- Преподавателю
- Другое
- Учебное пособие Коррозия и защита оборудования от коррозии
Учебное пособие Коррозия и защита оборудования от коррозии
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Закирова Е.В. |
| Дата | 12.11.2015 |
| Формат | docx |
| Изображения | Есть |

Министерство образования и Науки Самарской области
ГБОУ СПО
«НОВОКУЙБЫШЕВСКИЙ НЕФТЕХИМИЧЕСКИЙ
ТЕХНИКУМ»
Учебное пособие
Коррозия и защита оборудования от
коррозии
2013 г.
Закирова Е.В. Преподаватель спецдисциплин.
Коррозия и защита оборудования от коррозии: Учеб. пособие.
Изд-во Пенз. гос. ун-та, 2013. - с.: 55 ил., 20 табл.
Изложены теоретические основы химической и электрохимической коррозии. Рассмотрена коррозия металлов в атмосферных условиях, в почве и под водой, а также показано влияние внутренних, внешних, механических факторов и конструктивных особенностей химических машин и аппаратов на скорость электрохимической коррозии. Дана характеристика химического сопротивления металлических и неметаллических конструкционных материалов. Приведена классификация методов защиты от коррозии по механизму действия и способам защиты. Описаны металлические и неметаллические защитные покрытия, ингибиторы коррозии, электрохимическая защита. Даны конкретные примеры защиты химических машин и аппаратов от коррозии в различных условиях.
Пособие предназначено для студентов специальностей 240113 «Химическая технология органических веществ», 240134 «Переработка нефти и газа», 150415 «Сварочное производство», 150411 «Монтаж и техническая эксплуатация промышленного оборудования» , но может быть полезно для студентов вечернего отделения и других специальностей, интересующихся вопросами коррозионных разрушений и защитой от них.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1 КЛАССИФИКАЦИЯ ПРОЦЕССОВ
КОРРОЗИИ…………………………
2 ЭЛЕКТРОХИМИЧЕСКАЯ КОРРОЗИЯ
2.1 Возникновение электродного потенциала
2.2 Строение двойного электрического слоя
2.3 Термодинамика коррозионных электрохимических процессов
2.4 Коррозионные гальванические элементы и электродные реакции
2.5 Механизм растворения металлов
2.6 Пассивность металлов
2.7 Влияние различных факторов на скорость электрохимической коррозии
3 КОРРОЗИЯ МЕТАЛЛОВ В РАЗЛИЧНЫХ УСЛОВИЯХ
3.1 Атмосферная коррозия
3.2 Подземная коррозия
3.3 Морская коррозия
3.4 Коррозия в расплавленных солях
3.5 Биохимическая коррозия
4 ЛОКАЛЬНАЯ КОРРОЗИЯ
4.1 Межкристаллитная коррозия
4.2 Точечная (питтинговая) коррозия
4.3 Контактная коррозия
4.4 Щелевая коррозия
5 ХИМИЧЕСКАЯ КОРРОЗИЯ
5.1 Газовая коррозия
5.2 Химическая коррозия в неэлектролитах
6 КЛАССИФИКАЦИЯ МЕТОДОВ ЗАЩИТЫ КОНСТРУКЦИЙ ОТ КОРРОЗИИ
7 КОРРОЗИОННОСТОЙКИЕ И ЖАРОСТОЙКИЕ КОНСТРУКЦИ-
ОННЫЕ МАТЕРИАЛЫ
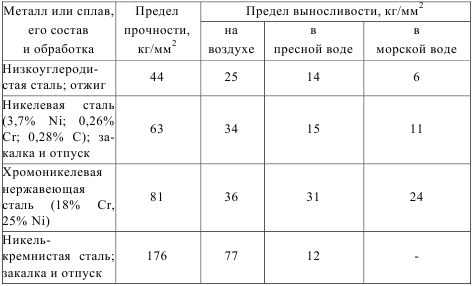
7.1 Характеристика коррозионной стойкости металлов
7.2 Коррозионностойкое легирование металлов
7.3 Жаростойкое легирование металлов
7.4 Классификация коррозионноустойчивых сплавов
7.5 Коррозионностойкие сплавы на основе железа
7.6 Коррозионная стойкость медных сплавов
7.7 Коррозионная стойкость алюминиевых сплавов
7.8 Поведение металлов и сплавов в агрессивных химических средах
7.9 Неметаллические конструкционные материалы. Процессы старения
8 МЕТАЛЛИЧЕСКИЕ ЗАЩИТНЫЕ ПОКРЫТИЯ
9 НЕМЕТАЛЛИЧЕСКИЕ ЗАЩИТНЫЕ ПОКРЫТИЯ
10 ЗАЩИТА МЕТАЛЛОВ ОТ КОРРОЗИИ УМЕНЬШЕНИЕМ
АГРЕССИВНОСТИ КОРРОЗИОННОЙ СРЕДЫ
10.1 Обработка коррозионной среды
10.2 Ингибиторы коррозии
11 ЭЛЕКТРОХИМИЧЕСКАЯ ЗАЩИТА
12 МЕТОДЫ ИССЛЕДОВАНИЯ И КОНТРОЛЯ КОРРОЗИОННЫХ
ПРОЦЕССОВ
12.1 Классификация методов коррозионных исследований
12.2 Критерии оценки коррозионных эффектов
12.3 Методы коррозионных испытаний
14.4 Мониторинг коррозионных процессов
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Современное развитие химической промышленности, разработка новых
технологических процессов, протекающих в агрессивных средах, предъявляют к конструкционным материалам высокие требования. Наиболее важными конструкционными материалами являются металлы и их сплавы. В процессе эксплуатации изделий, вследствие химического или электрохимического взаимодействия их с окружающей средой происходит коррозия, что приводит к разрушению металлических конструкций, аппаратов, трубопроводов и др.
Коррозия начинается с поверхности металла и, при дальнейшем раз-
витии этого процесса, распространяется вглубь. Средой, в которой про-
исходит коррозия металлов, являются различные жидкости и газы. Коррози-
онный процесс протекает на границе двух фаз: металл - окружающая среда,
т. е. является гетерогенным процессом взаимодействия жидкой или газооб-
разной среды с металлом. Широкое применение в химической промышлен-
ности находят сплавы железа, меди, алюминия, никеля, титана и др. Даль-
нейшее развитие техники выдвигает проблему применения таких металлов,
как тантал, цирконий, рений, германий, торий, иридий.
Масштабы коррозии и убытки, причиняемые ею, станут очевидными,
если учесть, что около 10% всего производимого металла безвозвратно теря-
ется вследствие разрушающего действия коррозии. Экономические потери
от коррозии можно разделить на прямые и косвенные. Прямые потери вклю-
чают стоимость заменяемых металлических конструкций и механизмов или
их частей, стоимость коррозионностойких металлов и сплавов, применяемых
вместо материалов, имеющих те же механические свойства, но нестойких к
коррозии, стоимость различных видов защиты от коррозии и т. д. К косвен-
ным потерям относятся расходы, связанные с простоем оборудования во
время замены части машины или аппарата, разрушаемых коррозией, с загрязнением выпускаемых изделий продуктами коррозии и др.
Повышение цен на энергоресурсы и металлы до мирового уровня при-
вело к резкому сокращению и объемов, и областей применения нержавею-
щих сталей, титана. Одновременно повышается интерес к современным по-
лимерным коррозионностойким материалам в области химического машино-
строения.
Химические, физические и биологические загрязнения природной среды
приводят к заметной интенсификации коррозионных процессов. Понятия о
необходимости и достаточности противокоррозионной защиты должны кор-
ректироваться с учетом экологической обстановки.
С другой стороны, коррозионные повреждения часто оказываются при-
чиной крупномасштабных загрязнений окружающей среды. Лидерами здесь
являются нефтедобыча, транспорт нефтепродуктов, нефтехимическая и хи-
мическая промышленности. Общие убытки, причиняемые народному хозяй-
ству от коррозии металлов, огромны. Для правильной постановки практиче-
ской работы по защите химических машин и аппаратов от коррозии необ-
ходимо знание теории процессов коррозии и методов борьбы с ней.
1 КЛАССИФИКАЦИЯ ПРОЦЕССОВ КОРРОЗИИ
Коррозией называют процесс разрушения металлов при химическом,
электрохимическом и биохимическом взаимодействии их с окружающей
средой. Коррозия металлов классифицируется по механизму и условиям про-
текания процесса и характеру коррозионного разрушения.
По механизму протекания процесса различают химическую, электрохи-
мическую и биохимическую коррозию.
Химическая коррозия - взаимодействие металла и коррозионной среды,
при котором окисление металла и восстановление окисленного компонента
коррозионной среды (деполяризатора) протекают в одном акте. Это процесс,
протекающий за счет гетерогенной химической реакции.
По условиям протекания к этому виду относятся:
- газовая коррозия, т.е. окисление металла в газовой среде при высокой
температуре и невозможности конденсации влаги на поверхности металла;
- коррозия в неэлектролитах, т.е. в жидкостях, непроводящих электри-
ческий ток.
Электрохимическая коррозия - взаимодействие металла с коррозионной
средой (раствором электролита), при котором окисление металла и восста-
новление окисленного компонента коррозионной среды (деполяризатора)
протекают не в одном акте. При этом виде коррозии одновременно протека-
ют две реакции - окисления и восстановления, локализованные на опреде-
ленных участках поверхности корродирующего металла. При электрохими-
ческой коррозии процесс растворения металла сопровождается появлением
электрического тока, т.е. передвижением электронов по поверхности металла
и ионов в растворе электролита от одного участка к другому.
По условиям протекания к этому виду коррозии относятся:
- атмосферная коррозия во влажной газовой или воздушной атмосфе-
ре;
- коррозия в электролитах - жидкостях, проводящих электрический
ток;
- почвенная или подземная коррозия металлических сооружений, на-
ходящихся под землей;
- электрокоррозия под действием внешнего источника тока, т.е. корро-
зия изделий, находящихся под землей, вызванная блуждающими токами;
- контактная коррозия металлов - разрушение металла в растворе
электролита вследствие контакта с другим металлом, имеющим более поло-
жительный электродный потенциал, чем потенциал основного металла;
- коррозия под напряжением - разрушение металла при одновремен-
ном воздействии агрессивной среды и механических напряжений. Различают
коррозионное растрескивание, коррозионную усталость, коррозию при тре-
нии и коррозионную кавитацию.
Биохимическая коррозия - это процесс, связанный с воздействием мик-
роорганизмов на металл. При этом металл разрушается вследствие того, что
он служит питательной средой для микроорганизмов, или под действием
продуктов, образующихся в результате их жизнедеятельности. Биохимиче-
ская коррозия, как правило, протекает в растворах электролитов, поэтому параллельно может протекать и электрохимическая коррозия.
Коррозия, в зависимости от природы металла, агрессивности среды и
других факторов, приводит к различным видам разрушений. По характеру
коррозионного разрушения различают общую, или сплошную, местную и
растрескивающую коррозию (рисунок).
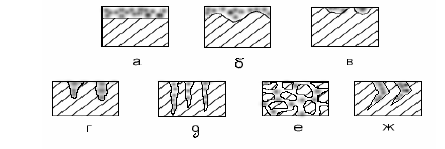
Характер коррозионных разрушений
Общая, или сплошная, коррозия охватывает всю поверхность металла,
находящуюся под воздействием агрессивной среды, и может быть равномер-
ной (а), например, коррозия углеродистой стали в растворах серной кислоты,
и неравномерной (б), например, коррозия этой же стали в присутствии хлор-
ионов.
Местная коррозия охватывает отдельные участки поверхности металла.
Она подразделяется на:
- коррозию пятнами (в), которая занимает относительно большие уча-
стки поверхности и распространяется неглубоко;
- коррозию язвами (г), которая поражает металл на большую глубину и
на ограниченной площади;
10- точечную, или питтинговую (д), которая поражает металл в отдель-
ных точках на большую глубину, в некоторых случаях насквозь;
- межкристаллитную коррозию (е) - коррозию по границам кристалли-
тов металла; распространяется на обширной поверхности металла и на
большую глубину. Этот вид коррозии опасен тем, что внешний вид металли-
ческого изделия не изменяется, но при этом металл теряет прочность и пла-
стичность, например, коррозия стали Х18Н10 после ее нагрева до 600°С.
Растрескивающая коррозия (ж) - это коррозия металла при одновремен-
ном воздействии на металл коррозионной среды и механических напряже-
ний, при этом скорость коррозии металла резко возрастает.
Неравномерная коррозия более опасна, чем равномерная, так как вызы-
вает в отдельных местах значительное уменьшение сечения.
Приведенная классификация условна, потому что реальные формы кор-
розионных разрушений могут находиться между характерными типами, по-
казанными на рисунке.
2 ЭЛЕКТРОХИМИЧЕСКАЯ КОРРОЗИЯ
2.l Возникновение электродного потенциала
Электрохимическая коррозия металлов представляет собой самопроиз-
вольное разрушение металла вследствие электрохимического взаимодейст-
вия его с электролитом. Это гетерогенная реакция, протекающая на поверх-
ности металла. Причиной электрохимической коррозии является термодина-
мическая неустойчивость металла в данных коррозионных условиях.
Для понимания механизма электрохимической коррозии необходимо
установить, какие процессы наблюдаются на границе металл - раствор. На
границе двух соприкасающихся фаз при определенных условиях может воз-
никнуть разность потенциалов или, как принято говорить, скачок потенциа-
ла, например электродный потенциал - на границе металл - раствор; кон-
тактный потенциал - на границе двух различных металлов; контактный по-
тенциал второго рода - на границе металл - газ; диффузионный потенциал -
на границе двух растворов, имеющих различную концентрацию растворен-
ного вещества, и др.
Скачок потенциала между двумя фазами определяется переходом заря-
женных частиц из одной фазы в другую или избирательной адсорбцией за-
ряженных или полярных частиц одной фазы на поверхности другой с обра-
зованием двойного электрического слоя.
Рассмотрим механизм возникновения электродного потенциала. Элек-
тродом называется металл, погруженный в раствор электролита. Что же про-
исходит на поверхности металла при погружении его в раствор собственных
ионов?
В металле и растворе имеются одинаковые ионы - ионы металла. В ме-
талле эти ионы находятся в узлах кристаллической решетки и удерживаются
в ней благодаря энергии связи ионов решетки. Чтобы вывести ион из кри-
сталлической решетки, необходимо затратить работу, равную энергии связи
ионов, которую также можно назвать работой выхода иона из металла.
В растворе ионы металла окружены полярными молекулами воды, т. е.
находятся в гидратированном состоянии. Чтобы вывести ион металла из рас-
твора необходимо совершить работу, равную энергии гидратации, т. е. энер-
гии связи иона металла с молекулами воды.
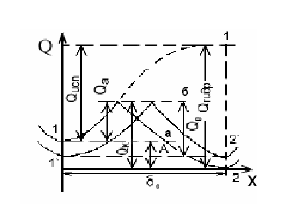
Рис. 2.1 Схема изменения энергии при испарении катиона металла в вакуум
и при переходе в раствор: а - момент погружения металла в
раствор его соли; б - момент установления равновесия
Установление электродного потенциала на металле зависит от соотно-
шения энергии кристаллической решетки и энергии гидратации ионов. На-
ходящиеся на поверхности металла катионы имеют запас потенциальной
энергии, отвечающей значению энергии в точке 1 (нижняя) на рис. 2.1. От-
рыв катиона от поверхности металла с переходом в вакуум требует значи-
тельной энергии (пунктирная кривая 1-1), соответствующей энергии испаре-
ния Qисп. Полярные молекулы воды (или другого растворителя), ориентиру-
ясь вокруг поверхностных катионов металла, облегчают переход катионов в
раствор с освобождением энергии гидратации, так как уровень энергии гид-
ратированного иона ниже, чем катиона в вакууме, на величину Qгидр. По-
тенциальная энергия катионов, находящихся в растворе, в пределах двойного
электрического слоя отвечает точке 2.
Для перехода в раствор поверхностный катион металла должен преодо-
леть лишь энергетический барьер Qа. Разность уровней потенциальных энер-
гий в точках 1 и 2, равная А, соответствует работе процесса перехода ионов
металла в раствор. Для перехода из раствора в металл гидратированный ка-
тион должен преодолеть энергетический барьер Qк.
При взаимодействии металла и раствора протекают два сопряженных процесса:
1. Переход ионов из металла в раствор с образованием гидратированных
ионов (анодный процесс):
Me + mН2O = Меn+ · mН2O + ne.
2. Переход ионов из раствора с выделением их на поверхности металла
в виде нейтральных атомов, входящих в состав кристаллической решетки металла (катодный процесс):
Меn+ · mН2O + ne = Ме + mН2O.
Независимо от энергетических соотношений в процессах, наступает
динамическое равновесие между металлом и раствором его соли.
2.2 Строение двойного электрического слоя
Как было показано ранее, на границе металл - раствор образуется двой-
ной электрический слой. Ионы, скопившиеся у поверхности металла при ус-
тановлении равновесия, не могут покинуть приэлектродный слой и удалить-
ся от него вглубь раствора. Этому препятствует электростатическое притя-
жение между ионами и избыточным зарядом на поверхности металла. Одна-
ко двойной электрический слой может образоваться и без перехода заряжен-
ных частиц из фазы в фазу. В этом случае образование двойного слоя воз-
можно за счет избирательной адсорбции ионов одной фазы на поверхности
другой, например специфическая адсорбция анионов хлора из водного раст-
вора соли на поверхности какого-либо инертного металла. Это приводит к
появлению в прикатодном слое избыточного отрицательного заряда и поло-
жительного заряда в близлежащем слое раствора.
Строение двойного слоя и изменение потенциала с увеличением рас-
стояния от поверхности металла для растворов, не содержащих поверхност-
но-активных веществ, показаны на рис.2.2,а; для растворов, содержащих по-
верхностно-активные анионы - на рис.2.2,б. Двойной электрический слой подразделяется нa плотную часть δδ0, толщина которой равна среднему радиусу ионов электролита, и диффузную часть, где концентрация ионов постепенно падает, достигая концентрации, свойственной данному раствору в целом.
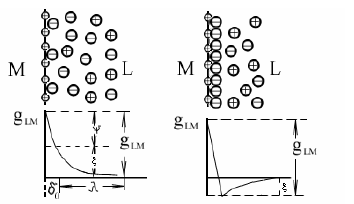
а б
Рис. 2.2 Строение двойного электрического слоя: а - при отсутствии в растворе поверхностно-активных веществ; б - при их наличии
В плотной части двойного слоя ионы удерживаются не только электростатическими силами, но и силами специфической адсорбции. Поэтому в растворах, содержащих поверхностно - активные ионы, их число в плотной части двойного слоя может быть не эквивалентным заряду поверхности металла, а превосходить его на некоторую величину, зависящую от свойств ионов и заряда металла.
Таким образом, следует различать две модели двойного электрического
слоя, одна из которых относится к растворам, не содержащим поверхностно-
активных веществ (рис.2.2,а), другая - к растворам, содержащим специфи-
чески адсорбирующиеся ионы (рис.2.2,б).
2.3 Термодинамика коррозионных электрохимических процессов
Основной причиной коррозии металлов является их термодинамическая
неустойчивость. Стремление металлов переходить из металлического со-
стояния в ионное (т. е. растворяться) для разных металлов неодинаково и
наиболее точно может быть охарактеризовано изменением свободной энер-
гии при протекании соответствующей реакции окисления в данной среде.
Известно, что при самопроизвольном процессе свободная энергия может
только убывать. Следовательно, если в данных условиях при переходе из ме-
таллического состояния в ионное наблюдается уменьшение свободной энер-
гии, то коррозионный процесс может протекать самопроизвольно. И наобо-
рот, увеличение свободной энергии в процессе ионизации металла свидетельствует о невозможности протекания данного процесса самопроизвольно (табл. 2.1).
Таблица 2.1
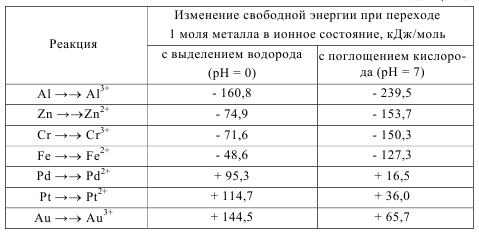
Как видно из табл. 2.1, палладий, платина, золото являются термодина-
мически устойчивыми металлами. Остальные металлы в большей или мень-
шей степени имеют тенденцию переходить в окисленное состояние.
Термодинамически устойчивые металлы в природе, как правило, нахо-
дятся в самородном состоянии. Это - благородные металлы. Все технически
важные металлы - неблагородные. В природе они встречаются в виде руд и
солей, т. е. в окисленном состоянии. Термодинамическая устойчивость ме-
таллов дает приближенную оценку коррозионной стойкости металлов.
При электрохимической коррозии изменение свободной энергии можно
выразить следующим образом:
ΔG = - EnF,
где ΔG - изменение свободной энергии, кДж/моль; Е - ЭДС гальванической
системы, В; п - степень окисления металла; F - число Фарадея. Электрохи-
мическая коррозия возможна, если ΔG < 0, т. е. изменение свободной энер-
гии имеет отрицательное значение, следовательно, если электродный потен-
циал металла имеет более отрицательное значение по сравнению с потенциа-
лом деполяризатора.
Для электрохимического растворения металла необходимо присутствие
в электролите окислителя - деполяризатора. Термодинамические данные определяют только возможность протекания коррозионного процесса, но не реальную скорость коррозии.
2.4 Коррозионные гальванические элементы и электродные реакции
Электрохимической коррозией называется самопроизвольное разрушение металла под действием электрического тока, возникающего вследствие
работы короткозамкнутых гальванических элементов на поверхности металла при ее электрохимической неоднородности.
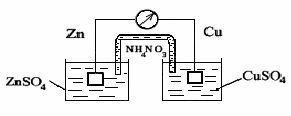
Рис. 2.3 Схема гальванического элемента
Рассмотрим работу обыкновенного гальванического элемента, состав-
ленного из цинкового и медного электродов, погруженных в растворы со-
лей их ионов с активностью 1г-ион/л (рис. 2.3):
Zn⎪ZnSO4⎪⎪CuSO4⎪Cu.
До замыкания электродов на цинке и меди устанавливаются равновес-
ные потенциалы:
Zn - 2е =↔ Zn2+, Е0 = - 0,76 В;
Сu - 2е =↔ Cu2+, Е0 = + 0,337 В;
При замыкании электродов за счет разности потенциалов в цепи потечет
ток. Цинк, как более активный металл, будет растворяться (Zn - 2е ↔→
Zn2+) и посылать электроны во внешнюю цепь. На меди будет происходить
процесс присоединения этих электронов катионами меди из раствора (Сu2+ +
2е →↔ Cu). Эффективность такого гальванического элемента определяется
разностью потенциалов электродов. Электрод (в данном случае цинковый),
имеющий более отрицательный потенциал, называется анодом. Анодный
процесс - это процесс окисления. Электрод (в данном случае медный),
имеющий более положительный потенциал, называется катодом. Катодный
процесс - это процесс восстановления.
Таким образом, причиной появления тока в гальваническом элементе
является разность потенциалов металлов.
На поверхности любого металла, находящегося в электролите, также
возникают короткозамкнутые гальванические элементы, для работы кото-
рых, очевидно, требуется разделение поверхности на катодные и анодные участки, характеризующиеся различными значениями потенциалов. В связи с этим принято говорить об электрохимической гетерогенности, т. е. неоднородности поверхности.
Причины возникновения электрохимической неоднородности могут быть различными:
- неоднородность металлической фазы - наличие макро- или микровключений, различная концентрация твердого раствора, неодинаковая степень обработки поверхности металла и т. д.;
- неоднородность защитных пленок на поверхности металла - наличие
несплошных окисных пленок, пористость защитных пленок, неравномерное
распределение на поверхности продуктов коррозии (соли и гидроксиды);
- неоднородность внутренних напряжений в металле;
- неоднородность жидкой фазы - различие в концентрациях собствен-
ных ионов металла в электролите, различных солей, ионов водорода, кисло-
рода и других окислителей;
- неоднородность физических условий - различие температур на участках поверхности металла, неравномерное распределение внешнего электрического поля, неодинаковая освещенность поверхности металла и др.
При работе коррозионного гальванического элемента одновременно протекают анодный и катодный процессы.
В табл. 2.2 приведены некоторые катодные реакции и их стандартные окислительно-восстановительные потенциалы.
Таблица 2.2
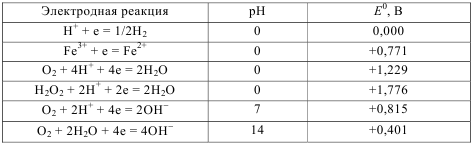
Наибольшее значение в большинстве случаев электрохимической кор-
розии металлов имеют следующие катодные реакции:
кислородная деполяризация О2 + 2Н2О + 4е = 4ОН−;
водородная деполяризация H+ + e = 1/2 H2.
В реальных условиях, вследствие гетерогенности поверхности металла,
короткозамкнутые двухэлектродные гальванические элементы встречаются крайне редко. Поверхность корродирующего металла представляет собой многоэлектродный, т. е. состоящий из нескольких, отличающихся друг от друга по потенциалам электродов, гальванический элемент. Если в двухэлектродном элементе распределение катодных и анодных участков вполне определенное, то в многоэлектродном элементе это распределение зависит от многих факторов. Электрод с наиболее отрицательным потенциалом будет анодом, а с наиболее положительным - катодом. Тип электродов с промежуточными потенциалами зависит от значения электродных потенциалов с крайними значениями, площади электродов, их поляризуемости и от сопротивления проводников, соединяющих электроды. Например, в трехэлектродном элементе
Zn|раствор|Fe⎪раствор|Сu
цинковый электрод является анодом, медный - катодом. Тип железного
электрода зависит от его положения. Если железный электрод находится
вблизи анода, то он является катодом, если ближе к катоду - анодом. Если
один электрод (например катод) имеет сравнительно большую поверхность
29по сравнению с другими электродами, т. е. в процессе работы он мало поляризуется, то остальные электроды, как правило, превращаются в электроды противоположного знака (аноды).
2.5 Механизм растворения металлов
Первопричиной растворения металлов является их термодинамическая неустойчивость. Самопроизвольный переход металлов в окисленное состоя-ние при взаимодействии с электролитами может протекать по химическому и электрохимическому механизму.
Растворение металла по химическому механизму происходит в одну
стадию на одном и том же участке поверхности металла независимо от по-
тенциала без участия свободных электронов, т.е. металл вступает с окисли-
телем в химическое взаимодействие, например, растворение железа, хрома и
его сплавов в 0,1Н серной кислоте:
Fe + 2H2O → Fe2+ + 2 OH- + H2↑
2Cr + 6H2O → 2Cr3+ +6OH- +3H2↑
или растворение алюминия в 50%-ной уксусной кислоте:
4Al + 3 O2 + 12H+ → 4Al3+ + 6H2O.
Растворение металла по электрохимическому механизму протекает с
участием свободных электронов. При этом процессы ионизации атомов ме-
талла и восстановление окислительного компонента коррозионной среды
протекают на разных участках поверхности металла. Скорости этих процес-
сов зависит от величин электродных потенциалов участков металла. Этот ме-
ханизм растворения имеет место в большинстве случаев коррозии металлов в
электролитах.
Разделение процесса растворения металла в электролите на два сопря-
женных процесса - анодный и катодный - облегчает его протекание в срав-
нении с химическим взаимодействием. По электрохимическому механизму
растворения металла окислитель является только деполяризатором, который
отнимает валентные электроны металла, но не вступает с ним в химическое
взаимодействие. Вторичные процессы образования продуктов коррозии мо-
гут иметь место, но они необязательны.
Термодинамические данные не позволяют оценить реальную скорость
электрохимической коррозии, которая определяется конкретными условиями
протекания процесса. Поэтому необходимо рассмотреть кинетику этого про-
цесса, состоящего из двух сопряженно протекающих реакций - анодной и
катодной. Обе реакции связаны тем, что количество электронов, освободив-
шихся при ионизации металла, должно быть одинаковым с количеством
электронов, взаимодействующих с деполяризатором.
Рассмотрим вначале механизм растворения чистых металлов. Реакцию
растворения металла в чистом виде можно записать:
Me →→ Men+ + ne.
При этом фактическое конечное состояние катиона в растворе может
быть самым разнообразным. Это могут быть гидратированные катионы, а
также возможно возникновение связей между катионами и анионами, при-
сутствующими в растворе. Стадия переноса заряда заключается в переходе
атомов металла, адсорбированных на самой металлической поверхности и
обладающих большей подвижностью по сравнению с атомами кристалличе-
ской решетки, в катионы в непосредственной близости от поверхности.
Поверхность реальных поликристаллических твердых металлов состоит
из поверхностей отдельных кристаллитов и пронизана узкими переходными
участками, где кристаллическая структура сильно нарушена границами зе-
рен. Кроме того, в металле всегда присутствуют примеси. Местами с относи-
тельно повышенной вероятностью перехода атомов металла из решетки на
поверхность могут служить дефекты поверхности металла, образующиеся в
результате механической обработки, и другие повреждения. Поэтому в це-
лом топография распределения активных участков поверхности твердого ме-
талла, подвергающихся растворению с наибольшей скоростью, сложна.
Обычно наиболее легкий переход осуществляется с тех мест, где имеются
дефекты структуры, "уступы", на которых ослаблена связь некоторых ато-
мов с соседними атомами по кристаллической решетке. Считается, что таких
активных мест 108-1012 на каждом сантиметре поверхности, что составляет от 10−7 до 10−3 от общего количества поверхностных атомов.
