- Преподавателю
- Другое
- Методическая разработка бинарного занятия общепрофессиональных дисциплин
Методическая разработка бинарного занятия общепрофессиональных дисциплин
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Вандык Р.Т. |
| Дата | 19.08.2015 |
| Формат | docx |
| Изображения | Есть |

ГБПОУ «Заинский политехнический колледж»

МЕТОДИЧЕСКАЯ РАЗРАБОТКА БИНАРНОГО ЗАНЯТИЯ ПО ДИСЦИПЛИНАМ ОБЩЕПРОФЕССИОНАЛЬНОГО ЦИКЛА
на тему«Проектирование токарной обработки
тел вращения»
РОЛЕВАЯ ИГРА «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО»
Дисциплины общепрофессионального цикла: «Технология отрасли», «Технологическое оборудование машиностроения», «Процессы формообразования и инструменты», «Информационные технологии в профессиональной деятельности».
Курс обучения:3
Специальность: 151031 «Монтаж и техническая эксплуатация промышленного оборудования»
ФИО авторов:
Вандык Рамиля Тагирзяновна,
преподаватель общепрофессиональных дисциплин и междисциплинарных курсов высшей квалификационной категории
2015 г.
Аннотация
В связи с ФГОС среднего профобразования поставлены задачи формирования высококвалифицированных специалистов, способных к творческому решению сложных задач. Важно, чтобы студент получил комплекс знаний, имел возможность определить роль и место каждой дисциплины и быстро адаптировался на производстве. Такую возможность и предоставляют активные формы обучения. Проведение бинарных занятий, включающих активные формы, позволяет студентам глубже ознакомиться с учебным материалом, максимально приблизить аудиторное обучение к практической профессиональной деятельности, обеспечить междисциплинарные связи, а главное - развивить у студентов интеллектуальные, творческие, коммуникативные способности и инициативу.
Для будущих специалистов машиностроительного профиля возможно проводить бинарные занятия по темам "Токарная обработка", «Обработка отверстий», «Фрезерование плоских поверхностей, уступов и пазов» и т.д. Основная цель таких занятий - обобщить, систематизировать и закрепить знания студентов, умения и навыки принимать оптимальные профессиональные технически выверенные решения. Такая тематика позволяет поставить задачу, благодаря которой можно установить межпредметную связь таких дисциплин как: «Технология отрасли», «Процессы формообразования и инструменты», «Технологическое оборудование» и «Информационные технологии в профессиональной деятельности».
Одна из форм проведения бинарного занятия ролевая игра. Цель занятия - обобщить теоретические знания, уметь применять их в практической деятельности и находить оптимальные решения. Так мной сформирована методическая разработка ролевой игры «Конструкторско- технологическое бюро». Студенты делятся на мини группы: «Метрологическая служба», «Технологический отдел», «Конструкторский отдел», «Отдел подготовки производства». В каждой мини группе выбирается руководитель, который координирует работу. Каждой команде выдается пакет документов. Перед каждой группой ставится индивидуальная задача, но все работают по одному чертежу детали. «Метрологическая служба» рассматривает материал и вид заготовки, технические требования, предъявляемые к детали по чертежу. «Технологический отдел» рассматривает маршрутные технологии и обосновывают выбор маршрута изготовления детали. «Конструкторский отдел» подбирает металлорежущие инструменты. «Отдел подготовки производства» выбирает требующееся оборудование. В конце занятия руководители мини групп представляют техническое решение по рассматриваемому вопросу и дают оценку работы участников и мини группы в целом.
Результаты проведения бинарных занятий доказывают, что студенты в достаточном объеме усваивают основные темы с общепрофессиональных дисциплин, систематизируют знания по различным дисциплинам в логической взаимосвязи, правильно ориентируются в проблемных ситуациях, находят правильные пути решения.
Проведение таких занятий дает возможность формировать у студентов целостные знания, умение использовать их в практической деятельности, находить правильные решения, активизировать процесс обучения, достичь высокой активности в группе, повысить уровень усвоения материала, воспитывают чувство долга, ответственности, взаимопомощи, участия в коллективном труде, повышают эффективность обучения.
Бинарные занятия по общепрофессиональному курсу целесообразно проводить после изучения связанных между собой тем общепрофессиональных дисциплин теоретического курса, перед проведением практики. Это дает возможность подготовить студентов к участию в производственных процессах, закрепить полученные знания и сформировать навыки применения их на практике. Если проводить такие занятия после практики, то целью, в этом случае, является формирование у студентов умений и навыков принимать оптимальные решения.
Проведение бинарных занятий позволяет развить не только профессиональные компетенции будущих специалистов, но и общие, такие как понимание сущности и социальной значимость своей будущей профессии, проявление к ней устойчивого интереса, организация собственной деятельности, выбор типовых методов и способов выполнения профессиональных задач, осуществление поиска и использование информации, необходимой для эффективного выполнения профессиональных задач, работа в коллективе и команде, умение брать на себя ответственность за работу членов команды (подчиненных), результат выполнения заданий.
БИНАРНОЕ ЗАНЯТИЕ - РОЛЕВАЯ ИГРА
«КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО»
Дисциплины: «Технология отрасли», «Технологическое оборудование машиностроения», «Процессы формообразования и инструменты», «Информационные технологии в профессиональной деятельности».
Специальность: 151031 «Монтаж и техническая эксплуатация промышленного оборудования»
Тема Проектирование токарной обработки тел вращения
Группа ______________
Дата «____» _______________ 201___ г
-
Дидактическое обоснование урока
Цели занятия:
1.Общие компетенции:
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития.
ОК 6. Работать в коллективе и команде, эффективно общаться с коллегами, руководством, потребителями.
ОК 7. Брать на себя ответственность за работу членов команды (подчиненных), результат выполнения заданий.
2.Профессиональные компетенции:
ПК 2.4. Составлять документацию для проведения работ по эксплуатации промышленного оборудования.
ПК 3.1. Участвовать в планировании работы структурного подразделения.
ПК 3.2. Участвовать в организации работы структурного подразделения.
ПК 3.3. Участвовать в руководстве работой структурного подразделения.
ПК 3.4.Участвовать в анализе процесса и результатов работы подразделения, оценке экономической эффективности производственной деятельности.
Задачи занятия:
I. образовательные задачи способствовать формированию и развитию умений и навыков по проектированию технологических операций.
II. развивающие задачи способствовать развитию познавательного интереса в будущей специальности.
III. воспитательные задачи способствовать воспитанию трудовых качеств личности и привить умения коллективной работы.
IV. профориентационные задачи: развить представление о работе со справочной литературой и информационными системами в профессиональной деятельности техника.
Методы обучения: лабораторно-практическое, практикум
-преподавания - информационный, стимулирующий.
-учения - репродуктивный.
Формы организации познавательной деятельности учащихся: проблемно-поисковые, работа в малых группах.
Тип урока: закрепление знаний, умений и навыков
Виды контроля: текущий
Методы контроля: устный и письменный
Форма контроля: фронтально-индивидуальный
Методическое оснащение урока:
1. Материально-техническая база:
- интерактивная доска;
- проектор;
- магнитно-маркерная доска;
- документ-камера;
- кодоскоп.
