- Преподавателю
- Другое
- Методические рекомендации по выполнению практических работ по дисциплине Метрология, стандартизация и сертификация
Методические рекомендации по выполнению практических работ по дисциплине Метрология, стандартизация и сертификация
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Лисник Л.В. |
| Дата | 22.01.2015 |
| Формат | docx |
| Изображения | Есть |











 Краевое государственное автономное образовательное учреждение
Краевое государственное автономное образовательное учреждение
среднего профессионального образования
«Добрянский гуманитарно-технологический техникум имени П.И. Сюзева»
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
по выполнению практических работ обучающихся
по дисциплине
МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
для специальности 190631 «Техническое обслуживание и ремонт автомобильного транспорта»
Добрянка 2014
| Рассмотрено на заседании ПЦК технического профиля | ОДОБРЕНО методическим советом КГАОУ СПО ДГТТ |
| « » марта 2014 г. | Протокол № от « » марта 2014г. |
| Председатель ПЦК технического профиля | Заместитель директора |
| ______________Харламова О.Ю.. | _ ________________Расторгуева О.О. |
| Согласовано Старший методист _____ Шевырина Е.А. |
|
Составители: преподаватель дисциплины «Метрология, стандартизация и сертификация» Л.В. Лисник
Рецензенты: Пьянков В.С.
Внешние:
Содержание
1. Пояснительная записка………………………….
3
Практическая работа №1
7
Практическая работа №2
Практическая работа №3
9
Практическая работа №4
11
Практическая работа №5
Практическая работа №6
Практическая работа №7
Практическая работа №8
Практическая работа № 9
Практическая работа №10
2. Учебно-методическое и информационное обеспечение
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Методические указания по выполнению практических работ по дисциплине «Метрология, стандартизация и сертификация» предназначены для обучающихся по специальности 190631 «Техническое обслуживание и ремонт автомобильного транспорта».
Цель методических указаний: оказание помощи обучающимся в выполнении практических работ по дисциплине «Метрология, стандартизация и сертификация».
Настоящие методические указания содержат работы, которые позволят обучающимся самостоятельно овладеть фундаментальными знаниями, профессиональными умениями и навыками деятельности по специальности, опытом творческой и исследовательской деятельности и направлены на формирование следующих компетенций:
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность.
ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в коллективе и в команде, эффективно общаться с коллегами, руководством, потребителями.
ОК 7. Брать на себя ответственность за работу членов команды (подчиненных), за результат выполнения заданий.
ОК 8. Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации.
ОК 9. Ориентироваться в условиях частой смены технологий в профессиональной деятельности.
ОК 10. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей).
ПК 1.1. Организовывать и проводить работы по техническому обслуживанию и ремонту автотранспорта.
ПК 1.2. Осуществлять технический контроль при хранении, эксплуатации, техническом обслуживании и ремонте автотранспортных средств.
ПК 1.3. Разрабатывать технологические процессы ремонта узлов и деталей.
ПК 2.2. Контролировать и оценивать качество работы исполнителей работ.
ПК 2.3. Организовывать безопасное ведение работ при техническом обслуживании и ремонте автотранспорта.
В результате выполнения практических работ по дисциплины «Метрология, стандартизация и сертификация» обучающиеся должны:
-предоставить письменные отчеты по расчетам и изучению материала,
- письменная работа должна иметь выводы или ответы по данной практической работе.
Описание каждой практической работы содержит: тему, цели работы, задания, основной теоретический материал, отраженный в введении, алгоритм выполнения типовых задач, порядок выполнения работы, формы контроля, требования к выполнению и оформлению заданий. Для получения дополнительной, более подробной информации по изучаемым вопросам, приведено учебно-методическое и информационное обеспечение.
Перечень практических работ представлен в таблице 1
Таблица 1
№ раздела
Кол-во часов
Вид практической работы
Форма контроля
1.
2
Изучение документов в программе «Консультант Плюс»
Отчет, по вопросам
2.
2
Изучение документов в программе «Консультант Плюс»
Отчет, по вопросам
3
2
Расчетно-практическая работа
Отчет с расчетами и графиками
4
2*4 =8
Расчетно-практическая работа №4,5,6,7
Отчет с расчетами
5
2*2=4
Расчетно-графическая работа № 8,9
Отчет с расчетами, графиками и выводами
7
2
Расчетная работа
Отчет с выводами
ПРАКТИЧЕСКАЯ РАБОТА №1 «ИЗУЧЕНИЕ НОРМАТИВНЫХ ДОКУМЕНТОВ ПО СТАНДАРТИЗАЦИИ»
Цель работы:
-
Знакомство с программой «Консультант Плюс».
-
Изучить структуру документа « О техническое регулирование», процедуру принятия документа, записать основные термины и понятия документа, основные главы.
-
Формирование информационно - правовых компетенции обучающихся.
Время выполнения работы: 2 академических часа.
Критерии оценки: Выполненное в полном объеме задание 1 практической работы оценивается «удовлетворительно», выполненное в полном объеме задание 1 и 2 оцениваются «хорошо», выполненные в полном объеме задания 1,2,3 оцениваются «отлично».
Введение
Основой ГСС является фонд законов, подзаконных актов, нормативных документов по стандартизации.
Указанный фонд представляет четырехуровневую систему, включающую:
1) техническое законодательство;
2) государственные стандарты, общероссийские классификаторы технико-экономической и социальной информации;
3) стандарты отрасли (ОСТ) и стандарты общественных организаций;
4) стандарты предприятий (СТП) и технические условия(ТУ).
Техническое законодательство, являясь правовой основой ГСС,
по существу представляет собой совокупность регламентов 1-го уровня. Ядром является закон «О техническом регулировании».
Нормативные документы 2-го уровня представлены:
- государственными стандартами Российской Федерации;
- межгосударственными стандартами (ГОСТами), введенными в действие постановлением Госстандарта России (Госстроя России) в качестве государственных стандартов Российской Федерации;
- государственными стандартами бывшего СССР (ГОСТ);
- правилами, нормами и рекомендациями по стандартизации;
- общероссийскими классификаторами технико-экономической и социальной информации (рассмотрены в разд. 7).
По состоянию на 1 января 2001 г. в федеральном фонде находилось 22 тыс. государственных стандартов (ГОСТ, ГОСТ Р).
Регламент, стандартизация, стандарт, фонд стандартов, свод правил.
Регламент (польск. reglament, от франц. règlement, от règle - правило), 1) совокупность правил, определяющих порядок работы государственных органов, учреждений, организаций .( РЕГЛАМЕНТ (польск. reglament от фр. reglement, от regle - правило) - 1) нормативный правовой акт, регулирующий внутреннюю организацию и порядок деятельности.) К первому уровню относятся регламенты, положения, политики, ко второму - акты, детализирующие отдельные пункты документов первого уровня - инструкции, методики и т.п...
Регламентами 2-го уровня являются: государственные и межгосударственные стандарты (далее - государственные стандарты), содержащие обязательные требования; правила по стандартизации, метрологии, сертификации; общероссийские классификаторы.
Нормативные документы 3-го уровня представлены стандартами, сфера применения которых ограничена определенной отраслью народного хозяйства-отраслевыми стандартами (ОСТ) или сферой деятельности -- стандартами научно-технических и инженерных обществ (СТО).
Категория ОСТ введена еще в 60-е гг., поэтому их фонд является достаточно обширным (около 22 тыс.).
Категория СТО впервые введена в 1992 г. Одними из первых представителей СТО явились стандарты, разработанные Российским обществом оценщиков и Научно-техническим обществом бумажной и деревообрабатывающей промышленности. Общие требования к ОСТ и СТО установлены ГОСТ Р 1.4--93 «ГСС. Стандарты отраслей, стандарты предприятий, стандарты научно-технических, инженерных обществ и других общественных объединений. Общие положения».
Нормативные документы (НД) 4-го уровня представлены документами, сфера действия которых ограничена рамками организации (предприятия) - стандартами предприятий (СТП) и техническими условиями (ТУ).
ТУ могут выступать в роли технических и нормативных документов. К НД относятся те ТУ, на которые делаются ссылки в договорах на поставляемую продукцию (оказываемые услуги). По состоянию на 1января 1996 г. действовало около 140 тыс. ТУ (13, с 57).
Двоякий статус ТУ явился причиной, по которой они не были включены Законом РФ «О стандартизации» в перечень нормативных документов. К технической документации относится совокупность документов, необходимых и достаточных для непосредственного использования на отдельных стадиях жизненного цикла продукции - проектирование, изготовление, обращение, эксплуатация. На стадии проектирования используется конструкторская и технологическая документация, на стадиях обращения и эксплуатации- эксплуатационная и ремонтная документация. ТУ как документ по качеству готовой продукции входит наряду с эксплуатационной документацией (инструкции, паспорта) в комплект товаросопроводительных документов.
Общие требования к разработке СТП установлены вышеупомянутым ГОСТ Р 1.4.