2.6 Пассивность металлов
В ряде случаев происходит резкое снижение скорости растворения металла. Скорость коррозии многих металлов резко уменьшается при введении в состав раствора сильных окислителей. Металл переходит в пассивное состояние.
Пассивность металла - это состояние относительно высокой коррозионной стойкости, вызванное торможением анодного процесса электрохимической коррозии.
Для ряда металлов становится возможным не растворение металла в виде катионов, а образование на поверхности защитных оксидных пленок. Металлы становятся пассивными. При возникновении пассивного состояния анодный процесс растворения металла тормозится образовавшейся оксидной пленкой. Образование оксидной пленки на поверхности металла резко увеличивает общее сопротивление цепи, вследствие чего уменьшается коррозионный ток. Явлениями пассивности объясняется малая скорость коррозии нержавеющих сталей, алюминия, титана и других металлов и сплавов в определенных условиях.
По степени уменьшения способности пассивироваться в нейтральных средах металлы могут быть расположены в следующий ряд:
Ti Al Cr Mo Ni Co Fe Mn Zn Cd Sn Pb Cu
Этот ряд характеризует не общую коррозионную устойчивость, а только степень повышения коррозионной стойкости, определяемой возникновением
пассивного состояния.
Существует гипотеза пленочно-адсорбционной природы пассивности нержавеющих сталей, согласно которой на поверхности нержавеющих сталей имеется тонкая и плотная защитная пленка. Но под пленкой и в порах находятся атомы или ионы кислорода или другие окислители, хемосорбированные металлами, поэтому поверхность приобретает потенциал, близкий к окислительно-восстановительному потенциалу коррозионой среды, а активные участки пленки (поры) становятся анодами. Кислород или комплексы окислителя внедряются в металл на анодных участках и служат переходным слоем от металла к защитной пленке, улучшая их сцепление и переводя металл в пассивное состояние.
Перевод металла в пассивное состояние можно осуществить с помощью окислителей. Переход металла в пассивное состояние под действием окислителя связан со значением потенциала, который металл приобретает в данной среде.
При изменении внешних условий пассивный металл может вновь перейти в активное состояние. Этот процесс называют активацией или депассивацией. Вещества или процессы, нарушающие пассивное состояние металлов или затрудняющие наступление пассивности, называют активаторами или
депассиваторами. Активаторами являются:
- восстановители (Na2SO3, Na2S2O3, Н2 и др.);
- восстановление поверхности металла постоянным электрическим током от внешнего источника тока;
- некоторые ионы (С1-, Br-, S2-, SO42- и др.);
- повышение температуры;
- механическое нарушение пассивной пленки.
2.7 ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ НА СКОРОСТЬ
ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ
Скорость и характер процесса электрохимической коррозии определяются внутренними, внешними, механическими и конструктивными факторами.
Внутренние факторы электрохимической коррозии связаны с природой металла, его структурой, составом, состоянием поверхности, напряжениями в металле и др.
Внешние факторы коррозии определяются условиями протекания коррозионного процесса, такими, как характер среды, скорость ее движения, температура раствора и др.
Механические факторы - это коррозионное растрескивание, коррозионная усталость, коррозионная кавитация. Конструктивные факторы определяются конструктивными особенностями химических машин и аппаратов.
Внутренние факторы коррозии
К внутренним факторам относятся следующие характеристики металла: термодинамическая устойчивость, положение в периодической системе Менделеева, структура и тип сплава, наличие примесей, внутренние напряжения и др.
Термодинамическую устойчивость металла можно приближенно оценивать по величине стандартных электродных потенциалов. Сдвиг потенциала в сторону более положительных значений можно рассматривать как повышение термодинамической устойчивости металла. Однако теоретическая возможность протекания данного коррозионного процесса говорит не о реальной скорости коррозии. В качестве примера рассмотрим следующий.
Стандартные значения потенциалов алюминия и железа соответственно равны - 1,67 В и - 0,44 В, т. е. с термодинамической точки зрения алюминий
более склонен к коррозии. Однако алюминий устойчив, а железо нестойко в
разбавленной серной кислоте, что связано с образованием пассивной пленки на алюминии. Положение металла в периодической системе однозначно не характеризует его коррозионную стойкость, тем не менее в отношении коррозионного поведения наблюдаются достаточно определенные закономерности.
Наиболее коррозионно-неустойчивые металлы находятся в главных подгруппах I и II групп. Это щелочные и щелочноземельные металлы. В по- бочных подгруппах I и II групп коррозионная стойкость растет по мере возрастания атомного номера (Cu - Ag - Au, Zn - Cd - Hg). В побочных подгруппах IV и VI групп и в VIII группе находятся легко пассивирующиеся металлы, причем с ростом атомного номера склонность к пассивации в первом приближении падает
(Ti - Zr - Hf, Cr - Mo - W).
Наиболее коррозионностойкие металлы находятся в восьмом ряду группы VIII (Os, Ir, Pt), а также Au в побочной подгруппе I группы.
Структура металла оказывает различное влияние на скорость коррозии. Так, укрупнение зерна не приводит к увеличению общей коррозии, но способствует развитию межкристаллитной.
Металлические сплавы по структуре можно разделить на две группы:
- гетерогенные (двухфазные, с включением избыточных фаз, компози-
ционные);
- гомогенные (твердые растворы, интерметаллиды, аморфные сплавы).
Структура сплава в значительной мере определяет характер протекания коррозионного процесса. Коррозионное разрушение сплава типа «механическая смесь» будет определяться как атомным (массовым) соотношением, так и взаимным расположением фаз, выполняющих роль катода и анода. Если фазы распределены равномерно и доля анодной составляющей невелика, то коррозия будет сплошной, равномерной. При неравномерном распределении анодной фазы коррозия будет локальной, очаги коррозии при этом будут распространяться вглубь.
При электрохимической коррозии гетерогенного двухфазного сплава наблюдается чаще всего структурно-избирательная коррозия, при которой происходит преимущественное растворение электрохимически более отрицательной фазы или менее пассивирующейся и накопление на поверхности более устойчивой в коррозионном отношении, фазы.
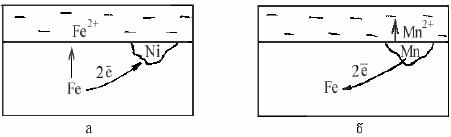
Рис. 2.4 Схемы коррозионных элементов
Рассмотрим два примера: в одном случае в железе находится примесь с более положительным электродным потенциалом (рис. 2.4,а), в другом - с более отрицательным электродным потенциалом (рис. 2.4,б).
В первом случае железо является более активным, и в коррозионном элементе будет играть роль анода, а никель с более положительным потенциалом будет катодом:
(−) Fe → Fe2+ + 2e;
(+) 2H2O + O2 + 4e →→ 4OH− (нейтр. среда).
Во втором случае железо с более положительным электродным потенциалом будет играть роль катода, а марганец с более отрицательным электродным потенциалом - анода:
(−) Mn →→ Mn2+ + 2e;
(+) 2H2O + O2 + 4e →→ 4OH− (нейтр. среда).
Таким образом, примеси с более положительным электродным потенциалом, чем потенциал основы, будут ускорять электрохимическую коррозию, а примеси с более отрицательным электродным потенциалом - замедлять.
В гомогенном сплаве типа «твердый раствор» атомы различных компонентов сплава не теряют полностью своей индивидуальности. Атомы металла, более коррозионностойкого в данных условиях, остаются таковыми и в сплаве, и активность атомов сплава по отношению к коррозионному раствору не выравнивается. Это объясняется тем, что при образовании сплава типа «твердый раствор» термодинамическая активность атомов сплава незначительно отличается от термодинамической активности атомов в чистом металле. Поверхность сплава типа «твердый раствор» не является гомогенной. В этом случае в начальной стадии коррозии наблюдается компонентно-избирательная коррозия. Поверхность постепенно обогащается более электроположительными включениями. Причем обогащение поверхности твердого раствора атомами более устойчивого в данных условиях компонента происходит независимо от того, вызвана ли эта устойчивость их термодинамической стабильностью или большей склонностью к переходу в пассивное состояние. Например, поверхность сплава цинк - никель (18 % никеля) в процессе хранения в коррозионной среде постепенно обогащается атомами никеля.
Также существует энергетическая неоднородность атомов в различных точках кристаллической решетки. Наибольшей энергией обладают атомы, находящиеся на углах грани и связанные только с тремя соседними атомами, которые и будут служить центром активного растворения атомов сплава.
Тщательность обработки поверхности, шлифовка, полировка повышают устойчивость против коррозии. Это объясняется образованием на гладкой
поверхности более совершенных, плотных пассивирующихся оксидных пленок. В условиях атмосферной коррозии большая устойчивость полированных поверхностей металла в значительной степени определяется тем, что на таких поверхностях менее вероятна конденсация влаги по сравнению с шероховатыми.
Внешние факторы коррозии
К внешним факторам электрохимической коррозии металлов относятся: состав коррозионной среды, ее кислотность, температура, скорость движения
жидкости, ингибиторы и стимуляторы коррозии и др.
Влияние кислотности среды на скорость коррозии металлов определяется или непосредственным участием ионов водорода в электродном процессе, или их способностью влиять на растворимость продуктов коррозии, или возможностью образовывать защитные оксидные пленки при изменении рН раствора.
Скорость электрохимической коррозии металлов в растворах солей зависит от природы соли и ее концентрации. Водные растворы гидролизующихся солей влияют на скорость коррозионного процесса увеличением рН раствора (например карбонат натрия) или уменьшением его (например хлорид аммония). Некоторые соли могут образовывать с первичным катодным или анодным продуктом коррозии металла пленку труднорастворимого соединения (например пленки фосфорнокислого железа на железе в растворах фосфорнокислой соли), что приводит к снижению скорости коррозии. Растворы солей, обладающих окислительными свойствами, повышают скорость электрохимической коррозии металлов, но если они пассивируют металл, то скорость коррозии значительно снижается. Анионы ряда солей разрушают пленку, что приводит к повышению скорости коррозии.
Если в растворе присутствуют хлориды или сульфаты, то скорость коррозии до некоторой концентрации соли в растворе возрастает, а затем постепенно уменьшается.
При введении в воду небольших количеств хлоридов наблюдается увеличение скорости коррозии, что объясняется активирующим действием ионов хлора на анодный процесс. Последующее снижение коррозии стали объясняется уменьшением растворимости кислорода с повышением концентрации соли в растворе.
Ионы, присутствующие в коррозионной среде, подразделяются на активаторы и ингибиторы (замедлители) коррозии.
Ионы-активаторы бывают анионного и катионного типов. Анионыактиваторы (Cl−, Br−, F−) разрушают пассивную пленку или препятствуют ее возникновению, а также облегчают ионизацию металла, связывая ионы металла в комплексы.
Катионы-активаторы - это ионы металлов, имеющих переменную валентность, например ионы двух- и трехвалентного железа. Эти ионы, имея высшую степень окисления, участвуют в катодном процессе, принимая электроны, а имея низшую степень окисления, могут взаимодействовать, например, с кислородом:
4Me(z-1)+ + O2+ 4H+ →→ 4Mez+ + 2H2O.
Растворимость ионов металлов в агрессивной среде значительная, поэтому они могут существенно ускорять катодный процесс.
Вещества, добавление которых в раствор в относительно небольших количествах приводит к значительному снижению скорости коррозии, называются ингибиторами или замедлителями коррозии. Замедлители коррозии нашли широкое применение в химической промышленности, в системах, работающих с малообновляемым объемом раствора (системы охлаждения, паровые котлы), при травлении окалины на металлах, при межоперационной защите металлических изделий и их консервации.
По механизму действия на электрохимические процессы ингибиторы делятся на анодные, катодные, экранирующие, т. е. изолирующие активную поверхность металла. По условиям применения их можно разделить на ингибиторы для растворов и летучие ингибиторы для защиты изделий от воздействия атмосферной коррозии. Механизм защитного действия большинства ингибиторов заключается в их адсорбции на корродирующей поверхности и последующем торможении катодных или анодных процессов.
К анодным замедлителям, в первую очередь, относятся замедлители окисляющего действия. При этом на аноде образуется пассивная пленка, способствующая снижению скорости коррозии. Примером анодных ингибиторов могут служить бихроматы, хроматы, нитраты, нитриты. Нитраты широко применяются в качестве ингибиторов в паровых котлах, нитриты - в машиностроении при межоперационной защите стальных деталей от коррозии.
Наряду с окислителями тормозить анодный процесс могут замедлители вторичного действия, образующие на поверхности металла пассивные пленки. Пленка образуется при взаимодействии ионов растворяющегося металла с замедлителем на корродирующей поверхности металла и тормозит, главным образом, анодный процесс. К подобным замедлителям можно отнести гидроксид и карбонат натрия.
При недостаточном содержании в растворе анодных ингибиторов они могут вызывать ускорение коррозии. В малых количествах анодные ингибиторы только частично пассивируют поверхность. Вследствие этого происходит увеличение скорости коррозии. Поэтому при использовании анодных ингибиторов необходимо определить сначала их минимальную защитную концентрацию.
Катодные замедлители уменьшают скорость коррозии благодаря снижению эффективности катодного процесса или уменьшению площади катодов.
По характеру действия они различны.Действие катодных замедлителей-поглотителей кислорода основано на уменьшении содержания кислорода в растворе и, следовательно, на снижении скорости катодного процесса.
Катодными замедлителями, повышающими перенапряжение катодного процесса, являются катионы солей некоторых тяжелых металлов: хлорид мышьяка, сульфат висмута и др. Катионы этих солей восстанавливаются на катоде в виде мышьяка или висмута, вследствие чего значительно повышается перенапряжение выделения водорода.
Скорость движения агрессивной среды в значительной степени определяет коррозионное поведение металлов. С увеличением скорости движения водопроводной воды, не содержащей значительных количеств солей, сначала
происходит повышение скорости коррозии железа и стали из-за увеличения
подвода кислорода к микрокатодам поверхности. Последующее снижение скорости коррозии при достаточно быстром течении воды объясняется тем, что обилие кислорода приводит к пассивации анодных участков (кислород выступает как замедлитель коррозии). Наконец, при очень больших скоростях движения воды снова наблюдается увеличение скорости коррозии металла вследствие эрозии, т. е. механического разрушения защитных пленок или даже структуры самого металла. При наличии в растворе значительного количества активных анионов пассивация может не наступить, т. е. происходит постоянное возрастание скорости коррозии металла с увеличением скорости движения коррозионной среды, например в морской воде.
С повышением температуры скорость электрохимической коррозии, как правило, возрастает. Однако зависимость скорости коррозии от температуры довольно сложная, так как при этом приходится учитывать уменьшение растворимости кислорода с повышением температуры, изменение структуры образующихся продуктов коррозии, возникновение термогальванических микрокоррозионных элементов, влияние температуры на изменения значений потенциалов для различных металлов.
Так как многие химические процессы протекают при повышенных давлениях, то важно установить влияние давления на скорость коррозии.
Влияние конструктивных особенностей аппаратов
на коррозионный процесс
Конструкция аппаратов оказывает существенное влияние на коррозионный процесс. Застойные зоны, концентрации механических и термических напряжений, контакт разнородных металлов и другие особенности аппаратов способствуют электрохимической коррозии. В связи с этим при конструиро-
вании необходимо учитывать следующие моменты:
- Контакт разнородных металлов. Чем больше различие в величине
электродных потенциалов контактируемых металлов, тем выше коррозион-
ный ток. Необходимо подбирать металлы, имеющие незначительную разни-
цу в величине электродных потенциалов, или изолировать места их сопри-
косновения.
- Чистота обработки поверхности металлов. Полированная поверхность меньше корродирует, чем грубо обработанная. При наличии участков поверхности, имеющих различную обработку, могут возникнуть коротко-
замкнутые гальванические элементы.
- Распределение температуры. Большая разница температур на различных участках аппарата (например теплообменника) приводит к образованию термогальванических элементов, увеличивающих электрохимическую гетерогенность корродирующей поверхности. Следствием этого является повышение скорости коррозии. Для выравнивания температуры необходимо интенсивно перемешивать растворы.
- Распределение механических напряжений. При наличии в металле остаточных внутренних напряжений или приложенных извне механических нагрузок могут образовываться гальванические элементы на поверхности металла. При этом на участках, подверженных действию наибольших напряжений, появляются коррозионные микротрещины (растрескивание). Особенно большие напряжения возникают в местах сварки. Для уменьшения напряжений необходимо производить отжиг деталей или узлов аппаратов.
- Наличие щелей, зазоров и застойных зон. Очень опасными в коррозионном отношении являются щели и зазоры, в которых может накапливаться влага или коррозионный раствор, что приводит к сильной местной коррозии вследствие неравномерной аэрации (доступа кислорода) участков поверхности. В застойных зонах значения рН раствора могут быть совершенно иными, чем в объеме раствора; в них накапливаются продукты коррозии металла, что приводит к увеличению коррозии.
Влияние механических факторов на коррозионный процесс
Металлические конструкции в процессе эксплуатации часто подвергаются разрушению при одновременном воздействии коррозионной среды и механических напряжений. По своему происхождению механические напряжения могут быть внутренними, возникающими в результате деформации или термообработки металла, или внешними, вызванными приложенными извне нагрузками (постоянными пли переменными). Кроме того, металл может подвергаться истирающему или кавитационному воздействию.
Скорость коррозии металлических изделий в агрессивных средах при одновременном механическом воздействии на конструкцию значительно выше, чем при отсутствии этого воздействия. В зависимости от характера механического воздействия различают следующие типы коррозии:
- коррозионное растрескивание - местное разрушение металла при одновременном воздействии на металл растягивающих напряжений и коррозионной среды;
- коррозионная усталость - разрушение при одновременном воздействии на металл агрессивной среды и знакопеременных напряжений;
- коррозия при трении - разрушение металла в результате механического истирающего воздействия на металл другого металла при наличии коррозионной среды или непосредственного воздействия самой жидкой или газообразной коррозионной среды на металл;
- коррозионная кавитация - механическое ударное воздействие самой агрессивной коррозионной среды.
Коррозионное растрескивание металлов
При наложении механических напряжений происходит понижение тер- модинамической устойчивости металла. На скорость коррозии металлов и сплавов в напряженном состоянии оказывают влияние величина механических напряжений, характер катодного процесса, природа анионов. В кислых средах при приложении растягивающих напряжений скорость коррозии сталей увеличивается. На степень увеличения скорости коррозии с водородной деполяризацией оказывает влияние природа аниона. Например, в серной кислоте с добавкой хлорида натрия при приложении растягивающих напряжений скорость коррозии стали увеличивается в большей степени, чем в растворе чистой серной кислоты.
Наблюдаемую закономерность связывают с торможением адсорбции поверхностно-активных анионов на поверхности стали при приложении растягивающих напряжений в упругой области. При введении в раствор серной кислоты анионов хлора скорость коррозии ненапряженной стали, за счет адсорбции анионов Cl−, понижается. При применении растягивающих напряжений изгибом в упругой области адсорбция анионов Cl- тормозится, в результате чего общая скорость коррозии увеличивается.
Постоянные растрескивающие напряжения (внешние или внутренние) увеличивают скорость общей коррозии металла примерно пропорционально их величине. При этом происходит, главным образом, местная коррозия или коррозионное растрескивание. Коррозионному растрескиванию подвержены многие металлы: щелочная хрупкость металла паровых котлов, растрескивание некоторых коррозионностойких, например, хромоникелевых, сталей.
Коррозионно-механические трещины постепенно зарождаются на металлической поверхности под влиянием локализации анодного процесса и растягивающих напряжений на отдельных ее участках (например царапины,
риски от обработки, дефекты защитной пленки и др.). Развитие коррозионных трещин происходит в результате действия трех факторов:
- электрохимического - из-за неоднородности структуры поверхности металла (дефекты защитных пленок являются активными анодами);
- механического - неравномерность напряжений приводит к электрохимической неоднородности;
- адсорбционного - образование трещин в поверхностном слое металла облегчается под расклинивающим воздействием адсорбирующихся из раствора поверхностно-активных веществ.
При коррозионном растрескивании металла можно выделить три основных периода в разрушении металла.
Инкубационный период - это процесс постепенного образования на поверхности металла микрокоррозионных трещин под воздействием коррозионной среды и локализации растягивающих напряжений. Наиболее благоприятными условиями для зарождения микротрещин являются такие, прикоторых и растягивающие напряжения, и коррозионный процесс локализуются на отдельных участках поверхности металла. В сильно агрессивных средах, вызывающих равномерную общую коррозию, вероятность коррозионного растрескивания гораздо меньше, чем в средах, которые вызывают местное разрушение металла (азотнокислые соли и щелочи для углеродистых сталей).
Развитие коррозионной трещины происходит при совместном действии коррозионной среды и растягивающих напряжений в металле. Рост трещины можно рассматривать как непрерывный электрохимический процесс, в значительной степени ускоряемый наложенными напряжениями растяжения.
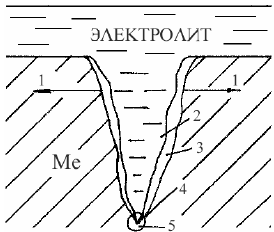
Рис. 2.5 Схема коррозионной трещины: 1 - направления растягивающих напряжений;
2 - трещина, заполненная электролитом; 3 - оксидная пленка
(катод коррозионной пары); 4 - непрерывно обновляемое острие трещины
(анод коррозионной пары); 5 - максимально напряженная зона металла
На боковой поверхности трещины образуется оксидная пленка продуктов коррозии. Острая часть трещины, развивающаяся под воздействием концентрирующихся на этом участке напряжений растяжения, постоянно обновляется, поэтому не защищена оксидными пленками. Возникает коррозионная пара, катодом которой служит вся боковая поверхность трещины, а анодом - острие трещины.
Коррозионная пара очень эффективна, так как и катод, и анод практически полностью неполяризуемы. Незначительная поляризуемость катода объясняется тем, что площадь его велика по сравнению с анодом. Отсутствие
поляризуемости анода, несмотря на его очень малую площадь, вызвано постоянным появлением новых активных участков на поверхности металла. В таких условиях могут возникать высокие линейные скорости роста трещины от 1 до 10 мм/ч.
Конечное разрушение металла наступает, когда, вследствие все большей локализации напряжений, одна из трещин начинает ускорять свой рост во времени, а рост других трещин замедляется. Конечное разрушение металла происходит при преимущественном влиянии механического фактора. На коррозионное растрескивание также оказывает влияние адсорбция, уменьшающая поверхностную энергию металла в вершинах трещин, что
создает дополнительные условия для разрыва растягивающими напряжениями.
Коррозионная усталость металлов
Переменные напряжения (растягивающие), в том числе и знакопеременные, как известно, вызывают явление усталости металлов. Если переменные напряжения превышают величину предела усталости металла, то через некоторое число циклов переменных нагружений развиваются трещины усталости, и деталь разрушается. Ниже предела усталости металл не разрушается даже при очень большом числе циклов.
Многие детали машин подвергаются одновременному воздействию переменных напряжений и коррозионной среды, что сильно снижает коррозионную стойкость металла. Разрушение металла под действием коррозионноактивной среды и знакопеременных напряжений называется коррозионной усталостью металла. При коррозионной усталости наблюдается снижение предела усталости по сравнению с пределом усталости в отсутствие коррозионной среды. Механизм разрушения металла в условиях возникновения коррозионной усталости остается в основном тот же, что и при коррозионном растрескивании, но, естественно, должен относиться к периодам действия растягивающих напряжений.
Коррозионно-усталостная прочность металлов и сплавов существенно зависит от их состава. Данные в таблице приведены для числа циклов 5·107.
От коррозионной усталости сильно страдают валы гребных пароходных винтов, оси и штоки насосов, лопатки турбин, рессоры и т. д. Переменные напряжения не вызывают усиления общей коррозии, но приводят к появлению сетки микротрещин, переходящих в крупную трещину коррозионной усталости, что ускоряет разрушение деталей.
Таблица 2.3
Коррозия металлов при трении
Коррозией при трении называют механическое истирающее воздействие на металл другого твердого тела при наличии коррозионной среды или непосредственное воздействие на металл самой жидкой или газовой коррозионной среды. Коррозия при трении представляет собой два сопряженных процесса: электрохимическое или химическое взаимодействие металла с агрессивной средой и механический процесс износа поверхности защитных пленок и самого металла.
Стойкость металлов к коррозии при трении в значительной степени зависит от их коррозионной стойкости. В жидкости износ стали меньше, чем на воздухе. Это обусловлено тем, что жидкость является смазкой.
Коррозия металлов при кавитационном воздействии
Коррозионной кавитацией называют разрушение металла в результате механического переменного воздействия агрессивной среды на металл. При определенных гидродинамических условиях нарушается сплошность движущегося потока жидкости и образуются вакуумные пузыри. Затем пузыри сокращаются и исчезают. Такое явление в жидкости называется кавитацией. При быстром заполнении жидкостью образовавшихся пузырей поверхность металла подвергается гидравлическим ударам, которые создают пульсирующие напряжения и разрушают металл. Этот вид коррозии приводит к образованию местных глубоких язв на перемешивающих устройствах в химических аппаратах и т.д.
3. КОРРОЗИЯ МЕТАЛЛОВ В РАЗЛИЧНЫХ УСЛОВИЯХ
В зависимости от условий, в которых эксплуатируются изделия, элек-
трохимическая коррозия подразделяется на атмосферную, подземную, мор-
скую и коррозию в расплавленных солях.
3.1 Атмосферная коррозия
Атмосферной коррозией называют разрушение металлов и сплавов во влажном воздухе при обычной температуре. Это самый распространенный вид коррозии. Примерно 80% металлических конструкций эксплуатируется в атмосферных условиях. Атмосферная коррозия металлов носит, в основном, электрохимический характер и протекает в тонких слоях влаги, сконденсировавшейся на поверхности металла.
Основными факторами, определяющими скорость коррозии в атмосфере, являются степень увлажненности поверхности корродирующих металлов, наличие загрязнений и температура. Эти факторы изменяются в широких пределах, например, в морской атмосфере очень много солей, особенно хлорида натрия, в атмосфере промышленных районов много оксидов серы, углерода, азота и др.
По степени увлажненности поверхности металла различают следующие типы атмосферной коррозии: сухая, влажная и мокрая.
Сухая атмосферная коррозия - это коррозия при полном отсутствии пленки влаги на поверхности металла. Механизм сухой коррозии металлов представляет собой чисто химический процесс взаимодействия агрессивных газов с окисленной поверхностью. В сухом воздухе на поверхности металла образуются оксидные пленки, которые снижают дальнейшее окисление металла. Если в воздухе имеются другие газы, например сернистые соединения, защитные свойства пленки могут снизиться и скорость коррозии в связи с этим возрастет.
Влажная атмосферная коррозия протекает при наличии на поверхности металла тончайшей невидимой пленки влаги, которая образуется в результате конденсации при относительной влажности воздуха ниже 100%. Конденсация влаги в такой атмосфере может быть различной:
- Капиллярная. Капилляры, щели, зазоры способствуют конденсации влаги, так как в них имеется небольшая вогнутость мениска жидкости, следовательно, давление насыщенных паров наименьшее. С уменьшением радиуса кривизны вогнутого мениска снижается давление насыщенных водяных паров над ним. Таким образом, наличие капилляров со смачивающимися стенками приводит к конденсации водяного пара, ненасыщенного по отношению к плоскому мениску жидкости.
- Адсорбционная. Конденсация протекает за счет адсорбции влаги на поверхности металла.
- Химическая. Конденсация влаги происходит вследствие химического взаимодействия продуктов коррозии или соли, находящихся на поверхности металла, с водой и сопровождается образованием гидратированных соединений. Наличие пленки раствора соли способствует конденсации влаги, так как давление пара над раствором ниже, чем над чистым растворителем. Гигроскопичность соли также ускоряет конденсацию влаги.
Механизм коррозии металлов во влажной атмосфере преимущественно электрохимический. На работу коррозионного микрогальванического элемента оказывает существенное влияние сопротивление пленки влаги на поверхности металла.
Мокрая атмосферная коррозия - коррозия металлов при наличии на их поверхности видимой пленки влаги, протекающая при относительной влажности около 100%. Такая атмосферная коррозия наблюдается при капельной конденсации влаги на поверхности металла, а также при непосредственном попадании влаги на металл (дождь, обливание конструкций водой и т. д.).
Мокрая атмосферная коррозия близка к электрохимической коррозии при полном погружении металла в электролит. На скорость атмосферной коррозии оказывает существенное влияние степень увлажненности поверхности, т. е. толщина слоя влаги. С увеличением толщины влажной пленки на поверхности металла скорость коррозии вначале резко повышается за счет увеличения электропроводности электролита, а затем незначительно снижается вследствие уменьшения скорости диффузии кислорода к поверхности металла.
Влажность воздуха является одним из главных факторов, способствующих образованию на поверхности металла пленки влаги. Влажность воздуха, при которой появляется сплошная пленка влаги на поверхности металла в результате конденсации воды, называют критической влажностью. Величина критической влажности воздуха значительно изменяется в зависимости от
состояния поверхности металла и состава атмосферы. Критическая влажность промышленной атмосферы составляет в среднем 60% (относительная влажность). При относительной влажности атмосферы выше критической скорость атмосферной коррозии резко увеличивается.
На скорость атмосферной коррозии металлов оказывает влияние также состав пленки влаги, температура, контакт с другими металлами.