2. Дидактическое обеспечение:
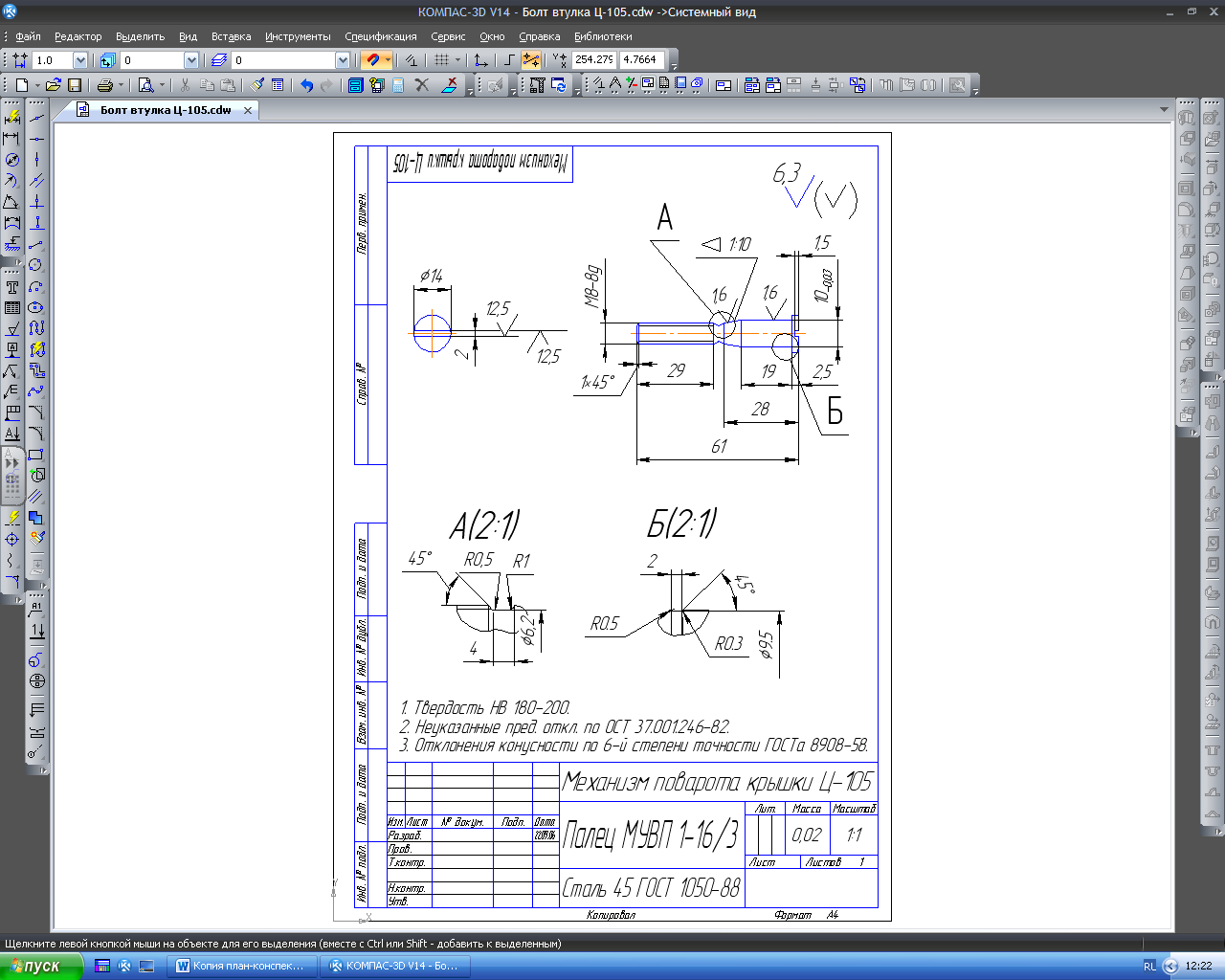
- чертеж детали;
- методические рекомендации по выполнению практикума.
3. Литература:
-
Справочник технолога-машиностроителя. В 2-х т. Т. 1 / Под ред. А.М.Дальского, А.Г. Суслова, А.Г.Косиловой и Р.К Мещерякова. - 5-е изд., перераб и доп. - М.:Машиностроение-1 , 2001 г., 912 с., ил.
-
Справочник технолога-машиностроителя. В 2-х т. Т. 2 / Под ред. А.М.Дальского, А.Г. Суслова, А.Г.Косиловой и Р.К Мещерякова. - 5-е изд., перераб и доп. - М.:Машиностроение-1 , 2001 г., 944 с., ил.
-
Справочник конструктора-машиностроителя. В 3-х т. Т. 1- 9-е изд., перераб и доп. / Под ред. И.Н. Жестковой. -- М.:Машиностроение-1 , 2006 г., 928 с.,
-
Марочник сталей и сплавов.- 2-е изд., доп. и испр / А.С.Зубченко, М.М.Колосков, Ю.В.Каширский и др. Под общ. ред. А.С.Зубченко -- М.:Машиностроение , 2003 г., 784 с. илл.
-
Таблицы для подсчета массы деталей и материалов: Справочник - 13-е изд., исправл. и доп. -- М.:Машиностроение , 2006 г., 304, ил.
-
Обработка металлов резанием: Справочник технолога/ А.А. Панов, В.В. Аникин, Н.Г.Бойм и др.; Под общ. ред. А.А. Панова. - М.: Машиностроение, 1988. - 736 с.: ил.
Ход занятия
1. Организационный момент:
- приветствие;
- проверка готовности обучающихся к занятию;
- настрой студентов на работу;
- доведение до студентов темы и целей занятия;
-деление студентов на 4 мини - группы (метрологическая служба, конструкторский отдел, технологический отдел, отдел технической поддержки производства).
2. Актуализация знаний студентов.
Устный опрос
Вопросы слайда:
-
Принцип выбора заготовок для тел вращения.
-
Какие операции, возможно, выполнить на токарном станке.
-
Инструменты, применяемые при обработке на токарном станке.
-
Основные аспекты проектирования маршрутной технологии.
-
Алгоритм размещения информации в сети.
3. Лабораторно-практический практикум.
-
«Технические требования к детали, выбор и обоснование метода получения заготовки, определение массы заготовки по чертежу по чертежу детали»
-
«Разработка маршрутной технологии токарной обработки по чертежу детали»
-
«Выбор и обоснование режущего инструмента для токарной операции»
-
«Выбор и обоснование технологического оборудования для токарной обработки»
3. 1. Вводный инструктаж:
- сообщение названия лабораторно-практической работы;
- разъяснение задач лабораторно-практической работы;
- ознакомление с образцами заготовок;
- ознакомление с учебно-технической документацией;
- предупреждение о возможных затруднениях при выполнении работы;
3.2. Самостоятельная работа учащихся.
