- Преподавателю
- Другое
- МЕТОДИЧЕСКИЕ УКАЗАНИЯ по практической работе № 8 междисциплинарного курса МДК 03. 01. Реализация технологических процессов изготовления деталей
МЕТОДИЧЕСКИЕ УКАЗАНИЯ по практической работе № 8 междисциплинарного курса МДК 03. 01. Реализация технологических процессов изготовления деталей
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Савченко Л.К. |
| Дата | 09.11.2015 |
| Формат | doc |
| Изображения | Есть |

Государственное профессиональное образовательное учреждение
«Горловский колледж промышленных технологий и экономики»
УТВЕРЖДАЮ:
Зам. директора по УР
__________________
«___» ________ 2015 г.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
по практической работе № 8
междисциплинарного курса МДК 03.01.
Реализация технологических процессов изготовления деталей
профессионального модуля ПМ.03.
Участие во внедрении технологических процессов изготовления деталей машин и осуществление технического контроля
Разработал:
преподаватель-методист, специалист высшей категории ГПОУ «ГКПТЭ»
Савченко Л.К.
Рассмотрены:
цикловой комиссией профессиональной технологической подготовки
Протокол № 3
от « » 2015 г.
Председатель цикловой комиссии
_______________ Толмачева Т.М.
Горловка - 2015 г.
Методические указания предназначены для руководства при выполнении практической работы № 8 междисциплинарного курса МДК 03.01 «Реализация технологических процессов изготовления деталей» профессионального модуля ПМ.03. «Участие во внедрении технологических процессов изготовления деталей машин и осуществление технического контроля» обучающимися специальности 15.02.08 «Технология машиностроения».
Результатом выполнения практической работы № 8 является овладение обучающимися видом профессиональной деятельности участие во внедрении технологических процессов изготовления деталей машин и осуществление технического контроля, в том числе профессиональными (ПК) и общими (ОК) компетенциями:
ПК 3.1. Участвовать в реализации технологического процесса по изготовлению деталей;
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес;
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество;
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность;
ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития;
ОК 6. Работать в коллективе и в команде, эффективно общаться с коллегами, руководством, потребителями;
ОК 7. Брать на себя ответственность за работу членов команды (подчиненных), за результат выполнения заданий.
ПРАКТИЧЕСКАЯ РАБОТА № 8
1. ТЕМА: Разработка плана участка
2. ЦЕЛЬ РАБОТЫ:
2.1. Освоение методики проектирования и оформления планировки производственного участка механического цеха.
2.2. Закрепление практических навыков работы с библиотекой САПР Компас-3D.
3. ЗАДАНИЕ:
3.1. На основании индивидуального задания (приложение А) разработать план производственного участка механического цеха.
4. МЕТОДИЧЕСКОЕ И МАТЕРИАЛЬНО-ТЕХНИЧЕСКОЕ ОБЕСПЕЧЕНИЕ:
4.1. Компьютерная техника.
4.2. Программное обеспечение КОМПАС-ГРАФИК.
4.3. Видео-урок «Проектирование цехов».
5. КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ.
Планировка цеха - это план расположения производственного, подъемно-транспортного и другого оборудования, инженерных сетей, рабочих мест, проездов и проходов и др.
При разработке планировок должны учитываться следующие основные требования:
- оборудование в цехе должно размещаться в соответствии с принятой организационной формой производства. При этом необходимо стремиться к расположению оборудования в порядке последовательности выполнения технологических операций обработки, контроля и сдачи деталей или изделий;
- расположение оборудования, проходов и проездов должно гарантировать удобство и безопасность работы; возможность монтажа, демонтажа и ремонта оборудования; удобство подачи заготовок и инструментов, уборки отходов;
- планировка оборудования должна быть увязана с применяемыми транспортными средствами. Должны предусматриваться кратчайшие пути перемещения заготовок, деталей или узлов в процессе производства;
- планировка должна быть гибкой, т. е. необходимо предусматривать возможность перестановки оборудования при изменении технологических процессов;
- при разработке планировки должна быть рационально использована не только площадь, но и весь объем цеха и корпуса. Высота здания должна быть использована для размещения подвесных транспортных устройств, проходных складов деталей и узлов, инженерных коммуникаций и т. п.
В настоящее время в проектной практике находят применение следующие методы разработки планировок цехов:
- метод плоскостного макетирования с использованием бумажных или картонных вырезных габаритов; темплетов - габаритов, выполненных на прозрачном пластике; магнитных темплетов, выполненных с применением магнитной резины;
- метод объемного макетирования с использованием пространственных моделей оборудования, выполненных из дерева, пластмассы, гипса и т. п.;
- метод компьютерного моделирования с использованием программного обеспечения КОМПАС-ГРАФИК.
Цеховые планы расположения оборудования выполняют в масштабах 1:200 или 1:100, а планировки отдельных участков и рабочих мест - в масштабе 1:50. При этом все планировки выполняют в соответствии с компоновочным планом и с той же маркировкой разбивочных осей.
На планировках механических цехов соответствующими условными обозначениями указывают: колонны зданий, стены наружные и внутренние, перегородки с проемами для ворот, дверей и окон; железнодорожные вводы в корпус, рельсовые пути для внутрицехового транспорта; подъемно-транспортные средства (краны, кран-балки, монорельсы, конвейеры и т. д.); основные тоннели, каналы и другие проемы в полах, влияющие на планировку технологического оборудования; все технологическое оборудование; инвентарь - плиты контрольные и разметочные, верстаки, стеллажи и т. д.; места складирования заготовок; резервные места под оборудование; проходы и проезды.
Все виды оборудования имеют сквозную порядковую нумерацию.
Вне контура оборудования условными обозначениями наносятся: места расположения рабочих, точки подвода электроносителей, сжатого воздуха, воды и т. д.; необходимые местные отсосы.
К плану расположения оборудования должна быть приложена спецификация, а на плане должны быть обозначены наименования механического цеха, отделений, участков и вспомогательных помещений.
Основным принципом при составлении планировки механического цеха является обеспечение прямоточности движения деталей в процессе их обработки в соответствии с техпроцессом, а также установление оптимальных расстояний между оборудованием и колоннами или стенами.
Металлорежущее оборудование участков или линий механического цеха могут быть расположены одним из двух способов:
- по типам оборудования;
- в порядке технологических операций.
Метод организации непоточного производства, при котором металлорежущее оборудование группируется по типам (токарные, фрезерные, шлифовальные и др.), является целесообразным лишь в ремонтных, экспериментальных, модельных и т. п. цехах заводов крупносерийного производства или в цехах заводов единичного производства.
При размещении станков руководствуются следующими правилами и приемами:
- участки, занятые металлорежущим оборудованием, должны быть, по возможности, короткими (40÷80 м). Зоны заготовок и готовых деталей включаются в длину участка;
- технологические линии на участках могут располагаться как вдоль пролетов, так и поперек их;
- металлорежущее оборудование вдоль участков может быть расположено в два, три и более рядов (рис. 1, а, б, в);
- станки по отношению к проезду могут располагаться вдоль, поперек (рис. 2) и под углом к проезду (рис. 3);
- металлорежущее оборудование по отношению друг к другу может располагаться фронтом(рис. 4,в), «в затылок» (рис. 4, а, б) и тыльными сторонами (рис. 4, г);
- крупные станки не должны устанавливаться у окон;
- в поточных линиях станки также могут быть установлены в один или два ряда. Поточная линия может быть с двумя параллельными потоками. Станки в линиях ставятся параллельно или перпендикулярно транспортной системе (конвейеру, рольгангу), они могут быть встроены в эту систему.
При обработке деталей с большим количеством операций поточной линии придают зигзагообразную форму, чтобы ее длина была равна длине других участков(40÷80 м) и чтобы выход готовых деталей был в том же направлении, что и для других линий.
Расстояние между станками, а также между станками и элементами зданий для различных вариантов расположения оборудования, а также ширина проездов в зависимости от различных видов транспорта регламентируется нормами технологического проектирования.
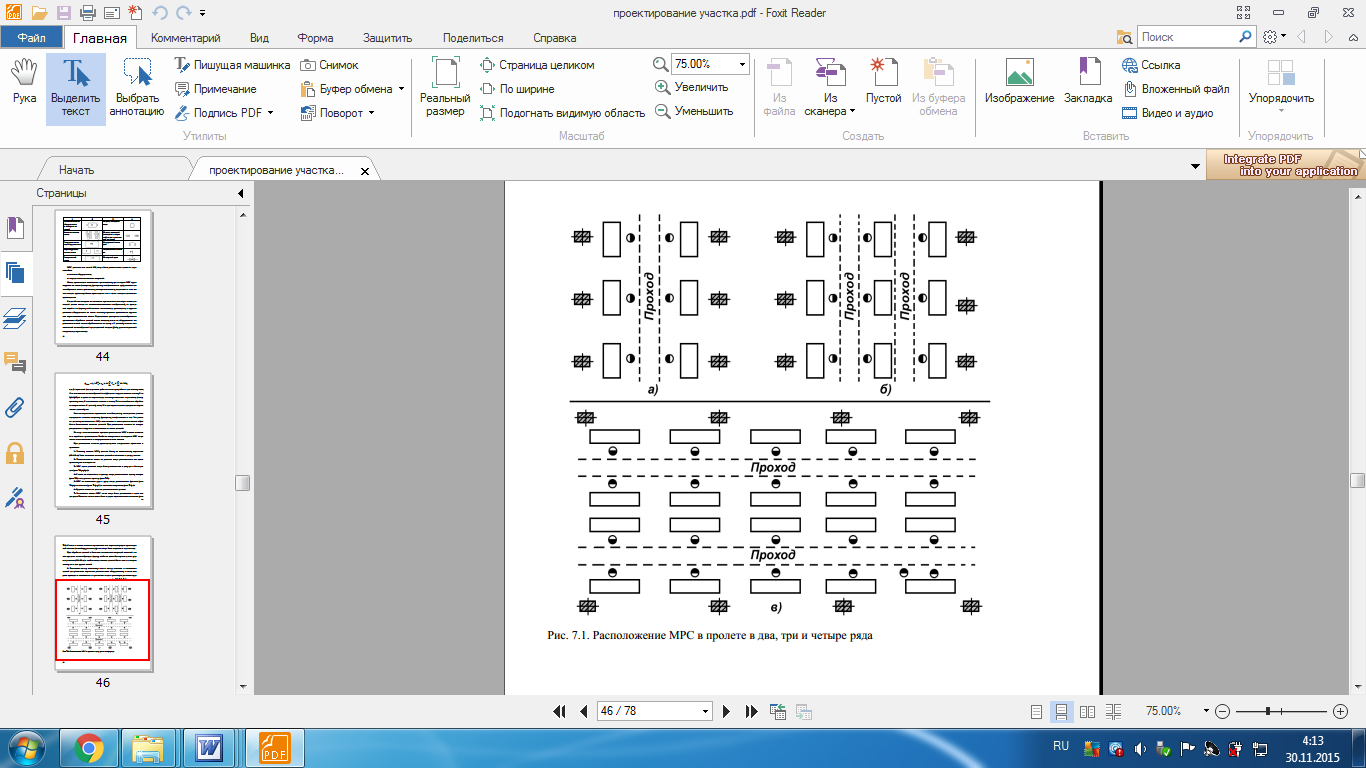
Рисунок 1 - Расположение станков в пролете в два, три и четыре ряда
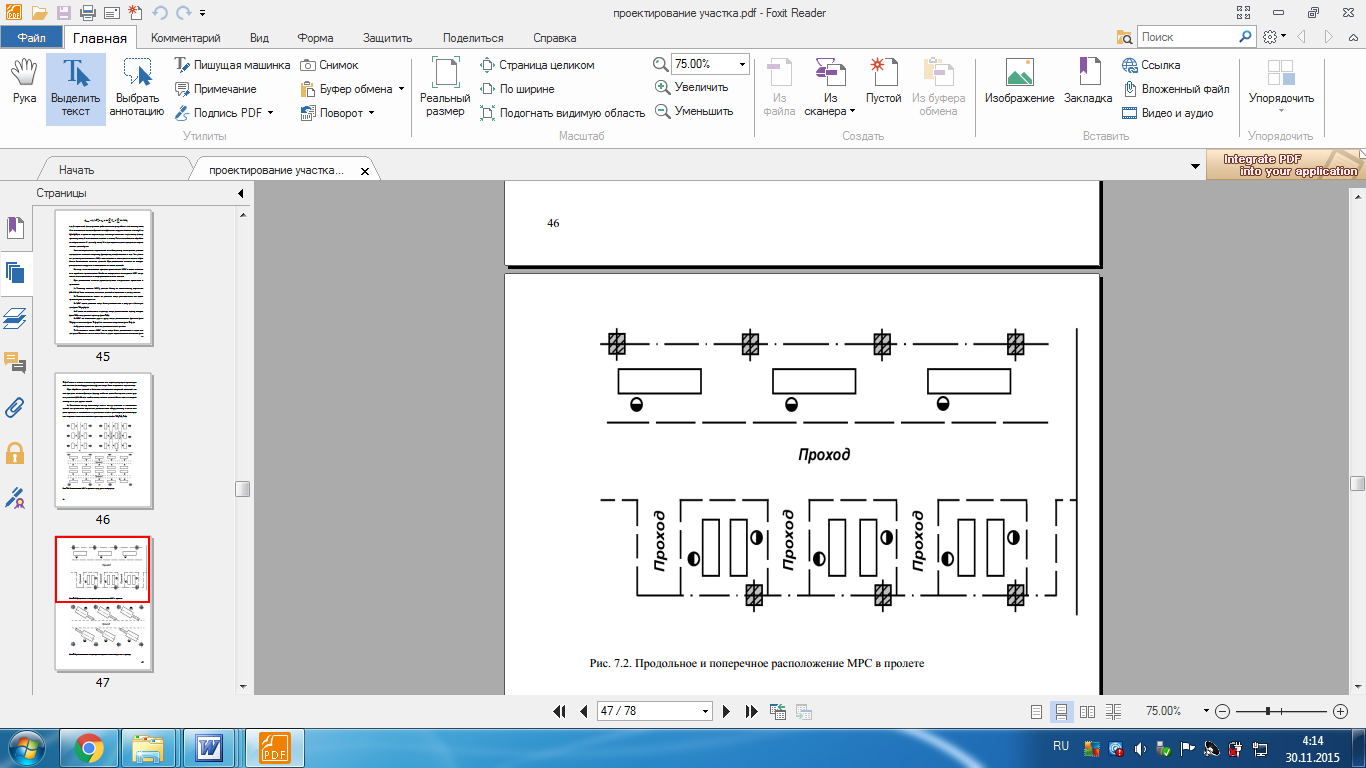
Рисунок 2 - Продольное и поперечное расположение станков в пролете
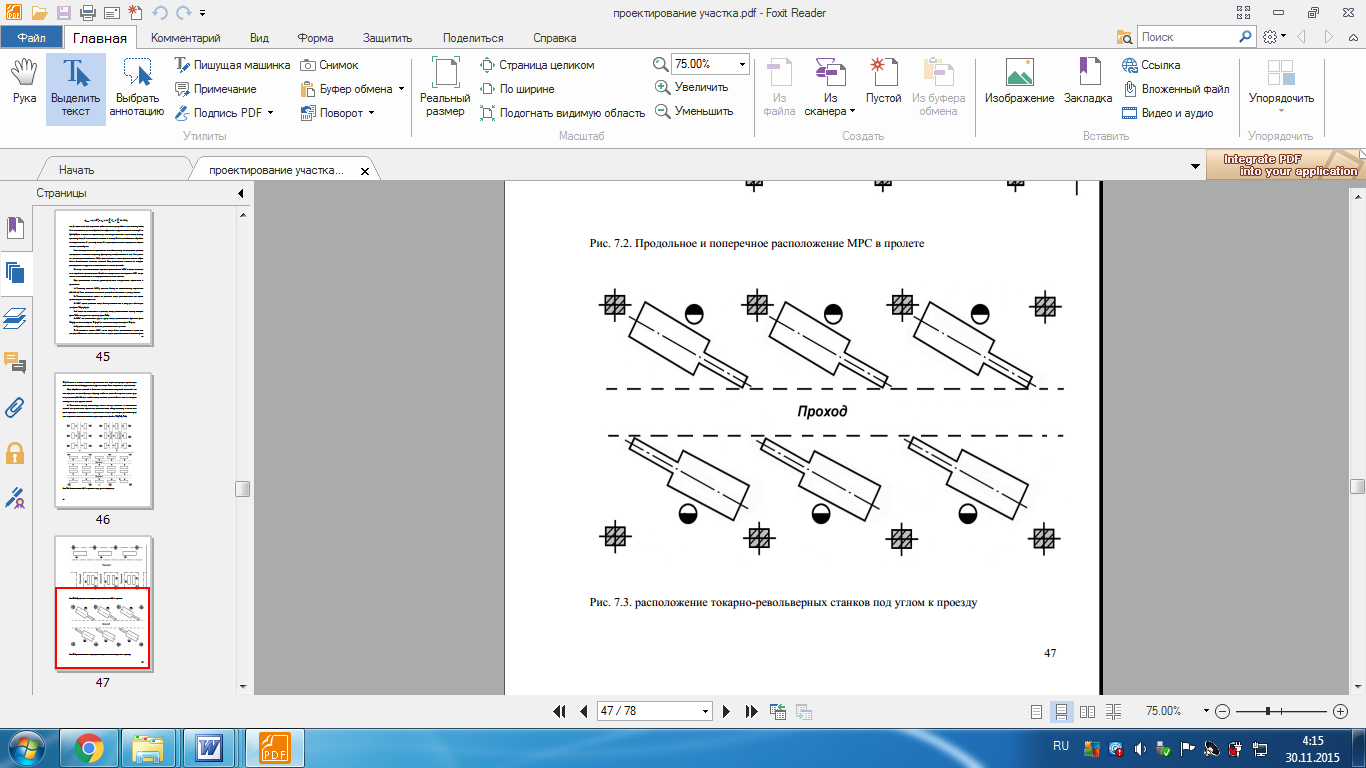
Рисунок 3 - Расположение станков под углом к проезду
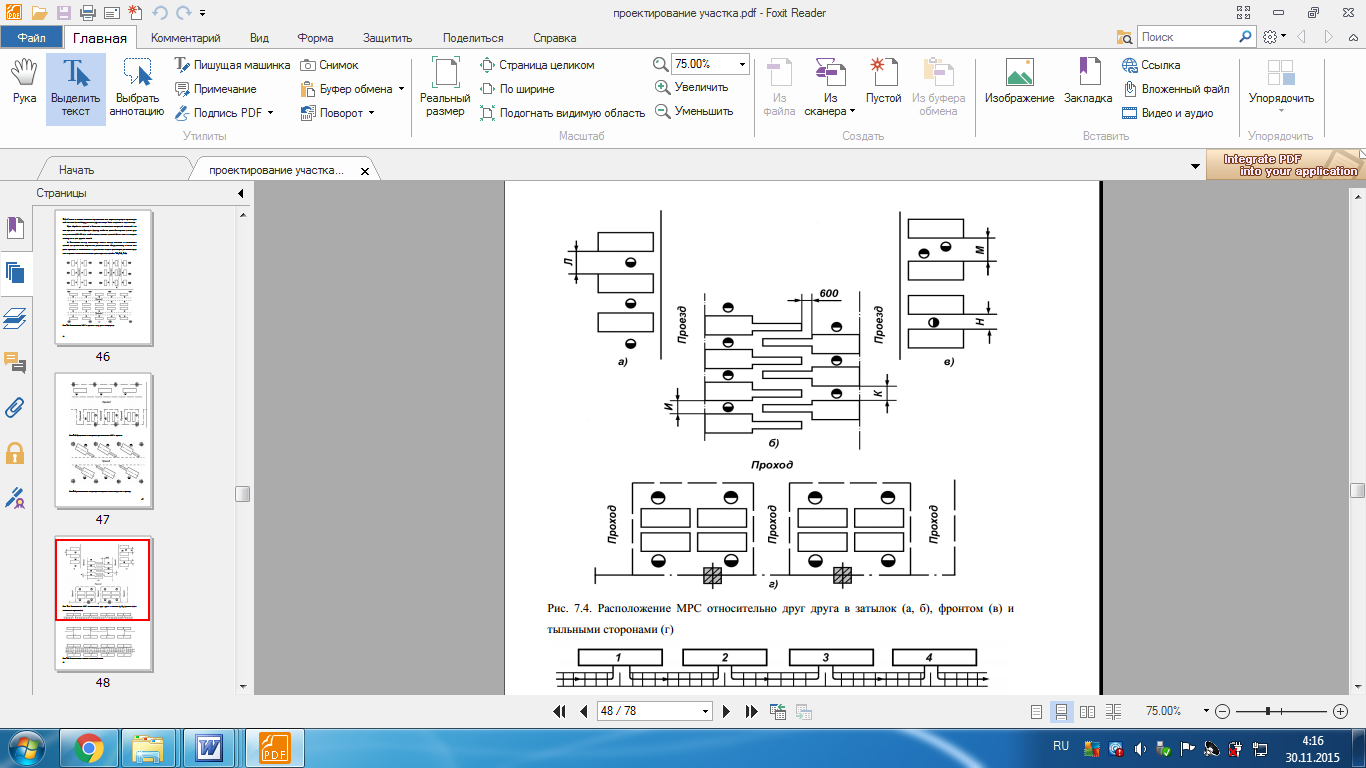
Рисунок 4 - Расположение станков относительно друг друга в затылок (а, б), фронтом (в) и тыльными сторонами (г)
При определении расстояния между станками, от станков до стен и колонн здания нужно учитывать следующее:
- расстояния измеряются от наружных габаритных размеров станков, включающих крайние положения движущихся частей, открывающихся дверок и постоянных ограждений станков;
- при установке станков на индивидуальные фундаменты расстояние от станков до колонн, стен и между станками принимаются с учетом конфигурации и глубины фундаментов станков, колонн и стен;
- нормы расстояний не учитывают каналов для транспортировки стружки, промышленных проводок (вода, пар, сжатый воздух и т.д.), площадок для хранения крупных и тяжелых деталей и устройств для транспортировки деталей (местные краны, рольганги и т.д.), которые следует учитывать в каждом конкретном случае;
- при разных размерах двух рядом стоящих станков расстояние между ними принимается по большему из этих станков;
- при обслуживании станков мостовыми кранами или кран-балками расстояние от стен и колонн до станков принимается с учетом возможности обслуживания станков при крайнем положении крюка крана;
- в зависимости от условий планировки, монтажа и демонтажа станков нормы расстояний могут быть, при соответствующем обосновании, увеличены.
