- Преподавателю
- Другое
- Пояснительная записка к квалификационной работе «Низколегированные стали. Монтаж внутренних сетей канализации. »
Пояснительная записка к квалификационной работе «Низколегированные стали. Монтаж внутренних сетей канализации. »
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Завгородний А.В. |
| Дата | 25.01.2016 |
| Формат | doc |
| Изображения | Есть |

Пояснительная записка к
Квалификационной работе
на тему: «Низколегированные стали.
Монтаж внутренних сетей канализации.»
Специальность «Специалист коммунального хозяйства инженерных систем »
Выполнил:
Проверила:
Степногорск
Содержание
1. История развития сварочного производства.................................................3
2. Понятие промышленной продукции сварочного производства и её качества..................................................................................................................4
3. Методы определения и нормирование показателей качества...................6
4. Система формирования качества промышленной продукции сварочного производства.........................................................................................................9
5. Система разработки и постановки продукции в производство..................10
ГЛАВА I
ТЕХНОЛОГИЯ СВАРНЫХ РАБОТ
1. Характер металлов и сплавов........................................................................13
2. Оборудование сварочного поста...................................................................25
3. Сварочная дуга................................................................................................26
4. Металлургия сварки........................................................................................26
5. Материалы для сварки...................................................................................27
6. Деформация и напряжения...........................................................................35
7. Сварные соединения и швы...........................................................................37
8. Подготовка металла под сварку....................................................................38
9. Сборка под сваркой........................................................................................41
10. Техника выполнения швов............................................................................42
11. Выбор режима сварки...................................................................................43
12. Контроль качества..........................................................................................44
13. Техника безопасности...................................................................................48
ГЛАВА II
ТЕХНОЛОГИЯ САНТЕХНИЧЕСКИХ РАБОТ
1. Внутренняя канализация................................................................................51
2. Сети внутренней канализации.......................................................................52
ЗАКЛЮЧЕНИЕ ......................................................................................................62
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ.................................................. 64
ВВЕДЕНИЕ
-
История развития сварочного производства.
В решение задач научно- технического прогресса важное место принадлежит сварке. Сварка является технологическим процессом, широко применяемая практически во всех отраслях народного хозяйства. С применением сварки создаются серийные и уникальные машины. Сварка внесла коренные изменения в конструкцию и технологию производства многих изделий. При изготовлении металлоконструкций, прокладке трубопроводов, установке технологического оборудования, на сварку приходится четвертая часть всех строительно-монтажных работ. Основным видом сварки является дуговая сварка.
Основоположниками сварки являются русские ученые и инженеры - В.В. Петров, Н.Н. Бенардос и Н.Г.Славянов. В 1802г. профессор физики Петров открыл и наблюдал дуговой разряд от построенного им мощного «вольтового столба». Этот столб или батарея был самым мощным источником электрического тока того времени. В то время электротехника только начинала создаваться, и открытие Петровым дугового разряда значительно опередило свой век.В 1802 г. русский академик В.В. Петров впервые в мире открыл и описал явление электрической дуги, а также указал на возможность использования ее теплоты для расплавления металлов. В 1882 г. русский академик Н.Н. Бенардос изобрел способ дуговой сварки с применением угольного электрода. В 1888 г. русский инженер-металлург Н.Г. Славянов разработал металлургические основы дуговой сварки, создал первый автоматический регулятор длины сварочной дуги и изготовил первый в мире сварочный генератор.
По уровню развития сварочного производства Россия является ведущей страной в мире. В 1969 г. на борту космического корабля «Союз-6» Валерий Кубасов с помощью установки «Вулкан» провел автоматическую электронно-лучевую и дуговую сварку и резку металлов в космосе; в 1984 г. на борту космического корабля «Салют-7» Светланой Савицкой и Владимиром Джанибековым выполнены ручная сварка, резка, пайка и напыление металлов в открытом космосе.
До практического применения дуги для целей сварки прошло 80 лет. Н.Н.Бенардос впервые применил электрическую дугу между угольным электродом и металлом для сварки. Он применил созданный им способ не только для сварки, но и для наплавки и резки металлов.
Другой русский изобретатель Славянов, разработал способ дуговой сварки металлическим электродом с защитой сварочной зоны слоем порошкообразного вещества, то есть флюса, и первый в мире механизм для полуавтоматической подачи электронного прутка в зону сварки. Способ сварки плавящимся металлическим электродом получил название «дуговая сварка по способу Славянова».
Изобретения Бенардоса и Славянова нашли заметное применение по тем временам, и в первую очередь на железных дорогах, а затем на нескольких крупных машиностроительных и металлургических заводах России.
Однако, несмотря на первоначальные успехи русских изобретателей в деле разработки и внедрения дуговой сварки, к началу XX века страны Европы опередили Россию.
Только после революции 1917г. сварка получила интенсивное развитие в нашей стране. В нашей стране тогда впервые в мире были разработаны новые высокопроизводительные виды сварки, это электрошлаковая, в углекислом газе, диффузная и другие. Фундаментальные исследования по разработке новых процессов и технологии сварки проводятся в ряде научно-исследовательских организациях, ВУЗах и крупных предприятиях судостроительной, авиационной, нефтехимической, атомной и других.
На современном этапе развития сварочного производства в связи с развитием научно-технической революции резко возрос диагноз свариваемых толщин, материалов, видов сварки. В настоящее время сваривают материалы толщиной от
несколько микрон (в микроэлектронике) до нескольких метров (в тяжелом машиностроении).
-
Понятие промышленной продукции сварочного производства и её качества.
Промышленная продукция - конечный результат деятельности промышленных предприятий. Результатом деятельности предприятий сварочного производства являются сварные изделия. Продукция сварного производства характеризуется следующими особенностями:
многообразием номенклатуры, типов и размеров;
высокими требованиями к качеству сварных соединений;
выпуском сварных изделий предприятиями машиностроения и приборостроения с различным техническим уровнем и серийностью производства;
необходимостью аттестации технологических процессов сварки, технологического, контрольного и испытательного оборудования;
потребностью высокой квалификации рабочих и специалистов сварочного производства.
Крупногабаритные сварные изделия (каркасно-листовые, оболочковые, рамные, балочные), составляющие основу механизмов, сооружений или машин, часто называют сварными конструкциями. Например, к сварным конструкциям относятся кузова автомобилей, фюзеляжи самолётов и т.д.
Сварные конструкции условно разделяют на узлы. Узлом называют часть сварной конструкции, состоящую из двух или нескольких свариваемых элементов. Отдельные части машин или механизмов, полученные сваркой и выполняющие самостоятельные функции, называются сварными деталями. Например, к сварным деталям относятся оси и валы автомобилей и т.д.
К сварным изделиям предъявляют определённые требования, от выполнения которых зависит их качество и пригодность к эксплуатации. Качество сварных изделий является комплексным понятием и представляет совокупность определённых характеристик. Отдельные характеристики продукции объединяются в группы или показатели качества. Показатели качества в зависимости от характера решаемых задач классифицируются по различным признакам (ГОСТ 22851-77). Различают следующие группы показателей качества: назначения, надежности, технологичности и др.
Применительно к сварным конструкциям (изделиям), в которых применяют неразъемные соединения, первостепенное значение имеют показатели назначения и надежности.
Показатели назначения обуславливают область практического использования продукции и характеризуются эксплутационными (служебными) характеристиками изделий.
Показатели надёжности характеризуют свойство продукции выполнять заданные функции и сохранять при этом эксплутационные характеристики в заданных пределах.
К показателям назначения, например, топливного бака, относятся объём рабочей жидкости и её максимальное давление в нём.
Показатели назначения сварных изделий в значительной степени будут определять свойства сварных соединений и характеризоваться их показателями качества. При определении показателей качества сварных соединений рекомендуется выбирать самые необходимые и важнейшие свойства. К их числу, например, для топливного бака, относят прочность и герметичность.
К свойствам сварных соединений относят также пластичность, коррозионную стойкость, износостойкость и др.
Эти свойства будут определять требования к сварным соединениям, которые обеспечиваются определенными конструктивными и технологическими характеристиками сварного соединения. К конструктивным характеристикам относят форму и геометрические размеры сварного шва и сварных точек.
К технологическим характеристикам относят уровень остаточных напряжений, величину деформаций, размеры и количество дефектов и т.д.
Перечисленные характеристики в совокупности определяют качество сварных соединений и являются основой для оптимизации технологического процесса, под которой понимают нахождение наилучшего технологического решения осуществления процесса, обеспечивающего качество и надёжность сварных изделий.
К показателям надёжности изделий и сварных соединений относятся:
безотказность;
долговечность;
ремонтопригодность.
Безотказность - свойство сварного соединения сохранять работоспособность (работоспособное состояние) в течение определённого периода времени в заданных условиях эксплуатации. Работоспособность сварных соединений характеризуется сохранением их свойств, установленных нормативно-технической документацией.
Под отказом понимают событие, заключающееся в нарушении работоспособности, т.е. в выходе хотя бы одной контролируемой характеристики за допустимые пределы.
Долговечность - свойство сварного соединения сохранять работоспособность до наступления состояния, когда невозможна дальнейшая эксплуатация сварного изделия.
Ремонтопригодность - свойство сварного соединения, заключающееся в возможности его ремонта и устранения возникших дефектов в процессе эксплуатации.
Надёжность, взятая отдельно, ещё не означает технического совершенства изделия, т.к. оно может обладать низкими техническими характеристиками. С другой стороны совершенные по техническим характеристикам изделия не обеспечиваются необходимой надёжностью. В связи с этим и вводится понятие работоспособности, оцениваемое в совокупности показателями прочности, герметичности и др.
Таким образом, качество сварных изделий определяется совокупностью свойств сварных соединений.
-
Методы определения и нормирование показателей качества.
Показатели качества сварных соединений разделяют на количественные и качественные. При определении количественных показателей используют измерительный метод, основанный на прямых измерениях контролируемых характеристик (например, измерение ширины шва). Количественные показатели могут быть определены и расчётным путём. Этот метод основан на определении по теоретическим или экспериментальным зависимостям показателей качества от основных измеряемых характеристик. Например, определение предела прочности сварного соединения по измеряемым прямыми методами предельной нагрузке и площади поперечного сечения шва.
При оценке качества сварных соединений используют и качественные показатели. Например, степень окислености поверхности сварного шва (по наличию цветов побежалости на поверхности сварного шва). В этом случае используют регистрационный метод, основанный на наблюдении и анализе зрительного восприятия информации. Точность определения качественных показателей зависит от накопленного опыта, квалификации и способности специалиста, производящего оценку.
При регистрационном методе обычно используют эталоны или специальные стандартные шкалы с бальным способом (номером) выражения показателя качества. Например, при оценке загрязненности стали неметаллическими включениями. Просматривают нетравленный шлиф сварного соединения в микроскоп и визуально сравнивают обнаруженные включения со стандартной шкалой, которая является пятибальной. С увеличением номера (балла) возрастает загрязненность стали неметаллическими включениями.
При оценке окислености сварного шва используют эталоны сварных соединений с недопустимой степенью окисления.
При определении номенклатуры показателей качества и разработке шкал оценок, используют экспертный метод, основанный на учёте мнений группы экспертов-специалистов. Чтобы получить экспертным методом достаточно точные результаты необходимо применять меры на уменьшение их субъективности, присущей этому методу. Поэтому при обработке мнений экспертов используют методы математической статистики, занимающейся вопросами сбора, обработки и анализа результатов наблюдений.
Оценку качества промышленной продукции производят путём её контроля, т.е. проверки соответствия контролируемых показателей заданным требованиям или нормам, установленным нормативно-технической документацией (НТД). НТД включает стандарты, технические условия, чертежи изделий, технологические карты и производственные инструкции.
Контроль необходим, т.к. при изготовлении продукции возникают производственные погрешности, обусловленные действием различных факторов. Получаемые и фиксируемые при контроле отклонения от норм и требований позволяют руководителям производства принимать решения о необходимости изменения технологических процессов, путём использования управляющих воздействий. С помощью управляющих воздействий обеспечивают требуемые показатели качества и их стабильность.
Нормирование требований к контролируемым характеристикам является необходимым условием обеспечения требуемого уровня качества промышленной продукции. Принимая за χί контролируемую характеристику, нормирование производят, либо по наименьшему значению χmin , либо наибольшему χmax , либо одновременно по наименьшему и наибольшему значениям.
xi ≤ xi max; xi ≥ xi min; xi min≤xi≤xi max
Например, в первом случае глубина отпечатка при точечной контактной сварке должна быть меньше установленного наибольшего значения. Во втором случае в качестве примера можно привести шаг (расстояние) между сварочными точками, который должен быть больше установленного наименьшего значения. В третьем случае примером является диаметр литого ядра. При диаметрах ядра меньше минимального имеет место непровар, а при диаметрах ядра больше максимального фиксируют выплеск. Непровар и выплеск являются недопустимыми дефектами контактной сварки.
Таким образом, нормирование устанавливает допустимые пределы изменения контролируемой характеристики. Эти значения отражают конкретные требования к сварным соединениям, которые устанавливают на основе экспериментальных исследований и испытаний, применения методов статистического анализа и обработки экспериментальных данных и построения статических закономерностей контролируемых показателей.
В производственной практике, например, при испытаниях для оценки качества сварных соединений используют как абсолютные, так и относительные показатели. К относительным показателям качества можно отнести, например, коэффициент прочности сварного соединения:
Kσ=σВ св.соед./σВ осн. соед.
где, σВ св.соед. - предел прочности сварного соединения,
σВ осн. соед. - предел прочности основного металла.