2. Переходный этап. В этот период с принятием ТР на конкретные объекты как единственных носителей обязательных требований государственные стандарты на указанные объекты перестанут быть регламентами и приобретут добровольный характер, становясь стандартами нового поколения - национальными стандартами. С внесением изменений в основополагающие стандарты ГСС станут также документами добровольного использования Правила по стандартизации (ПР).
С принятием ТР перейдут в разряд добровольных документов нормы и правила федеральных органов исполнительной власти, в компетенцию которых в соответствии с законодательством входило установление обязательных требований. Речь идет, например, о СанПиНах Минздрава России, СНиПах Госстроя России и т.д.
В новом Федеральном законе не предусмотрена такая категория, как стандарты отрасли. Это связано с двумя причинами: ликвидацией большинства отраслевых министерств и отсутствием этой категории документа в зарубежной практике. В основном ГОСТы будут трансформированы в стандарты ассоциаций, союзов и объединений предпринимателей, общественных организаций. Учитывая численность фонда ОСТ (более 20 тыс. ед.), указанное преобразование займет продолжительный период времени и на 2-м этапе эта категория не потеряет практического значения.
3. Заключительный этап. В соответствии со ст. 13 ФЗ все документы по стандартизации станут добровольными и будут представлены: национальными стандартами; правилами стандартизации, нормами и рекомендациями в области стандартизации; общероссийскими классификаторами технико-экономической и социальной информации; стандартами организаций(13, с 58).
Стандарты ГСС нового поколения будут подробно регламентировать требования к структуре и содержанию документов по стандартизации.
Задание 1. Знакомство с программой «Консультант Плюс».
-
На рабочем столе компьютера найдите ярлык программы «Консультант плюс». Откройте программу.
-
После появления поля с поисковым окном, задайте поиск «Нормативные документы по стандартизации», рассмотрите полученный список документов и выпишите типы нормативных документов.
-
Рассмотрите нормативные документы федерального значения, выпишите их.
-
Рассмотрите нормативные документы субъектов федерации.
-
Введите в поисковое окно закон «О техническом регулировании». Запишите его дату принятия и процедуру принятия закона.
Задание 2. Знакомство с главой «Основные положения» закона «О техническом регулировании».
2.1. Выпишите основные понятия и термины закона.
2.2. Выпишите понятие национального стандарта. Сравните понятие национального стандарта и международного стандарта. Запишите их отличия в таблицу.
Вопрос
Национальный стандарт
Международный стандарт
Сходство
Отличия
2.3. Сравните понятия государственный стандарт и национальный стандарт.
Запишите в таблицу данные вашего сравнения.
Вопрос
Национальный стандарт
Государственный стандарт
Сходство
Отличия
Задание 3. Изучение понятия «Технический регламент».
-
Выпишите понятие технический регламент.
-
Перечислите статусы, которые могут иметь технические регламенты на территории РФ.
-
Выпишите объекты технического регулирования.
-
Выпишите этапы, на которых используется технический регламент для автомобиля.
ПРАКТИЧЕСКАЯ РАБОТА №2 «ИЗУЧЕНИЕ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ В ОБЛАСТИ АВТОМОБИЛЕСТРОЕНИИ РФ».
Цель работы:
-
Знакомство с государственными стандартами РФ в области автомобилестроения.
-
Рассмотреть в программе «Консультант Плюс» общероссийский классификатор продукции (ОКП). Изучить документ ГОСТ Р 51814.3-2001, определить составные части документа.
-
Формирование информационно - правовых компетенции обучающихся.
Время выполнения работы: 2 академических часа
Критерии оценки: Выполненное в полном объеме задание 1 практической работы оценивается «удовлетворительно», выполненное в полном объеме задание 1 и 2 оцениваются «хорошо», выполненные в полном объеме задания 1,2,3 оцениваются «отлично».
Введение
ГОСТ - (стандарт, единый для всех)- Государственный Отраслевой Стандарт, общепринятый нормативный документ, утвержденный законодательством РФ.
ТУ - технические условия, разработанные по решению изготовителя в соответствии со своими требованиями и производственными процессами. Технические условия - это документ, описывающий требования, предъявляемые к продукту или услуге, и указывающий, каким образом можно проверить выполнение этих требований.
ТУ утверждаются изготовителем и согласовываются с Органом по сертификации. ТУ базируются на требованиях ГОСТов и не должны им противоречить. Если есть ГОСТ на продукт и компания-производитель выпускает этот продукт, то он должен соответствовать этому государственному стандарту. Иногда общегосударственного ГОСТа на какой-либо продукт пока ещё нет, создается ТУ конкретно одной компанией-производителем или она присоединяется к уже существующему, но не общегосударственному, а более мелкому, кем-то созданному в данной отрасли. ТУ формирует сам производитель, то есть в отличие от ГОСТа могут быть добавлены в изделие другие комплектующие (составляющие), которые не влияют на свойства изделия, но могут придавать ему (изделию) другие качества. Сертифицировать и лицензировать буду также по этим ТУ.
Как мы уже сказали, ТУ (технические условия) создает предприятие- производитель и утверждает отраслевое министерство с минимальными формальностями. Поэтому ТУ могут быть более мягкими по сравнению с ГОСТом, а могут быть и более жесткими, когда стандарт устарел и не отвечает требованиям конкретного производства, например, по точности изготовления, по количеству примесей и т.д. Предприятия, чтобы избежать лишних затрат, часто плодят свои ТУ, чтобы хоть как- то сертифицировать свою продукцию.
Технические условия являются технической документацией, в которой указаны требования к изготовлению, качеству и приемке готовой продукции, а главное, ее технические характеристики.
Для производителя технические условия определяют практически все звенья производственной цепи, поскольку именно в соответствии с техническими условиями должен быть выстроен весь процесс производства. Кроме того, технические условия определяют уровень качества готового продукта, за нарушения которого производитель несет ответственность.
Для потребителя технические условия являются документом, что-то вроде «паспорта», с помощью которого можно узнать и оценить продукт с технической точки зрения, и сделать соответствующие выводы о добросовестности изготовителя, сравнив уровень качества реальной продукции с тем, который заявлен в документации.
Задание 1. Рассмотреть в программе «Консультант Плюс» общероссийский классификатор продукции (ОКП).
-
Найти раздел, посвященный автомобильному транспорту и автомобилестроению.
-
Запишите структуру ОКП.
Задание 2.
2.1. Укажите ГОСТ автомобилестроения и расшифруйте его.
2.2. Укажите название данного ГОСТа.
2.3. Укажите процессы, для которых введен данный ГОСТ.
2.4. Укажите разработчиков международного стандарта в данной области.
Задание 3.
3.1.Расшифруйте ГОСТ Р 51814.3-2001.
3.2.К какому типу документов относится данный ГОСТ Р 51814.3-2001.
3.3. Определите разработчика данного документа.
3.4. Кем утвержден данный документ? К какому типу относится эта организация, утвердившая документ? (Служба, орган, комитет)
3.5. Найдите в данном документе определения используемых понятий. В каком разделе документа они находятся?
-
система управления процессами;
-
влияние изменчивости на выход процесса;
-
статистически управляемое состояние;
-
цикл непрерывного совершенствования;
-
контрольные карты и их применение
3.6.Определите цели и задачи созданного документа ГОСТ Р 51814.3-2001.
В каком разделе документа они находятся?
3.7.Перечислите нормативно-правовую базу данного документа ГОСТ Р 51814.3-2001. В каком разделе находятся данные нормативные документы?
ПРАКТИЧЕСКАЯ РАБОТА №3 «МЕТОДЫ СТАТИСТИЧЕСКОГО
УПРАВЛЕНИЯ ПРОЦЕССАМИ».
Цель работы:
1.Знакомство с методами управления процессами, знакомство с методом анализа контрольных карт Шухарта, использующий деление полосы между контрольными границами на три зоны.
2. Провести анализ карты, выявить нижние и верхние границы, управляемость процессом.
3.Формирование информационных компетенции обучающихся.
Время выполнения работы: 2 академических часа
Критерии оценки: Выполненное в полном объеме задание 1 практической работы оценивается «удовлетворительно», выполненное в полном объеме задание 1 и 2 оцениваются «хорошо», выполненные в полном объеме задания 1,2,3 оцениваются «отлично».
Введение
Контрольные карты средних арифметических и размахов ( - и R-карты)
- и R-карты)
- и R-карты строят по измерениям конкретной характеристики процесса на выходе. Данные собирают небольшими подгруппами постоянного объема (от двух до пяти последовательных измерений признака продукции) с периодическим отбором подгрупп (например, каждые 15 минут, дважды за смену и т.д.). Должен быть разработан план сбора данных с учетом требований 5.5, который применяют при записи и нанесении данных на карту.
Построение контрольных карт
Традиционно - и R-карты строят одну над другой: -карта над R-картой и ниже указывают блок данных. Значения и R откладывают на вертикальных осях. Номера подгрупп откладывают по горизонтальной оси. Карта также содержит блок данных, то есть место для каждого индивидуального результата измерений, а также для сумм результатов измерений, средних, размахов. Даты, времени или другой информации о каждой подгруппе.
