, средний диаметр резьбы), могут не соответствовать ГОСТ 6636 - 69.
Действительный размер - размер, установленный измерением с допускаемой погрешностью. Этот термин введен, потому что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер детали в работающей машине вследствие ее износа, упругой, остаточной, тепловой деформаций и других причин отличается от размера, определенного в статическом состоянии или при сборке. Это обстоятельство необходимо учитывать при точностном анализе механизма в целом.
Предельные размеры детали - два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Больший из них называют наибольшим предельным размером, меньший - наименьшим предельным размером. Обозначения их Dmax и Dmin для отверстия, dmaxи dmin- для вала. Сравнение действительного размера с предельными дает возможность судить о годности детали.
ГОСТ 25346 - 82 устанавливает понятия проходного и непроходного пределов размера. Проходной предел - термин, применяемый к тому из двух предельных размеров, который соответствует максимальному количеству материала, а именно верхнему пределу для вала и нижнему для отверстия (при применении предельных калибров речь идет о предельном размере, проверяемом проходным калибром). Непроходной предел - термин применяемый к тому из двух предельных размеров, который соответствует минимальному количеству материала, , а именно нижнему пределу для вала и верхнему пределу для отверстия (при применении предельных калибров речь идет о предельном размере, проверяемом непроходным калибром).
Чтобы гарантировать в наибольшей практически достижимой степени выполнение функциональных требований системы допусков и посадок, предельные размеры на предписанной длине должны быть истолкованы следующим образом. Для отверстия диаметр наибольшего воображаемого цилиндра, который может быть вписан в отверстие так, чтобы плотно контактировать с наиболее выступающими точками поверхности (размер сопрягаемой детали идеальной геометрической формы, прилегающей к отверстию без зазора), не должен быть меньше, чем проходной предел размера. Дополнительно наибольший диаметр в любом месте отверстия не должен превышать непроходного предела размера. Для валов диаметр наименьшего воображаемого цилиндра, который может быть описан вокруг вала так, чтобы плотно контактировать с наиболее выступающими точками поверхности (размер сопрягаемой детали идеальной геометрической формы, прилегающей к валу без зазора), не должен быть больше, чем проходной предел размера. Дополнительно минимальный диаметр в любом месте вала не должен быть меньше непроходного предела размера.
Для упрощения чертежей введены предельные отклонения от номинального размера: верхнее предельное отклонение ES, es - алгебраическая разность между наибольшим предельным и номинальным размерами;нижнее предельное отклонение EI, ei - алгебраическая разность между наименьшим предельным и номинальным размерами. Для отверстия ES=Dmax-D; EI=Dmin-D; для валаes=dmax-D; ei=dmin-D. Действительным отклонениемназывают алгебраическую разность между действительным и номинальным размерами. Отклонение является положительным, если предельный или действительный размер больше номинального, и отрицательным, если указанные размеры меньше номинального.
Допуском T (от лат. Tolerance - допуск) называют разность между наибольшим и наименьшим допускаемыми значениями того или иного параметра. Допуск T размера - разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями. Допуск всегда положителен. Он определяет допустимое поле рассеяния действительных размеров годных деталей в партии, т.е. заданную точность изготовления. С увеличением допуска качество изделий, как правило, ухудшается, но стоимость изготовления уменьшается.
Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми. Поверхности по которым происходит соединение деталей называют сопрягаемыми. Остальные поверхности называют несопрягаемыми (свободными). В соответствии с этим различают размеры сопрягаемых и несопрягаемых поверхностей. В соединении деталей, входящих одна в другую, есть охватывающие и охватываемые поверхности.
Ход выполнения работы:
Задание 1. По чертежу определить основные показатели и заполните таблицу 1.
Таблица 1.
Основные понятия выявляемые при чтении размера, мм
Обозначение размера на чертеже, мм
Номинальный размер, мм
Верхнее предельное отклонение, мм
Нижнее предельное отклонение, мм
Наибольший предельный размер, мм
Наименьший предельный размер, мм
Допуск, мм
Задание 2. На основании показаний составить анализ о годности детали.
Содержание отчета: практическая занятие должна быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкретными.
Практическая работа №8
Тема: Расчет посадок.
Цель работы: Получение навыков практического пользования таблицами допусков и посадок. по ГОСТ 25347-82.
Теоретический материал:
Поверхности деталей бывают цилиндрические, плоские, конические,
эвольвентные, сложные и др. Кроме того, различают поверхности сопрягаемые
и несопрягаемые. Сопрягаемые - это поверхности, по которым детали соеди-
няются в сборочные единицы, а сборочные единицы - в механизмы. Несопря-
гаемые, или свободные, - это конструктивно необходимые поверхности, не
предназначенные для соединения с поверхностями других деталей.
Посадка - это характер соединения деталей, определяемый величиной
получающихся в нём зазоров (S) или натягов (N).
В зависимости от расположения полей допусков отверстия и вала посадки
подразделяют на три группы:
посадки с зазором (рис.5,а,б)- поле допуска отверстия расположено выше
поля допуска вала;
посадки с натягом (рис.5,в,г)- поле допуска вала расположено выше по-
ля допуска отверстия;
посадки переходные (рис.5,д)- поля допусков отверстия и вала частично
или полностью перекрываются.
Посадка обозначается на сборочном чертеже в виде дроби, в числителе
которой, отклонения относятся к отверстию, а в знаменателе - к валу -
+ 0,056
например, Ш 125 ------ ,
- 0,008
- 0,060
где верхнее отклонение отверстия ES = + 0,056 мм; нижнее отклонение EI = 0;
верхнее отклонение вала es = - 0,008мм; нижнее отклонение ei = - 0,06 мм.
Параметры посадки с зазором
Зазором (S) называется положительная разность размеров отверстия и
вала, когда D > d: S = D - d.
Посадка с зазором (рис.5,а, б) характеризуется предельными зазорами:
наименьшим (гарантированным) Smin = Dmin - dmax;
наибольшим Smax = Dmax - dmin;
средним Sср = (Smax + Smin) / 2 .
Через отклонения предельные зазоры вычисляются следующим образом:
Smin = EI - es ; Smax = ES - ei.
Параметры посадки с натягом
Натягом (N) называется положительная разность размеров вала и отвер-
стия, когда d > D: N = d - D (= - S)
Посадка с натягом (рис.5,в,г) характеризуется предельными натягами:
наименьшим (гарантированным) Nmin = dmin - Dmax;
наибольшим Nmax = dmax - Dmin ;
средним Nср = (Nmax + Nmin) / 2.
Через отклонения предельные натяги вычисляются следующим образом:
Nmin = ei - ES; Nmax = es - EI.
Параметры переходной посадки
Переходные посадки обладают возможностью получить при сборке со-
единения как зазоры, так и натяги. В этом случае поля допусков отверстия и ва-
ла перекрываются частично или полностью. Такие посадки характеризуются
наибольшим зазором (Smax) и наибольшим натягом (Nmax), величины которых
рассчитываются по формулам, приведённым выше.
Если при расчёте параметров переходной посадки величина Smax > Nmax ,
то определяют средний зазор по формуле Sср = (Smax - Nmax) / 2, и тогда про пе-
реходную посадку говорят, что она с вероятностью зазора.
Если при расчёте получилось, что величина Nmax > Smax, то определяют
средний натяг по формуле Nср = (Nmax - Smax) / 2, а про посадку говорят, что она
с вероятностью натяга.
Допуск посадки
Допуск посадки (ТП) равен сумме допусков отверстия и вала, состав-
ляющих соединение:TП = TD + Td. Выразим величину допуска посадки через
её параметры - например, для посадки с зазором.
Из схемы полей допусков посадки с зазором, см. рис.5,б, имеем:
Smax = Smin + TD +Td. Величина зазора изменяется в пределах от Smin до Smax .
Разность предельных значений размера равна его же допуску, тогда разность
предельных зазоров равна допуску зазора TS = Smax - Smin. Так как Smin = EI- es;
Smax = ES - ei , то TS = Smax - Smin = ES - ei - (EI- es) = (ES - EI) + (es - ei) =
= TD + Td.
Следовательно, для посадок с зазором допуск посадки равен допуску за-
зора или разности зазоров: TП = TS = Smax - Smin = TD + Td .
Аналогично для посадок с натягом, учитывая, что Nmin = ei - ES, Nmax = es - EI,
можно сказать, что допуск посадки равен допуску натяга или разности натягов:
TП =TN = Nmax - Nmin = TD + Td .
Допуск переходной посадки соответственно равен: ТП = Smax + Nmax = TD + Td.
Ход выполнения работы:
Задание 1. Изучить теоретический материал.
Задание 2. Ответьте на контрольные вопросы:
1. Какие поверхности называют сопрягаемыми и несопрягаемыми?
2. Что называют посадкой, зазором, натягом?
3. Как расположены поля допусков вала и отверстия при посадке с зазором?
Какими параметрами она характеризуется?
Как они вычисляются через предельные отклонения?
4. Как расположены поля допусков вала и отверстия при посадке с натягом?
Какими параметрами она характеризуется?
Как они вычисляются через предельные отклонения?
5. Что можно сказать про посадку и расположение полей допусков
отверстия и вала в случае, если величина зазора быть отрицательна? Может ли
это быть?