1 мини - группа. «Метрологическая служба»
Рассмотрение технических требований по чертежу детали
Выбор метода получения заготовки
Сравнительный анализ нескольких методов получения заготовки
Определение массы заготовки по справочным материалам
Оформление отчета о выполнении практической работы
Выступление с техническим решением по рассматриваемому вопросу
2 мини - группа. «Технологический отдел»
Рассмотрение возможных методов обработки детали по чертежу
Выбор метода обработки детали
Сравнительный анализ нескольких методов обработки
Разработка маршрутной технологии токарной обработки детали
Оформление отчета о выполнении практической работы
Выступление с техническим решением по рассматриваемому вопросу
3 мини - группа. «Конструкторский отдел»
Рассмотрение применения возможных инструментов токарной обработки по чертежу детали
Выбор инструментов по назначению
Обоснование выбора токарного инструмента
Оформление отчета о выполнении практической работы
Выступление с техническим решением по рассматриваемому вопросу
4 мини - группа. «Отдел подготовки производства»
Определение необходимого перечня оборудования для обработки детали по чертежу
Рассмотрение технических характеристик оборудования
Обоснование выбора технологического оборудования для токарной обработки детали
Оформление отчета о выполнении практической работы
Выступление с техническим решением по рассматриваемому вопросу
3.3. Текущий инструктаж преподавателя (проводится по ходу выполнения студентами самостоятельной работы):
Формирование новых умений:
- проверка организованности начала работы студентов;
-проверка организации рабочих мест студентов (рабочий стол, справочная литература, технологические карты задания);
- соблюдение правил техники безопасности, санитарии и гигиены труда при выполнении задания;
Усвоение новых знаний:
- проверка правильности использования студентами методической документации и справочной литературы;
- инструктирование по выполнению задания в соответствии с технологической документацией.
Целевые обходы:
- инструктирование студентов по выполнению отдельных заданий и задания в целом;
- концентрация внимания студентов на наиболее эффективных приемах выполнения заданий;
- оказание помощи слабо подготовленным к выполнению задания студентам;
- контроль за бережным отношением студентов к средствам обучения;
- рациональное использование учебного времени студентами.
3.4. Заключительный инструктаж преподавателя:
- анализ выполнения самостоятельной работы студентов;
- разбор типичных ошибок студентов;
- вскрытие причин допущенных студентами ошибок;
- повторное объяснение преподавателем способов устранения ошибок.
4. Уборка рабочих мест.
5. Инструктаж преподавателя по выполнению домашнего задания.
6. Подведение итогов занятия преподавателем:
- сообщение преподавателя о достижении целей занятия;
-объективная оценка результатов коллективного и индивидуального труда студентов на занятии; выставление отметок в классный журнал.
ПЛАН ЗАНЯТИЯ
№
Этапы
Деятельность
преподавателя
Деятельность студентов
Время,
мин.
1
Организационный
-
Демонстрирует тему занятия на слайде и на маркерной доске.
-
Отмечает отсутствующих,
-
Раздает оценочные листы и проводит разбивку на малые группы.
-
Записывают тему занятия в тетрадь
-
Пересаживаются в соответствие разбивкой на группы
-
Начинают заполнение бланка отчета
(Приложение 1).
3
2
Повторение
изученного
материала
-
Проверяет наличие д/з.
-
Демонстрирует вопросы на слайдах
-
Проводит выборочный опрос
-
Демонстрируют д/з.
-
Отвечают на вопросы устно с места.
5
3
Подготовка к
активному
самостоятельному
выполнению
практической
части занятия
-
Демонстрирует слайды с заданиями (для каждой группы).
-
Объясняет правила выполнения работы.
-
Выбирают ответственного по работе мини - группы
-
Ответственные за работу в мини - группах, распределяют задания между студентами в группе,
-
Ответственные за работу в мини - группах записывают фамилии и вид задания в бланк отчета.
-
Слушают объяснение преподавателя.
10
-
Дает команду начать выполнение практических заданий.
-
Приступают к выполнению задания
3
4
Выполнение
лабораторно-
практического
задания
-
Напоминает о необходимости соблюдать правила ТБ
-
Разрешает включение компьютеров
-
Наблюдает за работой студентов.
-
За 3 мин. до перерыва дает команду на завершение работы и подготовку к перерыву.
-
Подтверждают знания ТБ
-
Включают компьютеры
-
Выполняют задания
-
Находят необходимые материалы на указанных сайтах
-
Оформляют выполнение заданий на отдельных листах
24
Перерыв - физкультминутка
5
5
Организационный
-
Занимают рабочие места
-
Продолжают работать
2
6
Выполнение
лабораторно-
практического
задания,
(продолжение)
-
Наблюдает за работой студентов.
-
Через 17 мин.(после перерыва) дает команду на окончание работы подготовку к защите работы
-
Продолжают выполнение заданий
-
Формулируют и оформляют выводы
-
Все результаты работы сохраняют на локальном и сетевом ресурсе, обмениваются электронными сообщениями, печатают документы в соответствии с заданием, отправляют преподавателю архив отчета
-
Выключают компьютеры
19
7
Закрепление
изученного
материала
-
Демонстрирует слайды с заданиями для групп
-
Оценивает ответы.
-
Ответственные за работу в мини - группах, устно представляют технические решения рассматриваемых вопросов
-
Участники групп отвечают на вопросы студентов из других мини - групп
15
8
Подведение
итогов
-
Напоминает цель лабораторно - практического занятия
-
Оценивает работу мини - групп посчитывает баллы на маркерной доске
-
Собирает оформленные отчеты и оценочные листы
-
Выставляет оценки.
-
Подсчитывают баллы в бланках отчета
-
Сдают оформленные отчеты и листы с выполненными заданиями.
7
9
Домашнее
задание
-
Демонстрирует слайд с заданием, поясняет задание.
-
Записывают задание, задают вопросы по заданию.
2
Методическое пособие
по выполнению бинарного лабораторно-практического занятия
для мини-группы «Метрологическая служба»
Тема: «Технические требования к детали, выбор и обоснование
метода получения заготовки, определение массы заготовки
по чертежу детали»
Цель:
-
Дать учащимся представление об алгоритме рассмотрения технических требований чертежа
-
Дать учащимся понятие о принципе выбора метода изготовления заготовки.
-
Создать условия для выявления причинно-следственной связи технических требований чертежа и методом изготовления заготовки.
-
Научить рассчитывать массу заготовки.
-
Способствовать формированию подготовки технического решения.
Ход работы:
Рассмотреть технические требования по чертежу детали
Выбрать метод получения заготовки
Произвести сравнительный анализ нескольких методов получения заготовки
Определить массу заготовки по справочным материалам
Оформить отчет о выполнении практической работы
Подготовить техническое решение по рассматриваемому вопросу
Теоретическая часть
Правильный выбор заготовки - важнейший этап построения ТП изготовления изделия. Вид заготовки и способ её получения оказывает существенное влияние на характер технологического процесса, трудоемкость и экономичность обработки. Выбор способа получения заготовки непосредственно зависит от конструкции и материала детали, её размеров, требований к точности, объёма производства и других факторов. Исходя из необходимости максимального приближения формы и размеров заготовки к параметрам готовой детали, следует применять прогрессивные методы и средства получения заготовок. К ним например можно отнести литьё по выплавляемым моделям, литьё в оболочковые формы, литьё под давлением, штамповка в закрытых штампах, периодический прокат, профильный прокат и др. Прогрессивные виды получения заготовок обеспечивают снижение затрат на механическую обработку и повышают качество конечной продукции.