Относительные характеристики также нормируют. Так коэффициент прочности сварного соединения не должен быть меньше установленного значения. Такие ограничения задаются в зависимости от конкретных технических требований. Выход за установленные ограничения считается как несоответствия предъявляемым требованиям.
В связи с тем, что реальное число контролируемых показателей велико, то при оценке качества продукции вводится такое понятие как уровень качества. Под уровнем качества понимают характеристику качества продукции, основанную на сравнении совокупности ее единичных показателей качества с соответствующей совокупностью нормативных (базовых) показателей. Сопоставляя единичные и нормативные показатели качества, принимают решение об уровне качества продукции.
Выбор необходимой и достаточной номенклатуры показателей качества сварных изделий и формирование требований к их качеству зависит от специфики и условий эксплуатации сварных изделий и устанавливается соответствующими отраслевыми стандартами и производственными методиками и инструкциями.
Разработкой общих теоретических основ и методов количественной оценки показателей качества продукции занимается наука, называемая квалиметрией.
-
Система формирования качества промышленной продукции сварочного производства.
Система формирования качества промышленной продукции сварочного производства охватывает пять основных стадий жизненного цикла продукции и представлена в виде следующей схемы.
1) Стадия проектирования включает научно-исследовательские и опытно-конструкторские работы (НИР и ОКР) по проектированию сварных изделий и разработке директивных (руководящих) технологических материалов (ДТМ, РТМ). На этой стадии прогнозируется технический уровень выпускаемой продукции и определяется её соответствие современному уровню развития техники и технологии, осуществляется контроль разрабатываемой технической документации.
2) На стадии внедрения осуществляется технологическая подготовка производства, и ведутся работы по отладке технологии при выпуске опытных образцов или установочной серии. Основной сущностью технологической подготовки производства является разработка рабочей технологической документации и проектирование технологической оснастки.
На этой стадии контролируется разработанная технологическая документация и конструкторская документация на оснастку.
3) Стадия серийного производства предполагает организацию определенной системы производственного контроля, включающую контроль поставляемых материалов и полуфабрикатов, уровня подготовки производственного и руководящего персонала, технического состояния оборудования, контроль технологического процесса изготовления и испытания сварных изделий. На этой стадии осуществляют мероприятия по управлению технологическим процессом с целью устранения возникающих отклонений. Контроль на стадии серийного производства обеспечивает планируемый уровень качества выпускаемой продукции.
4) На стадии обращения контролируют условия хранения продукции и её транспортировки с целью сохранения всех показателей качества, заложенных в продукцию на предыдущих стадиях.
5) Стадия эксплуатации предполагает организацию определённой системы технического обслуживания и ремонта сварных изделий с целью поддержания высокого уровня их качества. Для этого необходим эксплутационный контроль. Контроль производится и после ремонта сварных соединений.
Анализ приведённой системы показывает, что качество продукции формируется и складывается из суммы качеств продукции на каждой стадии её жизненного цикла. Такая система формирования качества является частью общей системы качества, которая предусматривает контроль всех элементов, обеспечивающих её функционирование и соответствующих требованиям международных стандартов серии ISO -9000.
-
Система разработки и постановки продукции в производство.
Система разработки и постановки продукции в производство устанавливает порядок создания новой продукции, осуществляемой на основе хозяйственных договоров между заказчиком, разработчиком и изготовителем. Взаимодействие организаций-исполнителей при разработке и постанове продукции в производство осуществляется по следующей схеме.
Приведенная схема в общем случае отражает порядок создания продукции. При этом заказчик формирует заявку на разработку продукции, в которой определяет целевое назначение, область применения, технические требования, тип и характеристики производства, разработчик создает нормативно-техническую документацию (НТД) на изготавливаемую продукцию, а изготовитель выпускает продукцию и несёт ответственность за соответствие её НТД.
Запуску продукции в производство предшествует большая и трудоемкая подготовительная работа, которая охватывает две стадии жизненного цикла продукции (проектирование и внедрение). Результатом этой работы является разработка технической документации, включающей конструкторскую документацию на изделие и технологическую оснастку, и технологическую документацию на технологию его изготовления, а также отладка и освоение технологического процесса, выпуск установочной серии изделий в цехах предприятия-изготовителя продукции.
Порядок разработки и постановки продукции в сварочном производстве предусматривает несколько этапов работ, некоторые из которых выполняются последовательно, а другие параллельно. Эти этапы конкретизируются блок-схемой, приведенной ниже.
Начало разработки начинается с выдачи технического задания (ТЗ). ТЗ содержит исходные данные, необходимые для создания сварного изделия. Оно является основным документом, определяющим назначение изделия, его технические показатели и объем выпуска. ТЗ устанавливает требования к материалу изделия, его сварным соединениям и технологии изготовления.
На основе ТЗ конструктор выбирает материал и разрабатывает техническое предложение на изделие. Техническое предложение предусматривает разработку вариантов сварных изделий, отличающихся конструктивным исполнением и использованием различных технологических процессов, способов сварки. Затем начинается конструкторское проектирование изделия. Оно включает последовательно этапы разработки эскизного, технического и рабочего проектов.
Этап эскизного проектирования предусматривает разработку компановочного чертежа сварного изделия и расчленения его на самостоятельно изготавливаемые узлы и подузлы. Результатом разработки эскизных проектов является окончательный выбор принципиальных конструкторских решений проектируемого изделия.
Параллельно эскизному проектированию выдается ТЗ на проектирование технологии изготовления изделия, разработка которой осуществляется в два этапа. На первом этапе разрабатывается директивная технология, предусматривающая выбор высокоэффективных технологических процессов производства, включая и способа сварки. Второй этап заключается в проектировании рабочей технологии изготовления изделия.
На этапе технического проекта изделия выполняются чертежи его отдельных узлов, а также чертежи наиболее трудоемких и металлоемких деталей. На этапе технического проекта решаются вопросы по отработке конструкции изделия на технологичность. Она предусматривает анализ затрат труда, средств, материалов и времени при выборе оптимальных технологических решений изготовления изделий и способа сварки конкретных соединений.
На этапе рабочего проекта изделия разрабатывают рабочие чертежи отдельных деталей, определяют технические условия на материалы, производится оценка технического уровня спроектированного изделия.
После разработки конструкторской документации начинается работа по технологической подготовке производства, которая предусматривает второй этап разработки технологического процесса, включающего разработку рабочей технологической документации.
Параллельно с разработкой технологической документации выполняется проектирование и изготовление технологической оснастки, а также проектирование производственного цеха или участка. Отработка технологической документации и окончательная корректировка конструкторской документации выполняется исходя из практики изготовления и испытания опытного образца.
Для освоения выпуска спроектированного изделия на предприятии-изготовителе создаются соответствующие цеха или участки, на которых производится отладка производства при выпуске и испытании установочной серии изделий (первой промышленной партии).
Таким образом, разработка сварной конструкции и технологии ее изготовления является комплексной задачей, решаемой совместно конструкторами и технологами в течение всего процесса проектирования и внедрения продукции в серийное производство.
В условиях научно-технического прогресса особенно важно развитие определяющих его областей науки, техники и производства. Практически нет ни одной отрасли машиностроения, приборостроения и строительства, в которой не применялись бы сварка и резка металлов. С помощью сварки получают неразъемные соединения почти всех металлов и сплавов различной толщины - от сотых долей миллиметра до нескольких метров.
ГЛАВА I
ТЕХНОЛОГИЯ СВАРНЫХ РАБОТ
1. Характер металлов и сплавов
-
1. Сварка, понятие, виды и классы.
Сварка - технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения.
Физическая сущность процесса сварки заключается в образовании прочных связей между атомами и молекулами на соединяемых поверхностях заготовок. Для образования соединений необходимо выполнение следующих условий: освобождение свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; энергетическая активация поверхностных атомов, облегчающая их взаимодействие друг с другом; сближение свариваемых поверхностей на расстояния, сопоставимым с межатомным расстоянием в свариваемых заготовках.
В зависимости от формы энергии, используемой для образования сварного соединения, все виды сварки разделяют на три класса: термический, термомеханический и механический.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная, газовая и др.).
К термомеханическому классу относятся виды сварки, осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная и др.).
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления (ультразвуковая, взрывом, трением, холодная и др.).
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их нагревании или пластическом деформировании, или совместном действии того и другого (ГОСТ 2601-84). Различают два вида сварки: сварку плавлением и сварку давлением.
Сущность сварки состоит в том, что металл по кромкам свариваемых частей оплавляется под действием теплоты источника нагрева. Сущность сварки давлением состоит в пластическом деформировании металла по кромкам свариваемых частей путем их сжатия под нагрузкой при температуре ниже температуры плавления.
К сварке плавлением относится также газовая сварка, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки (ГОСТ 2601-84). Способ газовой сварки был разработан в конце прошлого столетия, когда началось промышленное производство кислорода, водорода и ацетилена.
Газовая сварка применяется во многих отраслях промышленности при изготовлении и ремонте изделий из тонколистовой стали, сварке изделий из алюминия и его сплавов, меди, латуни и других цветных металлов и их сплавов. Разновидностью газопламенной обработки является газотермическая резка, которая широко применяется при выполнении заготовительных операций при раскрое металла. Контактная сварка занимает ведущее место среди механизированных способов сварки. Особенность контактной сварки - высокая скорость нагрева и получение сварного шва, это создает условия применения высокопроизводительных поточных и автоматических линий сборки узлов автомобилей, отопительных радиаторов, элементов приборов и радиосистем. Сварку плавлением в зависимости от различных способов, характера источников нагрева и расплавления свариваемых кромок деталей можно условно разделить на следующие основные виды:
электрическая дуговая, где источником тепла является электрическая дуга;
электрическая сварка, где источником теплоты является расплавленный шлак, через который протекает электрический ток;
электронно-лучевая, при которой нагрев и расплавление металла производится потоком электронов;
лазерная, при которой нагрев и расплавление металла происходит сфокусированным мощным лучом микрочастиц - фотонов;
газовая, при которой нагрев и расплавление металла происходит за счет тепла пламени газовой горелки.
Несмотря на широкое применение различных механизированных методах сварки плавлением, наибольшее количество сварных конструкций изготовляются методом ручной дуговой сварки. Ручная дуговая сварка производится штучными электродами, конструктивно представляющими собой металлический стержень с нанесненным на него покрытием соответствующего состава. Один из концов стержня длинной ~30мм. освобожден от покрытия для его зажатия в электродержатель с обеспечение электрического контакта. Второй конец слегка очищается для обеспечения возможности зажигания дуги посредством контакта с изделием. Применение электродов должно обеспечивать следующие необходимые условия: легкое зажигание и устойчивое горение дуги, равномерное расплавление покрытия, равномерное покрытие шва шлаком: легкое удаление шлака после сварки, отсутствие непроваров, пор, трещин в металле шва.
Электроды классифицируются по следующим признакам:
- по материалу, из которого они изготовлены;
- по назначению для сварки определенных сталей;
- по толщине покрытия, нанесенного на стержень;
- по видам покрытия;
- характеру шлака, образующегося при расплавлении покрытия;
- техническим свойствам металла шва;
- по допустимым пространственным положениям сварки или
наплавки
- по роду и полярности применяемого при сварке тока.
1. 2. Электродуговая сварка.
1.2.1. Принцип действия.
Дуга - мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе ее горения. Процесс зажигания дуги в большинстве случаев включает в себя три этапа: короткое замыкание электрода на заготовку, отвод электрода на расстояние 3-6 мм и возникновение устойчивого дугового разряда.
Короткое замыкание выполняется для разогрева торца электрода и заготовки в зоне контакта с электродом. После отвода электрода с его разогретого торца (катода) под действием электрического поля начинается термоэлектронная эмиссия электронов. Столкновение быстродвижущихся по направлению к аноду электронов с молекулами газов и паров металла приводит к их ионизации. По мере разогрева столбца дуги и повышение кинетической энергии атомов и молекул происходит дополнительная ионизация за счет их соударения. Отдельные атомы также ионизируются в результате поглощения энергии, выделяемой при соударении других частиц. В результате дуговой промежуток становится электропроводным и через него начинается разряд электричества. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда.
Источником теплоты при дуговой сварке служит электрическая дуга, которая горит между электродом и заготовкой. В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие способы дуговой сварки:
а) Сварка неплавящимся (графитным или вольфрамовым) электродом, дугой прямого действия, при которой соединение выполняется путем расплавления только основного металла, либо с применением присадочного металла.
б) Сварка плавящимся (металлическим) электродом, дугой прямого действия, с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну жидким металлом.
в) Сварка косвенной дугой, горящей между двумя, как правило, неплавящимися электродами. При этом основной металл нагревается и расплавляется теплотой столба дуги.
г) Сварка трехфазной дугой, при которой дуга горит между электродами, а также между каждым электродом и основным металлом.
Питание дуги осуществляется постоянным или переменным током. При применение постоянного тока различают сварку на прямой и обратной полярностях. В первом случае электрод подключают к отрицательному полюсу (катод), во втором - к положительному (анод).
1.2.2. Ручная дуговая сварка.
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом - дуга горит между стержнем электрода и основным металлом. Стержень электрода плавится, и расплавленный металл каплями стекает в металлическую ванну. Вместе со стержнем плавится покрытие электрода, образуя газовую защитную атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлическая и шлаковые ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и образуется сварочный шов. Жидкий шлак после остывания образует твердую шлаковую корку.
