- Преподавателю
- Другое
- Лабораторная работа: Сварка пластических масс
Лабораторная работа: Сварка пластических масс
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Карибаева Р.К. |
| Дата | 24.12.2015 |
| Формат | doc |
| Изображения | Есть |

Лабораторная работа.
Виды пластических масс. Виды сварки пластмасс.
Цель работы:
-
Ознакомиться с типами пластмасс, маркировкой, свойствами пластических масс.
-
Изучить разные виды сварки пластмасс, сравнить технологии сварки.
-
Краткая теоретическая часть.
Пластические массы, производство пластических масс
Пластма́ссы (пласти́ческие ма́ссы, также - пла́стики, что, в принципе, не является грубой ошибкой) - органические материалы, основой которых являются синтетические или природные высокомолекулярные соединения (полимеры). Исключительно широкое применение получили пластмассы на основе синтетических полимеров.Название «пластмассы» означает, что эти материалы под действием нагревания и давления способны формироваться и сохранять после охлаждения или отвердения заданную форму. Процесс формования сопровождается переходом пластически деформируемого (вязкотекучего) состояния в стеклообразное состояние.
Типы пластмасс
В зависимости от природы полимера и характера его перехода из вязкотекучего в стеклообразное состояние при формовании изделий пластмассы делят на:
Термопласты (термопластичные пластмассы) - при нагреве расплавляются, а при охлаждении возвращаются в исходное состояние.
Реактопласты (термореактивные пластмассы) - отличаются более высокими рабочими температурами, но при нагреве разрушаются и при последующем охлаждении не восстанавливают своих исходных свойств.
Газонаполненные пластмассы - вспененные пластические массы, обладающие малой плотностью.
Свойства
Основные механические характеристики пластмасс те же, что и для металлов. Пластмассы характеризуются малой плотностью (0,85-1,8 г/см³), чрезвычайно низкими электрической и тепловой проводимостями, не очень большой механической прочностью. При нагревании (часто с предварительным размягчением) они разлагаются. Не чувствительны к влажности, устойчивы к действию сильных кислот и оснований, отношение к органическим растворителям различное (в зависимости от химической природы полимера). Физиологически почти безвредны. Свойства пластмасс можно модифицировать методами сополимеризации или стереоспецифической полимеризации, путём сочетания различных пластмасс друг с другом или с другими материалами, такими как стеклянное волокно, текстильная ткань, введением наполнителей и красителей, пластификаторов, тепло- и светостабилизаторов, облучения и др., а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
Твёрдость пластмасс определяется по Бринеллю при нагрузках 50-250 кгс на шарик диаметром 5 мм.
Температура хрупкости (морозостойкость) - температура, при которой пластичный или эластичный материал при ударе может разрушиться хрупко.
Для придания особых свойств пластмассе в нее добавляют пластификаторы (силикон, дибутилфталат, ПЭГ и т.п.), антипирены (дифенилбутансульфокислота), антиоксиданты (трифенилфосфит, непредельные углеводороды)
Получение
Производство синтетических пластмасс основано на реакциях полимеризации, поликонденсации или полиприсоединения низкомолекулярных исходных веществ, выделяемых из угля, нефти или природного газа. При этом образуются высокомолекулярные связи с большим числом исходных молекул (приставка «поли-» от греческого «много», например этилен-полиэтилен)
Материалы на основе пластмасс:
- Гетинакс
- Текстолит
- Мебельные пластмассы
Пластик, который используют для производства мебели, получают путем пропитки бумаги термореактивными смолами. Производство бумаги является наиболее энерго- и капиталлоемким этапом во всем процессе производства пластика. Используется 2 типа бумаг: основой пластика является крафт-бумага (плотная и небеленая) и декоративная (для придания пластику рисунка). Смолы подразделяются на фенолформальдегидные, которые используются для пропитки крафт-бумаги, и меламиноформальдегидные, которые используются для пропитки декоративной бумаги. Меламиноформальдегидные смолы производят из меламина, поэтому они стоят дороже.