Задание 3. Определить наибольшие, наименьшие предельные размеры и допуски размеров деталей, входящих в соединение (рис. 1)
Содержание отчета: практическая занятие должна быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкретными.
Практическая работа№9
Тема: Расчет гладких цилиндрических соединений.
Цель: Получение еавыков расчетов гладких цилиндрических соединений.
Теоретический материал:
1. Гладкие цилиндрические соединения в машиностроении встречаются часто, такие соединения по назначению разделяют на три типа:
- Подвижные, т.е. со свободным перемещением деталей относительно друг друга. В таких соединениях обеспечивается гарантированный зазор;
- Неподвижные (неразборные) - в процессе работы которых относительное перемещение деталей не происходит, что обеспечивается гарантированным натягом в соединении;
- Неподвижные разборные соединения, в которых обеспечивается хорошее центрирование соединяемых деталей, т.к. в соединениях возможно появление небольших зазоров или натягов. Взаимное перемещение соединяемых деталей предотвращается применением дополнительных деталей, таких как, шпонки, стопорные винты и т.д.
Для перечисленных соединений Единой системой допусков и посадок (ЕСКД СЭВ) установлены посадки с зазором, натягом и переходные.
2. Методика расчета и выбор посадок с натягом.
Расчет посадок с натягом выполняется с целью обеспечить прочность соединения и прочность сопрягаемых деталей. Иными словами, к посадкам с натягом предъявляются два основных требования: 1. посадка должна гарантировать относительную неподвижность соединения деталей при наименьшем действительном натяге Nmin, необходимом для восприятия и передачи внешних нагрузок; 2. Обеспечить прочность соединяемых деталей при наибольшем действительном натяге Nmax, при котором будут отсутствовать пластические деформации.
Исходными данными для расчета являются: dн - номинальный диаметр соединения, м; d1 - внутренний диаметр вала, м; d2 - наружный диаметр вала; l - длина соединения, м; Мкр - передаваемый крутящий момент, Н*м.
Кроме перечисленых данных должны быть известны: материал соединяемых деталей, коэффициент трения f, величина шероховатости поверхностей соединяемых деталей.
Коэффициент трения f колеблется в широких пределах, потому что на прочность неподвижных соединений влияет много факторов. К ним относят шероховатость поверхностей соединяемых деталей, скорость запрессовки, наличие масла и т.д. В практических расчетах коэффициент трения выбирается в зависимости от материала соединяемых деталей.
Материал
соединяемых деталей Коэффициент трения
Сталь - сталь 0,06…0,13
Сталь - чугун 0,07…0,12
Сталь - латунь (бронза) 0,05…0,1
Произведем расчет посадки с зазором по данным варианта.
Числовые значения условия задачи:
Номинальный диаметр соединения……………………………dн=50*10-3м
Наружный диаметр втулки……………………………………..d2=100*10-3м
Внутренний диаметр полого вала……………………….….….d1=20*10-3м
Длина соединения…………………………………………….…l=40*10-3м
Передаваемый крутящий момент………………………………Мкр=1350 Н*м
Шероховатость поверхности втулки…………………………..RZD=5 мкм
Шероховатость поверхности вала……………………………...RZD=5 мкм
Коэффициент трения…………………………………………....f=0,1
Материал вала и втулки………………………………………...Сталь35Х
Модуль упругости………………………………………………ED=Ed=2,1*1011 Н/м2
Предел текучести для стали 35х………………………………..dт=750*106 Н/м2
Коэффициент Пуассона…………………………………………mD=md=0,3
Согласно методике расчета [1] и приведенным данным по формуле 1 определим величину наименьшего предельного давления pmin, оно определяется по крутящему моменту и размерам соединения:
 Н/м2, (1)
Н/м2, (1)
где Мкр - передаваемый крутящий момент = 1350 Н*м.
dн - номинальный диаметр соединения = 50*10-3.
l - длина соединения = 40*10-3.
f - коэффициент трения =0,1.
Подставим в формулу 1 числовые значения, и получим:
 87*106 Н/м2
87*106 Н/м2
После определения наименьшего предельного давления pmin, находим величину наименьшего допустимого натяга Nmin, по формуле 2, [1]:
 мкм, (2)
мкм, (2)
где ЕD и Еd - модули упругости материала отверстия и материала вала. Н/м2, он равен 2,1*106 Н/м2.
СD и Сd - коэффициенты, определяемые по формулам 3, 4 [1]:
 ; (3)
; (3)
 ; (4)
; (4)
где mD и md - коэффициент Пуассона для материала отверстия и вала. Для стали коэффициент Пуассонаm=0,3.
Подставим значения в 3 и 4 формулы, и получим:
СD=1,9; Сd=1; тогда наименьший допустимый натяг Nmin ,будет равен:

С учетом наличия шероховатости поверхностей соединяемых деталей определяется величина расчетного натяга Nрасч, по формуле 5:
(5)

Зная величину расчетного натяга 70мкм, по таблице (СТ СЭВ 144-75 ГОСТ 25347-82), и используя приложение 1 и 2 [1], выбираем посадку удовлетворяющую условию:
Nmin ст  Nрасч
Nрасч
В данном случае приведенному условию удовлетворяет посадка в системе отверстия: Æ50 , у которойNminст=72мкм. Условие соблюдается , т.к. 7270.
, у которойNminст=72мкм. Условие соблюдается , т.к. 7270.
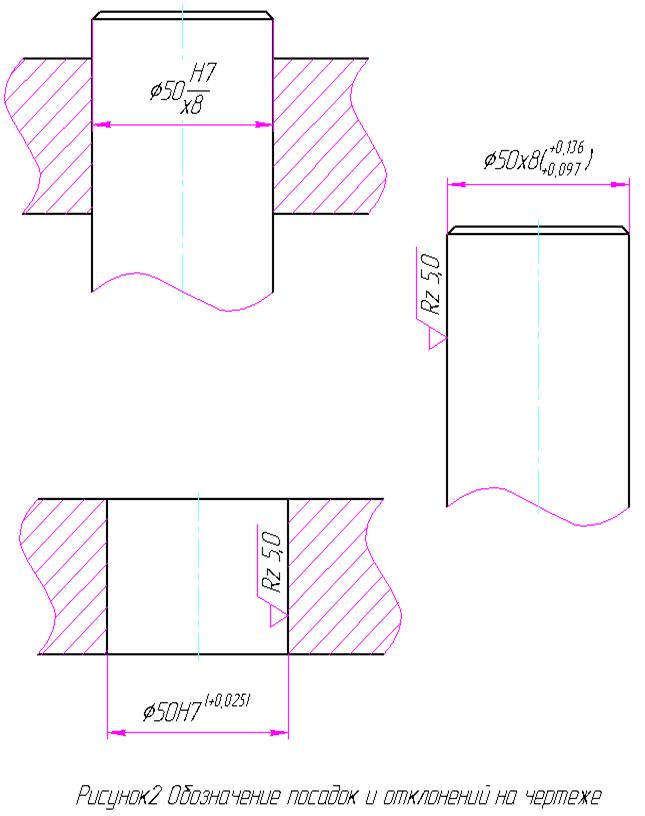
Найдя предельные отклонения отверстия Æ50Н7(+0,025) и вала Æ50х8  , определяют:
, определяют:
Nmax=es-EI=136-0=136 (мкм)
Nmin=ei-ES=97-25=72 (мкм)
Затем по формуле 6 определяют наибольшее удельное давление pmax на сопрягаемых поверхностях при наибольшем натяге Nmaxст 136мкм выбранной посадки:
 Н/м2, (6)
Н/м2, (6)
Подставим значения в формулу 6:
 =180*106 Н/м2
=180*106 Н/м2
Зная наибольшее предельное давление рmax находим наибольшее напряжение по втулке, а также полого вала проверяем его на прочность, sD и sd по формулам 7, 8.
 Н/м2 (7)
Н/м2 (7)
 Н/м2 (8)
Н/м2 (8)
Подставим в формулу числовые значения в формулы 7, 8 и получим:
 Н/м2
Н/м2
 Н/м2
Н/м2
Проверка прочности втулки производится по условию:
sD < sTD
А полого вала:
sd < sTd
где sT - предел текучести материала при растяжении.
Если напряжения меньше предела текучести материала соединяемых деталей sT (приложение 5) [1], то посадка выбрана правильно.
180*106<750*106; 428*106<750*106
Расчет посадок с натягом заканчивается определением усилия Rn, необходимого при запрессовке вала во втулку, при максимальном натяге, он рассчитывается по формуле 9:
 , Н (9)
, Н (9)
где l - длина соединения, м;
fn - коэффициент трения при запрессовке; fn =(1,15…1,2)f;
f - коэффициент трения. f=0,1 тогда fn =1,2*0,1=0,12
 =0,14 МН
=0,14 МН
Усилие при запрессовке вала на втулку будет равно приблизительно 0,14
3. Схема полей допусков соединяемых деталей.
