- Преподавателю
- Другое
- Открытый урок пісіру режимі
Открытый урок пісіру режимі
| Раздел | Другое |
| Класс | - |
| Тип | Конспекты |
| Автор | Чуюншалиева Р.А. |
| Дата | 26.12.2015 |
| Формат | doc |
| Изображения | Есть |

Б АТЫС ҚАЗАҚСТАН ИНДУСТРИАЛДЫ КОЛЛЕДЖІ.
АТЫС ҚАЗАҚСТАН ИНДУСТРИАЛДЫ КОЛЛЕДЖІ.
ОРАЛ ҚАЛАСЫ
Арнайы пәндрер оқытушысы
ЧУЮНШАЛИЕВА РАЙЛАШ АЛПАШОВНА
Сабақтың әдістемелік дайындамасы
Тақырыбы: «Пісіру режимі»
Мақсаты:
Білімділік:
Студенттердің қолмен доғалы пісіру режимінің параметрлерінің кеңістіктегі әртүрлі күйде пісіруде қолдану ерекшелігін жүйелеп бекіту.
Дамытушылық:
Кеңістіктегі әр түрлі күйде пісірудің ерекшелігіне байланысты пісіру режимін қоя білуді, электрод тербелісінің түрлерін дұрыс қолдана білуді дамыту.
Тәрбиелік:
Жұмыс кезінде техника қауіпсіздігін үнемі сақтауға, жұмысты мұқият орындауға және өз мамандығына деген сүйіспеншілігін арттыруға тәрбиелеу.
Сабақтың түрі: кіріктірілген сабақ , білімді, іскерлікті және дағдыны бекіту сабағы
Сабақтың әдісі: Блум таксономиясы бойынша құрастырылған
Техникалық жабдық: интерактивтық поддиум
Көрнекілік: слайдтар,
Пәндермен байланыс: физика, өндірістік оқыту, еңбек қорғау
Сабақтың барысы:
I.Ұйымдастыру бөлімі:
-
Оқушылармен амандасу.
-
Оқушыларды түгендеу
II.Сабақтың құрылымы:
1.Сабақтың тақырыбын және мақсатын хабарлау.
2. Оқушыларға тақырыпты меңгерту (тапсырма).
Барысы:
І.Ұйымдастыру.
1 - тапсырма: Қолмен доғалы дәнекерлеудің технологиялық үрдісі дәнекерлеу жігін орындауда белгілі ретімен операцияларды ретімен жазып шығу:
-
дәнекерлеудің астында металдың жиегін дайындау;
-
бұйымның дәнекерленетін жиегін құрастыру;
-
ұстатқыш;
-
дәнекерлеу режимін таңдау;
-
дәнекерлеу қосылысын тексеру;
-
жылумен өңдеу.
2 - тапсырма: «Ойыңды аяқта» ( жауапты жалғастыру)
-
Дайындық жұмысына жатады: кесу,түзету, тазалау және (құрастыру)
-
Пісіру кезінде бастысы.......... (жылумен) кесуді қолданады
-
Металды түзету қолмен және ....(станокта) орындалады.
-
Белгілеу дегеніміз...... (сызбадағы нақты өлшемді металға салу)
-
Белгілеу кезінде қолдаатын құралдар: сызғыш, бұрыштық, чертилка және (кернер)
-
Пісіру доғасын тұттандырудың екі амалы бар: шертіп және (тақап)
3-тапсырма: «Қате табу» (электродтың тербеліс қозғалысын, қолдану ретімен қою)
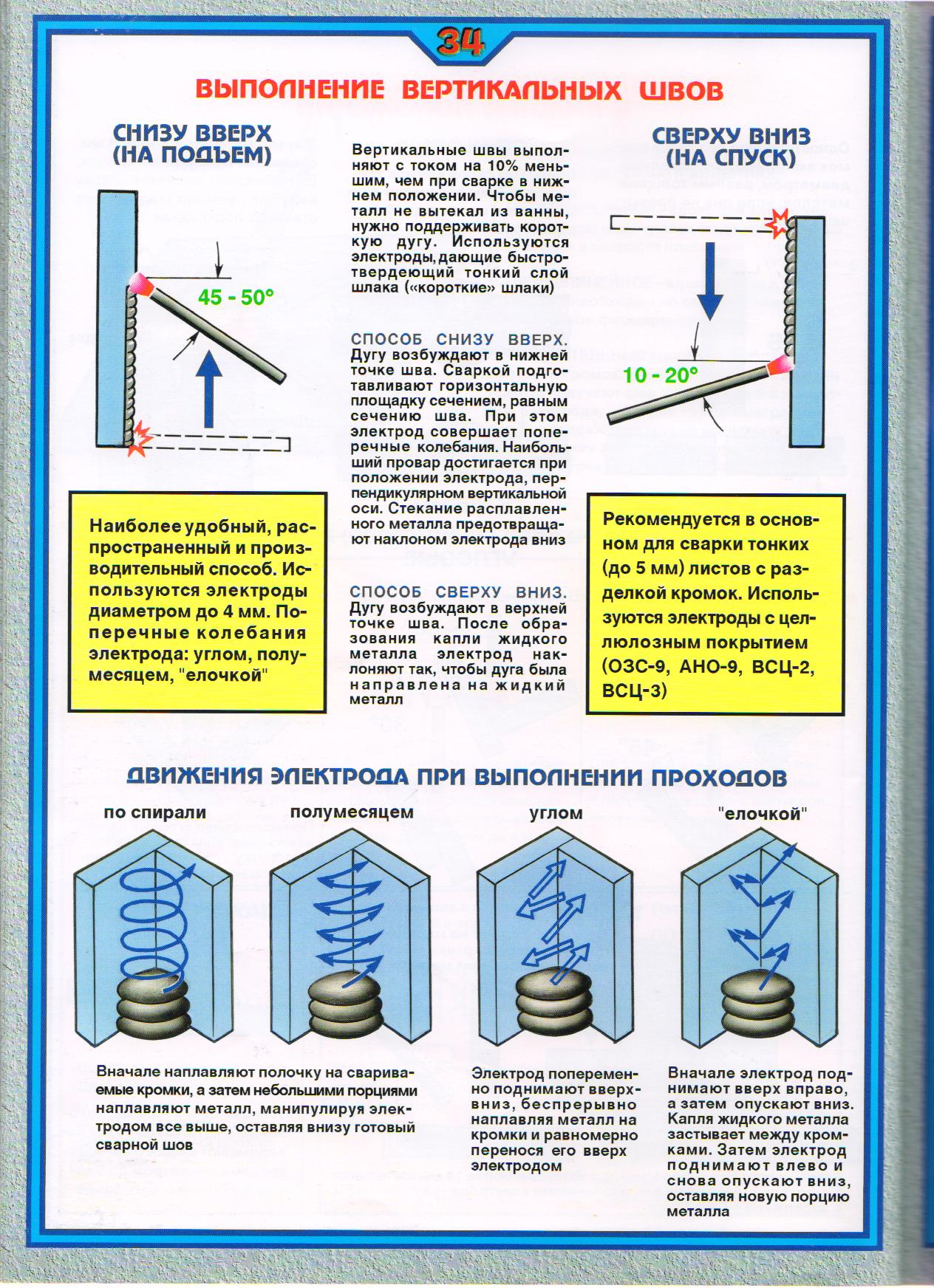
Сынған сызықтармен электродтың көлденең қозғалысын қолданады (балқытып қаптастыруда, төменгі күйде жиегін бөлмей табақшаны пісіруде, сонымен қатар пісірілетін металың күйіп кету қауіптілігі болмағанда)
Шеті балқытылған жікке бағытталған шетімен жарты ай электродтың көлденең қозғалысын қолданады (жиегі қиықталған түйісті жіктерді және катеті 6 мм-ден төмен бұрышты жіктерді пісіруде)
Үшбұрышты электродтың көлденең қозғалысын қолданады (кеңістіктің кез-келген күйінде жиегі қиықталған түйісті жіктерді және катеті 6 мм-ден артық бұрышты жіктерді пісіруде)
Ілмек тәріздес электродтың көлденең қозғалысын қолданады (жікпен металдың шетіне үлкен қыздыру қажет болғанда, әсересе элғары қоспаланған болаттарды пісіруде).