Мебельный пластик состоит из нескольких слоёв. Защитный слой - оверлей - практический прозрачный. Изготавливается из бумаги высокого качества, пропитывается меламиноформальдегидной смолой. Следующий слой - декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой - компенсирующий (крафт-бумага, пропитанная меламиноформальдегидными смолами). Этот слой присутствует только у американского мебельного пластика.
Система маркировки пластика. Идентификация пластмасс
Для обеспечения утилизации одноразовых предметов в 1988 году Обществом Пластмассовой Промышленности была разработана система маркировки для всех видов пластика и идентификационные коды. Маркировка пластика состоит из 3-х стрелок в форме треугольника, внутри которых находится цифра, обозначающая тип пластика:
PET или PETE - Полиэтилентерефталат. Обычно используется для производства тары для минеральной воды, безалкогольных напитков и фруктовых соков, упаковки, блистеров, обивки. Такие пластики являются потенциально опасными для пищевого использования.
PEHD или HDPE - Полиэтилен высокой плотности. Производство бутылок, фляг, полужёсткой упаковки. Считается безопасными для пищевого использования.
ПВХ или PVC - Поливинилхлорид. Используется для производства труб, трубок, садовой мебели, напольных покрытий, оконных профилей, жалюзи, тары для моющих средств и клеёнки. Материал является потенциально опасным для пищевого использования, поскольку может содержать диоксины, бисфенол А, ртуть, кадмий.
LDPE и PEBD - полиэтилен низкой плотности. Производство брезентов, мусорных мешков, пакетов, пленки и гибких ёмкостей. Считается безопасным для пищевого использования.
PP - Полипропилен. Используется в автомобильной промышленности (оборудование, бамперы), при изготовлении игрушек, а также в пищевой промышленности, в основном при изготовлении упаковок. Считается безопасным для пищевого использования.
PS - Полистирол. Используется при изготовлении плит теплоизоляции зданий, пищевых упаковок, столовых приборов и чашек, коробок CD и прочих упаковок (пищевой плёнки и пеноматериалов), игрушек, посуды, ручек и так далее. Материал является потенциально опасным, особенно в случае горения, поскольку содержит стирол.
OTHER или О - прочие. К этой группе относится любой другой пластик, который не может быть включен в предыдущие группы. В основном это поликарбонат. Поликарбонат не является токсичным для окружающей среды, но может содержать опасный для человека бисфенол А[2]. Используется для изготовления твёрдых прозрачных изделий, как например детские рожки.
Сварка
Соединение пластмасс между собой может осуществляться механическим путем с помощью болтов, заклепок, склеиванием, растворением с последующим высыханием, а также при помощи сварки. Из перечисленных способов соединения только при помощи сварки можно получить соединение без инородных материалов, а также соединение, которое по свойствам и составу будет максимально приближено к основному материалу. Поэтому сварка пластмасс нашла применение при изготовлении конструкций, к которым предъявляются повышенные требования к герметичности, прочности и другим.
Применяются различные виды сварки пластмасс: Сварка газовым теплоносителем с присадкой и без присадки, сварка экструдируемой присадкой, контактно-тепловая сварка оплавлением, контактно-тепловая сварка проплавлением, сварка в электрическом поле высокой частоты, сварка ультразвуком, сварка трением, сварка излучением, химическая сварка.
1. Контактная тепловая сварка пластмасс.
Схемы процесса
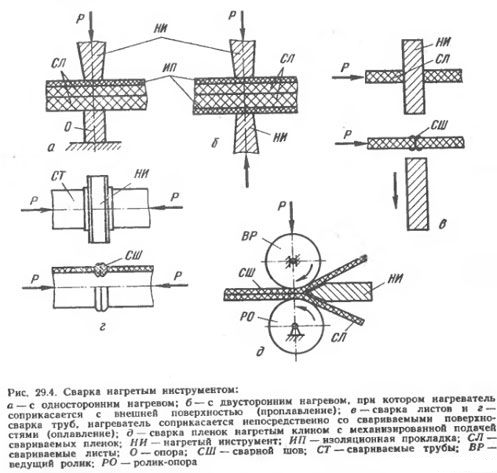
Сущность способа контактной тепловой сварки заключается в том, что свариваемые детали в месте соединения нагреваются до температуры вязкотекучего состояния специальными инструментами-нагревателями, передающими тепло свариваемым поверхностям при контакте с ними. После разогрева свариваемых поверхностей нагреватель выводят из зоны соединения, и под действием давления детали свариваются.