Определяем предельные размеры и допуски на обработку деталей соединения согласно выбранной посадке:
а) отверстия
Dmax = Dн+ES = 50+50,025 = 50,025 (мкм)
Dmin = Dн - EI = 50-0 =50 (мкм)
TD = Dmax - Dmin = ES-EI;
TD = 50,025 - 50 = 0,025 (мкм)
б) вала
dmax = dн + es = 50 + 0,136 = 50,136 (мкм)
dmin = dн + ei =50 + 0,097 =50,097 (мкм)
Тd = dmax - dmin = es - ei;
Td = 50,136 - 50,097 =0,039 (мм) = 39 (мкм)
Строим схему расположения полей допусков. Схема изображена в произвольном масштабе. Номинальному размеру соединения соответствует нулевая линия, которая изображена горизонтально. Вверх от нее откладываются положительные отклонения размеров, а вниз - отрицательные. (рис. 1)
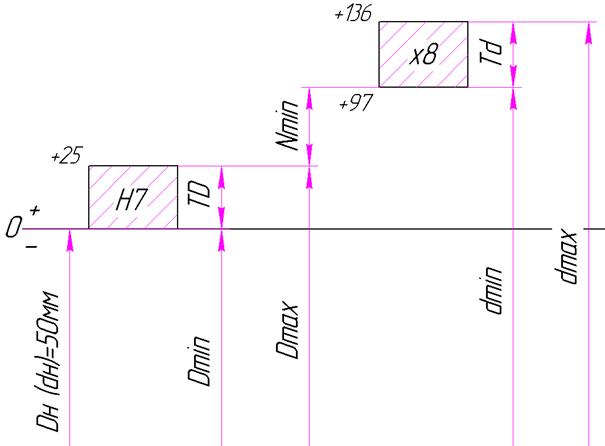
Рис.1 Схема расположения полей допусков соединения Æ50.
Определяем наибольший и наименьший натяги:
Nmax= es - EI = 136 - 0 = 136 (мкм)
Nmin= ei - ES = 97 - 25 = 72 (мкм)
Допуск посадки:
TN = Nmax - Nmin = 136-72=64 (мкм)
TN = es - ei + ES = TD =Td ; TN = 25+39=64 (мкм)
Вычерчиваем сборочный и подетальный эскизы соединяемых деталей с указанием посадки, предельных отклонений и шероховатости поверхностей (рис. 2).
4. Выбор универсальных измерительных средств.
Выбор универсальных измерительных средств, производится с учетом метрологических, конструктивных и экономических факторов. При выборе универсальных средств измерения необходимо, чтобы предельная погрешность средств измерения DLim равнялось или была бы меньше допустимой погрешности измерения d, т.е. чтобы соблюдалось условие:
±Δlim < d
Допустимая погрешность измерения линейных размеров зависит от номинального размера и допуска на этот размер IT и устанавливается
СТ СЭВ 303-76.
Для рассматриваемого соединения dн =50 мм, TD =25мкм, Td = 39 мкм, d выбираем из табл. Приложения 3 [1] для отверстия:
Æ50Н7(+0,025) - d = 7 мкм, для вала Æ50х8 - d = 10 мкм.
Этим требование соответствуют (приложение 4) [1], для отверстия - нутромер индикаторный с ценой деления 0,001 или 0,002 мм, а для вала - микрометр 1-го класса с ценой деления 0,002 мм, предел измерения 50…75мм. Характеристики которых заносим в табл.1.
Таблица1
Деталь
Величина допуска детали, ITдетали
мкм
Допустимая погрешность измерения по СТ СЭВ 303-76 d,мкм
Предельная погрешность средств измерения6Δlim, мкм
Наименование измерительных средств и их метрологическая характеристика
Отверстие
25
7
6,5
Нутромер индикаторный с ценой деления 0,001 или 0,002мм
Вал
39
10
9
Микрометр 1-го класса с ценой деления 0,002мм предел измерения 50…70мм
Ход выполнения работы:
Задание 1. Изучить теоретический материал.
Задание 2. Рассчитать по вариантам (таб.1) гладкие цилиндрические поверхности.
Содержание отчета: практическая занятие должна быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкретными.
Практическая работа №10
Тема: Организация метрологической службы.
Цель: Изучить и закрепить основные понятия в работе метрологической службы.
Теоретический материал:
Метрологическая служба предприятий, организаций и учреждений включает отдел главного метролога, другие структурные подразделения (поверочные и измерительные лаборатории, группу ремонта средств измерений, бюро проката, и т. д.) и создается для выполнения задач по обеспечению единства измерений и метрологическому обеспечению исследований, разработки, испытаний и эксплуатации продукции или иных областей деятельности, закрепленных за предприятием.
К основным задачам метрологической службы предприятия относятся:
− обеспечение единства и требуемой точности измерений, повышение метрологического обеспечения производства;
− внедрение в практику современных методов и средств измерений, направленное на повышение уровня научных исследований, эффективности производства, технического уровня и качества продукции;
− организация и проведение калибровки и ремонта средств измерений, находящихся в эксплуатации и своевременное представление средств измерений на поверку;
− проведение метрологической аттестации методик выполнения измерений, а также участие в аттестации средств испытаний и контроля;
− проведение метрологической экспертизы технических заданий, проектной, конструкторской и технологической документации, проектов стандартов и других нормативных документов;
− проведение работ по метрологическому обеспечению производства;
− участие в аттестации испытательных подразделений, в подготовке к аттестации производств и систем качества;
− осуществление метрологического надзора за состоянием и применением средств измерений, аттестованными методиками выполнения измерений, эталонами,
применяемыми для калибровки средств измерений, за соблюдением метрологических норм и правил, нормативных документов по обеспечению единства измерений на прикрепленных предприятиях.
Для выполнения возложенных на метрологическую службу задач она должна иметь положение, структуру, систему обеспечения качества, персонал, необходимые рабочие эталоны, помещения, условия, обеспечивающие проведение поверки средств измерений.
Положение МС должно быть разработано в соответствии с ПР 50-732-93 «Типовое положение о метрологической службе государственных органов управления и юридических лиц». Структура метрологической службы указывается в паспорте МС.
Метрологическая служба должна иметь систему обеспечения качества, соответствующую ее деятельности в области поверки и объему выполняемых работ.
Руководство по качеству МС должно содержать следующие основные разделы:
− политика в области качества;
− описание метрологической службы;
− персонал;
− оборудование;
− документация на поверку;
− помещения, окружающая среда;
− порядок приема и регистрации средств измерений на поверку;
− методика проведения поверки;
− архивы.
Политика в области качества должна содержать цель, используемые ресурсы.
Основной целью политики в области качества поверки есть обеспечение заданных в нормативной и методической документации требований к поверке средств измерений.
Для ее достижения политики в области качества применяются следующие ресурсы:
− поверенные рабочие эталоны и поверочные установки, снабженные современной измерительной техникой;
− квалифицированный персонал;
− помещения, отвечающие методикам поверки, санитарным нормам, требованиям безопасности труда и охраны окружающей среды.
Ответственность за развитие системы обеспечения качества возлагается на руководителя (наименование подразделения МС).
Руководитель МС должен принимать меры к обеспечению соответствия поверочного оборудования современным требованиям, регламентированным в нормативных и методических документах; устанавливать порядок приобретения, приемки и ввода в эксплуатацию оборудования.
Эксплуатация оборудования должна производиться в соответствии с нормативной и методической документацией на методы и средства поверки и эксплуатационной документацией на оборудование, с соблюдением правил техники безопасности и других правил, установленных на предприятии.
Ответственные за состояние поверочного оборудования и ответственный за хранение, своевременное пополнение и актуализацию фонда документации на методы и средства поверки средств измерений назначаются распоряжением руководителя МС.
Ответственные за состояние поверочного оборудования:
− составляют и контролируют выполнение графиков профилактического осмотра, технического обслуживания и ремонта поверочного оборудования;
− ведут журналы учета оборудования;
− хранят и выдают персоналу МС инструкции по эксплуатации и техническому обслуживанию оборудования;
− составляют и контролируют выполнение графиков поверки средств измерений и эталонов, входящих в поверочное оборудование;
− осуществляют поверку или представляют на поверку в органы Государственной метрологической службы средства измерений и эталоны, входящие в состав поверочного оборудования;
− дают указания персоналу МС в тех случаях, когда оборудование работает в режиме перегрузки или неправильно эксплуатируется.Нормативные и методические документы, регламентирующие методы и средства поверки средств измерений, приводятся в паспорте МС.
Средства измерений должны приниматься МС из подразделений предприятия на поверку в сроки, установленные графиками поверки.
Регистрация принятых на поверку средств измерений производится в специальном журнале лицами, назначенными распоряжением руководителя МС.
Представление средств измерений на поверку в органы Государственной метрологической службы должно производиться в соответствии с требованиями ПР 50.2.006-94.
Методика проведения поверок и оформление результатов поверки должны соответствовать указаниям нормативных и методических документов на методы и средства поверки.
В соответствии с изменениями условий эксплуатации средств измерений и использования результатов измерения в производстве методики поверки средств измерений должны совершенствоваться для обеспечения готовности средств измерений функционировать в новых условиях с заданными характеристиками.
Руководитель МС устанавливает сроки и процедуры систематического внутреннего контроля соблюдения правил выполнения поверки средств измерений.
Протоколы с результатами поверки хранятся не менее 3 лет.