Электроды для ручной сварки представляют собой стержни с нанесенными на них покрытиями. Стержень изготовляют из сварочной проволоки повышенного качества. Сварочную проволоку всех марок в зависимости от состава разделяют на три группы: низкоуглеродистая, легированная и высоколегированная.
Ручная сварка удобна при выполнении коротких и криволинейных швов в любых пространственных положениях - нижнем, вертикальном, горизонтальном, потолочном, при наложении швов в труднодоступных местах, а также при монтажных работах и сборке конструкций сложной формы. Ручная сварка обеспечивает хорошее качество сварных швов, но обладает более низкой производительностью, например, по сравнению с автоматической дуговой сваркой под флюсом.
Производительность процесса в основном определяется сварочным током. Однако ток при ручной сварке покрытыми электродами ограничен, так как повышение тока сверх рекомендованного значения приводит к разогреву стержня электрода, отслаиванию покрытия, сильному разбрызгиванию и угару расплавленного металла. Ручную сварку постепенно заменяют полуавтоматической в атмосфере защитных газов.
1.2.3. Автоматическая дуговая сварка под флюсом.
Для автоматической дуговой сварки под флюсом используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва.
В процессе автоматической сварки под флюсом дуга горит между проволокой и основным металлом. Столб дуги и металлическая ванна жидкого металла со всех сторон плотно закрыты слоем флюса толщиной 30 - 35 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла - жидкий шлак. Для сварки под флюсом характерно глубокое проплавление основного металла. Действие мощной дуги и весьма быстрое движение электрода вдоль заготовки обусловливают оттеснение расплавленного металла в сторону, противоположную направлению сварки. По мере поступательного движения электрода происходит затвердевание металлической и шлаковой ванн с образованием сварного шва, покрытого твердой шлаковой коркой. Проволоку подают в дугу и перемещают ее вдоль шва с помощью механизмов подачи и перемещения. Ток к электроду поступает через кабель.
Дуговую сварку под флюсом выполняют сварочными автоматами, сварочными головками или самоходными тракторами, перемещающимися непосредственно по изделию. Назначение сварочных автоматов - подача электродной проволоки в дугу и поддержание постоянного режима сварки в течение всего процесса. Автоматическую сварку под флюсом применяют в серийном и массовом производствах, для выполнения длинных прямолинейных и кольцевых швов в нижнем положении на металле толщиной 2 - 100 мм. Под флюсом сваривают металлы различных классов. Автоматическую сварку широко применяют при изготовлении котлов, резервуаров для хранения жидкостей и газов, корпусов судов, мостовых балок и других изделий. Она является одним из основных звеньев автоматической линий для изготовления сварных автомобильных колес и станов для производства сварных прямошовных и спиральных труб.
1.2.4. Электрошлаковая сварка и приплав.
При электрошлаковой сварке основной и электродный металлы расплавляются теплотой, выделяющейся при прохождении электрического тока через шлаковую ванну. Процесс электрошлаковой сварки начинается с образования шлаковой ванны в пространстве между кромками основного металла и формирующими устройствами (ползунами), охлаждаемые водой, подаваемой по трубам, путем расплавления флюса электрической дугой, возбуждаемой между сварочной проволокой и вводной планкой. После накопления определенного количества жидкого шлака дуга шунтируется шлаком и гаснет, а подача проволоки и подвод тока продолжаются. При прохождении тока через расплавленный шлак, являющийся электропроводящим электролитом, в нем выделяется теплота, достаточная для поддержания высокой температуры шлака (до 2000 градусов по Цельсию) и расплавления кромок основного металла и электродной проволоки. Проволока вводится в зазор и подается в шлаковую ванну с помощью мундштука. Проволока служит для подвода тока и пополнения сварочной ванны расплавленным металлом. Как правило, электрошлаковую сварку выполняют при вертикальном положении свариваемых заготовок. По мере заполнения зазора между ними мундштук для подачи проволоки и формирующие ползуны передвигаются в вертикальном направлении, оставляя после себя затвердевший сварной шов.
В начальном и конечном участках шва образуются дефекты. В начале шва - непровар, кромок , в конце шва - усадочная раковина и неметаллические включения. Поэтому сварку начинают на вводной, а заканчивают на выходной планках, которые затем удаляют газовой резкой.
Шлаковая ванна - более распределенный источник теплоты, чем электрическая дуга. Основной металл расплавляется одновременно по всему периметру шлаковой ванны, что позволяет вести сварку металла большой толщины за один проход.
Заготовки толщиной до 150 мм можно сваривать одним электродом, совершающим поперечные колебания в зазоре для обеспечения равномерного разогрева шлаковой ванны по всей толщине. Металл толщиной более 150 мм сваривают тремя проволоками, а иногда и большим числом проволок, исходя из использования одного электрода на 45 - 60 мм толщины металла. Специальные автоматы обеспечивают подачу электродных проволок и их поперчное перемещение в зазоре.
Электрошлаковая сварка имеет ряд преимуществ по сравнению с автоматической сваркой под флюсом: повышенную производительность, лучшую макроструктуру шва и меньшие затраты на выполнение 1 м сварного шва.
К недостаткам электрошлаковой сварки следует отнести образование крупного зерна в шве и в околошовной зоне вследствие замедленного нагрева и охлаждения. После сварки необходима термическая обработка (отжиг или нормализация) для измельчения зерна в металле сварного соединения.
Электрошлаковую сварку широко применяют в тяжелом машиностроении для изготовления ковано - сварных и лито - сварных конструкций, таких, как станины и детали мощных прессов и станков, коленчатые валы судовых дизелей, роторы и валы гидротурбин, котлы высокого давления и т. п. Толщина свариваемого металла составляет 50 - 2000 мм.
1. 3. Контактная сварка.
Контактная сварка относится к видам сварки с кратковременным нагревом места соединения без оплавления или с оплавлением и осадкой разогретых заготовок. Характерная особенность этих процессов - пластическая деформация, в ходе которой формируется сварное соединение.
Место соединения разогревается проходящим по металлу электрическим током, причем максимальное количество теплоты выделяется в месте сварочного контакта.
На поверхности свариваемого металла имеются пленки оксидов и загрязнения с малой электропроводимостью, которые также увеличивают электросопротивление контакта. В результате в точках контакта металл нагревается до термопластического состояния или до оплавления. При непрерывном сдавливании нагретых заготовок образуются новые точки соприкосновения, пока не произойдет полное сближение до межатомных расстояний, т. е. сварка поверхностей.
Контактную сварку классифицируют по типу сварного соединения, определяющего вид сварочной машины, и по роду тока, питающего сварочный трансформатор. По типу сварного соединения различают сварку стыковую, точечную, шовную.
1.3.1. Стыковая сварка.
Стыковая сварка - разновидность контактной сварки, при которой заготовки свариваются по всей поверхности соприкосновения. Свариваемые заготовки закрепляют в зажимах стыковой машины. Зажим 1 установлен на подвижной плите, перемещающийся в направляющих, зажим 2 укреплен на неподвижной плите. Сварочный трансформатор соединен с плитами, гибкими шинами и питается от сети через включающее устройство. Плиты перемещаются, и заготовки сжимаются под действием усилия, развиваемого механизмом осадки.
Стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой называют - сваркой оплавлением.
Сварка оплавлением имеет преимущества перед сваркой сопротивлением. В процессе оплавления выравниваются все неровности стыка, а оксиды и загрязнения удаляются, поэтому не требуются особой подготовки места соединения. Можно сваривать заготовки с сечением, разнородные металлы (быстрорежущую и углеродистую стали, медь и алюминий и т.д.).
Наиболее распространенными изделиями, изготовляемые стыковой сваркой, служат элементы трубчатых конструкций, колеса и кольца, инструмент, рельсы, железобетонная арматура.
1.3.2. Точечная сварка.
Точечная сварка - разновидность контактной сварки, при которой заготовки соединяются в отдельных точках. При точечной сварке заготовки собирают внахлестку и зажимают между электродами, подводящими ток к месту сварки. Соприкасающиеся с медными электродами поверхности свариваемых заготовок нагреваются медленнее их внутренних слоев. Нагрев продолжается до пластического состояния внешних слоев и до расплавления внутренних слоев. Затем выключают ток и снимают давление. В результате образуется литая сварная точка.
Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней и односторонней.
Многоточечная контактная сварка - разновидность контактной сварки, когда за один цикл свариваются несколько точек. Многоточечную сварку выполняют по принципу односторонней точечной сварки. Многоточечные машины могут иметь от одной пары до 100 пар электродов, соответственно сваривать 2 -200 точек одновременно. Многоточечной сваркой сваривают одновременно и последовательно. В первом случае все электроды сразу прижимают к изделию, что обеспечивает меньшее коробление и большую точность сборки. Ток распределяется между прижатыми электродами специальным токораспределителем, включающим электроды попарно. Во втором случае пары электродов опускают поочередно или одновременно, а ток подключают поочередно к каждой паре электродов от сварочного трансформатора. Многоточечную сварку применяют в основном в массовом производстве, где требуется большое число сварных точек на заготовке.
1.3.3. Шовная сварка.
Шовная сварка - разновидность контактной сварки, при которой между свариваемыми заготовками образуется прочное и плотное соединение. Электроды выполняют в виде плоских роликов, между которыми пропускают свариваемые заготовки.
В процессе шовной сварки листовые заготовки соединяют внахлестку, зажимают между электродами и пропускают ток. При движении роликов по заготовкам образуются перекрывающие друг друга сварные точки, в результате чего получается сплошной геометрически шов. Шовную точку, так же как и точечную, можно выполнить при двустороннем и одностороннем расположениях электродов.
Шовную сварку применяют в массовом производстве при изготовлении различных сосудов. Толщина свариваемых листов составляет 0,3 - 3 мм. Шовной сваркой выполняют те же типы сварных соединений, что и точечной, но используют для получения герметичного шва.
2. Оборудование сварочного поста
Чтобы изготовить лист бортовой обшивки применяем следующее оборудование:
Тельфер - это небольшой подъемный кран, находящийся внутри цеха, используемый для перемещения деталей по цеху.
Турбинка - это электрическая машинка для снятия кромок и удаления зазоров зачистки металла. Состоит из электрического двигателя и наждачного диска.
Гильотина - предназначена для рубки металла толщиной от 5 мм и выше.
Сварочный преобразователь ПСО-500 - служит для преобразования переменного тока в постоянный ток, используемый для питания сварочной дуги. Преобразователь имеет генератор сварочного тока и электродвигатель, расположенный в общем корпусе. Якорь генератора электродвигателя расположен на одном валу, подшипники которого установлены в крышках корпуса. На вал электродвигателя насажен вентилятор, предназначенный для охлаждения агрегата во время работы. Для регулирования сварочного тока пользуются маховичком реостата. При вращении маховичка по часовой стрелке ток увеличивается, а при вращении против часовой стрелки - уменьшается. Величина сварочного тока измеряется амперметром.
Для зажигания электрода и подвода к нему сварочного тока служит электродержатель. Согласно ГОСТ 14651-69 электродержатели выпускаются трех типов в зависимости от силы сварочного тока: I типа - для тока 125 А; II типа - для тока 125-315 А; III типа - 315-500 А.
Щитки и маски изготовляются по ГОСТ 1361-69. материалом служит черная фибра или пластмасса с матовой поверхностью. Масса щитка не должна превышать 0,48 кг, маски - 0,50 кг.
Для зачистки металла и сварного шва используют: молоток-шлакоотделитель (кира), и металлическая щетка.
3. Сварочная дуга
3.1. Зажигание дуги
Зажигание дуги между покрытым электродом и свариваемым изделием выполняют в два приема: коротким замыканием конца электрода с изделием и отрывом электрода от поверхности изделия на расстояние, равно примерно диаметру покрытого электрода.
Короткое замыкание электрода с изделием необходимо для нагревание металла до соответствующей температуры в катодном пятне, что обеспечивает выход первичных электронов и, следовательно, дуги.
Существует два способа зажигания дуги покрытыми электродами: впритык и скольжением, чирканьем.
По первому способу зажигания дуги, металл нагревается в точке короткого замыкания, по второму в нескольких точках, в результате скольжения торца электрода по поверхности свариваемого изделия. Используют оба способа зажигания дуги, причем первый чаще применяется при сварке в узких и неудобных местах.
3.2. Длина дуги.
Немедленно после зажигания дуги начинается плавление основного и электродного металлов. На изделии образуется ванна расплавленного металла. Сварщик должен поддерживать горение дуги так, что бы ее длина была постоянной. От правильно выбранной длины дуги зависят производительность сварки и качество сварного шва.
Сварщик должен подавать электрод в дугу со скоростью плавления электрода. Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика.
Нормальной считают длину дуги, равную 0,5-1,1 диаметра стержня электрода, в зависимости от типа и марки электрода и положения сварки в пространстве. Увеличение длины дуги снижает ее устойчивое горение, глубину проплавления основного металла, повышает потери на угар и разбрызгивание электрода, вызывает образование шва с неровной поверхностью и усиливает вредное воздействие окружающей среды и атмосферы на расплавленный металл.
4. Металлургия сварки
4.1. Положение электрода.
Наклон электрода при сварке зависит от положения сварки в пространстве, толщины и состава свариваемого металла, диаметра электрода, вида и толщины покрытия. Направление сварки может быть слева на право, справа на лево, от себя, на себя.
Независимо от направления сварки электрод должен быть наклонен к оси шва, так, что бы металл свариваемого изделия проплавлялся на наибольшую глубину и правильно бы формировался металл шва.