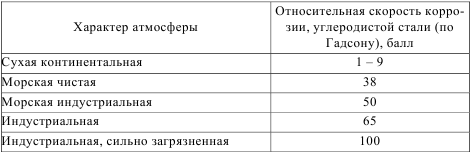
Примеси в воздухе очень сильно влияют на скорость атмосферной коррозии. Состав пленки влаги на поверхности металла и степень ее агрессивности зависят от загрязненности воздуха и характера этих загрязнений. Промышленные газы (SO2, SO3, СO2, H2S, NН3, Cl2, HCl), попадая в пленку влаги на поверхности металла, увеличивают ее электропроводность, гигроскопичность продуктов коррозии, действуют как депассиваторы (например SO2, НС1). Твердые частицы (например частицы угля), попадающие на поверхность металла, способствуют адсорбции различных газов, конденсации влаги. Наиболее агрессивными являются сильно загрязненные индустриальные атмосферы, наименее активными - чистые и сухие континентальные атмосферы (табл. 3.1). Таблица 3.1
На скорость атмосферной коррозии металлов оказывают влияние резкие температурные колебания. Повышение коррозионной агрессивности при переходе от отрицательных к положительным температурам объясняется повышением скорости электрохимических процессов в связи с переходом пленки влаги на поверхности металла из твердого агрегатного состояния в жидкое. При снижении температуры вечером и ночью относительная влажность воздуха резко увеличивается, что приводит к выпадению росы на поверхности металлов и увеличению электрохимической коррозии.
На скорость атмосферной коррозии значительно влияет контакт двух металлов, обладающих различными значениями электродных потенциалов. При решении вопроса о допустимости контакта между металлами или сплавами следует руководствоваться следующими данными. Все металлы и сплавы разделены на пять основных групп: 1 - магний; 2 - цинк, алюминий, кадмий; 3 - железо, углеродистая сталь, свинец, олово; 4 - никель, хром, хромистая сталь, хромоникелевые стали; 5 - медно-никелевые сплавы, медь, серебро. Контакт металлов, входящих в одну группу, считается допустимым, но металлы каждой последующей группы усиливают коррозию металлов предыдущей группы.
Для защиты металлов от атмосферной коррозии широко используются следующие методы.
- Легирование металлов. Для атмосферных условий эксплуатации наи- более эффективным можно считать легирование, приводящее к получению
металлических сплавов с более совершенным защитным слоем продуктов коррозии, или сплавов с пониженной анодной активностью. Например, легирование стали легко пассивирующимися металлами (хром, никель, алюминий, титан) или катодными добавками (медь), облегчающими пассивирование стали в условиях атмосферной коррозии, снижает скорость коррозии.
- Снижение относительной влажности воздуха. Уменьшение слоя электролита на поверхности металла путем снижения влажности воздуха консервацией приборов в герметичные чехлы с осушителем (силикагелем) приводит к замедлению работы коррозионных элементов.
- Использование ингибиторов.
- Применение защитных покрытий. Для защиты от атмосферной коррозии широко применяют защитные неметаллические (лакокрасочные), металлические, оксидные, фосфатные и другие покрытия.
3.2 Подземная коррозия
Подземная коррозия металлических конструкций протекает в почвенных или грунтовых условиях и имеет обычно электрохимический механизм. Подземной коррозии подвержены, главным образом, металлические трубопроводы, подземные резервуары, силовые электрические кабели и др. Особенно сильное разрушение наблюдается в условиях совместного воздействия грунта и блуждающих токов.
Различают следующие виды почвенной коррозии:
− Подземная коррозия - коррозия в почве, вызываемая коррозионными элементами, возникающими на металле в местах соприкосновения его с коррозионной средой вследствие неоднородности металла сооружения, неодинакового состава почвы, различия температур, влажности и воздухопроводности почвы на различных участках сооружения.
− Подземная биокоррозия - это коррозия, вызываемая жизнедеятельностью микроорганизмов, воздействующих на металл, обычно процесс завершается электрохимической коррозией.
− Электрокоррозия - коррозия металлических подземных сооружений под действием токов утечки с рельсов электрифицированных железных дорог и других промышленных установок. Она подразделяется на коррозию блуждающими токами и коррозию внешним током.
В почве содержатся влага и различные химические реагенты, поэтому она обладает ионной проводимостью и в большинстве случаев, за исключением очень сухих грунтов, механизм подземной коррозии - электрохимический. Рассмотрим пример работы коррозионного элемента в почве (рис. 3.1).
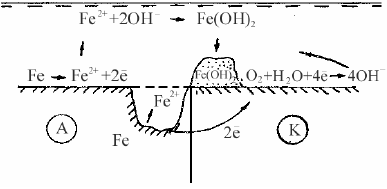
Рис. 3.1 Работа коррозионного микроэлемента
На аноде протекает реакция окисления железа с образованием гидрати-
рованных ионов.
На катоде протекает реакция ионизации кислорода.
В электролите почвы ионы Fe2+ и OH− взаимодействуют друг с другом, образуя нерастворимый осадок гидроксида железа, который затем может перейти в оксид железа:
Fe2+ + 2OH− → Fe(OH)2,
2Fe(OH)2 → Fe2O3 + H2O.
Анодные и катодные процессы, в большинстве случаев, протекают на различных участках, т.е. поверхность корродирующего металла состоит из некоторого числа коррозионных микроэлементов и общая скорость коррозии зависит от числа таких элементов и интенсивности их работы. Такой механизм коррозии называют гетерогенно-электрохимическим.
В зависимости от условий возможны следующие виды контроля подземной коррозии металлов: преимущественно катодный контроль - во влажных грунтах; преимущественно анодный контроль - в рыхлых и сухих грунтах; смешанный катодно-омический контроль - при грунтовой коррозии металлических конструкций, вследствие работы протяженных макропар (трубопроводы).
В большинстве случаев коррозия подземных сооружений протекает с преимущественным катодным контролем, обусловленным торможением доставки кислорода к поверхности металла.
Критериями опасности коррозии подземных металлических сооружений, согласно ГОСТ 9.602 - 89, являются:
- коррозионная агрессивность среды по отношению к металлу конструкции;
- опасные действия постоянного и переменного блуждающих токов. Скорость коррозии металла в почве зависит от коррозионной активности почвы, то есть от некоторых ее свойств: структуры, пористости, влажности, минерализации грунтовых вод, кислотности, воздухопроводности, удельного электрического сопротивления и температуры среды.
- Влажность почвы. Наличие влаги делает грунт электролитом и вызывает электрохимическую коррозию металлов.
Увеличение влажности грунта ускоряет протекание анодного процесса, снижает сопротивление электролита и затрудняет протекание катодного процесса при значительном содержании воды в почве. Максимальная скорость подземной коррозии наблюдается в почвах, содержащих 15-25% влаги.
- Воздухопроводность грунтов. Пористые грунты могут сохранять влагу в течение длительного времени и создавать благоприятные условия для аэрации (диффузии кислорода). Повышение воздухопроводности грунтов ускоряет коррозионный процесс вследствие облегчения протекания катодного процесса.
- Электропроводность грунтов. Наличие в почве водорастворимых солей способствует увеличению ее электропроводности. Наиболее сильно
влияют на коррозионный процесс ионы Cl−, NO3−, SO42−, НСО3−, Са2+, Mg2+
Na2+ и др. Увеличение засоленности грунта, кроме того, облегчает протекание анодного (депассивация анодных участков поверхности) и катодного процессов.
- Кислотность грунта. Она колеблется в широких пределах (рН 3-9). Очень кислые грунты ускоряют коррозию металлов в результате повышения растворимости вторичных продуктов коррозии и возможной дополнительной водородной деполяризации. По величине рН различают кислые (рН 3-5), нейтральные (рН 6-8) и щелочные (рН 9-10) почвы.
- Наличие микроорганизмов. Микроорганизмы, находящиеся в грунтах, могут вызывать значительное местное ускорение коррозии металлов. Наибольшую опасность представляют анаэробные сульфатредуцирующие бактерии, которые развиваются в илистых, глинистых и болотистых грунтах.
- Температура грунта. Температура грунта влияет на кинетику электродных процессов и диффузию, определяющие скорость коррозии. Обычно с увеличением температуры наблюдается экспоненциальное возрастание скорости подземной коррозии металла. Различие температур на отдельных участках протяженных подземных сооружений может привести к возникновению термогальванических коррозионных элементов, усиливающих коррозию.
Удельное электрическое сопротивление почвы является функцией всех рассмотренных свойств почвы и представляет один из наиболее характерных показателей коррозионной активности почв по отношению к стали. В определенных границах существует прямая зависимость: чем меньше удельное электрическое сопротивление, тем больше скорость коррозии. Эта зависимость позволяет приближенно оценить коррозионную активность почв.
Согласно ГОСТ 9.602 - 89, коррозионную активность почв по отношению к стали оценивают:
- по удельному электросопротивлению почвы;
- по средней катодной плотности тока при смещении потенциала катода
на 100 мВ отрицательнее потенциала коррозии стали.
Для борьбы с подземной коррозией сооружений широко используют следующие способы:
- Защитные изолирующие покрытия. Это основной метод защиты. Например, на трубопроводы наносят битумное покрытие. Применяют также покрытия на основе липких поливинилхлоридных и полиэтиленовых лент.
- Катодная защита от внешнего источника постоянного тока или протекторная защита.
- Искусственные среды. Для защиты от коррозии трубопроводов обрабатывают грунт, окружающий металл, различными веществами для снижения или нейтрализации его агрессивных свойств (например обработка кислого грунта известью). Иногда для создания однородного грунта по всей длине трубопровод засыпают песчаным грунтом. Однако этот метод очень трудоемкий и дорогой.
Коррозия металлов блуждающим током
Коррозия металлов блуждающими токами является частным, но имеющим большое практическое значение, случаем влияния электрического поля в электролите на процесс электрохимической коррозии металлов.
Электрический ток в почве, ответвляющийся от своего основного пути, называют блуждающим. Источником блуждающего тока могут быть электрические железные дороги, электролизеры, сварочные аппараты, катодные установки, линии электропередач и др.
Например при протекании тягового тока по рельсам вдоль них происходит падение напряжения и рельсы получают некоторый положительный потенциал относительно земли, а несовершенная изоляция рельсов от земли вызывает утечку тока в окружающий грунт. И чем больше продольное сопротивление и меньше переходное электросопротивление, тем больше суммарный ток утечки в землю. Вблизи подстанций и пунктов присоединения кабелей токоотводов к рельсам существуют участки постоянной отрицательной полярности рельсов, а на значительном удалении от них - постоянной положительной полярности. Протекающие в земле блуждающие токи, встречая на своем пути металлические сооружения, проникают в них и текут по ним на некотором протяжении, создавая анодные и катодные зоны.
Переменный блуждающий ток также коррозионноопасен, но в меньшей сте-
пени, чем постоянный.
Интенсивность процесса коррозии металла в поле блуждающих токов, как правило, намного больше, чем интенсивность почвенной коррозии. Эти два процесса накладываются друг на друга. При этом совпадение анодных зон коррозионных элементов и блуждающих токов приводит к усилению коррозии.
Нанесение защитного покрытия (лакокрасочного, битумного, полиэтиленового и др.) резко повышает сопротивление. Сопротивление изоляции подземного сооружения - наиболее существенный фактор ограничения блуждающих токов, воздействующих на сооружение. По сравнению с плохо изолированным сооружением в хорошо изолированном ток коррозии уменьшается в сотни раз.
Почва является параллельным проводником, например рельсов, и, в зависимости от величины электросопротивления рельсов и грунта, ток иногда весьма значительной величины (до сотен ампер) проходит по земле. Блуждающие токи имеют радиус действия до десятков километров в сторону от токонесущих конструкций.
3.3 Морская коррозия
Коррозии в морской воде подвержены металлические части морских судов, механизмы и трубопроводы, металлические сооружения морских портов и т. д. Морская вода является хорошо аэрированным, нейтральным электролитом с высокой электропроводностью, обусловленной наличием в ней солей с большим содержанием хлоридов, оказывающих депассивирующее действие.
Механизм морской коррозии металлов электрохимический. На скорость морской коррозии оказывают влияние состав морской воды, ее температура и скорость движения, дополнительный механический фактор (аэрирование, кавитация), контакт разнородных металлов, биологический фактор (обрастание подводной части металлических сооружений морскими растительными и животными организмами). Общая концентрация солей в морской воде достигает 4%, что влияет на ее электропроводность. Йод и бром играют роль дополнительных катодных деполяризаторов и ускоряют коррозию. Хлорион является сильным депассиватором, т. е. ускоряет анодный процесс коррозии металлов. Сероводород подкисляет морскую воду и связывает ионы металлов в труднорастворимые сульфиды, облегчая протекание анодного и катодного электродных процессов электрохимической коррозии. При прохождении электрического тока через подводную часть судов и морских сооружений возникает их электрокоррозия.
Большое влияние на скорость коррозии в морской воде оказывает глубина погружения. Скорость коррозии металлов резко уменьшается с глубиной погружения, что связано с уменьшением содержания кислорода в воде.
На глубине 1000 м наблюдается минимум скорости коррозии, что соответствует достижению минимального содержания кислорода в морской воде.
Наиболее распространенным методом защиты металлов от коррозии в морской воде является нанесение лакокрасочных покрытий. Используют также цинковые и кадмиевые покрытия как самостоятельные или как подслой под лакокрасочные. Широкое применение находит электрохимическая защита морских судов и сооружений, а также применение некоторых коррозионно-стойких сплавов (например сплав меди с никелем).
3.4 Коррозия в расплавленных солях
Расплавленные соли широко используются в промышленности при производстве электролитическим способом ряда металлов (алюминий, литий, натрий, магний и др.) в качестве нагревающих сред при термической обработке, как теплоносители в теплоэнергетике. Металлы, соприкасаясь с расплавленными солями, взаимодействуют с ними и подвергаются коррозионному разрушению.
При погружении металлов в расплавленные соли, являющиеся электролитами, в результате взаимодействия между ними возникает разность электрических потенциалов (электродные потенциалы в расплавленных солях).
Значения этих потенциалов зависят от природы анионов расплава и существенно отличаются от электродных потенциалов в водных растворах по величине и расположению в электрохимическом ряду напряжений. Для некоторых металлов (серебро, цинк, свинец и др.) установлено, что в расплавах своих солей они ведут себя обратимо.
Коррозия металлов в расплавленных солях является электрохимической и состоит из двух сопряженных электродных процессов:
- анодного (окисление металла);
- катодного (ассимиляция электронов деполяризатором).
При высоких температурах в расплавленных солях углеродистые стали, помимо их коррозионного растворения, подвергаются обезуглероживанию кислородом воздуха, влаги. Обычно чем агрессивнее расплав в коррозионном отношении, тем сильнее в нем идет обезуглероживание сталей.
На скорость коррозии в расплавленных солях оказывают влияние вид соли, кислород и различные добавки.
Пропускание через расплав соли кислорода, воздуха или водяного пара приводит к увеличению скорости коррозии, так как облегчается катодный процесс. Коррозию сталей в расплавах солей снижает добавка таких веществ, как графит, активированный уголь, бура и другие восстановители, понижающие окислительную способность расплавов.
Для защиты металлов от коррозии в расплавленных солях используются следующие методы: применение менее агрессивных расплавов; снижение содержания в расплавах вредных примесей; максимальное снижение скоростей конвективных потоков; электрохимическая катодная защита.
3.5 Биохимическая коррозия
Биохимическая коррозия вызывается в основном бактериями, находящимися в почве, водоемах, грунтовых водах. Биохимическая коррозия носит сезонный характер и наиболее интенсивна в весенний период, когда создаются наилучшие условия для развития и существования бактерий.
Бактерии, вызывающие коррозию, подразделяются на аэробные и анаэробные. Аэробные бактерии существуют и развиваются только при условии наличия кислорода, анаэробные бактерии развиваются при отсутствии кислорода.
Аэробные бактерии, способствующие коррозии, подразделяются на бактерии - окислители серы и железо-бактерии, осаждающие железо. Первые лучше всего развиваются в кислой среде (рН 0-6). Сущность их действия состоит в том, что они могут окислять серу до серной кислоты, местная концентрация которой может доходить до 10 %.
Железобактерии хорошо развиваются в интервале рН 4-10. Они поглощают железо в ионном состоянии и выделяют его в виде нерастворимых соединений. Эти соединения неравномерно распределены по поверхности металла и имеют отличный от основного металла электродный потенциал. Возникающая электрохимическая гетерогенность поверхности усиливает коррозию.
Анаэробные бактерии в основном бывают сульфат-восстанавливающими. Они развиваются при рН 5-9. В результате жизнедеятельности бактерии восстанавливают сульфат-ионы в сульфид-ионы. Эти бактерии активно поглощают водород, выделяющийся при катодном процессе. Присутствие в коррозионной среде сульфидов и сероводорода ускоряет коррозию. Находящиеся в растворе ионы двухвалентного железа связывают выделяющийся сероводород. На поверхности металла образуется налет сульфида железа, который облегчает протекание реакции. Коррозия имеет питтинговый характер.
4 ЛОКАЛЬНАЯ КОРРОЗИЯ
Локальной коррозией называют коррозию, при которой разрушение металлов и сплавов происходит на отдельных участках, в то время как остальная часть поверхности изделия почти не разрушается. К локальной коррозии относятся межкристаллитная, точечная, контактная и щелевая.
4.1 Межкристаллитная коррозия
К межкристаллитной коррозии склонны нержавеющие стали, алюминиевые и никелевые сплавы. Этот вид коррозии один из наиболее опасных видов местной коррозии, вызывающий избирательное разрушение по границам зерен, в результате происходит потеря пластичности и прочности сплава, т. е. преждевременное разрушение изделий. Причиной склонности сплавов к межкристаллитной коррозии является электрохимическая неоднородность структуры сплава, когда границы зерен или приграничные зоны являются более электрохимически отрицательными по сравнению с зерном. Наиболее обоснованной причиной возникновения межкристаллитной коррозии нержавеющих сталей следует считать обеднение хромом границ зерен вследствие выделения на них фаз, богатых хромом. Это происходит при отпуске закаленных нержавеющих сталей. При отпуске нержавеющих сталей по границам зерен выпадает карбид хрома, в результате чего содержание хрома в твердом растворе в приграничной зоне резко уменьшается.
Дальнейший рост карбидов происходит вследствие диффузии углерода и хрома из твердого раствора к границам зерен. При температуре отпуска скорость диффузии углерода намного выше скорости диффузии хрома, поэтому в образовании карбидов участвует почти весь углерод твердого раствора, а хром, находящийся в твердом растворе около границ зерен. В результате этого через некоторый промежуток времени отпуска стали по границам зерен образуется обедненная хромом область, в которой содержание хрома составляет менее 12%, поэтому ее коррозионная стойкость ниже, чем зона зерна, что и определяет склонность аустенитных сталей к межкристаллитной коррозии.
При достаточно большой продолжительности отпуска, по мере уменьшения концентрации углерода, скорость диффузии хрома начинает превышать скорость диффузии углерода, в результате чего содержание хрома в обедненной зоне растет и ее коррозионная стойкость увеличивается.
Таким образом, при отпуске стали при определенной температуре, через некоторое время появляются обедненные хромом зоны и сталь приобретает склонность к межкристаллитной коррозии, а при достаточно большой продолжительности отпуска склонность стали к межкристаллитной коррозии снижается.
Температура отпуска играет важную роль в появлении у стали склонности к межкристаллитной коррозии. При низких температурах отпуска скорости диффузии углерода и хрома малы, и поэтому время появления склонности стали к межкристаллитной коррозии велико. С повышением температуры отпуска скорость диффузии углерода из зерен к границам увеличивается, в результате чего время отпуска до появления склонности у стали к межкристаллитной коррозии уменьшается и достигает минимального значения при некоторой температуре. При дальнейшем повышении температуры отпуска скорость диффузии хрома в обедненные зоны увеличивается, что приводит к увеличению времени до появления у стали склонности к межкристаллитной коррозии.
При высоких температурах отпуска происходит коагуляция карбидов хрома, что снижает скорость межкристаллитной коррозии.
На склонность нержавеющих сталей к межкристаллитной коррозии большое влияние оказывает содержание в них углерода. С повышением содержания углерода в стали количество выпадающего по границам зерен карбида хрома увеличивается и склонность ее к межкристаллитной коррозии повышается. Легирование хромоникелевых аустенитных нержавеющих сталей элементами, имеющими большее сродство к углероду, чем хром, и связывающими углерод в устойчивые карбиды, резко понижает их склонность к межкристаллитной коррозии. К таким элементам относятся титан, ниобий, тантал.
Разновидностью межкристаллитной коррозии является ножевая коррозия, возникающая в очень узкой зоне от нескольких сотых до десятых долей миллиметра на границе "сварной шов - основной металл". Это явление также объясняется обеднением границ зерен хромом в результате некоторых режимов нагрева, особенно при сварке. Для предотвращения ножевой коррозии рекомендуется применять низкоуглеродистые стали, оптимальный режим сварки или подвергать сварные соединения стабилизирующему отжигу.
Ножевой коррозии могут быть подвержены и нержавеющие стали, содержащие титан и ниобий. Это связано с тем, что в узкой околошовной зоне, нагретой до высоких температур (около 1300°С), карбиды титана, ниобия и хрома переходят в раствор, а при быстром охлаждении, вследствие контакта с ненагретым металлом, не успевают выделиться, в результате чего углерод остается в твердом растворе, и создаются условия выпадения карбидов хрома при нагреве стали при температуре 600 − 700° С.
4.2 Точечная (питтинговая) коррозия
Питтинговая коррозия - один из опасных видов локального коррозионного разрушения, характерного для условий, когда пассивное состояние поверхности металла или сплава может частично нарушаться. При этом коррозии подвергаются весьма ограниченные участки металла, а вся остальная поверхность находится в устойчивом пассивном состоянии, что приводит к появлению точечных язв или глубоких питтингов. Обычно такой коррозии подвергаются легкопассивирующиеся металлы и сплавы: хромистые и хромоникелевые стали, алюминий и его сплавы, никель, титан и др.
Питтинговая коррозия возникает в растворах, содержащих окислители (например кислород) и одновременно активирующие анионы (Cl−, Br−, I−), например, в растворах хлорного железа, в морской воде, в смесях азотной и соляной кислот и др.
Основное условие образования питтинга - смещение электрохимического потенциала, за счет наличия окислителей в растворе, положительнее некоторого критического значения, так называемого потенциала питтингообразования, при этом поверхность питтинга является анодом и разрушается с высокой скоростью вследствие контакта с остальной поверхностью, находящейся в пассивном состоянии и представляющей собой, благодаря относительно большой площади, почти неполяризуемый катод.
При развитии питтинговой коррозии следует различать три стадии: возникновение, развитие питтинга и репассивация. Возникновение питтинга связано с нарушением пассивного состояния на отдельных участках поверхности металлов и сплавов в результате воздействия анионов активаторов. На этих участках происходит ускоренное разрушение оксидных
пленок, что вызывает местное активирование. Нарушение пассивного состояния на отдельных участках приводит к увеличению скорости коррозии.
Такими участками могут быть неметаллические включения (например сульфиды), границы зерен, участки с пониженной концентрацией хрома в твердом растворе, которые могут образовываться при термообработке, и др. Возникновение точечной коррозии металлов и сплавов в сильной степени зависит от природы анионов и их концентрации. Наиболее сильными
анионами-активаторами являются Cl−, Br−. Такие анионы, как OH−, CrO42−,
NO3−, SO42−, ClO3− затрудняют возникновение точечной коррозии нержавеющей стали в растворе хлорида натрия.
На возникновение точечной коррозии оказывают влияние состав сплава, природа металла, состояние поверхности и т. д. Например, с повышением содержания никеля и хрома сопротивление сталей точечной коррозии повышается.
Термическая обработка повышает склонность сталей к точечной коррозии. Так, например, отпуск нержавеющих хромоникелевых сталей вызывает склонность к межкристаллитной коррозии и понижает сопротивление стали к точечной коррозии.
Рост питтинга связан с работой коррозионного гальванического элемента, в котором анодом является питтинг, а катодом - остальная поверхность металла, находящаяся в пассивном состоянии. Эффективной работе такого коррозионного элемента благоприятствует нахождение питтингов в активном состоянии, чему способствует понижение рН раствора. Скорость коррозии в питтингах различна. В большинстве из них процесс коррозии с течением времени замедляется, в части питтингов коррозия прекращается совсем, и лишь в небольшой части она развивается вглубь металла. Явление прекращения роста питтингов называется репассивацией.
Для защиты от точечной коррозии используют электрохимические методы, ингибиторы и легирование металла. Так, легирование сталей хромом, кремнием, молибденом повышает их стойкость к точечной коррозии.
4.3 Контактная коррозия
Контактной коррозией называется электрохимическая коррозия, вызванная контактом металлов, имеющих разные стационарные потенциалы в данном электролите. При этом возникает коррозионный гальванический элемент, работа которого влияет на скорость коррозии контактирующих металлов. Работа коррозионного элемента определяется сопротивлением анодного и катодного процессов и омическим сопротивлением. С увеличением разности между стационарными потенциалами катода и анода, уменьшением омического сопротивления и сопротивления катодного и анодного процессов контактная коррозия возрастает. Как правило, коррозия металла, имеющего более отрицательный потенциал (анод) увеличивается, а скорость коррозии металла с более положительным потенциалом (катод) снижается по сравнению со скоростью в отсутствие контакта.
На контактную коррозию металлов большое влияние оказывают площади катодов и анодов, состав среды, перемешивание нейтрального раствора и др.
Контактная коррозия может проявляться и в атмосферных условиях.
При этом максимальная скорость коррозии наблюдается на участках, непосредственно прилегающих к месту контакта. По мере удаления от места контакта плотность тока коррозионного элемента падает и, следовательно, скорость контактной коррозии снижается.
Для защиты от контактной коррозии в основном применяются следующие методы:
− подбор контактируемых металлов и сплавов с минимальной разницей потенциалов;
− изоляция металлов в местах контакта;
− введение в закрытые системы ингибиторов, снижающих коррозию
контактируемых металлов.
4.4 Щелевая коррозия
Щелевой коррозией называется усиление коррозии в щелях и зазорах между металлами, прокладочными материалами и металлом, в морских условиях (между слоем микроорганизмов и обшивкой корабля). Наиболее чувствительны к щелевой коррозии пассивирующиеся металлы (нержавеющие стали, алюминиевые сплавы, титан и др.).
Механизм щелевой коррозии состоит в следующем. С течением времени из-за затруднения доступа окислителя и расходования его в процессе коррозии в щели снижается концентрация окислителя и, тем самым, снижается скорость катодного процесса. Происходит уменьшение катодного тока, при этом потенциал катода смещается в отрицательную сторону, что приводит к переходу поверхности металла щели в активное состояние и скорость его растворения увеличивается. Появление в растворе продуктов коррозии и их гидролиз приводят к подкислению раствора.
В зависимости от вида контроля электрохимической коррозии затруднение доступа кислорода может вызывать увеличение или уменьшение скорости коррозии металла в зазоре. Если скорость коррозии контролируется анодным процессом, то торможение доступа кислорода вызывает увеличение скорости коррозии металла в зазоре. Если же скорость коррозии контролируется катодным процессом, затруднение доступа кислорода вызывает уменьшение скорости коррозии металла в зазоре.
Особенно чувствительны к щелевой коррозии металлы и сплавы, пассивное состояние которых связано с наличием в электролите растворенного кислорода и других пассиваторов. Затруднение доступа этих веществ в зазор
приводит к снижению их концентрации ниже критического значения, в результате чего металл переходит из пассивного в активное состояние и происходит щелевая коррозия.
Нержавеющие стали в условиях, когда в зазоре, вследствие затруднения доступа окислителя, они находятся в активном состоянии, подвергаются интенсивной щелевой коррозии. Снижение рН раствора до 3,5 - 4,0 способствует усилению щелевой коррозии.
5 ХИМИЧЕСКАЯ КОРРОЗИЯ
Многие металлические конструкции подвергаются коррозионному разрушению при воздействии на них сухих газов (воздуха, продуктов горения топлива при высоких температурах и др.), а также жидких неэлектролитов (нефть, бензин, жидкая сера, бром и др.). В этом случае протекает гетерогенная химическая реакция газообразной или жидкой среды с металлом, при которой окисление металла и восстановление окислительного компонента коррозионной среды протекают в одном акте. Это химическая коррозия.
Наиболее распространенным видом химической коррозии является газовая коррозия - это коррозия металлов в газах при высоких температурах.
Газовая коррозия имеет место при высокотемпературной обработке металлов
(ковка, штамповка, прокатка, термообработка и др.), при эксплуатации многих металлических изделий (газовые турбины, химические аппараты, двигатели внутреннего сгорания и др.).
Эксплуатируемые при высоких температурах металлические изделия должны сохранять высокие механические свойства: длительную прочность и
сопротивление текучести (жаропрочность), а также сопротивляться коррозионному воздействию (жаростойкость).
5.1 Газовая коррозия
При газовой коррозии происходит непосредственное взаимодействие атомов металла и кислорода с образованием пленки оксида данного металла. Молекулы кислорода, достигшие поверхности металла, адсорбируются на ней. Различают два типа адсорбции:
− физическую;
− химическую, или хемосорбцию.
Обычно кислород хемосорбируется на поверхности металла с высоким тепловым эффектом, близким к тепловому эффекту образования оксида. Поэтому адсорбцию кислорода можно рассматривать как химическое взаимодействие, приводящее к образованию зародышей новой фазы - оксида металла. Следовательно, адсорбция кислорода является начальной стадией окисления металла.