Расчет средних арифметических (далее - средних) значений и размахов для каждой подгруппы.
Наносимые на карту характеристики - средние выборок и размахи выборок R для каждой подгруппы показывают поведение среднего для всего процесса и его разброс соответственно.
Для каждой подгруппы вычисляют:
 ; (1)
; (1)
R = Хнаиб - Хнаим, (2)
где Х1, Х2, …, Хn - индивидуальные значения в подгруппе;
n - объем подгруппы.
Шкалы на вертикальных осях предназначены для значений и R соответственно. Рекомендуется, чтобы разность между верхним и нижним краями шкалы -карты была, по крайней мере, вдвое больше разности между наибольшим и наименьшим значениями средних подгрупп . Для R-карты шкала должна иметь значения от нуля до двукратного наибольшего размаха R, наблюдавшегося в начальный период.
Примечание - Рекомендуется брать цену деления шкалы размахов вдвое большей, чем шкалы средних. Для обычно применяемых объемов подгрупп расстояния между контрольными границами для средних и размахов будут примерно равны, что визуально удобно при анализе.
Нанесение значений средних и размахов на контрольные карты
После выбора шкал необходимо нанести значения средних и размахов на соответствующие карты. Затем соединяют точки сплошными линиями, чтобы были наглядно видны ход изменений и тренды.
Если некоторые точки значительно выше или ниже других, необходимо проверить правильность вычислений и нанесения точек.
Вычисление контрольных границ
Необходимо, чтобы все контрольные карты имели контрольные границы. Только карты, используемые для первоначальной оценки стабильности процесса или после проведения усовершенствования (изменения), могут быть разрешены к применению без нанесенных контрольных границ и отмечены, например, словами «начало обследования».
Контрольные границы вначале определяют для карты размахов, а затем - для карты средних.
Для начального периода обследования и вычисления контрольных границ находят среднее размахов и среднее процесса  по формулам:
по формулам:
 ; (3)
; (3)
 ; (4)
; (4)
где k - число подгрупп;
R1 и 1 - размах и среднее первой подгруппы,
R2 и 2 - то же второй подгруппы и т.д.
Контрольные границы рассчитывают для того, чтобы определить, насколько средние и размахи подгрупп изменяются под действием только обычных причин. Они основаны на объеме подгрупп и величине изменчивости внутри подгруппы, отражаемой размахами. Верхнюю и нижнюю контрольные границы для размахов и средних вычисляют по формулам:
 ; (5)
; (5)
 ; (6)
; (6)
 ; (7)
; (7)
 ; (8)
; (8)
где D4, D3 и А2 - множители, зависящие от объема подгруппы n. В таблице 1 приведены значения этих множителей.
Таблица 1 - Множители, зависящие от объема подгруппы n
n
D4
D3
A2
n
D4
D3
A2
2
3,27
-
1,88
7
1,92
0,08
0,42
3
2,57
-
1,02
8
1,86
0,14
0,37
4
2,28
-
0,73
9
1,82
0,18
0,34
5
2,11
-
0,58
10
1,78
0,22
0,31
6
2,00
-
0,48
Примечания
1 Для n < 7 значение LCLR не существует. В таких случаях LCL не строят. Это означает, что для подгруппы из 6 единиц получение 6 «идентичных» измерений не будет являться признаком необычного хода процесса.
2 Источник данных - [2]; [3].
Для построения линий среднего размаха и среднего процесса на контрольных картах проводят сплошные горизонтальные линии со значениями  и соответственно, которые являются центральными линиями на картах. Контрольные границы (UCLR, LCLR, UCL
и соответственно, которые являются центральными линиями на картах. Контрольные границы (UCLR, LCLR, UCL , LCL
, LCL ) наносят штриховыми горизонтальными линиями и соответственно обозначают. На период начального обследования их рассматривают как пробные контрольные границы.
) наносят штриховыми горизонтальными линиями и соответственно обозначают. На период начального обследования их рассматривают как пробные контрольные границы.
Оценка статистически управляемого состояния процесса
Контрольные границы могут быть интерпретированы следующим образом: если изменчивость процесса (средний размах ) от единицы к единице и среднее процесса остаются постоянными, то для отдельных подгрупп размахи R и средние могут меняться только случайно, при этом они редко могут выйти за контрольные границы. Также не будет очевидных трендов или закономерного поведения в измеренных данных, кроме тех, которые смогут возникнуть случайно.
Анализ контрольных карт проводят с целью распознавания причин изменчивости и (или) отклонения среднего процесса от постоянного уровня для проведения соответствующих действий. R- и -карты анализируют отдельно, но их сравнение может дать дополнительную информацию об особых причинах, воздействующих на процесс.
Для оценки изменчивости от единицы к единице первым проводят анализ R-карты. Положение точек на карте сравнивают с контрольными границами для определения точек, расположенных за этими границами, определения необычного поведения данных процесса или наличия тренда.
а) точки за контрольными границами. Наличие одной или большего числа точек за любой из контрольных границ - первый сигнал о нарушении управляемого состояния в этой точке. Поскольку точки вне контрольных границ крайне редки, то следует предположить, что выпавшая точка указывает на наличие особой причины. Необходимо отметить каждую такую точку для немедленного анализа процесса и принятия корректирующих действий, предусмотренных при возникновении особой причины по 6.3.1.3.
Точка выше верхней контрольной границы для размахов обычно является признаком следующего:
-
неправильный расчет контрольной границы или неправильное нанесение точки;
-
увеличились (ухудшились) изменчивость от единицы к единице, то есть увеличился разброс данных в одной конкретной точке во времени, либо эта точка - продолжение тренда;
-
изменилась измерительная система и (или) потеряла надлежащую разрешающую способность.
Точка ниже нижней границы (для n ≥ 7) обычно является признаком одной из следующих причин:
-
неправильный расчет контрольной границы или неправильное нанесение точки;
-
уменьшился (улучшился) разброс данных;
-
изменилась измерительная система (включая искажение данных);
UCL
LCL
ПРОЦЕСС УПРАВЛЯЕМ ПО РАЗМАХАМ
ПРОЦЕСС НЕ УПРАВЛЯЕМ
ПО РАЗМАХАМ
(точки за контрольными границами)
Рисунок 1 -  -карта. Точки за контрольными границами
-карта. Точки за контрольными границами
б) неслучайное поведение или тренды внутри контрольных границ. Наличие необычного расположения точек или трендов, даже если все значения размахов в контрольных границах, может быть свидетельством неуправляемости или изменения разброса данных процесса в течение данного интервала времени или тренда. Такое состояние - признак наличия особых причин, которые должны быть скорректированы. Напротив, некоторое расположение точек или тренды могут быть благоприятными, они должны быть изучены с целью постоянного совершенствования процесса. Сравнение поведения точек на картах размахов и средних может дать дополнительную информацию;
в) необычное расположение серии точек (рисунок 2). Следующие случаи необычного расположения серии точек являются признаком того, что начался сдвиг или тренд процесса:
-
7 точек подряд по одну сторону от среднего значения;
-
7 точек подряд последовательно возрастают (равны или больше предыдущего значения) или последовательно убывают.
Задание 1. Используя таблицу, определите верхнюю и нижнюю границу, размахи выборок R.
Верхнюю и нижнюю контрольные границы для размахов и средних вычисляют по формулам:
; (5)
;
Контрольные границы (UCLR, LCLR, UCL, LCL) наносят штриховыми горизонтальными линиями и соответственно обозначают. На период начального обследования их рассматривают как пробные контрольные границы.
Наносимые на карту характеристики - средние выборок и размахи выборок R для каждой подгруппы показывают поведение среднего для всего процесса и его разброс соответственно.
Для каждой подгруппы вычисляют:
;
R = Хнаиб - Хнаим,
Задание 2. Используя график p-карты определите размахи выборок R, среднее значение. Найдите точку, лежащую за контрольными границами.
Задание 3. Является ли процесс управляемым или неуправляемым. Предложите дальнейшее действие руководства в данной ситуации.
Производство/Цех
Вид карты:
р ⃞
Номер и (или) наименование детали
Кто проводил
Номер и (или) наименование операции:
окончательный контроль
Частота выборок - 1 в смену
Объем выборок - 500
CL = 0,0324 UCL = 0,0561 LCL = 0,0087
Дата
Расчеты произвел
0,10
0,09
0,08
0,07
0,06
0,05
0,04
0,03
0,02
0,01
UCL
LCL
ВЫБОРКИ
(n)
500
500
500
500
500
500
500
500
500
500
500
500
500
500
500
500
500
500
500
500
500
500
500
500
500
в
и
д
д
а
н
н
ы
х
число
(np, c)
12
15
19
13
9
26
18
14
17
18
16
24
11
31
16
10
16
17
20
15
8
13
12
17
18
доля
(p, u)
24
30
38
26
18
52
36
28
34
36
32
48
22
62
32
20
32
34
40
30
16
26
24
34
36
ПРИВЕДЕНЫ ТЫСЯЧНЫЕ ДОЛИ ЕДИНИЦЫ
ДАТА (время)
6
7
8
11
12
13
14
15
18
19
20
21
22
26
27
28
29
1
2
3
4
5
8
9
10
НОМЕР выборки
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Внимание!