Для получения плотного и ровного шва для сварки в нижнем положении на горизонтальной плоскости угол наклона электрода должен быть 15-30° от вертикали в сторону ведения шва углом назад. Обычно дуга сохраняет направление оси электрода: указанным наклоном электрода сварщик добивается не только максимального проплавления металла и лучшего формирования шва, но и так же уменьшается скорость охлаждения металла сварочной ванны, что предотвращает образование горячих трещин в шве.
4.2. Колебательные движения электрода.
Для получения валика нужной ширины производят поперечные колебательные движения электрода. Если перемещать электрод только вдоль оси шва без поперечных колебательных движений, то ширина валика определяется лишь сварочным током и скоростью сварки и составляет от 0,8 до 1,5 диаметра электрода.
Такие узкие (ниточные) валики применяют при сварке тонких листов, при наложении первого (корневого) слоя многослойного шва, при сварке по способу опирания и в других случаях. Чаще всего, применяют швы шириной от 1,5 до 4 диаметров электрода, получаемые с помощью поперечных колебательных движений электродов.
Движение треугольником применяют при выполнении угловых швов с катетами шва более 6мм и стыковых со скосом кромок в любом пространственном положении. В этом случае достигается хороший провар корня и удовлетворительное формирование шва.
5. Материалы для сварки
5.1. Классификация и основные ГОСТы на электроды. Стальные электроды изготовляют в соответствии с ГОСТ 9466-75, ГОСТ 9467-75, ГОСТ 100051-75. В ГОСТ 9466-75 электроды подразделяются на группы в зависимости от свариваемых металлов:
У - углеродистых и низкоуглеродистых конструкционных сталей;
Л - легированных конструкционных сталей;
Г - легированных теплоустойчивых сталей;
В - высоколегированных сталей с особыми свойствами.
Общее назначение электродных покрытий - обеспечивание стабильности горения сварочной дуги и получение металла шва с заранее заданными свойствами (прочность, пластичность, ударная вязскость, стойкость против коррозии, и др.). Стабильность горения сварочной дуги достигается снижением потенциала ионизации воздушного промежутка между электродом и свариваемой деталью.
Покрытия выполняют защитную функцию, шлаковая защита служит для защиты расплевленного металла шва от воздействия кислорода и азота воздуха путем образования шлаковых оболочек на поверхности капель электродного металла, переходящих через дуговой промежуток, и для образования шлакового покрова на поверхности расплавленного металла. Шлаковое покрытиеуменьшает скорость охлаждения и затвердевания металла шва,способствуя выходу из него газовых и неметаллических включений. Шлакообразующими компонентами являются; титановый концентрат,марганцевая руда, каолин, мрамор, мел, кварцевый песок, доломит, полевой шпат и др.
Легирование металла шва производится для придания специальных свойств наплавленному металлу. Наиболее часто применяются такие легирующие компоненты как хром, никель, молибден, вольфрам, марганец, титан и др. Легирование металла иногда производится специальной проволокой, содержащей нужные элементы. Чаще металл шва легируют введением легирующих компонентов в состав покрытия электрода. Легирующие компоненты - ферросплавы, иногда чистые металлы.
Для повышения проиводительности, т.е. для увеличения количества наплавляемого металла в единицу времени, в электродные покрытия иногда вводят железный порошок. Введеный в покрытие железный порошок улучшает технологические свойства электродов (облегчает повторное зажигание дуги, уменьшает скорость охлаждения наплавленного металла, что благоприятно сказывается при сварке в условиях низких температур)
Для закрепления покрытия на стержне используют связывающие компоненты, жидкое стекло имеет также стабилизирующие свойства.
При наличии в составе покрытия более 20% железного порошка,к обозначению следует добавить букву Ж.
По видам покрытия электродов подразделяются:
А - с кислым покрытием, содержащим окиси железа, марганца, кремния, иногда титана;
Б - с основным покрытием, имеющим в качестве основы фтористый кальций и карбонад кальция. ( Сварку электродами с основным покрытием осуществляют на постоянном токе и обратной полярности. Вследствие малой склонности металла к образованию кристаллизационных и холодных трещин, электроды с этим покрытием используют для сварки больших сечений );
Ц - с целлюлозным покрытием, основные компоненты которых - целлюлоза, мука другие органические составы, создающие газовую защиту дуги и образующие при плавлении тонкий шлак.( Электроды с целлюлозным покрытием применяют, как правило, для сварки стали малой толщины);
Р - с рутиловым покрытием, основной компонент - рутил. Для шлаковой и газовой защиты покрытия этого типа вводят соответствующие минеральные и органические компоненты. При сварке на постоянном и переменном токе разбрызгивание металла незначительно. Устойчивость горения дуги, формирование швов во всех пространственных положениях хорошее;
П - прочие виды покрытий.
При покрытии смешанного вида используют соответствующее условное обозначение.
5.2. Электроды для сварки конструкционных и низколегированных сталей
Для сталей обычной прочности предназначены электроды: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55 и Э60.
Для констукционных сталей повышенной прочности - электроды: Э70, Э85, Э100, Э125, Э150. Механические свойства швов и сварных соединений при применении электродов для сварки конструкционных сталей должны соответствовать определенным нормам.
5.3. Электроды для сварки легированных теплоустойчивых сталей.
Эти стали сваривают электродами девяти типов по ГОСТ 9467-75 которые классифицируют по механическим свойствам к химическому составу наплавленного металла. Буквы, стоящие после буквы Э, показывают гарантированное содержание легирующих элементов в наплавленном металле.
5.4. Электроды для сварки высоколегирванных сталей с особыми свойствами.
Для сварки коррозионно - стойких, жаропрочных и жаростойких высоколегированных сталей мартенситного, мартенситно - ферритного, ферритного, аустенитно - ферритного и аустенитного классов существует 49 типов электродов.
5.5. Производство электродов для ручной дуговой сварки
В электродном производстве проволоку, поставляемую металлургической промышленностью, правят, разрезают по длинне на прутки, и очищают от различных поверхностных загрязнений. Стабильность покрытия должна обеспечиваться его достаточно одинаковым количеством, на единице длинны электрода и равномерностью состава в связи с тем, что покрытие представляет собой смесь различных порошкообразных материалов, скрепленных между собой и со стержнем склеивающим связующих. Необходимо стремиться, чтобы замес покрытия в момент нанесения на стержень был достаточно однородным, этого, видимо, можно достичь при достаточной дисперсности тех порошков, которые будут использованы в шихте, и усреднением состава как порошковой шихты, так и замеса со связующим. Измельченности порошков имеет значение и не только для возможности усреднения, выравнивания состава покрытия в каждом его объеме, но и сказывается на кинетике шлакообразования, газовыделения и других важных характеристиках. Действительно: если газовая защита создается, например, распадом карбонадов, нужна их значительная удельная поверхность - отдельные частицы должны быть мелкими. Температура плавления шлака должна быть не очень высокой, а температура плавления его составляющих в поверхности может быть более высокой. Относительно легкоплавким является шлак из смесей, растворов, комплексных соединений и эвтектик, их образование осуществляется легче и быстрее при контакте элементарных окислов по значительной поверхности и малом объеме малой частицы, т.е. опять при достаточно измельченных материалах.
Конечно, различные материалы, используемые в покрытиях, требуют и различного измельчения. Так, целесообразность наличия более крупных частиц для некоторых ферросплавов отмечалась ранее, можно указать и на технологические соображения, вытекающие из требований производства электродов: так, например, большое количество мелкодисперсных фракций в ряде случаев приводит к образованию трещин в электродных покрытиях в процессе сушки и прокалки электродов. Из таких предпосылок должны вырабатываться требования к наиболее целесообразным размерам частицы различных материалов, используемых при изготовлении конкретных составов электродных покрытий. При этом следует стремиться к максимально допустимому по обеспечению технологии изготовления электродов измельчению шлако- и газообразующих составляющих и к ограничениям размеров частиц ферросплавов и легирующих из соображений их полезного их использования в шихте покрытий.
Однако при производственных методах измельчения материалов обеспечить одинаковый размер огромного количества частиц не удается (всегда получается комплекс частиц различного гранулометрического состава). Повторяемость примерно одинаковых частиц имеет вид кривой, близкой по форме к кривой распределения вероятностей, но с ограничением в области больших размеров частиц(все крупные частицы раздроблены). Такое распределение может быть охарактеризовано просевом через сита.
Обычно применяемые размеры частиц материалов электродных покрытий проверяются ситами с размерами по ГОСТу 3484-53 от 0,45 (т.е. 252 отверстия и 1 см при размере ячейки 0,45мм) до 007.
Порошкообразные измельченные материалы при принятой в нашей стране схеме электродного производства, получаются в электродных цехах переработкой исходной продуктов, поступающих в основном в виде кусков того или иного размера. Правда, некоторые материалы поступают в электродное производство уже в виде порошков (например крахмал, сода) ии измельчения не требуют.
В качество связующих в электродном производстве являются селикатные растворы - натриевые, реже калиевые жидкие стекла. Кроме того, в покрытиях они являются одновременно ионизаторами, а также влияют на формирование состава шлака. В электродном производстве в зависимости от метода нанесения покрытия на стержни - окунанием или опрессовкой, жидкие стекла применяются различной плотности.
Жидкие стекла характеризуются модулем, плотностью, вязскостью и клеющей способностью. На вязскость очень значительно влияет температура жидкого стекла. Весьма важной характеристикой жидкого стекла для оценки состава электродных покрытий является величина сухого остатка.
Раствор жидкого стекла может химически взаимодействовать с ферросплавами - ферросицилием и ферромарганцем.
Нанесение массы покрытия на стержни осуществляется окунанием или опрессовкой. В настоящее время нанесение покрытия окунанием применяется при изготовлении мелких партий специальных электродов (например, для твердых наплавок, сварки цветных металлов). Для электродов общего назначения, а также специальных, но применяемых достаточно широко, изготовляемых массовым методом или большими партиями,покрытия наносят опрессовкой под большим давлением.
Консистенция обмазочной массы для нанесения покрытия тем или другим способом должна быть различной. Так, для нанесения окунанием обмазочная масса должна иметь сметанообразную консистенцию, которая может количественно оцениваться различными технологическими пробами. На Ленинградском Кировском заводе, например, разработана проба по диаметру растекания мерного количества покрытия по горизонтальному стеклянному листу под собственным весом.
Для нанесения покрытий опрессовкой масса должна иметь консистенцию оконной замазки. Контроль за консистенцией возможен продавливанием прессом с постоянной скоростью определенного объема обмазочной массы через калибровое отверстие. В современные высокопроизводительные электрообмазочные агрегаты масса обычно вводится в виде брикетов, форма которых обеспечивает быструю загрузку цилиндра пресса.
Основные показатели качества нанесения покрытия - равномерность его расположения по длине, количество (толщина) покрытия, концентричность расположения относительно стержня - определяются и качеством обмазочной массы, и режимом нанесения покрытия. При нанесении окунанием, в этом отношении важны вертикальность извлечения стержня из обмазочной массы, постоянство скорости извлечения и равномерность массы, поддерживаемая периодическим ее перемешиванием. Важно также, чтобы покрытие не стекало по стержню во время сушки. При нанесении покрытия опрессовкой эти хпарктеристики достигаются при правильной конструкции обмазочной головки пресса точным расположением каналов, направляющих стержни, и фильеры, ограничивающей размер покрытия. Наилучшие условия для получения покрытия, расположенного концентрично стержню, достигаются при соосном движении в электрообмазочном агрегате и стержней,и обмазочной массы, выдавливаемой прессом. В связи с большими трудностями создания такой конструкции прессов обычно канал для подачи массы в обмазочную головку изменяет ее приближение с максимальным приближением к касательной по отношению к подаваемым в головку стержня. Высокие давления при этом придают такую плотность покрытию в момент выхода электрода из пресса, что перетекание массы при сушке исключается и сушка происходит в горизонтальном положении. В процессе сушки и прокалки диаметр электрода с покрытием несколько увеличивается -покрытие распухает. Так, для покрытий типа УОНИ-13/45 диаметр электрода увеличивается при сушке на 0,1-0,2 мм. по сравнению с его диаметром в момент его выхода их пресса. Сушка и прокалка электродов должны удалить воду из покрытия. При этом следует учитывать это воды в покрытии много.
Сушка может быть естественная, т.е. при комнатной температуре, и ускоренная, в различных печах.
При прокалке осуществляется дальнейшее удаление влаги и иногда кристаллизационной воды. Температура прокалка ограничивается как отдельными составляющими покрытия, например при наличии в покрытии органических соединений - температурой их распада, так и отсутствием откалыванием покрытия от стержня вследствии различия уоэффициента их теплового расширения. Например, покрытия типа УОНИ-13/45 на стержняи из низкоуглеродистой или низколегированной проволоки нельзя прокалывать при температуре выше 500-525`C.
Электроды: ввиду большого разнообразия применяемых покрытий делятся на типы не по составу покрытий, а по назначению электродов и механическим свойствам (прочности и пластичности) металла шва (наплавленного металла) и сварного соединения, получаемых при сварке электродами данного типа. Электроды Э42 свидетельствуют о том, что электрод предназначен для сварки конструкционных сталей и обеспечивает предел прочности при сжатии 42 кгс/мм кв.