Процесс окисления протекает следующим образом. Вначале на чистой поверхности металла происходит физическая адсорбция кислорода, которая приводит к ослаблению связей между атомами в молекуле кислорода. Молекулы диссоциируют, и атомы кислорода оттягивают электроны от атомов металла. Наступает стадия химической адсорбции, когда смещение электронов к кислороду с образованием О2− равносильно образованию зародышей оксида. Таким образом, при взаимодействии кислорода с металлом образуется оксидная пленка.
Образование оксида может происходить на поверхности металла, на поверхности или внутри оксидной пленки.
При этом поверхность металла является анодом и на ней протекает реакция ионизации атомов металла. Положительные ионы металла и освободившиеся электроны перемещаются в пленке раздельно (рис. 5.1).
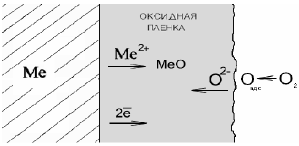
Рис. 5.1 Схема процесса химического окисления металла
Электроны перемещаются со значительно большей скоростью, диффузия ионов металла протекает по дефектным местам кристаллической решетки или по ее междоузлиям. На скорость перемещения электронов и ионов оказывают влияние удельная электропроводность оксидной пленки и размеры ионов металла, атомов и ионов кислорода.
Адсорбировавшиеся из газовой фазы молекулы кислорода диссоциируют на внешней поверхности оксида. Атомы кислорода диффундируют внутрь оксидной пленки, где, принимая электроны, превращаются в ионы О2− . Ионы кислорода продолжают диффундировать вглубь навстречу ионам металла. Таким образом, внешняя поверхность пленки, на которой кислород принимает электроны, является катодом. Следовательно, встречная диффузия ионов металла и кислорода протекает в электрическом поле.
В одних случаях пленки могут расти до заметных толщин, в других они будут чрезвычайно тонкими, порядка нескольких молекулярных слоев.
Скорость газовой коррозии в значительной степени меняется в зависимости от внутренних и внешних факторов.
К внутренним факторам относятся природа металла, состав сплава, его структура, обработка поверхности, наличие напряжений. Состав сплава влияет на скорость газовой коррозии сталей. Значительное повышение устойчивости к газовой коррозии происходит при легировании сталей хромом, алюминием, кремнием, что связано с образованием на поверхности оксидных пленок с высокими защитными свойствами. Высокой жаростойкостью обладают сплавы никеля с хромом - нихромы, содержащие 80% никеля и 20% хрома. Углерод не вызывает заметных изменений в скорости коррозии. Структура сплава в незначительной степени влияет на скорость газовой коррозии.
Так, например, хромоникелевая сталь 12Х18Н9Т имеет более высокую жаростойкость, чем сталь Х18Н5Т с более высоким содержанием хрома. Это связано с тем, что на сталях Х18Н5Т образуются менее совершенные пленки, чем на 12Х18Н9Т.
Характер обработки поверхности металла влияет на скорость газовой коррозии лишь в начальной стадии окисления: гладкие поверхности имеют несколько меньшую скорость газовой коррозии.
К внешним факторам относятся температура, состав газовой среды, скорость движения газа, условия нагревания и т.д. С повышением температуры скорость окисления металлов значительно
возрастает.
Металлы при высоких температурах могут взаимодействовать с кислородом, парами воды, оксидом углерода (IV), оксидом серы (IV).
Защитные свойства образующихся пленок различны, что влияет на скорость окисления металлов в указанных средах.
Значительное увеличение скорости окисления металлов наблюдается при повышении концентрации кислорода в атмосфере инертных газов, содержащих небольшие примеси кислорода.
Скорость движения газа заметно влияет на скорость коррозии в начальной стадии окисления. Однако при очень больших скоростях движения газовой среды возникает опасность эрозионного разрушения оксидных пленок, что может сильно увеличить скорость коррозии.
Наличие резких колебаний температуры в процессе нагревания может привести к разрушению защитных оксидных пленок. Коэффициент термического расширения оксида, как правило, значительно ниже, чем для чистого металла. Вследствие этого резкие колебания температуры способствуют возникновению добавочных внутренних напряжений и механическому разрушению оксидной защитной пленки.
5.2 Химическая коррозия в неэлектролитах
К неэлектролитам относят многие жидкие органические вещества (бензол, хлороформ и др.), жидкое топливо (нефть, керосин, бензин и др.), смазочные масла, а также жидкий бром, расплавленную серу и т.д. В основном коррозия металлов в неэлектролитах протекает по химическому механизму. Данный процесс состоит из нескольких стадий, каждая из которых определяет скорость коррозии: 1) диффузия окислителя к поверхности металла; 2) хемосорбция окислителя; 3) химическая реакция; 4) десорбпродуктов коррозии с поверхности металла; 5) диффузия продуктов коррозии в объем неэлектролита.
В некоторых случаях на металлической поверхности из продуктов коррозии образуется защитная пленка, что приводит к торможению коррозионного процесса. Температура в значительной степени влияет на скорость процессов химической коррозии металлов в неэлектролитах.
Но влияние температуры на скорость процесса в некоторых случаях осложняется изменением растворимости окислителя и пленки продуктов коррозии металла в неэлектролите при изменении температуры.
Углеводороды и органические растворители, входящие в состав жидкого топлива, не коррозионноактивны по отношению к металлам, но различные примеси, которые присутствуют в достаточном количестве, вступают металлами в химическое взаимодействие и разрушают их. Нефти высокую коррозионную активность придают растворенные в ней сернистые соединения: сероводород взаимодействует с Cu, Ag, Pb, Fe с образованием соответствующих сульфидов, меркаптаны (органические соединения), которые разрушают Pb, Cu, Ag, Co, Ni, а также элементарную серу, которая очень агрессивна по отношению к Ag и Cu.
Бензин прямой гонки при отсутствии воды практически не действует на технически важные металлы, а крекинг-бензин и сырые фенолы при взаимодействии со многими металлами (Fe, Pb, Mg, Cu, Zn) осмоляются, их кислотность повышается, что вызывает коррозию металлов.
Наличие воды в неэлектролитах значительно активирует коррозионное действие примесей и вызывает интенсивное протекание электрохимической коррозии металлов, т.е. меняется механизм коррозионного процесса.
Для защиты от химической коррозии металлов в неэлектролитах подбирают устойчивые в данной среде металлы и сплавы (например, в крекинг-бензинах устойчивы алюминий и его сплавы), наносят защитные покрытия (например, сталь в сероводородной среде покрывают алюминием).
6 КЛАССИФИКАЦИЯ МЕТОДОВ ЗАЩИТЫ
КОНСТРУКЦИЙ ОТ КОРРОЗИИ
В процессе эксплуатации химического оборудования металлы подвергаются коррозионному разрушению, что приводит к его преждевременному выходу из строя. На скорость коррозии оказывают существенное влияние материал, из которого изготовлено оборудование, его конструкционные особенности, природа агрессивной среды и условия эксплуатации. Для повышения долговечности и надежности вновь проектируемых аппаратов и изделий необходимо правильно выбрать материал для изготовления узлов и деталей и наиболее эфективную защиту от коррозии.
Коррозию металлов можно замедлить изменением их стационарных потенциалов, пассивированием, нанесением защитных покрытий, снижением концентрации окислителя в коррозионной среде, изоляцией поверхности металла от окислителя и т. д. При разработке методов защиты от коррозии используют различные способы снижения скорости коррозии, которые выбираются в зависимости от характера коррозии и условий ее протекания. Выбор того или иного способа определяется его эффективностью, а также экономической целесообразностью. Методы защиты металлов от коррозии различаются по механизму защитного действия и по способу применения защиты.
По механизму защитного действия методы защиты металлов от электрохимической коррозии можно разделить на следующие:
- методы, тормозящие преимущественно катодный процесс (применение катодных ингибиторов, уменьшение концентрации катодных деполяризаторов в растворе, применение электрохимической катодной защиты, снижение катодных включений в сплаве);
- методы, тормозящие преимущественно анодный процесс (применение анодных ингибиторов или пассиваторов, легирование сплава с целью повышения пассивности, применение анодной электрохимической защиты);
- методы, увеличивающие омическое сопротивление системы (применение изоляционных прокладок между катодными и анодными участками системы);
- методы, снижающие термодинамическую нестабильность коррозионной системы (покрытие активного металла сплошным слоем термодинамически-устойчивого металла, легирование термодинамически- нестабильного металла значительным количеством стабильного компонента, полная изоляция металла от коррозионной среды);
- смешанные методы, т.е. методы, тормозящие одновременно несколько стадий коррозионного процесса.
Наиболее эффективным методом защиты металлов от коррозии обычно является метод, который преимущественно тормозит основную контролирующую стадию данного электрохимического коррозионного процесса.
Применение методов защиты, уменьшающих степень термодинамической неустойчивости системы, всегда в той или иной степени будет способствовать понижению скорости коррозионного процесса.
При параллельном применении нескольких методов защиты металлов от коррозии, как правило, легче достичь более полной защиты, если все эти методы действуют преимущественно на основную контролирующую стадию электрохимического коррозионного процесса. Например, при уменьшении
коррозии металла добавлением анодных ингибиторов (пассиваторов) усиление эффекта защиты будет достигаться также введением катодных присадок в сплав или дополнительной анодной поляризацией.
По способу применения все методы защиты металлов от коррозии подразделяются на несколько групп:
- Металлические защитные покрытия
Роль защиты от коррозии сводится к повышению термодинамической устойчивости металла и к изоляции изделия от коррозионной среды. По методу нанесения металлические защитные покрытия подразделяются на горячедиффузионные и гальванические покрытия. К горячедиффузионным покрытиям относятся покрытия, наносимые механо-физическими методами и основанные на взаимодействии металла изделия с покрываемым металлом, который находится в виде расплава, паров солей или в виде листов.
К этой группе относятся: горячее, диффузионное, металлизационное и плакировочное покрытия.
К гальваническим покрытиям относятся покрытия, наносимые электрохимическим методом.
- Неметаллические покрытия
Защитные свойства неметаллических покрытий сводятся к изоляции защищаемого изделия от коррозионной среды. К неметаллическим покрытиям относятся:
- неорганические покрытия (оксидные, фосфатные, эмалевые покрытия);
- органические покрытия (лакокрасочные, битумные покрытия и полимерные пленки).
- Коррозионностойкие материалы
Легирование железа такими металлами, как никель, хром, марганец, кремний, алюминий, молибден, вольфрам, позволяет повысить коррозионную устойчивость металла за счет образования на его поверхности коррозионностойкой оксидной пленки.
По составу сплавы железа подразделяются на низколегированные (до двух процентов легирующих компонентов) и высоколегированные, когда железо легируют одним или несколькими легирующими компонентами (общее содержание легирующих компонентов свыше 15%), например нержавеющая сталь 12Х18Н10Т. Сюда следует также отнести неметаллические конструкционные материалы.
- Обработка коррозионной среды
Применяют два основных метода защиты: удаление из раствора агрессивных агентов, которые ускоряют коррозионный процесс, и применение ингибиторов коррозии, которые снижают действие агрессивных агентов.
Ингибиторы (замедлители коррозии) по механизму действия подразде-
ляются на катодные, анодные и смешанные. Механизм защитного действия
ингибиторов заключается в адсорбции ингибитора на корродирующей поверхности с последующим торможением катодных или анодных процессов
коррозионного элемента.
- Электрохимическая защита
Она подразделяется на протекторную, катодную, анодную и дренажную. Такая защита широко применяется для защиты подземных и подводных сооружений.
- Комплексная электрохимическая защита
При такой защите применяются два и более методов защиты от коррозии, что способствует более высокой степени защиты изделий от коррозии, например защитное покрытие плюс катодная защита; защитное покрытие плюс катодная защита плюс обработка грунта и др.
Выбор метода защиты оборудования от коррозии обусловливается степенью агрессивности рабочих компонентов, а также внешними условиями, т.е. степенью агрессивности среды, в которой находится аппарат или машина.
7 КОРРОЗИОННОСТОЙКИЕ И ЖАРОСТОЙКИЕ
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
На химическую промышленность приходятся самые большие потери от коррозии. Это объясняется высокой агрессивностью сред, жесткими усло виями проведения процессов, применением аппаратов сложной конструкции.
Многообразие физических и химических процессов требует расширенного ассортимента конструкционных материалов в химическом машиностроении. В настоящее время для -изготовления химических аппаратов применяются различные металлы и сплавы. Наибольшее применение нашли стали: углеродистые, хромистые, хромоникелевые, хромомарганцевые, хромоникельмолибденовые, высоколегированные аустенитные, корозионностойкие сплавы на никелевой основе, сплавы титана с молибденом, палладием, сплавы на основе свинца и меди и др. В последние годы разработан метод получения хромистых сталей с пониженным содержанием углерода, хромо-марганцовистых сталей с пониженным содержанием никеля (до 4%) или совсем не содержащих никеля.
Также в химическом машиностроении нашли применение неметаллические материалы на органической основе (пластмассы, углеграфитовые материалы, каучуки, резины и др.), и неорганической основе (природные кислотоупорные, искусственные плавленные силикатные, керамические и др.).
7.1 Характеристика коррозионной стойкости металлов
Под понятием коррозионностойкие металлы и сплавы понимают конструкционные материалы, которые в агрессивных коррозионных средах обладают достаточной коррозионной стойкостью и жаростойкостью и могут быть использованы без специальных средств противокоррозионной защиты.
При этом коррозионная стойкость конструкционного материала заключается не только в сохранении его основной массы, но и выполнении функциональных нагрузок самой металлической конструкцией.
Химическая стойкость металлов в газах при высоких температурах зависит от природы и свойств оксидных пленок, прочности их сцепления с металлом. Стойкость металлов в электролитах определяется величинами их термодинамических потенциалов и способностью к пассивации.
Некоторые металлы, например железо, алюминий, титан, хром, никель относительно устойчивы благодаря наступлению пассивного состояния. Пассивное состояние поверхности металла нарушается при наличии в растворе некоторых активных ионов (ионы хлора, брома, фтора) и, наоборот,
усиливается при наличии окислителей. Часть металлов устойчива вследствие возникновения малорастворимых и достаточно плотных пленок на поверхности из продуктов коррозии. Некоторые металлы коррозионностойки из-за отсутствия примесей, образующих эффективные катоды, так как наличие загрязнений может привести к образованию коррозионных микрогальванических элементов.
7.2 Коррозионностойкое легирование металлов
Существуют три направления повышения коррозионной устойчивости сплавов:
1. Создание сплавов, образующих более совершенный защитный слой продуктов коррозии на своей поверхности. В металл вводят компоненты, способствующие образованию плотной защитной пленки на поверхности металла.
2. Уменьшение катодной активности металлов.
3. Снижение анодной активности металлов.
Повышение коррозионной стойкости металлов в кислотах достигается кислотостойким легированием. Коррозионную стойкость сплавов в окисляющих кислотах можно повысить, вводя легко пассивирующиеся металлы, например хром. Сталь, легированная хромом, имеет повышенную стойкость в азотной кислоте. Стойкость металлов в кислотах, в которых возможно наступление пассивного состояния, повышается также в результате легирования металлами, являющимися эффективными катодами. Так, легирование стали типа Х18Н10 палладием повышает стойкость сплава в серной кислоте.
Для повышения коррозионной стойкости в неокисляющих кислотах сплавы легируют молибденом и медью. Кислотостойкость молибдена объясняется его склонностью к пассивированию и образованию защитных пленок.
Кислотостойкость меди связана с ее термодинамической устойчивостью.
При коррозии легированных медью сплавов их поверхность обогащается медью вследствие ее более высокой коррозионной стойкости.
7.3 Жаростойкое легирование металлов
Жаростойкими называют сплавы, обладающие способностью сопротивляться химическому воздействию окислительных газов при высоких температурах. Если детали машин и аппаратов, используемые при высоких температурах, подвергаются механическому воздействию, то металл должен обладать и жаропрочными свойствами.
При жаростойком легировании на поверхности сплава образуется защитная оксидная пленка легирующего компонента, затрудняющая диффузию реагентов и окисление основного металла. Оксидная пленка легирующего элемента должна быть сплошной, т. е. ее объем должен быть больше объема металла, из которого она образована. Чтобы препятствовать встречной диффузии ионов металла, электронов
и ионов кислорода, оксидная пленка должна иметь высокое электрическое сопротивление.
Оксид легирующего компонента должен иметь высокие температуры плавления и возгонки и не образовывать низкоплавких элементов в смеси с другими оксидами. С основным металлом легирующий компонент образует твердый раствор, необходимый для равномерного распределения его в металле и создания оксидной пленки на всей поверхности сплава.
7.4 Классификация коррозионноустойчивых сплавов
В зависимости от целей применения и условий эксплуатации коррозионно-устойчивые сплавы классифицируются по трем признакам:
− по составу: сплавы на железной основе, медные, никелевые, цинковые, алюминиевые, магниевые, сплавы благородных металлов и др.;
− по характеру коррозионной устойчивости: нержавеющие стали, т. е. устойчивые в атмосферных условиях, в водных растворах солей, кислот и
оснований; кислотостойкие сплавы - устойчивые в растворах кислот; жаростойкие сплавы - устойчивые в газовой атмосфере при высокой температуре; сплавы специальных видов коррозионной устойчивости (эрозионно-устойчивые, устойчивые против коррозионного растрескивания и др.);
− по структуре: твердые растворы, более сложные гетерогенные сплавы.
В химическом машиностроении используют разные металлы, которые, находясь в контакте, могут изменять свое коррозионное поведение. Для обеспечения надежной работы химической аппаратуры, состоящей из разных металлов, необходимо, чтобы коррозия металлов не изменялась или даже уменьшалась при контакте. Используя пассивационные характеристики металлов в данной коррозионной среде, можно подобрать контактирующие металлы так, чтобы они находились в пассивном состоянии. Коррозионное пведение металлов, находящихся в гальваническом контакте, зависит также от соотношения их поверхностей.
7.5 Коррозионностойкие сплавы на основе железа
Среди многих металлов и сплавов, применяемых в качестве конструкционных материалов, значительное место занимают сплавы на основе железа. К ним относятся обычные и низколегированные стали, которые используются в слабоагрессивной среде, а также высоколегированные хромистые и хромоникелевые нержавеющие стали, применяемые в более агрессивной среде, чем обычные или низколегированные стали.
Ржавчина покрывает металл рыхлым слоем, поэтому плохо защищает его от дальнейшей коррозии. На коррозионную стойкость железоуглеродистых сталей оказывают влияние химический состав и структура сплава. Железоуглеродистые стали в своем составе имеют ферриты, аустениты, цементит и чистый углерод (в чугуне). Все эти структурные составляющие имеют различные электродные потенциалы, что влияет на скорость коррозионного процесса. На коррозионный процесс оказывают также влияние химический состав сплава и примеси.
С увеличением содержания углерода в стали в кислых растворах скорость коррозии увеличивается. Например, скорость коррозии чугуна в 100 раз выше скорости коррозии чистого железа. Марганец, улучшая механические свойства железоуглеродистых сталей (0,5−0,8%), не оказывает влияния на скорость коррозии. Специальные стали (марганцовокислые), содержащие 12% марганца, обладают повышенной коррозионной устойчивостью. Содержание кремния в сталях до 0,3% и в чугунах до 2,0% не оказывает влияния на коррозионную стойкость стали. При увеличении содержания кремния в специальных кремнистых сталях скорость коррозии повышается, что, возможно, связано со склонностью этих сталей к растрескиванию. а при содержании кремния свыше 14% наблюдается повышение коррозионной стойкости. Сера образует с железом и марганцем сульфиды, которые являются катодными включениями и способствуют увеличению скорости коррозии.
Низколегированные стали
Низколегированные стали содержат, в основном, небольшие количества меди, хрома, кремния, никеля, алюминия и др. По коррозионной стойкости они превосходят обычные железоуглеродистые стали только в слабоагрессивных средах, поэтому применяются ограниченно. Легирование низкоуглеродистой стали медью (0,3−0,8%) повышает ее коррозионную стойкость в атмосферных условиях, что связано с образованием на поверхности стали пленки с высокими защитными свойствами. Легирование стали небольшими количествами хрома (до 2%) повышает прочность стали, не изменяя ее коррозионной стойкости. Добавка никеля в небольших количествах (до 1%) повышает коррозионную стойкость стали в атмосферных условиях.
Высоколегированные нержавеющие стали
Стали, содержащие большое количество хрома, никеля и кремния, обладают высокой коррозионной стойкостью и называются высоколегированными. Наибольшее распространение получили хромистые и хромоникелевые аустенитные нержавеющие стали. Высокохромистые стали. Железо и хром образуют непрерывный ряд твердых растворов на основе кристаллической решетки феррита и аустенита, хром также образует карбиды с углеродом. Химическая устойчивость сплавов железо-хром основана на их пассивируемости. Хром, находясь в твердом растворе с железом, в значительной степени повышает способность железа к пассивированию. Чем больше в сплаве хрома, тем легче наступает пассивность и тем труднее сталь переходит в активное состояние. Коррозионная устойчивость нержавеющих сталей определяется также условиями среды. Одни среды способствуют возникновению пассивного состояния, другие, наоборот, разрушают пассивную пленку.
Коррозионные свойства хромистых сталей сильно зависят от содержания в них углерода. Чем больше в сплаве углерода, тем больше хрома участвует в образовании карбидов хрома и тем больше его необходимо ввести в сплав, чтобы получить устойчивую ферритную структуру.
Хромистые стали обладают высокой жаростойкостью, т. е. способностью против окисления при высоких температурах. Жаростойкость хромистых сталей целиком определяется содержанием в них хрома.
Коррозионная стойкость хромистых сталей зависит также от режимов их термической обработки. После закалки хром и углерод находятся в твердом состоянии, и сплав обладает высокой коррозионной стойкостью. При отпуске после закалки выпадают карбиды хрома, в результате чего коррозионная стойкость сплава снижается. Поэтому для обеспечения высокой коррозионной стойкости хромистой стали с увеличением содержания углерода необходимо вводить в нее дополнительное количество хрома.
В качестве коррозионностойких конструкционных сталей получили распространение три группы сплавов:
- Стали с содержанием 12−14% хрома и различных количеств угле-
рода с полным или частичным фазовым превращением. В зависимости от со-
держания углерода различают следующие марки сталей: 08Х13, 12Х13,
20Х13. Максимальная коррозионная стойкость этих сталей наблюдается после закалки с отпуском, что соответствует максимальному содержанию хрома в твердом растворе. Эти стали устойчивы в пресной воде, а также в атмосферных условиях. В морской воде и морской атмосфере сильно корродируют. Устойчивы в холодной разбавленной азотной кислоте. В соляной и серной кислотах сильно корродируют.
- Стали с содержанием 17−18% хрома, полуферритные стали с частичным фазовым превращением: 08Х17, 12Х17, 12Х18. Стали этого класса более коррозионностойки как в условиях воздействия окислительных сред, так и в высокотемпературных газовых средах. У этих сталей ухудшаются механические свойства, особенно ударная вязкость, затрудняется сварка.
- Стали с содержанием 25−30% хрома не имеют фазовых превращений. К ним относятся стали типа 15Х25, 15Х28. Эти стали не подвергаются закалке, обладают высокой пластичностью. Однако при сварке снижается пластичность сварных швов и появляется склонность к межкристаллитной коррозии в зоне термического влияния. Добавка к этим сталям небольших количеств благородных металлов, например палладия или платины, способствует переходу высокохромистых сталей в пассивное состояние и в неокисляющих кислотах (соляной и разбавленной серной кислотах).
Хромоникелевые стали. Никель образует с железом непрерывный ряд твердых растворов и способствует образованию аустенитных сталей. Наибольшее применение в промышленности находят хромоникелевые стали типа 12Х18Н10, содержащие 17−20% хрома и 8−16% никеля. Эти стали обладают высокой коррозионной стойкостью, хорошими механическими и технологическими свойствами, хорошо поддаются сварке. Однако в хромоникелевых сталях может возникать склонность к межкристаллитной коррозии, особенно после длительного или повторного нагрева закаленной стали, вследствие выпадения по границам зерен карбидов. Опасными зонами при сварке аустенитных сталей являются зоны по линиям сплавления.
Для снижения склонности стали к межкристаллитной коррозии рекомендуется: легирование карбидообразующими элементами - титаном, ниобием, танталом, которые обладают большим сродством к углероду, чем хром; снижение содержания углерода до 0,015% и менее; длительный нагрев при температуре 870°С с целью коагуляции карбидов хрома, нарушения сплошности карбидной сетки и выравнивания концентрации хрома, что приводит к повышению пассивируемости зон около границ зерен.
Коррозионная стойкость хромоникелевых сталей может быть повышена легированием их молибденом, медью и кремнием. Стали 10Х17Н13М2Т устойчивы в средах, содержащих хлор-ионы, и в органических кислотах. Для более агрессивных сред, например при производстве серной кислоты, применяют стали с повышенным содержанием хрома и никеля типа 06Х23Н28МДТ. Эта сталь обладает высокой пластичностью, хорошей свариваемостью и имеет повышенную коррозионную стойкость.
7.6 Коррозионная стойкость медных сплавов
В воде и нейтральных растворах, не содержащих соединений, которые с катионами меди могут образовывать комплексные ионы, медь обладает высокой коррозионной стойкостью. Повышенная коррозионная стойкость меди определяется затруднением протекания анодного процесса, вызванного не явлением пассивности, а достаточно высокой термодинамической устойчивостью меди. В атмосферных условиях она коррозионно-стойка, вследствие образования на ее поверхности пленки, состоящей из продуктов коррозии Сu(ОН)2⋅СuСО3.
Структура медных сплавов в большинстве случаев однородная, так медь со многими компонентами образует твердые растворы в широких пределах концентраций. Коррозионные свойства медных сплавов, как правило, несколько выше, чем у чистой меди, так как легирующие компоненты повышают устойчивость защитных оксидных пленок.
В промышленности находят широкое применение сплавы меди: бронза (медь-олово, медь-алюминий), латунь (медь-цинк), мельхиор (медь-никель), нейзильбер (медь-никель-цинк).
Бронзами называют сплавы меди с оловом, алюминием, марганцем и другими металлами. Оловянистые бронзы, применяемые в промышленности, содержат не более 10% олова. Коррозионная стойкость оловянистых бронз несколько выше, чем меди. Они коррозионно-стойки в атмосферных условиях, морской воде и серной кислоте невысокой концентрации.
Алюминиевые бронзы содержат 9−10% алюминия. Они имеют несколько худшие литейные свойства, чем оловянистые бронзы, но высокую механическую прочность и более высокую коррозионную стойкость.
Латунь содержит 10−50% цинка. По коррозионной стойкости в атмосферных условиях латуни занимают промежуточное положение между медью и цинком. Коррозионная стойкость латуни повышается при дополнительном легировании никелем, оловом, алюминием. Латунь с содержанием 1% олова называется адмиралтейской латунью, она обладает высокой коррозионной стойкостью в морской воде.
Характерным видом коррозии латуней является обесцинкование и коррозионное растрескивание. Обесцинкование латуней - это коррозионное разрушение латуней, особенно содержащих много цинка. Атомы цинка в твердом растворе Cu-Zn сохраняют повышенную электрохимическую активность по сравнению с атомами меди и преимущественно переходят в раствор. Атомы меди в зависимости от условий могут перейти в раствор, образовать сплошной, более обогащенный медью поверхностный слой или перейти в состояние адсорбированных атомов, который выделяются на поверхности в виде рыхлого слоя губчатой меди. Развитая поверхность осадка меди повышает эффективность катодного процесса и способствует ускоренной коррозии. Дополнительное введение в латунь небольших количеств мышьяка (0,04 - 0,08%), сурьмы или фосфора заметно снижает склонность латуни к обесцинкованию.
Скорость развития коррозионного процесса латуней может быть значительной, если в атмосфере содержатся аммиак или сернистый ангидрид. Мельхиор обладает более высокой коррозионной стойкостью в морской атмосфере и морской воде, чем бронзы и латуни.
7.7 Коррозионная стойкость алюминиевых сплавов
Алюминий обладает целым рядом ценных физико-механических свойств, поэтому он находит широкое применение. Благодаря высокой пластичности алюминий хорошо прокатывается и штампуется, хорошо сваривается и обрабатывается. Однако литейные свойства алюминия невысоки, и по этой причине литье из алюминия нашло ограниченное применение. На воздухе алюминий покрывается пленкой оксида алюминия Аl2О3. Наличие на поверхности алюминия оксидной пленки придает ему высокую коррозионную стойкость в атмосферных условиях и в нейтральных растворах.
В промышленности нашли применение сплавы алюминия с медью, цинком, марганцем, кремнием и др. Сплавы алюминия обладают лучшими технологическими свойствами и более высокой прочностью, чем чистый алюминий. В коррозионном отношении все алюминиевые сплавы имеют значительно меньшую стойкость, чем чистый алюминий.
Дюралюминий - сплав алюминия с медью - обладает высокой механической прочностью, но низкой коррозионной стойкостью. Коррозионную стойкость дюралюминия повышают плакированием его чистым алюминием.
По отношению к дюралюминию чистый алюминий является анодом, поэтому осуществляет не только механическую, но и электрохимическую защиту поверхности сплава.
Из сплавов на основе алюминия, обладающих хорошими литейными свойствами и высокой коррозионной стойкостью, наибольшее применение нашли силумины - сплав алюминия с кремнием. Коррозионная стойкость силуминов объясняется образованием на их поверхности комбинированной пленки, состоящей из оксидов алюминия и кремния. Дюралюминий и силумин широко используются в различных отраслях промышленности.