При выборе ширины проездов между рядами станков необходимо иметь в виду следующее:
- расстояния измеряются от наружных габаритов станков, включающих крайние положения движущихся частей, открывающихся дверок и постоянных ограждений станков;
- под размером транспортируемых деталей или тары с деталями следует понимать размер в направлении, перпендикулярном проезду (по ширине проезда);
- ширина проездов при транспортировке электропогрузчиками принимается с учетом возможности их поворота на 90°;
- при размерах транспортируемых деталей (в направлении, перпендикулярном проезду) свыше 3 м ширина проезда и расстояние между рядами станков назначается индивидуально для каждого конкретного случая;
- при расположении станков у стен, уборку которых невозможно производить с проезда механизированными средствами, необходимо вдоль стен предусмотреть проезд шириной 3000 мм;
- рекомендуется применять одностороннее движение в проездах; двустороннее движение допускается только при обосновании его необходимости.
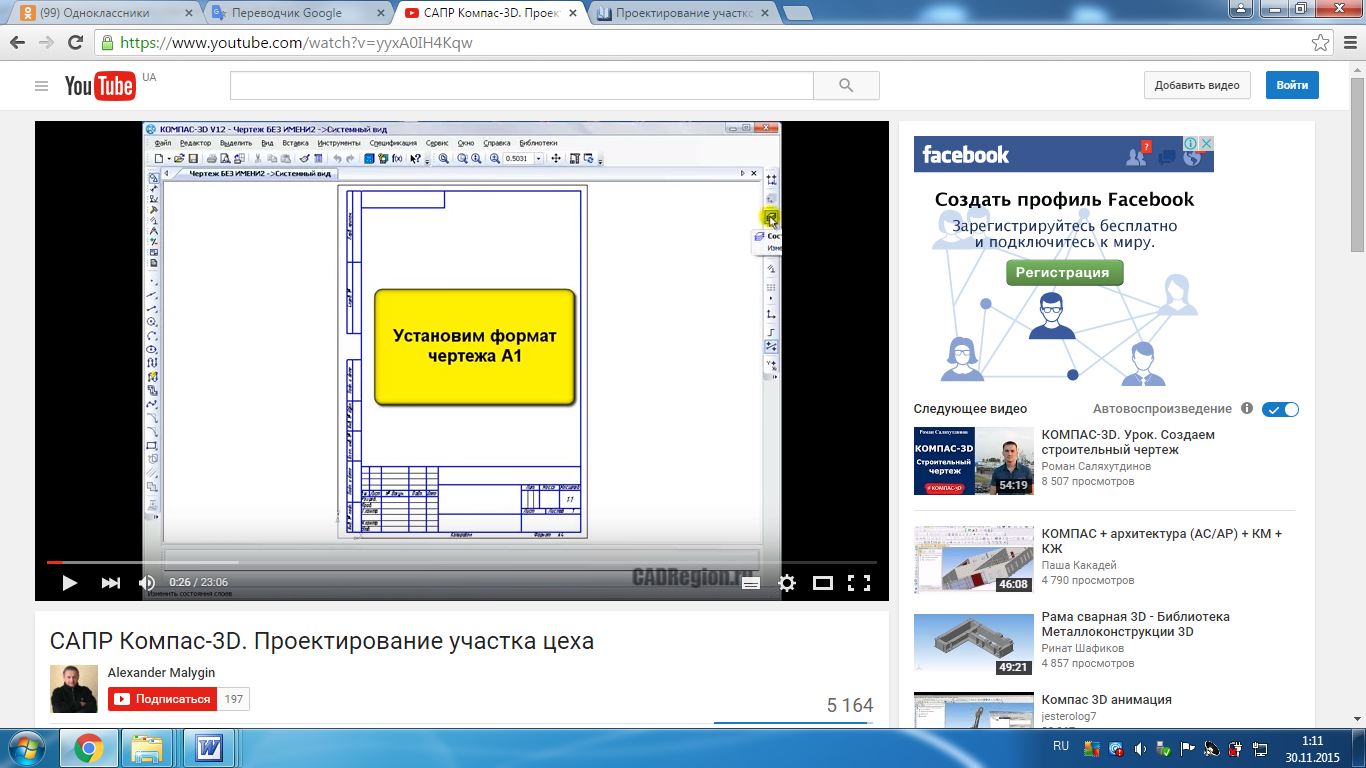
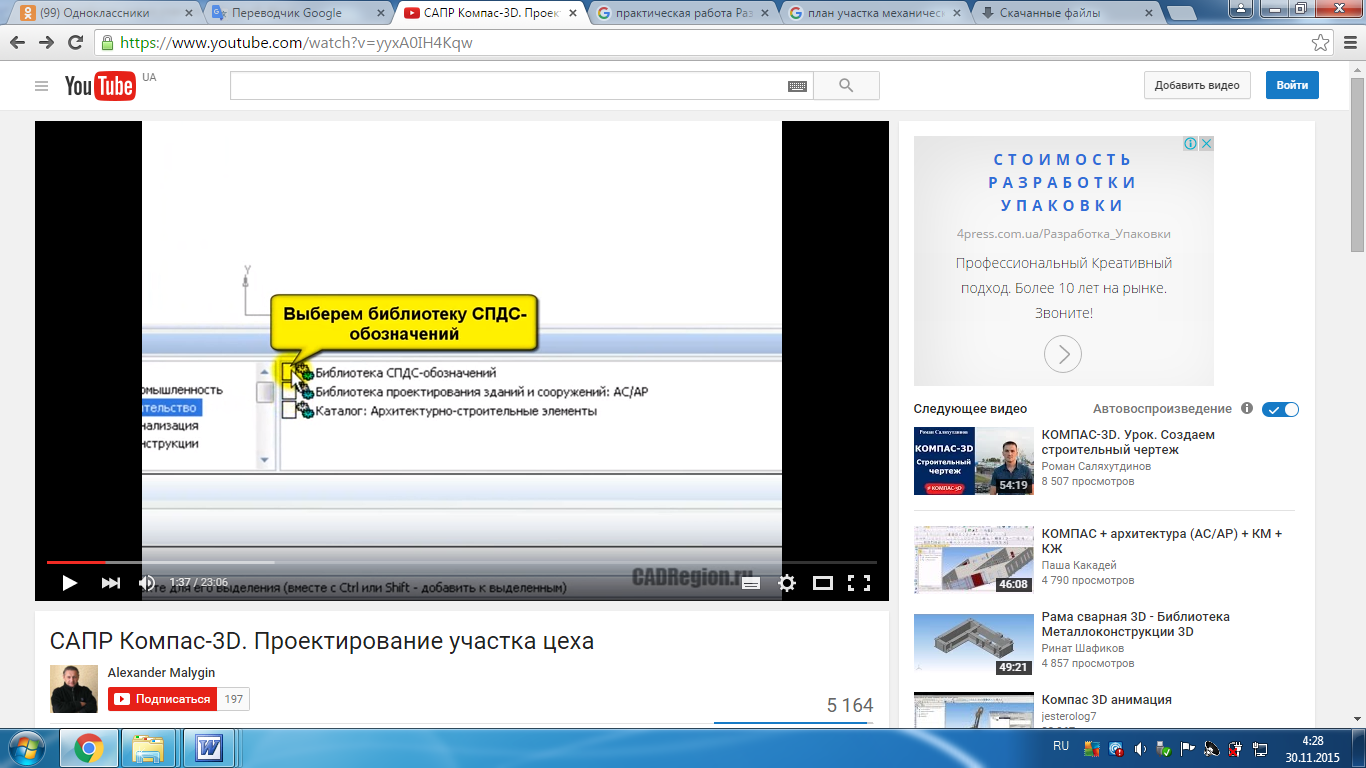
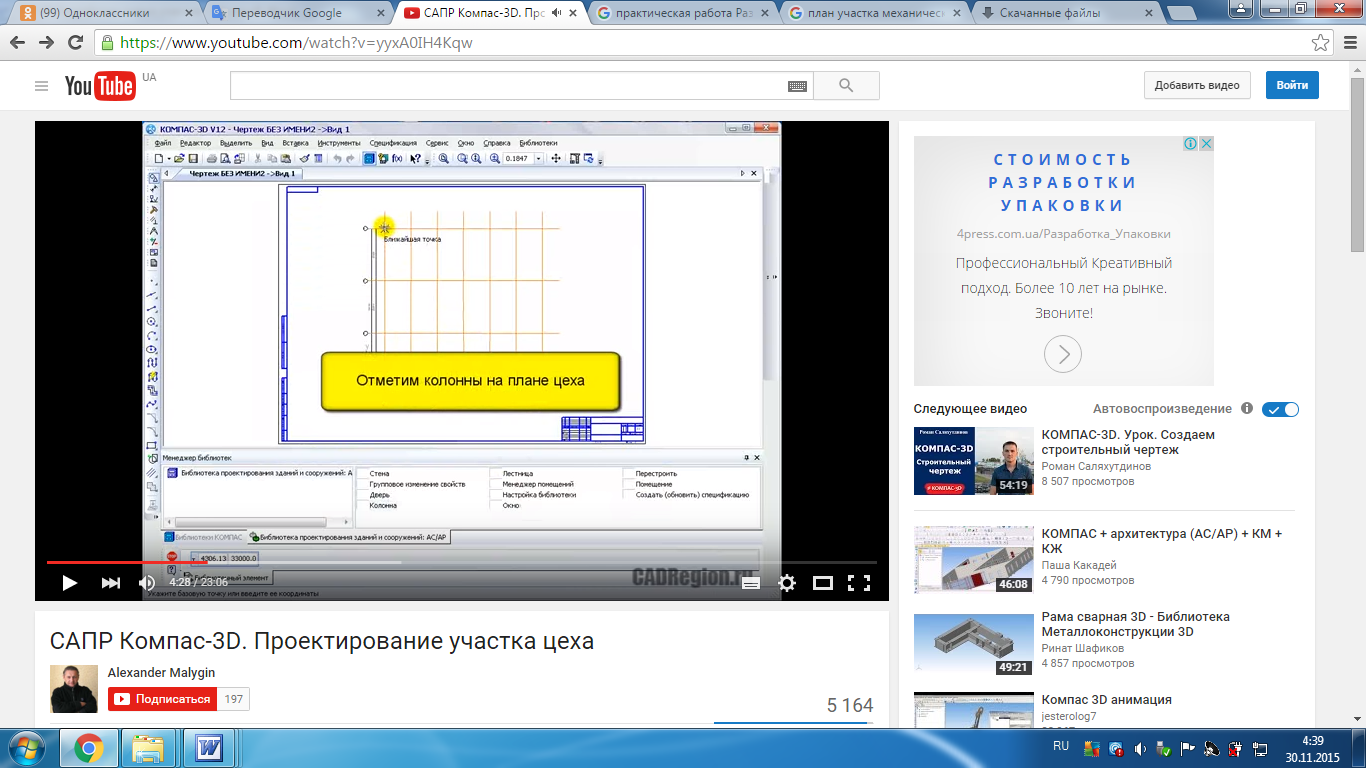
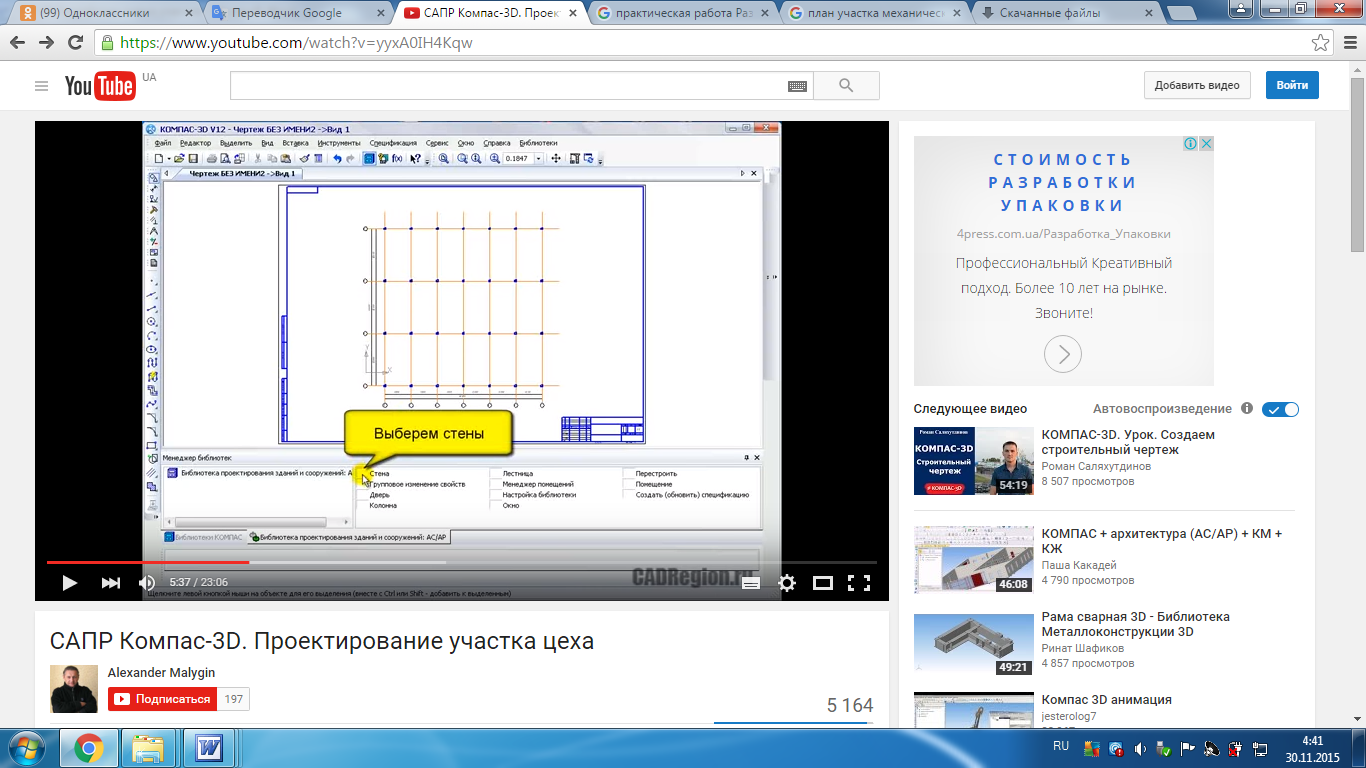
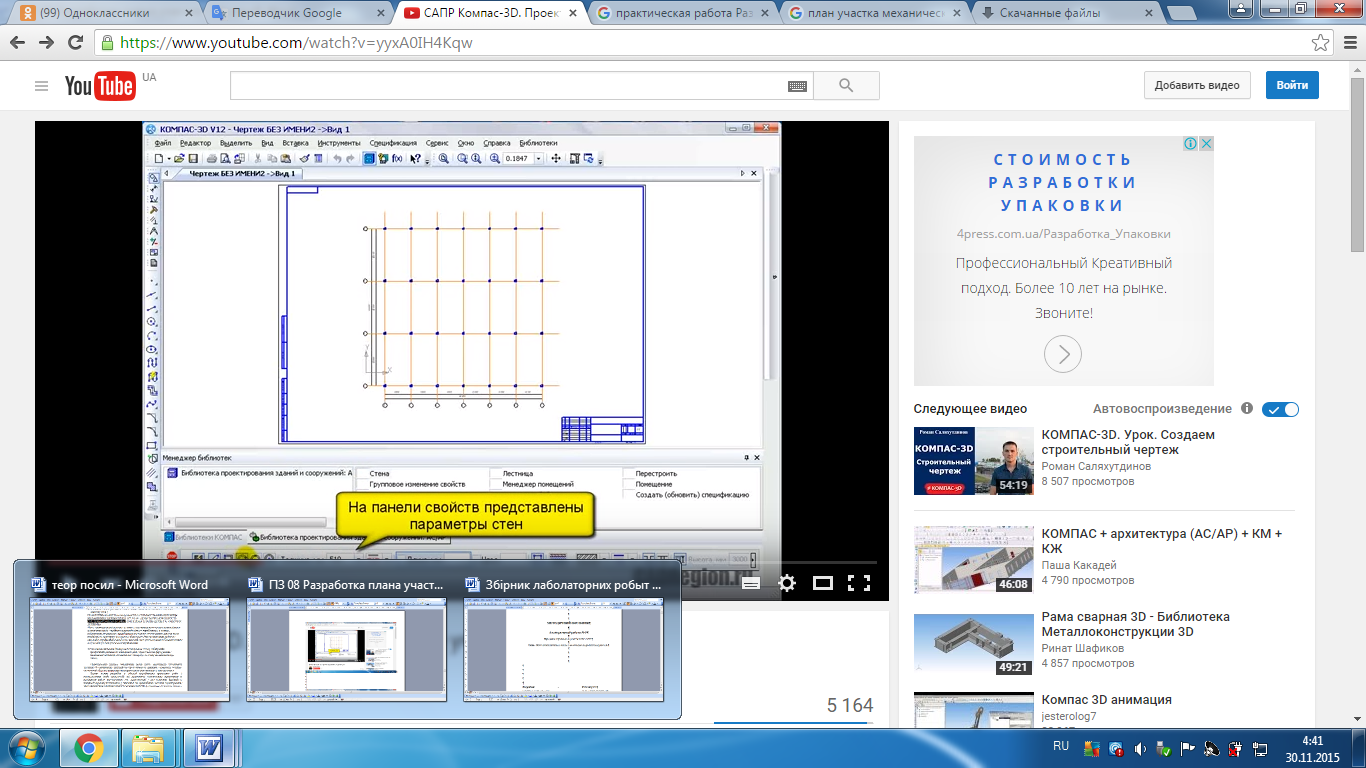
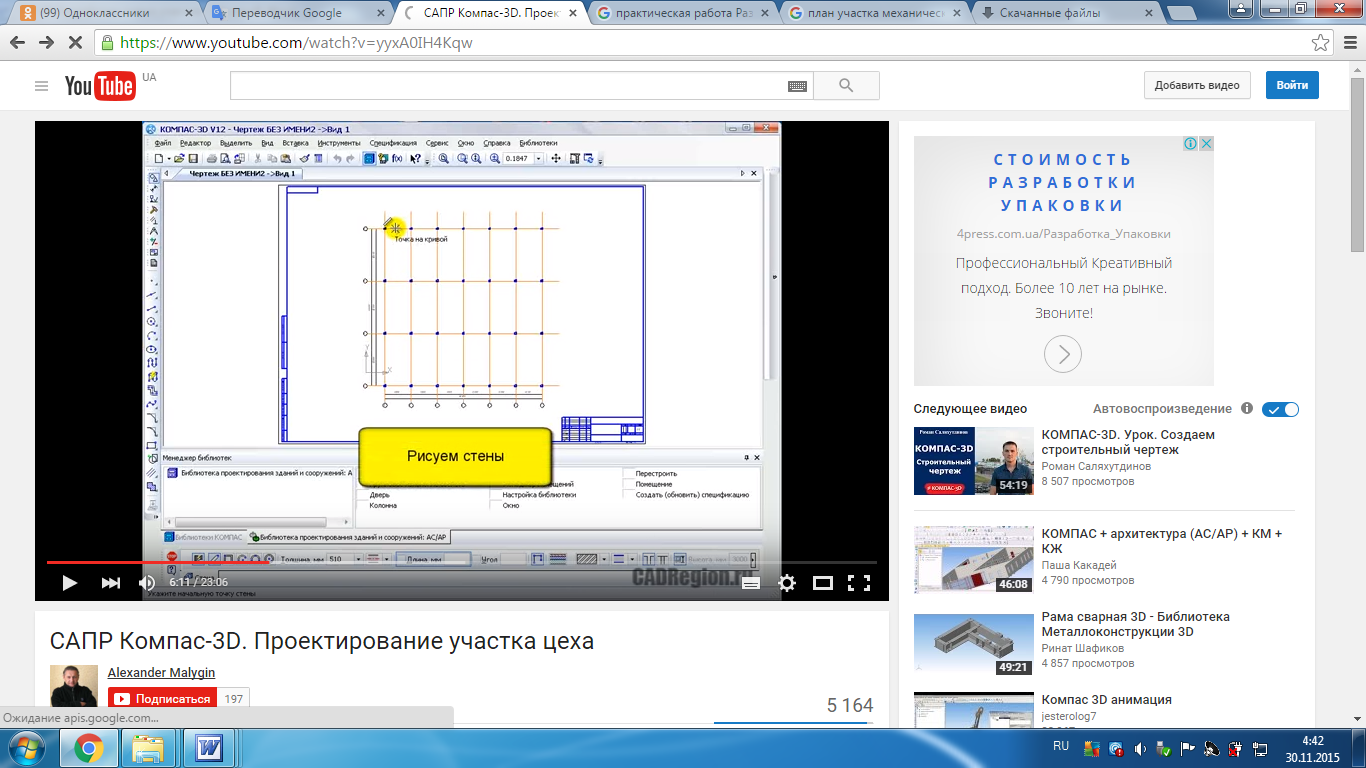
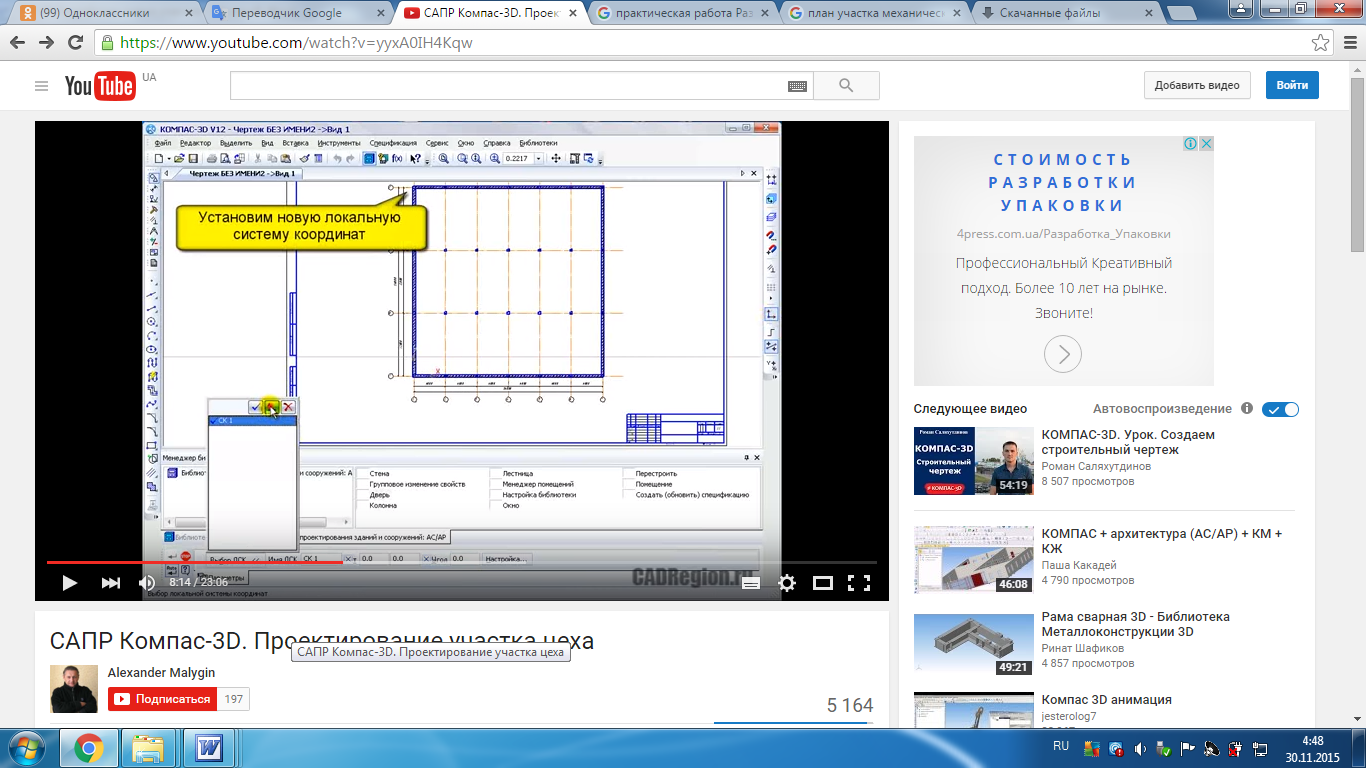
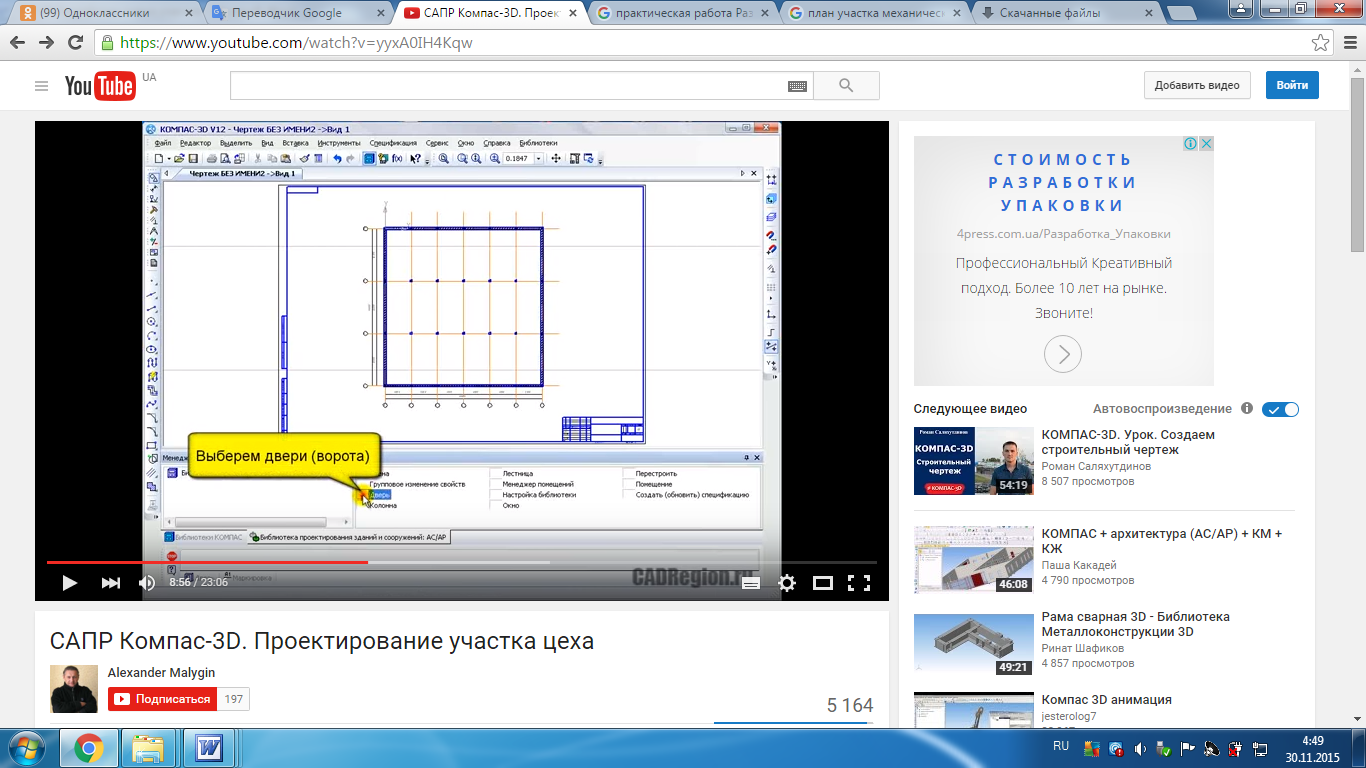
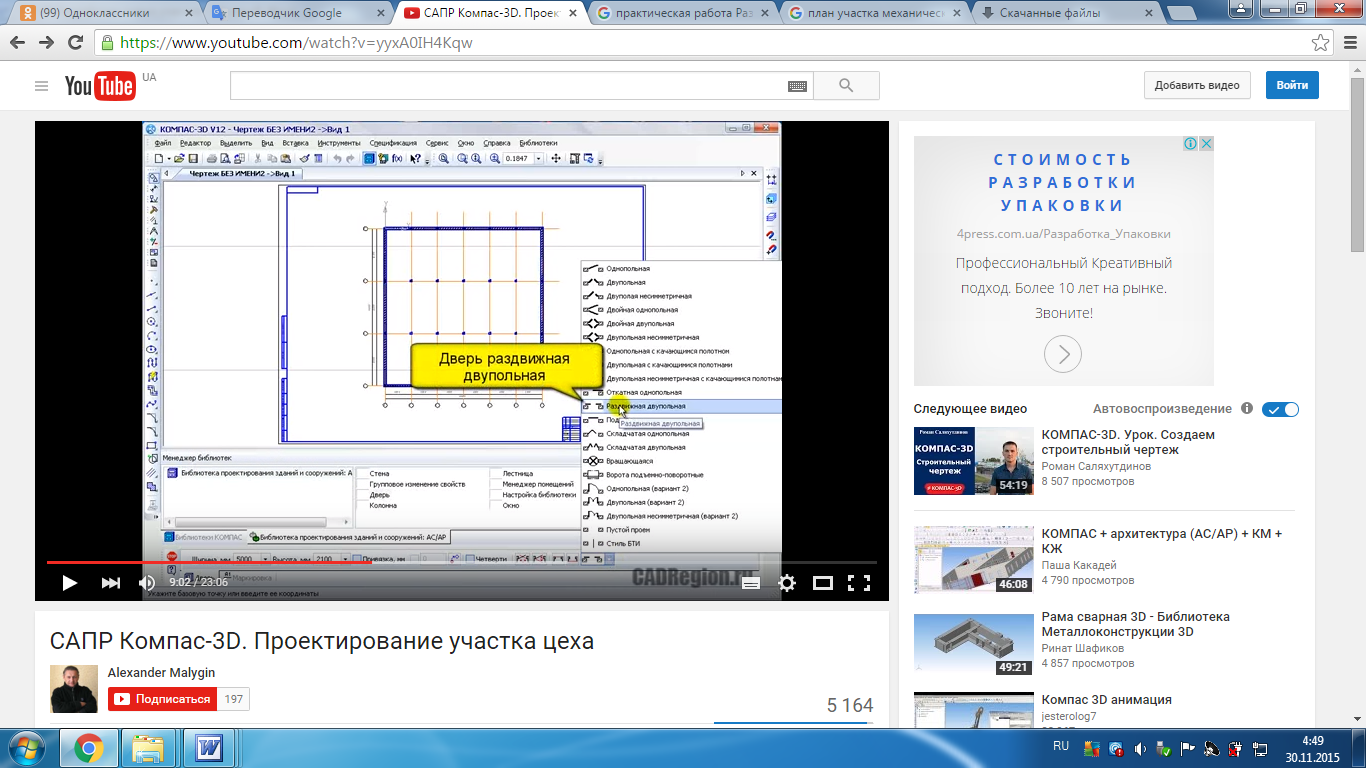
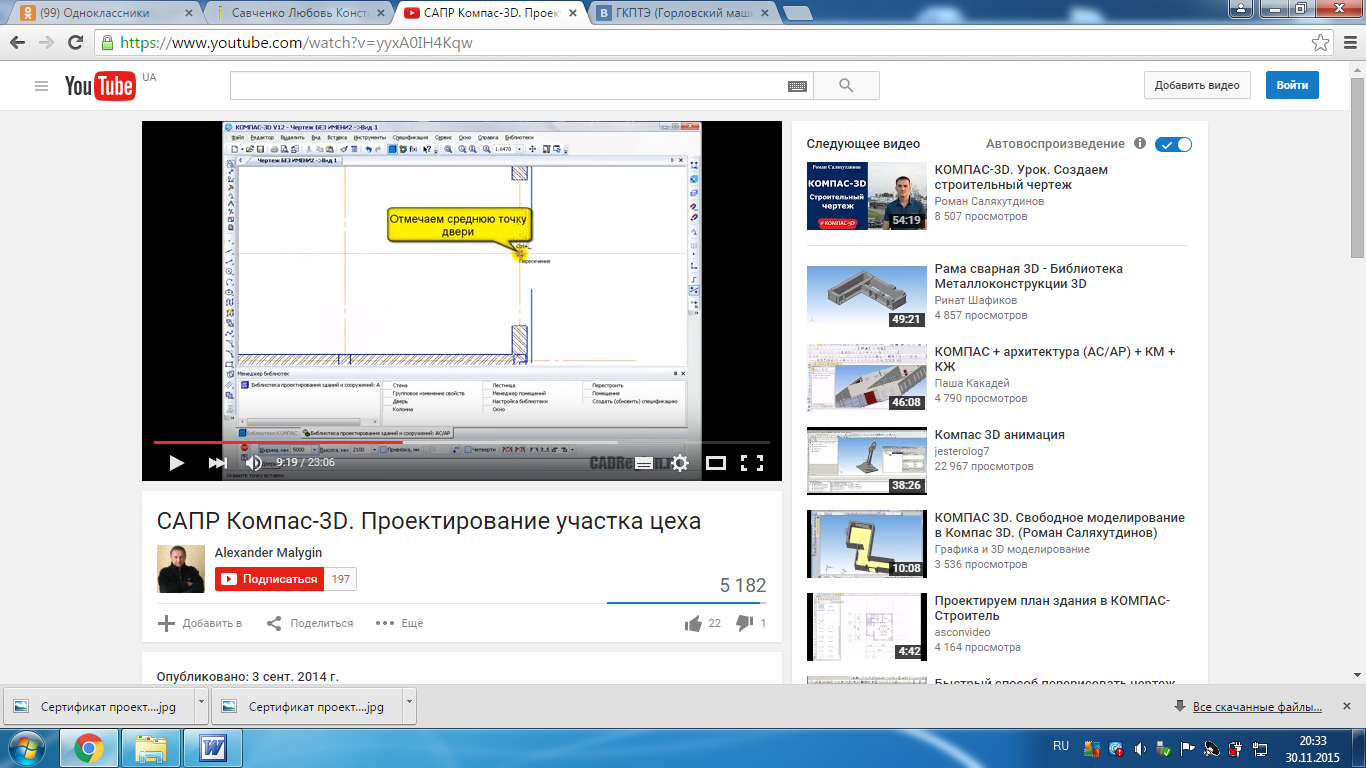
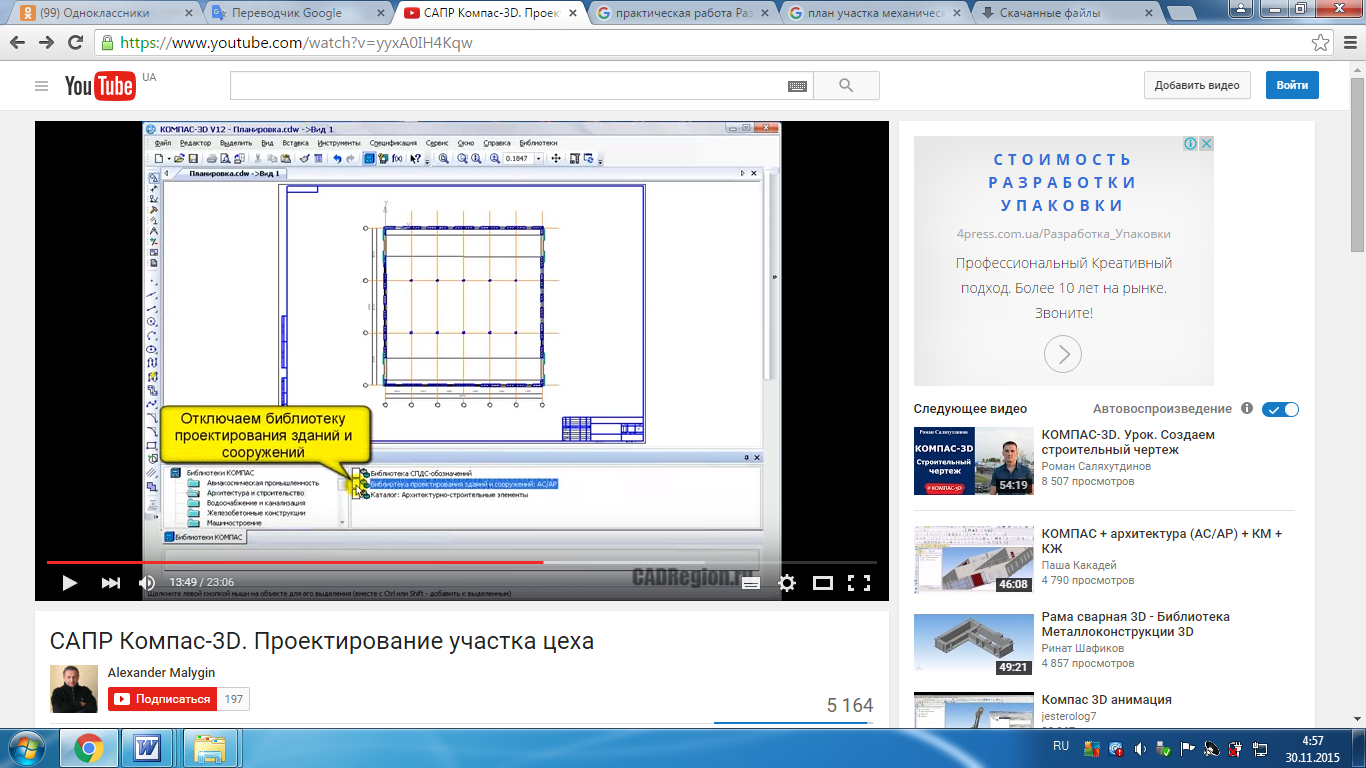
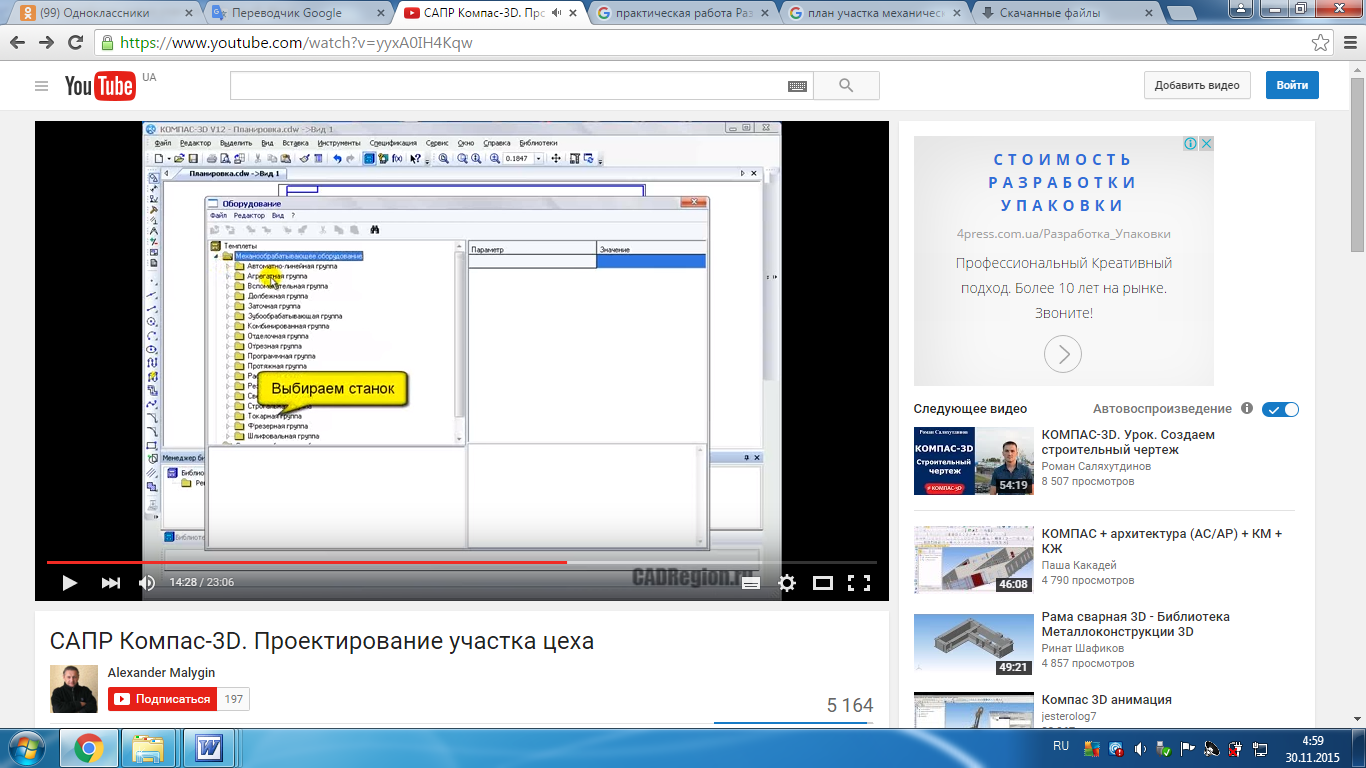
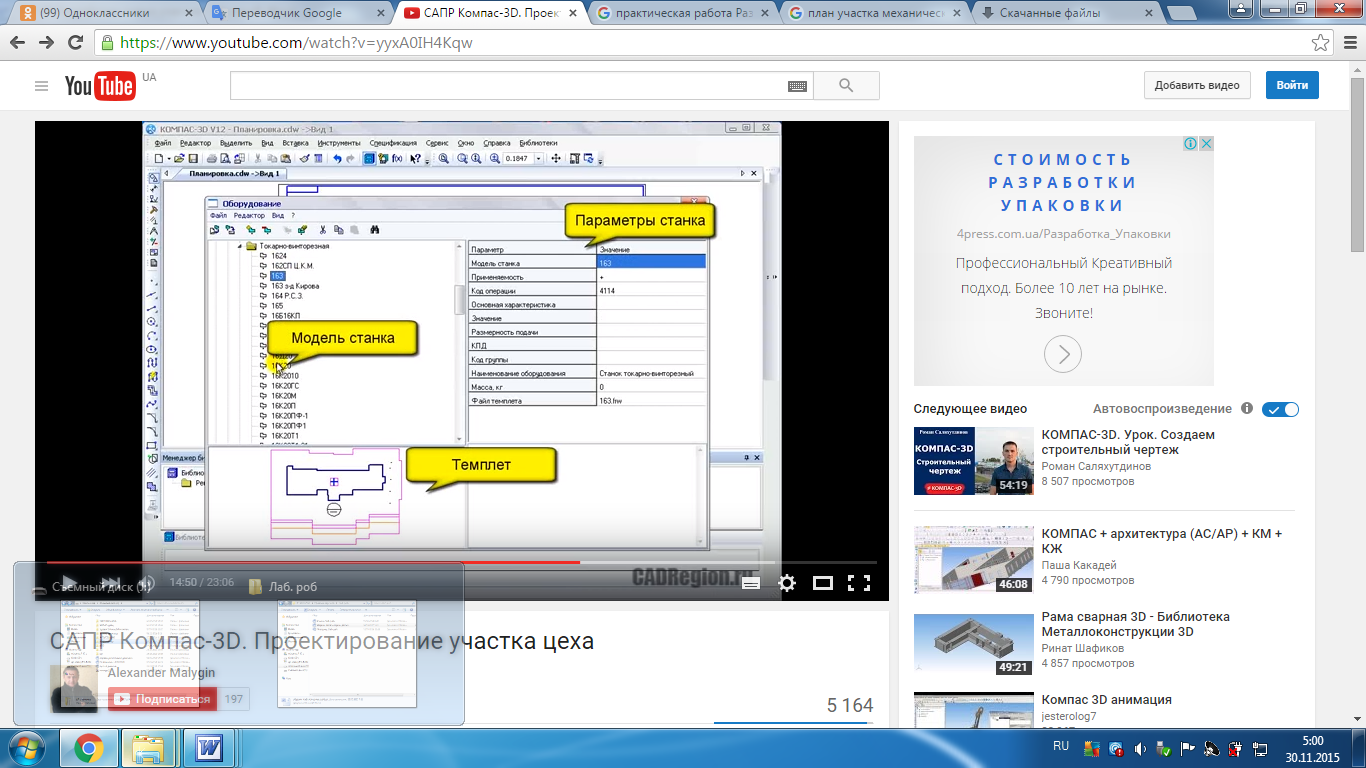
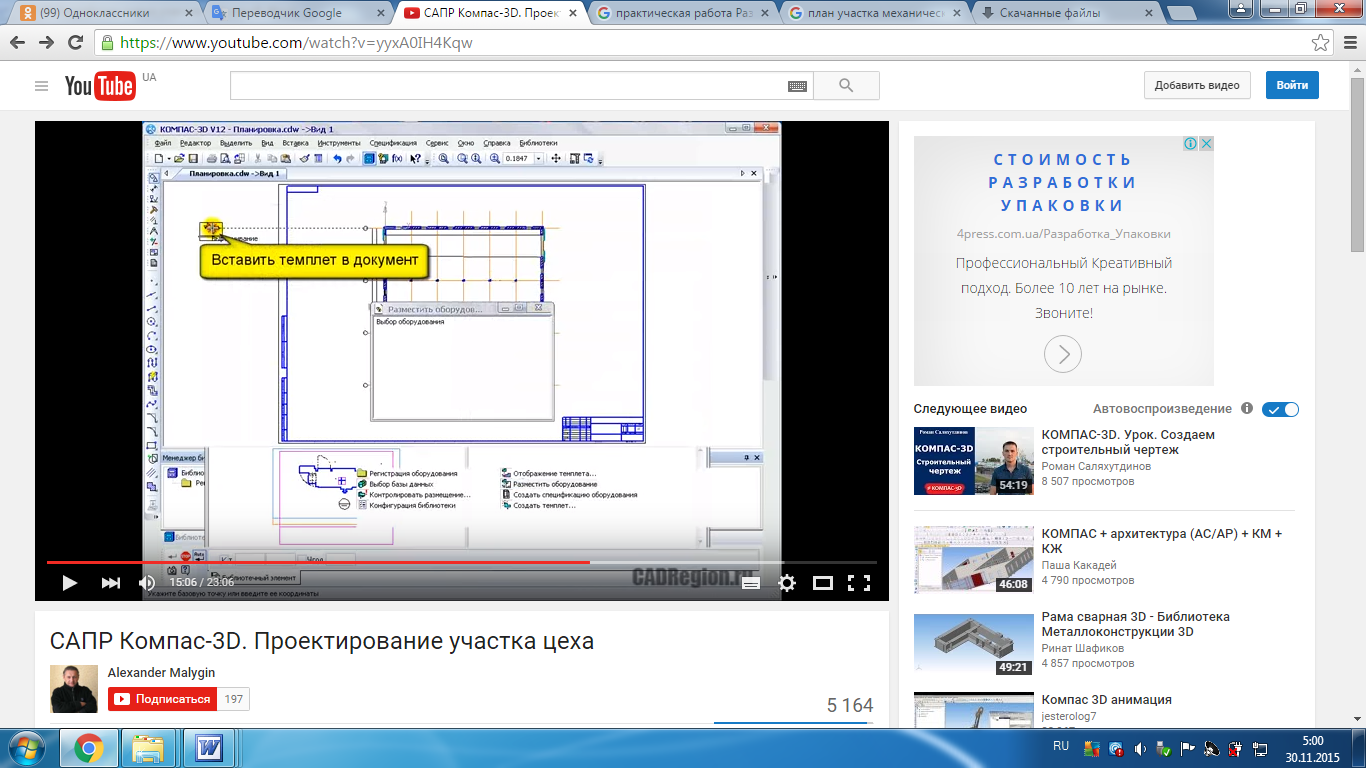