При наличии персональной ЭВМ МС или вычислительного центра предприятия перечни поверяемых средств измерений, поверочного оборудования, нормативной и методической документации на методы и средства поверки, графики поверки и результаты их выполнения, протоколы поверки заносятся и хранятся в соответствующих банках данных ЭВМ.
Контрольные вопросы:
1. Что такое метрология?
2. Перечислить составные части науки метрологии
3. Какие государственные органы контролируют качество и единство измерений?
4. Перечислить функциональные обязанности законодательной метрологии.
5. Чем занимается фундаментальная метрология?
6. Что такое физическая величина и что понимать под измерением физической величины?
7. Что является главной задачей метрологии как науки?
8. Какие две задачи необходимо выполнить чтобы обеспечить единство измерений?
9. Какие бывают измерения:
10 .Объяснить виды мерительных инструментов назначаемые:
11. Перечислить средства измерения по метрологическому назначению, виды эталонов.
12. Ответственность физических и юридических лиц за нарушение законодательства по метрологии.
Ход выполнения работы:
Задание 1. Изучить теоретический материал.
Задание 2. Ответьте на контрольные вопросы.
Содержание отчета: практическая занятие должна быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкретными.
Практическая работа №11
Тема: Измерение линейных размеров.
Цель: Ознакомление с методами измерений - линейных размеров.
Теоретический материал:
Линейные измерения - определение расстояний между заданными точками, определение размеров элементов разных сооружений, деталей (при необходимости измерение площадей, объемов) - применяются во многих областях науки и техники. Любое измерение состоит в установлении численного соотношения между величиной измеряемого объекта и величиной эталона, воспроизводящего единицу измерения.
XI Генеральная конференция по мерам и весам в I960 году приняла в качестве эталона единицы длины метр, выраженный в длинах световых волн оранжевой линии спектра криптона-86; соответствующей переходу между уровнями 2Р10 и
5d5 этого атома. Метр - длина, равная 1650763,73 длин волн в вакууме излучения, соответствующего переходу между уровнями 2Р10 и 5d5 атома криптона-86. При соблюдении условий эксплуатации комплекса аппаратуры, входящего в состав государственного эталона метра, единица длины воспроизводится и передается со средней квадратичной погрешностью, не превышающей 3 • 10-8 м (ГОСТ 8.020-72).
Основное метрологическое назначение любого эталона - сохранение единства мер и, следовательно, значение единицы от эталона должно передаваться с необходимой точностью принимаемым в различных областях человеческой деятельности измерительным мерам и приборам. Для исполнения этой задачи создается ряд вторичных эталонов, точность которых всегда несколько ниже точности первичного эталона, однако их роль в хранении и передаче единиц измерения очень велика. По метрологическому назначению вторичные эталоны разделяются на:
- эталоны-копии - заменяют первичный эталон при передаче единиц другим
вторичным эталонам;
- эталоны-свидетели - предназначены для наблюдения за сохранностью
первичного эталона и хранятся в общих с ним условиях;
- рабочие эталоны - предназначены для текущих метрологических работ по
передаче единицы измерения образцовым и рабочим (высшей точности)
средствам измерений.
Средства измерений - технические средства, необходимые для осуществления измерений. Основные виды средств измерений: мера - устройство служащее для воспроизведения одного или нескольких известных значений величины; набор мер - совокупность мер, применяемых как отдельно так и в различных сочетаниях с целью воспроизведения ряда значений величины в определенных пределах; измерительный прибор - устройство, в котором измеряемая величина преобразуется в показание или сигнал пропорциональный измеряемой величине или связанный с ней другой функциональной зависимостью; измерительная установка - совокупность мер, измерительных приборов, вспомогательных устройств, объединенных в единое целое общей схемой и методом, предназначенная для измерения одной или нескольких величин.
Ход выполнения работы:
Задание 1. Изучить теоретический материал.
Задание 2.C помощью микрометра определить площадь поверхности металлического бруска. Вычислить среднее значение площади S и доверительный интервал S при доверительной вероятности Р= 0.95;
Задание 3. Определить с помощью штангенциркуля объем тела. Вычислить среднее значение объема V и доверительный интервал при доверительной вероятности Р==0.95 .
Содержание отчета: практическая занятие должна быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкрет
Практическая работа №12
Тема: Оценка погрешностей показаний микрометра.
Цель: Изучить устройство и принцип действия микрометра; осуществить поверку микрометра
Теоретический материал:
1. Устройство и принцип действия микрометра.
Микрометр относится к классу микрометрических измерительных инструментов, принцип действия которых основан на использовании винтовой пары (винт - гайка), позволяющей преобразовать вращательное движение микровинта в поступательное.
Приборостроительная промышленность изготавливает микрометры в соответствии с требованиями ГОСТ 6507-90 с пределами измерений от 0 до 300 мм с интервалом 25 мм. При необходимости микрометры могут быть укомплектованы специальной стойкой с зажимом, позволяющей исключить дополнительную погрешность из-за нарушения температурных условий измерений.
Устройство микрометра изображено на рис.1.
Рис.1. Устройство микрометра с диапазоном измерения от 0 до 25 мм
Основанием микрометра является скоба 1, а передаточным механизмом служит винтовая пара, состоящая из микрометрического винта 3 и микрометрической гайки, расположенной в стебле 5. В скобу 1 запрессована пятка 2 и стебель 5. Измеряемая деталь охватывается измерительными поверхностями микровинта и пятки. Барабан 6 присоединен к микровинту установочным колпачком 8. Вращение барабана осуществляется трещоткой 9 для создания постоянного калибровочного усилия, которое для микровинта равно  . Превышение измерительного усилия ограничивается трещоткой. Закрепляют микровинт в требуемом положении стопорным винтом 4. Накатной выступ 7 служит для удобства работы с микрометром.
. Превышение измерительного усилия ограничивается трещоткой. Закрепляют микровинт в требуемом положении стопорным винтом 4. Накатной выступ 7 служит для удобства работы с микрометром.
Отсчетное устройство микрометра состоит из двух шкал: продольной и круговой. Продольная шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряда штрихов образуют одну продольную шкалу с ценой деления 0,5 мм, равной шагу микровинта. Круговая шкала имеет 50 делений (при шаге винта  .0,5), нанесенных на торце барабана. По продольной шкале отсчитывают число целых миллиметров и 0,5 мм, по круговой - десятые и сотые доли миллиметра. Третий десятичный шаг отсчитывают приближенно, интерполируя цену деления шкалы барабана. Цена деления шкалы барабана равна отношению шага
.0,5), нанесенных на торце барабана. По продольной шкале отсчитывают число целых миллиметров и 0,5 мм, по круговой - десятые и сотые доли миллиметра. Третий десятичный шаг отсчитывают приближенно, интерполируя цену деления шкалы барабана. Цена деления шкалы барабана равна отношению шага  к числу делений
к числу делений  на торце барабана
на торце барабана
 .
.
Результат получают суммированием отсчетов по шкале стебля и отсчета по шкале барабана. Например, на рис.1 полный отсчет показания микрометра  мм.
мм.
-
Установка микрометра
Микрометр устанавливается на нуль или соответствующее начальное показание шкалы 25 мм, 50 мм...и т.д. с помощью установочных мер в зависимости от интервалов измерений микрометра.
В положении плотного соприкосновения измерительных поверхностей микрометра и пятки закрепить стопор микровинта вращением винта стопора по часовой стрелке до прочного зажатия (рис.2). Разъединить барабан и микровинт, для чего охватить левой рукой барабан за накатной выступ, а правой установочный колпачок повернуть против часовой стрелки (на себя) до появления осевого люфта барабана на микровинте (рис.3). Совместить нулевой штрих шкалы барабана с продольным штрихом шкалы стебля, для чего скобу микрометра охватить левой рукой, как показано на (рис.4), причем пальцами левой руки удерживать барабан в положении совпадения нулевых штрихов, а правой вращать установочный колпачок по часовой стрелке до полного закрепления барабана на микровинте. Освободить стопор микровинта, вращая его против часовой стрелки.
Проверить правильность выполненной установки микрометра, для этого отвести микровинт от пятки, вращая его за трещотку против часовой стрелки на 3 - 4 оборота и плавным движением подвести микровинт к пятке. В этом положении нулевой штрих шкалы барабана должен совпасть с продольным штрихом шкалы стебля, а срез барабана должен находиться над нулевым штрихом шкалы стебля.
Если установка с первого раза не удалась, то ее повторяют до тех пор, пока не будет достигнута необходимая точность совпадения нулевых штрихов.
Рис.2. Закрепление винтового стопора гладкого микрометра
Рис.3. Освобождение барабана микрометра
Рис.4. Закрепление барабана микрометра установочным колпачком
2. Методика поверки микрометра
Поверка - это совокупность действий, выполняемых для определения или оценки погрешностей средств измерений и установления их пригодности к применению.
-
Операции поверки
При проведении поверки микрометра должны быть выполнены следующие операции: внешний осмотр; опробование; определение (контроль)метрологических характеристик (определение погрешности шага и профиля микровинта; определение отклонения от параллельности и плоскостности измерительных поверхностей; погрешности расположения штрихов измерительных шкал; погрешности деформации скобы, возникающей под действием измерительного усилия и т.д.). Микрометры, находящиеся в эксплуатации, поверяются по погрешностям показаний и по отклонениям от параллельности измерительных плоскостей.