Алюминий и его сплавы очень чувствительны к контактированию с другими металлами. Самыми опасными являются контакты с более положительными металлами - медью и медными сплавами. В ряде условий вреден контакт с железом, сталью. Контакт с цинком и кадмием в условиях, когда алюминий находится в пассивном состоянии, безвреден и даже несколько защищает. В результате опасных контактов происходит более существенное разрушение алюминия в электропроводных средах, содержащих ионы хлора.
7.8. Поведение металов и сплавов в агрессивных химических средах.
Железо и его сплавы
Широкое применение в химическом машиностроении находят коррозионностойкие стали, которые обладают достаточно высокими механическими и технологическими свойствами и являются распространенным конструкционным материалом. В табл. 7.1 приведены основные коррозионностойкие стали, применяемые в химической и нефтехимической промышленности.
Таблица 7.1
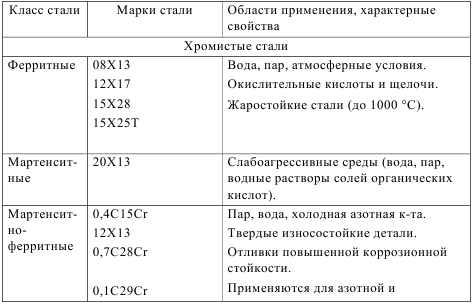
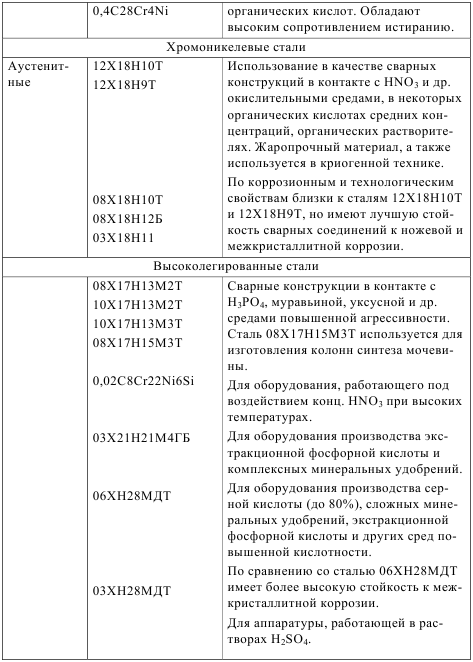
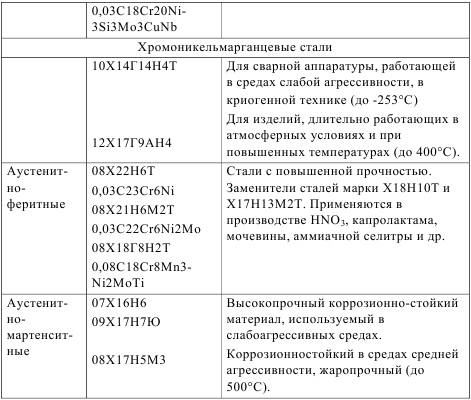
По существующему стандарту легирующие компоненты стали обозначаются следующим образом: Cr - X, Ni - H, Mo - M, Cu - Д, Si - C, Mn - Г, Al - Ю, V - Ф, Ti - T, Nb - Б, N2 - A. Цифра после обозначения легирующего компонента означает его содержание в %, а цифра перед маркой стали - содержание углерода (%), увеличенное в 100 раз.
Высоколегированные чугуны - это сплавы железа с 14-18% кремния. Они обладают высокой коррозионной стойкостью во многих агрессивных средах. Резкое возраста- ние коррозионной стойкости чугунов наблюдается в сплавах, содержащих не менее 14,5% кремния. Эта концентрация кремния соответствует составу сплава Fe3Si, при котором происходит упоря-
дочение в системе Fe-Si. При содержании Si 16% и больше происходит образование на поверхности сплава пассивной пленки SiO2. Железо-кремнистый сплав имеет очень высокую коррозионную стойкость в растворах H2SO4 даже при температуре кипения.
Например, скорость коррозии в 40%-ной H2SO4, где наблюдается максимальное значение коррозии, не превышает 0,5 мм/год, а в 60- 90%-ной составляет менее 0,025 мм/год. В HNO3 сплав отличается высокой коррозионной стойкостью, особенно в концентрированных растворах при температурах кипения. В соляной кислоте сплав менее коррозионностоек, но легирование 2-5% молибдена увеличивает его стойкость в горячей HCl. Железо-кремнистые сплавы широко применяются при изготовлении центробежных насосов для перекачивания агрессивных жидкостей, вентилей, теплообменников при переработке высокоактивных коррозионных сред, а также для аппаратов по упариванию H2SO4. Улучшение механических свойств (снижение хрупкости) достигается в результате увеличения однородности структуры.
В органических кислотах, особенно уксусной, лимонной, щавелевой, муравьиной железо корродирует, но со значительно меньшей скоростью, чем в минеральных кислотах.
Растворенный в воде CO2 увеличивает скорость коррозии железа (котельная коррозия). Это объясняется тем, что находящиеся в воде ионы Ca2+ не выделяются на поверхности железа в виде плотных защитных слоев малорастворимых карбонатов, а остаются в растворе в виде более растворимых бикарбонатов, которые не оказывают защитного действия. При нормальных температурах железо и сталь устойчивы в растворах щелочей при их концентрации выше 1 г/л, однако при концентрации более 30% защитные свойства пленок гидроксида железа снижаются, так как идет их растворение с образованием ферратов. Если железо и низколегированные стали в щелочных растворах подвергаются воздействию растягивающих напряжений, особенно при повышенных температурах, то возникает коррозионное растрескивание, называемое "каустической хрупкостью". Железо устойчиво в растворах аммиака, за исключением горячих концентрированных растворов, в которых оно умеренно корродирует.
Никель и его сплавы
В чистом виде никель в химической промышленности не используется, но служит лгирующим компонентом для коррозионностойких сталей и других сплавов. В последние годы, в связи с большим расходом никеля на производство нержавеющих сталей, наблюдается его дефицит, поэтому усиливается тенденция замены сплавов на основе никеля сплавами на основе титана. Необходимо отметить устойчивость никеля к щелочам различной концентрации и температур.
Наибольшее распространение из медно-никелевых сплавов находит сплав на основе никеля типа "монель", содержащий около 30% Cu и 3-4% Fe+Mn. Этот сплав имеет повышенную стойкость в неокислительных кислотах (H3PO4, H2SO4 и HCl), а также в растворах солей и многих органических кислот.
Легирование никеля молибденом (свыше 15%) сообщает сплаву очень высокую стойкость к неокислительным кислотам. Широкое практическое применение находят сплавы следующего состава (%):
Ni Mo Fe Cr C
ХН70 (хастеллой В) 60-85 26-30 4-7 - до 0,12
ХН65МВ (хастеллой С) 55-60 16-18 4,5-8 15-17 до 0,16
Хастеллой В более коррозионностоек, чем хастеллой С в неокисли- тельных кислотах, но в окислительных, вследствие высокого содержания молибдена, неустойчив. Хастеллой С приобретает высокую стойкость даже в кипящей HNO3, а также в растворах, содержащих Cl2 и гипохлориты. Наряду
с высокой химической стойкостью они обладают большой прочностью и являются ценным материалом для химического машино- и аппаратостроения. Сплавы никеля с хромом (нихромы) являются жаростойким, жаропрочным и кислотостойким материалом. Наибольшее применение нашли 2 типа нихрома: 15 Cr60Ni (15-18% Cr, 55-61% Ni, 1% Si, 1,5% Mn, остальное - Fe) и 20Cr80Ni (20 Cr, 75-78 Ni, до 1,5% Mn). Эти сплавы широко применяютдля нагревательных элементов.
Титан и его сплавы
Техническое значение титана и сплавов на его основе определяется тем, что они являются высокопрочными и коррозионностойкими. Коррозионная стойкость титана и его сплавов наблюдается в гораздо более широком наборе агрессивных сред, чем сплавов на основе железа или алюминия. Особенно важна их повышенная стойкость в средах, содержащих Cl-ионы. Титан стоек, а нержавеющая сталь18Cr12Ni2Mo быстро разрушается в таких агрессивных средах, как царская водка, гипохлорит натрия (10-20 г/л Cl2), хлористое железо (20%), фосфорная кислота (30%), хромовая кислота (50%) и др. Отмечена повышенная стойкость титана и его сплавов по отношению к местным видам коррозии - питтингу, межкристаллитной, щелевой коррозии и растрескиванию. Титан мало склонен к контактной коррозии - это позволяет соединять его с другими металлами без специальной изоляции. Титан не склонен к перепассивации, т.е. к потере пассивности и коррозионной стойкости в растворах сильных окислителей или при анодной поляризации до значительных положительных потенциалов.
Несмотря на то, что титан хорошо пассивируется, для улучшения его корозионных свойств используют такие металлы как тантал, ниобий, молибден, цирконий. Тантал - наиболее стойкий металл в кислотах как окислительного, так и восстановительного характера - образует с титаном гомогенные твердые растворы, но для получения сплавов TiTa, стойких к горячим растворам HCl и H2SO4, необходимо, чтобы содержание тантала в сплаве превышало 20%. Так, сплав с содержанием 40% Ta по стойкости в кипящих концентрированных кислотах HCl, H2SO4, H3PO4 почти не уступает чистому танталу.
К титану применим новый метод повышения пассивности и коррозионной стойкости - катодное легирование или модифицирование. Это объясняется тем, что установление самопассивируемости титана обычно достигается при меньшем проценте его легирования благородными металлами, чем других металлов. Титан, легированный палладием (сплав Ti0,2Pd) как конструкционный материал, обладает довольно редким и ценным свойством для химической промышленности - одновременной корозионной стойкостью и в окислительных, и в неокислительных кислых средах. Механические и физические свойства этого сплава соответствуют свойствам чистого титана. Сплавы Ti-Ni в кислом растворе 3,5%-ном NaCl при температуре кипения были значительно более стойки, чем чистый титан. Он не подвержен растрескиванию и коррозии по щелям и зазорам. Эти сплавы можно рекомендовать для теплообменной аппаратуры, работающей с морской водой.
Алюминий и его сплавы
Алюминий имеет достаточно высокую устойчивость в воде, нейтральных и слабокислых растворах, а также в атмосфере вследствие большой склонности к пассивации. Не только кислород воздуха или кислород, растворенный в воде, но и сама вода являются по отношению к алюминию пассиваторами. Пассивная пленка на алюминии (в отличие от титана) довольно легко разрушается под воздействием Cl-, Br-, F-, I-ионов, особенно в подкисленных растворах, а окислительные ионы типа хроматов или бихроматов, а также растворимые соли кремниевой кислоты и фторосиликаты являются сильными замедлителями коррозии алюминия. В HNO3 с повышением ее концентрации стойкость алюминия увеличивается. Это позволяет рассматривать алюминий как один из лучших материалов для хранения и транспортирования концентрированной HNO3. По стойкости он даже превосходит хромоникелевую сталь - это объясняется несклонностью алюминия к перепассивации.
Алюминий достаточно стоек в разбавленной H2SO4 и олеуме, но нестоек в H2SO4 средних и высоких концентраций. По сравнению с чистым алюминием, его сплавы имеют более высокие механические свойства, но более низкую коррозионную стойкость. Это относится к сплавам алюминия с медью, кремнием, цинком, магнием, марганцем.
Алюминий и его сплавы применяются для хранения, перевозки и переработки ледяной уксусной кислоты, жирных кислот, глицерина, перекиси водорода, минеральных удобрений, антибиотиков, бензина и др. Алюминий совершенно неустойчив в щелочах и щелочных растворах.
Медь и медные сплавы
Медь, несмотря на ее пониженную прочность по сравнению с ее сплавами, применяют из-за ее специфической стойкости в ряде химических сред, а также высокой электро- и теплопроводности. Ее используют в химической промышленности для теплообменной аппаратуры (ректификационных аппаратов и разгонных колонок в производстве спиртов), для аппаратуры по обработке многих органических соединений. Медь коррозионностойка в щелочных растворах, а также в растворах многих органических кислот при малом доступе кислорода. В воде и растворах нейтральных солей медь достаточно стойка, однако доступ воздуха и окислителей заметно увеличивает ее растворение. Медь и медные сплавы довольно стойки в разбавленных и средних концентраций неокисляющих кислот (HCl, H2SO4, уксусная, лимонная), однако наличие окислителей (HNO3, H2O2) или даже продувание воздуха через растворы заметно повышает скорость коррозии меди и медных сплавов. Оловянистые бронзы (8-10% олова) имеют хорошую коррозионную стойкость в неокислительных кислотах. В некоторых случаях, например, в органических кислотах, разбавленной соляной и морской воде химическая стойкость алюминиевых бронз выше, чем оловянистых. Кремнистые бронзы (3-5% Si, 1% Mn) более кислотостойкие. Бронзы применяют для изготовле- ния насосов и арматуры, перекачивающей разбавленные кислоты. Латуни применяют как высокопластичные, хорошо деформируемые конструкционные материалы для изготовления труб, конденсаторов, охлаждаемых морской водой.
Свинец и его сплавы
Свинец мало склонен к пассивации в окислительных кислотах, однако на его поверхности возможно образование защитных кроющих слоев из продуктов коррозии, которые нерастворимы в некоторых средах, например, в растворах, содержащих сульфат-ионы. В азотной и уксусной кислотах свинец нестоек, так как нитраты и ацетаты растворимы. Неустойчив свинец и в щелочах, потому что его гидроксиды амфотерны и легко растворяются в избытке щелочи. Свинец устойчив в сернистой, фосфорной, хромовой и фтористоводородной кислотах, а также в растворах тех солей, с анионами которых возможно образование его нерастворимых соединений.
Свинец широко используется в химической промышленности, особенно в установках, связанных с производством или применением серной кислоты. Для изготовления труб и кислотоупорных насосов применяют сплавы свинца с сурьмой (6-13% Sb) - твердый свинец.
7.9. Неметаллические конструкционные материал. Процессы старения
Фенопласты - композиции, состоящие из фенольных смол, наполнителей и различных добавок (отвердителей, смазывающих веществ и др.). В химической промышленности применяются химически стойкие марки фенопластов - фаолиты, которые получают на основе фенолформальдегидной смолы и кислотостойкого наполнителя. Они обладают повышенной теплостойкостью и химической стойкостью в органических растворителях. Фаолит выпускают трех марок: А - наполнитель - асбест, В - тальк, Т - графит.
Изделия из фаолита можно формовать при обычных температурах с после- дующим отверждением при температуре 60-130°С.
Фторопласты - полимеры фторпроизводных этиленового ряда. Они характеризуются высокими термостойкостью, прочностью, диэлектрическими и антифрикционными свойствами, а также высокой химической стойкостью при сохранении механических свойств.
Фторопласты широко применяемых в химической промышленности при температуре эксплуатации от 20 до 150°С.
Фторопласты применяются для изготовления футеровки труб, используемых для транспортировки агрессивных сред в широком диапазоне температур, изготовления деталей противокоррозионного назначения (поршневых колец, подшипников скольжения, фасонных частей к трубопроводам, компенсаторов и др.).
Углеграфитовые материалы - характеризуются низкой плотностью, высокой химической стойкостью, сохранением прочности до температуры 2500°С. К недостаткам относятся хрупкость, низкая стойкость в окислительных средах, пористость. Снижения пористости графитовых материалов можно добиться нанесением защитных покрытий, введением в сырье кремния, фосфора, пропиткой органическими веществами с последующей термической обработкой и др.
Углеграфитовые материалы бывают следующих типов: крупнозернистые (ГМЗ, ППГ, ВПП и др.), мелкозернистые (МГ, МГ-1, АРВ-2), антифрикционные (АО-1500, АГ-1500, АФГМ и др.), пиролитические графиты (ПГВ, ПГН, ПГИ), углеродные композиционные материалы (УКМ-1, УУТ-2 и др.) и графитопласты (АТМ, АТМ-1Т).
Наиболее высокая химическая стойкость у графитов, пропитанных фторопластом. Из углеграфитов изготавливают уплотнительные кольца, упорные и радиальные подшипники для химических аппаратов, футеровку химической аппаратуры, устойчивую в окислительных средах (из силицированного графита), устройства дляперемешивания расплавов, насадки для распыления абразивных химически активных сред (из боросилицированного графита) и др.
Стекло обладает высокой химической стойкостью, позволяет получать продукты высокой чистоты. Основная область применения технического стекла в химической промышлнности - изготовление трубопроводов. Их используют для гидро-, пневмо- и вакуум-транспортировки агрессивных веществ.
Повышенной термостойкостью и химической стойкостью обладает кварцевое стекло, состоящее более чем на 96% из кремнезема. Оно устойчивее, чем боросиликатное стекло.
Процессы старения
При действии агрессивных сред может происходить изменение эксплуатационных свойств полимерных материалов из-за протекания физических и химических процессов, таких как химические реакции агрессивной среды с химически нестойкими связями компонентов материала, диффузия агрессивной среды в объем материала, адсорбция агрессивной среды на поверхности полимерного материала, изменение физичекой структуры. Химически активные среды подразделяются на вещества кислотно-основного характера, соли и вещества, обладающие окислительными свойствами. По отношению к кислотам, основаниям и солям неустойчивы полимеры с гетероатомами, а устойчивы карбоцепные полимеры, не имеющие двойных связей.
По отношению к веществам, обладающим окислительными свойствами, неустойчивы практически все полимеры. Химически активные среды при контакте с полимерными материалами могут вызывать необратимые изменения эксплуатационных свойств.
В настоящее время используется несколько способов увеличения химической стойкости полимерных материалов, основанных на следующих принципах: введение химически стойких наполнителей, химическая модификация макромолекул путем введения заместителей, введение в материал акцепторов агрессивной среды и др.
8 МЕТАЛЛИЧЕСКИЕ ЗАЩИТНЫЕ ПОКРЫТИЯ
Защитными металлическими покрытиями называют искусственно созданные на поверхности защищаемого изделия слои металла с целью защиты от коррозии. Если наряду с защитой от коррозии покрытие служит также для декоративных целей, его называют защитно-декоративным. Роль покрытия, как средства защиты от коррозии, сводится, в основном, к изоляции металла от внешней среды, к прекращению работы гальваноэлементов на поверхности металла и повышению термодинамической устойчивости металла.
Классификация металлических покрытий
Металлические покрытия различаются по назначению, условиям эксплуатации, методам нанесения, механизму защиты. По назначению металлические покрытия подразделяются на:
- защитные, применяемые для предохранения основного металла от коррозии;
- защитно-декоративные, применяемые для деталей, требующих, наряду с защитой от коррозии, также и декоративной отделки;
- покрытия, применяемые для специальных целей, например, для повышения твердости, износостойкости, антифрикционных свойств деталей и
др.
По условиям эксплуатации покрытия подразделяются на эксплуатируемые в агрессивной среде, в атмосферных условиях, при высоких температурах.
По методам нанесения металлические покрытия подразделяются на
гальванические, горячие, термодиффузионные, металлизационные, плакировочные. К гальваническим относятся покрытия, которые получаются путем осаждения слоя металла из электролита, содержащего ионы этого металла, од действием постоянного тока.
Горячие покрытия получаются при погружении защищаемого изделия в ванну с расплавленным металлом (например покрытие листового железа, проволоки, морозильных агрегатов некоторых типов холодильников расплавленным цинком, оловом или свинцом).
Термодиффузионные покрытия образуются в результате насыщения поверхностных слоев защищаемого металла атомами защищающего металла при высоких температурах.
Металлизация - способ нанесения металлических защитных покрытий путем распыления расплавленного металла струей сжатого воздуха или инертного газа.
Плакировочное покрытие получается путем нанесения на обе стороны защищаемого металла слоя коррозионно-стойкого металла. Прочное соеди- нение получается в результате взаимной диффузии на границе двух металлов в процессе горячей прокатки.
Независимо от способа нанесения, все металлические покрытия должны удовлетворять следующим основным требованиям:
- быть прочносцепленными с основой и не отслаиваться при любых условиях эксплуатации;
- быть плотными, мелкокристаллическими, обеспечивающими коррозионную стойкость изделия;
- иметь минимальную пористость;
- удовлетворять специальным требованиям к покрытию: твердости, износостойкости, удельному электросопротивлению, оптическим свойствам, антифрикционным свойствам и др.
По механизму защиты металлические покрытия подразделяются на анодные и катодные. К катодным покрытиям относятся покрытия, по- тенциалы которых в данной среде имеют более положительное значение, чем потенциал основного металла. По отношению к стали катодными покрытиями являются медные, никелевые, золотые, серебряные, палладиевые и др.
Катодные покрытия могут служить надежной защитой от коррозии только при отсутствии в них пор, трещин и других дефектов, т.е. при условии их сплошности. При повреждении покрытия или наличии пор возникает коррозионный элемент, в котором основной металл служит анодом и растворяется, а материал покрытия - катодом, на котором идет процесс или восстановления водорода, или ионизации кислорода .
Анодные покрытия имеют более отрицательный потенциал, чем потенциал основного металла. По отношению к стали анодными покрытиями являются цинковое, кадмиевое, марганцевое и др. В случаях применения анодных покрытий условие сплошности необязательно. При наличии дефектов в покрытии при действии агрессивных растворов возникает коррозионный гальванический элемент, в котором основной металл будет катодом, а металл покрытия - анодом, поэтому защищаемое изделие не будет корродировать.
Защитные свойства и продолжительность срока службы анодных покрытий зависят от их толщины, а катодных покрытий - не только от толщины, но и от их сплошности. При выборе покрытия, наряду с конструктивными соображениями, необходимо учитывать условия эксплуатации детали, коррозионную стойкость металлов, допустимость гальванических пар, возникающих при сопряжении деталей в узлы, и характеристику защитных свойств покрытия. Вид покрытия выбирается с учетом электрохимических свойств металлов основы и покрытия. Величиной, определяющей электрохимические свойства металла, является электродный потенциал.
При сопряжении деталей в узлы не допускается образования гальванических пар, вызывающих коррозию металла. В справочниках машиностроителя имеются специальные таблицы, где приведены допустимые и недопустимые гальванические пары, например, хром, олово, медь и ее сплавы, нержавеющая сталь образуют недопустимые гальванические пары с цинком и его сплавами.
Гальванические покрытия
Гальванические покрытия, как защитные покрытия от коррозии, нашли широкое применение во многих отраслях промышленности благодаря надежной защите от коррозии, высокой экономичности процессов и легкой управляемости.
На структуру и свойства гальванических покрытий влияют многие факторы. Структура металлических покрытий во многом определяет химические, физические и механические свойства гальванических осадков. Согласно современным представлениям, электрокристаллизация вначале происходит не на всей поверхности электрода, а лишь на его активных участках. Остальная часть поверхности грани кристалла при этом остается пассивной. К активным местам относятся вершины углов и ребер кристаллов, искажения кристаллической решетки и другие дефекты поверхности катода. На них и возникают первые зародыши, которые растут и образуют новый слой за счет присоединения к грани структурных элементов - ад-атомов. Структура гальванического осадка определяется соотношением скоростей образования кристаллических зародышей и их роста. Чем выше относительная скорость образования зародышей, тем более мелкозерниста структура покрытия. Образование кристаллических зародышей, особенно на чужеродной поверхности катода, сопряжено с большей затратой энергии по сравнению с их ростом.
К факторам, влияющим на структуру осадка, относятся, главным образом, состояние поверхности катода, природа и концентрация разряжающихся ионов, плотность тока, температура, специальные добавки к электролиту органических и неорганических веществ.
Для электроосаждения большинства металлов применяют комплексные электролиты. Применение комплексных солей вместо простых приводит к повышению поляризации выделения металлов и, как следствие, к получению мелкокристаллических полублестящих и блестящих покрытий.
Большое влияние на структуру электролитических осадков оказывают поверхностно-активные вещества. В зависимости от природы и концентрации этих веществ в электролите осадки на катоде получаются мелкозернистыми, полублестящими или блестящими. Изменение структуры осадков в присутствии ПАВ происходит из-за повышения катодной поляризации, т. е. затруднения процесса электроосаждения металла. Действие ПАВ связано с адсорбцией их на границе раздела металл-раствор. Поверхностно-активные вещества полностью или частично закрывают поверхность катода, вследствие чего выделение металла тормозится. При этом структура и свойства осадков будут зависеть от относительных скоростей процессов адсорбции ПАВ и осаждения металла. Если скорость адсорбции ПАВ мала по сравнению со скоростью осаждения металла и пассивируются лишь отдельные активные участки поверхности катода, то возможно периодическое чередование процессов адсорбции и десорбции пассиватора (ПАВ), приводящее к затуханию роста одних микроучастков катода и образованию новых кристаллов на других. Происходит как бы равномерное перераспределение тока на поверхности катода. Благодаря этому осадок металла становится более однородным по структуре, ровным и блестящим.
Если скорость адсорбции велика, катод покрывается сплошным слоем ПАВ. Выделение металла происходит в результате разряда ионов, равномерно проникающих к поверхности электрода через адсорбционную пленку. Для проникновения ионов через плотный слой адсорбированного вещества необходима повышенная энергия активации, поэтому процесс осаждения металла протекает при значительной поляризации катода. При этом поверхность катода становится энергетически однородной, и ионы металла разряжаются с одинаковой скоростью на всех участках катода, благодаря чему образуется мелкозернистый и равномерный электролитический осадок. Поверхностно-активные вещества применяют также в качестве блескообразующих и выравнивающих добавок, обеспечивающих получение блестящих покрытий непосредственно в процессе электролиза.
Повышение плотности тока приводит к увеличению числа одновременно растущих активных мест поверхности катода. Это способствует образованию на катоде мелкокристаллического осадка. Однако при очень высоких плотностях тока (вблизи предельного тока) образуются рыхлые дендритообразные осадки. Образование дендритов объясняется преимущественным ростом кристаллов на отдельных участках катода, на которых, вследствие неравномерного распределения тока, устанавливается плотность тока, превышающая допустимую для данного электролита. Поэтому катодная плотность тока должна выбираться в зависимости от состава электролита, концентрации соли выделяемого металла, температуры и степени перемешивания раствора. Чем выше концентрация металла, температура электролита и интенсивность перемешивания, тем больше допустимая плотность тока. Повышение температуры электролита снижает катодную поляризацию, способствуя образованию крупнозернистых осадков. При этом может быть увеличена допустимая катодная плотность тока и, следовательно, скорость осаждения металла. Кроме того, при повышении температуры электролита возрастает выход по току, уменьшаются внутренние напряжения и хрупкость осадков.
Качество и свойства гальванических покрытий определяются не только их структурой, но и равномерностью распределения металла по толщине на поверхности покрываемых деталей.
При прохождении через электролит ток распределяется по поверхности электрода неравномерно, особенно при покрытии деталей сложной конфигурации. Вследствие неравномерного распределения тока фактическая толщина покрытия отличается от расчетной: на одних участках поверхности катода она больше, на других меньше. Это может отрицательно сказаться на защитных свойствах покрытий. Способность электролита давать более равномерные по толщине покрытия на рельефной поверхности детали по сравнению с первичным распределением тока называют рассеивающей способностью. Факторы, влияющие на рассеивающую способность электролита, подразделяются на электрохимические и геометрические. Электрохимические факторы - это изменение катодного потенциала в зависимости от плотности тока, электропроводность раствора и зависимость выхода металла по току от плотности тока. Геометрические факторы - это размеры и форма электродов, их расположение относительно друг друга. Равномерность толщины осаждаемого покрытия улучшается с увеличением электропроводности электролита, ростом поляризации, плотности тока, увеличением расстояния между катодом и анодом. Наибольшей рассеивающей способностью обладают комплексные электролиты.
Подготовка поверхности металла перед нанесением покрытия
Одним из основных условий получения прочносцепленного с основой металлического покрытия является тщательная очистка поверхности покрываемого изделия от жировых, окисных и других загрязнений. Межатомные силы, которые обусловливают сцепление между основой и гальваническим покрытием, заметно проявляются при расстоянии между атомами порядка 10-3 мкм. При увеличении этого расстояния прочность сцепления уменьшается приблизительно в геометрической прогрессии.
Для подготовки поверхности изделий перед нанесением покрытия применяются механические, химические и электрохимические способы. Механическая подготовка поверхности может состоять из шлифования, полирования, крацевания и пескоструйной обработки.
Шлифование - процесс удаления с поверхности металла грубых неровностей путем снятия тонкого слоя металла острыми гранями мелких зерен абразивных материалов с целью получения ровной и сравнительно гладкой поверхности. Шлифование осуществляют на специальных шлифовально-полировальных станках с помощью абразивных кругов. Применяются круги двух типов: твердые, состоящие из зерен абразивного материала на цементирующей связке, и эластичные, состоящие из эластичного материала (войлочные, бязевые, фетровые, кожаные, брезентовые и др.), на периферийную поверхность которых наклеиваются абразивные зерна клеем или жидким стеклом. Абразивным материалом являются мелкие зерна (200-75 мкм и менее) корунда, наждака, кварца и др.
Шлифование в барабанах, а также вибрационная обработка производятся с применением указанных выше абразивов или обкатанного боя абразивных кругов.
