- Преподавателю
- Другое
- Лабораторная работа 7 Определение погрешности показания угломера с помощь угловых плиток и измерение углов с помощью угломеров
Лабораторная работа 7 Определение погрешности показания угломера с помощь угловых плиток и измерение углов с помощью угломеров
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Фирсова Л.В. |
| Дата | 16.01.2016 |
| Формат | doc |
| Изображения | Есть |

ЛАБОРАТОРНАЯ РАБОТА 8
8.1 Тема
Измерение среднего диаметра резьбы резьбовым микрометром.
8.2 Цель работы
Ознакомление с устройством инструментов и приборов, служащих для измерения отдельных элементов резьбы, с областью их применения, а также приобретения навыков пользования ими.
8.3 Задание
Измерить размеры детали с помощью инструментов и сделать заключение о ее годности.
8.4 Общие сведения
8.4.1 Оснащение лабораторной работы:
а) микрометр гладкий МК-25, цена деления 0,01 мм, предельная погрешность + 5,5 до + 7,5 мкм;
б) микрометр МВМ 0-25, цена деления 0,01 мм, предельная погрешность измерения 0,1-0,2 мм;
в) концевые меры длины;
г) чертежи деталей;
д) детали;
е) обтирочный материал;
ж) набор резьбовых шаблонов.
8.4.2 Резьбовые микрометры для измерения среднего диаметра резьбы.
Микрометры со вставками выпускаются трех типов: МВМ, МВТ и МВП. Микрометры со вставками отличаются от обычных микрометров наличием в пятке 1 и конце микровинта 2 глухих отверстий диаметром 3, 5 мм, на дне которых закреплены опорные шарики в соответствии с рисунком 1.
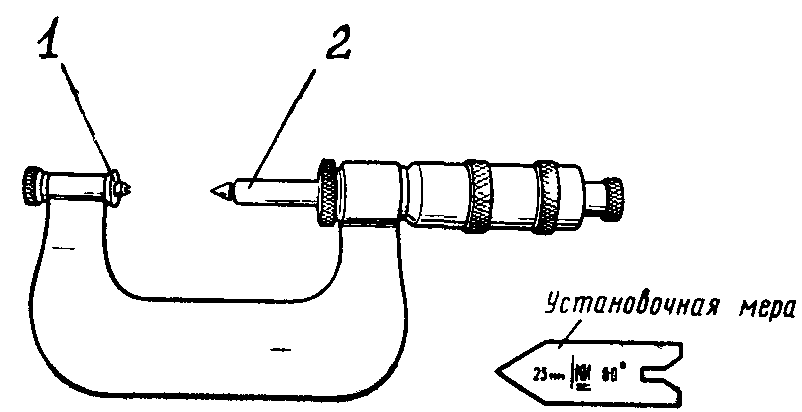
Рисунок 1 -Резьбовой микрометр
В эти отверстия вставляются специальные вставки, конструкция которых представлена на рисунке 2.
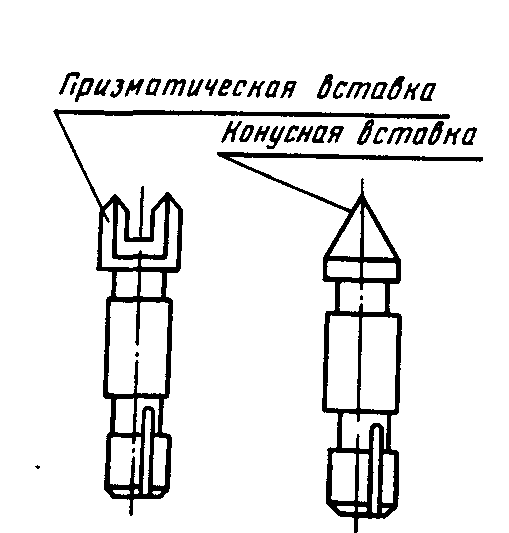
Рисунок 2 - Вставки
Вставки имеют коническую форму, которые вставляются в отверстие микровинта и призматические формы, вставляемые в отверстие пятки.
К микрометру для измерения метрических резьбы с шагом от 0,4 до 6 мм прилагается восемь пар вставок различных размеров с углом профиля 60 градусов. Номера вставок и интервалы шагов приведены в таблице 1.