Различают три способа термоконтактной сварки: проплавлением, оплавлением и термоимпульсная.
Сварка проплавлением - нагреватель соприкасается с внешней поверхностью изделия и тепло передается к свариваемым поверхностям через толщину верхнего слоя пластмассы. Используется для сварки изделий из пленок и тонких листов (рис. 29.4,а, б).
Сварка оплавлением - нагреватель соприкасается непосредственно со свариваемыми поверхностями. Используется для сварки пластмассовых труб, стержней, для приварки арматуры к трубопроводам, для сварки фасонных изделий и конструкций (рис. 29.4,в, г).
Термоимпульсная сварка осуществляется с помощью малоинерционных нагревательных элементов, по которым пропускают кратковременные, но мощные импульсы тока. Сварка осуществляется с одно- или двусторонним подводом энергии. В паузах между импульсами электрического тока сварной шов охлаждается под давлением.
Термоимпульсная сварка применяется в основном для соединения пленок из полиолефинов толщиной 20-250 мкм. Длительность импульсов от 0,1 до 1 с, частота - один импульс в секунду при удельной мощности 0,03 Вт/м2.
Термоконтактная сварка применяется для соединения полиэтилена, полиизобутилена, полистирола, полипропилена, фторопласта, поливинилхлорида. Прочность сварных соединений высокая и составляет 90-100% прочности основного материала.
Оборудование
Процесс сварки может осуществляться различными нагревательными элементами - стальными пластинами, лентами, роликами, электропаяльниками, дисками, кольцами и электроутюгами особой конструкции, которые встраиваются в специальные устройства и установки.
Для сварки армированных пленок в монтажных условиях в нашей стране получили распространение полуавтоматические установки для односторонней (ПСП-11, ПСП-16, ПСП-16 AT) и двусторонней (ПСП-15, ПСП-16) сварки.
Для сварки в стационарных условиях полимерных пленок в РФ разработана серия установок МСП-16, МСП-5М, УСПП-ЗМ, МСП-17М, МСП-17ММ.
Для сварки пленок применяются ручные устройства и переносные полуавтоматы - ручной ролик ВНИИСТ-3, ручной полоз УСИ-1, клещи типа КС «Молния», «Молния-2М».
Для сварки труб диаметром от 25 до 1200 мм нашей промышленностью выпускаются устройства типа УСКПТ-12, СА-59, УСП-5, УСКП-6, УСТТ-110, УСТТ-400, УСТТ-900, УСТТ-1200.
2. Сварка пластмасс трением и вибротрением
Сварка трением основана на превращении механической энергии трения в тепловую энергию. Процесс состоит из двух стадий: нагрева и осадки.
На стадии нагрева детали приводят в соприкосновение одну с другой за счет приложения давления и осуществляют их взаимное перемещение. В начале процесса за счет действия давления и высоких скоростей перемещения трущихся тел происходит разрушение микроне ровностей в зоне контакта. Затем разрушаются поверхностные пленки, и во взаимодействие вступают чистые поверхности. Это приводит не только к заметному выделению теплоты, но и образованию очагов схватывания. В конце процесса устанавливаются равномерный режим нагрева и оплавления, сопровождающиеся адгезией по всей трущейся поверхности.
В зависимости от условий нагрева свариваемых поверхностей сварку трением проводят по трем схемам: вращением свариваемых деталей или промежуточного элемента - сварка вращением; вибрацией свариваемых деталей или промежуточного элемента - сварка вибротрением; вращательно-вибрационным движением свариваемых деталей или промежуточного элемента.