Полирование - процесс удаления с поверхности изделий малейших неровностей и сообщения ей блестящего, зеркального вида. Полирование осуществляют с помощью эластичных кругов, на рабочую поверхность которых наносится слой полировальной пасты. Для полирования кругами применяют абразивные материалы с более мелкими (50-5 мкм) зернами, чем при шлифовании (венская известь, оксид хрома, оксид алюминия, оксид железа и др.). Зерна этих абразивов связываются полутвердыми жирами (стеарин, воск, парафин и др.), образуя полировальные пасты, которые наносят на периферию круга во время его вращения. Линейная скорость вращения круга - от 20 до 35 м/с в зависимости от обрабатываемого материала. Для полирования углеродистых и нержавеющих сталей применяют хромовую пасту следующего состава (%): оксид хрома-80, стеарин-15, олеиновая кислота-5. Для полирования никеля, меди и ее сплавов используют пасту состава (%): оксид алюминия-65, техническое сало-8, стеарин-10, церезин-14, скипидар-3. Шлифование и полирование мелких деталей может производиться во вращающихся барабанах. Такая обработка называется галтовкой. Для полирования мелких деталей во вращающихся барабанах применяют стальные шарики диаметром 1-8 мм, обрезки кожи, фетра, войлока, древесные опилки и др.
Крацевание - обработка поверхности изделий металлическими дисковыми щетками на станках с целью матирования, очистки от заусенцев, окислов травильного шлама, а также для уплотнения некоторых гальванических покрытий (оловянного, серебряного). Такая обработка производится стальными или латунными щетками с применением жидкости (воды, раствора мыла, поташа и др.) или без нее.
Пескоструйная обработка заключается в том, что поверхность изделий подвергается действию сильной струи сухого песка под давлением сжатого воздуха. В последнее время применяют так называемую гидроабразивную
очистку: поверхность изделия обрабатывают струей воды, содержащей во взвешенном состоянии зерна абразивного материала.
Поверхность металла, как правило, покрыта жировыми загрязнений и оксидной пленкой. Такая поверхность не смачивается электролитом и препятствует осаждению металла. Поэтому все изделия перед нанесением гальванического покрытия подвергаются обезжириванию и травлению с целью удаления с поверхности жировых загрязнений и оксидных пленок.
Обезжиривание проводят в щелочных растворах или органических растворителях с целью удаления жиров животного и растительного происхождения (омыляемых жиров), а также минеральных масел. Под действием щелочи омыляемые жиры разлагаются, образуя растворимые в воде соли жирных кислот и глицерин.
Минеральные масла химически не разлагаются щелочами, но под действием сил поверхностного натяжения пленка масла разрушается и собирается в капельки. Для полного освобождения поверхности металла от масла необходимо присутствие в растворе поверхностно-активных веществ, обладающих моющими и эмульгирующими свойствами, а также движение жидкости за счет нагревания или перемешивания раствора.
Для обезжиривания деталей из стали, меди и ее сплавов применяют растворы следующих составов (г/л):
- натрий едкий - 30-50, натрий углекислый - 20-30, тринатрийфосфат - 50-70, жидкое стекло - 10-15; температура - 60-80°С.
- тринатрийфосфат - 25……………-35, натрий углекислый - 25-35, полиэтиленгликолевый эфир - 20…-30; температура раствора - 70-90°С.
Обезжиривание в органических растворителях сводится к обычному процессу растворения жиров. Для этой цели применяют керосин, бензин, хлорированные углеводороды (трихлорэтилен, дихлорэтилен, дихлорэтан и др.). К недостаткам органических растворителей следует отнести то, что бен-
зин и керосин легко воспламеняются, а хлорированные углеводороды токсичны.
Электрохимическое обезжиривание проводится на катоде или аноде в щелочных растворах примерно того же состава, что и при химическом обезжиривании. Эффективность электрохимического обезжиривания выше химического. Механизм процесса электрохимического обезжиривания сводится к уменьшению смачиваемости маслом поляризованной поверхности. Кроме того, эмульгирование масел и жиров облегчается выделяющимися пузырьками газов водорода или кислорода. Обезжиривание проводят при температуре раствора 60-80°С и плотности тока 300-1000 А/м2.
Недостатком катодного обезжиривания, особенно при обработке изделий из высокоуглеродистой стали, является снижение механической прочности металла, появление хрупкости за счет наводороживания. В таких случаях применяют комбинированную обработку (сначала на катоде, а затем на аноде) или анодную обработку.
Травление производят с целью удаления окалины и толстых оксидных пленок. При химическом травлении черных металлов применяют, главным образом, серную и соляную кислоты. Травление проводят в растворах, содержащих 5-10% серной кислоты или 10-15% соляной при температуре 40-60°С в первом растворе и 20……-40°С - во втором. Для травления специальных сортов сталей, например нержавеющей, применяют растворы, содержащие серную, соляную и азотную кислоты. При травлении стальных изделий часто происходит перетравливание и наводороживание поверхности. Для предотвращения этих явлений в растворы добавляют ингибиторы травления, которые, практически не влияя на скорость растворения оксидов железа, замедляют или прекращают растворение металлического железа.
В качестве ингибиторов применяют органические вещества: смолы, алифатические амины, белковые вещества, спирты и их производные и др. Наибольшее распространение получили ингибиторы ЧМ - хинолиновые основания, ПБ-5 - продукт конденсации анилина с уротропином, катапин, КПИ-1 и др. Содержание ингибиторов в травильном растворе составляет
0,1-2,0%.
Травление меди и ее сплавов проводят обычно в концентрированных растворах смеси азотной, серной и соляной кислот. В частности, глянцевое травление меди и ее сплавов проводят в растворе, содержащем 1 л азотной кислоты (плотность 1,38 г/см3), 1 л серной кислоты (плотность 1,84 г/см3) и 5-10 г поваренной соли при комнатной температуре в течение 5-10 с.
Электролитические покрытия металлами
Для защиты от коррозии и в защитно-декоративных целях широко используются цинковое, никелевое, хромовое и другие гальванические покрытия.
Электролитическое цинкование
Цинк - серебристо-белый металл, на воздухе тускнеет, покрываясь пленкой оксида цинка или его углекислой солью. Электролитическое покрытие цинком применяют для защиты стали и чугуна от коррозии. Цинк обладает более отрицательным потенциалом, чем железо, поэтому в гальванической паре с железом он является анодом. Цинковое покрытие, разрушаясь в процессе эксплуатации, предохраняет от коррозии основной металл, и чем большую толщину имеет цинковое покрытие, тем дольше оно защищает. Цинковые покрытия широко применяются для покрытия деталей приборов, изделий, крепежных деталей, труб, резервуаров. Для повышения коррозионной устойчивости цинковых покрытий применяют их пассивирование. Непосредственно после электролитического нанесения и промывки цинковое покрытие подвергают химической обработке в течение 5-10 в пассивирующем растворе при комнатной температуре, который представляет собой раствор бихромата натрия 200 г/л и серной кислоты 7-10 мл/л. Цинковое покрытие при этом приобретает зеленовато-желтую окраску с радужными оттенками. Для покрытий, осажденных из кислых электролитов с целью получения блестящих покрытий, применяют пассивирующий раствор, содержащий 150 г/л хромового ангидрида, 20 мл/л серной кислоты и 20 мл/л азотной кислоты. Введение азотной кислоты в раствор позволяет совместить в одной операции пассивирование и осветление цинковых покрытий.
Электролитическое кадмирование
Кадмий - металл серебристо-белого цвета, мягкий, пластичный, ковкий, легко полируется. Электрохимический потенциал кадмия близок к потенциалу железа. В растворах, содержащих хлориды, потенциал кадмия более электроотрицателен, чем потенциал железа, поэтому кадмиевые покрытия рекомендуют для изделий, подвергающихся воздействию атмосферы или влажной среды, содержащей хлориды (морская, тропическая атмосфера). Поскольку кадмий значительно пластичнее цинка, резьбовые и другие свинчиваемые детали предпочитают кадмировать.
Электролитическое никелирование
Никель - твердый и ковкий металл, отличается высокой стойкостью против атмосферных воздействий. На воздухе никель покрывается прозрачной пассивной пленкой, вследствие чего долго сохраняет блеск. Никелевые покрытия широко применяются для защитно-декоративных целей. Широкому распространению никелевого покрытия способствовала его высокая антикоррозионная стойкость в атмосфере, в растворах щелочей и некоторых органических кислотах, что в значительной степени обусловлено сильно выраженной способностью никеля к пассивированию в этих средах. Так как никель является более благородным металлом, чем железо, то защита от коррозии никелевым покрытием возможна только при отсутствии в нем пор. Для повышения коррозионной стойкости стальные детали обычно покрывают сначала относительно толстым (25-35 мкм) слоем меди, а затем слоем никеля толщиной 10-15 мкм.
Для никелирования применяют сернокислые, борфтористоводородные, сульфаминовые, хлористые и другие электролиты. В практике наибольшее распространение получили сернокислые электролиты.
Для получения блестящих осадков никеля предложено большое количество добавок к сернокислому электролиту, относящихся к различным классам органических соединений: сульфосоединения ароматического ряда, ненасыщенные спирты и гликоли, кумарин и его производные, азотосодержащие соединения (хинолин, пиридин) и т. д.
Электролитическое хромирование
Хром - металл серебристо-стального цвета, твердый, хрупкий, имеет более отрицательный потенциал, чем железо, но не защищает его электрохимически на воздухе и в окислительной среде, так как вследствие сильно выраженной способности к пассивированию он приобретает свойства благородных металлов. Поэтому электролитические осадки хрома долго сохраняют на воздухе блеск. Кроме того, хром стоек в азотной кислоте, а органические кислоты и сероводород на него вообще не действуют, растворяется в соляной и горячей серной кислотах. Хромовые покрытия жароустойчивы и обладают большой твердостью и износостойкостью. По твердости они превосходят высокоуглеродистую и закаленную стали. Хромирование получило широкое применение в промышленности при изготовлении режущих инструментов, осей, цилиндров двигателей, лопастей водяных и паровых турбин, пресс-форм, штампов. Хромирование широко применяется и как защитно-декоративное покрытие. Электролитические осадки хрома, особенно блестящие, отличаются большой пористостью, склонностью к растрескиванию. В связи с этим хромовое покрытие, нанесенное непосредственно на поверхность стали, не обеспечивает надежной защиты ее от коррозии. Для повышения коррозионной стойкости изделие сначала покрывают слоем меди (15-20 мкм), затем слоем никеля (10-15 мкм) и тонким слоем хрома. Пористость хромовых покрытий в некоторых случаях используют для увеличения срока службы трущихся деталей, требующих постоянной смазки поверхности. Хромовое покрытие, пронизанное микротрещинами, впитывает смазочный материал, обеспечивая тем самым смазку без непрерывной подачи ее извне. Электролитические осадки хрома можно получать из растворов как трех-, так и шестивалентных соединений хрома. В промышленности применяют пока только шестивалентные соединения хрома - раствор хромовых кислот.
Многослойные гальванические покрытия
Однослойные гальванические покрытия, несмотря на широкое применение в промышленности, не могут удовлетворить всем требованиям, предъявляемым к изделиям по коррозионной стойкости, декоративному виду, износостойкости и др. В настоящее время широко применяют многослойные
гальванические покрытия. Это позволяет подбирать покрытия в зависимости от условий эксплуатации изделий. В качестве защитно-декоративных покрытий для стали применяют многослойные покрытия: медь-никель, медь-никель-хром и др. Сталь первоначально покрывают толстым слоем меди (примерно 30 мкм), затем слоем никеля толщиной порядка 18 мкм и хромом толщиной 1 мкм. Толщины слоев устанавливают в зависимости от условий эксплуатации изделий. При таком сочетании медное покрытие является катодным по отношению к железу, никелевое покрытие является анодным по отношению к медному и хромовому покрытиям. В агрессивной среде при наличии пор в покрытиях коррозионный процесс начинает протекать в результате работы локального коррозионного элемента хром-никель. В данном гальваническом элементе хром, вследствие облагораживания (пассивации), приобретает более положительный электродный потенциал по сравнению с никелем и является катодом, а никелевое покрытие - анодом. В результате работы локального элемента никелевое покрытие разрушается, а на хромовом покрытии идет процесс ионизации кислорода.
После местного разрушения никелевого подслоя коррозия достигает медного покрытия, возникает трехэлектродный коррозионный элемент хром- никель-медь. В трехэлектродном элементе хром является катодом, а медь - анодом. Никелевое покрытие играет роль промежуточного электрода: либо "слабый анод", либо "слабый катод" в зависимости от условий. После разрушения медного подслоя коррозия проникает к основному металлу, возникает четырехэлектродный коррозионный элемент. В этом случае анодом является сталь, а катодом - все остальные металлы. Таким образом, защитные свойства многослойного покрытия определяются толщиной каждого металлического слоя. Такой механизм коррозионного разрушения многослойных гальванических покрытий предполагает отсутствие сквозных пор до стали. При наличии сквозных пор механизм коррозионного разрушения меняется. В процессе эксплуатации в агрессивной среде в многослойных покрытиях появляются вздутия, последние возникают за счет пластической деформации многослойных покрытий, в которых затем происходит разрыв покрытия (рис. 8.1).
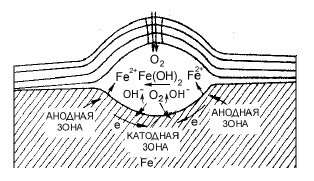
Рис. 8.1 Схема коррозионного разрушения основного металла в месте вздутия покрытия
Через образовавшийся разрыв в объем вздутия из атмосферы проникают влага и кислород, что приводит к образованию коррозионного гальванического элемента, в результате работы которого сталь разрушается, заполняя объем вздутия продуктами коррозии - ржавчиной.
Для уменьшения числа вздутий на поверхности многослойных покрытий применяют различные виды покрытий. Так, покрытие никель-медь- никель-хром дольше противостоит образованию вздутий, чем покрытие медь-никель-хром, в связи с тем, что кислород внутрь коррозионного разрушения проникает медленнее. Применение двухслойного никелирования с использованием разных по составу электролитов позволяет значительно повысить коррозионную стойкость многослойных гальванических покрытий.
Электролитические покрытия сплавами
Электроосаждение сплавов вместо чистых металлов позволяет значительно улучшить физико-механические и химические свойства покрытий. Электролитические сплавы обладают более высокой коррозионной стойкостью, жаростойкостью, износостойкостью, твердостью, декоративными свойствами и т. д. В настоящее время электролитические сплавы широко применяются в ряде отраслей промышленности. Состав, структура и физико-механические свойства сплавов определяются состоянием ионов в растворе, условиями соосаждения металлов и характером кристаллизации сплавов.
Электролитические сплавы могут образовывать твердые растворы, химические соединения и механические смеси. В настоящее время разработано более 200 двойных и тройных сплавов, однако в промышленности нашло применение незначительное количество сплавов. Одной из причин ограниченного использования электролитического способа нанесения покрытий сплавами являются трудности контроля состава электролита и сплава.
В промышленности нашли применение электролитические сплавы: медь-олово, свинец-олово, медь-цинк, олово-висмут, из благородных металлов: серебро-сурьма, золото-никель, палладий-никель и др.
Сплав медь-цинк, или латунь, содержит от 10 до 90% меди. Покрытие сплавом, содержащим 60-65% меди (желтая латунь), применяется для защиты от коррозии и для декоративной отделки различных деталей, а также в качестве подслоя перед электролитическим никелированием или хромированием. Сплав с содержанием около 70% меди применяется для увеличения прочности сцепления между сталью и резиной при горячем прессовании их с последующей вулканизацией.
Покрытия сплавом медь-олово, или бронзирование, применяются как для защиты от коррозии, так и для декоративной отделки поверхности изделий. В промышленности применяют малооловянистые бронзы (10……-20% олова) - желтая бронза и высокооловянистые бронзы (40-45% олова) - белая бронза.
Покрытия сплавом свинец-олово с содержанием олова от 10 до 60% применяются в промышленности для защиты от коррозии, как антифрикционные покрытия, а также под пайку.
Диффузионные, горячие, металлизационные и
плакированные покрытия
Нанесение покрытия методом погружения в расплавленный металл
Способ горячего нанесения металлических покрытий заключается в погружении детали (после обезжиривания и травления) в расплавленный металл. Этот метод используют для покрытия стальных изделий цинком, оловом, сплавами свинца и алюминия. Горячее лужение применяется в основном для защиты от коррозии аппаратов и изделий пищевой и медицинской промышленности. Горячее цинкование используют для защиты листов кровельного железа, проволоки, ленты и готовых изделий от коррозии в атмосфере, воде и ряде нейтральных растворов. В химическом машиностроении большое распространение получило покрытие сплавами свинца. Расплавленный свинец не смачивает железо, поэтому в него добавляют олово или сурьму, которые растворяются и в свинце, и в стали.
Метод погружения в расплавленный металл имеет ряд недостатков:
- трудность регулирования толщины покрытия;
- неравномерность толщины покрытия;
- большой расход металла.
Лужение осуществляют погружением изделия в расплавленный металл или натиранием. Качество горячего покрытия во многом зависит от предварительной обработки изделия: обезжиривания, травления, обработки поверхности флюсом. Обработка флюсом удаляет оставшиеся на поверхности изделия после травления соли, оксиды, шлаковые включения. При этом удаляется влага, которая при последующем погружении изделия может вызвать разбрызгивание расплавленного олова, а также поверхность предохраняется от окисления в момент погружения изделия в расплавленный металл, что способствует лучшему смачиванию поверхности в расплаве. В качестве флюса используют концентрированный раствор хлорида цинка. Пройдя через слой флюса, изделие нагревается, влага с его поверхности испаряется, и сухое изделие погружается в расплавленное олово. При погружении железных изделий в месте соприкосновения олова с железом образуется сплав железо-олово. Поверх этого сплава осаждается слой чистого олова. Чем выше температура расплавленного олова и больше время пребывания изделия в расплаве, тем толще слой железооловянного сплава. Температура расплавленного металла поддерживается в пределах 270-300°С. При более высокой температуре происходит перерасход флюса и окисление олова на поверхности изделия, при более низкой температуре - перерасход олова, так как оно становится более вязким.
Горячее цинкование нашло широкое применение в промышленности вследствие простоты и большой скорости процесса. Преимущество горячего способа цинкования перед гальваническим проявляется в том случае, когда необходимо наносить толстые цинковые покрытия (до 100 мкм). Подготовка поверхности изделия состоит из операций обезжиривания и травления. Подготовленную поверхность обрабатывают флюсом. Применяют два типа флюсов: смесь хлоридов цинка и аммония или подогретый флюс, который состоит из 19% хлорида аммония, 79% хлорида цинка и 2% глицерина. После высушивания на поверхности металла образуется твердый стекловидный слой. Цинкование ведут в расплаве, состоящем из 98% цинка, 0,3% алюминия и 1,7% олова при температуре 450°С в течение 15-25 с. При горячем способе поверхность покрываемой детали сплавляется с металлом покрытия, образуя металлическую пленку железоцинкового сплава, различного по своему составу: FeZn13, FeZn10, FeZn7 (твердый α-раствор цинка в железе). Образующиеся слои интерметаллидов уменьшают эластичность покрытия и тем самым снижают его защитные свойства. После выхода из ванны цинкования детали охлаждают для ускорения процесса кристаллизации и одновременно встряхивают для стекания избытков жидкого цинка. Так как чистый свинец не образует на поверхности железа высококачественных покрытий, то горячее свинцевание осуществляют погружением изделия в расплав, состоящий из свинца и 2-25% олова или 1-10% сурьмы. Когда необходимо покрыть железо толстым слоем чистого свинца, его предварительно покрывают тонким слоем олова, а затем производят свинцевание.
Диффузионные покрытия металлами
Изделия из железных сплавов обладают недостаточной стойкостью против газовой коррозии. Повышения жаростойкости металла можно достичь насыщением его поверхности другими металлами. Диффузионные покрытия обладают сравнительно высокой коррозионной стойкостью и жаро-
стойкостью.
Диффузионные покрытия получаются в результате насыщения поверхностных слоев защищаемого металла атомами защищающего металла при высоких температурах. В результате взаимной диффузии образуются покрытия, толщина которых определяется температурой и временем обработки. Покрытия имеют переменный состав: поверхность покрытия состоит из чистого металла, а по мере удаления вглубь уменьшается процент металла покрытия.
Практическое применение нашли покрытия алюминием (алитирование), кремнием (термосилицирование), титаном (титанирование), хромом (термохромирование). Эти покрытия обладают высокой коррозионной стойкостью и жаростойкостью вследствие образования на поверхности оксидов защищающего металла.
Диффузионное покрытие получают при совместном нагревании защищаемых изделий и металла покрытия при определенной температуре. Насыщение можно проводить в порошкообразных смесях, в расплавленных средах и в газовой фазе. Возможность образования диффузионных покрытий связана с процессом диффузии в твердых телах при нагревании. При этом атомы металла могут покидать свои места в кристаллической решетке в результате тепловых колебаний и миграции, образуя вакантные места, происходит перемещение как атомов, покинувших свои места в решетке, так и пустых мест - "дырок". С повышением температуры количество "дырок" увеличивается. В тех случаях, когда "дырки" заполняются инородными атомами растворяемого вещества, совершается процесс диффузии одного элемента в другой.
В процессе получения диффузионных покрытий, когда в поверхностном слое образуется твердый раствор внедрения или твердый раствор замещения, происходит искажение решетки основного металла, которое приводит к потере упругой устойчивости решетки и разрушению поверхностного слоя металла. Образование устойчивых диффузионных слоев без нарушения сплошности твердого тела возможно лишь при условии, когда решетка насыщаемого металла не претерпевает сильного искажения в местах образования покрытий. На искажение кристаллической решетки оказывает влияние разница диаметров атомов покрываемого и диффундирующего металлов. Установлено, что различие в размерах атомных диаметров применительно к железу не должно превышать 15%. Важным фактором образования диффузионных покрытий является растворимость диффундирующего металла в железе при комнатной или повышенной температуре.
Термохромирование повышает жаростойкость, твердость стали и сопротивление износу. Жаростойкость термохромированной стали повышается до 800°С. Высокая твердость поверхностного слоя обусловлена образованием карбидов хрома. Термохромирование ведут в порошковых смесях и газовой фазе. Наиболее производительным является газовое термохромирование − в смеси газов хлорида водорода и хлорида хрома. Процесс осуществляют при температуре 1000°С. При взаимодействии хлорида хрома с железом протекает реакция вытеснения хрома железом:
CrCl3 + Fe = FeCl3 + Cr.
Хром диффундирует в поверхностные слои стали, образуя сплав хром- железо, содержащий до 30% хрома.
Силицирование повышает жаростойкость стали до 850°С, а также коррозионную стойкость в азотной и соляной кислотах. Силицированные изделия из углеродистой стали приобретают свойства, присущие железокремнистым сплавам. Этому процессу подвергают, в основном, стальные кислотопроводы, детали насосов для перекачки кислот, различную арматуру аппаратов, применяемую в химической промышленности. Силицирование стальных изделий ведут в порошковых смесях и газовой фазе. Основными компонентами порошковой смеси являются ферросилиций (от 60 до 90% кремния в порошке), шамот или кварцевый песок в количестве 20…-25% для предотвращения стекания смеси в процессе покрытия. Для повышения скорости диффузии кремния в порошковую смесь вводят 2-5% хлорида натрия или аммония. Силицирование ведут при температуре 1100°С в течение 10-24 ч. Толщина диффузионного слоя достигает 1 мм. Силицирование в газовой фазе ведут при температуре 980°С при взаимодействии железа с хлоридом кремния:
3SiCl4 + 4Fe = 3Si + 4FeCl3.
Атомарный кремний диффундирует в сталь, а пары хлорида железа и присутствующий газообразный хлор выводятся из системы вытяжной вентиляцией. Поверхностный сплав железо-кремний содержит до 19% кремния.
Алитирование - процесс насыщения алюминием поверхностных слоев стали, чугуна и меди - предназначено для повышения жаростойкости изделий.
Процесс алитирования может быть осуществлен как в смеси порошков, содержащих 49% сплава железо-алюминий, 49% оксида алюминия, 2% хлорида аммония, так и в газовой фазе, где используется летучий хлорид алюминия:
AlCl3 + Fe = FeCl3 + Al.
Диффузионные покрытия позволяют сочетать высокую жаропрочность основного металла с высокой жаростойкостью поверхностного слоя.
Металлизационные покрытия
Металлизация - способ получения металлических защитных покрытий на различных аппаратах, деталях судов и т.д. При этом способе расплавленный металл с помощью струи сжатого воздуха или инертного газа наносится на защищаемую поверхность. Этим методом можно получить слои любой толщины и с хорошим сцеплением с основным металлом. Широкое применение в промышленности имеет металлизация цинком, кадмием, свинцом, алюминием, никелем, медью, молибденом, вольфрамом, титаном и другими металлами.
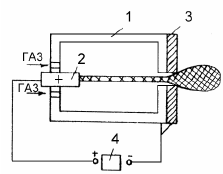
Рис. 8.2 Схема плазменно-дуговой горелки: 1 - дуговая камера; 2 - положительный электрод; 3 - сопло горелки (катод); 4 - генератор постоянного тока
Для покрытия тугоплавкими металлами применяют плазменно-дуговой метод металлизации. На рис. 8.2 приведена схема плазменно-дуговой горелки.
Металл в виде проволоки или порошка подается в камеру с помощью подающего механизма и служит анодом. Катодом служит охлажденный водой наконечник металлизатора. С помощью высокочастотных устройств между электродами зажигается дуга. Плазмообразующий инертный газ при большом давлении и скорости продувают через область горения. При соударении с электронами газ ионизируется, приобретает свойства плазмы и выходит из сопла горелки в виде струи. Температура плазмы 8000°С, благодаря чему тугоплавкие металлы быстро расплавляются и могут быть нанесены с помощью инертного газа на металл, керамику и другие материалы. В настоящее время находит широкое применение распыление металла в вакууме (распыление алюминия, магнитных материалов в виде пленок).
Недостатками покрытий, получаемых методом распыления, являются их пористость, недостаточно прочное сцепление с защищаемой поверхностью и сравнительно большие потери металла.
Плакирование
Плакирование применяется для защиты коррозионно-нестойких металлов металлами, обладающими повышенной коррозионной стойкостью в данной среде.
Суть плакирования заключается в том, что на одну или обе стороны металла наносится коррозионно-стойкий слой металла (в виде пакета), который затем подвергают горячей прокатке. При этом образуется прочное соединение вследствие диффузии на границе двух металлов.
Таким образом, сталь плакируют медью, латунью, никелем, алюминием, нержавеющей сталью; медь плакируют золотом, серебром; дюралю-миний - алюминием и т. д.
9 НЕМЕТАЛЛИЧЕСКИЕ ЗАЩИТНЫЕ ПОКРЫТИЯ
Неметаллические покрытия находят применение в качестве защитных покрытий от коррозии.
Существенное отличие неметалличских покрытий от металлических состоит в том, что они не электропроводны, и поэтому их разрушение вызывается химическими и механическими факторами, а не электрохимическими процессами.
Лакокрасочные покрытия
Применение лакокрасочных покрытий является наиболее распространенным способом защиты от коррозии, так как они обладают рядом преимуществ по сравнению с другими видами покрытий: относительно простой технологией нанесения, возможностью получения покрытий любого цвета, сравнительно низкой стоимостью. К недостаткам лакокрасочных покрытий следует отнести их низкую термостойкость, невысокую механическую прочность, недостаточную стойкость в водной среде. Лакокрасочные материалы подразделяются на лаки, краски и эмали. В состав лакокрасочных материалов входят органические пленкообразующие вещества и пигменты (красители).
Лаки - коллоидные растворы высыхающих масел смол, эфиров, целлюлозы в органических растворителях. Лаки подразделяются на масляные, эфироцеллюлозные и спиртовые.
Масляные лаки представляют собой пленкообразующую жидкость, состоящую из натуральных или синтетических смол, растворенных в олифах.
Смолы повышают прочность, твердость и блеск покрытий. После нанесения масляных лаков на поверхность растворители (скипидар, ксилол, уайт-спирит, сольвент и др.) улетучиваются, а смоляно-масляная основа высыхает, образуя прочную, блестящую и эластичную пленку, прочносцепленную с поверхностью. В качестве смол используют канифоль в виде ее эфиров, а также синтетические алкидно-глифталевые, пентафталевые, мочевино- и меламиноформальдегидные, эпоксидные смолы.
Эфироцеллюлозные нитролаки представляют собой пленкообразующую жидкость, содержащую нитроклетчатку (целлюлоза, обработанная смесью азотной и серной кислот), растворенную в смеси органических растворителей - ацетона, этилацетата, бензола, толуола. Для повышения адгезионных свойств и блеска нитролаковых покрытий в состав этих лаков вводят глицериновый эфир канифоли, а также ряд синтетических смол. Для получения эластичной, свето- и термостойкой лаковой пленки в состав лака вводят пластификаторы - эфиры фосфорной и фталевой кислот, а также льняное и касторовое масла.
Нитролаки образуют твердую, прочную пленку, стойкую к действию влаги, бензина и ряда химических реагентов. Спиртовые лаки получают путем растворения в спирте естественных смол - шеллака, сандарака − или искусственных − идитола. Спиртовые лаки быстро высыхают, но образуют непрочную пленку. Краски представляют собой суспензию минеральных пигментов в органических связующих пленкообразователях. Краски подразделяются на масляные, эмульсионные и эмалевые.
Масляные краски представляют собой суспензии различных пигментов в олифах. В качестве пигментов наиболее широко используются оксиды свинца, цинка, железа, титана, хромата цинка, карбонат свинца, сульфат бария, алюминиевая пудра. Натуральную олифу приготавливают из высыхающих растительных масел, обработанных при температуре, равной 300°С, с целью частичной полимеризации. Искусственная олифа - продукт окисления или крекинга нефтяных углеводородов. На воздухе олифа окисляется и полимеризуется до твердого состояния. Этот процесс можно ускорить, добавляя в олифу небольшое количество сиккатива, являющегося катализатором процесса полимеризации.