Способ получения заготовки можно выбрать, руководствуясь следующими рекомендациями:
-
валы при разнице диаметров ступеней примерно до 10 мм целесообразно изготовлять из проката - круглой горячекатаной стали. При большей разнице заготовку следует выполнять ковкой в подкладных открытых штампах или горячей объемной штамповкой в закрепленных открытых штампах;
-
заготовку чугунных втулок, фланцев, шестерен и других деталей, имеющих форму тел вращения с осевым отверстием, получают литьем.
-
отверстия в чугунных деталей проливают, если его диаметр детали 30 мм и более.
-
стальные детали диаметром до 60-70 мм изготавливают из горячекатаных прутков или заготовок, отрезанных от горячекатаного прутка, разрезку прутка на заготовки применяют, когда необходимый наружный диаметр прутка больше, чем отверстие в шпинделе токарного или револьверного станка;
-
заготовки для деталей диаметром большем 60-70 мм, целесообразно получать ковкой, горячей объемной штамповкой с прошивкой отверстия диаметром 30 мм и более. В качестве заготовок также используются цельнотянутые трубы;
-
заготовки для чугунных рычагов, вилок, кронштейнов, корпусных деталей получают литьем в т.ч. в земляные формы;
-
заготовки для стальных деталей, указанных в предыдущем пункте, получают литьем или обычно свободной ковкой и штамповкой;
-
фланцы сосудов и аппаратов изготавливают из поковок, штамповок, профильного проката, бандажных колец, плоские фланцы изготавливают из листового проката.
Широко применяются также методы изготовления заготовок фланцев из листа: резка листа на прямые полосы с последующей их гибкой до необходимого радиуса, вырезка из листа секторов с последующей их сваркой /3/,с.103-106;
-обечайки, днища, элементы контактных устройств (тарелок), борт-шайбы и другие изготавливают из листового проката (в отдельных случаях обечайки, борт-шайбы, патрубки изготавливают из труб). Трубные решетки изготавливают из листового проката, поковок. Заготовки могут быть цельные и составные из 2, 3,4 частей, с последующей сваркой и 100% контролем.
Выбрав метод получения заготовки, необходимо нанести контур заготовки сплошными тонкими линиями на чертеж детали. В отчете необходимо дать краткие сведения о заготовке и описание технологического способа её получения с указанием размеров и массы.
При выборе технологических способов получения заготовок необходимо использовать:
-
/1/ кованые и штампованные заготовки (c.241-288);
-
/1/ заготовки из проката (с.288-296);
-
/1/ выбор заготовок (с.318-322);
-
/2/ материалы, стали (с.99-136);
-
/2/ материалы, прокат… (с.153);
-
/3/ стали и сплавы конструкционные (с.61-163);
-
/4/ расчет массы заготовки (с.7);
Литература
-
Справочник технолога-машиностроителя. В 2-х т. Т. 1 / Под ред. А.М.Дальского, А.Г. Суслова, А.Г.Косиловой и Р.К Мещерякова. - 5-е изд., перераб и доп. - М.:Машиностроение-1 , 2001 г., 912 с., ил.
-
Справочник конструктора-машиностроителя. В 3-х т. Т. 1- 9-е изд., перераб и доп. / Под ред. И.Н. Жестковой. -- М.:Машиностроение-1 , 2006 г., 928 с.,
-
Марочник сталей и сплавов.- 2-е изд., доп. и испр / А.С.Зубченко, М.М.Колосков, Ю.В.Каширский и др. Под общ. ред. А.С.Зубченко -- М.:Машиностроение , 2003 г., 784 с. илл.
-
Таблицы для подсчета массы деталей и материалов: Справочник - 13-е изд., исправл. и доп. -- М.:Машиностроение , 2006 г., 304, ил.
Методическое пособие
по выполнению бинарного лабораторно-практического занятия
для мини-группы «Технологический отдел»
Тема: «Разработка маршрутной технологии токарной обработки
по чертежу детали»
Цель:
-
Дать учащимся представление о разработке маршрутной технологии обработки детали.
-
Способствовать осознанию существенных признаков понятий технологических процессов.
-
Способствовать запоминанию основной терминологии технологических процессов.
-
Способствовать формированию умений проектировать технологические операции.
-
Способствовать формированию подготовки технического решения.
Ход работы:
Рассмотреть возможные методы обработки детали по чертежу
Выбрать оптимальные метода обработки детали
Произвести сравнительный анализ нескольких методов обработки
Разработать маршрутную технологию токарной обработки детали
Оформить отчет о выполнении практической работы
Подготовить техническое решение по рассматриваемому вопросу
Теоретическая часть
Построение маршрутной технологии зависит от конструктивно-технологических особенностей детали и требований точности.
Детали машин, как правило, получаются в результате механической обработки заготовок на металлорежущих станках /1/, с.224-452. Технология обработки деталей аппаратов приводится в литературе /3/.
При разработке технологического процесса изготовления детали, необходимо следовать рекомендациям и последовательности действий /1/, с.199-200:
-
обработка базовых поверхностей;
-
черновая обработка, при которой снимают наибольшую величину припуска;
-
обработка тех поверхностей, которые не снижают жесткость обрабатываемой заготовки (детали);
-
обработка поверхностей, которые не требуют высокой точности;
-
отделочные операции следует выносить к концу технологического процесса обработки, за исключением тех случаев, когда поверхности служат базой для последующих операций;
-
обрабатывать наибольшее количество поверхностей детали за одну установку и др.
После утверждения маршрутной технологии с руководителем-консультантом согласовываются и подробно разрабатываются операции с обоснованием выбора оборудования и технологической оснастки, обрабатывающего инструмента, межоперационных припусков, режимов обработки, расчеты основного (машинного) времени.
В дальнейшем в маршрутную технологию могут быть внесены необходимые уточнения.
Разработка операционной технологии
Операционную технологию разрабатывают на основные операции, количество которых согласовывается с консультантом.
Проектирование операций связано с разработкой их структуры, выбором оборудования, приспособлений, с назначением режимов обработки, определением нормы времени.
Содержание операции излагается с указанием переходов. Все переходы перечисляются в последовательности их выполнения. При записи операций и переходов руководствуются Единой системой технологической документации (ЕСТД)
ГОСТ 3.1702-79, ГОСТ З.170З-79. Примеры записи переходов приведены в табл.1.
В целях исключения текстовой записи вспомогательных переходов при базировании и закреплении следует применять условные обозначения опор и режимов, установленные стандартом /1/,с.49-51.
В записке дается пояснение к выбору и методике построения операции. Исключается повторение полного содержания операций из маршрутно-операционной технологии в пояснительной записке.
