- Преподавателю
- Другое
- План-конспект учебной практики на тему Зенкерование, зенкование и развёртывание
План-конспект учебной практики на тему Зенкерование, зенкование и развёртывание
| Раздел | Другое |
| Класс | - |
| Тип | Конспекты |
| Автор | Сазонов В.Н. |
| Дата | 17.02.2016 |
| Формат | doc |
| Изображения | Есть |

План конспект
Наименование: : Зенкерование, зенкование и развёртывание
Специальность: Слесарь по ремонту автомобиля, водитель автомобиля
дЦели:
Изучив данный элемент, Вы сможете:
-
Свободно ориентироваться в выборе инструмента и приспособлений для окончательной обработки отверстий.
-
Освоить приёмы работать на ручном и станочном оборудовании, производить заточку инструмента; выполнять зенкерование, зенкование и развёртывание.
Необходимое оборудование, материалы и средства.
Количество
Наименование / описание
6
Спиральные свёрла
1
Вертикально - сверлильный станок
0-6
Конусные переходные втулки
2
Кулачковые патроны
1
Ручные тиски
3
Зенковки
2
Цековки
4
Зенкера разного d
4
Развёртки наборы
Сопутствующие учебные элементы и пособия:
« Организация рабочего места слесаря»
« Плоскостная разметка»
« Слесарная обработка отверстий»
д
-
Зенкерование, зенкование и развёртывание
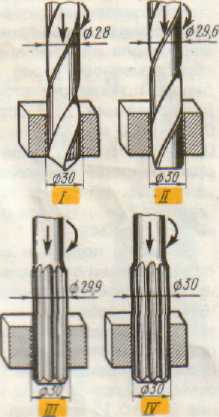
После выполнения отверстий в сплошном материале производится их обработка для увеличения размеров и снижение шероховатости поверхности, а так же обработка предварительно полученных отверстий (литьё, штамповка и пр).
При обработки отверстий различают три основных вида операции: сверление, зенкерование, развёртывание и их разновидности: рассверливание, зенкование, цекование.
-
Зенкерование.
Зенкерование - это операция, связанная с обработкой предварительно просверленных или любым другим методом полученные отверстия с целью придания им более правильной геометрической формы, а так же достижение более высокой, по сравнению со сверлением, точности (до 8 квалитета) и более низкой шероховатости (до Ra125).
В отличие от сверла, зенкер имеет большее число режущих кромок (три или четыре), что даёт определённую точность в обработки отверстий.
По конструкции зенкер может иметь различное направление угла спирали - правое, левое, прямое. Изготовляют зенкер из быстрорежущей стали или оснащают пластинами из твёрдого сплава ВК6, ВК8, ВК6М, Т5К10, Т15К6. Пластины могут быть закреплены в зенкере при помощи гайки или клинового крепления, что позволяет много раз использовать корпус зенкера.
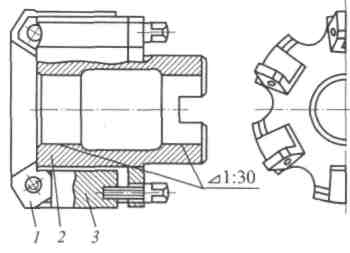
В качестве режущей части насадных зенкеров используется многогранные твёрдосплавные пластины. Крапление пластин в корпусе насадного зенкера осуществляется механическим путём.
д
Режущая пластина 1 закрепляется в корпусе 2 при помощи тяги 3, что позволяет произЗводить замену пластины непосредственно на станке. Для этого надо сместить тягу 3, повернуть пластину следующей гранью или заменить на новую, снова закрепить тягу и продолжать работу.
 Геометрические параметры режущей части зенкеров выбирают в зависимости от условий обработки: главный угол в плане φ = 30 ÷ 60˚; передний угол γ = 3 ÷ 30˚, для зенкеров из быстрорежущей стали, для зенкеров с пластинами γ = 5 ÷ - 5˚, задний угол α = 8 ÷ 15˚.