В состав красок иногда включают наполнители (слюда, графит, тальк и др.) для повышения механической прочности пленки.
Эмульсионные краски − это однородные системы двух несмешивающихся жидкостей, из которых одна находится в другой в виде мельчайших капель. Для предотвращения расслаивания в эмульсию добавляют стабилизаторы - казеин, желатин, мыло и др.
Эмалевые краски представляют собой суспензию пигментов в лаках. При высыхании они образуют твердую, блестящую, эластичную пленку. Эмали подразделяются на эмали горячей и холодной сушки. Защитное действие лакокрасочного покрытия обусловлено механической изоляцией поверхности металла от внешней среды, ингибирующим действием пигментов и высоким сопротивлением пленки к перемещению ионов.
Механическая изоляция достигается при отсутствии пор в лако-красочном покрытии. Однако все краски частично проницаемы по отношению к воде и кислороду воздуха. Кроме того, при старении покрытия изоляция обычно ухудшается, появляются микротрещины и поры, что сильно
снижает защитные свойства лакокрасочных покрытий. Для повышения механической изоляции поверхности от внешней среды металлическое изделие вначале покрывают слоем грунта, а затем несколькими слоями краски. В этом случае происходит закупорка пор и микротрещин, и покрытие становится практически непроницаемым.
Защитные свойства лакокрасочных материалов в значительной степени зависят от вида применяемого пигмента. Пигмент не только повышает прочность и придает цвет пленке, но и может служить эффективным ингибитором коррозии. Вода, проникающая к поверхности металла через поры в краске, становится менее агрессивной вследствие растворения в ней пигмента-ингибитора, в качестве которых используют свинцовый сурик, хромат цинка, цинковую или алюминиевую пудру. Кроме того, пигменты-ингибиторы уменьшают набухаемость краски в воде, что также повышает защитные свойства лакокрасочных покрытий.
Нанесение лакокрасочных покрытий
На подготовленную поверхность изделия наносится первый слой покрытия, который называется грунтом. Грунт обеспечивает прочную адгезию с металлической основой и последующими слоями краски. Повышение защитных свойств грунтов достигается введением в их состав пигментов - замедлителей коррозии и применением пленкообразующих веществ, обладающих высокой водостойкостью и низкой газопроницаемостью. Например, цинковый крон, хроматы цинка и свинца, бариево-калиевый хромат являются пассивирующими пигментами, поэтому они придают покрываемому металлу пассивирующие свойства. Нейтральные пигменты - железный сурик, свинцовый желтый крон, диоксид титана образуют с пленкообразующими покрытиями изолирующие грунты.
В настоящее время разработано и применяется большое количество разнообразных грунтов. Масляные грунты содержат олифу и пигменты и применяются при окраске масляными красками.
Для повышения коррозионной стойкости и адгезии грунт рекомендуется наносить на фосфатное покрытие стальных изделий. Грунт, после нанесения его на поверхность, подвергается сушке. Как правило, все маслосодержащие грунты сушатся при высокой температуре (100−120°С), при этом происходит их полная полимеризация.
После нанесения слоя грунта изделие подвергается шпатлеванию. Шпатлевание предназначено для сглаживания шероховатостей окрашиваемой поверхности. Различают местное шпатлевание - подмазку отдельных раковин, трещин, мест сопряжения деталей − и сплошное, т. е. всей поверхности. Когда к внешнему виду покрытия не предъявляются строгие требования, шпатлевание не производится.
Шпатлевка представляет собой пастообразную массу, которая наносится на поверхность шпателем. Сравнительно толстый слой шпатлевки недостаточно эластичен и может являться причиной растрескивания покрытий. С другой стороны, процесс шпатлевания трудоемкий, дорогой и, как правило, немеханизированный. Поэтому его применение очень ограничено: в основном применяется местное шпатлевание.
Шпатлевка содержит 75…−78% мела и сухих пигментов и 22−25% подмазочного лака (или 12−…17% подмазочного лака и 10…−8% олифы). Шпатлевка должна удовлетворять следующим требованиям:
- легко сходить со шпателя и равномерно ложиться на поверхность;
- обладать хорошей адгезией к грунтовочному слою и к последующим
покрытиям;
- слой шпатлевки после высыхания должен шлифоваться, не набухая и
не выкрашиваясь под действием воды при мокром шлифовании.
В зависимости от типа грунта и краски применяют различные шпатлевки. Лаковые шпатлевки ЛШ-1, ЛШ-2 используют при окраске наружной поверхности изделий в сочетании с красками и эмалями на основе растительных масел и смол - глифталевыми, пентафталевыми, масляными и др. Нитроцеллюлозная шпатлевка типа АШ-24 предназначена для шпатлевания под нитро- и нитроглифталевые эмали. В ряде случаев применяют эпоксидные грунт-шпатлевки типа Э-4020, состоящие из смеси пигментов, эпоксидной смолы, пластификатора и растворителей. Перед употреблением в шпатлевку вводится отвердитель - спиртовой раствор гексаметилендиамина из расчета 8,5 г на 100 г шпатлевки. К недостаткам данной шпатлевки следует отнести ее токсичность. Шлифование шпатлевки проводят пемзой или крупнозернистой шкуркой. Лаковую, масляно-лаковую и нитрошпатлевку шлифуют мокрым способом, обеспечивающим равномерность и тонкость шлифования и предохраняющим от образования пыли. Нанесение лакокрасочных покрытий на загрунтованную и, при необходимости, зашпатлеванную поверхность. Пленки масляной краски не обладают достаточной твердостью и эластичностью, поэтому такие краски в меньшей степени применяются в промышленности. Наибольшее применение нашли эмалевые краски. Глифталевые эмали изготавливаются на основе глифталевых лаков и пигментов и применяются для наружной отделки машин и аппаратов. Пентафталевые эмали по составу близки к глифталевым и образуют водо- и атмосфероустойчивые покрытия с хорошим глянцем. Покрытия мочевино- и меланиноформальдегидными эмалями, изготовленными на основе мочевино- и меланиноформальдегидных смол, в комбинации с алкидными смолами, пигментами и растворителями, отличаются большой твердостью и прочностью и находят широкое применение для покрытия бытовой техники и в химическом машиностроении. Алкидно-меламинные эмали отличаются хорошим глянцем, атмосферо- и светостойкостью. Нитроэмали применяются в производстве автомобилей, станков, приборов бытовой техники. Покрытия на основе нитроэмалей отличаются твердостью, стойкостью против действия бензина, атмосферных влияний, смазочных масел. Недостаток нитроэмалей - слабая адгезия к металлу, поэтому для повышения адгезии применяют грунты: № 138, АЛГ-7, ФЛ-013 и др. Нитроэмали содержат малое количество пленкообразующих компонентов, поэтому для получения прочного покрытия необходимо наносить 4−6 слоев эмали. Покрытия на основе нитроэмалей недостаточно стойки при повышенных температурах (пары растворителей токсичны и горючи) - это ограничивает их применение.
Покрытия эмалями на основе виниловых смол и органических растворителей с добавлением пластификаторов и пигментов (ХСЭ, ХС) по скорости высыхания приближаются к нитроэмалям, образуют покрытия, устойчивые к действию атмосферных реагентов и воды, химически стойкие; применяются при окраске химической аппаратуры, различных конструкций.
Покрытия эмалями на основе эпоксидных смол отличаются высокой адгезией к различным материалам, повышенной химической стойкостью и высокими электроизоляционными свойствами. К некоторым видам эпоксидных смол перед употреблением добавляется отвердитель; для эмалей, изготовленных на основе эпоксидных смол, модифицированных жирными кислотами, отвердитель не требуется. Эмали ОЭП-4171, ОЭП-4173 стойки против горячих растворов щелочей, поэтому они применяются в химическом машиностроении.
Для деталей, подверженных нагреванию до 250°С, применяют термостойкие эмали на основе битумов и растительных масел, а для деталей, работающих при температуре не выше 550°С − силоксановую эмаль, изготовленную на основе лака ФГ-9, содержащего кремнийорганическую смолу, растворитель и алюминиевую пудру.
Для декоративной отделки используют рельефные и молотковые эмали. Молотковая эмаль марки ПЭ-29 представляет собой смесь синтетических смол, пигментов и силиконового масла. Она предназначена для получения узорчатого покрытия, напоминающего чеканку металла. Применение декоративных эмалей позволяет окрашивать поверхность без удаления мелких дефектов и без шпатлевки.
Методы нанесения лакокрасочных покрытий
Лакокрасочные покрытия наносят с помощью кисти, погружением, распылением, электрофорезом, в электрическом поле. Окраска с помощью кисти − очень трудоемкая операция и может применяться только в условиях индивидуального производства. При окраске погружением изделия окунают в ванну с краской. Основными факторами, обеспечивающими получение высококачественного покрытия, являются вязкость лакокрасочного материала, скорость его высыхания и методы окунания. Если краска слишком жидкая, то она быстро стекает с поверхности изделия, на ней остается лишь тонкая пленка, не обладающая хорошими защитными свойствами. Слишком густая краска медленно стекает с поверхности, при этом образуется неравномерный толстый, медленно высыхающий слой покрытия.
Скоросохнущие составы (нитро- и перхлорвиниловые краски) не рекомендуется наносить методом окунания, так как избыток краски медленно стекает с изделия, на поверхности образуется толстая непрочная пленка. Кроме того, вследствие испарения наблюдается большой расход растворителей.
Погружать изделия в краску и особенно вынимать их из ванны следует плавно, без толчков и с определенной скоростью. Если эти операции произ- водить быстро, то под слоем краски остаются пузыри воздуха, не успевшие пробиться через краску; при медленном вытягивании на поверхности изделия образуются сгустки краски.
В массовом производстве применяются конвейеры, благодаря чему изделия погружают в ванну и извлекают из ванны плавно, всегда с определенной скоростью, в результате слой краски на них получается одинаковой
толщины. При окраске распылением (пульверизацией) лакокрасочные материалы в распыленном состоянии в виде мелких частиц наносятся на поверхность изделия. Существуют воздушный, механический, воздушно- механический и смешанный способы нанесения краски. При воздушном распылении краска распыляется сжатым воздухом и в мелкодисперсном состоянии осаждается на поверхности изделия. Существует много типов распылителей, они отличаются друг от друга некоторыми конструктивными особенностями. Распыление краски производится воздухом под давлением 3−4 атм, при этом некоторая часть распыляемой краски не долетает до поверхности. Потери краски составляют, в среднем 20……−25%. В распылителях типа БТО-3М головка имеет ряд отверстий для дополнительного выхода воздуха, который создает завесу в виде конуса, обволакивающего краску. Воздушный конус значительно снижает туманообразование и, следовательно, потери краски.
В ряде случаев вместо сжатого воздуха для распыления применяют перегретый пар, который, обладая большой кинетической энергией, сообщает высокую скорость частицам краски, не создавая вихрей, и тем самым снижает потери краски. Применение пара позволяет использовать более густые краски и эмали, чем при распылении сжатым воздухом, поэтому экономятся растворители.
Механическое распыление краски производится под давлением 40−45 атм. При этом способе краска из бачка выжимается под давлением сжатого воздуха, поступает в форсунку, в которой приобретает сильное вращательное движение. Частицы краски на выходе из форсунки образуют конус и наносятся на поверхность более равномерно. Распыление краски осуществляется без туманообразования, однако применяемые агрегаты сложны и громоздки.
Окраска в электрическом поле основана на физическом явлении - электрофорезе (перенос в электрическом поле электрически заряженных частиц). В окрасочной камере устанавливаются рамки с натянутыми на них тонкими проволоками - электродными сетками. От источника постоянного тока к сеткам подается отрицательный потенциал высокого напряжения - до 130 кВ. Положительная клемма источника высокого напряжения заземляется.
Вдоль электродных сеток на конвейере перемещаются изделия, конвейер заземлен. Между подвешенными на нем изделиями и электродными сетками появляется электрическое поле высокого напряжения. Возникает разряд, появляется слабое свечение - корона вокруг проволочного электрода; частицы воздуха ионизируются, образуя положительно заряженные частицы (катионы) и отрицательно заряженные (анионы). Частицы краски, распыленные сжатым воздухом, вносимые в поле коронного разряда, будут заряжаться, притягиваться к изделию, осаждаться на нем, покрывать его ровным слоем и отдавать приобретенный заряд. По сравнению с воздушным распылением окраска в электрическом поле позволяет максимально сократить потери краски, при этом краска ложится на изделие ровным слоем необходимой толщины. Отсутствие туманообразования облегчает вентиляцию окрасочных камер.
Применяются и другие методы окраски в электрическом поле, в частности, при одном из них краска подается на лезвия кромок распылителей, находящихся под высоким напряжением отрицательного знака. Окрашиваемые изделия, движущиеся на конвейере, заземлены и имеют положительный потенциал. Между кромкой распылителя и окрашиваемым изделием образуется неоднородное электрическое поле. Стекая с кромок распылителя тонким слоем, краска под действием электрического заряда распыляется, приобретает отрицательный заряд и, двигаясь по силовым линиям электрического поля, осаждается на изделиях.
Оксидные и фосфатные защитные пленки
Оксидирование стали
Естественные оксидные пленки образуются на поверхности металлов под влиянием кислорода воздуха. Такие пленки имеют незначительную толщину и поэтому не могут служить надежной защитой от коррозии.
Оксидные пленки большой толщины можно получить искусственным путем. Такие пленки могут защищать от коррозии. Оксидирование может осуществляться паротермическим, химическим и электрохимическим способами.
Оксидирование черных металлов нашло широкое применение в промышленности для защиты от атмосферной коррозии. Оксидную пленку на стали можно получить электрохимическим окислением в электролитах, путем химической обработки в кислых или щелочных окислительных растворах, а также нагревом в атмосфере водяного пара. Наибольшее распространение в промышленности получили химические методы щелочного и паротермического оксидирования стали.
Паротермическое оксидирование производится в токе перегретого водяного пара при температуре 600°С. При этом образованная оксидная пленка состоит в основном из чистого магнетита Fe3O4.
Щелочное оксидирование проводят в щелочном нитрито-нитратном растворе состава (г/л): гидроксид натрия - 700; нитрит натрия - 200; нитрат натрия - 50.
Оксидирование деталей ведут при температуре 136-142°С в течение 0,5-1,0 ч, предварительно проводят операции обезжиривания и травления поверхности.
В растворе гидроксида натрия при достаточно высокой температуре железо на поверхности растворяется с выделением водорода и образованием гипоферрит-анионов. После оксидирования изделия тщательно промывают горячей водой для удаления следов щелочи, обрабатывают в мыльном растворе для пассивирования, сушат и погружают в ванну с машинным или вазелиновым маслом, подогретым для лучшего заполнения пор до 100………-150°С…….
Оксидирование алюминия и его сплавов
Оксидирование алюминия и его сплавов осуществляют химическим или электрохимическим методами. В результате химического оксидирования получают малопрочные пленки толщиной 1-2 мкм, поэтому этот процесс распространен в промышленности недостаточно широко.
Электрохимическое оксидирование алюминия и его сплавов (анодирование) применяется для защиты изделий от коррозии, для декоративной отделки, придания электроизоляционных свойств, а также в целях подготовки под окраску. Анодирование осуществляется в сернокислых, хромовокислых и щавелевокислых электролитах. Анодирование в щавелевой кислоте применяется для получения оксидной пленки, обладающей электроизоляционными свойствами. В промышленности нашло широкое применение анодирование в серной кислоте с концентрацией 200 г/л. Процесс ведут при анодной плотности тока 80-250 А/м2, комнатной температуре в течение 0,5 ч. Изделия завешивают на анодную штангу, а катодом служит листовой свинец. Для повышения защитных свойств оксидная пленка наполняется соединениями хрома путем обработки ее в растворе, содержащем 100 г/л хромата калия и 18 г/л карбоната калия, в течение 0,1-0,2 ч при температуре 90-95°С с последующей промывкой в воде и сушкой. Для повышения качества отделки изделий применяют окрашивание оксидных пленок неорганическими соединениями или органическими красителями. Например, для получения синего цвета (берлинская лазурь) изделие с оксидной пленкой обрабатывается в растворе гексацианоферрата (II) калия (10-15 г/л) в течение 0,1-0,2 ч, затем в растворе хлорида железа (III). Для окрашивания под цвет золота применяют раствор, содержащий 1,0 г/л оранжевого красителя, 0,1 г/л желтого и 0,1 г/л черного (кислотного). Окрашивание производят при температуре 20°C. Неорганические соединения дают более светостойкую окраску, чем органические, но при использовании органических красителей можно получить большее количество цветов и оттенков.
Фосфатирование стали
Фосфатирование - процесс получения на поверхности стали пленки фосфорнокислой соли железа и марганца. Толщина пленки, в зависимости от условий ее получения, колеблется от 5 до 15 мкм. Цвет черный или светло-серый. Фосфатная пленка обладает высокими диэлектрическими свойствами, устойчива в керосине, смазочных маслах, жаростойка и морозостойка. Механизм защиты железа фосфатной пленкой сводится к механическому экранированию, т. е. изоляции поверхности железа от внешней коррозионной среды. Вследствие пористости фосфатных пленок их защитное действие недостаточное, поэтому они, в основном, используются как грунт под окраску.
Для повышения защитных свойств фосфатной пленки ее обрабатывают пассивирующим хроматным раствором, содержащим 60-80 г/л хромата натрия или калия, при температуре 70-80°С в течение 10-15с или пропитывают смазочными маслами при температуре 100-120°С.
Исходная соль для фосфатирования - препарат «мажеф» (сокращенное от марганца-железа-фосфата), который состоит из дигидроортофосфатов железа Fe(H2PO4)2 и марганца Mn(H2PO4)2. В растворе дигидроортофосфатов образуются катионы этих металлов и анионы в результате диссоциации.
Соли двух- и трехзамещенных фосфатов марганца и железа малорастворимые, поэтому в процессе диссоциации соли «мажефа» в слое, граничащем с поверхностью изделия, образуется пересыщенный раствор этих солей, из которого происходит кристаллизация на поверхности железа фосфатного покрытия . Фосфатирование производят в растворе, содержащем 30 г/л препарата «мажеф» при температуре 90-98°С. Процесс получения фосфатного покрытия на поверхности стальных изделий можно интенсифицировать, добавляя в раствор для фосфатирования окислители (нитрат натрия), растворы солей металлов, более благородных, чем фосфатируемые (например оксид меди). Для ускоренного фосфатирования можно рекомендовать раствор, содержащий 30 г/л препарата «мажеф» и 0,3 г/л оксида меди.
Эмалевые покрытия
Эмаль представляет собой стекловидную массу, жаростойкую, устойчивую во всех органических и минеральных кислотах, за исключением фтористоводородной кислоты и ее солей. Этот вид покрытия распространен в производстве аппаратов для химической промышленности и изделий домашнего обихода.
Эмаль состоит из стеклообразующих и вспомогательных компонентов. Стеклообразующими материалами являются диоксид кремния в виде кварцитов или речного песка, борный ангидрид, оксиды свинца, цинка, алюминия. К вспомогательным материалам относятся: окислители (нитраты натрия или калия, оксид марганца), оксиды, способствующие лучшему сцеплению эмали с металлом (оксиды натрия и никеля), глушители (фторид кальция, криолит), красящие вещества, приводящие эмаль в непрозрачное состояние (сульфид кадмия, оксиды кальция, алюминия, хрома и др.).
Высокая химическая стойкость эмалей обусловлена присутствием буры и кремнезема, термостойкость обеспечивается близостью температурных коэффициентов линейного расширения покрытия и металла. В химически агрессивной среде применяют покрытия кислотоупорной эмалью с содержанием диоксида кремния до 60% или щелочеупорной эмалью с содержанием 50………−60% диоксида титана.
Эмалевую суспензию наносят на очищенную поверхность изделия погружением в расплав или пульверизацией. Затем производят сушку покрытия и обжиг слоя эмали в муфельных или электрических печах при температуре 880−1050°С.
Покрытия смолами, полимерами и резиной
Пластмассы, смолы и резины обладают высокой коррозионной стойкостью во многих агрессивных средах, поэтому они нашли применение в химической промышленности. Для защиты изделий от коррозии используют фенолформальдегидные, эпоксидные, кремнийорганические, полихлорвини-ловые смолы, асфальтобитумные и резиновые покрытия. Лаки на основе фенолформальдегидных смол, называемые бакелитовыми лаками, стойки по отношению к большинству агрессивных сред. Бакелитовые покрытия выдерживают температуру до 100°С. Разрушаются под действием окислителей, некоторых органических соединений и щелочей. Бакелитовыми лаками в хлорном производстве покрывают железные пароподогреватели, роторы вентиляторов и др. Бакелитовый лак наносят на поверхность в 4−5 слоев, при этом каждый слой сушат при температуре 160−170°С. В результате термической обработки происходит полимеризация лака, т.е. переход в неплавкое и нерастворимое состояние. К недостаткам бакелитовых покрытий следует отнести их хрупкость и малую сопротивляемость ударам.
Для защиты металлических сооружений от подземной коррозии широко используют битумно-пековые композиции. Они стойки по отношению к воде, растворам солей, кислотам, щелочам и др. Высокая химическая стойкость битумов связана с присутствием в их составе высокомолекулярных соединений, практически не взаимодействующих с большинством агрессивных сред.
Высокой химической и термической стойкостью обладают кремнийорганические (силиконовые) смолы - органические соединения, в цепях которых кислород частично замещен кремнием. Лаки, приготовленные на основе кремнийорганических соединений, могут длительное время подвергаться воздействию температуры свыше 200°С, не изменяя внешнего вида и не становясь хрупкими. Силиконовая пленка, нанесенная на изделие, делает его поверхность водоотталкивающей, она характеризуется высокими диэлектрическими свойствами.
Для защиты от коррозии в химической и других отраслях промышленности используют листовой футеровочный материал (винипласт, пластикат, фаолит, полиэтилен, резину и др.). Пластикат и винипласт получают при переработке полихлорвиниловых смол. Пластикат изготавливают в виде мягких листов или лент, применяемых для обшивки химических аппаратов. Полихлорвинил стоек в разбавленных серной, азотной, плавиковой, фосфорной, соляной кислотах и в разбавленных щелочах. Винипласт получают прессованием полихлорвиниловой смолы при температуре 65°С в виде труб, листов и фасованных изделий. Винипласт хорошо сваривается с помощью струи горячего воздуха.
Среди футеровочных материалов резина занимает особое место благодаря высокой эластичности, большому сопротивлению к истиранию, способности гасить колебания. Резина обладает высокой химической стойкостью в ряде агрессивных сред. Обкладку (футеровку) резиной химической аппаратуры называют гуммированием. Гуммированию подвергают электролизные ванны, емкости для хранения растворов кислот и солей, насосы, вентиляторы, змеевики, мешалки и т. д.
Физические свойства резины во многом зависят от количества введенной в нее серы. Мягкая резина получается при содержании серы 3−4%. При более высоком содержании серы резина становится менее эластичной, а при содержании серы свыше 15% образуется твердая резина - эбонит. Эбонит хрупок, а по своей химической стойкости превосходит мягкую резину. Гуммирование проводят по предварительно очищенной поверхности путем накладывания листов мягкой резины на стальную поверхность с нанесенным слоем клея. Изделие вместе с порошком серы помещают в специальные котлы, где при температуре 143°С и давлении 3 атм в течение 4−10 ч происходит вулканизация резины.
10 ЗАЩИТА МЕТАЛЛОВ ОТ КОРРОЗИИ УМЕНЬШЕНИЕМ
АГРЕССИВНОСТИ КОРРОЗИОННОЙ СРЕДЫ
Снижение коррозионной активности среды может быть осуществлено двумя способами:
- удалением из агрессивной среды компонентов, вызывающих коррозию металлов;
- введением в агрессивную среду специальных веществ, которые вызывают значительное снижение скорости коррозионного процесса. Такие вещества называют замедлителями, или ингибиторами, коррозии.
10.1 Обработка коррозионной среды
Обработка коррозионной среды для снижения ее агрессивности осуществляется уменьшением в ней содержания деполяризатора. В растворах электролитов это достигается путем снижения содержания ионов водорода или удаления кислорода. В кислых растворах, вызывающих коррозию с водородной деполяризацией, повышают рН раствора, т.е. уменьшают концентрацию ионов водорода. В нейтральных растворах, вызывающих коррозию с кислородной деполяризацией, снижают содержание кислорода в электролите химическим, термическим, десорбционным способами. При нагревании воды или раствора электролита вследствие уменьшения растворимости кислорода происходит его удаление из агрессивной среды. Пропускание через раствор инертного газа также способствует снижению содержания кислорода в растворе. При химической обработке воды в нее добавляют восстановители, которые связывают растворённый кислород. К таким восстановителям относятся гидразин, сульфит натрия и др.
Удалить кислород из воды можно также пропусканием ее через слои железных стружек. При этом при температуре около 85°С происходит окисление железа.
Уменьшение агрессивности газовой среды сводится к изменению ее состава и созданию атмосферы, исключающей термодинамическую возможность протекания химической реакции взаимодействия металла с компонентами газовой среды.
При воздействии на железоуглеродистые стали газов, содержащих окислители, кислород и его соединения, при высоких температурах на поверхности металла происходит реакция между цементитом и этими газами
Fe3C + O2 = 3Fe + CO2
В результате этой реакции поверхностный слой обедняется углеродом. Обезуглероживание ведет к изменению механических свойств: уменьшается поверхностная твердость и понижается предел усталости. При наличии водорода в газовой среде при высоких температурах и давлении наблюдается коррозия, которая резко снижает механические свойства конструкционных железоуглеродистых сталей.
Для снижения агрессивности среды в нее вводят компоненты, которые не вызывают окисления, обезуглероживания и наводороживания. Расчет состава защитной атмосферы для металлов и сплавов проводят с использованием констант равновесия, устанавливающихся в системе металл-газ. Для создания защитных атмосфер разработано несколько газовых смесей:
- водород-водяной пар-азот;
- водород-водяной пар-оксид углерода-азот;
- водород-водяной пар-азот-оксид углерода-диоксид углерода;
- азот-оксид углерода-водород.
В ряде случаев термическую обработку нержавеющих сталей проводят в вакууме или в атмосфере аргона.
Для снижения скорости атмосферной коррозии металла изделия помещают в герметичные чехлы из полиэтиленовой пленки, внутри которых создают атмосферу с относительной влажностью воздуха ниже критической (60%) за счет применения осушителей (силикагель). В искусственно созданной сухой атмосфере коррозионные процессы протекают очень медленно.
10.2 Ингибиторы коррозии
Характеристика ингибиторов
Замедлителями, или ингибиторами, коррозии называют вещества, введение небольших количеств которых в коррозионную среду значительно снижает скорость коррозии. Уменьшение электрохимической коррозии при введении замедлителя может произойти вследствие торможения анодного или катодного процесса, воздействия на оба процесса или увеличения сопротивления системы при образовании на металлической поверхности пленки, обладающей пониженной электропроводностью.
Один из методов изучения механизма действия замедлителей коррозии-построение поляризационных кривых. Торможение ингибитором одной из стадий коррозионного процесса вызывает увеличение поляризации соответствующего процесса. Сравнение поляризационных кривых, полученных для данного металла в растворе с ингибитором и без него, позволяет выяснить, какой процесс преимущественно тормозится при введении данного замедлителя. По составу ингибиторы коррозии подразделяются на неорганические и органические.
По условиям, в которых они применяются, их можно разделить на ингибиторы для растворов и летучие ингибиторы, дающие защитный эффект в условиях атмосферной коррозии. Так как эффективность действия ингибитора зависит от рН среды, то ингибиторы подразделяются на кислотные, щелочные и ингибиторы для нейтральных сред. Замедлители наиболее часто применяют для борьбы с коррозией в системах с ограниченным объемом раствора и с атмосферной коррозией металла. Замедлители кислотной коррозии находят широкое применение в процессах удаления с изделий окалины или ржавчины.
По механизму своего действия на процесс электрохимической коррозии ингибиторы подразделяют на анодные, катодные и экранирующие, т. е. изолирующие активную поверхность металла. Механизм действия большинства ингибиторов заключается в адсорбции ингибитора на корродирующей поверхности с последующим торможением катодных и анодных процессов.
Анодные ингибиторы коррозии
Анодные ингибиторы коррозии (в первую очередь окислители) большей частью обладают пассивирующими свойствами. Принцип торможения коррозии анодными замедлителями сводится к снижению скорости перехода ионов металла в раствор или к уменьшению площади анодных участков коррозионного элемента за счет изоляции их образовавшимися нерастворимыми пленками.
Такие окислители, как хроматы и бихроматы, сильно пассивируют железо, алюминий, цинк, медь. Достаточно добавить в водопроводную воду 0,1% бихромата калия, чтобы резко снизить скорость коррозии углеродистой стали и алюминия.
К анодным ингибиторам относятся также нитриты и нитраты. Нитрит натрия значительно уменьшает скорость коррозии стали в растворах ряда солей, а также в морской воде. При необходимости длительного хранения стальных деталей их рекомендуется упаковывать в бумагу, пропитанную 10- 15% раствором нитрита натрия.