Электроды: СМ-11 позволяют сваривать швы в любом пространственном положении и обеспечивают получение поплавленного металла без трещин, с высокой пластичностью, ударная вязкость поплавленного металла при сварке этими электродами 14-16 кгс/мм куб. Также можно использовать такие типы по ГОСТ (67-60 ЭЛУР-10, Э34, Э42, Э46 - для сварки низколегированных и низкоуглеродистых сталей). Э45А, Э50, Э50А, Э55 - для сварки среднелегированных и низкоуглеродистых сталей. Э60, Э60А, Э70, Э85, Э100, Э125, Э145 - для сварки среднеуглеродистых и низколегированных сталей, относящихся к маркам ОМА-2, ОЗЦ-1, ОММ-5, ЦМ-7, АНО-1, ОЗС-3, МР-3, ОЗС-4, ОЗС-2, УОНИ-13/45, УОНИ-13/55, УОНИ-13/65, Сварочная проволока используется по ГОСТу 2246-40 и бывает: -низкоуглеродистая - марки Св-08, Св-08А, Св-08АА и т.д. в этой конструкции используем электроды типа Э45А марки УОНИ-13/45. Электроды УОНИ-13 дают хорошо раскисленный плотный направленный металл, содержащий несколько повышенное количество марганца и кремния и обладающий высокими механическими свойствами. Металл, направленный электродами УОНИ-13, обладает высокой плотностью, значительной ударной вязкостью, достигающей 25-30 кгс/см2 для УОНИ-13/45 УОНИ-13/55 как правило, в металле, направленном электродами УОНИ-13, не образуется трещин. Поэтому электроды с покрытием УОНИ-13 считаются одними из лучших и применяются для сварки особо ответственных конструкций, которые испытывают ударные нагрузки и вибрации, а также действие повышенных и пониженных температур. Поскольку покрытие УОНИ-13 не содержит органических соединений (например крахмала) они выдерживают длительное прокаливание (до 350-400°С), что облегчает их просушку и делает менее восприимчивыми к влаге. Сварка электродами УОНИ-13 на переменном ток необходимо включить в цепь осциллятор, обеспечивающий устойчивое горение дуги.
6. Деформация и напряжения
6.1. Остаточные сварочные напряжения и деформация.
Дефекты в соединениях бывают двух типов: внешние и внутренние. В сварных соединениях к внешним дефектам относят наплывы подрезы, наружные непровары и несплавления, поверхностные трещины и поры. К внутренним - скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения и др. В паяных соединениях внешними дефектами являются наплывы и натеки припоя, неполное заполнение шва припоем; внутренними - поры, вкючения флюса, трещины и др.
Качество сварных и паяных соединений обеспечивают предварительным контролем материалов и заготовок, текущим контролем за процессом сварки и пайки и приемочным контролем готовых сварных или паяных соединений. В зависимости от нарушения целостности сварного соединения при контроле различают разрушающие и неразрушающие методы контроля.
6.2. Предупреждение деформации.
Деформацией называется изменение формы и размеров изделия под действием внутренних и внешних сил. Деформации могут быть упругими и пластическими.
Они подразделяются на деформации растяжения, сжатия, кручения, изгиба, среза. Деформации при сварке возникают при неравномерном нагреве и охлаждении металла. Уменьшение деформаций производят конструктивным и технологическим способом.
Конструктивным- уменьшение количества сварных швов и их сечений, что снижает количество вводимой теплоты. Между количеством теплоты и деформацией существует прямая зависимость.
Технологический способ- применение силовой обработки металла сварочного изделия в процессе его сварки.
Виды применяемых сил:
Внешняя статическая или пульсирующая сила, приложенная к собранному под сварку изделию.
Местная проковка и обкатывание металла шва, околошовного металла.
Деформации выражаются в изменении формы и размеров детали по сравнению с намеченными до резки.
6.3. Способы борьбы с деформациями при кислородной резке:
Рациональная технология резки, применение жесткого закрепления концов реза, предварительный подогрев вырезаемой детали, применения искусственного охлаждения и др.
В рациональную технологию резки входят, правильный выбор начала резки, установление правильной последовательности резки, выбор наилучшего режима резки. Защемлением концов реза можно снизить деформацию по кромкам. Уменьшать деформацию можно предварительным подогревом места вырезки детали, что приводит к более равномерному охлаждению металла.
Уменьшение деформаций достигается также непрерывным охлаждением струей воды по зоне термического влияния у разрезаемой части.
Чтобы не образовалось деформаций вне плоскости листа, нельзя допускать провисания его под действием нагрева при резке. Поэтому резку надо выполнять на стеллажах с большим числом опор.
6.4. Прогрессивные методы сборки и сварки узла.
Чтобы повысить производительность труда и облегчить труд сварщика применяют различные высокопроизводительные способы сварки.
Сварка пучком (гребенкой) электродов. Принцип этого способа состоит в том, что два или несколько электродов соединяет пучок, которым с помощью обычного электрода-держателя ведут сварку. При сварке пучком электродов, дуга возникает между свариваемым изделием и одним из его стержней, по мере оплавления последнего, переходит на соседний, то есть дуга горит попеременно, между каждым из электродов пучка и изделия. В результате этого нагрев стержней электродов внутренней теплотой будет меньше, чем при сварке одним электродом при той же величине тока. Поэтому при сварке пучком можно устанавливать большую величину тока, чем при сварке одинарным электродом того же диаметра, а это в свою очередь позволяет увеличить производительность труда.
Сварка с глубоким проплавлением. Составы некоторых покрытий, нанесенные на стержень электрода более толстым слоем, чем обычно, позволяет сконцентрировать теплоту сварочной дуги, повысить ее проплавляющие действия: увеличить глубину проплавления основного металла. Сварка в таких случаях ведется короткой дугой, горение которой поддерживается за счет опирания козырьком покрышки на основной металл.
При сварке наклонным электродом оплавляющийся конец электрода опирается о свариваемые кромки, а сам электрод перемещается вдоль линии соединения по мере заполнения разделки кромок.
7. Сварные соединения и швы
7.1. Способы заполнения шва по длине и сечению.
Швы по длине и сечению выполняют на проход и обратно ступенчатым способом. Сущность способа сварки на проход заключается в том, что шов выполняется до конца в одном направлении. Обратно- ступенчатый способ состоит в том, что длинный предполагаемый к исполнению шов делят на сравнительно короткие ступени.
По способу заполнения швов по сечению различают однопроходные, однослойные швы, многопроходные и многослойные. Если число слоев равно числу проходов дугой, то такой шов называют многослойным.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные- в угловых и тавровых. Для более равномерного нагрева металла шва по всей его длине выполняют двойным слоем, секциями, каскадом и блоками, причем в основу всех этих способов положен принцип обратноступенчатой сварки.
7.2. Окончание шва.
В конце шва нельзя сразу обрывать дугу и оставлять на поверхности металла шва кратер.
Кратер может вызвать появлений трещины в шве в следствии содержания в нем примесей, прежде всего, серы и фосфора. При сварке низкоуглеродистой стали, кратер заполняют электродным металлом или выводят его в сторону на основной металл.
При сварке стали, склонной к образованию закалочных микроструктур, вывод кратер в сторону недопустим ввиду возможности образования трещин.
Не рекомендуется заваривать кратер за несколько обрывов и зажиганий дуги ввиду образований оксидных загрязнений металла.
Лучшим способом окончания шва будет заполнения кратера металлом в следствии прекращения поступательного движения электродов в дугу и медленного удлинения дуги до ее обрыва.
8. Подготовка металла под сварку
8.1. Подготовка металла к сварке.
Подготовка металла под сварку заключается в очистке, разметке, резке и сборке. Правка в моем узле не применяется. Очистка применяется для того, чтобы очистить металл от ржавчины, краски, шлака, и.т.д.
Перенос размеров детали на натуральную величину с чертежа на металл называют разметкой. При этом пользуются инструментом: рулеткой, линейкой, угольником и чертилкой. Проще и быстрее разметка выполняется шаблоном, изготовляемый из тонкого металлического листа.
При разметке заготовок учитывается укорачивания их в процессе сварки конструкции. Поэтому предусматривается припуск из расчета 1мм на каждый поперечный стык и 0,1-0,2мм на 1мм продольного шва.
При подготовке детали к сварке применяют преимущественно термическую резку. Механическую резку целесообразно выполнять при заготовке однотипных деталей, главным образом с прямоугольным сечением.
Часто кислородную резку применяют, особенно машинную, сочетают со снятием угла скоса кромок.
8.2. Требования к подготовке деталей под сварку
Заменяемая часть обшивки корабля подготавливается в цеховом помещении из листового металла. На ровную поверхность укладывается лист металла, где производится разметка, резка ацетилено-кислородным резаком или рубка тиной и разделка кромок.
Линии контура выреза по возможности следует совмещать с имеющимися подстроечными сварными соединениями. При этом у каждого конца выреза такие сварные соединения должны распускаться на длине, равной 20 толщинам, но не больше 300 мм.
Следует избегать скученности сварных швов, пересечения их под острым углом, а также близкого расположения параллельных стыков швов и угловых со стыковыми.
Расстояние между параллельными сварными швами независимо от их направления должно быть не менее:
200 мм - между параллельными стыковыми швами;
75 мм - между параллельными угловым и стыковым швами;
50 мм - между параллельными угловым и стыковым швами на длине не более 2 м.
Угол между двумя стыковыми швами должен быть не менее 60°.
Монтажные стыки (пазы) листов обшивки и настилов должны располагаться от параллельных им переборок, палуб, настила второго дна, рамных связей и пр. на расстоянии не менее 200 мм.
Стыковые сварные соединения (линия реза) обшивки и набора допускается совмещать в одной плоскости.
При замене наружной обшивки с сохранением набора вырезку листов производят по границе заменяемого участка по разметке, а от набора отделяют разрезая лист обшивки по линии притыкания набора, сплавляя одновременно сварные швы. Далее по кромкам набора сплавляются остатки сварных швов, выхваты наплавляются и зачищаются под сварку до чистого металла абразивным инструментом.
Технологические вырезы должны выполняться согласно чертежам и ТИ 02-00-247. При этом линии реза обшивки и набора могут быть совмещены или разнесены. Набор, как правило, следует разрезать под некоторым углом к обшивке.
Перед вырезкой, при необходимости, по кромкам выреза следует устанавливать фиксирующие планки, скобы и т.п., предохраняющие вырезаемую конструкцию от падения, с приваркой обухов для строповки и демонтажа краном.
Слабодеформированные участки шпангоутов стрингеров в районе замены обшивки выправляются с нагревом на месте, а имеющие значительные деформации заменяются или после вырезки выправляются под прессом с последующей вваркой, если износ их не превышает допустимых значений.
После вырезки дефектных участков наружной обшивки имеющиеся гофрировки по кромкам оставшихся листов должны выправляться с нагревом при помощи вилки, домкратов и вручную ударами кувалдой на ширину 150-200 мм для возможности стыковки новых листов.
При установке новых листов наружной обшивки рекомендуется для стыковых швов применять сварное соединение С45 по ГОСТ 5264-90. При этом разделку кромок и сварку основного шва предусматривать изнутри корпуса, а снаружи воздушно-духовую строжку корня шва с последующей заваркой.
Допускается одновременное производство сборочно-сварочных работ по корпусу в нескольких районах, если они не вызывают в целом отрицательное влияние на посадку корпуса на килевой дорожке и клетках дока; не нарушают продольную прочность судна, находящегося на плаву.
Приварка к конструкциям корпуса гребенок, скоб, планок, обухов и т.п. должна быть сведена к минимуму. Выполнение прихваток и приварка крепежных деталей должна производиться сборочными материалами тех категорий, которые требуются для сварки конструкций. В прихватках недопустимы поры, подрезы, прожоги, трещины и не заваренные кратеры.
Удаление приваренных гребенок и других временных креплений на конструкциях из углеродистых и низколегированных сталей производится путем разрушения прихваток изгибом на шов.
Прихватки, оставшиеся на основном металле, после удаления временных креплений должны быть зачищены на наружной обшивке снаружи.
На всех стадиях производства сварных конструкций должен производиться систематический пооперационный контроль до сварки. Перед сваркой проверяются: правильность сборки соединений и изделия в целом. Особое внимание следует обращать на правильность подготовки кромок, величину зазоров, совпадений кромок, отчистку кромок и прилегающих к ним участков основного металла, следует проверить размер и качество прихваток, а также соблюдения герметических размеров.
Толщина металла листа и борта - 10 мм.
Зазор между бортом и листом - 3 мм.
Размеры листа бортовой обшивки - 1400х800 мм.
9. Сборка под сваркой
Сборка деталей под сварку- это трудоемкость составляющая около 30% от общей трудоемкости изготовления изделия. Она зависит от ряда условий (серийность производства, типа изделия и.т.д.).
Для уменьшения времени сборки, а так же для повышения ее точности, применяют различные приспособления.
Приспособления могут быть предназначены только для сборки деталей под сварку, или только для сварки уже собранного изделия (например, для выполнения швов в изделии только в нижнем положении) или используются комбинированные сборочно-сварочные приспособления.
Изделия чаще собирают на сварочных прихватках. Сварочные прихватки представляют собой неполноценные короткие швы с поперечным сечением до 1/3 сечения полного шва.
Длина прихватки от 20 до 100 мм в зависимости от толщины свариваемых листов и длины шва, расстояние между прихватками в зависимости от условий иногда достигает 1 метр.
Прихватки придают изделию жесткость и препятствуют перемещению деталей, что может привести к трещинам в прихватках при их охлаждении.
Чем больше толщина свариваемых листов, тем больше, растягивается усадочная сила в прихватках и больше возможность образования трещин. Поэтому сборку на сварочных прихватках применяют для конструкций из листов небольшой толщины (до 6-8 мм) и труб.
При значительной толщине листов необходимо обеспечить податливость деталей, и сборку изделия выполняют на механических приспособлениях.
