- Преподавателю
- Другое
- Мастер - класс на тему Сварка угловых соединений в нижнем положении
Мастер - класс на тему Сварка угловых соединений в нижнем положении
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Ерохин С.Н. |
| Дата | 28.01.2016 |
| Формат | docx |
| Изображения | Есть |

Қазақстан Республикасы Білім және ғылым министрлігі Солтүстік Қазақстан облысы әкімдігінің «Петровка аграрлы - техникалық колледжі»
коммуналдық мемлекеттік мекемесі
Есіл ауданы, Петровка селосы
Коммунальное государственное учреждение «Петровский аграрно - технический колледж» акимата Северо - Казахстанской области Министерства образования и науки Республики Казахстан
Есильский район, село Петровка
Мастер - класс
На тему:
«Сварка угловых соединений в нижнем положение»
Место проведения: г. Атырау
Республиканский конкурс профессионального мастерства «Лучший мастер производственного обучения
по профессии Сварщик» Дата проведения: 03Л 1.2011 год
Подготовил мастер производственного обучения:
Ерохин С.Н
с.Петровка, 2015
Тема: Сварка угловых соединений в нижнем положении
Цели урока
Образовательная научить уч-ся правильно и последовательно сваривать угловые соединения
Воспитательная воспитания профессионализма уметь проводить самоанализ самоконтроль.
Развивающая Ознакомиться с техникой сварки угловых соединений, приобрести практические навыки.
Тип урока: Комбинированный
Метод урока: индивидуально- самостоятельная работа
мто
Оборудование, инструменты, инвентарь: сварочный трансформатор, реостат, электродержатель, шлем,маска электроды, инструмент сварщика.
Сырье: металлические пластины, разной толщины.
Наглядные пособия: плакаты, тех. карты
Межпредметная связь: черчение, физика, химия, электротехника
ХОД УРОКА
-
Организационная часть
-
Проверка наличия уч-ся внешнего вида и соответствие требований безопасности
-
Назначить дежурных
-
Вводный инструктаж.
-
Сварка угловых соединений в нижнем положение
-
Инструктаж по организации рабочего места
-
Безопасность труда, и противопожарная безопасность Мотивация урока Вопрос о важности сварки.
Сварка занимает важное место в различных отраслях нашей промышленности и строительстве благодаря своим преимуществам перед другими способами производства изделий, например клепкой, литием, ковкой и т.д.
Важным преимуществом сварки являются возможность при производстве изделия выбирать наиболее рациональную конструкцию и форму. Сварка позволяет экономно использовать металлы и значительно уменьшить отходы производства. Сварочные соединения по прочности, как правило, не уступают прочности того металла, из которого сделаны изделия.
На сегодняшний день на рынке труда востребовано профессия - электрогазосварщик. Получив хорошие практически знания на уроках производственного обучения и закрепив их в период производственной практики вы сможете без проблем устроиться на работу.
Техника безопасности.
Перед включением сварочного трансформатора вы должны убедится в технической исправности, что трансформатор заземлен и не имеет никаких повреждений. Все сварочные провода должны иметь исправную изоляцию и соответствовать применяемым токам. Применение проводов с ветхой и растрепанной изоляцией во избежание несчастного случая категорически запрещается. Присоединить и отсоединить от сети электросварочное оборудование, а также наблюдать за их исправным состоянием в процессе эксплуатации обязан электротехнический персонал. Сварщикам запрещается выполнять эти работы.
Во избежание ожогов сварщик должен работать в специальной одежде из брезента или плотного сукна, в рукавицах и головном уборе. Куртку не следует заправлять в брюки. При сварке потолочных, горизонтальных и вертикальных швов необходимо надевать брезентовые наручники и плотно завязать их по верх рукавов у кистей рук. Зачищать швы от шлака следует лишь после полного остывания обязательно в очках с простыми стеклами. Для защиты лица и глаз от действий лучистой энергии дуги, а также от брызг расплавленного металла, сварщики обеспечиваются щитками и масками. Нельзя пользоваться случайными цветными стеклами, так как они не могут надежно защитить глаза.
Удаление вредных газов и пыли из зоны сварки, а также подачи чистого воздуха осуществляется местной и общей вентиляцией при оборудовании сварочных кабин обязательно предусматривается местная вытяжная вентиляция с верхним боковым или нижним отсосом, удаляющие газы и пыль непосредственно из зоны сварки. В зимнее время воздух подогревают до 20-22°С. с помощью калорифера. И учитывая специфику работы, следует соблюдать противопожарную безопасность. Противопожарная безопасность.