-
Условия поверки и подготовка к ней
На правильность поверки микрометров влияет температурный режим, при котором проводится поверка. Допустимые по ГОСТ 6507-90 отклонения температуры от 20 градусов при поверке микрометров приведены в табл.1.
Микрометр и установочные меры, подлежащие поверке, выдерживаются в помещении, где проводится поверка не менее 3 часов.
Таблица 1
Допустимые отклонения температуры от 20С
Пределы измерения микрометра, мм
До 150
Свыше 150 до 500
Свыше 500 до 600
При поверке микрометра
4
3
2
При поверке установочных мер
3
2
1
-
Проведение поверки
-
Внешний осмотр
При проведении внешнего осмотра должно быть установлено соответствие микрометра требованиям ГОСТ 6507-90 в части формы измерительных поверхностей микрометра и установочной меры, качества поверхностей, оцифровки и штрихов шкал, комплектности. Измерительные поверхности микрометра необходимо очистить от смазки.
-
Опробование
При опробовании проверяют плавность перемещения барабана микрометра вдоль стебля; отсутствие вращения микрометрического винта, закрепленного стопорным устройством, обеспечивающим измерительное усилие (при этом показания микрометра не должны изменяться); неизменность положения закрепленной пятки.
-
Определение метрологических характеристик
Определение погрешности показаний
Для этого назначаются размеры, по которым будет проведена поверка микрометра. Число поверяемых точек должно быть не менее шести, и располагаться они должны равномерно по шкале. Например, если микрометр имеет диапазон измерения от 0 до 25 мм, то в качестве поверяемых точек можно выбрать 0, 5, 10, 15, 20 и 25 мм.
Показания микрометра поверяются по каждому контролируемому размеру. Соответствующие размеры устанавливаются с помощью плоскопараллельных мер длины (плиток). Для получения более достоверных результатов измерений каждое измерение повторяют 10 раз. Среднее арифметическое значение повторных измерений снижает влияние случайных погрешностей измерений. Данные эксперимента заносят в табл.2.
Таблица 2
Результаты измерений погрешности показаний микрометра
Поверяемые точки шкалы
Отсчет по шкале микрометра
Среднее арифмети-ческое зна- чение ре-зультата
измерения 
Среднее квадра-тическое отклоне-ние 
Абсолют-ная пог-решность микро-метра 
Граница довери-тельного интерва- ла 
1
6
2
7
3
8
4
9
5
10
0
5
…
25
Определение отклонения от параллельности измерительных поверхностей микрометра
Отклонения от параллельности измерительных поверхностей микрометра измеряются в двух взаимно перпендикулярных направлениях. Разность размеров в двух противоположных точках будет характеризовать непараллельность рабочих плоскостей. Для измерения составляется блок концевых мер, равный примерно среднеарифметическому размеру между наибольшим и наименьшим размерами, измеряемыми микрометром.
Например, для микрометра с пределами измерений 0 - 25 рекомендуется для поверки непараллельности брать размер 12...13 мм. При составлении блока концевых мер измерительные поверхности должны быть обезжирены, протерты с помощью замшевого материала и тщательно притерты друг к другу.
Измерение и отсчет аналогичны методу определения погрешности показаний микрометра, только касание измерительных поверхностей микрометра с блоком плиток ограничивается сегментом высотой приблизительно 1/4 диаметра микрометра. Схема расположения концевой меры при поверке микрометра с измерительной поверхностью микровинта представлена на рис.5. Для повышения точности отсчета показаний следует пользоваться увеличительным стеклом, позволяющим определить значение с погрешностью до 25 % от цены деления шкалы. Результаты измерений и расчетов оформляются в соответствии с табл.3.
Рис.5. Касание измерительной поверхности микровинтас концевой мерой при поверке микрометра:
а - сверху; б - снизу; в - спереди; г - сзади.
Таблица 3
Результаты измерений отклонения от параллельности измерительных поверхностей
Положение измерений
Показания микрометра
Среднее арифме-тическое значение
Среднее квадрати-ческое отклонение
Абсо-лютная погреш-ность
Граница довери-тельного интерва-
1
6
2
7
3
8
4
9
5
10
результа-та измере-ния
микро-метра
ла
а
б
в
г
3. Обработка результатов измерений
Пользуясь статистическими методами обработки результатов, определим погрешности измерения для каждой исследуемой точки шкалы следующим образом:
а) вычисляется среднее арифметическое значение измерений
 ,
,
где - число измерений;  - значение каждого измерения (случайная величина);
- значение каждого измерения (случайная величина);
б) вычисляется среднее квадратическое отклонение
 ;
;
в) выбирается уровень надежности (доверительная вероятность) результатов измерений:  ;
; 
 ;
;  . По табл.4 находим коэффициент Стьюдента
. По табл.4 находим коэффициент Стьюдента  для выбранной вероятности
для выбранной вероятности  и числа измерений ;
и числа измерений ;
Таблица 4
Значения коэффициента для выбранной вероятности
и числа измерений
Число
При доверительной вероятности
измерений
0,90
0,95
0,99
5
2,13
2,77
4,60
6
2,02
2,57
4,03
7
1,94
2,45
3,71
8
1,89
2,36
3,50
9
1,86
2,31
3,36
10
1,83
2,26
3,25
11
1,81
2,23
3,17
12
1,80
2,20
3,11
13
1,78
2,18
3,06
14
1,77
2,16
2,98
15
1,76
2,14
2,95
г) рассчитываются предельные значения абсолютных погрешностей измерений

и определяются границы доверительного интервала
 .
.
Значения вычисленных величин заносятся в табл. 2 и 3. Математическая обработка результатов измерений может быть произведена на компьютере с помощью прикладной программы «Metrolog». При работе с этой программой пользователю предоставляется возможность выбора требуемого исследования микрометра на точность шкалы или на параллельность. В процессе работы с программой учитывается:
-
количество измерений;
-
количество поверяемых точек шкалы.
Для дальнейшей работы с программой дополнительно выдается руководство пользователя.
4. Заключение о годности микрометра
Микрометр считается годным для работы, если ни одно отклонение не превышает допустимых по ГОСТ 6507-90. Допустимые погрешности микрометра даны в табл.5.
Таблица 5
Допустимые погрешности микрометра по ГОСТ 6507-90
Верхний предел измерений, мм
Допустимая погрешность микрометра, мкм
Допустимая непараллельность измерительных поверхностей, мкм
5,10,25
4
2
50
4
2,5
75,100
4
3
125,150
5
4
175,200
5
4
225,250,300
5
6
Если отклонение превышает допустимое, но имеет один знак, микрометр следует настроить, и заключение давать с учетом перенастройки. Если настройкой добиться показаний микрометра в пределах допустимых отклонений не удается, микрометр подлежит браковке.
Если отклонения от параллельности измерительных поверхностей превышают допустимые по ГОСТ 6507-90, а погрешности показаний микрометра удовлетворяют требованиям ГОСТ 6507-90 или этим требованиям не может удовлетворять после перенастройки, следует дать заключение, что требуется исправление (доводка) измерительных поверхностей.
Таким образом, сравнивая результаты эксперимента с нормами допустимых отклонений по ГОСТ 6507-90, дается заключение о годности микрометра.
Ход выполнения работы:
Задание 1. Изучить теоретический материал.
Задание 2. Ответьте на контрольные вопросы.
-
Что означает понятие «поверка» средств измерения?
-
Чем вызвана необходимость периодической поверки средств измерения?
-
На чем основан принцип работы микрометра?
-
Из каких основных частей состоит микрометр?
-
Какие шкалы используются в микрометре? Как устроено отсчетное устройство микрометра?
-
Как определяется цена деления шкалы?
-
Какое значение имеет температура при поверке микрометра?
-
Как будет деформироваться скоба микрометра при возрастании температуры?
-
Как осуществляется поверка микрометра?
-
Что является результатом поверки?
-
Какому ГОСТу должен удовлетворять исследуемый микрометр?
Содержание отчета: практическая занятие должна быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкретными.
Практическая работа № 13
Тема: Установление и определение нормируемых метрологических характеристик средств измерений".
Цель: Изучение нормируемых метрологических характеристик.
Теоретический материал:
Средство измерений (СИ) - техническое средство, предназначенное для измерений, имеющее нормированные метрологические характеристики, воспроизводящее или хранящее единицу физической величины, размер которой принимают неизменной в течение известного интервала времени.
Приведенное определение выражает суть средства измерений, которое, во-первых, хранит или воспроизводит единицу, во-вторых, эта единица неизменна. Эти важнейшие факторы и обуславливают возможность проведения измерений, т.е. делают техническое средство именно средством измерений. Этим средства измерений отличаются от других технических устройств. К средствам измерений относятся меры, измерительные: преобразователи, приборы, установки и системы.
Мера физической величины - средство измерений, предназначенное для воспроизведения и (или) хранения физической величины одного или нескольких заданных размеров, значения которых выражены в установленных единицах и известны с необходимой точностью. Примеры мер: гири, измерительные резисторы, концевые меры длины, радионуклидные источники и др.