Погрешность измерения среднего диаметра резьбы этими микрометрами может достигать 0,1 - 0,2 мм. Пределы измерений резьбовых микрометров среднего диаметра резьбы составляют 0-25, 25 - 50 и т.д. до 350 мм через 25 мм.
Таблица 1- Номер вставки
Номер вставки
Шаг резьбы, мм
Номер вставки
Шаг резьбы, мм
1
0,4 + 0,45
5
1,5 + 1,75
2
0,5 + 0,6
6
2 + 2,5
3
0,7 + 0,8
7
3 + 4
4
1 +1,25
8
4,5 + 6
8.4.3 Методика проведения работы.
Для проведения работы необходимо установить шаг резьбы, номинальный размер резьбы, класс или степень точности изготовления резьбы детали. Если шаг резьбы неизвестен, то его можно определить резьбовыми шаблонами.

Рисунок 3 - Определение шага резьбы
Шаблоны последовательно зубчиками прикладываются к профилю резьбы и наблюдают просвет между ними и профилем резьбы. Шаг резьбы может быть определен простой измерительной линейкой путем измерения длины соответствующей 10 шагам с последующим делением на 10. Определив шаг резьбы по справочнику, определяют номинальный размер среднего диаметра d2.
По данным на резьбу полям допусков находят в таблице предельных отклонений стандарта значения esd, eid, esd2, eid2 и подсчитывают предельные размеры этих диаметров. Результаты вносят в отчет по лабораторной работе.
Измерение среднего диаметра резьбовым микрометром начинается с выбора вставки в зависимости от шага Р резьбы детали. Номер вставки находится по таблице 1. Выбранные конусные и призматические вставки вставляют в отверстия микрометра (конусную вставку - в отверстие микровинта, призматическую - в отверстие пятки) и проверяют нулевое положение микрометра, предварительно закрепив его в стойку. При наличии отклонений надо их либо устранить, настроив микрометр на нуль, либо записать значение показаний микрометра при сведенных друг с другом вставок, а в последствии ввести в результаты измерений в качестве поправок. Измерение среднего диаметра резьбы рекомендуется вести в двух - трех сечениях детали и не менее трех раз в каждом сечении. За результат измерения принимают среднее арифметическое их значений. Измерение наружного диаметра производят обычным гладким микрометром. По окончании измерений строят схему полей допусков болта. По результатам всех измерений дают окончательное заключение о годности болта.
8.5 Составление отчета по лабораторной работе
8.5.1 Тема
Измерение среднего и наружного диаметров резьбы болта резьбовым и гладким микрометрами .
8.5.2 Цель работы
Ознакомление с устройством инструментов, служащих для измерения отдельных элементов резьбы. Освоение методов и приемов измерений.
8.5.3 Задание
Измерить размеры детали с помощью инструментов и сделать заключение о ее годности.
8.5.4 Ход работы.
8.5.4.1 Установить данные резьбы болта:
а) параметры резьбы:
d= ; d2= ; P=
б) предельные отклонения для поля допуска
esd= ; eid= ; esd2= ; eid2=
в) предельные размеры:
dmax = d + esd =
dmin = d + eid =
d2max= d2 + esd2 =
d2 min = d2 + eid2 =
8.5.4.2 Выбор измерительных средств.
Таблица 2 - Технические характеристики инструментов
Наименование прибора
Тип
Завод-изготовитель
Пределы измерений
Цена деления
Погрешность прибора
Микрометр гладкий
Микрометр резьбовой
8.5.4.3 Занести результаты измерений в таблицу.
Таблица 3 - Результаты измерений
Измеряемый параметр
Номер вставок
Значения измерений в сечениях
Среднее значение
1
2
3
8.5.4.4 Построить схему расположения полей допусков и сделать заключение о годности детали.
8.6 Контрольные вопросы
8.6.1 Перечислить основные параметры метрической резьбы.
8.6.2 Из каких элементов складывается допуск на средний диаметр резьбы?
8.6.3 Что такое комплексный и дифференциальный методы измерения резьбы?
8.6.4 Как можно определить шаг резьбы?
8.6.5 На какие параметры метрической резьбы назначены допуски?