11ри дуговой электросварке открытой дугой особенно резкие брызги расплавленного металла разлетаются на значительные расстояния, вызывая опасность пожара.
Поэтому сварочные цехи должны сооружаться из негорючих материалов. В местах сварки недопустимо скопление воспламеняющихся смазочных материалов, обтирочной ветоши. Для быстрой ликвидации очагов пожара вблизи места сварки всегда должны быть бочки с водой и ведро, ящик с песком, лопата, а также ручной огнетушитель.
Объяснить последовательность предстоящего урока.
-
разметка- технологическая операция, при которой на поверхность металла с помощью разметочных инструментов (стальные линейки, угольники, циркули, чертежи, керны.) наносят контур
-
Разделка кромок- может производиться как кислородной резкой, так и на кромко трогательных станках.
Если на подготовленных к сварке кромках имеются следы коррозии масла или грязь, их удаляют методическими щетками.
-
для толщины металла 3-60 мм кромку скашивают под углом (45,2)1'
-
для толщины металла 8-100 мм с применяют двухстороннюю разделку под углом (45,2)°'
Угловые швы могут быть однослойными при небольшой толщине или многослойными при большой толщине.
Однослойные швы, как правило бывают однопроходными, а многослойные - многопроходными.
-
Прихватки (короткий сварной шов) размещают в местах расположения сварочных швов, за исключением мест их пересечения
-
длина прихваток для сталей с пределом текучести до 390 МПа должна быть не менее 50 мм для сталей с пределом текучести более 390МПа прихватки должны быть длиной 100 мм и расстояние между ними- не более 400 мм.
-
при толщине собираемых деталей (4-6мм)
Прихватки могут быть более короткими (20-30мм)
И расстояние между ними 200-300мм. Прихватки придают жесткость конструкции и препятствуют перемещению деталей от усадки при сварке.
-
Режим сварки. Марка и толщину основного металла, протяженности и форма сварных швов, тип электрода, положение швов в пространстве.
В зависимости от марки свариваемого металла и его толщины подбирают тип и марку электрода.
Диаметр электрода выбирается в зависимости от положения сварки и толщины металла.
Толщина электрода влияет на глубину провара: чем тоньше электрод тем больше будет глубина провара. Швы многослойного шва выполняют, как правило электродами одного диаметра при одинаковой силе тока. Диаметр электрода для первого слоя выбирают на 1 мм меньше, чем для последующих.
-
способы зажигания дуги. 1 зажигание (впритык) 2 (чирканье)
-
Зажигание дуги после обрыва или смены электрода повторное ее возбуждение осуществляют впереди кратера, а затем возвратиться назад, разварить кратер и только после этого продолжать дальнейшее движение вперед.
Скорость сварки. При ручной сварю| скорость перемещения электрода устанавливает сам сварщик.