Порядок переходов назначают так, чтобы обеспечить наибольшую экономичность и производительность выполнения операции.
Примеры записи содержания переходов следует выполнять в соответствии с рекомендациями (табл.1).
Таблица 112
Запись перехода
Полная
Сокращенная
Гнуть деталь, выдерживая размеры 1 и 2
Гнуть деталь согласно эскизу
Нарезать резьбу, выдерживая размер 1
Нарезать резьбу согласно чертежу
Развернуть отверстие 2, выдерживая шероховатость
Развернуть отверстие 2 согласно чертежу
Развальцевать поверхность 1, выдерживая размер 2
Развальцевать поверхность 1 согласно чертежу
Установить деталь, выдерживая угол=15 градусам
Установить деталь согласно чертежу
Сверлить отверстие, выдерживая размеры 1 и 2
Сверлить отверстие согласно чертежу
Опилить заготовку, выдерживая размеры 1, 2 и 3
Опилить заготовку согласно эскизу
Описание операций.
005. Токарная операция.
Установ А
Переходы
-
Установить заготовку в обратных кулачках.
-
Закрепить.
-
Обработать поверхность 9 подрезным резцом 5 (два черновых хода и два чистовых) ГОСТ 18880-73
Пример оформления маршрутно-операционной карты
Номер
Наименование и содержание операции
Технологический эскиз
Опе-рации
Уста-нова
Пере-хода
005
Токарная
Обработать деталь по чертежу
А
1
Установить заготовку в обратных кулачках, закрепить
2
Обработать поверхность 1
3
Обработать поверхность 10
4
Обработать поверхность 7
5
Обработать поверхность 11
6
Обработать поверхность 3
7
Обработать поверхность 2
8
Расточить канавку 6
9
Снять фаски 5 и 8
Б
1
Установить заготовку в оправку, закрепить
2
Обработать поверхность 4
3
Обработать поверхность 12
При разработке токарной обработки детали необходимо использовать:
-
/1/Обработка на токарных станках (с.445-496);
-
/2/ Типовые технологические маршруты механической обработки деталей в условиях мелкосерийного и среднесерийного производства (стр.404-446)
Литература
-
Справочник технолога-машиностроителя. В 2-х т. Т. 1 / Под ред. А.М.Дальского, А.Г. Суслова, А.Г.Косиловой и Р.К Мещерякова. - 5-е изд., перераб и доп. - М.:Машиностроение-1 , 2001 г., 912 с., ил.
-
Обработка металлов резанием: Справочник технолога/ А.А. Панов, В.В. Аникин, Н.Г.Бойм и др.; Под общ. ред. А.А. Панова. - М.: Машиностроение, 1988. - 736 с.: ил.
Методическое пособие
по выполнению бинарного лабораторно-практического занятия
для мини-группы «Конструкторский отдел»
Тема: «Выбор и обоснование режущего инструмента для токарной операции»
Цель:
-
Дать учащимся представление о принципе выбора режущего инструмента в зависимости от условий обработки.
-
Способствовать осознанию существенных признаков режущего инструмента.
-
Способствовать запоминанию основной терминологии инструментария.
-
Способствовать формированию умений выбора режущего инструмента.
-
Способствовать формированию подготовки технического решения.
Ход работы:
Рассмотрение применения возможных инструментов токарной обработки по чертежу детали
Выбор инструментов по назначению
Обоснование выбора токарного инструмента
Оформить отчет о выполнении практической работы
Подготовить техническое решение по рассматриваемому вопросу
Теоретическая часть
Определяющими факторами при выборе инструмента и оптимизации операций точения являются: конструкция детали и материал заготовки, вид обработки, тип операции, жесткость технологической системы (станок, приспособление, инструмент, деталь) и мощность оборудования.
1. Форма детали и требования по точности и чистоте обработки определяют траекторию движения инструмента и последовательность переходов при выполнении различных операций. Точность и требуемая шероховатостьобработанной поверхности влияют на выбор геометрии режущей пластины, величины подачи и скорости резания.
2. Тип выполняемой операции: черновое, получистовое или чистовое точение, нарезание резьбы, обработка канавок, отрезка и т.п. Тип выполняемой операции влияет на выбор режущей пластины, резца, параметров режима резания, обеспечивающих требования, предъявляемые к обработке.
3. Наружная обработка или расточка отверстий - данные операции выполняются различными твердосплавными пластинами и резцами. Револьверные головки токарного станка имеют ограниченное количество позиций для размещения инструмента и при большом числе выполняемых переходов возникает необходимость в подборе такого инструмента, который был бы способен выполнять более чем один переход.
4. Жесткость системы и условия обработки - основные факторы, определяющие производительность операции и выбор инструмента. При прерывистом резании повышенные требования предъявляются к геометрии пластины, маркетвердого сплава и закреплению режущей пластины на корпусе державки. Если наблюдается склонность к вибрациям, то большое внимание следует уделять размеру и вылету инструмента, а также жесткости закрепления как инструмента, так и заготовки.
5. Станки в значительной степени отличаются по конструкции, размерам, мощности и технологическим возможностям. Многие токарные станки имеют небольшую мощность и могут производить только определенные виды обработки, используя определенный тип инструмента. Необходимо знать способ закрепления инструмента, посадочные размеры и количество позиций револьверной головки (инструментального магазина).
6. Материал заготовки: углеродистая и легированная сталь (Р), нержавеющая сталь (М) и чугун (К) представляют основные группы обрабатываемыхматериалов по ISO. При обработке они образуют, соответственно, сливную стружку, стружку скалывания или элементную стружку, что является важным фактором, который надо учитывать для правильного выбора инструмента.
7. Экономическая эффективность и производительность - важнейшие факторы при выборе инструмента. Доля расходов на инструмент в общей себестоимости обработки составляет всего несколько процентов, однако влияние инструмента на производительность, надежность, простои оборудования, качество обработки значительно больше и от выбора инструмента, в основном, зависят эти показатели. На них влияют также размер партии и повторяемость обработки изделий.
8. Номенклатура инструмента, которая уже применяется в производстве, влияет на выбор нового инструмента, т.к. обычно ее стараются не увеличивать. Широкая номенклатура стандартного инструмента и возможность изготовления специальных конструкций в значительной степени влияют на уровень оптимизации операции.
Последовательность выбора инструмента для токарной обработки:
1. Крепление режущей пластины на корпусе державки может осуществляться рычагом за отверстие - система крепления Р, винтом, входящим в отверстие - система крепления S, прижимом повышенной жесткости (D), прихватом сверху (С), рычагом за отверстие и прихватом сверху (М). Наиболее распространенный способ крепления пластин без задних углов - рычагом, который перемещается при помощи винта - систем «Р». Рычаг поджимает режущую пластину к базовым поверхностям гнезда при закреплении и выдвигает ее из гнезда при раскреплении. Существуют различные модификации этого способа - в том числе, крепление клином. Другой широко применяемый способ - крепление винтом через отверстие пластин с задними углами - система «S». Выбор системы крепления зависит от того, используются ли пластины с задними углами или без задних углов, от типа операции, от размеров державки и заготовки, от параметров режима резания для чистового, получистового или чистового точения.
