- Преподавателю
- Другое
- ИССЛЕДОВАТЕЛЬСКАЯ РАБОТА НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ ВЕРТИКАЛЬНО-ФРЕЗЕРНОГО СТАНКА 6Р12П
ИССЛЕДОВАТЕЛЬСКАЯ РАБОТА НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ ВЕРТИКАЛЬНО-ФРЕЗЕРНОГО СТАНКА 6Р12П
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Кених Л.А. |
| Дата | 30.09.2015 |
| Формат | doc |
| Изображения | Есть |

Министерство общего и профессионального образования Свердловской области
Государственное автономное профессиональное образовательное учреждение Свердловской области «Карпинский машиностроительный техникум»
ИССЛЕДОВАТЕЛЬСКАЯ РАБОТА
НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
ВЕРТИКАЛЬНО-ФРЕЗЕРНОГО СТАНКА 6Р12П
Исследователь
Наталья Сайгина
Руководитель
преподаватель общепрофессиональных дисциплин
Людмила Александровна Кених
2015
СОДЕРЖАНИЕ
Введение……………………………………………………………………………… 3
1 Общий вид и характеристика станка………………………………………………4
2 Органы управления и кинематическая схема станка……………………………..5
3 Место оборудования в технологическом цикле производства…………………..7
4 Технологические возможности оборудования……………………………………8
5 Инструмент, применяемый на станке……………………………………………...9
Заключение…………………………………………………………………………….10
Литература…………………………………………………………………………….11
ВВЕДЕНИЕ
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, их техническая оснащенность в значительной степени характеризуют производственную мощь страны.
Металлорежущие станки отечественного производства в зависимости от вида обработки разделяют на девять групп. В свою очередь, каждая группа делится на девять подгрупп, представляющих станки по типам. Фрезерные станки относятся в шестой группе.
Фрезерные станки имеют весьма широкую область применения, они предназначены для выполнения широкого круга операций: обработки наружных и внутренних фасонных поверхностей, прорезание прямых и винтовых канавок, фрезеровать зубья зубчатых колес, нарезать наружные и внутренние резьбы и т. д.
Различают две основные группы фрезерных станков: универсальные (общего назначения) и специализированные. К первым относятся горизонтально-фрезерные, вертикально-фрезерные и продольно-фрезерные, ко вторым - шпоночно-фрезерные, шлицефрезерные, карусельно-фрезерные и другие станки.
В современных фрезерных станках применяют разделенные приводы главного движения и подач, механизмы ускоренных перемещений стола (во всех направлениях), однорукояточное управление изменения скоростей подач. В станках узлы и детали широко унифицированы.
В контрольной работе более подробно рассмотрим консольный вертикально-фрезерный станок модели 6Р12П, приведем его общий вид и характеристику станка, рассмотрим органы управления и кинематическую схему станка, место оборудования в технологическом цикле производства, проанализируем техническую характеристику станка и рассмотрим режущий инструмент, применяемый на данном станке.
1 ОБЩИЙ ВИД И ХАРАКТЕРИСТИКА СТАНКА
Консольно-фрезерные станки - наиболее распространенный тип станков, используемый для фрезерных работ. Отличительная особенность станка - наличие консоли (кронштейна), несущей стол и перемещающейся по направляющим станины вверх и вниз.