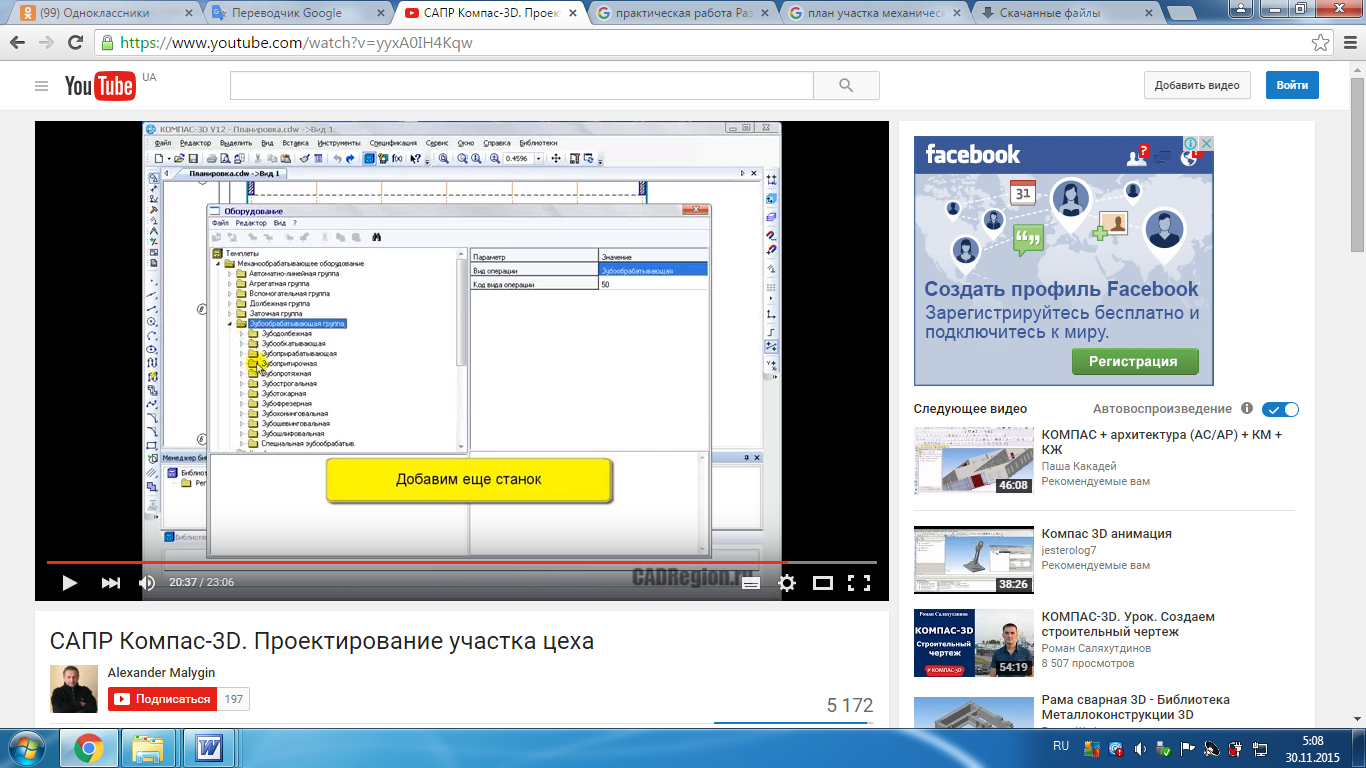
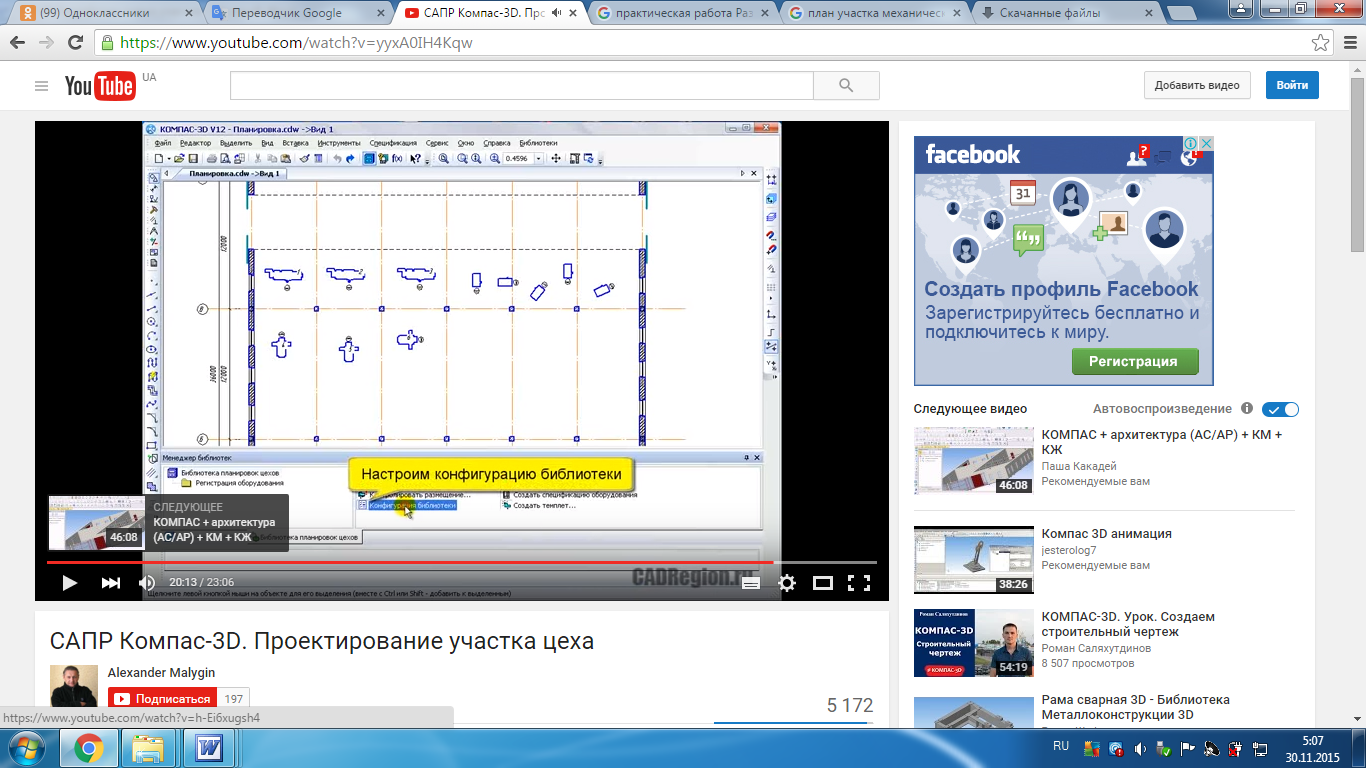
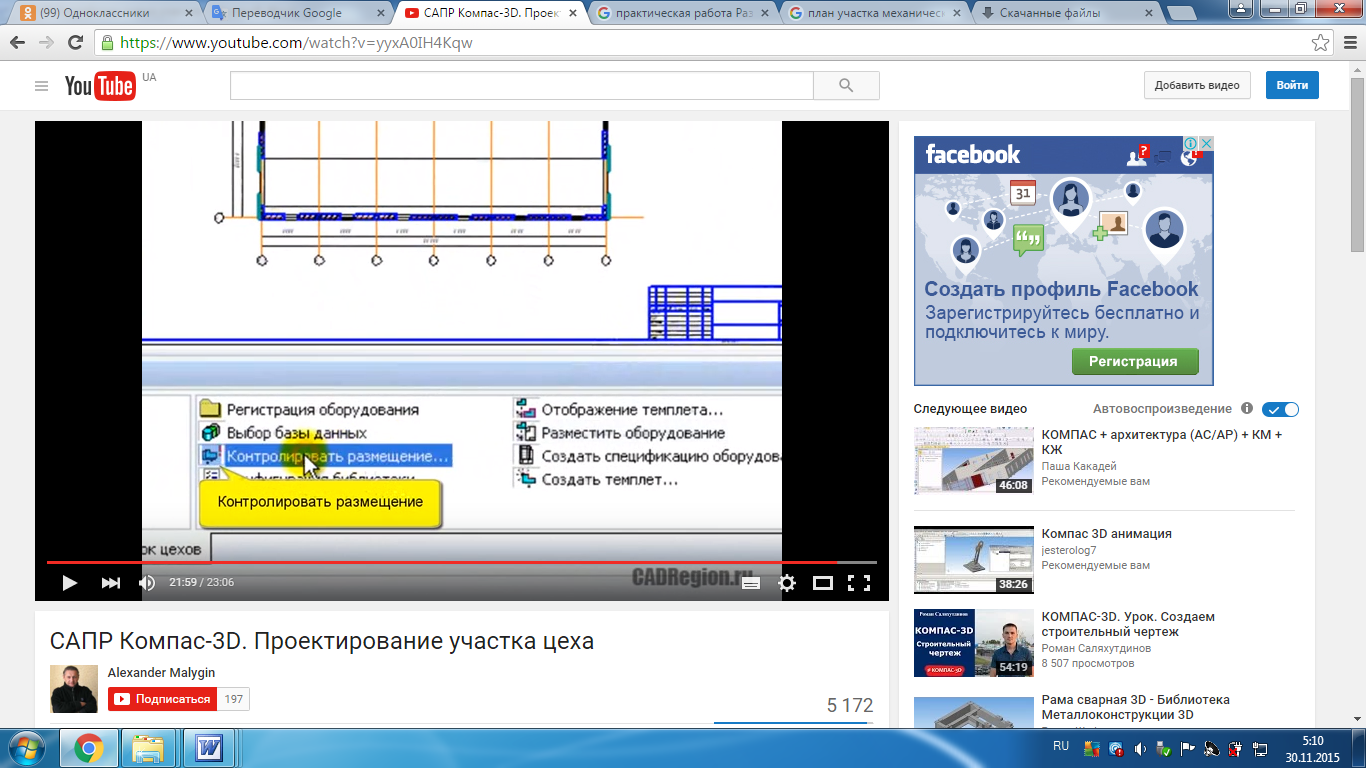
Методика проектирования плана участка с помощью библиотек САПР Компас-3D представлена в виде видео-урока «Проектирование цехов» (youtu.be/yyxA0IH4Kqw).
6. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ:
6.1. Запустить программу КОМПАС-ГРАФИК, создать документ типа «чертеж» и установить формат А1
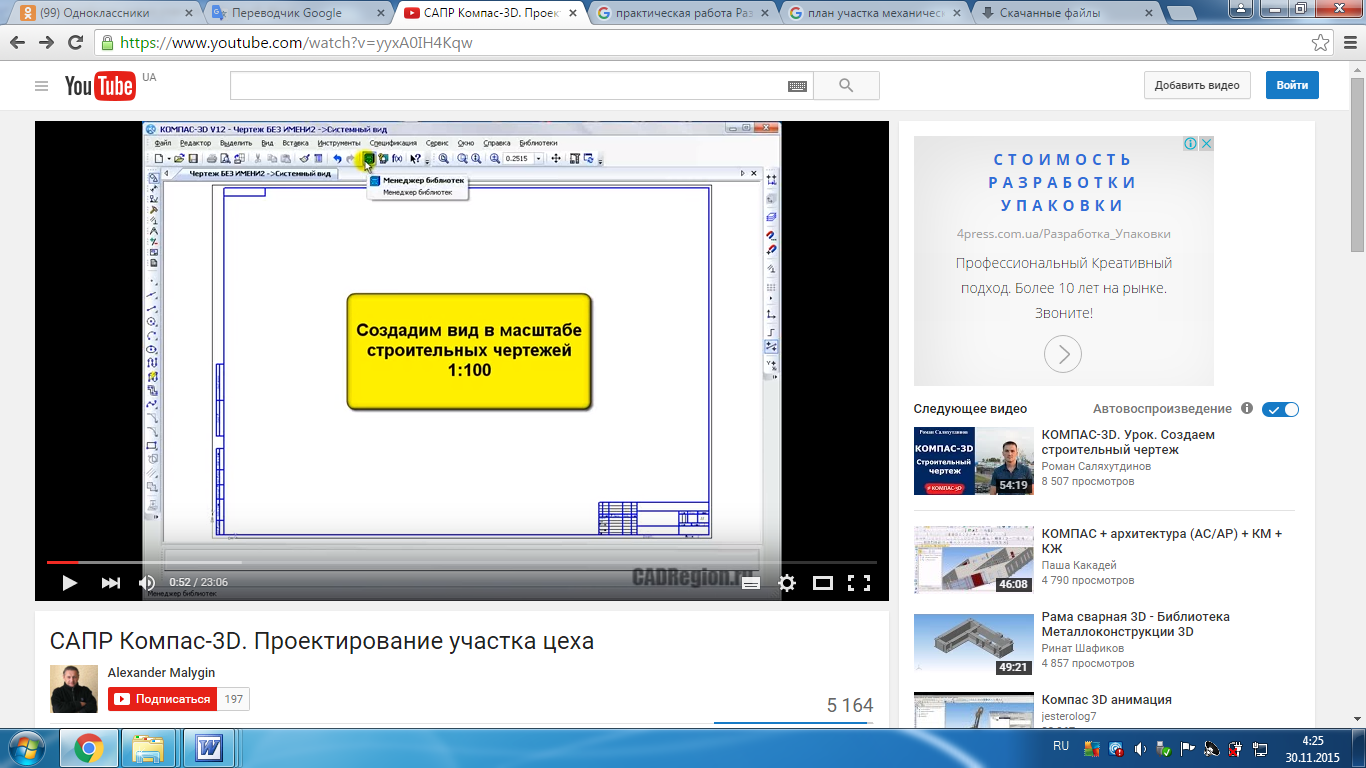
6.2. Создать вид в масштабе строительных чертежей 1:100
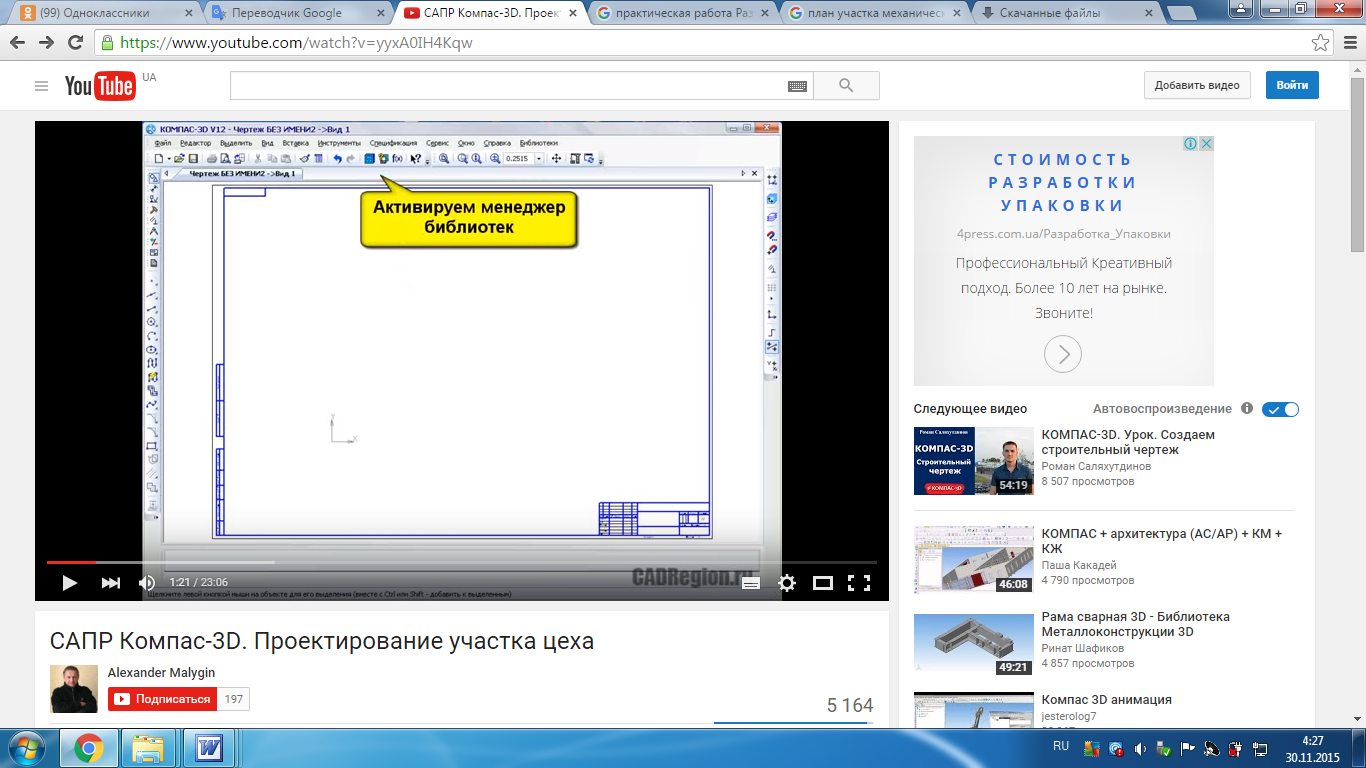
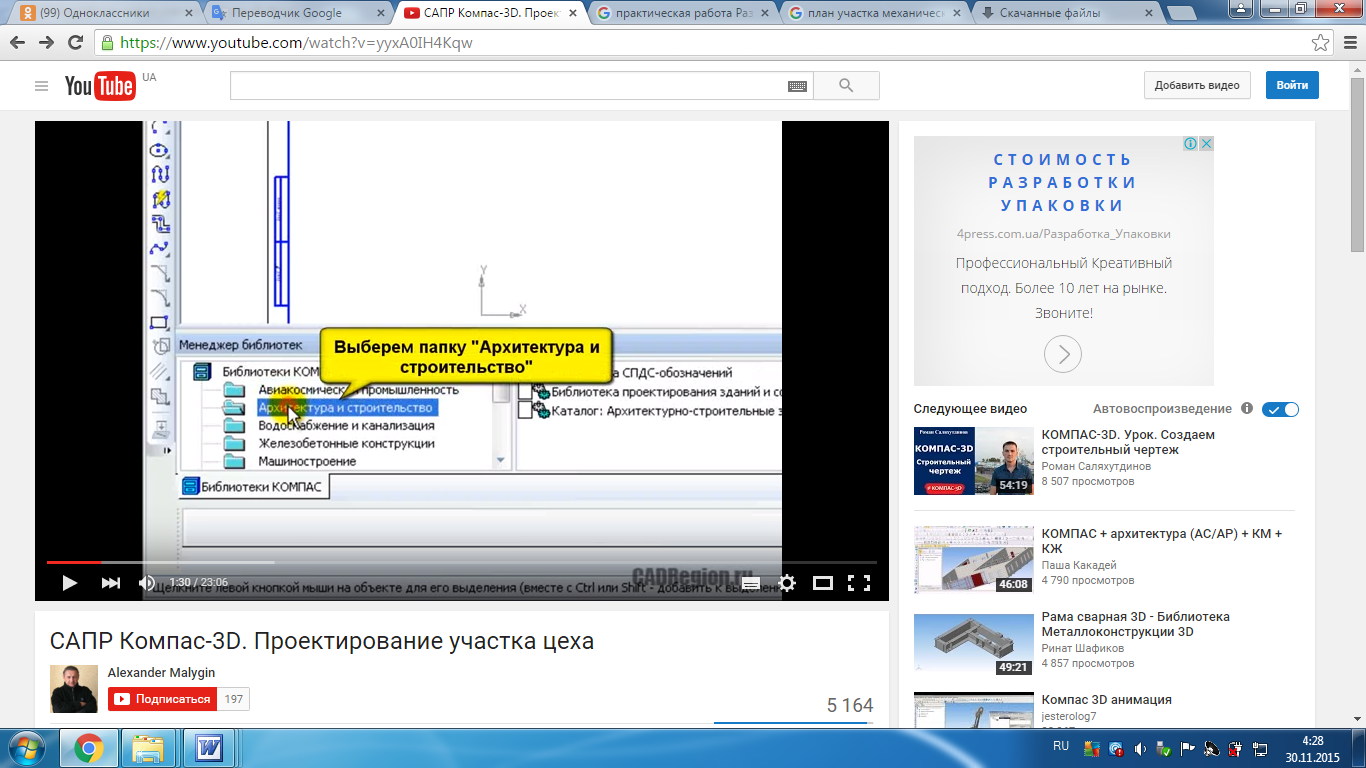
6.3. Активировать менеджер библиотек и выбрать папку «Архитектура и строительство»
6.4. Выбрать библиотеку СПДС - обозначений
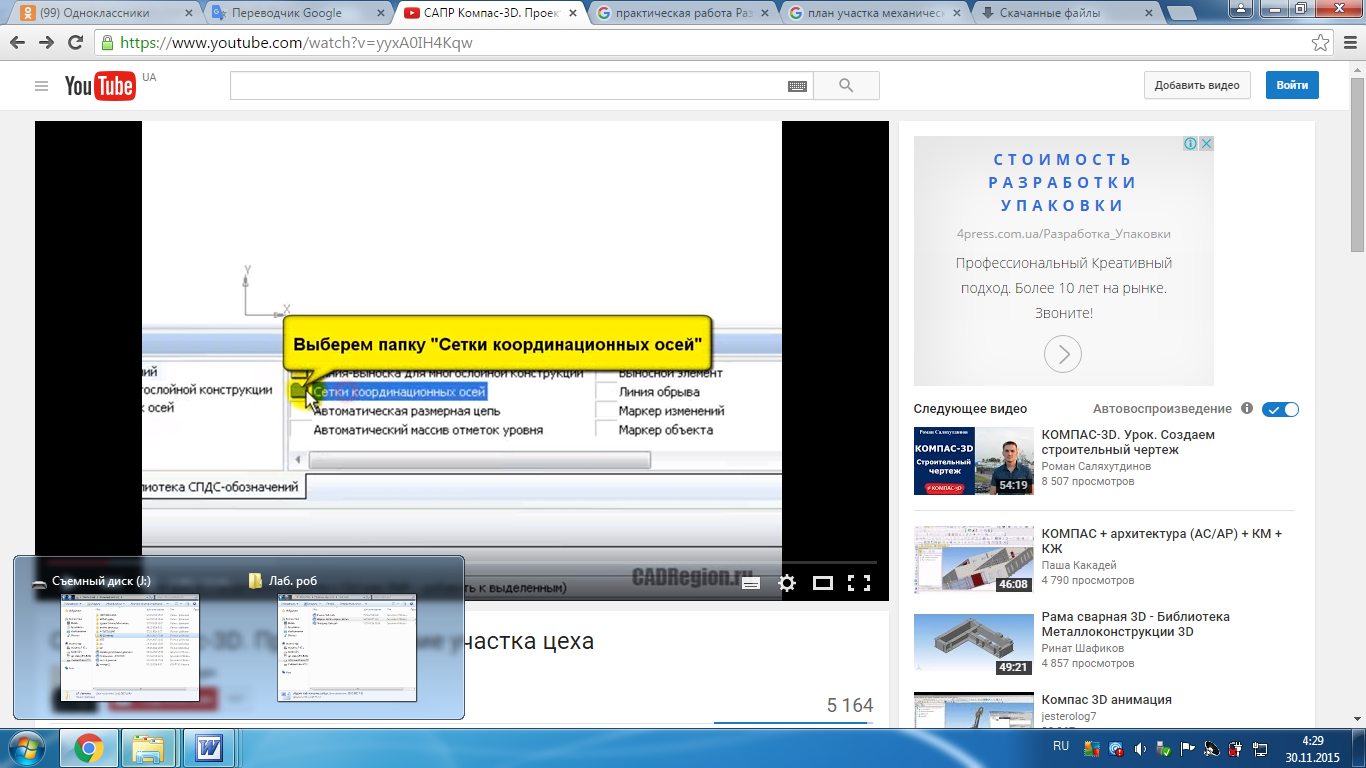
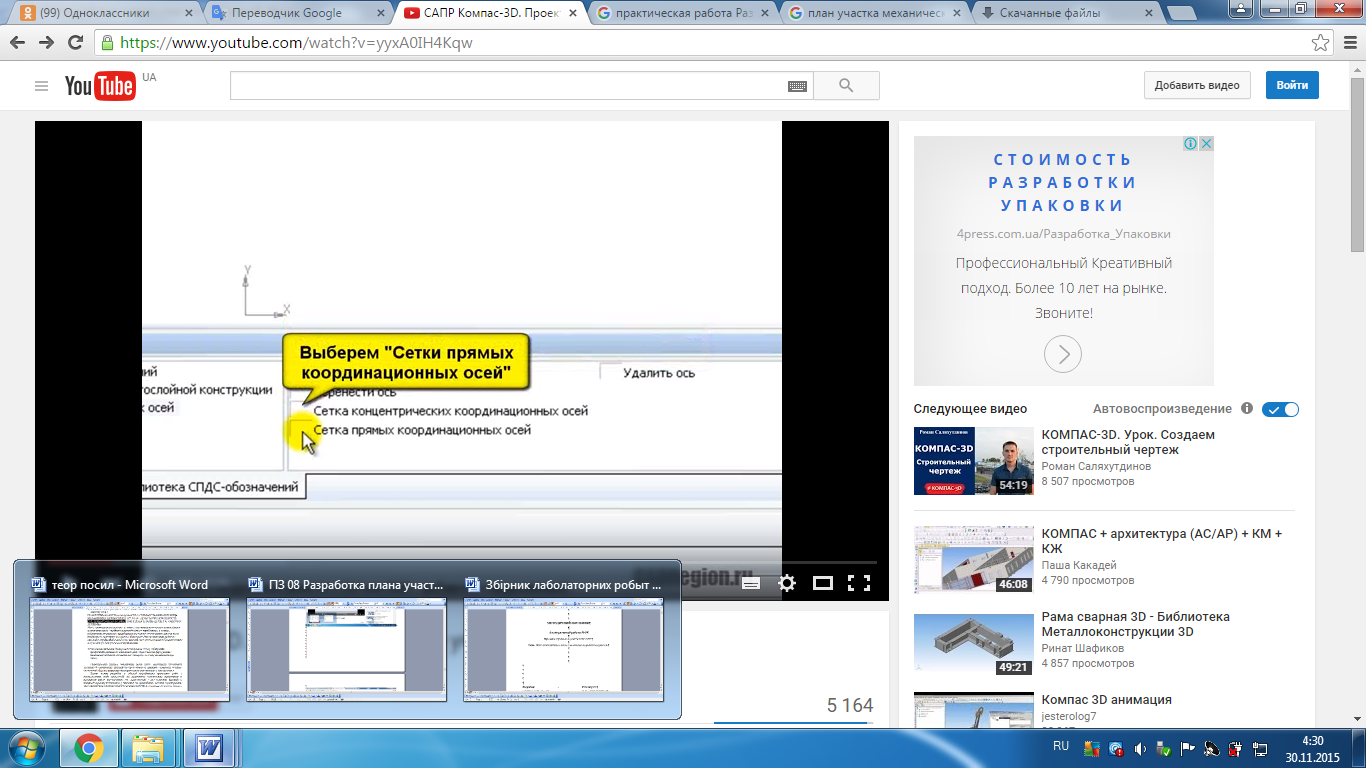
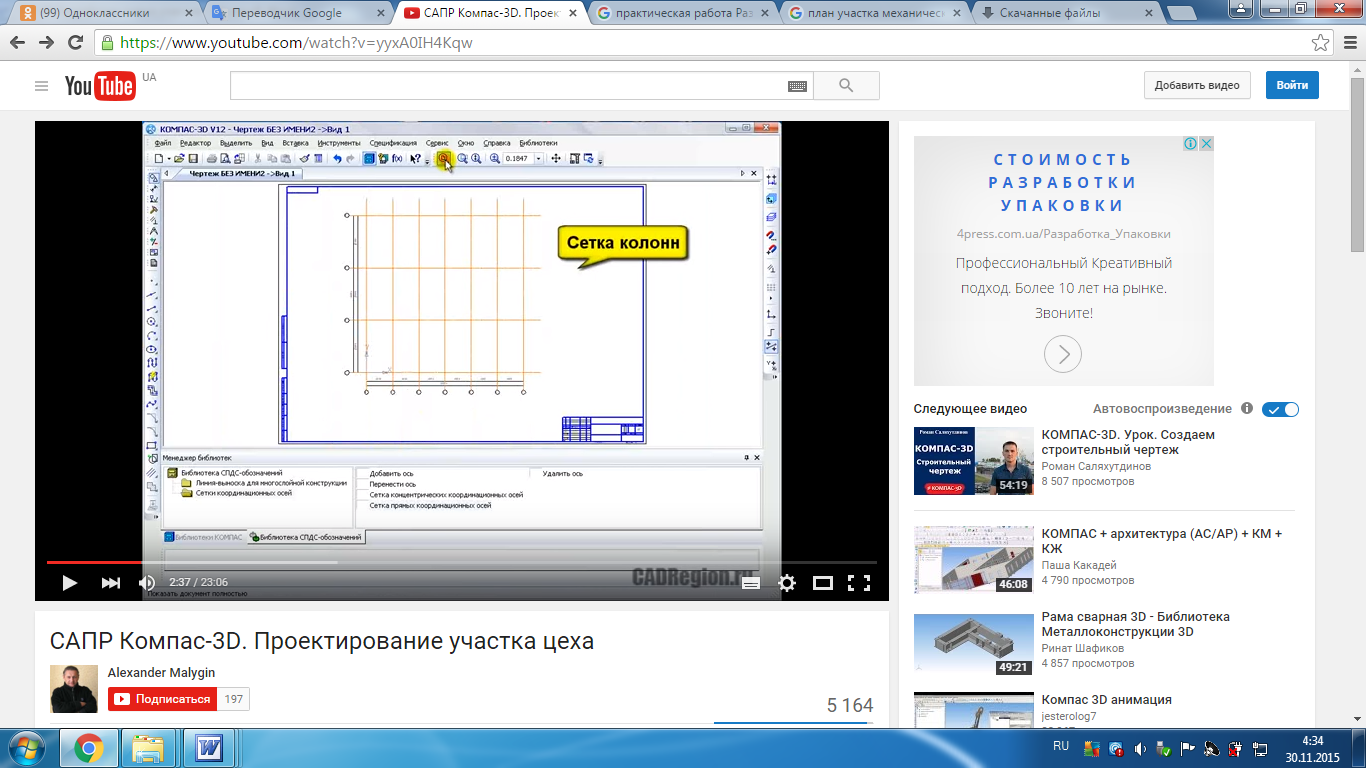
6.5. Открыть папку «Сетки координатных осей» и выбрать «Сетки прямых координатных осей»
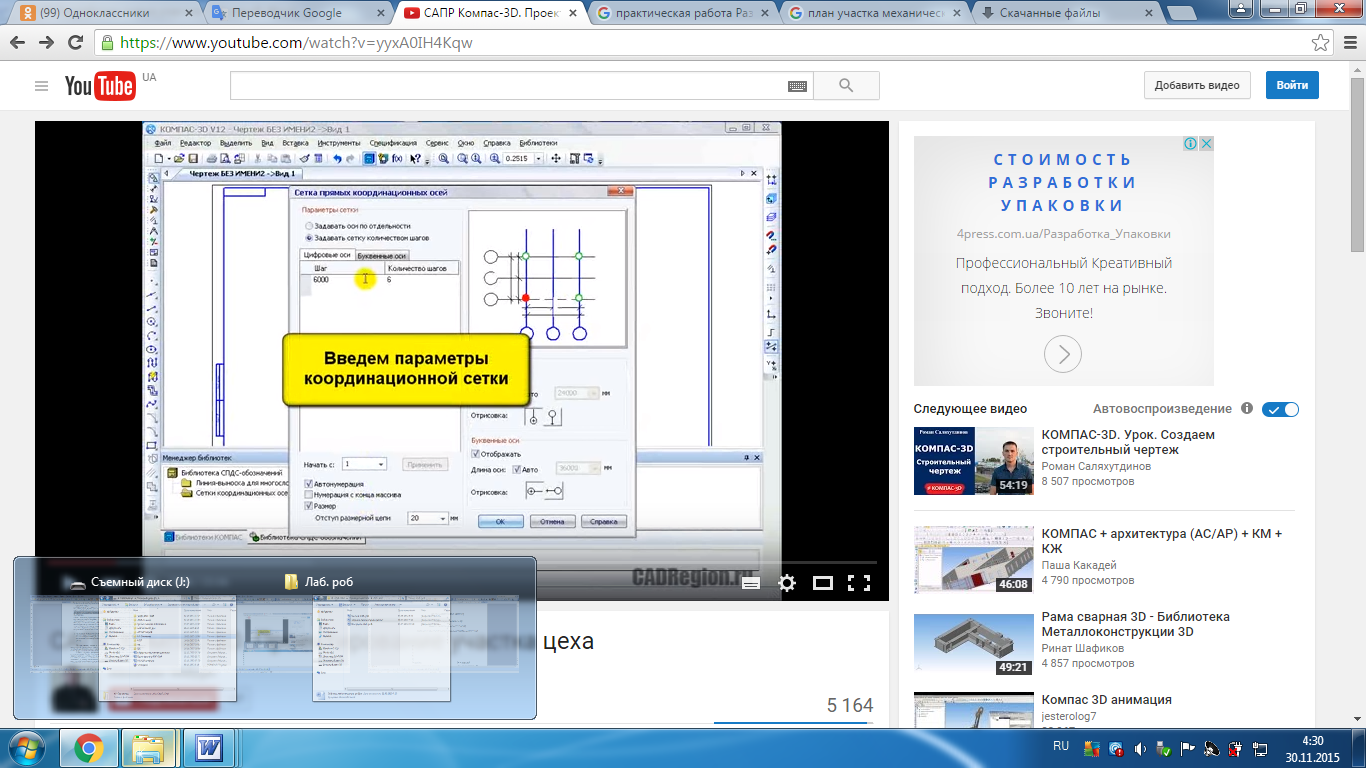
6.6. Ввести параметры координатной сетки и создать сетку колонн
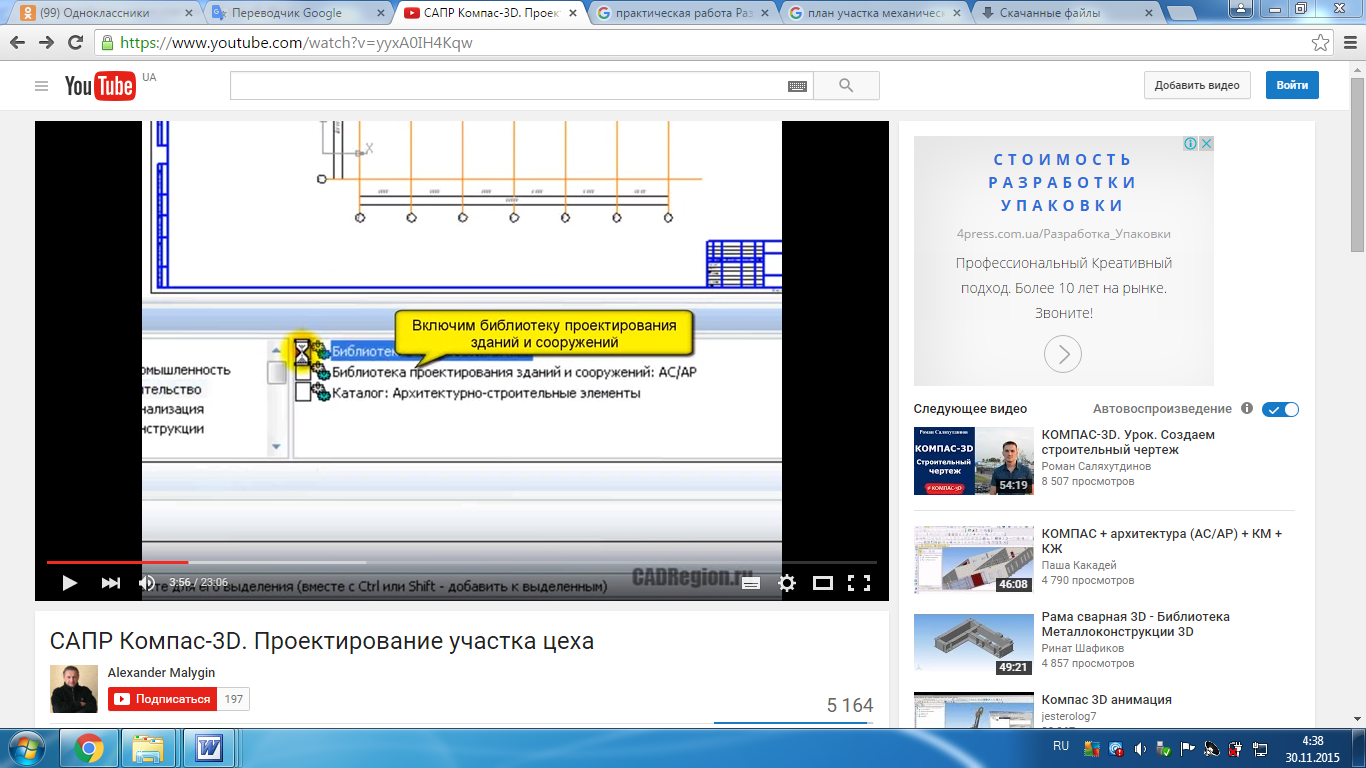
6.7. Включить библиотеку проектирования зданий и сооружений и выбрать папку «колонны»
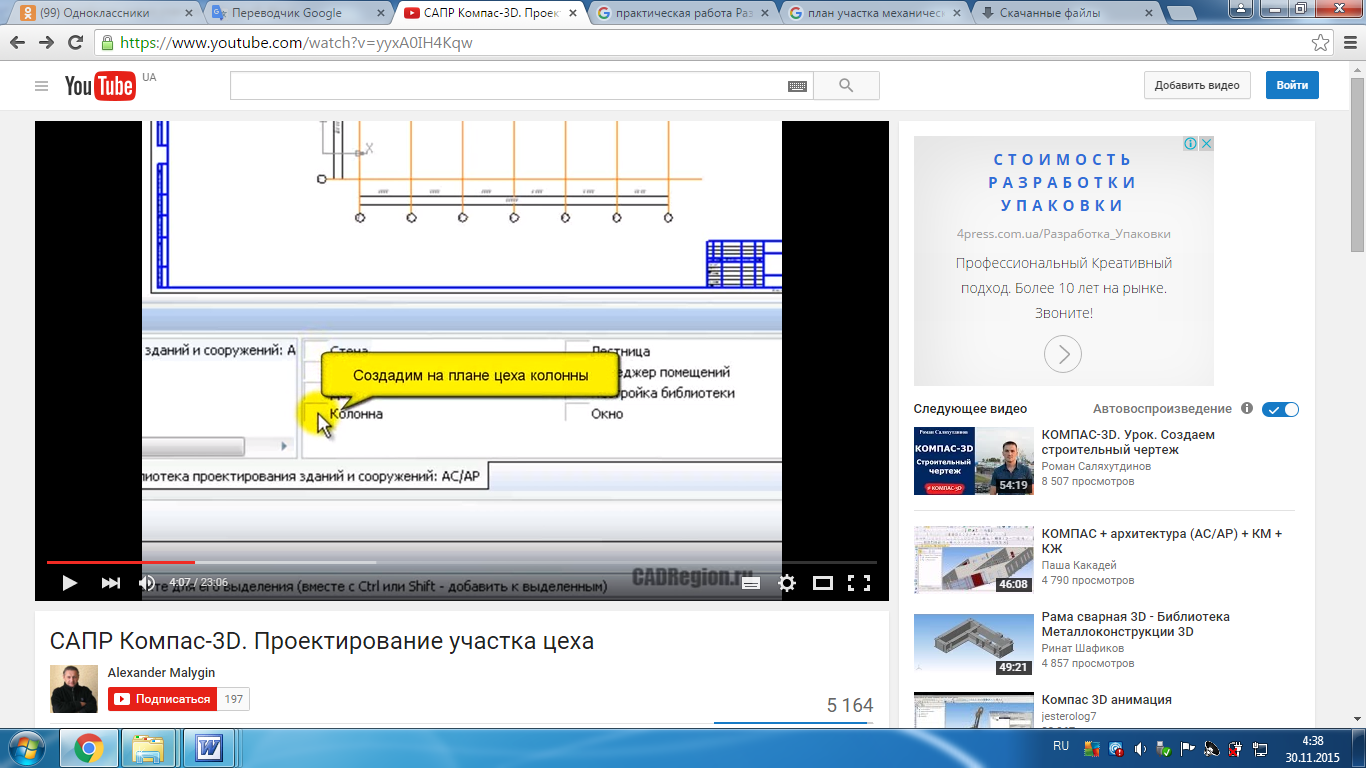
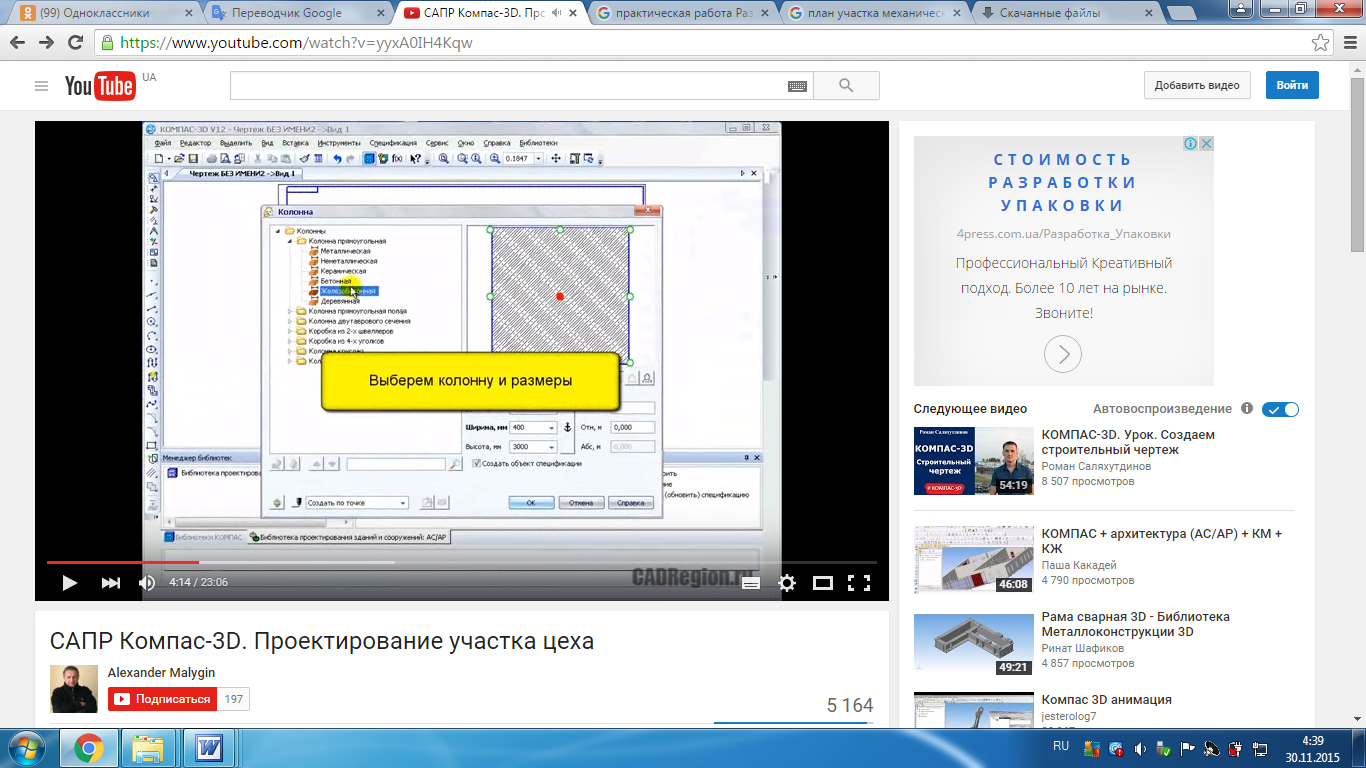
6.8. Выбрать вид и размеры колонны и отметить их на сетке плана цеха
6.9. Выбрать папку «стены», установить их параметры и указать их на сетке участка
6.10. Установить новую локальную систему координат, выбрать папку «ворота», выбрать их тип и расположить на сетке
6.11. Обозначить проезды для внутрицехового транспорта