При сварке трением вращения одна деталь закреплена неподвижно, а вторая вращается. На сопряженных торцевых поверхностях возникают силы трения, вызывающие интенсивный нагрев и оплавление торцев. При накоплении в стыке необходимого количества расплава вращение прекращают и происходит осадка до образования сварного соединения (рис. 29.8).
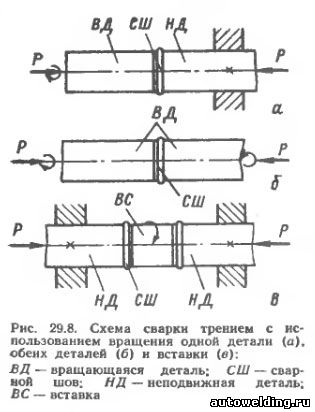
Схема, при которой вращение свариваемых деталей производят в разные стороны, не нашла практического применения из-за технических сложностей.
Длинные и громоздкие детали, вращение и, особенно, быстрое торможение которых затруднительно, можно сваривать при помощи третьей промежуточной детали (вставки). Для этого длинные детали закрепляют неподвижно, а вставку вращают вокруг общей оси свариваемых деталей.
В последнее время особенно для сварки несимметричных деталей нашла применение сварка вибротрением.
Сопрягаемые детали при этом могут совершать возвратно-поступательное движение в плоскости стыка или вокруг определенной оси.
Сварка трением может применяться практически для всех термопластов: полиолефинов, полиамидов, полиметилметакрилата, полистирола и др. Ее отличают большая скорость соединения, простота конструкции оборудования, локальный разогрев, предотвращение окисления расплава, отсутствие необходимости предварительной очистки поверхностей.
Оборудование
Сварку пластмасс трением осуществляют на различных металлорежущих станках: токарных, сверлильных, фрезерных и на специальных сварочных машинах.
3. Сварка пластмасс ультразвуком
Метод сварки пластмасс ультразвуком - один из промышленных методов соединения полимерных материалов, основанный на преобразовании механических высокочастотных колебаний (более 20 000 Гц) в тепловую энергию. Выделяемое при этом тепло размягчает свариваемые поверхности, генерируясь в толще материала, а приложенное давление обеспечивает плотный контакт внутренних поверхностей материала.
Получение и передача ультразвуковых колебаний на материал осуществляется по следующей схеме (рис. 19). Вибратор 1 преобразует электрическую энергию высокой частоты в механические колебания сердечника с частотой ультразвука. Колебания очень маленькой амплитуды передаются от вибратора к концентратору 2, который усиливает механические колебания и благодаря своей особой конструкции концентрирует их в конце волновода. Конец волновода является сварочным инструментом (электродом) или опорой, когда в качестве электрода используют наконечники. Колебания от волновода передаются полимерному материалу 3, который укладывают на опору - отражатель 4. Отражатель может быть пассивным (ненастроенным) и активным (настроенным). В свою очередь, отражатель укладывают на опорную поверхность стола 5. Давление осуществляется со стороны электрода, как показано на схеме, или со стороны опорной поверхности стола.
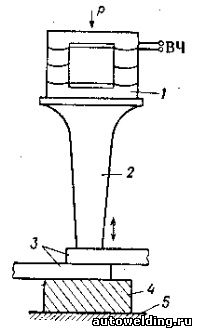
Рис. 19. Схема сварки пластмасс ультразвуком:
1 - вибратор; 2 - концентратор; 3 - свариваемый материал; 4 - отражатель; 5 - опора.
Ультразвуковую сварку применяют в основном для соединения материалов с низкой электро- и теплопроводностью, большинство из которых трудно или вообще не возможно сваривать другими методами. Ультразвуком сваривают следующие полимерные материалы: органическое стекло, винипласт, полиэтилен, поливинилхлорид, полистирол и др.