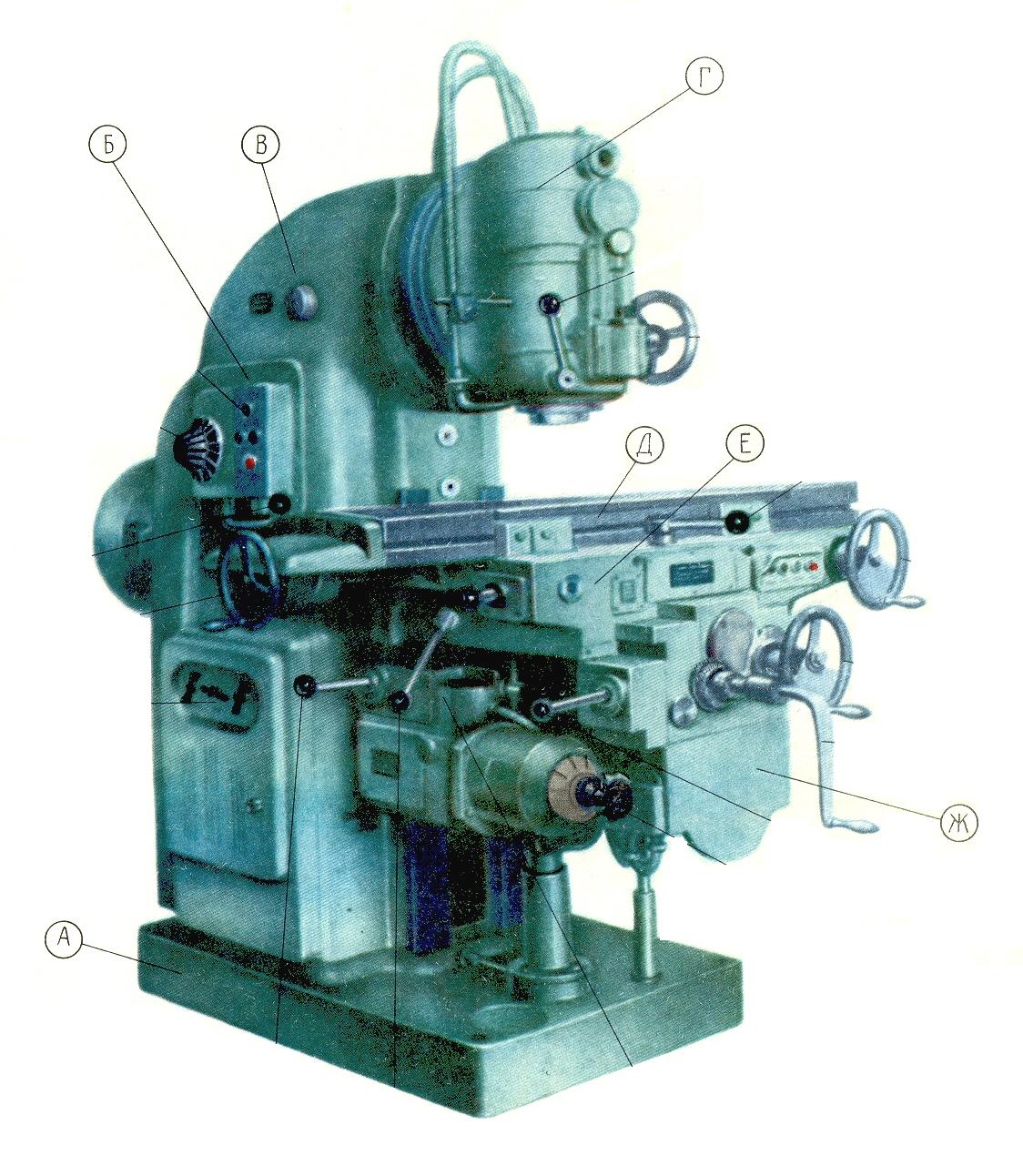
Рисунок 1 - Консольный вертикально-фрезерный станок 6Р12П
А - фундаментная плита; Б - коробка скоростей; В - станина;
Г - фрезерная головка; Д - стол; Е - поворотная плита; Ж - консоль
Вертикально-фрезерный консольный станок предназначен для выполнения широко круга фрезерных работ, выполняемых торцовыми фрезами, концевыми и другими фрезами, которые крепятся в цанговых патронах и на оправках, оставляющих свободными цилиндрическую и торцовую поверхность фрезы. Отличительной особенностью этого станка является вертикальное расположение шпинделя. Станок позволяет использовать режущие свойства быстрорежущего и твердосплавного инструмента. Заготовки устанавливаются на прямоугольном столе или круглом накладном столе. На ряде этих станков можно встретить как встречное, так и попутное фрезерование, что обеспечивается специальным механизмом, поддерживающим постоянный натяг между винтом и гайкой механизма продольной подачи. Подача может выключаться от упоров и вручную. Рассматриваемый станок относится к первому типу фрезерных станков, что находит отражение в обозначении модели: 6Р12П. На рисунке 1 показан общий вид консольного вертикально-фрезерного станка с обозначением основных узлов.