Геометрические параметры режущей части зенкеров выбирают в зависимости от условий обработки: главный угол в плане φ = 30 ÷ 60˚; передний угол γ = 3 ÷ 30˚, для зенкеров из быстрорежущей стали, для зенкеров с пластинами γ = 5 ÷ - 5˚, задний угол α = 8 ÷ 15˚.
Насадной зенкер:
1 - режущие пластины
2 - корпус
3 - тяга
Для хрупких материалов передний угол равен нулю, а для твёрдосплавных развёрток он составляет от 0 до -5˚.
Ручные развёртки используют, как правило при обработки отверстий диаметром 3 ÷ 50 мм, в материалах не высокой твёрдости.
 Машинные развёртки бывают цилиндрические и конические, насадные и цельные. Цельными развёртками обрабатываются отверстия от 3 до 100 мм, а насадными диаметрами от 25 до 300мм. И те и другие развёртки изготавливаются из быстрорежущей стали или оснащаются пластинами из твёрдого сплава.
Машинные развёртки бывают цилиндрические и конические, насадные и цельные. Цельными развёртками обрабатываются отверстия от 3 до 100 мм, а насадными диаметрами от 25 до 300мм. И те и другие развёртки изготавливаются из быстрорежущей стали или оснащаются пластинами из твёрдого сплава.
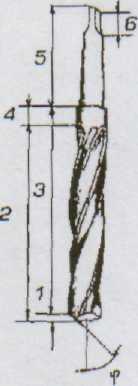
Цельный цилиндрический зенкер:
-
режущая часть
-
рабочая часть
-
направляющая (калибрующая) часть
-
шейка
-
хвостовик
лапка
 д
д
З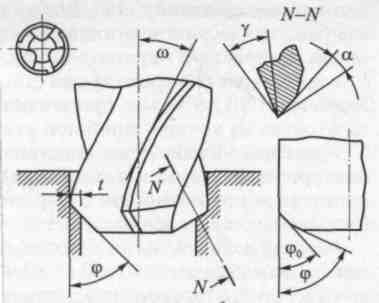 енкер:
енкер:
а - конструкция; б - геометрические а)
параметры рабочей части;
ώ - угол наклона ленточки;
φ - плавный угол в плане;
φ0 - угол заборного конуса;
γ - передний угол;
α - задний угол;
t - глубина резания.
б)
Ручное сверление для зенкерования, зенкования и цекования не применяют, так как оно не даёт должной точности.
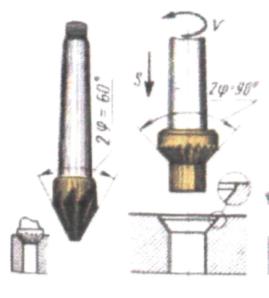
Зенкование - это обработка на вершине просверленных цилиндрических или конических углублений под головки винтов и заклёпок, а так же фасок. Выполняется эта операция при помощи специального инструмента - зенковок.
Цекование - зачистка торцов поверхностей при обработке бабышек под шайбы, гайки, стопорные кольца. Операция производится при помощи цековки, которую ставят на специальные оправки.
З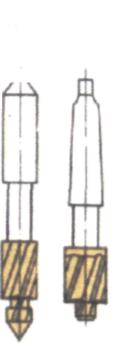
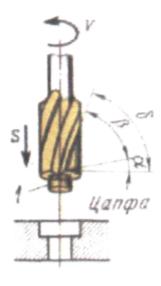
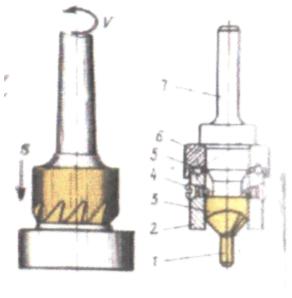 енковки:
енковки:
а - с постоянной направляющей
и цилиндрическим хвостовиком; а, б
б - со сменной направляющей
и коническим хвостовиком;
в - углы зенковки;
г - конические зенковки;
д - цековка;
е - поддержка с зенковкой
и вращающимся ограничителем;
в
1 - направляющая шпилька
2 - упор
3 - зенковка
4 - винты
5 - шарики
6 - втулка
7 - хвостовик
г, д
е
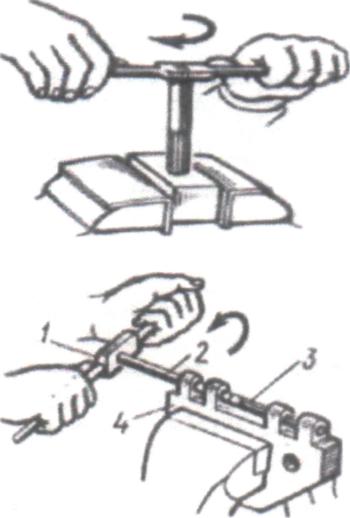
3. Развёртывание - операция по обработке ранее просверленных отверстий с высокой степенью точности (до 6 квалитета) и малой шероховатостью (до Ra 0,63).