6.12. Выбрать папку «окна», назначить их параметры и расположить их на плане участка
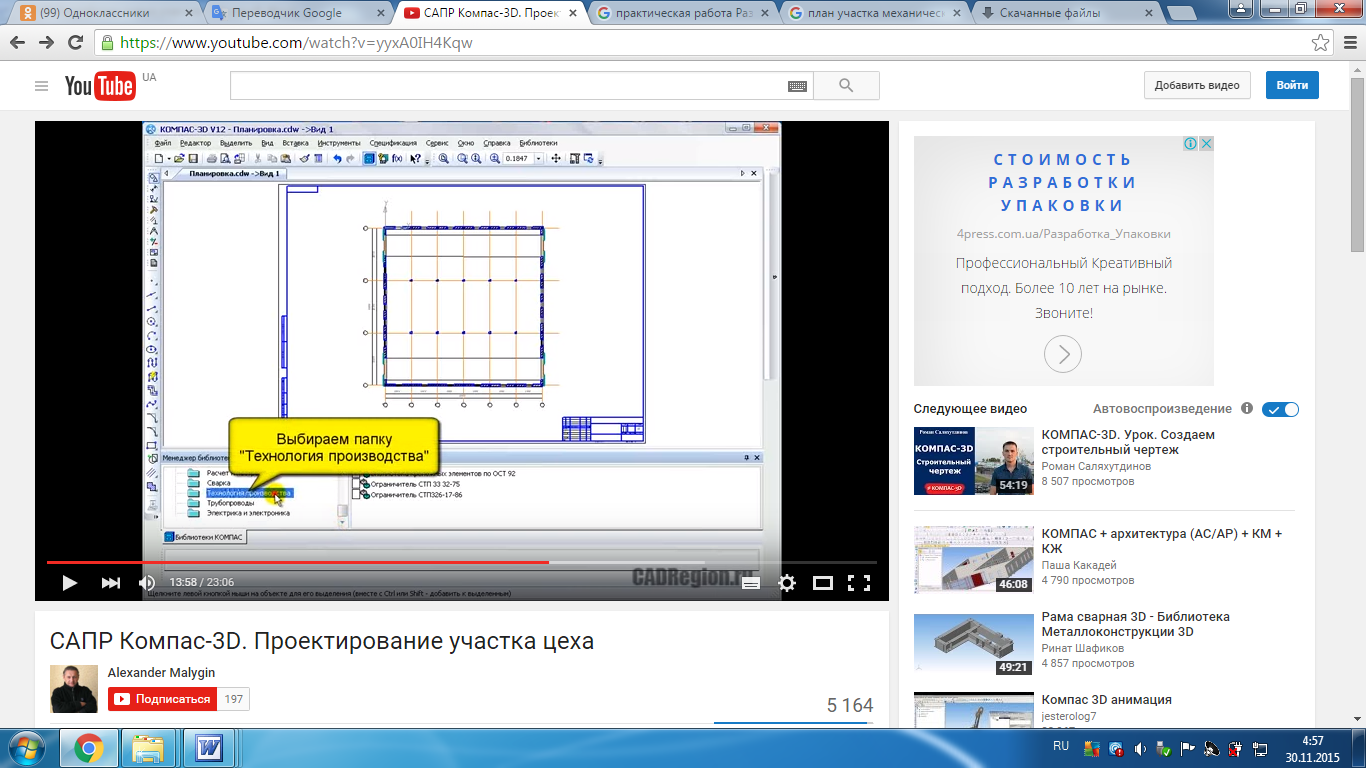
6.13. Отключить библиотеку проектирования зданий и сооружений, открыть папку «Технология производства» и выбрать библиотеку планировки цехов
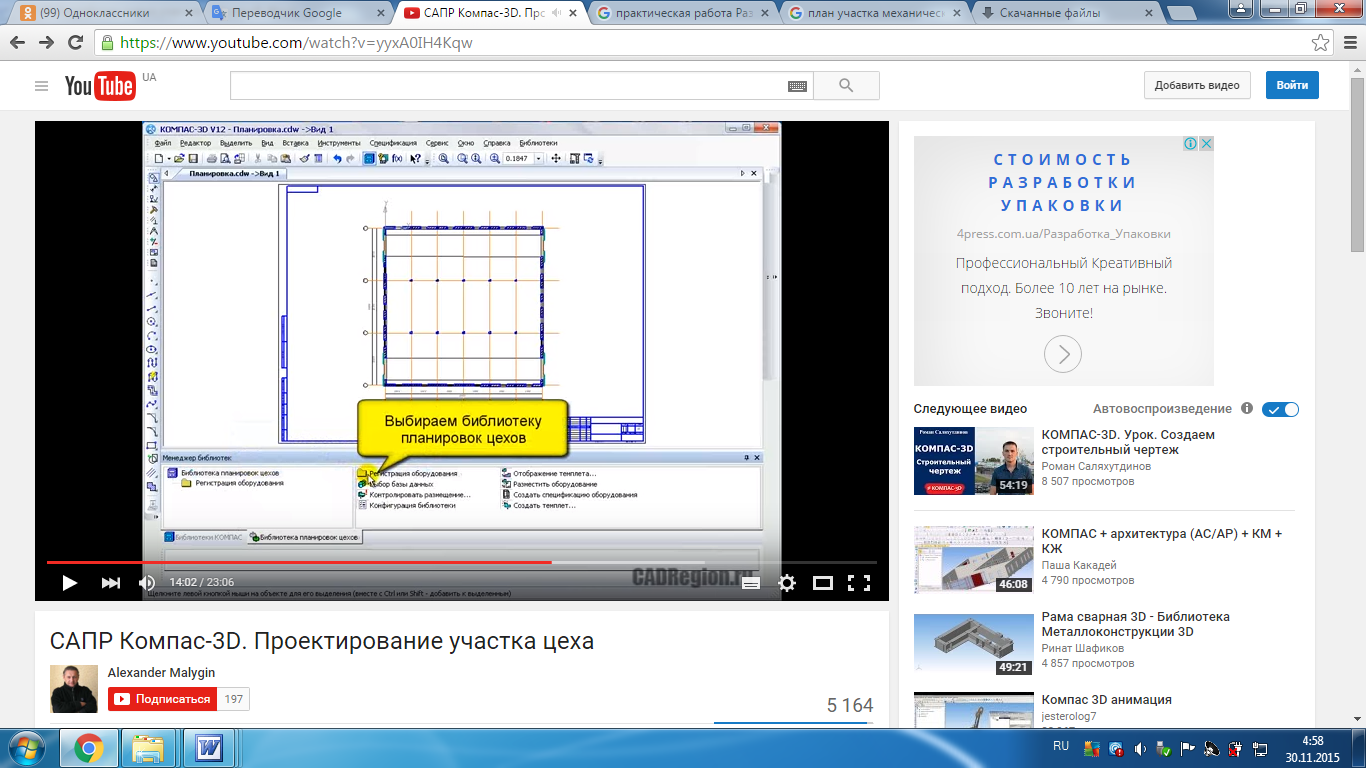
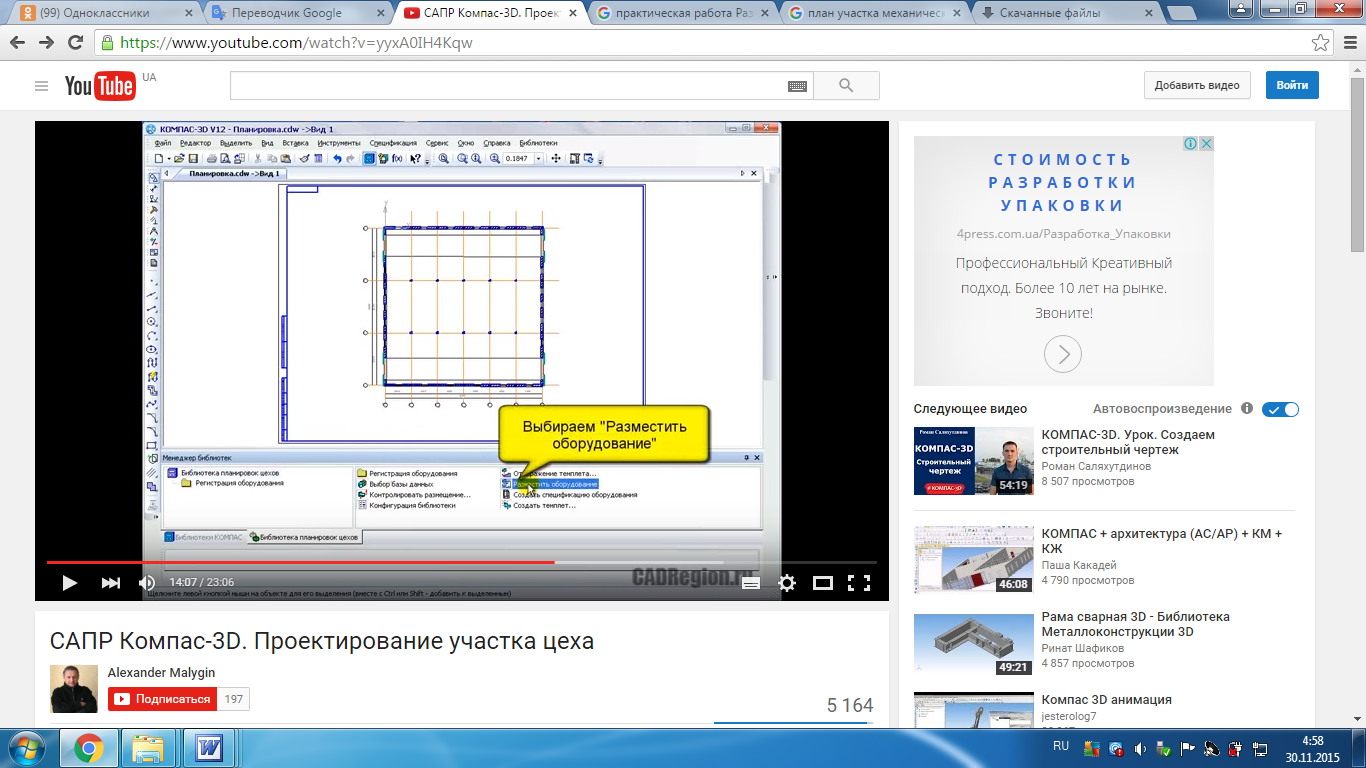
6.14. Открыть папку «разместить оборудование», выбрать тип и модель станка, разместить темплет на плане участка
6.15. Установить на плане участка последовательно все оборудование согласно индивидуального задания
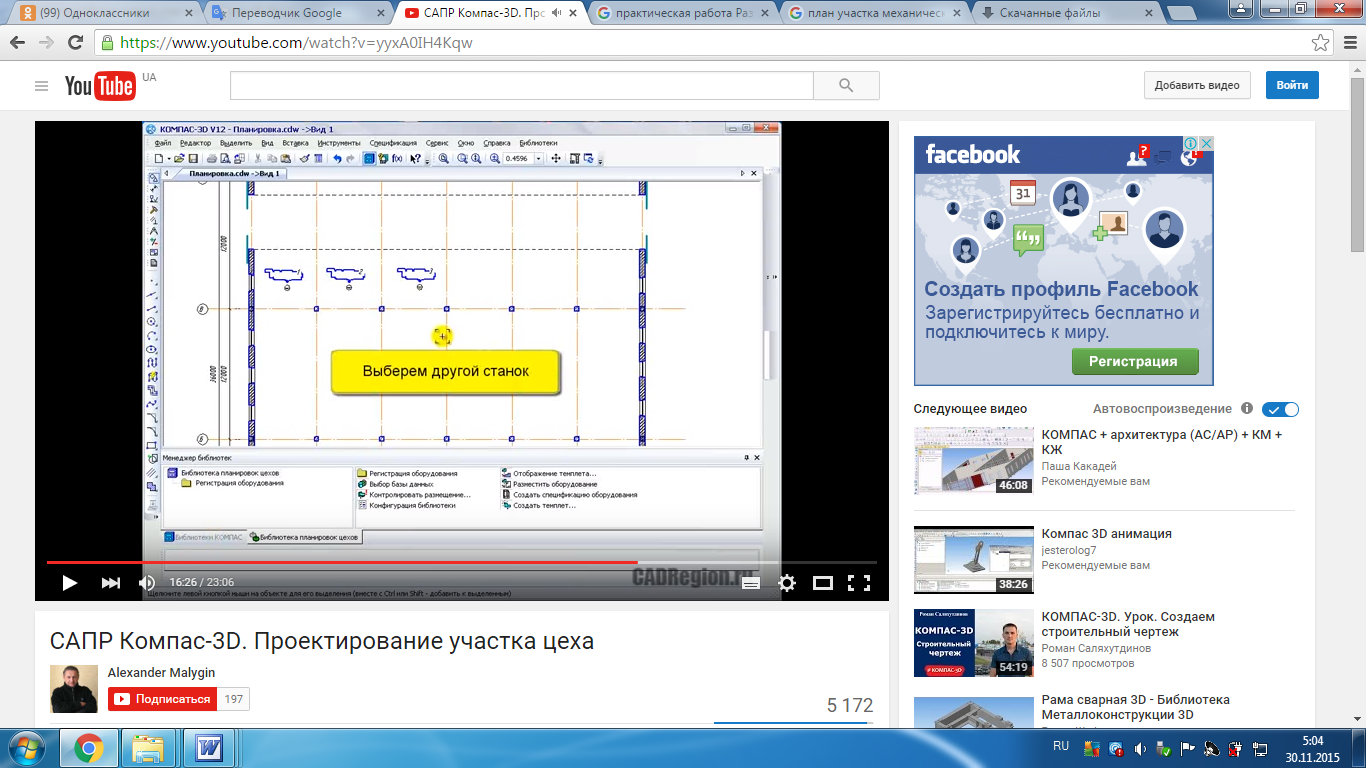
6.16. Провести проверку правильности размещения оборудования на участке
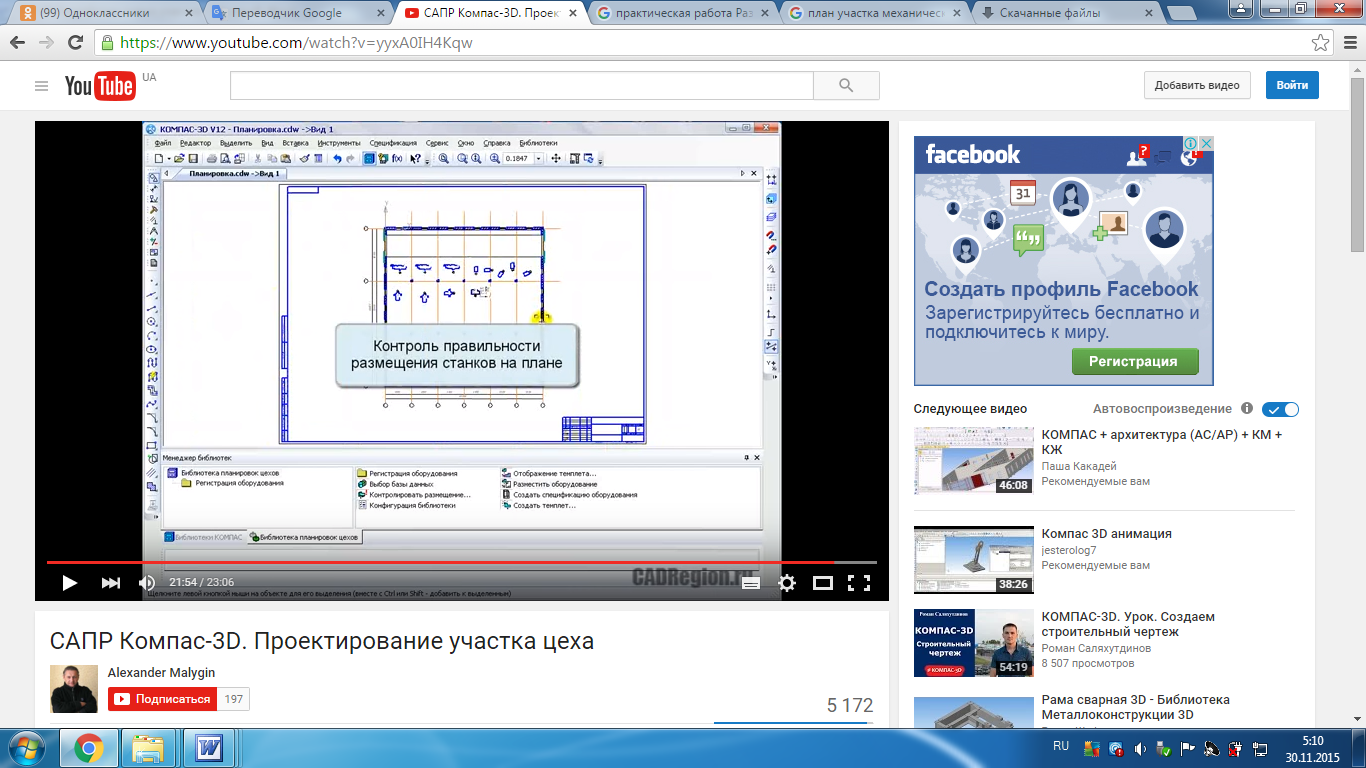
6.17. Создать спецификацию оборудования
7. СОДЕРЖАНИЕ ОТЧЕТА:
7.1. Записать пункты 1, 2, 3, 4 настоящего методического пособия (выполняется при подготовке к практической работе).
7.2. Привести индивидуальное задание на практическую работу.
7.3. Привести скриншот спроектированного плана участка.
7.4. Сделать вывод о проделанной работе.
8. КОНТРОЛЬНЫЕ ВОПРОСЫ:
8.1. Чему предшествует составление компоновочного плана?
8.2. Что указывается на компоновочном плане?
8.3. Основные принципы разработки компоновочного плана.
8.4. Требования к планировке оборудования.
8.5. Схемы расстановки станков..
8.6. В чем суть темплетного метода выполнения планировок.
9. ЛИТЕРАТУРА:
9.1. Мельников Г.Н. Проектирование механосборочных цехов: учебник для студентов машиностроит. специальностей вузов / Г.Н. Мельников, В.П. Вороненко, А.М. Дальский. М.: Машиностроение, 1990. 366 с.