2. и 3. - Тип и размер державки выбирают с учетом системы крепления пластины и в соответствии с планируемой операцией. Выбор державки и пластины зависит главным образом от профиля обрабатываемой поверхности, типа технологического оборудования (станок с ЧПУ или универсальный токарный станок), и определяется главным и вспомогательным углами в плане. В зависимости от выбранной ранее системы крепления, принимая во внимание возможные направления подачи инструмента, можно сделать выбор необходимого типа державки и формы пластины. Для обеспечения жесткости следует выбирать державку наибольшего из возможных сечения и пластину с наибольшим углом при вершине для обеспечения наибольшей надежности.
4. и 5. Форма пластины выбирается в соответствии с типом державки и траекторией перемещения инструмента при выполнении операции.
6. Геометрия пластины выбирается в соответствии с типом операции и планируемыми режимами резания.
7. Марка сплава и пластины выбирается в соответствии с материалом заготовки и условиями обработки.
8. Размер пластины - длина режущей кромки должна соответствовать глубине резания и обеспечивать достаточную надежность работы.
9. Радиус при вершине пластины - обеспечение прочности режущей кромки при черновой обработке и чистоты поверхности при чистовой обработке.
10. Параметры режима резания - определение скоростей, подач и глубин резания для оптимизации каждого отдельного прохода.
Некоторые пункты приведенной последовательности могут быть изменены в соответствии с конкретной ситуацией. Часто заранее уже определены размер и способ крепления режущей пластины. Но важно иметь в виду общую последовательность выбора для того, чтобы представлять процесс в целом.
Целесообразно использовать режущий инструмент, оснащенный твердым сплавом и композиционным материалом, например, для обработки стали можно применять марки твердого сплава Т5К10, Т15К6, Т30К4, а для чугуна и бронзы ВК2, ВК4, ВК6, ВК8. инструменты с большим содержанием кобальта используют для черновой обработки Т5К10, ВК8, а с меньшим его содержанием для чистовой Т30К4, ВК2.
Габаритные размеры режущего инструмента следует выбирать в соответствии с техническими характеристиками станков. Так, например, размер сечения державки резца для станка 16К20 должен иметь размеры h * b = 25 * 25 (мм), т.е. высота резца должна быть равной расстоянию от опорной поверхности резцедержателя до оси центров.
При выборе токарных резцов для обработки детали необходимо использовать:
-
/1/Резцы с механическим креплением пластины (с.195-213);
-
/2/ Марки сплавов, выпускаемые СП.МКТС-HERTEL(Москва) ( табл. 1.40. стр.95-96)
-
/2/ Области применения пластин, выпускаемых СП.МКТС-HERTEL, при токарной обработке (стр.97-98)
-
/2/ Резцы токарные для наружной обработки с механическим креплением сменных многогранных пластин (стр.145-205)
Литература
-
Справочник технолога-машиностроителя. В 2-х т. Т. 2 / Под ред. А.М.Дальского, А.Г. Суслова, А.Г.Косиловой и Р.К Мещерякова. - 5-е изд., перераб и доп. - М.:Машиностроение-1 , 2001 г., 944 с., ил.
-
Музыкант Я.А., Металлорежущий инструмент: Номенклатурный каталог. в 4-х ч. Ч.1. Токарный инструмент. М.: Машиностроение, 1995. - 416 с.: ил.
Методическое пособие
по выполнению бинарного лабораторно-практического занятия
для мини-группы «Отдел подготовки производства»
Тема: «Выбор и обоснование технологического оборудования для токарной обработки»
Цель:
-
Дать учащимся представление о принципе выбора технологического оборудования.
-
Создать условия для выявления причинно-следственной связи технических требований чертежа детали и выбором технологического оборудования.
-
Способствовать запоминанию основной терминологии оборудования.
-
Способствовать формированию умений выбора технологического оборудования.
-
Способствовать формированию подготовки технического решения.
Ход работы:
Определение необходимого перечня оборудования для обработки детали по чертежу
Рассмотрение технических характеристик оборудования
Обоснование выбора технологического оборудования для токарной обработки детали
Оформить отчет о выполнении практической работы
Подготовить техническое решение по рассматриваемому вопросу
Теоретическая часть
К технологическому оборудованию по механической обработке заготовок относятся различные типы металлорежущих станков. Металлорежущие станки выбирают с учетом их основной характеристики (для токарных станков - высота линии центров и расстояние между центрами, для сверлильных - максимальный диаметр сверления и т.д.). В соответствии с габаритными размерами обрабатываемых заготовок выбирают типоразмер станка. Немаловажно учитывать и тот факт, что крупногабаритные станки для обработки мелких деталей предлагать нецелесообразно не только из-за излишней трудоемкости работы на них, дополнительных расходов электроэнергии, но и из-за потери точности при изготовлении.
Станки выбирают согласно их шифрам - условным обозначениям типа и модели из каталогов станков. Для каждой операции требуется выбрать соответствующий тип станка с перечислением основных технических характеристик (мощность электродвигатели, число оборотов шпинделя и подачи суппорта, высота резца, наибольшие диаметр и длина обрабатываемой заготовки и т.д.) Металлорежущие станки отечественного производства принято делить на 9 групп.
Токарные станки относятся к первой группе, которая подразделяется на 9 типов:
-
одношпиндельные автоматы и полуавтоматы;
-
многошпиндельные автоматы и полуавтоматы;
-
токарно-револьверные;
-
токарно-отрезные;
-
токарно-карусельные;
-
токарные, токарно-винторезные, токарно-лобовые;
-
многорезцовые, токарно-полировальные;
-
специализированные;
-
специальные.
Различают пять степеней точности станков:
-
нормальную - Н;
-
повышенную - П;
-
высокую - В;
-
особо высокую - А;
-
особую - С.
Обозначение модели станка содержит 3-4 цифры и несколько букв.
Первая цифра - группа станка (все токарные станки- 1);
вторая-тип станка;
третья и четвертая цифры - размерный параметр станка (обычно высота центров: 2 или 20 - высота центров 200 мм и 3 или 30 - высота центров 300 мм и т. д.).
Буквами обозначаются точность станка (начиная с повышенной); конструктивные особенности (М - магазин, Р-револьверная головка и др.); очередная модификация завода-изготовителя.
Буква Ф в конце означает, что станок имеет числовое программное управление:
Ф1-станок с преднабором программы;
Ф2 - позиционная система ЧПУ;
Ф3 - контурная система ЧПУ;
Ф4 - обрабатывающий центр.
Приведем несколько примеров обозначения моделей токарных станков.
1К62:
1-группа токарных станков;
К - модификация;
6 - токарно-винторезный станок;
2 - высота центров, см.
1А616:
1 - группа токарных станков;
А - модификация;
6 - токарно-винторезный станок;
16 - высота центров, см.
1Б811:
1-группа токарных станков;
Б - модификация;
8 - специализированный токарно-затыловочный станок;
11 - технологический параметр, определяющий размеры обрабатываемых заготовок.