Выполняется эта операция развёртками после зенкерования отверстия.
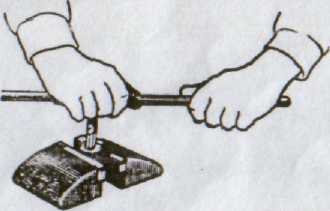
б
Развёртывание:
а - установка развёртки и воротка
б - развёртка с удлинителем
1 - вороток
2 - удлинитель
3 - развёртка
4 - деталь
Развёртки подразделяются на черновые и чистовые, ручные и машинные. Осуществляют обычно развёртывание на стационарных станках.
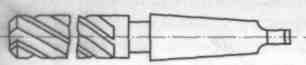
Для развёртывания конических отверстий применяют конические развертки.
Конструктивно развёртка для ручного развёртывания состоит из рабочей части, хвостовика и шейки. Рабочая часть конуса включает в себя режущую часть (заборный конус и направляющий конус, которые обеспечивают центрирование развёртки и отверстия) и калибрующая часть,
Обеспечивающую получение отверстия с заданной точностью и шероховатостью обработанной поверхности. 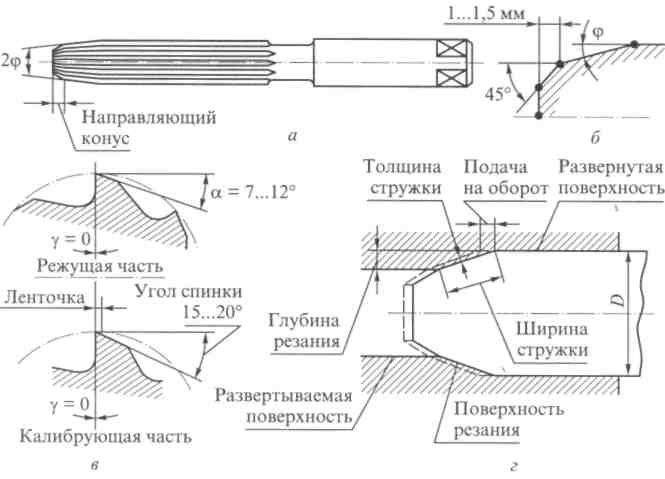
Развёртка:
а - конструкция развертки
б - конструкция заборной части
в - геометрические параметры режущей и калибрующей части
г - схема резания
φ - угол заборного конуса
2φ - угол при вершине
α - задний угол
γ - передний угол
D - диаметр развёртки
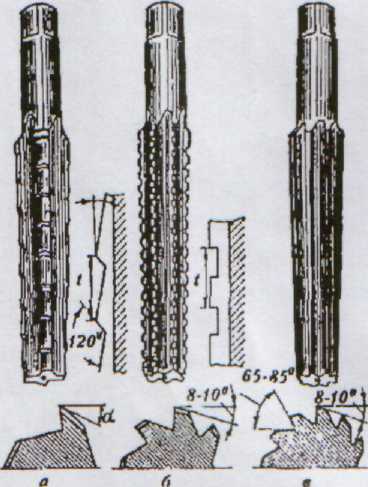
Режущая часть заборного конуса развёртки имеет угол при вершине 2φ. Для обработки вязких металлов он составляет 12 ÷ 15˚, для хрупких и твёрдых металлов от 3˚ до 5˚.