10. Техника выполнения швов
Существует два способа зажигания дуги покрытыми электродами - прямым отрывом и отрывом по кривой. Первый способ называют зажиганием впритык. Второй напоминает движение при зажигании спички и поэтому его называют чирканьем.
Немедленно после зажигания дуги начинается плавление основного и электродного металлов. На изделии образуется ванна расплавленного металла. Сварщик должен подавать электрод в дугу со скоростью, равной скорости плавления электрода. Нормальной считают длину дуги, равную 0,5-1,1 диаметра стержня электрода.
Увеличение длины дуги снижает устойчивое ее горение, глубину проплавления основного металла, повышает потери на угар и разбрызгивание электрода, вызывает образование шва с неровной поверхностью и усиливает вредное воздействие окружающей атмосферы на расплавленный металл.
Наклон электрода при сварке зависит от положения сварщика в пространстве, толщины и состава свариваемого металла, диаметра электрода, вида и толщины покрытия.
Для получения плотного и ровного шва при сварке в нижнем положении на горизонтальной плоскости угол наклона электрода должен быть 15° от вертикали в сторону ведения шва.
Для получения валика нужной ширины производят поперечные колебательные движения электрода. Чаще всего применяют швы шириной от 1,5 до 4 диаметров электрода, полученные с помощью поперечных колебательных движений электрода.
11. Выбор режима сварки
Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и сварочного тока. Скорость сварки и напряжение на дуге устанавливаются самим сварщиком в зависимости от вида сварного соединения, марки стали и электрода, положения шва в пространстве и т.д.
Диаметр электрода выбирается в зависимости от толщины металла, типа сварного соединения, типа шва и др. Ток выбирают в зависимости от диаметра электрода. Для выбора тока можно пользоваться зависимостью:
I = Kd,
где K = 25-60 А/мм
d - диаметр электрода, мм
Относительно малый сварочный ток ведет к неустойчивому горению дуги, непровару и малой производительности. Чрезмерно большой ток ведет к сильному нагреву электрода при сварке, увеличению скорости плавления электрода и непровару, повышенному разбрызгиванию электродного материала и ухудшению формирования шва.
При сварке с вертикальными и горизонтальными швами ток должен быть уменьшен против принятого для сварки в нижнем положении примерно на 5-10%, а для потолочных на 10-15% с тем, чтобы жидкий металл не вытекал из сварочной ванны.
12. Контроль качества сварки
Все виды контроля качества сварки можно разделить на две основные группы:
неразрушающие виды контроля
разрушающие виды контроля
Неразрушающие виды контроля предназначены для выявления как наружных, так и внутренних дефектов. Обычно наружные дефекты выявляются внешним осмотром с использованием мерительного инструмента, а внутренние определяются физическими методами исследования - просвечиванием рентгеновскими и гамма-излучением, ультразвуком, магнитным и самым простым и дешевым методом - керосиновая проба. Неразрушающий контроль заключается в том, что сварной образец или изделие подвергается действию соответствующих импульсов.
Разрушающие виды контроля предназначены для определения характера, места расположения и размеров дефектов и их влияния на работоспособность сварных соединений. Разрушающий контроль осуществляется сверлением, технологической пробой, механическими испытаниями на растяжение, изгиб, срез, удар, твердость, иногда гидравлическим или пневматическим испытанием сварных изделий с разрушением их. Надежным и широко применяемым в настоящее время является радиационный контроль просвечиванием сварных соединений рентгеновским и гамма-излучением. Дефекты выявляются в виде черных пятен на светлом фоне хорошего шва.
Ультразвуковой способ обнаружения дефектов сварки основан на отражении направленного импульса высокочастотной звуковой волны. Ультразвуковой контроль имеет следующие основные преимущества:
высокая чувствительность (1-2%), позволяющая обнаруживать, определять местонахождение и измерять небольшие дефекты (площадью более 2 мм2);
большая проникающая способность звуковых волн, позволяющая контролировать толстые материалы (для стали до 2 м);
возможность контроля только с одной поверхности сварного соединения.
Однако ультразвуковой контроль имеет также и существенный недостаток, ограничивающий его применение или затрудняющий проверку качества сварных швов; он выражается в сложности расшифровки дефектов шва из-за влияния внутренней структуры (крупное зерно, тонкодисперсные включения); сложной конфигурации и ориентации дефекта и сложного вида сварного изделия.
Поэтому ультразвуковой контроль часто применяют как предварительный в сочетании с последующим просвечиванием швов рентгеновским или гамма-излучением. При всех случаях ультразвуковой контроль швов должен выполняться высококвалифицированными и опытными операторами.
Магнитный вид контроля металла основан на том, что при прохождении магнитных силовых линий по испытуемому материалу в местах дефектов возникают поля рассеяния. Если на поверхности металла нанести ферромагнитный порошок, то над местом расположения дефекта создадутся скопления порошка в виде правильно ориентированного магнитного спектра.
Существуют два способа контроля с помощью магнитного порошка: сухой и мокрый. В первом случае магнитный порошок (охра, сурик, железные опилки, окалина и т.д.) находится в сухом виде; во втором случае магнитный порошок находится во взвешенном состоянии в жидкости (керосине, мыльном растворе, воде). Сухим способом можно обнаружить как поверхностные, так и глубинные дефекты; мокрым способом лучше обнаруживаются поверхностные дефекты.
Гидравлическому испытанию подвергаются различные сосуды, котлы и трубопроводы, работающие под давлением. Гидравлическим испытанием контролируется не только плотность сварных соединений, но также относительная прочность всей сварной конструкции. При гидравлическом испытании сосуд наполняется водой; для выхода воздуха в верхней части одно отверстие оставляют открытым. Это отверстие закрывается лишь после наполнения водой всего сосуда. Затем в сосуде гидравлическим прессом создается давление, равное рабочему давлению. Если дефектов не обнаруживается, давление увеличивается до Рисп = 1,25 Рраб для сосудов и Рисп = 1,5 Рраб для трубопроводов. Под этим давлением сосуд или трубопровод выдерживают 5 мин, затем давление снижают до Рраб и обстукивают соединения молотком со сферической головкой на расстоянии 15-20 мм от кромки шва. После этого швы осматривают. При испытании на морозе вместо воды применяют антифриз.
Пневматическое испытание проводят с целью контроля плотности сварных соединений. Для этого в замкнутый сосуд нагнетают воздух до рабочего давления. Снаружи все швы смачиваются мыльным раствором. Сжатый воздух в местах неплотностей образует мыльные пузыри. В зависимости от количества и интенсивности выделения мыльных пузырей можно судить о характере и величине дефекта. Пневматический вид контроля сварных соединений получил широкое применение при испытании сосудов малой емкости, как наиболее удобный и доступный в заводских условиях с массовым производством. В этом случае испытуемый сосуд погружается в ванну с водой и неплотности определяются выделением пузырьков воздуха. Для сосудов очень большого объема применять испытание сжатым воздухом следует очень осторожно, так как при наличии дефектов в швах может произойти разрыв всего сосуда.
Испытание керосином. Керосин обладает способностью проникать через малые неплотности: трещины, поры и сквозные непровары металла. Для контроля швы со стороны раскрытия окрашивают мелом, разведенным на воде с добавлением клея, а со стороны корня соединения смачивают керосином. Керосин, проходя через неплотности, образует на высохшей меловой краске темные пятна, по которым можно судить о характере неплотности и месте ее расположения. Если в течение 30-60 мин такие пятна не появятся, то швы считаются удовлетворительными. Скорость прохождения керосина через металл будет определяться толщиной сварного соединения и характером расположения дефектов в металле. Для ответственных изделий время выдержки под керосином устанавливают до 12 ч при температуре окружающего воздуха выше 0° и до 24 ч при температуре ниже 0°.
Керосиновая проба эквивалентна 3-4 ат гидравлического давления, применяемого для сварных сосудов закрытого типа.
В производстве сварных изделий различают дефекты: наружные, внутренние и сквозные, исправимые и неисправимые, внутрицеховые и внешние.
наружные дефекты: трещины, микротрещины, осадочные раковины, утяжины, вогнутости корня, несквозные свищи, пары, брызги металла и.т.д.
внутренние дефекты: непровар, внутренняя пора и.т.д.
сквозные дефекты: свищи, прожоги, трещины, сплошные непровары.
исправимые дефекты- дефекты, устранение которых технически возможны и экономически целесообразно и т.д.
Основные виды контроля классифицируются по форме воздействия на производство, активный и пассивный. По охвату продукции на сплошной и выборочный. По месту проведения на стационарный и подвижной.
Различают следующие виды контроля за качеством сварки:
Внешний осмотр- служит для определения наружных дефектов в сварных швах и производится невооруженным глазом или с помощью лупы, увеличивающий в 5-10 раз.
Испытание керосином- применяется для определения плотности сварных швов. Доступную для осмотра сторону шва покрывают водной суспензией мела или каолина и подсушивают. Другую сторону смазывают керосином. Появление жирного пятна на меле выявляет место дефекта.
Испытание обдувом воздуха- состоит в том, что одна сторона обдувается сжатым воздухом, а другая покрывается водным раствором с мылом. Появление пузырей показывает место дефекта шва.
Испытание вакуумом- определенный участок шва покрывают мыльным раствором и устанавливают вакуумную камеру, появление пузырей или пены показывает место дефекта шва.
Испытание водой- под давлением одну сторону шва обливают водой, если с другой стороны появляются течи, капли, это значит, что шов с дефектом.
Также проводятся испытания воздушным давлением, гидравлическим давлением, просвечиванием сварных соединений, ультразвуком, магнитографическим методом, технологические, химические и механические испытания.
13. Техника безопасности
Сварочные работы должны производиться в электросварочных цехах или на специально оборудованных площадках.
Сварочный пост находящийся как в помещении, так и на открытом воздухе, должен быть огражден щитами либо ширмами для защиты окружающих от вредного действия электрической дуги.
При сварке изделий массой более 20 кг., должны быть установлены подъемно-транспортные механизмы.
В электросварочном цехе должен быть предусмотрен проход, обеспечивающий удобство и безопасность производства сварочных работ и передвижения. При всех условиях ширина прохода должна быть не менее 1 метра.
Сварочный цех должен иметь отопление и температура в помещение должна быть не ниже +16°С.
В сварочном цехе должна быть вентиляционная система.
В сварочном цехе должна быть система общего или комбинированного освещения.
Сварочные работы должны выполняться в специальной одежде и обуви, в рукавицах, берете. Для защиты глаз и лица применяются щитки или маски, газорезчики и вспомогательные рабочие - очками. Корпус маски должен быть изготовлен из несгораемого материала, а прорезь для глаз защищена светофильтром (стеклом) различной плотности.
Корпус трансформатора, рабочий стол, и все металлические нетоковедущие части устройства, должны быть заземлены.
Провода и кабели сварочного аппарата должны быть хорошо заизолированы и защищены от механических повреждений и высокой температуры.
Рукоятка электродержателя должна быть из токонепроводящего и огнестойкого материала.
Исправлять электрическую цепь может только электрик и при выключенном рубильнике.
После окончания работы или при временной отлучке с рабочего места сварщик обязан отключить оборудование от сети.
Леса, подмостки и трапы на судне должны быть надежными, изготовленными по утвержденным чертежам и принятыми представителями отдела техники безопасности. Леса должны иметь бортовые доски высотой 150 мм, чтобы исключить падение вниз инструментов или других предметов. На лесах обязательно устанавливают 2-3 яруса лееров. Трапы или сходни должны быть прочно закреплены и иметь перила по обеим сторонам. Не допускается перегрузка лесов сверх нормы. Необходимо следить, чтобы по одной вертикали на лесах и площадках не работало несколько человек.
Запрещается работать на мокрых, скользких и обледенелых палубах судна и настилах лесов. Лед надо сколоть, а мокрые места посыпать песком, опилками и т.п.
Все рабочие места в цехе и на судне должны быть оборудованы средствами тушения пожаров. В жаркое время года деревянные настилы лесов периодически поливают водой. Все горючие и быстровоспламеняющиеся материалы хранят в специальных помещениях и специальной таре. При использовании огнеопасных материалов нужно строго придерживаться инструкций.
В случае возникновения пожара в цехе или на судне необходимо срочно вызвать пожарную команду завода, а до ее прибытия принять меры по тушению пожара (воспользоваться огнетушителем, песком и водой) и меры по обеспечению безопасности людей и спасению имущества от огня.
Следует помнить, что масло, нефть можно тушить пенными огнетушителями или песком. Горячую электропроводку и электрические машины, находящиеся под напряжением, нельзя тушить водой и пенными огнетушителями, так как это может привести к поражению людей электрическим током. В таких случаях нужно немедленно обесточить проводку и машины и только после этого приступить к тушению огня. При возникновении пожара очень важно сохранить спокойствие, дисциплину и беспрекословно выполнять распоряжения руководителя, ответственного за тушение пожара.
Ответственность за организацию и состояние техники безопасности на предприятиях несет администрация этих предприятий, в составе которой имеются специальные отделы по технике безопасности, или инженеры по технике безопасности.
Все рабочие, перед допуском к работе, должны быть проинструктированы по безопасному ведению работ и в случае необходимости сдать соответствующее испытание по правилам техники безопасности.
Вредное влияние излучения электрической дуги, невидимые ультрафиолетовые лучи, используемые сварочной дугой, вредно действует на сетчатку и роговую оболочку глаз. Если смотреть не защищенными глазами на свет дуги в течение 5-10 минут, то спустя 1-2 часа после этого, появляется боль в глазах, спазмы век, слезотечение, светобоязнь и воспаление глаз. В этом случае нужно обратиться к врачу.