9.2. Нормы технологического проектирования машиностроительных заводов. Гипростанок. Руководящие материалы. М.:НИИИМАШ, 1970. 62 с.
9.3. Проектирование машиностроительных заводов и цехов: справочник в 4-х томах / 3.И.Соловей. М.: Машиностроение, 1975. Т.4 320 с.
9.4. Чарнко Д.В. Основы проектирования механосборочных цехов / Д.В. Чарнко. М.: Машиностроение, 1975. 280 с.
Приложение А
Индивидуальные задания
Вариант 1
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
К8626
005 Токарная с ЧПУ
1В340Ф30
2
010 Токарная с ЧПУ
1В340Ф30
1
015 Токарная с ЧПУ
1В340Ф30
1
020 Сверлильная с ЧПУ
2Р135Ф2
2
025 Слесарная
Верстак слесарный
1
030 Моечная
Машина моечная
1
035 Технический контроль
Плита контрольная
1
Вариант 2
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
ГКМ
005 Токарная с ЧПУ
1В340Ф30
2
010 Токарная с ЧПУ
1В340Ф30
1
015 Горизонтально-протяжная
7Б55
1
020 Токарная с ЧПУ
1В340Ф30
1
025 Зубофрезерная
5К310
3
030 Слесарная
Верстак слесарный
1
035 Моечная
Машина моечная
1
040 Технический контроль
Плита контрольная
1
Вариант 3
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
Виливка
005 Токарная с ЧПУ
16К20Ф3
1
010 Токарная с ЧПУ
16К20Ф3
2
015 Токарная с ЧПУ
16К20Ф3
1
020 Токарная с ЧПУ
16К20Ф3
1
025 Фрезерная с ЧПУ
6Р13Ф3
1
030 Сверлильная с ЧПУ
2Р135Ф2
1
035 Слесарная
Верстак слесарный
1
040 Моечная
Машина моечная
1
045 Технический контроль
Плита контрольная
1
Вариант 4
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
М213
005 Токарная с ЧПУ
16К20Ф3
1
010 Токарная с ЧПУ
16К20Ф3
1