На консольном вертикально-фрезерном станке 6Р12П обрабатывают наружные и внутренние поверхности различной конфигурации, прорезание канавок и т. д. Станок применяют в единичном и крупносерийном производстве.
2 ОРГАНЫ УПРАВЛЕНИЯ И КИНЕМАТИЧЕСКАЯ СХЕМА СТАНКА
Органы управления вертикального консольного фрезерного станка модели 6Р12П показаны на рисунке 2. Автоматическое управление (переключатель 31) позволяет управлять движениями стола с помощью путевых кулачков и конечных выключателей без участия рабочего. Специальные путевые кулачки 26 устанавливаются в пазу стола. Изменение направления и скорости хода стола происходит в тот момент, когда соответствующий кулачок, упираясь в рукоятку продольной подачи 20, повернет ее, а она, в свою очередь, включит один из конечных переключателей, находящихся во внутренней полости поперечных салазок. Другие кулачки переключают скорость движения стола с рабочей подачи на быстрый ход и обратно. Расставляя в нужных местах паза стола кулачки, можно получать различные циклы движений: полуавтоматический вправо и влево, автоматический маятниковый и др.
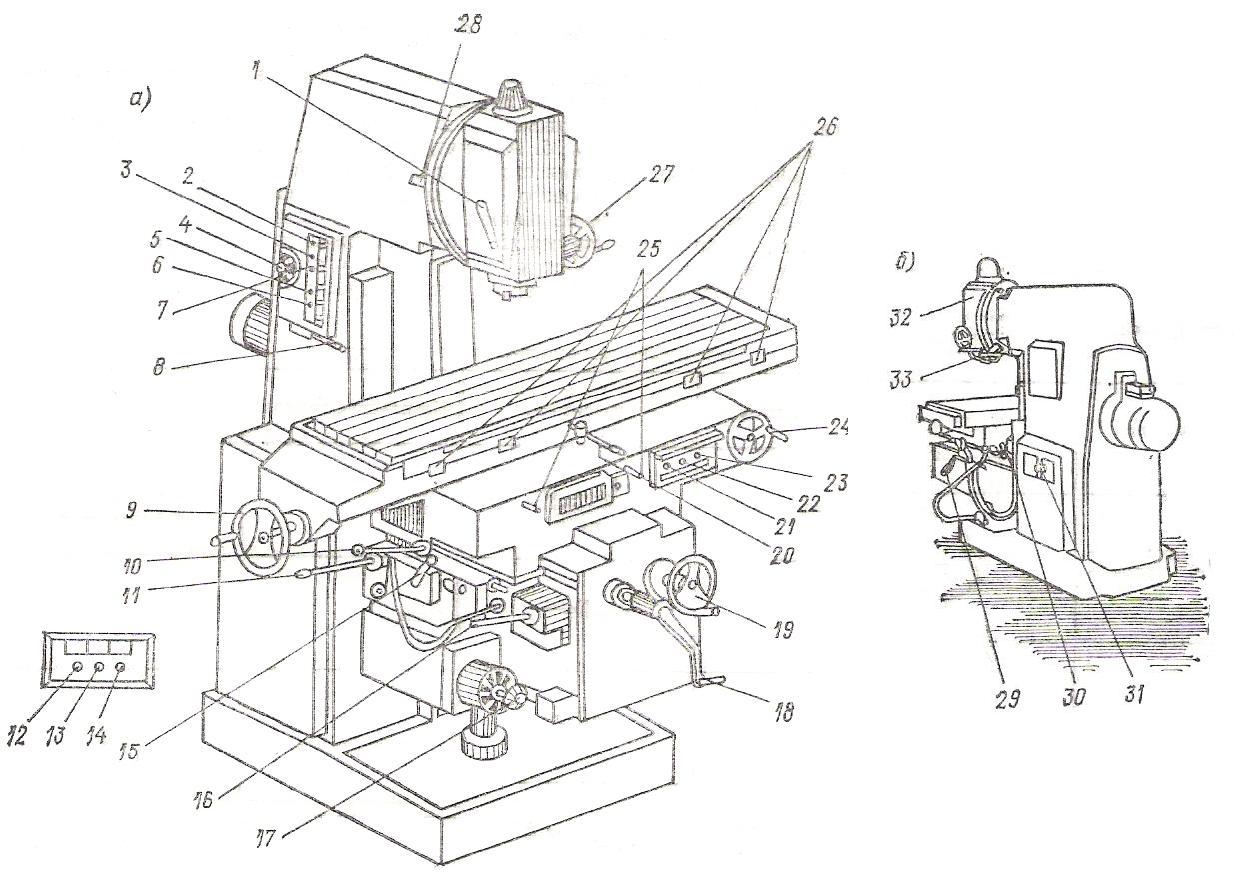
Рисунок 2 - Органы управления вертикального консольного фрезерного станка 6Р12П:
1 - рукоятка зажима гильзы шпинделя; 2 - кнопка; 3 - кнопка «Импульс шпинделю»; 4 - грибок - указатель частоты вращения шпинделя; 5 - кнопка «Пуск шпинделя»; 6 - кнопка «Стоп шпинделя»; 7 - кнопка «Быстрый ход стола»; 8 - рукоятка переключения частоты вращения; 9 - маховичок ручного продольного перемещения; 10 - рукоятка включения продольной подачи; 11 - рукоятка включения подач салазок