- Преподавателю
- Другое
- Практическая работа по дисциплине технология машиностроения
Практическая работа по дисциплине технология машиностроения
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Кучеров А.О. |
| Дата | 29.09.2015 |
| Формат | doc |
| Изображения | Есть |

ГБПОУ СО
«Тольяттинский политехнический колледж»
Практическая работа №1
(К дисциплине «Технология машиностроения»)
Устройство токарно-винторезного станка.
Составил: А.О. Кучеров
Тольятти 2015
1.Цель работы.
Получить основные сведения о токарно-винторезных станках. Ознакомиться с органами управления токарно-винторезного станка. Приобрести практический навык выполнения карты наладки на токарную операцию.
2. Основные сведения о токарно-винторезных станках.
Токарно-винторезные станки- это один из видов самой большой и разнообразной по конструктивному исполнению группы станков. Они предназначены для обработки наружных, внутренних и торцовых поверхностей тел вращения. На них можно нарезать наружные и внутренние резьбы резцами, метчиками, плашками и резцовыми головками. На этих станках также обрабатываются отверстия резцами, свёрлами, зенкерами и развёртками.
На токарно-винторезных станках при наружном тонком точении достигается 6-й квалитет точности и шероховатость поверхности в Ra до 0.63 мкм.
Токарно-винторезные станки вследствие своей универсальности используются в индивидуальном и мелкосерийном производствах.
Основными узлами станка являются станина, на которой смонтированы все узлы и части станка.
В передней части станины находится коробка подач, задней- система смазки и охлаждения.
Передняя бабка жестко соединена со станиной и строго выверена по оси станка. В ней смонтирован шпиндельный узел и коробка скоростей, обеспечивающая частоту вращения шпинделя в заданном диапазоне.
Задняя бабка служит для поддержания заготовок большей длины в центрах и крепления инструмента- свёрл, зенкеров, развёрток, метчиков; она может перемещаться вдоль направляющих станины. И верхняя часть задней бабки может быть смещена, что происходит при точении конических поверхностей.
Суппорт служит для сообщения инструменту движения подач. Он состоит из фартука , преобразующего вращательное движение ходового винта или валика в поступательное движение резцовой головки; нижних (продольных), поперечных салазок, поворотной части и резцовой каретки, имеющей также свои салазки, используемые при обработке коротких конических поверхностей.
Корыто предназначено для сбора СОЖ и стружки.
Г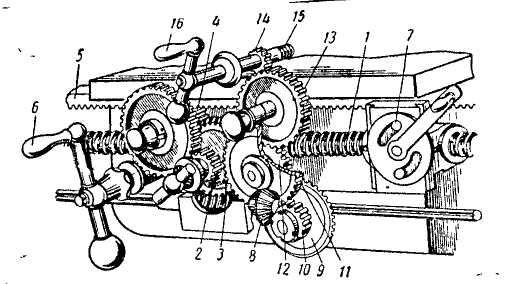 итара сменных колёс обеспечивает настройку станка на выполнение различных видов работ.
итара сменных колёс обеспечивает настройку станка на выполнение различных видов работ.
Рис. 2.1. Суппорт токарного станка
-2-
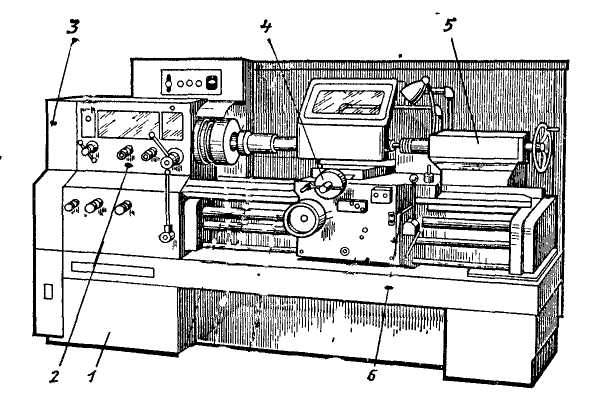
рис. 2.2. Общий вид токарно-винторезного станка модели 16К20
1- станина; 2- передняя бабка; 3- гитара сменных колёс; 4- суппорт станка; 5- задняя бабка; 6- корыто.