Любые события по изменениям персонала, материалов, оборудования, технологии или системы измерений должны быть отмечены. Это поможет в корректировке или улучшении процесса, если на необходимость этого укажет контрольная карта.
Дата
Время
Описание события
14/5
Весь день
Обучение нового контролера
26/5
8:50
Большой перерыв в подаче питания
26/5
10:15
Большой перерыв в подаче питания
ПРАКТИЧЕСКАЯ РАБОТА №4 «ДОПУСКИ И ПОСАДКИ»
Цель работы: Отработать основные понятия по теме «Допуски и посадки»: номинальный размер, допуск, поле допуска, предельные отклонения, посадка, вид посадки.
Время выполнения работы:: 2 академических часа
Критерии оценки: Выполненное в полном объеме задание 1 самостоятельной работы оценивается «удовлетворительно», выполненное в полном объеме задание 1 и 2 оцениваются «хорошо», выполненные в полном объеме задания 1,2,3 оцениваются «отлично».
Введение
Основные понятия темы:
1.Взаимозаменяемость - это свойство независимо изготовленных деталей занимать свое место в сборочной единице без дополнительной механической или ручной обработки при сборке, обеспечивая при этом нормальную работу собираемых изделий.
2 Для расчетов соединений вводят понятия:
А) номинальный размер D, d - размер, относительно которого определяются предельные размеры и который служит началом отсчета отклонений.
Б) Допуск - это разность между наибольшим и наименьшим предельными размерами.
В) Предельные отклонения - это алгебраическая разность между предельным и номинальным размерами.
Г) Верхнее отклонение -это алгебраическая разность между наибольшим предельным и номинальным размерами.
Д) Нижнее отклонение - это алгебраическая разность между наименьшим предельным и номинальным размерами.
Е) Поле допуска - это поле, ограниченное верхним и нижним отклонением.
Ж) Посадка - это характер соединения деталей.
В СА различные посадки получают за счет изменения предельных размеров вала, не меняя при этом исполнительных размеров основной детали.
В СВ различные посадки получают за счет изменения предельных размеров отверстия, не меняя при этом исполнительных размеров основной детали - вала.
Обозначение допусков и посадок на чертежах.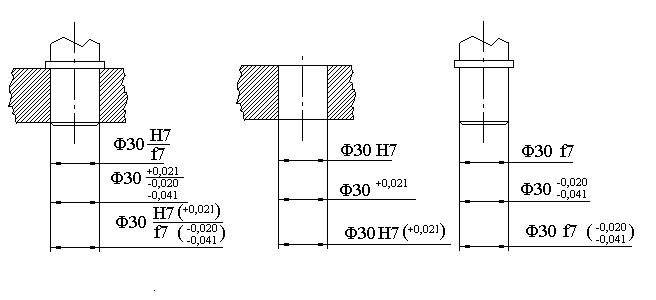
СПРАВОЧНАЯ ТАБЛИЦА ОБОЗНАЧЕНИЯ ВЕЛИЧИН
ДЛЯ ВАЛА
ДЛЯ ОТВЕРСТИЯ
Номинальный размер d
Номинальный размер D
ei - нижнее отклонение вала
EI - нижнее отклонение отверстия
es - верхнее отклонение вала
ES - верхнее отклонение отверстия
Наибольший предельный размер dmax
dmax = D + es
Наибольший предельный размер
Dmax = = D + ES
Наименьший предельный размер dmin
dmin = D + ei
Наименьший предельный размер
Dmin= = D + EI
Td - допуск вала
Td= dmax - dmin = es - ei
TD - допуск отверстия
TD= Dmax - Dmin = ES - EI
СПРАВОЧНАЯ ТАБЛИЦА ДЛЯ РАСЧЕТА ВЕЛИЧИН
Для посадки с зазором (зазор обозначается S)
МАКСИМАЛЬНЫЙ ЗАЗОР
Smax = Dmax - dmin
Smax =ES- ei
МИНИМАЛЬНЫЙ ЗАЗОР
Smin = Dmin - dmax
Smin =EI- es
ДОПУСК ПОСАДКИ С ЗАЗОРОМ
TS= Smax - Smin = TD +Td
ПОСАДКА С НАТЯГОМ (натяг обозначается буквой N)
МАКСИМАЛЬНЫЙ НАТЯГ
Nmax = dmax - Dmin
Nmax = es - EI
МИНИМАЛЬНЫЙ НАТЯГ
Nmin = dmin - Dmax
Smin = ei - ES
ДОПУСК ПОСАДКИ С НАТЯГОМ
TN= Nmax - Nmin = TD +Td
ПОСАДКА ПЕРЕХОДНАЯ (натяг обозначается буквой N, S - зазор)
МАКСИМАЛЬНЫЙ ЗАЗОР
Smax = Dmax - dmin
Smax = ES- ei
МАКСИМАЛЬНЫЙ НАТЯГ
Nmax = dmax - Dmax
Nmax = es - EI
ДОПУСК ПОСАДКИ С ЗАЗОРОМ
TSN= Smax + Nmax = TD +Td
ОБРАЗЕЦ ВЫПОЛНЕНИЯ ЗАДАНИЯ 1:Размеры отверстия заданы  , размер вала 10- 0,06
, размер вала 10- 0,06
ОПРЕДЕЛИТЬ
А) номинальный размер отверстия D = 10мм, вала d=10мм.
Б) Верхнее отклонение отверстия ES = 0,011 мм,
В) Нижнее отклонение отверстия EI =+0,005 мм
Г)Верхнее отклонение вала es=0
Д) Нижнее отклонение вала ei =-0,06 мм
E)Поле допуска отверстия 0,011 выше поля допуска вала 0, следовательно, посадка будет с зазором.
РАСЧЕТ ПОЛЯ ДОПУСКА ДЛЯ ОТВЕРСТИЯ
Dmax = = D + ES =10 +0,011 = 10,011 мм
Dmin= = D + EI =10 +0,005 =10,005 мм
TD= Dmax - Dmin = ES - EI= 0,011-0,005 = 0,006 мм
РАСЧЕТ ПОЛЯ ДОПУСКА ДЛЯ ВАЛА
dmax = D + es =10 +0 =10 мм
dmin = D + ei =10 +(-0,006) = 9,994 мм
Td= dmax - dmin = es - ei= 0 - (-0,006) =0,006 мм
ПОЛУЧИЛИ ПОСАДКУ 
РАСЧЕТ РАЗМЕРНЫХ ПАРАМЕТРОВ ПОСАДКИ С ЗАЗОРОМ
Smax = Dmax - dmin =10,011 - 9,994=0,017 мм
Smax =ES- ei=0,011 +0,006 =0,017 мм
Smin = Dmin - dmax =10,005 -10 =0,005 мм
Smin =EI- es=0,005 -0=0,005 мм
Средний зазор
Sm = =
= = 0,011 мм
= 0,011 мм
TS= Smax - Smin = TD +Td = 0,017 -0,005=0,006+0,006 =0,012 мм
ЗАДАНИЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
ЗАДАНИЕ 1. Номер варианта указан в таблице.
1.ОПРЕДЕЛИТЬ
А) номинальный размер отверстия
Б) Верхнее отклонение отверстия
В) Нижнее отклонение отверстия
Г)Верхнее отклонение вала
Д) Нижнее отклонение вала
E) характер посадки
2.ПРОВЕСТИ РАСЧЕТ ПОЛЯ ДОПУСКА ДЛЯ ОТВЕРСТИЯ
3.РАСЧЕТ ПОЛЯ ДОПУСКА ДЛЯ ВАЛА
4. ПРОВЕСТИ РАСЧЕТ РАЗМЕРНЫХ ПАРАМЕТРОВ ПОСАДКИ.
Вариант
1
2
3
4
5
6
7
Размеры отверстия и вала














ЗАДАНИЕ 2
Номинальный размер 64 мм. Nmax =51 мкм, Nmin=2 мкм, Расчет провести по СВ. Определить поле допусков вала и отверстия. Определить вид посадки. Рассчитать посадку.
ЗАДАНИЕ 3
Отверстие задано 10+0,006, вал 10-0,006
Рассчитать посадку, определить вид посадки СА или СВ.
ПРАКТИЧЕСКАЯ РАБОТА №5
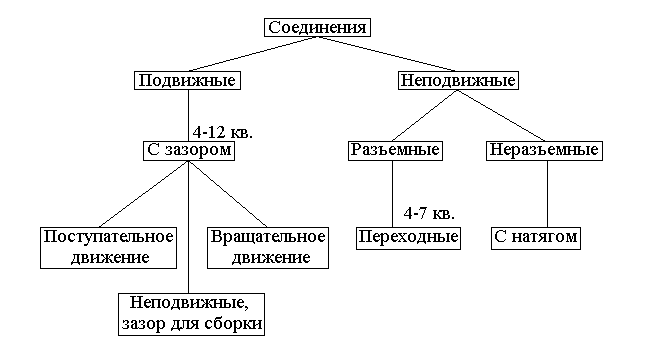
РАСЧЕТ КОЛИЧЕСТВА ГРУПП ДЛЯ СЕЛЕКТИВНОЙ СБОРКИ СОЕДИНЕНИЯ ТРЕБУЕМОЙ ТОЧНОСТИ.