Процесс образования соединения при ультразвуковой сварке можно условно разделить на две стадии. Вначале происходит нагрев соединяемых материалов. На второй стадии между нагретыми до вязкотекучего состояния контактирующими поверхностями возникают связи, которые и обеспечивают получение неразъемного соединения.
Особенности сварки ультразвуком состоят в следующем:
1) можно соединять детали, толщина одной из которых практически неограничена, и осуществлять сварку конструкций, в которых затруднен доступ к месту сварки; это объясняется тем, что сварка осуществляется с помощью одного электрода, односторонним способом, ультразвуковая энергия может подводиться на значительном расстоянии от места соединения;
2) высокая производительность процесса; так как максимальный разогрев происходит на свариваемых поверхностях, вследствие чего исключается значительный перегрев пластмасс по толщине или длине привариваемого стержня;
3) не создаются радиопомехи;
4) не подводится напряжение к свариваемым поверхностям;
5) возможна сварка более широкого ассортимента и больших толщин изделий из различных полимерных материалов, чем при сварке ТВЧ.
По характеру распределения вводимой механической энергии относительно свариваемых поверхностей ультразвуковая сварка? может быть разделена на контактную и передаточную.
В первом случае механическая энергия равномерно распределена по всей площади контакта свариваемых изделий. Этот вид ультразвуковой сварки обычно применяют для соединения эластичных пластмасс небольшой толщины (- 0,05-1,5 мм). Наиболее распространены соединения внахлестку.
При передаточной ультразвуковой сварке механические колебания вводятся в отдельной точке или на небольшом участке поверхности верхнего изделия. Передача и равномерное распределение механической энергии зависят в этом случае от упругих свойств свариваемого материала. Поэтому передаточную сварку применяют для соединения объемных деталей из жестких пластмасс, таких как полистирол, полиметилметакрилат и др. Наиболее рациональны соединения встык или втавр.
По степени непрерывности процесса ультразвуковую сварку можно разделить на прессовую и непрерывную. Прессовая сварка выполняется за одно рабочее движение волновода. По этой схеме может осуществляться как контактная, так и передаточная ультразвуковая сварка. Непрерывная сварка позволяет получить непрерывные протяженные сварные швы за счет относительного перемещения волновода и свариваемого изделия. Она используется для сварки изделий из пленок и синтетических тканей: мешков, фильтров, непромокаемой одежды и др.
По степени механизации непрерывная сварка делится на ручную и механизированную. При ручной сварке непрерывные швы любой конфигурации получают за счет перемещения сварочного пистолета, а изделие при этом остается неподвижным. Таким способом можно соединять многослойные пакеты из разных пленок с покрытием. При механизированной непрерывной сварке, как правило, перемещается свариваемое изделие, а сварочный волновод остается неподвижным.
Оптимальный режим, зависящий от свойств свариваемого материала, толщины и формы изделия, состояния контактируемых поверхностей и целого ряда других факторов, определяется в каждом конкретном случае экспериментально.
Оборудование
В МГТУ им. Н. Э. Баумана разработаны машины типа УПМ-21, УПК-15М, УПШ-12, ВНИИЭСО разработаны машины типа МТУ-1,5 и МТУ-0,4, которые серийно выпускаются заводом «Электросварка». Переносные установки РУСУ-50 и РУСУ-44-250 разработаны в НИАТ. Машины типа БШМ-1 разработаны ВНИИЛТЕКмашем совместно с ВНИИТВЧ им.. В. П. Вологдина и серийно выпускаются ПО Промшвеймаш (г. Орша).
4. Сварка пластмасс лучом лазера
При сварке термопласта лучом лазера нагрев соединяемых поверхностей достигается в результате превращения лучевой энергии лазера в тепловую в месте фокусировки луча (рис. 29.11). Особенность лазерного излучения состоит в его способности создавать в фокусе мощность значительной плотности. Для этого когерентный луч при помощи специальных линз собирается в узкий пучок, достигающий десятых долей миллиметра. Непрерывно действующий СО2-лазер мощностью 1 кВт позволяет в фокальном пятне диаметром 0,1 мм получить плотность тепловой мощности 3x10 Вт/мм2. Лазерная сварка эффективна при сварке тонких пленок из ПЭВД - δ=50÷50 мкм. Скорость сварки 3,3-4 м/с.