Меры, воспроизводящие физические величины лишь одного размера, называются однозначными (гиря), нескольких размеров - многозначные (миллиметровая линейка - позволяет выражать длину как в мм, так и в см). Кроме того, существуют наборы и магазины мер, например, магазин емкостей или индуктивностей. При измерениях с использованием мер сравнивают измеряемые величины с известными величинами, воспроизво-димыми мерами. Сравнение осуществляется разными путями, наиболее распространенным средством сравнения является компаратор, предназначенный для сличения мер однородных величин. Примером компаратора являются рычажные весы. К мерам относятсястандартные образцы и образцовое вещество, которые представляют собой специально оформленные тела или пробы вещества определенного и строго регламентированного содержания, одно из свойств которых является величиной с известным значением. Например, образцы твердости, шероховатости.
Измерительный преобразователь (ИП) - техническое средство с нормативными метрологическими характеристиками, служащее для преобразования измеряемой величины в другую величину или измерительный сигнал, удобный для обработки, хранения, индикации или передачи. Измерительная информация на выходе ИП, как правило, недоступна для непосредственного восприятия наблюдателем. Хотя ИП являются конструктивно обособленными элементами, они чаще всего входят в качестве составных частей в более сложные измерительные приборы или установки и самостоятельного значения при проведении измерений не имеют.
Преобразуемая величина, поступающая на измерительный преобразователь, называется входной, а результат преобразования - выходной величиной. Соотношение между ними задается функцией преобразования, которая является его основной метрологической характеристикой. Для непосредственного воспроизведения измеряемой величины служат первичные преобразователи, на которые непосредственно воздействует измеряемая величина и в которых происходит трансформация измеряемой величины для ее дальнейшего преобразования или индикации. Примером первичного преобразователя является термопара в цепи термоэлектрического термометра. Одним из видов первичного преобразователя является датчик - конструктивно обособленный первичный преобразователь, от которого поступают измерительные сигналы (он «дает» информацию). Датчик может быть вынесен на значительное расстояние от средства измерений, принимающего его сигналы. Например, датчик метеорологического зонда. В области измерений ионизирующих излучений датчиком часто называют детектор.
По характеру преобразования ИП могут быть аналоговыми, аналого-цифровыми (АЦП), цифро-аналоговыми (ЦАП), то есть, преобразующими цифровой сигнал в аналоговый или наоборот. При аналоговой форме представления сигнал может принимать непрерывное множество значений, то есть, он является непрерывной функцией измеряемой величины. В цифровой (дискретной) форме он представляется в виде цифровых групп или чисел. Приме-рами ИП являются измерительный трансформатор тока, термометры сопротивлений.
Измерительный прибор - средство измерений, предназначенное для получения значений измеряемой физической величины в установленном диапазоне. Измерительный прибор представляет измерительную информацию в форме, доступной для непосредственного восприятия наблюдателем.
По способу индикации различают показывающие и регистрирующие приборы. Регистрация может осуществляться в виде непрерывной записи измеряемой величины или путем печатания показаний прибора в цифровой форме.
Приборы прямого действия отображают измеряемую величину на показывающем устройстве, имеющем градуировку в единицах этой величины. Например, амперметры, термометры.
Приборы сравнения предназначены для сравнения измеряемых величин с величинами, значения которых известны. Такие приборы используются для измерений с большей точностью.
По действию измерительные приборы разделяют на интегрирующие и суммирующие, аналоговые и цифровые, самопишущие и печатающие.
Измерительная установка и система - совокупность функционально объединенных мер, измерительных приборов и других устройств, предназначенных для измерений одной или нескольких величин и расположенная в одном месте (установка) или в разных местах объекта измерений (система). Измерительные системы, как правило, являются автоматизированными и по существу они обеспечивают автоматизацию процессов измерения, обработки и представления результатов измерений. Примером измерительных систем являются автоматизированные системы радиационного контроля (АСРК) на различных ядерно-физических установках, таких, например, как ядерные реакторы или ускорители заряженных частиц.
По метрологическому назначению средства измерений делятся на рабочие и эталоны.
Рабочее СИ - средство измерений, предназначенное для измерений, не связанное с передачей размера единицы другим средствам измерений. Рабочее средство измерений может использоваться и в качестве индикатора. Индикатор - техническое средство или вещество, предназначенное для установления наличия какой-либо физической величины или превышения уровня ее порогового значения. Индикатор не имеет нормированных метрологических характеристик. Примерами индикаторов являются осциллограф, лакмусовая бумага и т.д.
Эталон - средство измерений, предназначенное для воспроизведения и (или) хранения единицы и передачи ее размера другим средствам измерений. Среди них можно выделить рабочие эталоны разных разрядов, которые ранее назывались образцовыми средствами измерений.
Классификация средств измерений проводится и по другим различным признакам. Например, по видам измеряемых величин, по виду шкалы (с равномерной или неравномерной шкалой), по связи с объектом измерения (контактные или бесконтактные)
1.1 Метрологические характеристики СИ
Оценка пригодности средств измерений для решения тех или иных измерительных задач проводится путем рассмотрения их метрологических характеристик.
Метрологическая характеристика (МХ) - характеристика одного из свойств средства измерений, влияющая на результат измерений и его погрешность. Метрологические характеристики позволяют судить об их пригодности для измерений в известном диапазоне с известной точностью. Метрологические характеристики, устанавливаемые нормативными документами на средства измерений, называют нормируемыми метрологическими характеристиками, а определяемые экспериментально - действительными.
Для каждого типа СИ устанавливаются свои метрологические характеристики. Ниже рассматриваются наиболее распространенные на практике метрологические характеристики.
Диапазон измерений СИ - область значений величины, в пределах которой нормированы его допускаемые пределы погрешности. Для мер это их номинальное значение, для преобразователей - диапазон преобразования. Различают нижний и верхний пределы измерений, которые выражаются значениями величины, ограничивающими диапазон измерений снизу и сверху.
Погрешность СИ - разность между показанием средства измерений - Хп и истинным (действительным) значением измеряемой величины - Хд.
Существует распространенная классификация погрешностей средств измерений. Ниже приводятся примеры их наиболее часто используемых видов.
Абсолютная погрешность СИ - погрешность средства измерений, выраженная в единицах измеряемой величины: ∆Х = Хп - Хд. Абсолютная погрешность удобна для практического применения, т.к. дает значение погрешности в единицах измеряемой величины. Но при ее использовании трудно сравнивать по точности приборы с разными диапазонами измерений. Эта проблема снимается при использовании относительных погрешностей.
Если абсолютная погрешность не изменяется во всем диапазоне измерения, то она называется аддитивной, если она изменяется пропорционально измеряемой величине (увеличивается с ее увеличением), то она называется мультипликативной.
Относительная погрешность СИ - погрешность средства измерений, выраженная отношением абсолютной погрешности СИ к результату измерений или к действительному значению измеренной величины: δ = ∆Х / Хд. Относительная погрешность дает наилучшее из всех видов погрешностей представление об уровне точности измерений, который может быть достигнут при использовании данного средства измерений. Однако она обычно существенно изменяется вдоль шкалы прибора, например, увеличивается с уменьшением значения измеряемой величины. В связи с этим часто используют приведенную погрешность.
Приведенная погрешность СИ - относительная погрешность, выраженная отношением абсолютной погрешности средства измерений к условно принятому значению величины ХN, которое называют нормирующим: γ = ∆Х / ХN.
Относительные и приведенные погрешности обычно выражают либо в процентах, либо в относительных единицах (долях единицы).
Для показывающих приборов нормирующее значение устанавливается в зависимости от особенностей и характера шкалы. Приведенные погрешности позволяют сравнивать по точности средства измерений, имеющие разные пределы измерений, если абсолютные погрешности каждого из них не зависят от значения измеряемой величины.
По условиям проведения измерений погрешности средств измерений подразделяются на основные и дополнительные.
Основная погрешность СИ - погрешность средства измерений, применяемого в нормальных условиях, т.е. в условиях, которые определены в НТД не него как нормальные. Нормальные значения влияющих величин указываются в стандартах или технических условиях на средства измерений данного вида в форме номиналов с нормированными отклонениями. Наиболее типичными нормальными условиями являются:
температура (20 ± 5)єС;
относительная влажность (65±15) %;
атмосферное давление (100 ± 4) кПа или (750 ± 30) мм рт. ст.;
напряжение питания электрической сети 220 В ± 2% с частотой 50 Гц.
Иногда вместо номинальных значений влияющих величин указывается нормальная область их значений. Например, влажность (30-80)%.
Дополнительная погрешность СИ - составляющая погрешности СИ, возникающая дополнительно к основной погрешности вследствие отклонения какой-либо из влияющих величин от нормального ее значения. Деление погрешностей на основные и дополнительные обусловлено тем, что свойства средств измерений зависят от внешних условий.
Погрешности по своему происхождению разделяются на систематические и случайные.
Систематическая погрешность СИ - составляющая погрешности средства измерений, принимаемая за постоянную или закономерно изменяющуюся. Систематические погрешности являются в общем случае функциями измеряемой величины и влияющих величин (температуры, влажности, давления, напряжения питания и т.п.).
