- Преподавателю
- Другое
- ИССЛЕДОВАТЕЛЬСКАЯ РАБОТА «НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ РАДИАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА 2М55»
ИССЛЕДОВАТЕЛЬСКАЯ РАБОТА «НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ РАДИАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА 2М55»
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Кених Л.А. |
| Дата | 24.09.2015 |
| Формат | doc |
| Изображения | Есть |

Министерство общего и профессионального образования Свердловской области
Государственное автономное профессиональное образовательное учреждение Свердловской области «Карпинский машиностроительный техникум»
ИССЛЕДОВАТЕЛЬСКАЯ РАБОТА
«НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРИНЦИП РАБОТЫ РАДИАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА 2М55»
Исследователь
Константин Подушкин
Руководитель
преподаватель общепрофессиональных дисциплин
Людмила Александровна Кених
2015
СОДЕРЖАНИЕ
Введение……………………………………………………………………………… 3
1 Общая характеристика станка…………………………………………...…………4
2 Общий вид и кинематическая схема станка………...……………………………..4
3 Технологические возможности оборудования ……………………………..……..7
4 Технология обработки на сверлильных станках и оснастка...……………………7
Заключение…………………………………………………………………………….12
Литература…………………………………………………………………………….13
ВВЕДЕНИЕ
Современный металлорежущий станок - это высокоразвитая технологическая машина, оснащенная различными устройствами: механическими, электрическими, гидравлическими, пневматическими и электронными.
Технологическое оборудование является своего рода ядром любого машиностроительного производства, определяющим его технический уровень и качество выпускаемой продукции.
В контрольной работе рассмотрим вторую группу станков - станки сверлильно-расточной группы на примере радиально-сверлильного станка 2М55.
Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания внутренних резьб, вырезания дисков из листового материала. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты.
В контрольной работе подробно рассмотрим радиально-сверлильный станок 2М55:
-
приведем его общий вид и характеристику станка,
-
рассмотрим органы управления и кинематическую схему станка,
-
особенности конструкции и устройство станка,
-
проанализируем технические возможности станка,
-
работы, выполняемые на сверлильных станках,
-
рассмотрим режущий инструмент, применяемый на данном станке;
-
приведем чертеж детали, обрабатываемой на данном станке.
1 ОБЩАЯ ХАРАКТЕРИСТИКА СТАНКА
Перемещение по плоскости стола крупногабаритных и тяжелых деталей сопряжено с большими неудобствами и потерей времени. Поэтому при обработке большого числа отверстий в таких деталях применяют радиально-сверлильные станки.
Радиально-сверлильный станок 2М55 предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьб в заготовках крупных деталей.
Станок применяют в единичном и серийном производстве.
Обработку заготовок производят сверлами, зенкерами, развертками, метчиками и другими инструментами.
Основными параметрами станка являются:
-
Наибольший условный диаметр сверления отверстия (по стали);
-
Вылет и максимальный ход шпинделя;
-
Скоростные и другие показатели.
Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
В отличие от вертикально-сверлильного в радиально-сверлильном станке оси отверстия заготовки и шпинделя совмещаются путем перемещения шпинделя относительно неподвижной заготовки в радиальном и круговом направлениях (в полярных координатах).
2 ОБЩИЙ ВИД И КИНЕМАТИЧЕСКАЯ СХЕМА СТАНКА
Станок 2М55 является стационарным радиально-сверлильным станком. Общий вид радиально-сверлильного станка 2М55 приведен на рисунке 1.
При работе на станке деталь остается неподвижной, а шпиндель со сверлом перемещается относительно детали и устанавливается в требуемое положение. На фундаментной плите А (рисунок 1) установлен приставной стол с неподвижной колонной Б, на которую надета полая поворотная колонна Г, поворачивающаяся вокруг колонны на 360 0. На полой поворотной колонне смонтирована траверса Е, которая имеет горизонтальные направляющие для перемещения шпиндельной бабки с коробкой скоростей и коробкой подач Ж. На передней крышке расположены органы управления.
Обрабатываемые детали устанавливают на столе З или непосредственно на верхней плоскости фундаментной плиты А. Шпиндель со сверлильной головкой может перемещаться в горизонтальном направлении, а вместе с траверсой Е и полой поворотной колонной Г поворачиваться вокруг оси неподвижной колонны Б. Эти два движения обеспечивают установку инструмента по любым координатам. С помощью механизма Д можно поднимать, опускать и зажимать на любой высоте траверсу. Полая поворотная колонна Г, в свою очередь может быть зажата на колонне, а сверлильная головка - на траверсе. Перед сверлением отверстия полую поворотную колонну фиксируют, а по окончании обработки освобождают. Механизмы зажима размещены в нижней части полой поворотной колонны, над неподвижной колонной Б и в шпиндельной бабке Ж.