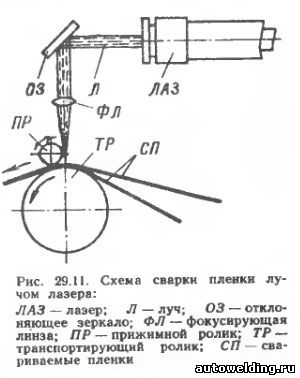
Рисунок 29.11. Схема сварки пленки лучом лазера: ЛАЗ-лазер; Л-луч; ОЗ- отклоняющее зеркало; ФЛ- фокусирующая линза; ПР- прижимной ролик; ТР- транспортирующий ролик; СП- спариваемые пленки.
Для сварки пленок из полиолефинов оптимальным считается СO2-лазер. Полиэтиленовая пленка толщиной 200 мкм поглощает 22 % энергии излучения СO2-лазера и около 4 % отражает от своей поверхности. Пленки из ПВХ плохо свариваются лазером вследствие их склонности к деструкции в процессе концентрированного нагрева, СO2-лазер широко применяют для резки термопластов, а также раскроя синтетических тканей, трикотажа, искусственных кож и т. д. При этом средняя скорость раскроя составляет 1 м/с и зависит от количества слоев материала, его свойств и мощности луча. В этом случае используются лазерные установки мощностью до 250 Вт с расходом газовой смеси гелия, диоксида углерода и азота от 30 до 40 л/ч.
5. Сварка пластмасс токами высокой частоты
Схемы процесса
Сварка термопластов ТВЧ основана на нагреве в результате преобразования электрической энергии в тепловую непосредственно внутри самого материала.
Сущность процесса сварки ТВЧ заключается в следующем. Свариваемое изделие помещают в переменное электрическое поле высокой частоты. Поскольку пластмассы являются несовершенными диэлектриками, элементарные заряды при внесении диэлектрика в высокочастотное поле несколько смещаются, небольшое количество имеющихся в диэлектрике свободных зарядов образует ток проводимости. На смещение заряженных частиц затрачивается работа, которая превращается в тепло благодаря наличию молекулярного трения между материальными частицами. Каждое изменение направления электрического поля влечет за собой выделение некоторого количества тепла.
Для сварки пластмасс применяются токи высокой частоты в пределах 30-40 МГц. Высокочастотная сварка осуществляется между двумя металлическими электродами-обкладками конденсатора, включенными в колебательный контур генератора электрических колебаний.
Нагреваться в поле ТВЧ могут не все типы пластмасс, а только так называемые полярные. К полярным относится поливинилхлорид, винипласт, полиамид; к неполярным - полиэтилен, полистирол, полиизобутилен и фторопласт-4.
При сварке ТВЧ обкладками конденсатора являются электроды сварочной установки. Сварка может осуществляться по прессовой и роликовой схемам (рис. 29.9).
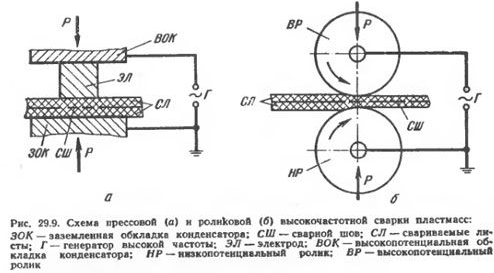
Прессовая сварка
При прессовой сварке (рис. 29.9, а) соединение получают за один рабочий цикл. Конфигурация сварных швов соответствует конфигурации электродов. Сварной шов укладывается одновременно по всему контуру, т. е. все участки шва свариваются на одном и том же режиме, нагрев происходит равномерно, что обеспечивает высокое качество сварного соединения. Электроды при прессовой сварке служат не только для подвода энергии к зоне соединения, но и для создания сварочного давления на эту зону и регулирования теплоотвода от нее. Прессовая сварка ТВЧ позволяет получать соединения внахлестку, встык, втавр, на ус и с отбортовкой кромок.