Известны также анодные ингибиторы коррозии вторичного действия, образующие на анодных участках корродирующей поверхности металла нерастворимые продукты коррозии с ингибитором. К числу таких замедлителей коррозии углеродистой стали относятся гидроксид натрия, карбонат натрия, которые образуют на поверхности нерастворимый слой гидроксида, а также фосфатные соли, которые, в свою очередь, образуют нерастворимые фосфаты железа.
Однако анодные замедлители коррозии - окислители в некоторых случаях (например при низкой концентрации ингибитора) могут стимулировать коррозионный процесс, становясь катодными ускорителями коррозии.
Катодные ингибиторы коррозии
Катодные замедлители уменьшают скорость электрохимической коррозии за счет снижения интенсивности катодного процесса или сокращения площади катодных участков.
Торможение катодного процесса основано на снижении содержания кислорода в растворе электролита с целью уменьшения скорости коррозии металла с кислородной деполяризацией, или на затруднении протекания катодного процесса. К числу катодных ингибиторов относятся следующие:
- Катодные замедлители - поглотители кислорода. Их действие основано на уменьшении содержания кислорода в растворе и, следовательно,
скорости коррозии . К ним относятся сульфит натрия, гидразин и др.
- Катодные замедлители, повышающие перенапряжение выделения
водорода при катодной реакции. В процессах коррозии металлов торможение катодной реакции восстановления водорода достигается путем повышения перенапряжения выделения водорода при добавлении в раствор солей некоторых тяжелых металлов (соли висмута, сурьмы), катионы которых, восстанавливаясь на катодных участках, повышают перенапряжение выделения водорода.
- Катодные замедлители, экранирующие площадь катодных участков. Сокращение площади катодных участков достигается образованием нерастворимых соединений в виде изолирующего защитного слоя. По отношению к железу такими замедлителями являются бикарбонат кальция, сульфат цинка, хлорид бария. Выделяющийся на катодных участках нерастворимый карбонат кальция экранирует металл. Органические ингибиторы, адсорбируясь на катодных участках поверхности, также повышают перенапряжение выделения водорода (желатин, клей, декстрин и др.). Катодные замедлители коррозии металлов совершенно безопасны, так как они никогда не приводят к увеличению скорости коррозии.
Летучие ингибиторы атмосферной коррозии
В последние годы широко применяются летучие, или парофазные, ингибиторы, которые используются для защиты машин, аппаратов и других изделий во время их эксплуатации в воздушной атмосфере.
Летучие ингибиторы вводятся в контейнеры или в упаковочные материалы. Благодаря достаточно высокому давлению паров летучие ингибиторы достигают границы раздела металл - воздух и растворяются в пленке влаги, покрывающей металл. В качестве летучих ингибиторов обычно используются амины с небольшой молекулярной массой, в которые вводятся нитраты или карбонаты.
Недостатком летучих ингибиторов коррозии является прекращение их защитного действия после удаления их паров из атмосферы, окружающей металл.
11 ЭЛЕКТРОХИМИЧЕСКАЯ ЗАЩИТА
Классификация защиты подземных сооружений
Защита подземных сооружений подразделяется на пассивную, активную и комплексную.
К пассивной защите относятся изоляция сооружений от контакта с окружающим грунтом защитными покрытиями и ограничение влияния блуждающих токов. К активной защите относятся создание защитного потенциала сооружения по отношению к окружающей среде. При комплексной защите одновременно применяют пассивную и активную защиты. Такая защита включает в себя и пассивную защиту в виде защитных
покрытий сооружений, и одновременно активную, т.е. электрохимическую, защиту с применением ингибиторов коррозии и обработки почвы.
Защитные неметаллические покрытия должны удовлетворять следующим требованиям:
- обладать высокими диэлектрическими свойствами и быть химически стойкими;
- быть сплошными и иметь хорошую адгезию к металлу;
- обладать устойчивостью к воздействию климатических факторов, сохранять защитные свойства при отрицательных и положительных температурах и др.
Покрытия классифицируются по ГОСТ 9.602−89 на весьма усиленныеи усиленные. Покрытия весьма усиленного типа применяют для защиты подземных трубопроводов, расположенных в населенных пунктах. Покрытия усиленного типа используют, как правило, на магистральных трубопроводах.
В зависимости от используемых материалов покрытия могут быть мастичные и полимерные. К мастичным покрытиям относятся битумные и каменноугольные, к полимерным - экструдированные из расплава, сплавляемые на трубах из порошков, накатываемые на трубы из липких изоляционных лент.
Защитные свойства покрытий со временем снижаются в результате
воздействия на них почвенного электролита и катодной поляризации при электрохимической защите.
К активной защите относится электрохимическая защита, осуществляемая принудительной поляризацией. Электрохимическую защиту подразделяют на электродренажную, протекторную, катодную и анодную.
Электродренажная защита
Дренажная защита - это способ защиты от коррозии блуждающими токами. Она заключается в вынужденной катодной поляризации путем отвода блуждающих токов от защищаемого сооружения к источнику этих токов. Это наиболее эффективная защита от блуждающих токов. Сущность процесса состоит в устранении анодных зон на подземных сооружениях. Защита увеличивается отводом (дренажем) блуждающих токов с участков анодных зон сооружения, например, в рельсовую часть цепи электротяги, имеющей отрицательный (или знакопеременный) потенциал, или на отрицательную сборную шину тяговых подстанций. При этом катодные зоны в местах входа блуждающих токов в сооружение сохраняются.
Электрический дренаж работает только в том случае, когда разность потенциалов "сооружение - рельсы" положительна. Дренажная защита будет работать тогда, когда падение напряжения в дренажном кабеле меньше разности потенциалов "сооружение - рельсы". Поэтому такой метод оправдан, когда подземное сооружение находится вблизи электрической железной дороги. Электродренажную защиту осуществляют с помощью установок прямого, поляризованного и усиленного дренажа.
Прямой электрический дренаж − наиболее простой метод защиты (рис. 11.1). Подземное сооружение соединяется с рельсом через реостат для регулирования дренирующего тока.
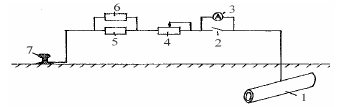
Рис. 11.1 Схема прямого электрического дренажа: 1 - трубопровод; 2 - рубильник; 3 - амперметр; 4 - регули-
руемое сопротивление; 5 - предохранитель; 6 - сигнальное реле; 7 - рельс
Этот метод применяется в том случае, когда потенциал сооружения Ес постоянно положительнее потенциала рельса Ерл, куда отводится блуждающий ток. Поляризованный дренаж отличается от прямого электродренажа односторонней проводимостью и применяется в тех случаях, когда потенциал сооружения Ес по отношению к потенциалам рельсов Ерл и земли Ез более положительный или знакопеременный, т.е. направление блуждающих токов меняется.
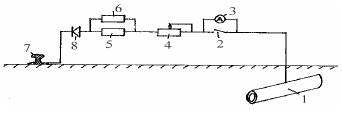
Рис. 11.2 Схема поляризованного электрического дренажа: 1 - трубопровод; 2 - рубильник; 3 - амперметр; 4 - регулируемое сопротивление; 5 - предохранитель; 6 - сигнальное реле; 7 - рельс; 8 - диод
На рис. 11.2 показан один из вариантов схем поляризованного электрического дренажа. Вследствие своей односторонней проводимости поляризованный дренаж препятствует обратному прохождению тока с рельсов в защищаемое сооружение при превышении потенциала рельсов по отношению к потенциалу сооружения, т.е. когда ток рельсов более положительный, чем ток сооружения.
Для защиты сооружений, расположенных в зоне влияния переменных блуждающих токов, используют поляризованное дренажное устройство с дополнительным диодом и емкостью в электрической схеме и токоотводом
(рис.11.3).
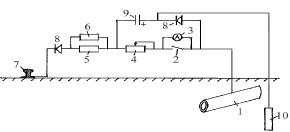
Рис. 11.3 Защитное устройство в зоне влияния блуждающих токов: 1 - трубопровод; 2 - рубильник; 3 - амперметр;4 - регулируемое сопротивление; 5 - предохранитель; 6 - сигнальное реле; 7 - рельс; 8 - диод; 9 - емкость; 10 -вспомогательный электрод
В этом случае сооружение поляризуется постоянно, даже в момент положительных значений потенциалов рельсов. Устройство позволяет осуществлять электрическую защиту подземных сооружений за счет накопления энергии блуждающих токов с помощью емкости, включенной на напряжение утечки "рельс - сооружение" при отрицательных потенциалах рельсов и разряда емкости на защищаемое сооружение при положительных потенциалах рельсов.
Усиленный электродренаж используют, когда уровень отрицательного потенциала источника блуждающих токов недостаточен для обеспечения потенциала на защищаемом сооружении в пределах нормированного. Усиленный дренаж используют при положительном или знакопеременном по отношению к земле потенциале сооружения, что обусловлено действием нескольких источников блуждающих токов.
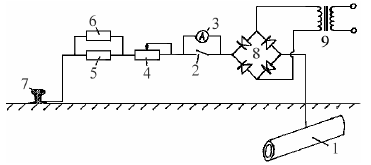
Рис. 11.4 Схема усиленного электрического дренажа: 1 - трубопровод; 2 - рубильник; 3 - амперметр; 4 - регулируемое сопротивление; 5 - предохранитель; 6 - сигнальное реле; 7 - рельс; 8 - диод; 9 - емкость
Усиленный дренаж (рис. 11.4) - это комбинация вентильной электродренажной установки и станции катодной защиты. Назначение усиленного дренажа - создание защитного отрицательного потенциала на сооружении в момент, когда участок рельсового пути приобретает потенциал более положительный, чем потенциал сооружения, за счет дополнительной подачи электронов. Усиленные дренажи имеют следующие преимущества по сравнению с другими видами дренажа:
- более широкая регулировка защитного потенциала;
- снижение сечения дренажного кабеля.
Однако усиленный дренаж имеет недостатки. В случае достаточной эффективности электродренажа работа дополнительного источника тока вызывает непроизводительные затраты электроэнергии.
Протекторная защита
Протекторная защита - способ защиты сооружения принудительной катодной поляризацией с помощью подключения к нему электродов из металла, обладающего в данной среде более отрицательным потенциалом, чем потенциал металла сооружения.
Протекторная защита - это разновидность катодной защиты, не требующая внешнего источника тока. Необходимый для защиты электродный поляризационный ток создает электрохимический элемент, в котором роль катода играет металл защищаемого сооружения, а роль анода - более электроотрицательный металл (магний, цинк и их сплавы).
На рис.11.5 приведена схема протекторной защиты. В процессе работы электрохимического элемента цинковый анод как более отрицательный будет окисляться, т.е. растворяться, посылая избыток электронов на катод, т.е. защищаемое изделие.
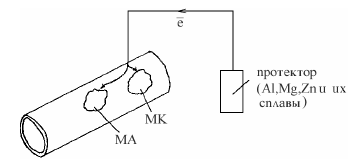
Рис. 11.5 Схема протекторной защиты: МА - микроанод, МК - микрокатод.
На защищаемом изделии (катоде) при работе короткозамкнутого коррозионного элемента идут два процесса:
− за счет избытка электронов на изделии идет подавление работы микроанода из-за катодной поляризации;
− на микрокатоде и на всей поверхности идет процесс ионизации кислорода или восстановления ионов водорода, таким образом, коррозия металла прекращается.
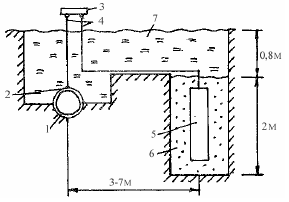
Рис. 11.6 Установка протекторной защиты: 1 - трубопровод; 2 - контакт; 3 - контрольно-измерительная колонка; 4 - изолированный провод; 5 - протектор; 6 - активатор; 7 - насыпной грунт
На рис. 11.6 представлена установка протекторной защиты. Так как электроотдача одного протектора невелика, то иногда приходится располагать рядом несколько протекторов. Для их изготовления используют сплавы на основе магния, цинка или алюминия, у которых более отрицательный потенциал, чем у железа. Лучший эффект в почвенных условиях имеют магниевые сплавы. Наиболее распространенные протекторы − НМ5У, ПМ10У, ПМ20У. Внутри анода помещен контактный стальной стержень для подключения к протектору кабеля.
В ряде случаев применяют комплексные протекторы с активаторами (ПМ5У), которые представляют собой магниевые аноды, упакованные в хлопчатобумажные мешки вместе с порошкообразным активатором. Активатор - смесь солей, в которую помещен анод с целью повышения эффективности протекторной установки. Наличие активатора уменьшает анодную поляризацию, т.е. увеличивает ток, снижает сопротивление растеканию тока с протектора, устраняет причины, способствующие образованию плотных слоев продуктов коррозии на поверхности протектора. Активатор обеспечивает стабильный во времени ток в цепи "протектор - сооружение" и более высокий КПД. Наиболее распространен активатор, представляющий собой порошкообразную смесь следующего состава (%): сульфат натрия гранулированный - 25;
сульфат кальция - 25;
глина бентонитовая - 50.
Стационарный потенциал комплексных протекторов типа ПМУ составляет -1,6 В относительно медносульфатного электрода сравнения. Токоотдача протектора составляет 2332 А⋅ч/кг. Применяют также протяженные прутковые протекторы (ПМИ), представляющие собой биметаллический пруток с оболочкой из магниевого сплава и стальным оцинкованным контактным стержнем диаметром 4 мм, проходящим по центру прутка. Протекторы выпускаются длиной до 1000 м. Условия применения протекторной защиты зависят от внешних факторов, степени оголенности металла защищаемого сооружения, наличия блуждающих токов и параметров, определяющих свойства грунтов.
Протекторную защиту в основном применяют для защиты от почвенной коррозии. Рекомендуется также ее применять в комплексе с катодной защитой на трубопроводах для расширения зоны катодной поляризации.
Протекторная защита эффективна при удельном сопротивлении грунта с активатором не более 50 Ом⋅м.
Расстояние от протектора до защищаемого изделия составляет от 3 до 7 м, так как более близкое размещение протекторов может привести к повреждению изоляционного покрытия солями растворяющегося протектора.
В ряде случаев применяют поляризованные протекторы, которые представляют собой обычные протекторы, подключаемые к защищаемому сооружению с помощью полупроводниковых диодов, пропускающих ток только в направлении от сооружения к протектору.
Катодная и анодная защита внешним током
Катодная защита - способ защиты сооружений принудительной катод-
ной поляризацией с помощью внешнего источника постоянного тока
(рис.11.7).
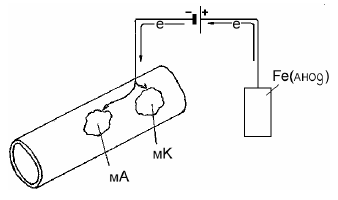
Рис.11.7 Катодная защита
Катодная поляризация трубопроводов должна осуществляться таким образом, чтобы стационарные потенциалы металла находились в пределах от -0,85 до -1,15 В по медно-сульфатному электроду сравнения.
Отрицательный полюс внешнего источника тока подключают к защищаемому сооружению, которое выполняет роль катода. Анод электрической цепи - специальное анодное заземление, подключенное к положительному полюсу источника тока. Данная установка работает по закону электролиза.
При катодной защите внешним током на аноде из железа идет процесс растворения: Fe = Fe2+ + 2e, а на защищаемом изделии, которое поляри-
зуется катодно, на микрокатоде идет либо процесс восстановления водорода
2Н+ + 2е = Н2 (кислая среда), либо ионизация кислорода О2 + Н2О + 4е =
4ОН- (нейтральная или щелочная среда). На микроанодах происходит подавление анодного процесса, т. е. коррозия сооружения.
Катодная защита внешним током по принципу действия аналогична протекторной, но более эффективна и применяется для ликвидации анодных зон трубопроводов. Она используется, как правило, для предохранения подземных сооружений от почвенной коррозии, в ряде случаев − для защиты от коррозии блуждающим током, когда применение устройства электрического дренажа нецелесообразно по технико-экономическим данным. Для защиты протяженных трубопроводов используют несколько катодных установок (станций). Катодные станции имеют плавную или структурную регулировку постоянного тока.
Выпускаются автоматические катодные станции, которые снабжены специальными блоками, обеспечивающими автоматическое регулирование электрических параметров защиты (величины тока или напряжения). Автоматическое регулирование позволяет ограничивать и поддерживать в заданных пределах разность потенциалов между подземным сооружением и землей.
В качестве анодов при катодной защите на практике широкое распространение получили заземлители из черных металлов (изношенные рельсы, трубы, уголки, прутки и др.), т.е. растворимые аноды.
Находят применение анодные заземлители с использованием малорастворимых материалов: железокерамические сплавы (ферросилициды), графитопласт, искусственный графит, углеграфит, прорезиненный графит и др.
По конструктивному исполнению анодные заземлители подразделяются на протяженные и сосредоточенные. Обычно применяют сосредоточенные комбинированные анодные заземлители, выполненные из вертикальных электродов, горизонтально соединенных металлической полосой. Основной качественный показатель заземлителей - стабильность сопротивления растекания тока. Анодные заземлители рекомендуется размещать на участках с минимальным удельным сопротивлением грунта.
Анодная защита внешним током - защита металла от коррозии с помощью постоянного электрического тока от внешнего источника, при которой защищаемый металл присоединяют к положительному полюсу (т.е. в качестве анода), а к отрицательному полюсу присоединяют дополнительный электрод, поляризуемый катодно. При этом поверхность защищаемого металла поляризуется анодно; ее потенциал при этом смещается в положительную сторону, что обычно приводит к увеличению электрохимического растворения металла; однако, при достижении определенного значения потенциала может наступить пассивное состояние металла (это наблюдается при отсутствии депассиваторов в коррозионной среде и приводит к значительному снижению скорости электрохимической коррозии металла), для длительного сохранения которого требуется незначительная плотность анодного тока. На дополнительном электроде - катоде при этом протекает преимущественно катодный процесс. При больших плотностях анодного тока возможно достижение значений потенциала, при которых наступает явление перепассивации - растворение металла с переходом в раствор ионов высшей валентности, в результате чего образуются растворимые или неустойчивые соединения (железо и хром образуют ионы FeO42- и CrO42-), что приводит к нарушению пассивного состояния и увеличению скорости растворения металла.
Анодная защита применяется для защиты химического оборудования, изготовленного из коррозионностойких сталей от питтинговой коррозии в производстве сложных удобрений, содержащих KCl и HNO3. Область защитных потенциалов для стали 12Х18Н10Т 0,15 - 1,0В. Результаты опытов по защите сварной емкости из этой стали при температуре 40°С показали высокую эффективность анодной защиты: снизилась скорость общей корозии и была предотвращена питтинговая коррозия.
12 МЕТОДЫ ИССЛЕДОВАНИЯ И КОНТРОЛЯ
КОРРОЗИОННЫХ ПРОЦЕССОВ
Процессы коррозии необратимы и часто приводят к отказам различных машин и аппаратов, металлоконструкций, поэтому их необходимо обнаруживать на ранних стадиях, давать количественную оценку коррозионного повреждения, прогнозировать опасность развития в случае непринятия мер по усилению коррозионной защиты. Установление причин коррозионного разрушения позволяет правильно выбрать метод защиты.
Целью коррозионных исследований является не только определение долговечности данного металла в определенных условиях, но и раскрытие механизма коррозионного процесса, который может быть электрохимическим, химическим или смешанным. Определяется контроль коррозионного процесса: кинетический, диффузионный или смешанный в случае химической коррозии, или виды контроля электрохимических коррозионных процессов, например катодный при основной роли перенапряжения ионизации кислорода. Также устанавливаются агрессивные компоненты внешней среды, например O2, CO2, пары воды, вызывающие химическое коррозионное разрушение металла, или деполяризаторы (O2, H+, H2O, HSO3- и др.), способствующие электрохимической коррозии металлов. Изучается влияние внутренних (структура, состав сплава, состояние поверхности, наличие внутренних напряжений и др.) и внешних (состав коррозионной среды, скорость ее движения, температура, давление и др.) факторов на коррозионную стойкость металлов или сплавов.
12.1 Классификация методов коррозионных исследований
По общему характеру методы коррозионных исследований подразделяются на следующие:
− лабораторные исследования - изучение коррозионного поведения
металлических образцов в искусственно созданных условиях;
− внелабораторные исследования - коррозионные исследования образ-
цов в естественных эксплуатационных условиях;
− эксплуатационные исследования - испытания машин, аппаратов, со-
оружений и средств коррозионной защиты в условиях эксплуатации.
Обычно вначале проводят лабораторные, затем внелабораторные и последними - эксплуатационные испытания. Различные виды исследований дополняют друг друга.
Коррозионные исследования могут быть ускоренными, т. е. проводимыми в искусственных условиях, ускоряющих коррозионные процессы, протекающие в естественных условиях эксплуатации. Ускорение испытаний достигается облегчением протекания контролирующих процессов, но без изменения характера коррозионного процесса. В некоторых случаях проводят длительные испытания, соответствующие по продолжительности времени эксплуатации. Ускоренные и длительные методы исследований дополняют и контролируют друг друга. Сопоставление результатов при этих исследованиях позволяет получить коэффициенты пересчета, что освобождает от необходимости проведения длительных испытаний.
Методы ускоренных испытаний должны учитывать условия эксплуатации. Режим необходимо подобрать таким образом, чтобы обеспечивалась высокая скорость коррозии в течение всего периода испытаний. Ускорение процесса атмосферной коррозии, например, достигается созданием условий периодической конденсации влаги на поверхности изделий, т. е. повышением концентрации коррозионного компонента.
Экспресс-методы исследований коррозионных процессов при эксплуатации и ремонте оборудования и металлоконструкций занимают особое место. Например, своевременное обнаружение коррозии металлов, находящихся в контакте с агрессивной средой, - определение склонности металла к межкристаллитной коррозии и выявление ее начальных стадий, имеет большое значение при эксплуатации аппаратов химической промышленности.
12.2 Критерии оценки коррозионных эффектов
Множество факторов, обусловливающих возникновение коррозионных процессов и механизмов их протекания, требуют индивидуального подхода к выбору метода коррозионных испытаний и оценки коррозионных разрушений.
При проведении коррозионных испытаний, а также во время эксплуатации оборудования о развитии коррозионных процессов судят, выполняя измерения различных коррозионных эффектов (площади коррозионного разрушения, его глубины, массы продуктов коррозии и др.), по изменению некоторых физико-механических свойств металла (электросопротивление, механическая прочность и др.) и величине коррозионного тока. В некоторых
случаях проводят периодические проверки эксплуатационных факторов, например концентрации агрессивных загрязнений в окружающей среде, температурного режима эксплуатации, влажности поверхности металла и др.
Очаговый показатель коррозии Кn - число коррозионных участков, возникающих на единице металлической поверхности за определенный промежуток времени в данных условиях эксплуатации.
Глубинный показатель коррозии Кυ характеризует максимальную или среднюю глубину коррозионного разрушения металла в течение определенного времени, (мм/год).
Массовый показатель коррозии Кm - снижение или увеличение массы металла за счет потерь или, наоборот, роста продуктов коррозии на единице поверхности за единицу времени (г/м2⋅ч).
Электрические показатели коррозии: Кi - токовый, который соответствует скорости коррозионного процесса, мA/см2; Кr - показатель изменения электросопротивления поверхности металла за определенное время, %.
Механический показатель коррозии Кпр характеризует изменение предела прочности металла за определенное время, %.
Показатель склонности металла к коррозии Кc - срок эксплуатации или проведения испытаний до начала коррозионного процесса, т.е. когда коррозионное поражение поверхности металла составляет 1% площади. Измеряется в часах или сутках.
Для оценки коррозионной стойкости металлов, а также средств защиты от коррозии рекомендуется десятибалльная шкала коррозионной стойкости металлов ГОСТ 13819−68 (таблица). Скорость коррозии измеряется глубинным показателем (мм/год).

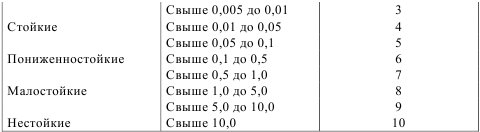
Но в некоторых отраслях, в частности, в химическом машиностроении, имеются свои допуски на коррозию, которые зависят от характера использования оборудования. Например, в химической промышленности для часто сменяемых металлических узлов, таких, как сифоны, барботеры и др., допустимое значение скорости коррозии составляет 6 мм/год, а для металлических воздуховодов она не должна превышать 0,05 мм/год.
Сравнивать различные металлы по величине скорости коррозии можно лишь в том случае, если известна кинетика процесса коррозии. Для некоторых металлов скорость коррозии остается постоянной во времени, для других она или снижается, или, наоборот, увеличивается. Поэтому для более полного суждения о коррозионной стойкости металла необходимо иметь не только отдельные значения скорости коррозии, но и знать кинетику процесса коррозии этого металла.
12.3 Методы коррозионных испытаний
Методы исследования коррозионных процессов можно поделить на несколько основных групп.
Визуальный метод применяют при эксплуатации оборудования. Он позволяет установить изменение микрогеометрии поверхности металла, вид коррозионного разрушения, нарушение защитного покрытия и т.д. Этот метод используют для оценки сплошной коррозии и некоторых видов местной коррозии (точечная, пятнами и др.).
На блестящих металлических поверхностях начальные стадии коррозии обнаруживают по изменению коэффициента отражения света (блескомеры ФБ-2, ФМ-58 и др.).
Металлографические методы позволяют обнаружить начальные стадии структурной коррозии. Их можно применить в условиях эксплуатации оборудования без отбора образцов. Разработан метод обнаружения начальных стадий межкристаллитной коррозии (МКК) непосредственно на элементах металлических конструкций. Шлифы делают в профильном сечении. После обезжиривания и травления поверхности шлифа определяют расположение границ зерен. Замкнутые границы зерен характеризуют склонность металла к МКК или ее начало.
Также для выявления структуры металла на поверхности эксплуатируемого оборудования устанавливается специальная ячейка. Она выполнена в виде накидной шайбы под объектив микроскопа. Внутреннее пространство разделено тонкой стеклянной перегородкой, изолирующей объектив микроскопа от электролита. Имеется два штуцера для протекания электролита. Устройство позволяет наблюдать процесс коррозии во времени.
Химические и электрохимические методы позволяют идентифицировать состав металла элементов оборудования и продуктов коррозии, определить анодные и катодные зоны в условиях неравномерной и местной коррозии металлов, выявить гетерогенные включения, выходящие на поверхность металла (капельный метод или наложение влажной индикаторной бумаги).
Большое распространение получил экспресс-метод коррозионного испытания нержавеющих сталей на склонность к МКК кипячением в 65% HNO3. При проведении данного анализа полученный раствор анализируют фотоколориметрически или спектрофотометрически.
Для этого анализа используется металлическая стружка, взятая с поверхности конструкций вблизи ожидаемых зон разрушения металла.
Электрохимические методы включают метод поляризационных кривых и поляризационного сопротивления, а также метод измерения электродного потенциала металла.
Методы механических испытаний заключаются в сравнении механических свойств металла до и после коррозии. К ним относят испытания на прочность, растяжение, ударную вязкость, изгиб и др. В некоторых случаях
исследуют такие механические свойства металла, как текучесть, предел выносливости и др.
Химическое оборудование испытывают на прочность воздухом или водой. При этом фиксируют предельные значения давления рабочего тела (воздуха, воды), по которым рассчитывают усилия разрушения конструкции в процессе эксплуатации по сравнению со стандартными. Эти испытания
помогают установить влияние условий эксплуатации и развития коррозионных процессов на прочностные характеристики металлических конструкций, а также на другие физико-механические свойства данного металла.
Рентгенографический метод, в частности, микроанализ с помощью электронного зонда, применяют для исследования продуктов, образующих оксидную пленку на металлах: определение размеров и ориентации кристаллов, измерение параметров кристаллической решетки.
Метод радиоактивных изотопов применяют для исследования скорости и механизма диффузии в оксидных пленках.
12.4 Мониторинг коррозионных процессов
Для диагностики коррозионного состояния оборудования и своевременного выявления возможных коррозионных отказов находящиеся в эксплуатации металлоконструкции периодически проверяют. В каждый момент времени состояние оборудования характеризуется коррозионным эффектом (КЭ), определяющим стойкость металлов и покрытий к воздействующим агрессивным факторам. В процессе эксплуатации величина КЭ должна находиться в допустимых для данного оборудования пределах. Выход фактических значений КЭ за пределы допустимых - признак опасного коррозионного состояния металла или покрытия.
Для дистанционного контроля применяют устройства с датчиками, которые производят замеры влажности поверхности металла, pH пленки влаги, других агрессивных компонентов среды.
Дистанционная диагностика коррозионного состояния в дальнейшем даст возможность проводить ускоренные испытания и моделировать отдельные стадии процесса коррозии.
К методам автоматического контроля процессов коррозии и устройствам для их реализации предъявляют следующие требования:
− обеспечение достоверных результатов измерений;
− своевременность обнаружения опасного коррозионного состояния;
− возможность контроля факторов, влияющих на результаты измерений;
− возможность получения интегральных оценок коррозионных эффектов.
Создание и внедрение устройств для автоматических измерений параметров коррозионных процессов позволит контролировать процессы коррозии во время эксплуатации оборудования, внедрить методы защиты от коррозии воздействием на среду, дозированием ингибиторов коррозии, автоматически регулировать параметры электрохимической защиты и др.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1. Виноградов С.Н., "Технология электрохимических производств": Учеб. пособие - Пенза: 2000 г.
2. Капустин Ю. И., Коррозия и защита металлов: Учеб. Пособие. − М.: 1998.