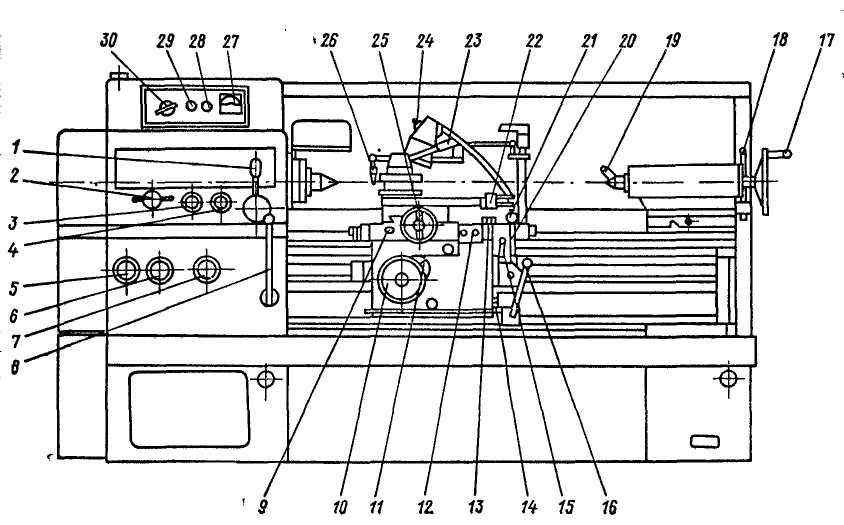
рис. 2.3. Токарно-винторезный станок модели16К20 и органы его управления.
1- рукоятка установки ряда чисел оборотов шпинделя; 2- рукоятка установки чисел оборотов шпинделя; 3- рукоятка установки нормального, увеличенного шага резьбы и положение при делении многозаходных резьб; 4- рукоятка установки правой и левой резьбы; 5- рукоятка установки величины подачи и шага резьбы; 6- рукоятка установки вида работ: подачи и типа нарезаемой резьбы; 7- рукоятка установки величины подачи и шага резьбы и отключения механизма коробки подач; 8- рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 16); 9- кнопка золотника смазки направляющих каретки и поперечных салазок суппорта; 10- маховик рунного перемещения каретки; 11- рукоятка включения и выключения реечной шестерни; 12- кнопочная станция включения и выключения электродвигателя главного привода; 13- болт
закрепления каретки на станине; 14- рукоятка включения подачи; 15- рукоятка включения и выключения гайки ходового винта; 16- рукоятка управления
-3-
фрикционной муфтой главного привода (сблокирована с рукояткой 8); 17- маховик перемещения пиноли задней бабки; 18- рукоятка крепления задней бабки на станине; 19- рукоятка зажима пиноли задней бабки; 20- рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта; 21- кнопка включения электродвигателя привода быстрых ходов каретки и поперечных салазок суппорта; 22- рукоятка перемещения резцовых салазок суппорта; 23- рукоятка поворота и закрепления индексируемой резцовой головки; 24- включатель лампы местного освещения; 25- рукоятка ручного перемещения поперечных салазок суппорта; 26- регулируемое сопло подачи охлаждающей жидкости; 27- указатель нагрузки станка; 28- выключатель электронасоса подачи охлаждающей жидкости; 29- сигнальная лампа; 30- "вводной автоматический выключатель".
При обработке различных конструкций деталей на токарных станках используются самые разнообразные приспособления.
На переднем конце шпинделя устанавливается приспособление в виде патрона, центра, планшайбы для установки и крепления детали.
Патроны применяются для закрепления деталей, у которых L/d<4, где L- длинна,d- диметр детали. Используются кулачковые, поводковые и цмнговые патроны.(рис. 2.4 и 2.6)
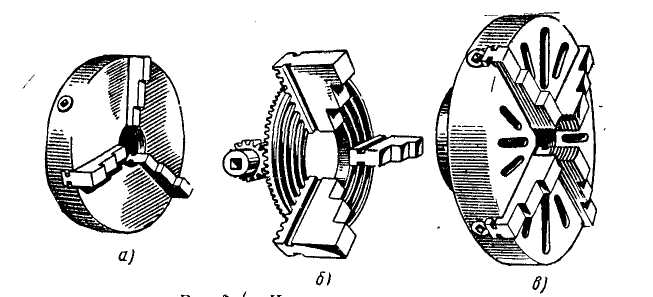
рис. 2.4 Кулачковые патроны.
а и б- самоцентрирующие трёхкулачковые; в- четырёхкулачковые.