Кинематическая схема радиально-сверлильного станка 2М55 приведена на рисунке 2.
Движения в станке.
Главное движение - вращение шпинделя.
Движение подачи - осевое перемещение шпинделя вместе с пинолью (полой поворотной колонной).
Вспомогательные движения:
-
Поворот траверсы вместе с полой поворотной колонной и последующее закрепление на неподвижной внутренней колонне;
-
Вертикальное перемещение по полой поворотной колонне и закрепление траверсы на нужной высоте;
-
Перемещение и закрепление шпиндельной бабки на траверсе;
-
Переключение скоростей и подач шпинделя и т. д.
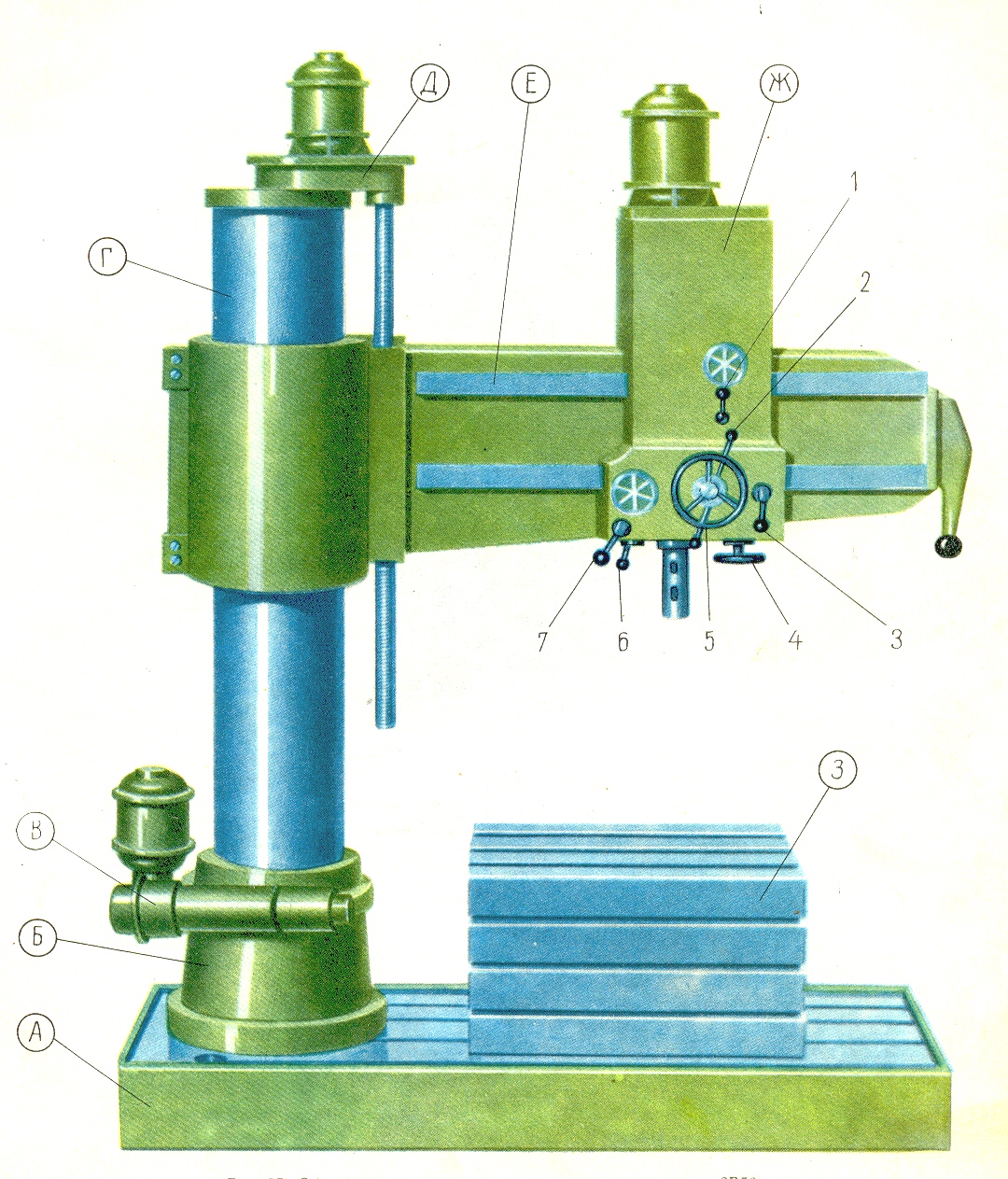
Рисунок 1 - Радиально-сверлильный станок 2М55
А-фундаментная плита; Б-неподвижная колонна; В-механизм зажима поворотной колонны; Г-полая поворотная колонна; Д-механизм подъема, опускания и зажима траверсы; Е-траверса; Ж-шпиндельная бабка с коробкой скоростей и коробкой подач; З-приставной стол.