Твёрдосиловные развёртки имеют угол при вершине 30 ÷ 45˚.
Н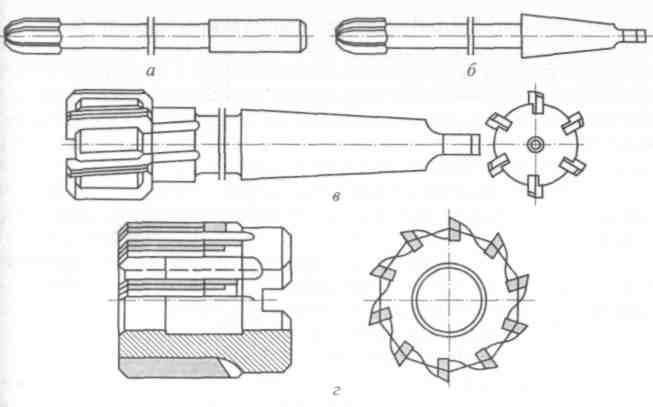 аправляющий конус рабочей части развёртки, расположен под углом 45˚ к её оси. Задний угол α на режущей части составляет от 6˚ до 15˚, на калибрующей части этот угол обычно равен нулю, а передний угол γ = 0 ÷ 15.
аправляющий конус рабочей части развёртки, расположен под углом 45˚ к её оси. Задний угол α на режущей части составляет от 6˚ до 15˚, на калибрующей части этот угол обычно равен нулю, а передний угол γ = 0 ÷ 15.
Развёртки, оснащённые пластинами из твёрдого сплава:
а, б - цельные; в, г - насадные.
Для хрупких материалов передний угол равен нулю, а для твёрдоплавких развёрток он составляет от 0 до -5˚.
Ручные развёртки используются как правило при обработки отверстий диаметром 3 ÷ 5 мм, в материалах высокой твёрдости.
Машинные развёртки бывают цилиндрические и конические, насадные и цельные. Цельными развёртками обрабатываются отверстия от 3 до 100мм, а насадными диаметрами от 25 до 300мм. И тем и другие развёртки изготавливаются из высокорежущей стали или оснащаются пластинами из твёрдого сплава.
Практические работы.
Все практические работы связанны с обработкой отверстий, производить с учётом соблюдения правил работы на сверлильном оборудовании:
-
Сверление следует производить только на исправном оборудовании и правильно заточенным сверлом, при необходимости нужно произвести переточку или заправку сверла.
-
Необходимо прочно закрепить сверло с цилиндрическим хвостовиком в патроне. Торец сверла упереть в дно патрона а затем закрепить его, поочерёдно вставляя ключ во все гнёзда патрона
-
Для обеспечения прочного и безопасного крепления обрабатываемых деталей необходимо их надёжно закрепить на столе станка, тисках или тисочках, или призмах, используя разного вида прижимы, прихваты или кондукторы.
-
В местах сверления на детали нужно делать кернение глубиной 1 ÷1,5мм.
-
Сверление отверстий диаметром более 10мм выполняются в два приёма: в начале сверлом d = 5 ÷ 6мм, а затем сверлом нужного диаметра.
-
Необходимо правильно определить скорость резания и частоту вращения шпинделя.
-
При сверлении стальных деталей следует применять смазочно-охлаждающую жидкость. Чугунные детали надо сверлить насухо.
Запрещается наклоняться близко к месту сверления и сдувать стружки из-за её попадания в глаза.
У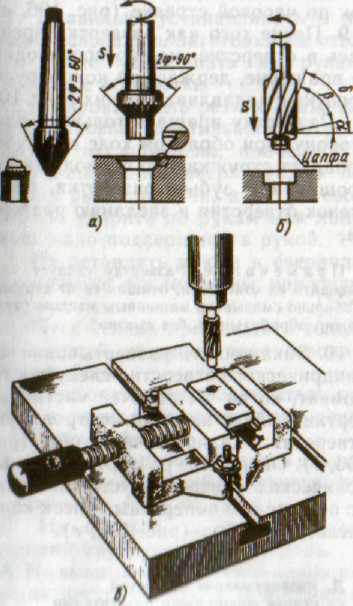 пражнение № 1
пражнение № 1
1. Зенковать отверстие под головку винта (заклёпки) с конической головкой .