015 Токарная с ЧПУ
16К20Ф3
1
020 Сверлильная с ЧПУ
2Р135Ф2
1
025 Фрезерная с ЧПУ
6Р13Ф3
1
030 Круглошлифофальная
3М151
1
035 Плоскошлифовальная
3Е711В
1
040 Слесарная
Верстак слесарный
1
045 Моечная
Машина моечная
1
050 Технический контроль
Плита контрольная
1
Вариант 5
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
005 Фрезерно-центровальная
МР-71М
1
010 Токарная с ЧПУ
16Б16Т1
2
015 Токарная с ЧПУ
16Б16Т1
1
020 Фрезерная с ЧПУ
6Р13Ф3
1
025 Сверлильная с ЧПУ
2Р135Ф2
1
030 Круглошлифофальная
3М151
1
035 Слесарная
Верстак слесарный
1
040 Моечная
Машина моечная
1
045 Технический контроль
Плита контрольная
1
Вариант 6
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
КГШП
005 Фрезерно-центровальная
МР - 71М
1
015 Токарная с ЧПУ
16К20Ф3
2
020 Токарная с ЧПУ
16К20Ф3
1
025 Сверлильная с ЧПУ
2Р135Ф2
1
030 Фрезерная с ЧПУ
6Р13Ф3
1
035 Круглошлифофальная
3М151
1
040 Слесарная
Верстак слесарный
1
045 Моечная
Машина моечная
1
050 Технический контроль
Плита контрольная
1
Вариант 7
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
К8656
005 Термическая
Печь термическая
010 Токарная с ЧПУ
16Б16Т1
1
015 Токарная с ЧПУ
16Б16Т1
2
020 Токарная с ЧПУ
16Б16Т1
1
025 Горизонтально-протяжная
7Б55
1
030 Вертикально-сверлильная
2Р135
1
035 Фрезерная с ЧПУ
6Р13Ф3
1
040 Внутришлифовальная
3А227В
1
045 Слесарная
Верстак слесарный
1
050 Моечная
Машина моечная
1
055 Технический контроль
Плита контрольная
1
Вариант 8
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
005 Токарная с ЧПУ
16Б16Т1
2
010 Токарная с ЧПУ
16Б16Т1
1
015 Токарная с ЧПУ
16Б16Т1
1