16К20П:
1-группа токарных станков;
6 - токарно-винторезный;
К - модификация;
20 - высота центров, см;
П - класс точности - повышенный.
В обозначении моделей токарно-револьверных станков (например, 1Е316П) последние две цифры обозначают наибольший диаметр круглого прутка, обрабатываемого на данном станке. Размерный ряд револьверных станков, выпускаемых отечественными заводами, включает станки для обработки круглого прутка диаметром 10, 16, 25, 40, 65, 100 и 160 мм. Наличие буквы (Е) между цифрами указывает на модернизацию станка.
Размерные ряды станков
Для большинства станков стандартами установлены основные (главные) параметры, характеризующие размеры обрабатываемых деталей или размеры самого станка. Совокупность численных значений этих параметров (от наименьшего до наибольшего) образует размерный ряд станков одного типа, т.е. подобных по конструкции, кинематической схеме и внешнему виду.
Конструкция станков размерного ряда состоит в основном из унифицированных узлов, одинаковых или подобных, что облегчает конструирование, изготовление и эксплуатацию станков, а также способствует удешевлению их производства.
Размерные ряды станков строят по принципу геометрической прогрессии, в которой главный параметр станка является членом ряда. В таблице представлены размерные ряды металлорежущих станков основных технологических групп.
Размерные ряды металлорежущих станков основных технологических групп
Технологическая группа металлорежущих станков
Главный параметр
Пределы изменения главного Параметра станка, мм
Знаменатель размерного ряда
Токарно-винторезные, токарные патронно-центровые и патронные станки
Наибольший диаметр изделия над станиной
125...5000
Токарно-карусельные станки
Наибольший диаметр изделия
1250... 20 000
Токарные многошпиндельные прутковые горизонтальные автоматы
Диаметр прутка
12... 160
Вертикально-сверлильные станки
Наибольший условный диаметр отверстия при сверлении
3...12
2
Координатно-расточные, сверлильно- фрезерно-расточныевертикальные станки
Ширина стола
250... 2000
V2
Сверлильно-фрезерно-расточные станки
Ширина стола
200... 2000
V2
Круглошлифовальные станки
Наибольший диаметр устанавливаемого изделия
100... 800
Плоскошлифовальные станки
Ширина поверхности стола
160... 800
V2
Электроэрозионные вырезные станки
Длина вырезаемого контура
160...800
Электрохимические копировально-прошивочные станки
Ширина стола
200... 630
Vl
Зубо-фрезерные вертикальные полуавтоматы для обработки цилиндрических колес
Наибольший диаметр обрабатываемого зубчатого колеса
80... 12500
Фрезерные широкоуниверсальные инструментальные станки
Ширина стола
200... 800
Hi
Продольно-фрезерные станки
Ширина стола
500... 4500
V2
Продольно-строгальные станки
Ширина изделия
2000... 3150
При разработке размерных рядов учитывают, что необоснованное расширение номенклатуры выпускаемых станков, сходных по своему назначению, приводит к уменьшению серийности выпуска, возрастанию себестоимости изготовления станков и повышению расходов на их эксплуатацию.
Показатели технического уровня станков
Каждый станок имеет определенные выходные параметры. К ним относятся: производительность, точность, прочность, жесткость, виброустойчивость, стойкость к тепловым воздействиям, износостойкость, надежность, показатели качества, экономические и энергетические показатели. Все они, вместе взятые, характеризуют технический уровень станка.
Производительность. Это основной критерий количественной оценки станочного оборудования. Производительность станка характеризуется числом деталей, изготовленных на нем в единицу времени. Если, например, на обработку одной детали затрачивается время t, мин, то производительность Q станка будет Q = 1/7, шт./мин, а если TV деталей, то Q = N/t.
Прочность. Расчеты на прочность деталей, выполняемые при проектировании станков, осуществляют по величинам допускаемых напряжений, коэффициентам запаса прочности или вероятности безотказной работы. Расчеты по допускаемым напряжениям наиболее просты и удобны, их используют для станков массового производства, опыт эксплуатации которых значителен. Прочность деталей станков исключает аварийные ремонты из-за их поломки.
Точность. Для деталей машин понятие точности включает точность формы и размеров отдельных участков детали, а также точность взаимного положения этих участков.
Точность обработки характеризуется значениями допущенных при обработке погрешностей, т.е. отступлением размеров обработанной детали от заданных по чертежу. Погрешности обработки должны находиться в пределах допусков. Кроме того, необходимо при обработке заготовки получить заданную шероховатость поверхности, которая непосредственно зависит от метода обработки и режимов резания.
Точность обработки на станке будет в первую очередь зависеть от точности и шероховатости поверхностей деталей узлов станка. Однако при проектировании и изготовлении машин нужно учитывать и другие факторы, влияющие на ее точность.
Рассмотрим в качестве примера координатно-расточный станок. Под действием сил, возникающих при резании, узлы станка деформируются и изменяют свое относительное положение. В результате отжатий узлов станка под нагрузкой траектория движения инструмента относительно заготовки искажается. Точность обработки изделия при этом снижается. Следовательно, точность координатно-расточного станка зависит от жесткости его узлов. На конечную точность обработки большое влияние оказывает и точность измерительных и отсчетных устройств этого станка, предназначенных для оценки перемещения стола с изделием относительно инструмента.
Неточность обработки может возникнуть в результате тепловых деформаций узлов и деталей станка, а также вследствие снижения качества зубчатых колес и ходового винта, что влияет на точность кинематической цепи станка. Особенно это актуально для зуборезных, винторезных, зубо- и резьбошлифовальных станков.
Кинематическая точность в зуборезных станках существенно зависит от точности изготовления и монтажа червяка и червячного колеса в делительной цепи.
Жесткость. Критерий жесткости в станках является одним из важнейших. Например, прецизионные станки проектируют значительно более массивными, чем другое технологическое оборудование для тех же нагрузок и мощности, так как их узлы будут более жесткими, а, следовательно, под действием приложенных сил будут давать меньшие отжатия.
Меры по повышению жесткости станков направлены на создание таких конструкций, которые могли бы воспринимать большие силы резания при малой деформации узлов. К таким мерам относятся: повышение качества поверхностей стыков (сопряжений) и сборки; уменьшение числа стыков и сокращение кинематических цепей; создание жестких рамных конструкций базовых узлов (например, координатно-расточные станки рамной конструкции имеют большую жесткость, чем вертикальные одностоечные, а следовательно, и большую точность обработки); повышение жесткости слабых звеньев (планок, клиньев, цанг); расположение клиньев и планок в узлах со стороны, противоположной действию сил; создание в конструкциях с опорами
При выборе технологического оборудования для токарной обработки необходимо использовать:
-
/1/станки токарные (с.12-28);
-
/2/ токарные станки (с.25-44).
Литература
-
Справочник технолога-машиностроителя. В 2-х т. Т. 2 / Под ред. А.М.Дальского, А.Г. Суслова, А.Г.Косиловой и Р.К Мещерякова. - 5-е изд., перераб и доп. - М.:Машиностроение-1 , 2001 г., 944 с., ил.