При обработке нежёстких деталей, когда L/d≥10..12, необходимы дополнительные крепления в виде люнетов, которые выполняются подвижными и неподвижными.(рис. 2.5 и 2.7)
-4-
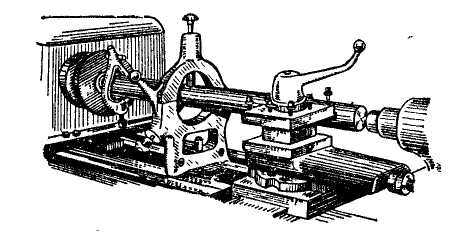
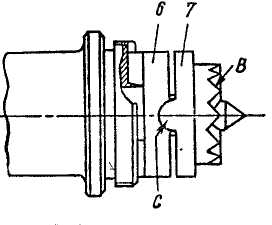
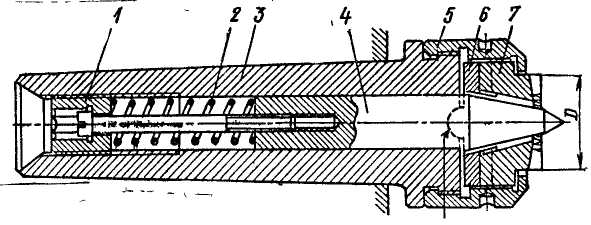
Рис. 2.5 Обработка с Рис. 2.6 Центр-поводок.
неподвижным люнетом.
При обработке деталей типа втулок широко используют различные виды оправок (рис. 2.8), а при обработке достаточно жестких втулок можно использовать рифленый центр как поводок (рис. 2.6 и 2.9).
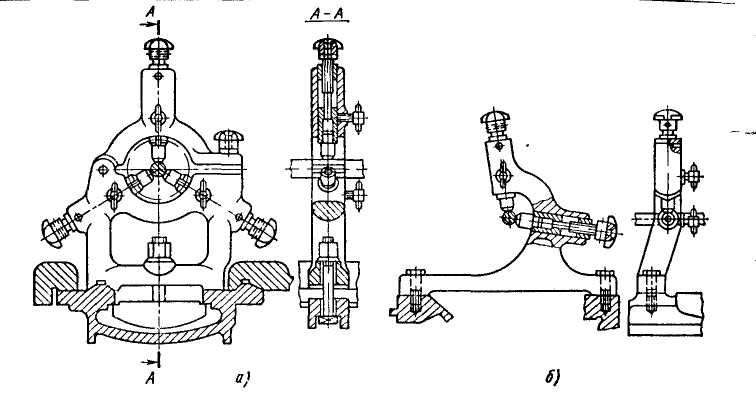
Рис. 2.7 Неподвижный(а) и подвижный(б) люнеты.
При обработке конусов на токарных станках используют 5 способов: поперечное смещение корпуса задней бабки, поворот поперечных салазок суппорта, применение копирной линейки, совмещение продольной и поперечной подач инструмента и широким резцом(рис. 2.10-2.14).
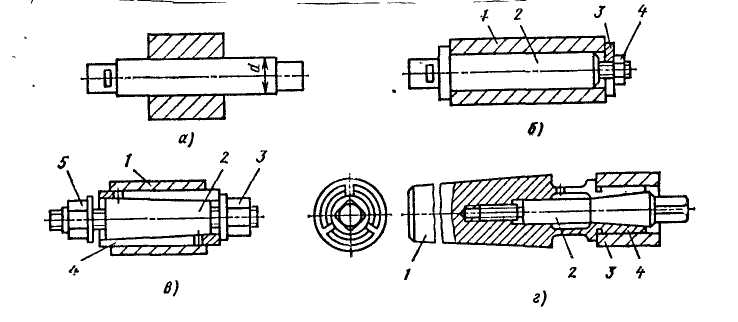
Рис. 2.8 Конусная(а), цилиндрическая(б), цанговая(в), концевая(г) оправки.
-5-
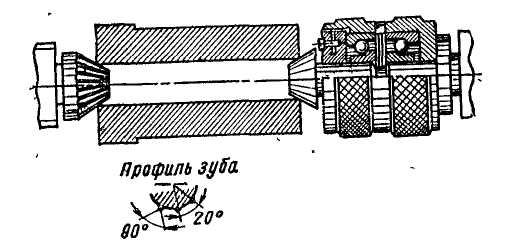
Рис. 2.9 Пример использования рифлёного центра.
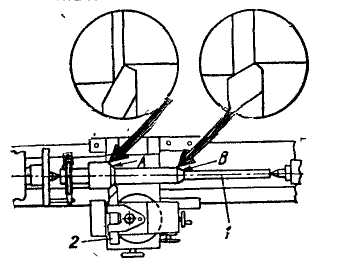
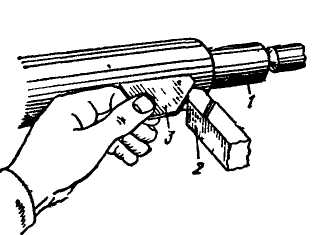
Рис. 2.10 Обработка конуса Рис. 2.11 Установка резца для
установленным резцом. обработки конуса.