Разновидностью прессовой сварки является шовно-шаговая сварка. В этом случае материалы свариваются участками с определенным шагом или с перекрытием для получения строчки или непрерывного шва. Подача материалов на шаг осуществляется в момент подъема электродов. При сварке синтетических тканей и пленок для этого используют машины типа швейных, оборудованных точечными электродами и механизмом шаговой подачи материалов на 1-2 мм.
Роликовая сварка
Роликовая сварка (рис. 29.9,б) используется для получения непрерывных протяженных швов. Электродами при этом служат ролики или диски, вращающиеся в противоположном направлении. Один электрод-ролик соединяется с высокопотенциальным выводом генератора ТВЧ, а другой заземлен. Роликовая сварка обладает следующими недостатками, затрудняющими ее использование. Во-первых, при большой скорости сварки сварной шов не успевает охладиться под давлением и выходит из-под электродов-роликов в нагретом состоянии. Это приводит к значительным деформациям шва, особенно при больших толщинах свариваемого материала. Во-вторых, электрическая емкость между роликами мала, что также не позволяет достичь больших скоростей сварки. Указанные недостатки обусловливают целесообразность применения роликовой сварки ТВЧ только для соединения тонких пленок, так как с повышением толщины скорость сварки значительно снижается. Так, при толщине пленки 100 мкм оптимальная скорость сварки составляет 6 м/мин, а при толщине 200 мкм - 2 м/мин. При большой толщине скорость сварки ТВЧ снижается настолько, что применение ее становится экономически нецелесообразно.
Оборудование
Для целей сварки пластмасс принята серия сварочных установок, питаемых от ламповых генераторов следующих мощностей: 1,6; 4,0; 6,0; 10 кВт, которые работают исключительно на частоте 27,12 МГц±1 %.
В настоящее время отечественной промышленностью выпускаются высокочастотные сварочные установки ВЧДЗ-1,6/27, ВЧД6-4/27, ВЧД10-4/27, ВЧД6-10/27 Таганрогским заводом электротермического оборудования.
II. Порядок выполнения работы.
-
Ознакомиться с теоретической частью работы.
-
Описать виды сварки пластмасс, зарисовать схемы сварки.
-
Сравнить различные технологии сварки пластмасс.
Как и при сварке металлов, при сварке пластмасс следует стремиться к тому, чтобы материал сварного шва и околошовной зоны по механическим и физическим свойствам мало отличался от основного материала. Сварка термопластов плавлением, как и другие методы их переработки, основана на переводе полимера сначала в высокоэластическое, а затем в вязкотекучее состояние и возможна лишь в том случае, если свариваемые поверхности материалов (или деталей) могут быть переведены в состояние вязкого расплава. При этом переход полимера в вязкотекучее состояние не должен сопровождаться разложением материала термодеструкцией.
При сварке многих пластмасс выделяются вредные пары и газы. Для каждого газа имеется строго определенная предельно доступная его концентрация в воздухе (ПДК). Например, для диоксида углерода ПДК равна 20, для ацетона - 200, а для этилового спирта - 1000 мг/м3.
-
Отчет о проделанной работе.
-
Название и цель лабораторной работы.
-
Описание видов сварки со схемой процесса сварки.
-
Перечислить какое оборудование используется при различных видах сварки.
-
Вывод: наиболее универсальный вид сварки пластмасс.
Контрольные вопросы.
-
Типы пластмасс при формовании изделий?
-
Материалы на основе пластмасс?
-
Основные свойства и характеристики пластмасс, отличие их от металлов?
-
Система маркировки пластика?
-
Виды сварки пластмасс?
Литература:
-
Дальский А.М., Барсукова Т.М. и др. Технология конструкционных материалов. - М. Машиностроение. 1992г.
-
Фоминых В.П., Яковлев Л.П., Ручная дуговая сварка. - М.: Высшая школа, 1986г.
10