и консоли (имеет четыре положения: вперед - назад; вверх - вниз); 12 - переключатель направления вращения шпинделя; 13 - переключатель насоса охлаждения; 14 - переключатель ввода «Включено-выключено»; 15 и 29 - рукоятки зажима салазок; 16 - рукоятка, дублирующая рукоятку 11; 17 - указатель и переключатель подач; 18 - рукоятка ручного перемещения консоли; 19 - маховик поперечного перемещения стола; 20 - включение продольной подачи «Вправо-влево»; 21 - кнопка «Стоп шпиндель»; 22 - кнопка «Пуск шпинделя»; 23 - кнопка «Быстрый ход стола»; 24 - ручное медленное перемещение стола; 25 - зажим стола; 26 - место установки путевых кулачков; 27 - ручное перемещение гильзы шпинделя; 28 - квадрат поворота фрезерной головки; 30 - зажим консоли на станине; 31 - переключатель автоматического управления и механической подачи круглого поворотного стола (съемная принадлежность станка); 32 и 33 - зажим головки
Кинематическая схема консольного вертикально-фрезерного станка приведена на рисунке 3.
Главным движением консольного вертикально-фрезерного станка 6Р12П является вращение шпинделя фрезы (режущего инструмента), движением подачи - перемещение стола в продольном, поперечном и вертикальном направлениях.
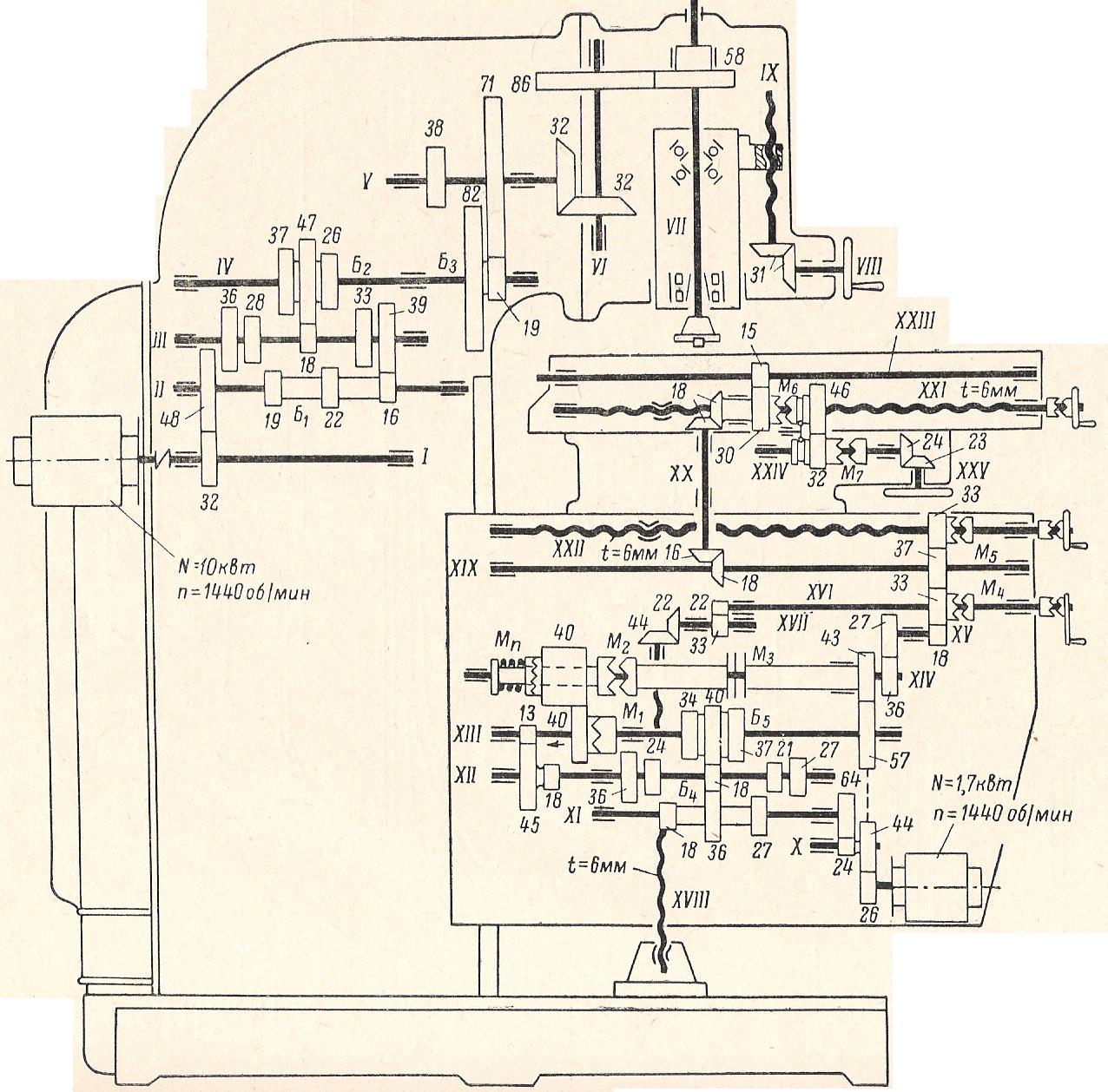
Рисунок 3 - Кинематическая схема консольного вертикально-фрезерного станка 6Р12П
3 МЕСТО ОБОРУДОВАНИЯ В ТЕХНОЛОГИЧЕСКОМ ЦИКЛЕ ПРОИЗВОДТСВА