1-рукоятка переключения коробки подач; 2-рукоятка быстрого ручного перемещения шпинделя и включения автоматической подачи; 3-рукоятка установки автоматического включения подачи; 4-маховичок ручного медленного перемещения шпинделя; 5-маховичок ручного радиального перемещения шпиндельной бабки; 6-маховичок переключения коробки скоростей; 7-рукоятка включения, выключения и реверсирования главного электродвигателя.

Рисунок 2 - Кинематическая схема радиально-сверлильного станка 2М55
Горизонтальное перемещение шпиндельной бабки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.
Закрепление полой поворотной колонны на неподвижной внутренней, а также закрепление шпиндельной бабки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и бабки, нажим на другую - их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой поворотной колонной поворачивают вручную.
3 ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ОБОРУДОВАНИЯ
Техническая характеристика радиально-сверлильного станка 2М55:
Наибольший диаметр сверления, мм ……………………………………………..50
Конус шпинделя……………………………………………………………..Морзе № 5
Вылет шпинделя (расстояние от оси шпинделя до наружной
поверхности колонны), мм...………………………………………………..375 - 1600
Частота вращения шпинделя, об/мин .……………………………………..20 - 2000
Подач, мм/об ………………………………………………………………...0,056 - 2,5
Мощность электродвигателя главного движения, кВт ……………………………4
Масса, кг ……………………………………………………………………………4700
4 ТЕХНОЛОГИЯ ОБРАБОТКИ НА СВЕРЛИЛЬНЫХ СТАНКАХ И ОСНАСТКА
На сверлильных станках можно выполнять не только сверление, но и другие технологические операции дальнейшей обработки отверстий. На современных сверлильных станках осуществляют следующие работы:
-
Сверление сквозных и глухих отверстий (рисунок 3, а);
-
Рассверливание отверстий больших диаметров (рисунок 3, б);
-
Зенкерование, выполняемое для получения отверстия с высокими квалитетом и параметром шероховатости поверхности (рисунок 3, в);
-
Зенкерование, выполняемое для образования в основании просверленного отверстия гнезд с плоским дном под головки винтов и болтов (рисунок 3, г);
-
Развертывание цилиндрических и конических отверстий, обеспечивающее высокую точность и шероховатость обрабатываемой поверхности (рисунок 3, д);
-
Раскатывание отверстий специальными оправками со стальными закаленными роликами или шариками для получения плотной и гладкой поверхности отверстия, а также шероховатости Rа 0,63 … 0,08 мкм (рисунок 3, е);
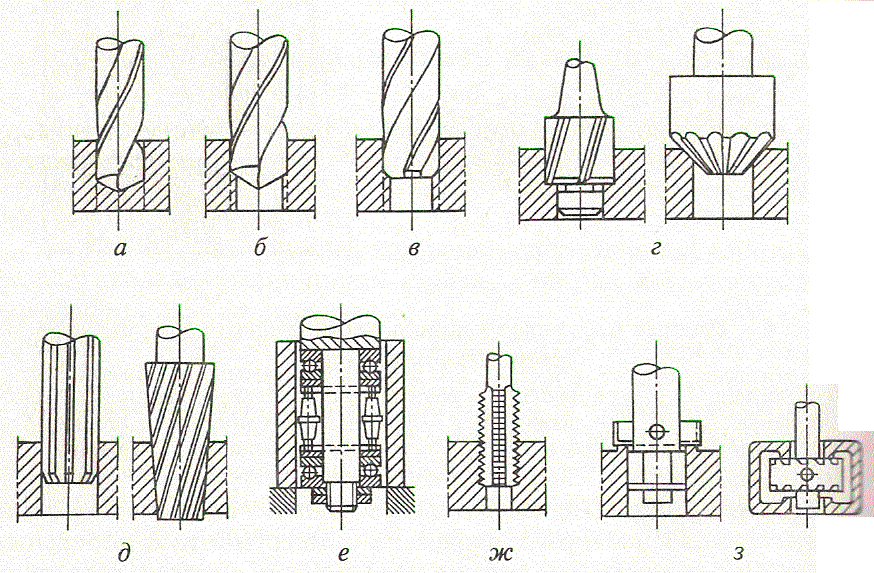
Рисунок 3 - Работы, выполняемые на сверлильных станках
-
Нарезание внутренних резьб метчиками (рисунок 3, ж);
-
Подрезание (цекование) торцов наружных и внутренних приливов для получения ровной поверхности, перпендикулярной к оси отверстия (рисунок 3, з).