Цель работы:
1.Определить значения допусков, предельных отклонений и предельных размеров вала и отверстия.
2. Определить значения предельных зазоров или натягов в заданном соединении ( технологическом).
3. Определить число групп вала и отверстия для обеспечения заданной точности соединения.
4. Вычертить схему полей допусков заданного соединения, разделив поля допусков отверстия и вала на требуемое число групп. Пронумеровать групповые поля допусков.
5. Составить карту сортировщика, указав в ней предельные размеры валов и отверстий в каждой размерной группе.
Время выполнения работы: 2 академических часа
Критерии оценки: Выполненное в полном объеме задание 1 части самостоятельной работы оценивается «удовлетворительно», выполненное в полном объеме задание 1 и 2 части оцениваются «хорошо», выполненные в полном объеме задания 1,2,3 части оцениваются «отлично».
Введение
H9/d9 применяют, например, для поршней в цилиндрах паровых машин и компрессоров, в соединениях клапанных коробок с корпусом компрессора (для их демонтажа необходим большой зазор из-за образования нагара и значительной температуры). Более точные посадки этого типа.
ОБРАЗЕЦ РАСЧЕТОВ:
-
Определяем предельные отклонения отверстия Ø140H9d9 количество групп 4:
-
По приложению «Квалитеты» для H нижнее отклонение EI =0 допуск квалитета 9 по приложению IV IT9= 100 мкм = 0,1 мм, верхнее отклонение ES= 0+0,1=0,1 мм, т.е Ø140

-
Для вала Ø140 d9: основное отклонение h по приложению III es=0, нижнее отклонение ei = 0-0,1 = - 0,1 мм, т.е Ø140

-
Для отверстия имеем предельные размеры
Dmax =D+ ES = 140 +0,1 =140,1мм
Dmin=D+ EI = 140 +0 =140мм
-
Для вала имеем предельные размеры
dmax = = D + es = 140+ 0= 140 мм;
dmin = D + ei = 140 - 0,1 = 139,9мм.
-
Предельные зазоры и допуск зазора
Smax = Dmax - dmin = 140,1 - 139,9 = 0,2 мм
Smin = Dmin - dmax = 140 - 140 = 0 мм
Поле допуска посадок с зазором: TS = Smax - Smin = 0,2 - 0 =0,2 мм
-
По условию количество групп сортировки 4, тогда определим эксплуатационный допуск зазора TSэкс по формуле n =
 , TSэкс =
, TSэкс =  =
=  =0,5мм
=0,5мм
Групповые допуски Td гр - TD гр =  =
= =25 мкм = 0,025м
=25 мкм = 0,025м
Ø140
D max =140.1 мм
.1
d max =140 мм
.1
d mix =139 мм
.1
S min = 0.75
.1
1(М)
2(С)
3(Б)
-50
-75
-100
-25
1(М)
2(С)
3(Б)
4
100
75
50
25
0+-
-
Вычерчиваем схему полей допусков соединения Ø140H9d9 поля допусков деталей, которого разбиваем на 4 равные группы по 25 мкм и проставляем предельные отклонения групп. Определяем предельные групповые размеры.
9. Таблица предельных групповых размеров.
Карта сортировщика на 4 размерные группы деталей соединения.
Номер размерной группы
Размеры деталей
Отверстие
Вал
1от
до
D min = 140
A min = 139.9
140+0.025 =140.025
139.9+0.025=139.925
2от
до
140.025
139.925
140.05
139.95
3от
До
140.05
139.95
140.75
139.975
4от
до
140.75
139.975
140.1
140
Предельные групповые зазоры: Smax = Dmax - dmin = 140,1 - 139,9 = 0,2 мм, поэтому
 =
= =
= =
= = Smax +ES =0,2 +0,1 =0,3
= Smax +ES =0,2 +0,1 =0,3
Smin = Dmin - dmax = 140 - 140 = 0 мм
 =
= =
= =
= = Smin +EI =0 +0 =0
= Smin +EI =0 +0 =0
Задание : Определить количество групп деталей технологического соединения  количество групп 3.
количество групп 3.
1. Определяем предельные отклонения отверстия .
2.Определить предельные зазоры и допуск зазора.
3. Вычертить схему полей допусков соединения.
ПРАКТИЧЕСКАЯ РАБОТА №6
ИЗМЕРЕНИЕ РАЗМЕРОВ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С ПРИМЕНЕНИЕМ НУТРОМЕРОВ. ГЦС.
Цель работы:
-
Провести измерение размеров цилиндрических поверхностей втулки и вала. Найти по таблице квалитетов конструктивные размеры с отклонениями.
-
Выбрать вид посадки втулки на вал.
-
Построить схемы полей допусков.
Время выполнения работы: 2 академических часа
Критерии оценки: Выполненное в полном объеме задание 1 части самостоятельной работы оценивается «удовлетворительно», выполненное в полном объеме задание 1 и 2 части оцениваются «хорошо», выполненные в полном объеме задания 1,2,3 части оцениваются «отлично».
Введение
В ЕСДП для отверстий и валов предусмотрено 28 основных отклонений. Основными называются отклонения, ближайшие к нулевой линии. Основные отклонения обозначаются прописными буквами латинского алфавита от А до Z для отверстий, строчными буквами от а до z для валов, начиная от отклонений, обеспечивающих большие зазоры в соединениях.
Каждое из основных отклонений определяет положение поля допуска относительно нулевой линии.
Значение второго предельного отклонения зависит от допуска размера IT.
Основные отклонения от А до Н и от а до h предназначены для образования полей допусков в посадках с зазором, отклонения от Р до Z и от р до z для образования допусков в посадках с натягом, отклонения I,K,M,N и i,k,m,n, для образования допусков в переходных посадках.
В ЕСДП для гладких цилиндрических деталей установлено 19 квалитетов: 0,1,2,3,...,17 (в порядке уменьшения точности). Квалитет характеризует степень точности детали.
Поле допуска обозначают буквой основного отклонения и номера квалитета, например Н9, Д8, М7 - для отверстий, h9, d8, m6 - для валов.
На чертежах деталей сопрягаемые размеры могут быть заданы:
Условно-буквенными 30Н8 - отверстие 30f8 - вал
Числовым 30+0,033 - отверстие--0,020 30--0,053 - вал
Буквенно-числовым 30 H8+0,033 - отверстие--0,020 30 f8--0,053 - вал
Предпочтение надо отдавать третьему способу. На сборочных чертежах посадка указывается в виде дроби. После номинального размера соединения над чертой даются сведения об отверстии, под чертой - о вале, причем обозначения могут быть даны любым из трех указанных обозначений.
Примеры простановки допусков и посадок на чертежах приведены на рисунке 4.
В ЕСДП в системе отверстия основное отверстие Н соединяется с любым из валов от а до z. Например, 30 Н8/е8.
Образец расчетов.
Номинальный размер 64 мм. Nmax =51 мкм, Nmin=2 мкм, СВ - система вала, при которой верхнее отклонение равно нулю es =0
-
Определяем вид посадки. Определяем: допуск натяга.
Дана посадка с натягом.
Номинальный размер D =64 мм,
Наибольший предельный натяг Nmax=51 мкм
Наименьший предельный натяг Nmin=2 мкм
СВ , поэтому es =0
1.2 Допуск посадки с натягом
-
Nmax = es -EI ,
-
Nmin =ei - ES
Где
es - верхнее отклонение вала
EI - нижнее отклонение отверстия
ei - нижнее отклонение вала
ES - верхнее отклонение отверстия
-
Допуск посадки с натягом: TN p= Nmax - Nmin = 49мкм
TN = TD + Td
TD - допуск отверстия, Td - допуск вала
-
Nmax = es -EI = 0 - EI=- EI=- 51 мкм,
-
а ср=
 =
=  = 12,89 мкм
= 12,89 мкм -
число единиц допуска i= 1,9 мкм(по приложению Х )
-
Определяем квалитет по приложению
-
По приложению находим допуск квалитета 6
-
Td =19 мкм
1.3 Определяем шероховатости деталей соединения по формуле(1.4)
RaD = Rad =0,125*TD=0,125*19=2,375 мкм
Определяем технологические зазоры по формуле (1.2)
NT(max)=NP max +1,4(RaD + Rad) =51+1,4 (2,375+2,375)=57,65 мкм
NT(min)=NP max +1,4(RaD + Rad)=2+1,4 (2,375+2,375)=8,65 мкм
1.4.Поле допусков выбираем по приложениям II- IV
1.4.1 По приложению IV определяем табличные значения TD = 30 мкм 7; Td = 19 мкм квалитет 6.