-
Обработка металлов резанием: Справочник технолога/ А.А. Панов, В.В. Аникин, Н.Г.Бойм и др.; Под общ. ред. А.А. Панова. - М.: Машиностроение, 1988. - 736 с.: ил.
| Отчет по лабораторному практикуму | |||||||||
| Дата: | «_____» | _____________________ | 201__ г. |
| |||||
| Тема: |
| ||||||||
|
| |||||||||
| Цель работы: |
| ||||||||
|
| |||||||||
| Задача работы: |
| ||||||||
|
| |||||||||
| мини - группа: | _______________________________________________________________Наименование мини- группы | ||||||||
| состав: | № | Ф.И.О. | Распределение обязанностей в группе | Оценка | |||||
|
|
|
|
| ||||||
|
|
|
|
| ||||||
|
|
|
|
| ||||||
|
|
|
|
| ||||||
| выводы: |
| ||||||||
|
| |||||||||
|
| |||||||||
|
| |||||||||
| замечания и предложения к учебному занятию |
| ||||||||
|
| |||||||||
|
| |||||||||
|
| |||||||||
Оценка работы мини - группы _____________________________
Преподаватель_________________
| «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО» | |
| мини-группа «Метрологическая служба» | |
| Тема: «Технические требования к детали, выбор и обоснование метода получения заготовки, определение массы заготовки по чертежу детали» | |
| Задание | Описать технические требования по чертежу детали |
| ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
| «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО» | |
| мини-группа «Метрологическая служба» | |
| Тема: «Технические требования к детали, выбор и обоснование метода получения заготовки, определение массы заготовки по чертежу детали» | |
| Задание | Подобрать возможные методы получения заготовки |
| ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
«КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО»
мини-группа «Метрологическая служба»
Тема: «Технические требования к детали, выбор и обоснование
метода получения заготовки, определение массы заготовки
по чертежу детали»
Задание
Произвести сравнительный анализ нескольких методов получения заготовки
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
«КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО»
мини-группа «Метрологическая служба»
Тема: «Технические требования к детали, выбор и обоснование
метода получения заготовки, определение массы заготовки
по чертежу детали»
Задание
Определить массу заготовки по справочным материалам
Оформить техническое решение
____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
| «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО» | |
| мини-группа «Отдел подготовки производства» | |
| Тема: «Выбор и обоснование технологического оборудования для токарной обработки»
| |
| Задание | Определить необходимый перечень оборудования для обработки детали по чертежу |
| ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
| «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО» | |
| мини-группа «Отдел подготовки производства» | |
| Тема: «Выбор и обоснование технологического оборудования для токарной обработки»
| |
| Задание | Рассмотреть необходимые технические характеристики оборудования Произвести выбор токарного станка для обработки детали |
| ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
| «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО» | |
| мини-группа «Отдел подготовки производства» | |
| Тема: «Выбор и обоснование технологического оборудования для токарной обработки»
| |
| Задание | Обосновать выбор технологического оборудования |
| ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
| «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО» | |
| мини-группа «Отдел подготовки производства» | |
| Тема: «Выбор и обоснование технологического оборудования для токарной обработки»
| |
| Задание | Оформить техническое решение |
| ____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
| «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО» | |
| мини-группа «Конструкторский отдел» | |
| Тема: «Выбор и обоснование режущего инструмента для токарной операции»
| |
| Задание | Определить перечень возможного применения металлорежущих инструментов токарной обработки по чертежу детали. |
| ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
| «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО» | |
| мини-группа «Конструкторский отдел» | |
| Тема: «Выбор и обоснование режущего инструмента для токарной операции»
| |
| Задание | Выбор инструментов по назначению. |
| ____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
| «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО» | |
| мини-группа «Конструкторский отдел» | |
| Тема: «Выбор и обоснование режущего инструмента для токарной операции»
| |
| Задание | Обосновать выбор токарного инструмента |
| ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
| «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО» | |
| мини-группа «Конструкторский отдел» | |
| Тема: «Выбор и обоснование режущего инструмента для токарной операции»
| |
| Задание | Оформить техническое решение |
| ____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
| «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО» | |
| мини-группа «Технологический отдел» | |
| Тема: «Разработка маршрутной технологии токарной обработки по чертежу детали»
| |
| Задание | Рассмотреть возможные методы обработки детали по чертежу |
| ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
| «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО» | |
| мини-группа «Технологический отдел» | |
| Тема: «Разработка маршрутной технологии токарной обработки по чертежу детали»
| |
| Задание | Выбрать оптимальные метода обработки детали Произвести сравнительный анализ нескольких методов обработки |
| _______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
| «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО» | |
| мини-группа «Технологический отдел» | |
| Тема: «Разработка маршрутной технологии токарной обработки по чертежу детали»
| |
| Задание | Разработать маршрутную технологию токарной обработки детали |
| ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
| «КОНСТРУКТОРСКО - ТЕХНОЛОГИЧЕСКОЕ БЮРО» | |
| мини-группа «Технологический отдел» | |
| Тема: «Разработка маршрутной технологии токарной обработки по чертежу детали»
| |
| Задание | Оформить техническое решение |
| ____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ | |
Техническое решение
мини-группа «Метрологическая служба»
1.
К детали предъявлены следующие технические требования:
2.
Предлагаем рассмотреть следующие методы получения заготовки:
3
Предлагаем выбрать вид заготовки для изготовления детали:
Обоснование выбора:
4.
Масса заготовки по выбранному варианту составит: _____________ кг.
Техническое решение
мини-группа «Технологический отдел»
1.
Возможные варианты маршрутной технологии в зависимости от чертежа детали:
1-я маршрутная технология
2-я маршрутная технология
3-я маршрутная технология
2.
Предлагаем выбрать _______ маршрутную технологию
Обоснование выбора:
3.
Оформление маршрутной технологии изготовления детали: «Палец»
Номер
Наименование и содержание операции
Технологический эскиз
операции
установа
перехода
Техническое решение
мини-группа «Конструкторский отдел»
1.
Деталь имеет следующие поверхности обрабатываемые токарными резцами:
2.
Предлагаем рассмотреть следующие виды токарных резцов применимых для токарной обработки детали:
3
Предлагаем выбрать:
Обоснование выбора:
Техническое решение
мини-группа «Отдел подготовки производства»
1.
Для производства детали требуется следующее оборудование:
2.
Для токарной операции предлагаем выбрать ______________________ _______________________станок модели _________________
Обоснование выбора:
3.
Имеет следующие технические характеристики:
Параметры
единица измерения
значение
Наибольший диаметр
заготовки
сверления
нарезания резьбы
Наибольшая длина:
заготовки
Шаг нарезаемой резьбы
Частота вращения шпинделя
Число скоростей шпинделя
Наибольшее перемещение суппорта:
продольное
поперечное
Подача суппорта
продольная
поперечная
Число ступеней подач
Скорость быстрого перемещения суппорта
продольного
поперечного
Мощность электродвигателя главного привода
Габаритные размеры
длина
ширина
высота
Масса