Для крепления сверл, разверток, зенкеров и других режущих инструментов в шпинделе сверлильного станка применяют следующие вспомогательные инструменты:
-
Переходные сверлильные втулки;
-
Сверлильные патроны,
-
Оправки и т. д.
Переходные конические втулки служат для крепления режущего инструмента с коническим хвостовиком, когда номер конуса хвостовика инструмента не соответствует номеру конуса в шпинделе станка.
Наружные и внутренние поверхности переходных втулок выполняют с конусом Морзе семи номеров от 0 до 6 по ГОСТ 8522 - 70. Втулку вместе со сверлом вставляют в конусное гнездо шпинделя станка. Если одной втулки недостаточно, то применяют несколько переходных втулок, вставляя одну в другую.
Сверлильные патроны используют для крепления режущих инструментов с цилиндрическими хвостовиком диаметром до 22 мм.
В трехкулачковом сверлильном патроне инструменты закрепляют ключом (рисунок 4, а). Внутри корпуса патрона (рисунок 4, б) наклонно расположены три кулачка 1 с резьбами, объединенные гайкой 2. Обойму 3 вращают специальным ключом 4, вставленным в отверстие корпуса патрона. При вращении обоймы по часовой стрелке одновременно с ней вращается гайка. Зажимные кулачки, опускаясь вниз, постепенно сходятся и зажимают цилиндрический хвостовик сверла или другого режущего инструмента. При вращении обоймы против часовой стрелки кулачки поднимаясь вверх, расходятся и освобождают зажатый инструмент.
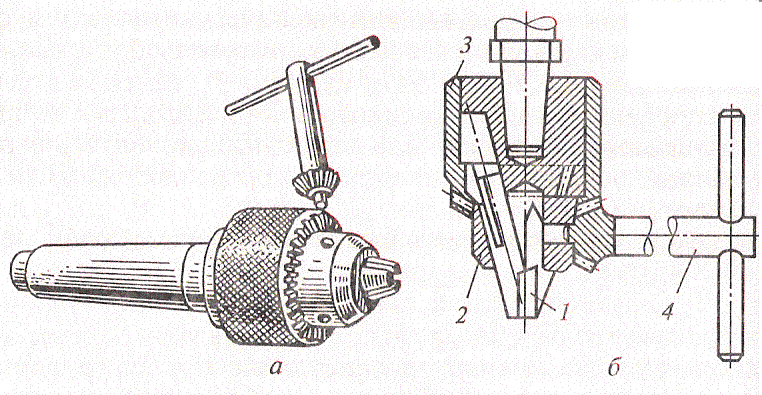
Рисунок 4 - Сверлильный патрон для закрепления сверл с цилиндрическим хвостовиком:
а - общий вид патрона с ключом для зажима заготовки; б - устройство патрона: 1 - кулачки; 2 - гайка; 3 - обойма; 4 - ключ
Быстросменные сверлильные патроны применяют для сокращения вспомогательного времени при работе на сверлильных станках. Они позволяют быстро менять режущий инструмент, не выключая станок. Один из таких патронов, предназначенный для крепления режущих инструментов с коническим хвостовиком, изображен на рисунке 5, а. Для крепления сверл с цилиндрическими хвостовиками в коническое отверстие 6 патрона вставляют переходную коническую разрезную втулку (рисунок 5,б).