Случайная погрешность СИ - составляющая погрешности средства измерений, изменяющаяся случайным образом. Случайные погрешности средств измерений обусловлены случайными изменениями параметров составляющих эти СИ элементов и случайными погрешностями отсчета показаний приборов.
При конструировании прибора его случайную погрешность стараются сделать незначительной в сравнении с другими погрешностями. У хорошо сконструированного и выполненного прибора случайная погрешность незначительна. Однако при увеличении чувствительности средств измерений обычно наблюдается увеличение случайной погрешности. Тогда при повторных измерениях одной и той же величины в одних и тех же условиях результаты будут различными. В таком случае приходится прибегать многократным измерениям и к статистической обработке получаемых результатов. Как правило, случайную погрешность приборов снижается до такого уровня, что проводить многократные измерений нет необходимости.
Стабильность СИ - качественная характеристика средства измерений, отражающая неизменность во времени его метрологических характеристик.
Градуировочная характеристика СИ - зависимость между значениями величин на входе и выходе средства измерений, полученная экспериментально. Может быть выражена в виде формулы, графика или таблицы.
1.2 Использование СИ
С точки зрения применения в зависимости от решаемой измерительной задачи и дальнейшего использования результатов измерений средств измерений можно разделить на стандартизованные и нестандартизованные.
Стандартизованное СИ - средство измерений, изготовленное и применяемое в соответствии с требованиями государственного или отраслевого стандарта. Стандартизованные средства измерений обычно подвергают испытаниям и вносят в Государственный реестр.
Нестандартизованное СИ - средства измерений, стандартизация требований к которому признана нецелесообразной. К нестандартизованным обычно относятся узко специализированные средства измерений, изготовленные в единичных экземплярах и не предназначенные для массового производства. Измерительные задачи, решаемые с помощью таких средств измерений, носят ограниченный и локальный характер. Как правило, такие средства измерений используются на одном или нескольких предприятиях для вспомогательных измерений. Часто они применяются в качестве индикаторов. К понятию стандартизованного средства измерений примыкает понятие узаконенного средства измерений.
Узаконенное СИ - средство измерений, признанное годным и допущенное для применения уполномоченным на то органом. Примеры узаконенных средств измерений: государственные эталоны становятся таковыми в результате утверждения национальным органом по стандартизации, рабочие средства измерений, предназначенные для серийного выпуска, которые узакониваются путем утверждения тип (см. ниже).
Все многообразие средств измерений подразделяется на типы и виды.
Тип средств измерений - совокупность средств измерений одного и того же назначения, основанных на одном и том же принципе действия, имеющих одинаковую конструкцию и изготовленных по одной технической документации. То есть, это абсолютно одинаковые приборы, различающиеся-тип средств измерений лишь заводскими номерами. В отличии от типа различают вид средств измерений, который включает в себя их более широкий круг.
Вид средства измерений - совокупность СИ, предназначенных для измерения данной физической величины. Вид средств измерений может включать в себя несколько их типов. Например, амперметр является видом средства измерений для измерения силы тока.
Возможность или невозможность использования средства измерения для решения поставленной измерительной задачи характеризуется такими понятиями, как метрологическая исправность и метрологический отказ.
Метрологическая исправность СИ - состояние средств измерений, при котором все нормируемые метрологические характеристики соответствуют установленным требованиям. Тогда они могут использоваться в соответствии с их назначением и метрологическими характеристиками.
Метрологический отказ СИ - выход метрологической характеристики средства измерений за установленные пределы. Если метрологический отказ произошел из-за технических неполадок, то они должны быть устранены. Если же прибор технически исправен, то в случае метрологического отказа его класс точности должен быть понижен.
1.3 Нормирование погрешностей СИ
Средства измерений можно использовать только тогда, когда известны их метрологические характеристики. Обычно указываются номинальные значения параметров средств измерений и допускаемые отклонения от них. Сведения о метрологических характеристиках приводятся в технической документации на средства измерений или указываются на них самих. Как правило, реальные метрологические характеристики имеют отклонения от их номинальных значений. Поэтому устанавливают границы для отклонений реальных метрологических характеристик от номинальных значений - нормируют их. Нормирование метрологических характеристик средств измерений позволяет избежать произвольного установления их характеристик разработчиками.
C помощью нормируемых метрологических характеристик решаются следующие основные задачи: предварительный расчет с их помощью погрешностей результатов технических измерений (до проведения измерений); выбор средств измерений по заданным характеристикам их погрешностей.
Нормирование характеристик СИ проводится в соответствии с положениями стандартов. Например, ГОСТ 8.009-84 «ГСИ. Нормируемые метрологические характеристики средств измерений». Соответствие средств измерений установленным для них нормам делает эти средства взаимозаменяемыми.
Одной из важнейших метрологических характеристик СИ является их погрешность, знание которой необходимо для оценивания погрешности измерения.
Необходимо отметить, что погрешность СИ является только одной из составляющих погрешности результата измерений, получаемого с использованием данного СИ. Другими составляющими являются погрешность метода измерений и погрешность оператора, проводящего измерения.
Погрешности средств измерений могут быть обусловлены различными причинами:
1. Неидеальностью свойств средства измерений, то есть отличием его реальной функции преобразования от номинальной;
2. Воздействием влияющих величин на свойства средств измерений;
3. Взаимодействием средства измерений с объектом измерений - изменением значения измеряемой величины вследствие воздействия средства измерения;
4. Методами обработки измерительной информации, в том числе с помощью средств вычислительной техники.
Погрешности конкретных экземпляров СИ устанавливают только для эталонов, для остальных СИ вся информация об их погрешностях представляет собой те нормы, которые для них установлены. Нормирование погрешностей изложено в Рекомендации 34 МОЗМ «Классы точности средств измерений» и в ГОСТ 8.401-80 «Классы точности средств измерений. Общие требования ».
Ход выполнения работы:
Задание 1. Изучить теоретический материал.
Задание 2. Изучить положения 8.417 «Единицы физических величин».
Изучить важнейшие единицы международной системы СИ.
Задание 3. Рассчитать числовые коэффициенты при переходе к системе СИ от других систем и внесистемных единиц.
Содержание отчета: практическая занятие должна быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкретными.
Практическая работа № 14
Тема: Анализ заполнения бланков сертификации для выявления фальшивых документов.
Цель: Изучить порядок заполнения бланков сертификации.
Теоретический материал:
Проверка подлинности и правильности заполнения сертификата является одной из форм входного контроля качества продукции, поступающей в организации сферы услуг (магазины, предприятия общепита и пр.), следовательно, коммерческие работники должны знать требования к форме сертификата соответствия и правила его заполнения.
Правила заполнения бланка сертификата заключаются в указании в графах бланка следующих сведений (рисунок 9).
Позиция 1 - регистрационный номер сертификата - в соответствии с правилами ведения Госреестра.
В структуре регистрационного номера можно выделить пять элементов:
РОСС XX ХХХХ XХ ХХХХХ
(1) (2) (3) (4) (5)
1-й элемент - знак регистрации в Государственном реестре Ростехрегулирования (Госстандарта России) - РОСС;
2-й элемент - код страны расположения организации - изготовителя данной продукции (оказывающей данную услугу) в виде двухсимвольного буквенного кода (по ОК 025-95) латинского алфавита.
Например, Россия - RU, Индия - IN, Нидерланды - NL.
3-й элемент - код органа по сертификации (используются четыре последних знака регистрационного номера органа);
4-й элемент (одна или две буквы) - код типа объекта сертификации.
Например:
«У» - услуга, сертифицированная в обязательной системе сертификации;
«А» - образец, партия продукции (единичное изделие), сертифицированные в обязательной системе сертификации;
«В» - серийно выпускаемая продукция, сертифицированная в обязательной системе сертификации;
«С» - образец, партия продукции (единичное изделие), сертифицированные в добровольной системе сертификации;
«Н» - серийно выпускаемая продукция, сертифицированная в добровольной системе сертификации;
«М» - услуга, сертифицированная в добровольной системе сертификации;
5-й элемент - номер объекта регистрации (часто пятиразрядный цифровой код).
Например:
РОСС RU АЯ78 У 00044 - означает знак регистрации в Госреестре Ростехрегулирования (Госстандарта России) услуги питания столовой (00044), выданный сертификационным центром «ПРОДЭКС» НИИ физико-химической биологии МГУ им. М.В. Ломоносова (АЯ78).
РОСС IN АЯ78 А 05070 - присвоен тем же ОС сертификату на партию продукции - чай (5070), изготовленный в Индии (IN).
РОСС NL ME28 В 08389 - соответствует серийной продукции, в частности электробритвам (08389) фирмы «Филипс», изготовленным в Нидерландах (NL) и сертифицированных ОС «МЕНТЕСТ» (МЕ28).
Позиция 2 - срок действия сертификата устанавливается в соответствии с правилами и порядком сертификации однородной продукции. Даты записываются следующим образом: число и месяц - двумя арабскими цифрами, разделенными точками, год - четырьмя арабскими цифрами. При этом первую дату проставляют по дате регистрации сертификата в Государственном реестре. При сертификации партий или единичного изделия вторая дата не проставляется.