Просверлить отверстие заданного диаметра. Остановить остаток, не снимая заготовку со стола, заменить сверло конусной зенковкой.
Зенковать отверстие до размера, указанного на чертеже, при ручной подачи и малой частоте вращения шпинделя (не более 100 об/мин.).
Отверстия до 5 … 6 мм можно зенковать сверлом большего диаметра.
2. Зенковать гнездо под цилиндрическую головку винта.
Просверлить отверстие сверлом, соответствующим диаметру направляющей (цапфы) зенковки.
Остановить станок, заменить сверло цилиндрической зенковкой соответствующего диаметра и проверить совпадение направляющей (цапфы) зенковки с отверстием.
Настроить станок на частоту вращения шпинделя n ≈ 60…80 об/мин.и выполнить зенкование, периодически меняя глубину гнезда. Зенковать при ручной подаче, применять эмульсию.
При необходимости рассверлить отверстие до размера, указанного на чертеже.
Упражнение № 2.
Зенкеровать отверстие по размерам, указанным на чертеже.
Просверлить отверстие сверлом с учётом припуска на зенкерование, выбираем по таблице:
Диаметр
зенкера, мм
5…24
25…35
36…45
46…55
56…65
Припуск
мм
1,0
1,5
2,0
2,5
3,0
Остановить станок и не снимая заготовку со стола, заменить сверло соответствующим цилиндрическим зенкером. Настроить станок для зенкерования
по режимам сверления, включить станок и зенкеровать отверстие насквозь при механической подачи.
Упражнение № 3.
-
Развернуть отверстие.
Просверлить отверстие с припуском на развёртывание, определяемым по таблице:
Снять деталь и закрепить её в тисках. Взять черновую развёртку соответствующего диаметра, смазать заборную часть минеральным маслом и вставить её в отверстие без перекоса. Надеть на хвостовик развёртки вороток. Качество поверхности отверстия проверить после тщательной протирки внешним осмотром «на свет». Недолжно быть царапин и задирав. Точность отверстия проверить калибрами:
цилиндрического - по проходному и непроходному концам калибра-пробки;
конического - по придельным рискам конического калибра и «на карандаш».
Диаметр
зенкера, мм
3…6
6…18
18…30
30…50
Припуск, мм
0,2
0,3
0,4
0,5
Слегка нажимая на развёртку ладонью правой руки. Левой рукой медленно вращать вороток по часовой стрелке, периодически извлекая развёртку из отверстия для её отчистки и смазывания. При развёртывании соблюдать следующие требования:
заканчивать развёртывание цилиндрических отверстий, когда ¾ рабочей часть части развёртки выйдет из отверстия;
окончание развёртывания отверстия коническими развёртками определять по положения контрольных рисок конического калибра;
развёртывание производить только движениями по часовой стрелки. Развернуть отверстие чистовой развёрткой таким же образом.
Проверка усвоения
Контрольные вопросы:
-
Как подразделяются зенковки по форме режущей части?
а) торцевые
б) конические
в) ромбические
г) цилиндрические
д) квадратные
-
Как подразделяют зенкеры по конструкции?
а) цельные
б) комбинированные
в) составные
г) насадные
-
Как подразделяются развёртки по конструкции?
а) коническая
б) ручная
в) ромбическая
г) машинная
д) комбинированная
Проверка усвоения
Контрольные вопросы:
-
Как подразделяются зенковки по форме режущей части?
а) торцевые
б) конические
в) ромбические
г) цилиндрические
д) квадратные
-
Как подразделяют зенкеры по конструкции?
а) цельные
б) комбинированные
в) составные
г) насадные
-
Как подразделяются развёртки по конструкции?
а) коническая
б) ручная
в) ромбическая
г) машинная
д) комбинированная