Консольные вертикально-фрезерные станки имеют весьма широкую область применения, они предназначены для выполнения широкого круга операций: обработки наружных и внутренних фасонных поверхностей, прорезание прямых и винтовых канавок, фрезеровать зубья зубчатых колес, нарезать наружные и внутренние резьбы и т. д. На станке 6Р12П обрабатывают прямые и винтовые канавки, пазы деталей типа валов, фрезерование ступенчатых корпусных деталей и др.
Например, при обработке вала (приложение А) получаем квалитет точности по Н9, а шероховатость составляет Ra 3,2.
4 ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ОБОРУДОВАНИЯ
Техническая характеристика консольного вертикально-фрезерного станка 6Р12П:
Размеры рабочей поверхности стола, мм ……………………………..320![]() 1250
1250
Наибольшее перемещение, мм:
продольное ………………………………………………………………..700
поперечное ……………………………………………………………….. 240
вертикальное (консоли и бабки) …………………………………………420
Расстояние от торца шпинделя до стола, мм:
наибольшее ………………………………………………………………..450
наименьшее ………………………………………………………………. 30
Внутренний конус шпинделя …………………………………………………. 45
Частота вращения шпинделя, об/мин …………………………………..32 - 1600
Скорость подач, мм/мин:
продольная ………………………………………………………….25 - 1250
поперечная ………………………………………………………….25 - 1250
вертикальная ……………………………………………………….. 8,3 - 416
Скорость быстрого перемещения, мм/мин:
продольного………………………………………………………………3000
поперечного………………………………………………………………2400
вертикального…………………………………………………………… 2400
Мощность электродвигателя, кВт:
главного привода …………………………………………………………..10
привода подачи ……………………………………………………………1,7
5 ИНСТРУМЕНТ, ПРИМЕНЯЕМЫЙ НА СТАНКЕ
При работе на консольных вертикально-фрезерных станках, в качестве режущего инструмента применяют торцовые (рисунок 4, а), концевые (рисунок 4, б) и шпоночные (рисунок 4, в и г) фрезы.