Для защиты зрения служат щитки и маски с защитными стеклами. Стекла совершенно не пропускают ультрафиолетовых лучей, а инфракрасные лучи пропускают лишь в пределах от 0,1 до 3% от общего количества.
Для предохранения от действия лучей сварочной дуги, людей, работающих по соседству с местами сварки, ограждают светонепроникающими щитами, ширмами или кабинами из фанеры и брезентом высотой 1,8 м. Для улучшения вентиляции внутри кабины, стенки не доводят до пола на 25-30 см. чтобы уменьшить разность в яркости света, стенки кабин окрашивают в матовые светлые тона (серый, голубой, желтый) и увеличивают искусственную освещенность рабочего места.
Поражение электрическим током. Предельное напряжение холостого хода при сварке не должно превышать, как правило, 70 В. Особенно опасно поражение током при сварке внутри резервуаров, где сварщик соприкасается с металлическими поверхностями, находящимися под напряжением по отношению к электродержателю.
ГЛАВА II
ТЕХНОЛОГИЯ САНТЕХНИЧЕСКИХ РАБОТ
1. Внутренняя канализация.
Во всех типах зданий, возводимых в канализованных районах, следует предусматривать системы внутреннего водоснабжения и канализации.
Внутренняя канализация - система трубопроводов и устройств в объеме, ограниченном наружными поверхностями ограждающих конструкций и выпусками до первого смотрового колодца, обеспечивающая отведение сточных вод от санитарно-технических приборов и технологического оборудования, а также дождевых и талых вод в сеть канализации соответствующего назначения населенного пункта или промышленного предприятия.
Проектирование внутренней канализации жилого дома начинаем с расстановки канализационных стояков, транспортирующих сточные воды от отводных линий в нижнюю часть здания. Стояки располагаем вблизи приемников сточных вод (в туалетах, ваннах). По всей высоте канализационные стояки имеют одинаковый диаметр, равный 100 мм. Стояки расположены, открыто у стен и перегородок, ближе к углу. Канализационные стояки имеют нумерацию К1-1.
На стояках внутренней канализации предусмотрена установка ревизий и прочисток. Ревизии на стояке должны располагаться в подвале, на первом, последнем этажах и через этаж. Прочистки устанавливаются на поворотах сети, при изменении направления движения стояков, в начале участков отводных труб. Выпуски от стояков до смотровых колодцев на дворовой сети предусмотрены с уклоном. Диаметр выпусков принимаем 150 мм. Вентиляционная часть канализационного стояка выведена выше неэксплуатируемой кровли на 0,5 м.
Дворовая канализационная сеть устраивается из керамических безнапорных труб (ГОСТ 286-64) диаметром не менее 150 мм, которая присоединяется к уличной городской канализации. Дворовая канализационная сеть прокладывается параллельно наружным стенам здания.
2. Сети внутренней канализации.
Выбор схемы сети внутренней канализации проводится в соответствии с расположением санитарно приборов на этажах здания.
Санитарные приборы устанавливаются в помещениях кухонь и санитарно-технических кабин, согласно их назначению. Применяем чугунные трубы. Фасовочные части для соединения их в узлы и системы изготовляют по ГОСТ 6942.1-69; ГОСТ 6942.30-69.
Отводные трубопроводы от приборов к стоякам прокладывают отрыто по стенам, под потолком и скрыто - с заделкой в строительные конструкции. Длинна отводных труб не превышает 8м.
Канализационные стояки, транспортирующие сточные воды отводных линий приборов прокладывают: скрыто - в монтажных коммуникационных шахтах, каналах и коробах, ограждающие конструкции которых обеспечивают доступ в шахту и открыто - по стенам кухонь, стенам санитарно-технических кабин. Канализационные стояки размещаются в плане рядом с унитазами и имеют одинаковый диаметр. Так как к стояку присоединяется минимум один унитаз, то диаметр стояка берём 100мм.
Канализационная сеть проектируется из чугунных и керамических труб.
Канализационная сеть состоит из стояков, отводных трубопроводов на каждом этаже и объединяющие сан-приборы в квартире, а также горизонтальные трубопроводы, объединяющие несколько стояков в подвале и подводящих в выпуск.
Трубопроводы прокладываются с уклоном в сторону выпуска, величина уклона определяется расчетом.
Диаметр канализационной сети принимается конструктивно, исходя из условий не засоренности.
Для обеспечения не засоренности необходимо присоединить в косую крестовину с присоединением отвода 135 . Раструбы при монтаже располагают против движения воды. Крепления трубопроводов осуществляют к строительным конструкциям с помощью хомутов или кронштейнов. Вертикальные стояки диаметром 100 мм закрепляют через 3 м. Горизонтальные трубопроводы прокладывают над полом на столбиках, обеспечивая уклон.
Вентиляционный стояк выходит выше кровли на 0,5 м.
Устройства для прочистки - ревизии устанавливают на первом и последнем этажах и через 2 этажа на 3-ий. Их ставят на горизонтальных трубопроводах, а также в концевых участках и перед выходом из здания. Выпуски канализации из запроектированы диаметром .... м и длиной ... м.
Дворовая сеть объединяет выпуски из здания и сбрасывает в наружную сеть городского коллектора диаметром ..... мм. Для осмотра и прочистки коллектора, а также в местах изменения уклона и диаметра, предусмотрены смотровые колодцы. Дворовая канализационная сеть проектируется диаметром 150 - 200 мм из керамических безнапорных труб.
Смотровые колодцы предусмотрены в местах присоединения выпусков, на поворотах и прямых участках длиной более 40 м.
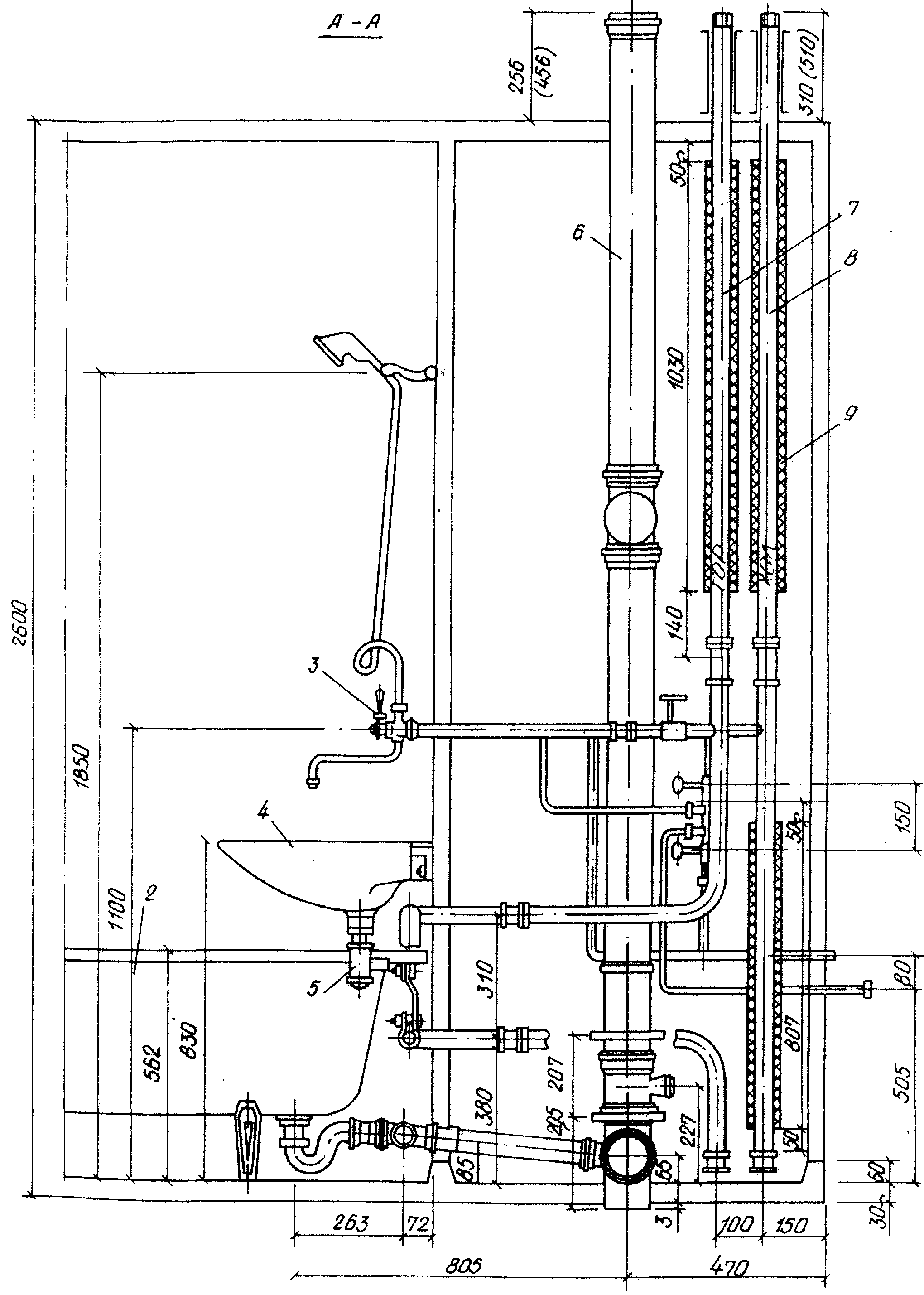
Рис. 1. Унифицированная санитарно-техническая кабина раздельного типа
2 ванна, 3 смеситель с душевой сеткой; 4 умывальник; 5 сифон бутылочный; 6 стояк канализационный;
7 стояк горячей воды; 8 стояк холодной воды; 9 изоляция
ЭКСПЛУАТАЦИЯ СИСТЕМ ВОДОСНАБЖЕНИЯ И ВОДООТВЕДЕНИЯ ГОРОДА АСТАНЫ
Государственное коммунальное предприятие «Астана су арнасы» по праву является одним из крупнейших коммунальных предприятий республики. Вот уже 47 лет наше предприятие решает одну из главных задач жизнеобеспечения города и пригородов - предоставление его жителям и предприятиям услуг водоснабжения и водоотведения.
Начиная с 1997 года, то есть с момента принятия Президентом исторического решения о переносе столицы в центр страны, город стал огромной стройплощадкой. В строительстве Астаны заняты тысячи людей разных профессий и специальностей. Огромную лепту в обустройстве столицы вносит и ГКП «Астана су арнасы» проводя совместно с Департаментами города огромную работу по строительству к новым объектам водоснабжающих и канализационных магистральных сетей, вместе с государственной комиссией участвует в приемке домов и зданий, заключает договоры с застройщиками и т.д.Как происходило становление ГКП «Астана су арнасы», Чтобы это понять, сделаем небольшой экскурс в прошлое. После развала коммунальной системы СССР главной задачей коллектива было скорейшее финансовое и техническое оздоровление. Для того чтобы выйти на новые рубежи, мы определили четыре главных направления деятельности и приняли соответствующие стратегические программы развития:
1. Укрепление материально-технической базы.
2. Экономическое и финансовое оздоровление предприятия на основе строжайшей экономии всех средств, снижение себестоимости водо-канализационных услуг, сокращение технических и коммерческих потерь.
3. Социальная программа.
4. Подготовка и переподготовка специалистов: повышение их квалификации и создание надежного резерва, закрепление кадров массовых профессий.
В период с 1997 по 2006 годы, благодаря вниманию правительства и акимата Астаны, на развитие систем водоснабжения и водоотведения из централизованных источников было выделено около 14.5 млрд. тенге - построено 97,0 км водопровода, 20 км канализации, реконструировано и построено 36 насосных станций, третья нитка стального водовода диаметром 1420 мм от Вячеславского водохранилища протяженностью 51 км, 20 км водовода между каналом Иртыш-Караганда и р. Ишим, что позволило иметь гарантированные объемы воды в Вячеславском водохранилище даже в самые маловодные годы.
За последние шесть лет полностью завершен учет электрической и тепловой энергии. Ее удельный вес в общей сумме затрат снизился до 19%, против 38% в 1998 году. Учитывая большую долю расходов на электроэнергию в структуре затрат, нами были разработаны и утверждены в акимате комплексные мероприятия по экономии энергоресурсов по ГВК на 2001-2005 г.г., причем по разным направлениям энергосбережения. На нашем предприятии в последнее время применяются самые современные материалы и оборудование. В их числе насосы таких известных фирм, как немецкая «WILO», датская «GRUNDFOS», шведская «Fliygt». К примеру, использование насосов немецкой фирмы «WILO» позволит в три раза сократить расход электроэнергии.
Еще одно важное направление нашей работы - это постоянный обмен опытом работы. Наши руководители и специалисты побывали во многих странах ближнего и дальнего зарубежья. Эти поездки очень много дают. Лучшие, передовые технологии и наработки мы стараемся применять у себя, адаптируя к условиям нашего города. У нас сложились очень тесные партнерские отношения с коллегами то МГП «Мосводоканал», ГУП «Водоканал Санкт-Петербурга», других крупных городов России. Также нам удалось побывать в Германии, Франции, Японии. Благодаря такой возможности, мы получаем информацию, что называется, из «первых рук», что позволяет нам всегда быть в курсе тех или иных новшеств и тенденций в области водо-канализационного хозяйства.
При строительстве сетей водопровода и канализации используется бестраншейный методы прокладки трубопроводов, который позволяет решать сложные инженерные задачи (переходы через реку Ишим, в районах повышенного благоустройства и др.) Но в то же время на эти методы на сегодняшний день в Республике не утверждена нормативно- техническая документация.