По приложению IV, по номинальному размеру задания D =64 мм и квалитету выбираем значение допусков отверстия и вала соблюдая условие (1.12)
TD+Td  TNT
TNT
30 +19 49
1.4.2 По приложении «Квалитеты вала и отверстия» , соблюдая условие
0СВ es =0, ES Td +NTmin (ES отрицательное) выбираем основное отклонение отверстия ES =59 мкм.
Td +NTmin (ES отрицательное) выбираем основное отклонение отверстия ES =59 мкм.
Дана посадка в система СВ - системе вала, при которой верхнее отклонение равно нулю es =0, при посадке с натягом поле допуска вала должно располагаться выше поля допуска отверстия, оба предельные отклонения отверстия будут отрицательными. Поэтому ES = - 59 мкм
TD = 30 мкм квалитет 7
Td =19 мкм квалитет 6
1.4.3 Вторые предельные отклонения вала и отверстия определяем из равенства
ei =es -Td=0-19=-19
EI =ES-ND =-59-30 =- 89
Посадка Ø  (
( )
)
Проверяем условие выбора (1.7) ) N c min N Tmin
N c max N Tmax
N c max =89 мкм, N c mшт =40мкм, 408,65 мкм
89 57,65 мкм условие не соблюдается, посадка выбрана неверно, поэтому берем квалитет вала меньше.
Повторяем расчеты для квалитета 6
1.4.1 По приложению определяем табличные значения TD = 19 мкм 6; Td = 19 мкм квалитет 6.
По приложению IV, по номинальному размеру задания D =64 мм и квалитету выбираем значение допусков отверстия и вала соблюдая условие(1.12)
TD+Td TNT
19 +19 49
1.4.2 По приложении II , соблюдая условие (1.14)
0СВ es =0,  ESTd +NTmin (ES отрицательное) выбираем основное отклонение отверстия ES =32 мкм.
ESTd +NTmin (ES отрицательное) выбираем основное отклонение отверстия ES =32 мкм.
Дана посадка в система СВ - системе вала, при которой верхнее отклонение равно нулю es =0, при посадке с натягом поле допуска отверстия должно располагаться ниже поля допуска вала, оба предельные отклонения отверстия будут отрицательными. Поэтому ES = - 32 мкм
1.4.3 Вторые предельные отклонения вала и отверстия определяем из равенства берем по Р
ei =es -Td=0-19=-19
EI =ES-ND =-32-19 =- 51
Посадка Ø  (
( )
)
Проверяем условие выбора (1.7) ) N c min N Tmin
N c max N Tmax
N c max =51 мкм, N c mшт =32мкм, 328,65 мкм
51 57,65 мкм условие соблюдается, посадка выбрана верно.
1.5 Уточняем шероховатость поверхности вала и отверстия
RaD = Rad =0,125*TD=0,125*19=2,375 мкм
По таблице 1.1. выбираем стандартные значения RaD = Rad =2 мкм
По таблице 1.2 назначаем завершающий технологический процесс обработки поверхностей деталей соединения: для отверстия - шлифование, для вала - тонкое точение. 1.6 выбираем средства измерения для отверстия
Δ = 9 (табл1.3 Индикаторный нутромер с точностью 0,001 мм,  =5 vrv
=5 vrv
Наименование
детали,
ее номинальный размер,
поле допуска
Величина
допуска изделия
Допустимая
погрешность
измерения
Предельная
погрешность измерительного средства
Δlim, мкм
Наименование
измерительного средства
Концевые меры для настройки
разряд
отверстие Ø64 Р7
-51 мкм
10
5,5
нутромер индикаторный с точностью отсчета 0,001 мм
вал Ø64 k6
+32 мкм
6
5
скоба рычажная с ценой деления 0,002 мм
Задания самостоятельной работы:
Номинальный размер 60мм. Nmax =49мкм, Nmin=2 мкм, СВ - система вала, при которой верхнее отклонение равно нулю es =0
Найти
1 Задание: определить вид посадки, определить квалитеты отверстия и вала.
-
Задание: Определить поле допусков для данной посадки.
-
Задание: в программе «Компас »вычертить поле допусков.
ПРАКТИЧЕСКАЯ РАБОТА №7 «ДОПУСКИ И ПОСАДКИ»
Цель работы: Отработать основные понятия по теме «Допуски и посадки»: номинальный размер, допуск, поле допуска, предельные отклонения, посадка, вид посадки.
Время выполнения работы:: 2 академических часа
Критерии оценки: Выполненное в полном объеме задание 1 самостоятельной работы оценивается «удовлетворительно», выполненное в полном объеме задание 1 и 2 оцениваются «хорошо», выполненные в полном объеме задания 1,2,3 оцениваются «отлично».
ЗАДАНИЕ 6:
Расчет допусков размеров, входящих в заданную размерную цепь.
ДАНО:
Обозначение и размер замыкающего звена DΔ = 4  1,2 № чертежа узла 15.
1,2 № чертежа узла 15.
РЕШЕНИЕ:
-
Выполнить размерный анализ цепи с заданным замыкающим звеном.
D3 = 4 D2 = 4 D1 = 18 DΔ = 4 1, 2
D4 = 30
D5 = 4
по рис. 15
-
Проверить правильность составления заданной размерной цепи.
DΔ = (30 + 4) - (4 + 4 +18) = 4
-
Установить единицы допуска составляющих звеньев, допуски которых необходимо определить.
TD2 = TD3 = 1, 2 (по чертежу)
Для D1, D4,D5, по приложению Х определяем единицы допусков
iD1 = 1, 44 мм; iD4 = 0, 83 мм; iD5 = 0, 83 мм
-
Определить допуск замыкающего звена.
TDΣ = 1, 2 + (- 1, 2) = 2, 4 мм = 2400 мкм
-
Определить средний коэффициент точности заданной размерной цепи.
aср = =774,2
=774,2
-
Установить квалитет, по которому следует назначить допуски на составляющие звенья.
По приложению ХI выбираем квалитет 13 и определяем IT 13, по aср число единиц допуска 250.
-
По установленному квалитету назначить допуски и отклонения на составляющие звенья.
По IT 13 назначаем симметричное отклонение поля допуска для D1, D4, D5. ( по приложению IV)
TD1 =0,33
TD4=0,39
TD5=0, 22
Тогда
D1=18+0,33/2=18+0,165
D4=30 +0,185,
D5=4+0,11.
-
Сделать проверку правильности назначения предельных отклонений.
TDΣ =TD1+ TD2+ TD3+ TD4+ TD5
-
Если условия проверки не соблюдаются, рассчитать отклонения корректирующего звена и его допуск.
-
Поверить правильность назначения допусков на составляющие звенья размерной цепи.
-
Результаты расчетов занести таблицу.
ПРАКТИЧЕСКАЯ РАБОТА № 8 ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТЕЙ.
Цель работы:
-
Рассчитать погрешности измерений: абсолютных инструментальных, абсолютных измерительных, относительных погрешностей величины, погрешности вычислений.
-
Работа с таблицами.
Время работы: 2 академических часа
Критерии оценки: Выполненное в полном объеме задание 1 самостоятельной работы оценивается «удовлетворительно», выполненное в полном объеме задание 1 и 2 оцениваются «хорошо», выполненные в полном объеме задания 1,2,3 оцениваются «отлично».
1. Введение
Работа химиков, физиков и представителей других естественно-научных профессий часто связана с выполнением количественных измерений различных величин. При этом возникает вопрос анализа достоверности получаемых значений, обработки результатов непосредственных измерений и оценки погрешностей расчетов, в которых используются значения непосредственно измеряемых характеристик (последний процесс также называется обработкой результатов косвенных измерений).
Существует большое количество методических разработок, учебников и т.д., в которых можно почерпнуть информацию о расчете погрешностей. Вам предложена методика определения погрешностей с использованием доверительной вероятности коэффициента Стьюдента.
2. Обозначения, принятые в данной работе
 -измеряемая величина,
-измеряемая величина,  -среднее значение измеряемой величины,
-среднее значение измеряемой величины,  - абсолютная погрешность среднего значения измеряемой величины,
- абсолютная погрешность среднего значения измеряемой величины,  - относительная погрешность среднего значения измеряемой величины.
- относительная погрешность среднего значения измеряемой величины.
3. Расчет погрешностей непосредственных измерений
Итак, предположим, что были проведены n измерений одной и той же величины в одних и тех же условиях. В этом случае можно рассчитать среднее значение этой величины в проведенных измерениях:
 (1)
(1)
Как вычислить погрешность  ? По следующей формуле:
? По следующей формуле:
 (2)
(2)
В этой формуле используется коэффициент Стьюдента  . Его значения при разных доверительных вероятностях и значениях
. Его значения при разных доверительных вероятностях и значениях  приведены в таблице.
приведены в таблице.
3.1. Пример расчета погрешностей непосредственных измерений:
Задача.
Проводили измерения длины  металлического бруска. Было сделано 10 измерений и получены следующие значения: 10 мм, 11 мм, 12 мм, 13 мм, 10 мм, 10 мм, 11 мм, 10 мм, 10 мм, 11 мм. Требуется найти среднее значение
металлического бруска. Было сделано 10 измерений и получены следующие значения: 10 мм, 11 мм, 12 мм, 13 мм, 10 мм, 10 мм, 11 мм, 10 мм, 10 мм, 11 мм. Требуется найти среднее значение  измеряемой величины (длины бруска) и его погрешность
измеряемой величины (длины бруска) и его погрешность  .