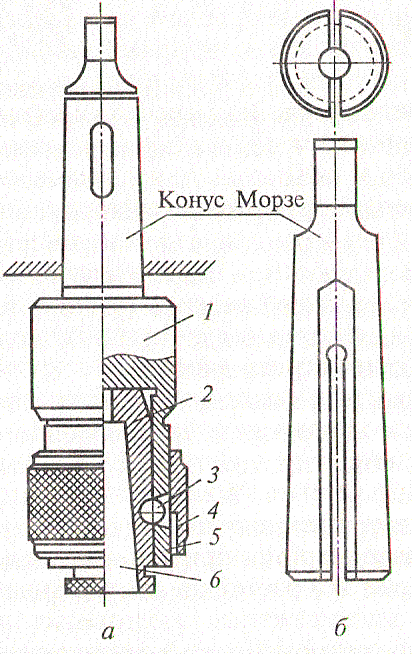
Рисунок 5 - Быстросменный сверлильный патрон (а) и коническая втулка для крепления сверл с цилиндрическими хвостовиками (б):
1 - корпус патрона; 2 - сменная втулка; 3 - шарики; 4 - муфта; 5 - кольцо; 6 - оправка
Для правильной установки и закрепления обрабатываемых заготовок на столе сверлильного станка применяют различные приспособления, из которых наиболее распространенными являются тиски машинные (винтовые, эксцентриковые и пневматические), призмы, упоры, угольники, кондукторы, специальные приспособления и др.
При работе на сверлильных станках сверловщик часто использует измерительный инструмент для контроля диаметров и глубины отверстий, а также других размеров обрабатываемых заготовок.
Наиболее часто сверловщик использует следующие измерительные инструменты:
-
Измерительную линейку;
-
Нутромер;
-
Угольники;
-
Штангенциркуль;
-
Калибры гладкие и резьбовые;
-
Штангенглубиномер.
ЗАКЛЮЧЕНИЕ
В контрольной работе рассмотрели станок второй группы на примере радиально-сверлильного станка 2М55.
Радиально-сверлильный станок предназначен для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания внутренних резьб, вырезания дисков из листового материала. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. Инструмент изготовляют из быстрорежущих и твердосплавных материалов.
В контрольной работе рассмотрели общую характеристику станка, общий вид, кинематическую схему станка, технологические возможности станка, технологию обработки на сверлильных станках, оснастку, применяемую на станке, мерительные инструменты, применяемые для контроля обрабатываемых заготовок.
Формообразующими движениями при обработке отверстий на радиально-сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
В отличие от вертикально-сверлильного в радиально-сверлильном станке оси отверстия заготовки и шпинделя совмещаются путем перемещения шпинделя относительно неподвижной заготовки в радиальном и круговом направлениях (в полярных координатах).
Несмотря на большое разнообразие конструкций металлорежущих станков, сверлильные станки занимают достаточно высокое и стабильное место в парке станков. Из-за большого разнообразия движений, высокой производительности труда, унифицированных деталей и узлов, сверлильные станки внедряют в автоматические линии и используют их узлы и механизмы в агрегатных станках.
ЛИТЕРАТУРА
-
Горбунов Б. И. Обработка металлов резанием, металлорежущий инструмент станки. Учеб. пособие для студентов немашиностроительных специальных вузов. - М.: Машиностроение, 1981. - 287 с.: ил.
-
Ермаков Ю. М., Фролов Б. А. Металлорежущие станки: учебное пособие для техникумов по специальности «Инструментальное производство». - М.: Машиностроение, 1985. - 320 с.: ил.
-
Кучер А. М. Немые кинематические схемы металлорежущих станков. Учебное пособие для техникумов. Л.: Машиностроение, 1969. - 128 с.: ил.
-
Металлорежущие станки. Учеб. пособие для втузов. Н. С. Колев, Л. В. Красниченко, Н. С. Никулин и др. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1980. - 500 с.: ил.
-
Металлорежущие станки: Учебник для нач. проф. образования / Б. И. Черпаков, Т. А. Альперович. - М.: Издательский центр «Академия», 2003. - 368 с.
-
Черпаков Б. И. Технологическое оборудование машиностроительного производства: Учебник для студ. учреждений сред. проф. образования / Б. И. Черпаков, Л. И. Вереина. - М.: Издательский центр «Академия», 2005. - 416 с.
-
Чернов Н. Н. Металлорежущие станки: Учебник для техникумов по специальности «Обработка металлов резанием». - 4-е изд., перераб. и доп. -
М.: Машиностроение, 1988. - 416 с.: ил.