Таким образом, практически, не ведется фундаментальная работа по научному исследованию и внедрению новых методов и технологий. Есть большой спектр нерешенных вопросов в этом отношении. Например, не ведется исследование по использованию современных реагентов при очистке воды, не проводятся опытно-эксперементальные работы в сфере водоснабжения и водоотведения, тесно связанных с организациями, обслуживающими системы ВК и др..
На основании опыта эксплуатации системы водоснабжения и канализации в г. Астане, предлагаем предусмотреть финансирование в «Программе развития Тысячелетия (ЦРТ) по водоснабжению и санитарии до 2015 года.» (далее Программа) проведения научно-технических работ и исследований с последующим внедрением в производство.
ГКП «Астана су арнасы» приветствует разработку данной Программы как дополнительного источника финансирования реконструкции и технического перевооружения системы ВК, в целях достижения вхождения Республики Казахстан в число 50 развитых стран. Пришло время применения систематического подхода в решении вопросов надежного и качественного обеспечения населения водой. Необходимо ежегодное финансирование замены и нового строительства 100 км водопровода и канализации в г. Астане. Модернизация и новое строительство сооружений ВК.
В настоящее время на балансе ГКП «Астана су арнасы» имеется 84 водоподкачивающих насосных станций II, III, IV подъемов, более 50 канализационно-насосных станций, насосная I подъема Вячеславка и «Нура-Ишим», насосно-фильтровальная станция, станция аэрации.
В связи с интенсивным развитием левобережья столицы сейчас центр внимания переместился туда. Там уже построена новая водопроводная станция стоимостью 300 млн. тенге. Нужно сказать, все объекты возводятся с использованием последних достижений науки и техники.
На 2005-2006 годы предусматривается реализация проекта «Система перекачки сточных вод от очистных сооружений канализации до накопителя «Карабидаик» с обеззараживанием, рекультивацией иловых площадок станции аэрации города Астаны 2 очередь 1 этап», стоимость которого составляет 10,2 млрд. тенге. По проекту предусматривается строительство насосной станции ультрафиолетового обеззараживания, площадки депонирования обезвоженного ила, насосная станция по перекачке биологически очищенных вод, от которой по напорному трубопроводу сточные воды перекачиваются в накопитель Карабидаик. Введен в эксплуатацию цех механического обезвоживания илового осадка, до 80 % влажности. Внедрение данной технологии позволило улучшить экологическое состояние города в связи с удалением неприятных запахов.
Большие надежды мы связываем с реализацией японского проекта. В июле 2003 года было подписано кредитное соглашение между правительством Казахстана и Японским банком развития о предоставлении займа в размере 273,0 млн. долларов сроком на 30 лет, с погашением с 2013 года под 2,2% годовых. Срок реализации проекта - июль 2004 - февраль 2008 года. Акимат Астаны участвует в софинансировании проекта в размере 55,0 млн. долларов и будет осуществлять контроль за его реализацией. Необходимость этого проекта вызвана тем, что имеющиеся мощности НФС и станции аэрации работают на пределе. И эта нагрузка возрастает, так как население Астаны с каждым годом увеличивается. Интенсивное строительство новых районов опережает развитие инженерных коммуникаций.
Реализация японского проекта позволит осуществить замену значительной части распределительных сетей водопровода и канализации, подкачивающих станций. Им же предусмотрено строительство нового водозабора на Вячеславском водохранилище производительностью 210 тыс., дополнительной НФС, производительностью 100 тыс. куб. м/сутки. Будет проложено более 100 км водопроводных и 21 км канализационных коллекторов. Практически все потребители будут обеспечены приборами учета воды (1900 - общедомовых, 152 тысячи - квартирных), установка которых также предусмотрена японским проектом.
Сейчас особое внимание уделено улучшению качества воды. Для надежного обеспечения населения питьевой водой и отвода стоков ГКП «Астана су арнасы» разработало «Организационно-технические мероприятия 2005-2006 гг.».
С 2001 года применяется новый катионный флокулянт «Праестол-650». На насосно-фильтровальной станции производится замена дренажной системы с постепенной заменой фильтрующего материала (кварцевый песок на цеолит). На данный момент проведена замена фильтрующего материала в четырех фильтрах из десяти. Испытательная лаборатория ГКП «Астана су арнасы» аккредитована на техническую компетентность при Госстандарте РК и является испытательным центром, осуществляющем экспертную деятельность в области водного хозяйства.
В 2004 году «Национальным центром экспертизы и сертификации» на питьевую воду города Астаны был выдан диплом «Экологически чистый продукт».
В том же году для определения качества питьевой воды непосредственно у потребителя введена передвижная лаборатория по контролю за качеством питьевой воды.
01.02.98 г. Минздравом РК введен новый документ, нормирующий качество питьевой воды - Сан ПиН 3.01.067-97 «Питьевая вода. Гигиенические требования к качеству воды централизованных систем водоснабжения. Контроль качества». Согласно новой документации, устанавливается перечень показателей качества воды, ранее не нормируемых. Контроль качества питьевой воды, нормы ПДК (предельно допустимые концентрации) ужесточаются. Сравнительные данные за последние 5 лет показывают систематическое улучшение качества питьевой воды в городе Астане. Данные мероприятия позволили улучшить качество питьевой воды - из общего количества отобранных проб в разводящих сетях города по бактериологическим показателям не соответствует санитарным нормам и правилам лишь 1,2% при норме 5%, среднереспубликанские показатели - 3,5 %. По химическим показателям вода полностью соответствует Сан ПиН.
Ежегодно (в течение трех лет) совместно с сотрудниками ДГСЭН проводится мониторинг качества питьевой воды в различных районах города, в высотных и элитных домах, а также проводится отбор проб воды Вячеславского водохранилища и насосной станции 2-го подъема.
Результаты проведенных исследований показывают, что вода в разводящих сетях, домах, насосной станции и Вячеславского водохранилища соответствует требованиям по химико-бактериологическому анализу ГОСТ «Вода питьевая» и СаН ПиН 3,01,067-97. Надо отметить, что в разводящих сетях (водоразборные колонки), в высотных домах наблюдается колебание по содержанию железа от 0,1 до 0,28 мг/дм3 (при норме 0,3 мг/дм3) - чем удаленнее район, тем выше содержание железа (район сельхозхимии, кирпичного завода, п. Коктал, Автоматика), то есть происходит вторичное загрязнение.
И если раньше основной задачей водоснабжения была подача воды в необходимом количестве, то сейчас, в первую очередь, речь идет о ее качестве. Поэтому ГКП «Астана су арнасы» вкладывает много сил и средств для выполнения поставленной задачи.
В своей работе мы большую ставку делаем на тесное сотрудничество с нашими партнерами. В первую очередь это касается КСК, которые выполняют роль посредников между нами и потребителями. У нас уже стало традицией, что в течение года мы несколько раз проводим совещания с участием представителей всех КСК города. Эти встречи нам много дают. В процессе диалога выявляем проблемы, ищем пути их решения. И как результат - по большинству вопросов мы находим консенсус, что конечно, обоюдовыгодно. Ушли в прошлое времена взаимных упреков, которые порой переходили в конфронтацию. Сейчас наш девиз - работать конструктивно, на благо потребителей. Кстати, сами потребители еще не всегда отличаются дисциплинированностью, хотя число дебиторов неуклонно снижается, нерешенных проблем еще немало. Благодаря совместным усилиям службы сбыта, водно-технической инспекции и юристам в последние два - три года наметился перелом. Но мы не намерены снижать темпы. Эта работа будет идти постоянно.
За последние десять лет вопросы подготовки инженеров были пущены на самотек. Нужно было исправлять ситуацию, и мы убедились, что без целевой подготовки грамотных специалистов, да, думаю, не только наше предприятие оказалось бы перед непростой дилеммой, а именно, через несколько лет мы в полной мере ощутили бы дефицит инженерных кадров. В итоге нами было принято решение о выделении средств на подготовку студентов. Несколько лет тому назад между ГКП «Астана су арнасы» и Евразийским национальным университетом имени Л.Гумилева был составлен Договор о научно-техническом сотрудничестве, предусматривающий открытие филиала кафедры «Инженерные коммуникации и экология» на базе предприятия, подготовку выпускников по специальности 4306 «ВВ и ОВР» («Водоснабжение, водоотведение и охрана водных ресурсов»). В этот Договор были включены переподготовка и повышение квалификации инженерно-технических работников нашего треста. Предприятие взяло на себя финансирование обучения студентов, выделяя для этого гранты, с последующим трудоустройством их в горводоканале. Таким образом, наше предприятие будет иметь собственных дипломированных инженеров, специалистов. Кстати у нас уже работают 15 выпускников этого вуза, некоторым из них мы даже предоставили общежитие. Кроме того, у нас существуют тесные связи и с колледжами, профессионально-техническими школами, где ведем подготовку специалистов рабочих профессий.
Большой фронт работ предстоит выполнить по дальнейшему укреплению материально-технической базы: строительство новых боксов, мастерских, приобретение современной техники, использование новейших методов эксплуатации водопроводных и канализационных сетей Наряду с этим, забота о человеке стоит на первом месте в деятельности ГКП «Астана су арнасы».
Сейчас все усилия предприятия направлены на то, чтобы предоставить столичным жителям качественные услуги водоснабжения и водоотведения. Коммунальное государственное предприятие «Астана су арнасы» с уверенностью смотрит в будущее, с честью выполняя возложенные на него задачи.
ЗАКЛЮЧЕНИЕ
Современный специалист любого профиля должен обладать не только определенным комплексом и уровнем специальных знаний, но и определенным уровнем экологического мировоззрения и мышления, который позволит анализировать и оценивать собственную производственную деятельность относительно ее воздействия на природную среду. Основой для развития экологического мышления и мировоззрения может служить знание и понимание основных понятий и законов экологии, четкие представления о биосфере и ее эволюции.
Устойчивое экологическое развитие биосферы в условиях все возрастающего антропогенного давления является центральной проблемой человеческого общества, т.к при таком подходе может быть обеспечено само существование человечества как части биосферы.
Созданию и сохранению условий для устойчивого экологического развития может способствовать только получение специалистами различного профиля фундаментальных знаний законов развития, существования, функционирования экосистем разного уровня и биосферы в целом.
Одним из основных направлений работы по охране окружающей среды является внедрение новых технологических процессов производства, переход на замкнутые (бессточные) циклы водоснабжения, где очищенные сточные воды не сбрасываются, а многократно используются в технологических процессах. Замкнутые циклы промышленного водоснабжения дадут возможность полностью ликвидировать сбрасываемые сточных вод в поверхностные водоемы, а свежую воду использовать для пополнения безвозвратных потерь.
В химической промышленности намечено более широкое внедрение малоотходных и безотходных технологических процессов, дающих наибольший экологический эффект. Большое внимание уделяется повышению эффективности очистки производственных сточных вод. Значительно уменьшить загрязненность экологии можно путем выделения из сточных вод ценных примесей, сложность решения этих задач на предприятиях химической промышленности состоит в многообразии технологических процессов и получаемых продуктов.
Правовые основы оценки экологического состояния окружающей среды
Правовая охрана окружающей среды - совокупность правовых норм и правоотношений, направленных на осуществление мероприятий по сохранению естественной среды обитания человека, а также на рациональное использование и воспроизводство природных ресурсов, оздоровление окружающей человека жизненной среды для удовлетворения экологических, экономических, культурно-оздоровительных интересов общества во имя настоящего и будущих поколений людей.
Эколого-правовая норма - правовая норма, регулирующая общественные отношения в области взаимодействия общества и окружающей природной среды. По методу регулирования выступает как запретительная, предупредительная, компенсационная, поощрительная.
Природопользование - теория и практика рационального использования человеком природных ресурсов; сфера общественно-производственной деятельности, направленной на удовлетворение потребностей человечества в качестве и разнообразии окружающей среды, на улучшение использования естественных ресурсов биосферы. Выделяют два типа природопользования: рациональное и нерациональное. Последнее, как правило, ведет к исчерпанию природных ресурсов, подрыву восстановительных сил биосферы, снижению оздоровительных и эстетических качеств, то есть это система деятельности, не обеспечивающая сохранения природоресурсного потенциала природы.
Воспроизводство природных ресурсов - совокупность государственных и общественных мероприятий, направленных на восполнение и увеличение возобновляемых ресурсов природы или усиление возобновляемых ресурсов природы или усиление полезных свойств природных объектов.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ:
1. Рыбаков В.М. «Дуговая и газовая сварка»
2. Рыбаков В.М. «Сварка и резка металлов»
3. Г.А. Николаев "Справочные материалы для сварщиков"
4. Алешин Н.П., Щербинский В.Г. «Контроль качества сварочных работ». М.: Высшая школа, 1986г.
5. Волченко В.Н. «Сварные конструкции». - М.: Машиностроение, 1986г.
6. «Сварные и паяные соединения». Учебное пособие/ С.А. Федоров, МАТИ, М, 1989.
7. И.П. Иванов "Справочник сварщика"
8. А.В. Гуревич "Сварочные материалы"
9. Ж.Е.НУРКЕНОВ Генеральный директор ГКП «Астана су арнасы», Астана, Казахстан
10. В. И. Калицун «Гидравлика, водоснабжение и канализации». Стройиздат 1980 г.
11. Санитарно-техническое оборудование зданий. Методические указания по курсовому проектированию по специальности ПГС. Магадан 1991.