Позиция 3 - Срок действия сертификата устанавливается органом по сертификации, выдавшим сертификат, по правилам, изложенным в порядке сертификации однородной продукции. При этом дата пишется: число - двумя арабскими цифрами, месяц - прописью, год.
Позиция 4 - Наименование, тип, вид, марка (как правило, прописными буквами) в соответствии с нормативным документом на продукцию; номер технических условий или иного документа, устанавливающего требования к продукции; номер изделия, размер партии, при серийном производстве указать: "серийное производство"; номер накладной (договора, контракта, паспорта и т. д.) - для партии (единичного изделия).
Позиция 5 - Классификационная часть кода продукции (6 старших разрядов) по классификатору промышленной и сельскохозяйственной продукции (для отечественной продукции).
Позиция 6 - 9-разрядный код продукции по классификатору товарной номенклатуры внешней экономической деятельности (выполняется обязательно для импортируемой и экспортируемой продукции). Толкование содержания позиции и определение кодов ΤΉ ВЭД, анализ классификационных признаков и лексических средств их выражения осуществляются органами Государственного таможенного комитета Российской Федерации.
Позиция 7 - При обязательной сертификации в первой строке указываются свойства, на соответствие которым она проводится, например: "безопасности". Во второй строке - обозначение нормативных документов, на соответствие которым проведена сертификация. Если продукция сертифицирована на все требования нормативного документа (документов), первая строка текстом не дополняется.
Позиция 8 - Если сертификат выдан изготовителю, указывается наименование предприятия-изготовителя. Если сертификат выдан продавцу, подчеркивается слово "продавец", указываются наименование и адрес предприятия, которому выдан данный сертификат, а также, начиная со слова "изготовитель - " наименование и адрес предпри- ятия - изготовителя продукции. Наименования и адреса предприятий указываются в соответствии с заявкой.
Позиция 9 - При наличии указываются регистрационный номер б Государственном реестре сертификата системы качества или производства со сроком действия, номер и дата акта (протокола) о проверке производства или другие документа, подтверждающие стабильность производства, например, выданные зарубежной организацией и учтенные органом по сертификации.
Позиция 10 - Строка после слов "Сертификат выдан на основании:" не заполняется. Позиции 11, 12, 13 - Указываются все документы об испытаниях или сертификации, учтенные органом сертификации при выдаче сертификата, в том числе: 1. Протоколы испытаний в аккредитованной лаборатории (поз. 11, 12, 13 заполняются ь соответствии с графами таблицы). 2. Протоколы испытаний в неаккредитованной испытательной лаборатории (в позиции 13 указываются наименование и дата Решения Госстандарта России о разрешении проведения испытаний в указанной лаборатории). 3. Документы, выданные органами и службами государственных органов управления: Госсанэпиднадзора, Госкомэкологии РФ, государственной ветеринарной службы РФ н другие (в поз. // - наименование органа, выдавшего документ, в поз. 12, 13 - реквизиты документов). 4. Документы, выданные зарубежными органами: сертификаты (протоколы испытаний) (в поз. 11 указываются наименование органа и его адрес, в поз. 12 - наименование и дата утверждения сертификата (протокола испытаний), срок действия сертификата). 5. При выдаче сертификата на основании заявления-декларации в поз. 11 и 12 указываются реквизиты заявления-декларации, а также документов, приведенных в декларации.
Позиция 14 - В случае выдачи заявителю лицензии на право маркирования продукции знаком соответствия в данной позиции указывается: "Маркирование продукции производится знаком соответствия по ГОСТ Ρ 50460-92".
Позиция 15 - Указывается место нанесения знака соответствия на изделии, таре, упаковке либо сопроводительной документации в соответствии с порядком сертификации однородной продукции.
Позиция 16 - Подпись, инициалы, фамилия руководителя органа, выдавшего сертификат, печать органа или организации, на базе которой образован орган, на обеих сторонах сертификата.
Позиция 17 - Дата регистрации в Государственном реестре. Исправления, подчистки, поправки на сертификате не допускаются.
Ход выполнения работы:
Задание 1. Изучить теоретический материал.
Задание 2. Составить бланки добровольной и обязательной сертификации.
Содержание отчета: практическая занятие должна быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкретными.
Практическая работа № 15
Тема: Составление схемы сертификации.
Цель работы: Изучить схемы составления сертификации.
Теоретический материал:
В системе ГОСТ Р схемы сертификации - это определенный порядок действий, соответствии с которым проводится процедура сертификации качества продукции.
Конечно же выбор схемы оговаривается с заявителем, т.к. сертификация продукции проводится в первую очередь по инициативе производителя или импортера продукции. Сертификаты оформляются на контракт, на партию или на серийный выпуск. Теперь немного подробнее о тех схемах, которые установлены законодательством.
Схема сертификации 1 - проводится испытание в аккредитованной испытательной лаборатории изделия, то есть, типового образца. Данная схема применяется для изделий сложной конструкции.
Схема сертификации 1 предназначена для ограниченного объема выпуска отечественной продукции и поставляемой по контракту импортируемой продукции. Схема 1а включает дополнение к схеме 1 - это анализ состояния производства.
Схема сертификации 2 - проводится испытание образцов продукции, после чего заявитель уже может оформить сертификат соответствия.
В данной схеме сертификации предусмотрен инспекционный контроль. Для этого образец продукции отбирается в торговых организациях, реализующих данный товар, и подвергается испытаниям в аккредитованной испытательной лаборатории.
Схема 2а включает дополнение к схеме 2 - анализ состояния производства до выдачи сертификата.
Схемы сертификации продукции 2 и 2а рекомендуются для импортируемой продукции, поставляемой на постоянной основе.
Схема сертификации 3 предусматривает испытания образца , но без анализа производства, а после выдачи сертификата - инспекционный контроль путем испытания образца продукции перед отправкой потребителю. Образец испытывается в аккредитованной испытательной лаборатории.
Схема сертификации З а предусматривает обязательное испытание образца продукции и анализ состояния производства, а также инспекционный контроль в такой же форме.
Схемы сертификации продукции 3 и 3а подходят для продукции, стабильность качества которой соблюдается в течение длительного периода времени.
Схема сертификации 4 заключается в испытании типового образца, как в предыдущих схемах, с несколько иным инспекционным контролем: образцы для испытаний отбираются как со склада изготовителя, так и у продавца. Модифицированная схема 4а в дополнение к схеме 4 включает анализ состояния производства до выдачи сертификата соответствия на продукцию.
Данную схему сертификации используют в случаях, когда нецелесообразно не проводить инспекционный контроль.
Схема сертификации 5 - это испытания образца продукции, анализ производства путем подтверждения соответствия системы обеспечения качества или самого производства, а также проведение инспекционного контроля: испытание образцов продукции, отобранных у продавца и у изготовителя, и в дополнение проверка стабильности условий производства и действующей системы управления качеством.
Схема сертификации 6 заключается в контроле на предприятии системы качества, но если сертификат системы качества предприятие уже имеет, ему достаточно представить заявление-декларацию.
Это обычно установлено в правилах системы сертификации однородной продукции.
Схема сертификации 7 подразумевает обязательное проведений испытаний. Это значит, что в партии продукции, отбирается образец по установленным правилам, который проходит испытания в аккредитованной лаборатории с последующей процедурой выдачи сертификата соответствия. Инспекционный контроль не предусмотрен.
Схема сертификации 8 - проведение испытания каждого образца продукции, изготовленного предприятием, в аккредитованной испытательной лаборатории и выдача сертификата соответствия в случае положительных результатов испытаний.
Схемы сертификации 9-10а, которые опираются на заявление изготовителя с последующим инспекционным контролем продукции. Данные схемы подходят для партии товаров, выпускаемых малыми партиями.
Схема сертификации 9 предназначена для продукции, выпускаемой непостоянно. Это может быть продукция отечественного производства.
Схемы сертификации 10 и 10а применяются для оценки качества продукции, производимой ограниченными партиями, но в течение продолжительного периода времени.
Ход выполнения работы:
Задание 1. Изучить теоретический материал.
Задание 2. Составить схемы сертификации на продукцию и услуги.
Содержание отчета: практическая занятие должна быть оформлена в тетрадях для практических работ, ответы на вопросы должны быть четкими, краткими, конкретными.
Заключение
В результате выполнения данных практических работ обучающиеся овладевают
следующими умениями:
- использовать основные положения стандартизации, метрологии и подтверждение соответствия в производственной деятельности.
Данная разработка поможет преподавателям организовать и провести практические занятия по дисциплине " Метрология, стандартизация и сертификация".
Список используемой литературы
1. Никифоров А.Д., Бакиев Т.А. Метрология, стандартизация и сертификация.- М.: Высшая школа, 2002.
2. Никифоров А.Д. Взаимозаменяемость, стандартизация и технические измерения. - М.: Высшая школа, 2000.
3. Сергеев А.Г., Латышев М.В. Метрология, стандартизация и сертификация. - М.: Логос , 2003.
4.Яблонский О.П., Иванова О.П. Основы стандартизации, метрологии и сертификации. - М.: Высшее образование , 2004.
5. Сигов А.С., Борисов М.Ю. Метрология, стандартизация, сертификация - М.: Форум, 2005.