Станок позволяет использовать режущие свойства быстрорежущего и твердосплавного инструмента.
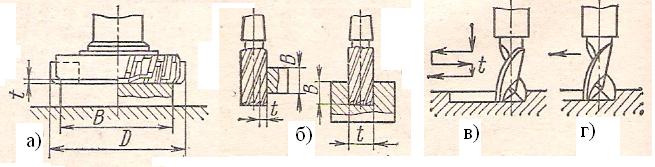
Рисунок 4 - Фрезы
ЗАКЛЮЧЕНИЕ
В контрольной работе рассмотрели станки шестой группы на примере консольного вертикально-фрезерного станка 6Р12П. Данный станок предназначен для выполнения разнообразных фрезерных работ таких как: фрезерования наружных и внутренних плоских, цилиндрических и фасонных поверхностей, прямых и винтовых канавок, пазов и т. п.
В качестве инструмента используют торцовые, концевые и шпоночные фрезы. Инструмент изготовляют из быстрорежущих и твердосплавных материалов.
На примере консольного вертикально-фрезерного станка 6Р12П рассмотрели движения в станке: главным движением является вращение шпинделя фрезы (режущего инструмента), движением подачи - перемещение стола в продольном, поперечном и вертикальном направлениях.
Станок 6Р12П позволяет обрабатывать самые разнообразные детали: валы, корпусные заготовки и т. д.
Металлорежущие станки должны отвечать возрастающим требованиям к оборудованию: обрабатывать новые материалы, конструкции заготовок и деталей; обеспечивать техническую и экологическую безопасность персонала и т. д. Всем этим требованиям должны удовлетворять станки для изготовления конкурентоспособной продукции в условиях рынка. Станочное оборудование из-за высокой стоимости должно эффективно использоваться конкретным потребителем, что возможно только при условии его интенсивной эксплуатации с максимальным использованием фонда рабочего времени.
Несмотря на большое разнообразие конструкций металлорежущих станков, фрезерные станки занимают достаточно высокое и стабильное место в парке станков. Наиболее распространенными среди фрезерных станков являются консольные станки, из-за большого разнообразия движений, высокой производительности труда, унифицированных деталей и узлов, позволяющих внедрять их в автоматические линии и использовать их узлы и механизмы в агрегатных станках.
ЛИТЕРАТУРА
-
Блюмберг В. А., Зазерский Е. И. Справочник фрезеровщика. - Л.: Машиностроение, 1984. - 288 с.: ил.
-
Горбунов Б. И. Обработка металлов резанием, металлорежущий инструмент станки. Учеб. пособие для студентов немашиностроительных специальных вузов. - М.: Машиностроение, 1981. - 287 с.: ил.
-
Ермаков Ю. М., Фролов Б. А. Металлорежущие станки: учебное пособие для техникумов по специальности «Инструментальное производство». - М.: Машиностроение, 1985. - 320 с.: ил.
-
Кучер А. М. Немые кинематические схемы металлорежущих станков. Учебное пособие для техникумов. Л.: Машиностроение, 1969. - 128 с.: ил.
-
Металлорежущие станки. Учеб. пособие для втузов. Н. С. Колев, Л. В. Красниченко, Н. С. Никулин и др. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1980. - 500 с.: ил.
-
Металлорежущие станки: Учебник для нач. проф. образования / Б. И. Черпаков, Т. А. Альперович. - М.: Издательский центр «Академия», 2003. - 368 с.
-
Чернов Н. Н. Металлорежущие станки: Учебник для техникумов по специальности «Обработка металлов резанием». - 4-е изд., перераб. и доп. - М.: Машиностроение, 1988. - 416 с.: ил.