020 Радиально - сверлильная
2М55
1
025 Внутришлифовальная
3А227В
1
030 Слесарная
Верстак слесарный
1
035 Моечная
Машина моечная
1
040 Технический контроль
Плита контрольная
1
Вариант 9
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
К8540
005 Фрезерно-центровальная
МР-73М
010 Токарная с ЧПУ
16Б16Т1
1
015 Токарная с ЧПУ
16Б16Т1
1
020 Токарная с ЧПУ
16Б16Т1
1
025 Токарная с ЧПУ
16Б16Т1
1
030 Шлицефрезерная
5350
3
035 Вертикально - сверлильная
2Р135
1
040 Резьбонарезная
5993
1
045 Слесарная
Верстак слесарный
1
050 Моечная
Машина моечная
1
055Технический контроль
Плита контрольная
1
Вариант 10
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
005 Токарная
16К20
2
010 Токарная с ЧПУ
16К20Ф3
1
015 Сверлильная с ЧПУ
2Р135Ф2
1
020 Зубофрезерная
53А30
4
025 Зубофрезерная
53А30
3
030 Вертикально - сверлильная
2Р135
1
035 Слесарная
Верстак слесарный
1
040 Моечная
Машина моечная
1
045 Технический контроль
Плита контрольная
1
Вариант 11
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
К8540
005 Токарная с ЧПУ
16Б16Т1
1
010 Токарная с ЧПУ
16Б16Т1
1
015 Горизонтально-протяжная
7Б55
1
020 Токарная с ЧПУ
16Б16Т1
1
025 Зубофрезерная
53А20
3
030 Зубофрезерная
53А20
2
035 Внутришлифовальная
3К227В
1
040 Плоскошлифовальная
3Е711В
1
045 Слесарная
Верстак слесарный
1
050 Моечная
Машина моечная
1
055 Технический контроль
Плита контрольная
1
Вариант 12
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
005 Токарная с ЧПУ
16К20Ф3
1
010 Токарная с ЧПУ
16К20Ф3
1
015 Токарная с ЧПУ
16А20Ф3
2
020 Сверлильная с ЧПУ
2Р135Ф2
1
025 Фрезерная с ЧПУ
6Р13Ф3
1