.
Решение.
С использованием формулы (1) находим:
 мм
мм
Теперь с использованием формулы (2) найдем абсолютную погрешность среднего значения при доверительной вероятности  и числе степеней свободы
и числе степеней свободы  (используем значение
(используем значение  =2,262, взятое из таблицы):
=2,262, взятое из таблицы):
Запишем результат:
=10,8±0,70.95 мм
4. Расчет погрешностей косвенных измерений
Предположим, что в ходе эксперимента измеряются величины  , а затем c использованием полученных значений вычисляется величина
, а затем c использованием полученных значений вычисляется величина  по формуле
по формуле  . При этом погрешности непосредственно измеряемых величин рассчитываются так, как это было описано в пункте 3.
. При этом погрешности непосредственно измеряемых величин рассчитываются так, как это было описано в пункте 3.
Расчет среднего значения величины производится по зависимости с использованием средних значений аргументов  .
.
Погрешность величины рассчитывается по следующей формуле:
 , (3)
, (3)
где  - количество аргументов ,
- количество аргументов ,  - частные производные функции
- частные производные функции  по аргументам ,
по аргументам ,  - абсолютная погрешность среднего значения аргумента .
- абсолютная погрешность среднего значения аргумента .
Абсолютная погрешность, как и в случае с прямыми измерениями, рассчитывается по формуле  .
.
4.1. Пример расчета погрешностей непосредственных измерений:
Задача.
Было проведено 5 непосредственных измерений величин  и
и  . Для величины получены значения: 50, 51, 52, 50, 47; для величины получены значения: 500, 510, 476, 354, 520. Требуется рассчитать значение величины
. Для величины получены значения: 50, 51, 52, 50, 47; для величины получены значения: 500, 510, 476, 354, 520. Требуется рассчитать значение величины  , определяемой по формуле
, определяемой по формуле  и найти погрешность полученного значения.
и найти погрешность полученного значения.
Решение.
По формуле (1) найдем средние значения величин и :
Вычисляем :

Находим в таблице при доверительной вероятности 0,95 и числе степеней свободы  значение
значение . По формуле (2) рассчитываем погрешности средних значений величин и :
. По формуле (2) рассчитываем погрешности средних значений величин и :


С использованием формулы (3) находим относительную погрешность среднего значения величины :
Найдем абсолютную погрешность среднего значения величины :

Запишем результат:

Величины коэффициента Стьюдента для различных значений доверительной вероятности
Число степеней свободы f=n-1
Доверительная вероятность
0,90
0,95
0,99
0,999
1
6,314
12,706
63,657
636,619
2
2,920
4,303
9,925
31,598
3
2,353
3,182
5,841
12,941
4
2,132
2,776
4,604
8,610
5
2,015
2,571
4,032
6,859
6
1,943
2,447
3,707
5,959
7
1,895
2,365
3,499
5,405
8
1,860
2,306
3,355
5,041
9
1,833
2,262
3,250
4,781
10
1,812
2,228
3,169
4,587
11
1,796
2,201
3,106
4,437
12
1,782
2,179
3,055
4,318
13
1,771
2,160
3,012
4,221
14
1,761
2,145
2,977
4,140
15
1,753
2,131
2,947
4,073
16
1,746
2,120
2,921
4,015
17
1,740
2,110
2,898
3,965
18
1,734
2,101
2,878
3,922
19
1,729
2,093
2,861
3,883
20
1,725
2,086
2,845
3,850
21
1,721
2,080
2,831
3,819
22
1,717
2,074
2,819
3,792
23
1,714
2,069
2,807
3,767
24
1,711
2,064
2,797
3,745
25
1,708
2,060
2,787
3,725
26
1,706
2,056
2,779
3,707
27
1,703
2,052
2,771
3,690
28
1,701
2,048
2,763
3,674
29
1,699
2,045
2,756
3,659
30
1,697
2,042
2,750
3,646
40
1,684
2,021
2,704
3,551
60
1,671
2,000
2,660
3,460
120
1,658
1,980
2,617
3,373
бесконечность
1,645
1,960
2,576
3,291
Начало формы
Конец формы
ЗАДАНИЕ ПРАКТИЧЕСКОЙ РАБОТЫ:
Задание 1
Было проведено 6 непосредственных измерений величин силы тока I и напряжения U Для величины I получены значения: 52, 51, 52, 50, 47, 48 мА; для величины U получены значения: 502, 500, 510, 476, 354, 520 В . Требуется рассчитать значение величины мощности Р (Вт), определяемой по формуле Р = и найти погрешность полученного значения.
и найти погрешность полученного значения.
Задание 2
Проводили измерения штангенциркулем диаметра металлической трубы D. Было сделано 8 измерений и получены следующие значения: 10,1мм, 10,25 мм, 10,4 мм, 10,3 мм, 10 мм, 10,6 мм, 10,8 мм, 10 мм. Требуется найти среднее значение D измеряемой величины и погрешность измерений: абсолютную погрешность среднего значения величины и относительную погрешность среднего значения величины. При доверительной вероятности 0,9.
Задание 3
Провести измерения штангенциркулем внутреннего диаметра металлической трубы d. Сделать 5 измерений. Найти среднее значение d измеряемой величины и погрешность измерений: абсолютную погрешность среднего значения величины и относительную погрешность среднего значения величины. При доверительной вероятности 0,95.
ПРАКТИЧЕСКАЯ РАБОТА №9 ИЗМЕРЕНИЕ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ.
Цели работы:
-
Определение допустимой шероховатости поверхности обработки в зависимости от класса точности обработки.
Время работы: 2 академических часа
Критерии оценки: Выполненное в полном объеме задание 1 самостоятельной работы оценивается «удовлетворительно», выполненное в полном объеме задание 1 и 2 оцениваются «хорошо», выполненные в полном объеме задания 1,2,3 оцениваются «отлично».
Введение
ПРАКТИЧЕСКАЯ РАБОТА №10 ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ КАЧЕСТВА ПРОДУКЦИИ.
Цели работы:
1.Составить технико-экономическое обоснование целесообразности и возможности выпуска новой продукции лучшего качества.
2. Обосновать экономическую эффективность новой продукции.
3. Провести расчеты экономического обоснования качества продукции.
Время работы: 2 академических часа
Критерии оценки: Выполненное в полном объеме задание 1 самостоятельной работы оценивается «удовлетворительно», выполненное в полном объеме задание 1 и 2 оцениваются «хорошо», выполненные в полном объеме задания 1,2,3 оцениваются «отлично».
Введение
Технико-экономическое обоснование (ТЭО) представляет собой документально оформленные результаты маркетинговых и технико-экономических исследований, обосновывающих целесообразность и возможности реализации инвестиционного проекта, выбор наиболее эффективных организационных, технических и экономических решений для ввода в действие новых или реконструкции и модернизации действующих производственных мощностей.
В процессе ТЭО устанавливается производственная мощность предприятия, потребности его в материалах, сырье, полуфабрикатах и источниках их получения, уточняется место размещения предприятия, решаются транспортные вопросы, определяется себестоимость продукции и общие затраты на ее производство, необходимые капитальные вложения и их экономическая эффективность.
От качества ТЭО зависит не только решение кратковременных проблем, связанных с капитальным строительством и вооружением завода новой техникой, но и эффективность его дальнейшей деятельности - его будущее, как производителя. Этот документ отражает все стороны деятельности предприятия, его связи с поставщиками и потребителями, планируемые затраты и сроки их окупаемости и т.д.
В данной работе предполагается выполнить расчеты по экономическому обоснованию модернизации предприятия по ремонту автомобилей. Основной вид: диагностика и ремонт отечественных автомобилей.
Расчеты дадут возможность получения более точных представлений и выводов о технико-экономических показателях деятельности предприятия.
Задание 1.
Задачи по определению показателей качества продукции
Задача 1
Найти вероятность безотказной работы двигателя автомобиля ЗИЛ - 130 на протяжении пробега 50 тыс. км, если из 310 двигателей, поставленных на испытание, к моменту расчета отказал 31 двигатель .
Задача 2
Определить интенсивность отказов двигателей, если из 310 двигателей на протяжении пробега интервалом от 20 до 30 тыс. км отказали 2 двигателя; от 30 до 40 тыс. км отказало 8 двигателей, а на интервале от 40 до 50 тыс. км отказало 16 двигателей.
Задача 3
По данным наблюдений за эксплуатацией 20 грузовых автомобилей -
самосвалов ЗИЛ - 555 после пробега протяженностью 45 тыс. км установлено, что суммарное число отказов = 415. Определить наработку на отказ.
ЗАДАНИЕ 2
Задача 4
При испытании пяти автомобилей в течение установленного срока
зафиксировано пять отказов, на устранение которых затрачено соответственно 1,5 ч., 0,5 ч., 1,1 ч., 2,1 ч., 0, 75 ч. Определить среднее время восстановления.