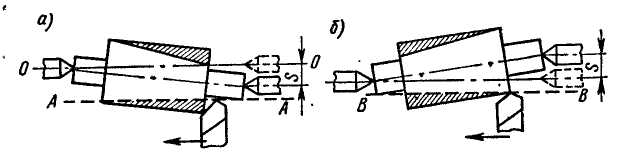
Рис. 2.12 Образование конической поверхности при сдвиге задней бабки.
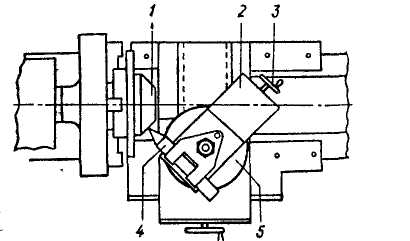
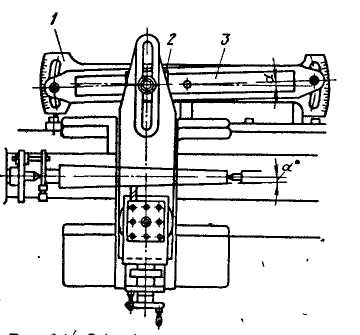
Рис. 2.13 Обработка конуса при Рис. 2.14 Обработка конусов с
повёрнутых верхних салазках применением копирной линейки
суппорта.
Поворот верхних салазок для выполнения конусов используют при обработке деталей малых длин. Обработка с помощью копирной (конусной) линейки (рис. 2.14) применяется для конусов с углом наклона 10-12°. При этом поперечные салазки суппорта освобождаются от поперечного ходового винта (он вывинчивается) и соединяются свободно сидящей ползушкой 2 в продольном
-6-
пазу 3 с копирной линейкой 1. при продольном перемещении суппорта ползушка скользит в пазу, установленном под требуемым углом α, и под таким же углом к оси заготовки перемещается резцовая головка, образуя конусную поверхность.
3.Материальное обеспечение работы.
3.1 Токарно-винторезный станок модели 16К20.
3.2 З-хкулачковый самоцентрирующий патрон.
3.3 Набор режущего инструмента(проходного, подрезного, канавочного и отрезного резцов, сверла спирального).
3.4 Штангенциркуль ШЦ-11, микрометр, универсальный глазомер.
4. Последовательность выполнения работы.
4.1 Получить основные сведения о токарно-винторезных станках и их остнастке.
4.2 Просмотреть процесс изготовления ступенчатого валика на станке модели 16К20.
4.3 Получить идивидуальное задание в виде рабочего чертежа детали.
4.4 Выполнить карту наладки на токарную операцию.
4.5 Ответить на контрольные вопросы.
5. Разработка карты наладки.
Карта наладки представляет собой графическое изображение обрабатываемой детали, закреплённой в соответствующем приспособлении, с инструментом, выполняющим обработку определённых поверхностей. Инструмент изображается в конце хода.
При выполнении операции за 2 и более установов, изображение детали в каждом последующем установе обязательно. При необходимости деталь выполняется полностью или фрагментно на каждом переходе.
Если на операции используется более одного инструмента, то каждый из них должен быть пронумерован. Рядом с изображением инструмента необходимо дать информацию о марке материала и ГОСТе инструмента.
Обрабатываемые поверхности изображаются основной линией красного цвета и должны иметь размеры с отклонениями, которые получаются в процессе этой операции. Над основной надписью чертежа размещается таблица с режимами обработки и с указанием оборудования (см. приложение №1).
6. Контрольные вопросы.
1. Назначение токарно-винторезных станков
2. Область применения токарно-винторезных станков.
3. Работы, выполняемые на станках.
4. Основные узлы станка.
5. Способы получения конических поверхностей на станке.
6. Приспособления, применяемые для крепления деталей вала, втулки, шестерни.
7. Виды люнетов используемых на станках.
8. Назначение карты наладки.
7. Литература.
1. Схиртладзе А.Г., Новиков В.Ю. Станочник широкого профиля. М.: Высшая школа, 1989-464с.:ил.
2. Фещенко В.Н., Махмутов Р.Х., Токарная обработка: 2-е изд., переработан. И доп.-М.: Высшая школа, 1990-303с.:ил.
-7-