длина дуги нормальной считают длину дуги равную (0,5-1,1) d3 Направление сварки на горизонтальной поверхности может быть слева направо и справа налево, а на вертикальной - от себя и к себе.
Технологическая карта
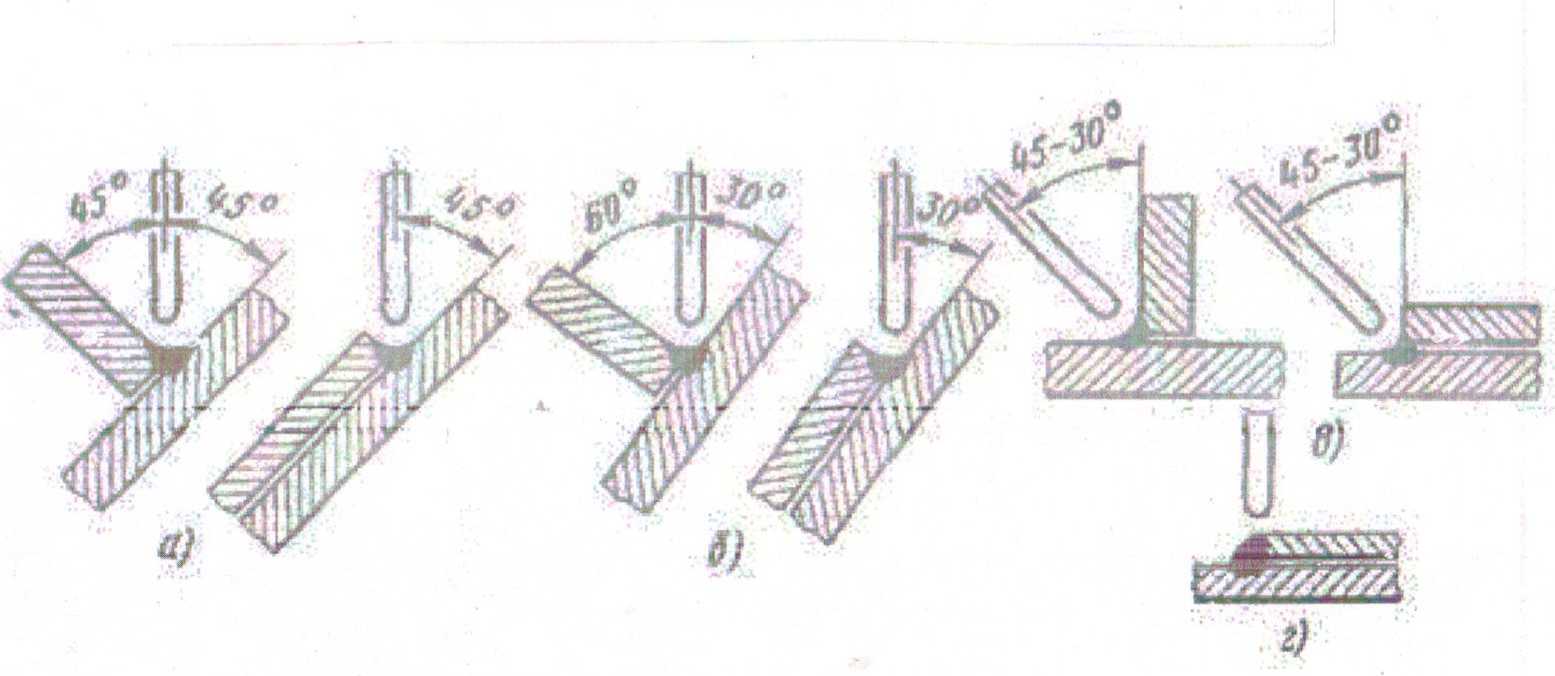
Различные методы сварки угловых швов:
а - в симметричную «лодочку»; б - в несимметричную «лодочку»,
в - в угол; г - с оплавлением кромки
- Выполнение угловых соединений: таких соединений насчитываются 10:отУ1 до У10. При выполнении угловых соединений сварку осуществляют вертикальным электродом «в лодочку», наклонными электродом «в угол», когда электрод наклонен под углом 30°-45°, или вертикальным электродом с оплавлением кромки.
Сварка вертикальным электродом «лодочку» обеспечивает благоприятное условия для формирования шва и может быть однослойной и многослойной. Однослойную одностороннюю сварку без скоса кромок применяют для наложения швов с катером до 10мм. Зазор между свариваемыми заготовками не должен превышать 10% толщины листа.
Сварку наклонным электродом «в угол» выполняют в тех случаях, когда свариваемые заготовки невозможно установить для сварки «в лодочку». При этом способе сварки возможен непровар корня шва и кромки нижнего листа. Непровар корня шва является причиной образования и развития трещин в соединении, выполняют односторонний (при толщине заготовок свыше 3-60 мм) и двусторонний скос кромок под углом (8+-10). А также швы выполняют с подварочным швом, без подварочного шва, со стальной подкладкой:
- подкладки бывают (стольные, керамические, асбестовые, медные)
]Многослойной сваркой накладывают швы с катетом свыше 10мм.
Техника сварки, обеспечивающая получение качественного соединения «в угол», основана на периодическом изменении угла наклона электрода в плоскости, перпендикулярной шву, и перемещении торца электрода по определенной траектории. Сварку сваривают с нижнего листа. Потом торец электрода поводят к углу, немного задерживают для получения хорошего проплавления, после чего передвигают по верхнему листу и без задержки к углу, а затем по нижнему листу и т.д. При многослойной сварке корень шва проваривают электродом 2...4мм ниточным швом. Наложение последующих слоев осуществляют (после очистки шва от шлака) электродом, которому сообщают поперечные колебания.
Текущий инструктаж.
-
Первый обход: проверка правильности организации рабочих мест и соблюдение правил техники безопасности.
-
Второй обход: проверка правильности выполнения уч-ся трудовых приемов и технологического процесса выполнения работы.
-
Третий обход: проверка правильности пользования чертежами, инструкционными и технологическими картами.
-
Заключительный инструктаж.
-
Сообщение о достижении целей урока:
-
Анализ умений выполнять производственные работы самостоятельно с использованием технологической карты:
-
Разбор типичных ошибок при выполнении учебно-производственных работ;
-
Оценка работ уч-ся;
-
Выдача дом. Задания.
-
Домашнее задание