Задача 5
Определить коэффициент готовности для ремонтируемого изделия, если наработка на отказ для этого изделия составляет 1010 ч., среднее время восстановления 19 ч.
ЗАДАНИЕ 3
Задача 6
В грузовом автомобиле выделено 50 составных частей, в том числе особо важных - 3, основных - 15, вспомогательных - 32. Их коэффициенты весомости и патентная защита в России и за рубежом отражены в таблице 3.
ДОПОЛНИТЕЛЬНОЕ ЗАДАНИЕ:
Определить показатели патентной защиты в России и странах экспорта
(формула 28).
Перечень литературы и средств обучения
Основная литература:
1. Допуски и посадки. Учебное пособие. 3-е издание. / В.И.Анухин. -
СПб.:Питер, 2004. - 207 с.
2. Козловский Н.С., Виноградов А.Н. Основы стандартизации , допуски,
посадки и технические измерения. М., Машиностроение, 1982, с. 287.
3. Козловский Н.С., Ключников В.М. Сборник примеров и задач по курсу «
Основы стандартизации, допуски, посадки и технические измерения». М.,
Машиностроение, 1983, с. 304.
3. Якушев А.И. Взаимозаменяемость, стандартизация и технические
измерения. М., Машиностроение, 1979, с. 344.
4. Журавлев А.Н допуски и технические измерения. М., Высшая школа, 1981,
с.255..
5. Методика и практика стандартизации. Методическое пособие / Под ред.
Ткаченко.М., Изд-во стандартов, 1971, с. 586.
6. Допуски и посадки. Справочник в 2-х ч. ( В.Д. Мягков и др.).
Машиностроение, Ленинградское отделение, 1982, ч.1, с. 543, ч.2, с.448.
7. Берков В.И. Технические измерения. Альбом. М., Высшая школа, 1983,
с.143.
8. Белкин И.М Допуски и посадки. М., Машиностроение, 1992, с.528.
Дополнительная литература:
1. Белкин И.М. Средства линейно-угловых измерений. Справочник, -
М.: Машиностроение. 2001.
2. Левшина Е.С., Новицкая П.В. Электрические измерения физических
величин (Измерительные преобразователи). Учебное пособие, - Л.:
Энергоатомиздат, 1993.
3. Метрология, стандартизация и измерения в технике связи / Хромой
Б.П., Кандинов А.В., Сенявский А.Л. и др. Под ред. Б.П. Хромого / -
М.: Радио и связь, 1986.
4. Земельман М.А. Метрологические основы технических измерений, -
М.: Издательство стандартов, 1999.
Перечень рекомендуемых средств обучения
1. Виртуальный кабинет для самостоятельной работы студентов.
Источник:gosthelp.ru/text/GOST52089Podshipnikikache.html
ПРИЛОЖЕНИЯ
Приложение «Квалитеты»
1. Числовые значения допусков для размеров до 10 000 мм (по ГОСТ 25346-89 и ГОСТ 25348-82)
Номинальные
размеры, мм
Квалитеты
01
0
1
2
3
4
5
6
7
8
Допуски
мкм
До 3
0,3
0,5
0,8
1.2
2
3
4
6
10
14
Св. 3 до 6
0,4
0,6
1
1,5
2,5
4
5
8
12
18
" 6 " 10
0,4
0,6
1
1.5
2,5
4
6
9
15
22
" 10 " 18
0,5
0,8
1,2
2
3
5
8
11
18
27
" 18 " 30
0,6
1
1,5
2,5
4
6
9
13
21
33
" 30 " 50
0,6
1
1,5
2,5
4
7
11
16
25
39
" 50 " 80
0,8
1,2
2
3
5
8
13
19
30
46
" 80 " 120
1
1,5
2,5
4
6
10
15
22
35
54
" 120 " 180
1,2
2
3,5
5
8
12
18
25
40
63
" 180 " 250
2
3
4,5
7
10
14
20
29
46
72
"250 "315
2,5
4
6
8
12
16
23
32
52
81
"315 "400
3
5
7
9
13
18
25
36
57
89
"400 "500
4
6
8
10
15
20
27
40
63
97
"500 "630
4,5
6
9
11
16
22
30
44
70
110
"630 "800
5
7
10
13
18
25
35
50
80
125
"800 " 1000
5,5
8
11
15
21
29
40
56
90
140
"1000 " 1250
6,5
9
13
18
24
34
46
66
105
165
"1250 " 1600
8
11
15
21
29
40
54
78
125
195
" 1600 " 2000
9
13
18
25
35
48
65
92
150
230
" 2000 " 2500
11
15
22
30
41
57
77
110
175
280
" 2500 " 3150
13
18
26
36
50
69
93
135
210
330
"3150 "4000
16
23
33
45
60
84
115
165
260
410
" 4000 " 5000
20
28
40
55
74
100
140
200
320
500
" 5000 " 6300
25
35
49
67
92
125
170
250
400
620
" 6300 " 8000
31
43
62
84
115
155
215
310
490
760
" 8000 " 10000
38
53
76
105
140
195
270
380
600
940
Квалитеты
9
10
11
12
13
14
15
16
17
18
Допуски
мкм
мм
25
40
60
0,12
0,14
0,25
0,40
0,6
1,0
1,4
30
48
75
0,14
0,18
0,30
0,48
0,75
1,2
1,8
36
58
90
0,15
0,22
0,36
0,58
0,9
1,5
2,2
43
70
110
0,18
0,27
0,43
0,70
1,1
1,8
2,7
52
84
130
0,21
0,33
0,52
0,84
1,3
2,1
3,3
62
100
160
0,25
0,39
0,62
1,00
1,6
2,5
3,9
74
120
190
0,30
0,46
0,74
1,20
1,9
3,0
4,6
87
140
220
0,35
0,54
0,87
1,40
2,2
3,5
5,4
100
160
250
0,40
0,63
1,00
1,60
2,5
4,0
6,3
115
185
290
0,46
0,72
1,15
1,85
2,9
4,6
7,2
130
210
320
0,52
0,81
1,30
2,10
3,2
5,2
8,1
140
230
360
0,57
0,89
1,40
2,30
3,6
5,7
8,9
155
250
400
0,63
0,97
1,55
2,50
4,0
6,3
9,7
175
280
440
0,70
1,10
1,75
2,80
4,4
7,0
11,0
200
320
500
0,80
1,25
2,00
3,20
5,0
8,0
12,5
230
360
560
0,90
1,40
2,30
3,60
5,6
9,0
14,0
260
420
660
1,05
1,65
2,60
4,20
6,6
10,5
16,5
310
500
780
1,25
1,95
3,10
5,00
7,8 .
12,5
19,5
370
600
920
1,50
2,30
3,70
6,00
9,2
15,0
23,0
440
700
1100
1,75
2,80
4,40
7,00
11,0
17,5
28,0
540
860
1350
2,10
3,30
5,40
8,60
13,5
21,0
33,0
660
1050
1650
2,60
4,10
6,00
10,5
16,5
26,0
800
1300
2000
3,20
5,00
8,00
13,0
20,0
32,0
980
1550
2500
4,00
6,20
9,80
15,5
25,0
40,0
1200
1950
3100
4,09
7,60
12,0
19,5
31,0
49,0
1500
2400
3800
6,10
9,40
15,0
24,0
38,0
61,0
Примечание. Для размеров менее 1 мм квалитеты 14 ... 18 не применяются.
2. Система отверстия. Рекомендуемые посадки при размерах от 1 до 500 мм
Основное отверстие
Квалитет вала
Основные отклонения валов
а
с
d
е
f
g
h
посадки с зазором
Н5
4
Н5
g4
Н5
h4
Н6
5
Н6
g5
Н6
h5
Н6
6
Н6
f6
Н7
6
H7
g6
H7
n6
7
Н7
е7
H7
f6
8
Н7
c8
H7
d8
H7
e8
Н8
7
H8
f7
H8
h7
8
Н8
c8
Н8
d8
H8
e8
H8
f8
H8
h8
9
H8
d9
Н8е9
Н8
f9
Н8
h9
Н9
8
H9
е8
H9
f8
H9
h8
9
H9
d9
H9е9
H9
f9
H9
h9
Н10
10
Н10d10
H10h10
Н11
11
Н11a11
Н11
b11
H11e11
H11
d11
H11
h11
Н12
12
Н12
b12
Н12h12
Основные отклонения валов
js
k
m
n
p
s
t
u
x
z
переходные посадки
посадки с натягом
Н5
js4
H5
k4
H5
m4
H5
n4
Н6
js5
Н6
k5
Н6
m5
Н6
n5
H6
p5
Н6
r5
H6
s5
.
H7
js6
H7
k6
H7
m6
H7
n6
H7
p6
H7
f6
H7
s6
Н7t6
Н7
s7
Н7 u7
.
H8
js7
Н8
k7
Н8
m7
Н8
n7
Н8
s7
Н8u8
Н8
x8
Н8
z8
.
.
.
.
.
.