030 Слесарная
Верстак слесарный
1
035 Моечная
Машина моечная
1
040 Технический контроль
Плита контрольная
1
Вариант 13
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
К8656
005 Токарная с ЧПУ
16К20ФЗ
1
010 Токарная с ЧПУ
16К20ФЗ
1
015 Горизонтально-протяжная
7Б55
1
020 Токарная с ЧПУ
16К20ФЗ
1
025 Токарная с ЧПУ
16К20ФЗ
1
030 Зубофрезерная
5К310
2
035 Сверлильная с ЧПУ
2Р135Ф2
1
040 Зубошлифовальная
5В832
1
045 Круглошлифовальная
3У131
1
050 Слесарная
Верстак слесарный
1
055 Моечная
Машина моечная
1
060 Технический контроль
Плита контрольная
1
Вариант 14
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
005 Токарная с ЧПУ
16А20Ф3
2
010 Токарная с ЧПУ
16К20Ф3
2
015 Горизонтально-протяжная
7Б56
1
020 Фрезерная с ЧПУ
6Р13Ф3
1
025 Слесарная
Верстак слесарный
1
030 Моечная
Машина моечная
1
035 Технический контроль
Плита контрольная
1
Вариант 15
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
005 Токарная с ЧПУ
16К20ФЗ
1
010 Токарная с ЧПУ
16К20ФЗ
1
015 Токарная с ЧПУ
16К20ФЗ
1
030 Зубофрезерная
5К310
2
035 Сверлильная с ЧПУ
2Р135Ф2
1
040 Зубошлифовальная
5В832
1
045 Слесарная
Верстак слесарный
1
050 Моечная
Машина моечная
1
055 Технический контроль
Плита контрольная
1
Вариант 16
Номер и наименование операции
Модель станка
Количество станков
000 Заготовительная
005 Токарная с ЧПУ
16К20ФЗ
1
010 Токарная с ЧПУ
16К20ФЗ
1
015 Токарная с ЧПУ
16К20ФЗ
1
020 Токарная с ЧПУ
16К20ФЗ
2
015 Горизонтально-протяжная
7Б55
1
025 Зубофрезерная
5К320
3
Слесарная
Верстак слесарный
1
Моечная
Машина моечная
1
Технический контроль
Плита контрольная
1