Қысқа жіктерді пісіруде қолданатын әдіс (өтпелі)
Ұзын жіктерді пісіруде қолданатын әдіс (кері сатылы)
4-тапсырма: «Кім жүйрік» (сұрақтарға тез жауап беру)
1. Пісіру режимі дегеніміз (пісіру үрдісіне қатысатын параметрлер жиынтығы);
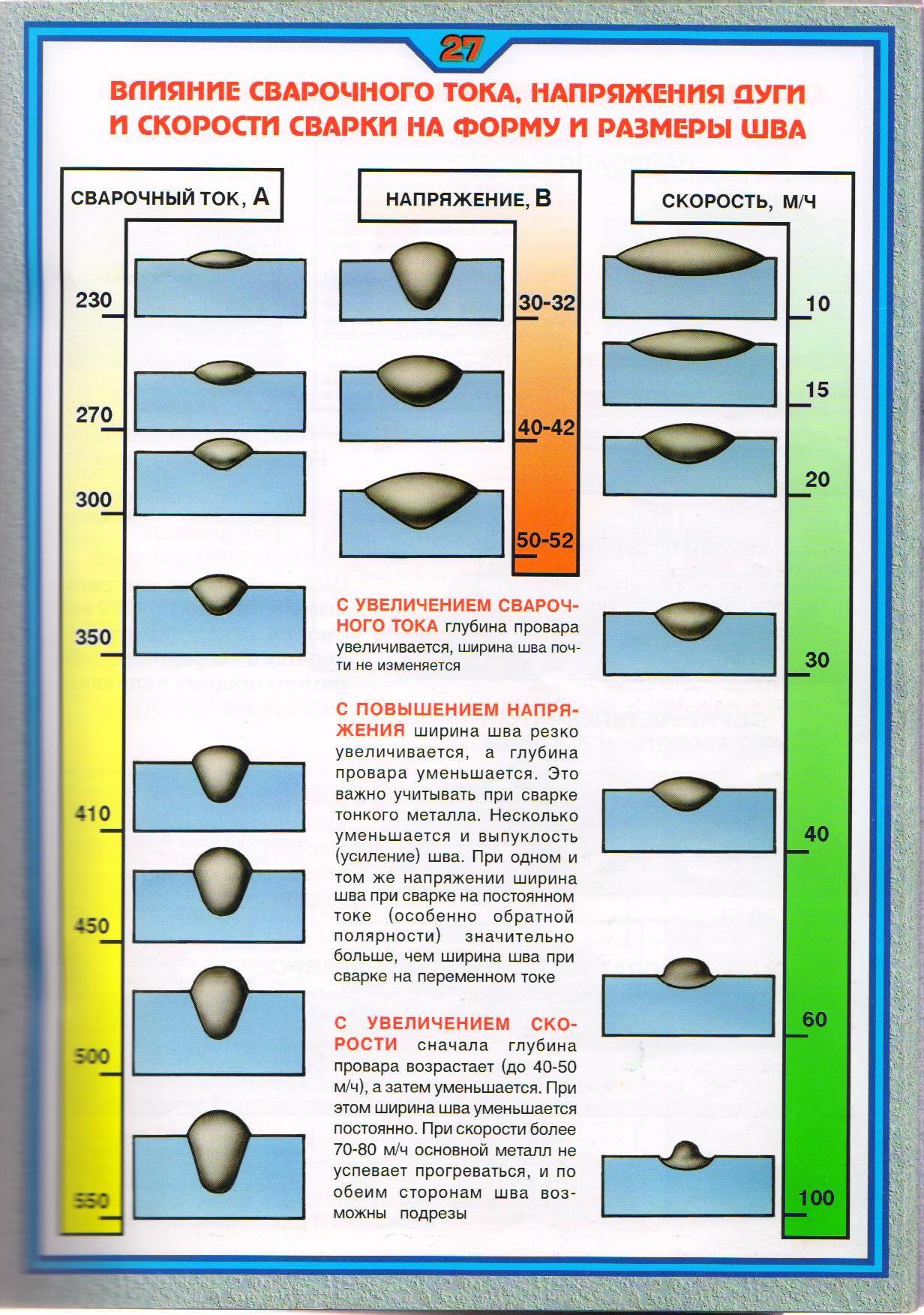
2. Пісіру режимінің негізгі параметрлеріне жатады (ток күші, пісіру жылдамдығы, доғаның кернеуі, электрод диаметрі);
3. Пісіру режимінің қосымша параметрлеріне жатады (ток түрі, тұрақты токтың полярлығы, электрод қаптамасының түрлері, электродтың көлбеу бұрышы);
4.Электродтың диаметрін таңдайды (пісірілетін металдың қалыңдығы мен маркасына байланысты);
5. Пісіру тогын таңдайды (электродтың диаметріне байланысты);
6. Жікті тез аяқтауда пайда болатын ақау (пісіру шөгісі);
7.Тігінен пісіруде электрод диаметрі болу керек (4 мм-ден артық емес);
8.Тігінен және көлденең күйде пісіруде пісіру жігін азайтайды (10-15%);
9. Төбелік күйде жікті пісіруде пісіру жігін азайтайды (15-20%);
5-тапсырма: «Кім тапқыр»
а) (физика пәнінен есептер шығару)
1.Электр тогы дегеніміз не?
Электр тогы деп электр зарядтарының кез-келген реттелген қозғалысы.
2.Электр тогының пайда болуының қажетті шарты.
а)берілген ортада еркін ток тасымалдаушылар, яғни зарядталған бөлшектердің болуы.
ә)сыртқы электр өрісінің болуы.
Металдар мен жартылай өткізгіштерде заряд тасымалдаушылар, яғни еркін ток тасымалдаушылар: электрондар мен кемтіктер.
Сұйық өткізгіштерде (электролиттерде) ток тасымалдаушылар: оң және теріс зарядталған иондар.
Газдарда: қарама-қарсы зарядталған иондар мен электрондар.
Ток күші деп қандай физикалық шаманы айтамыз? Ток күші деп өткізгіштің көлденең қимасы арқылы бірлік уақыт ішінде қанша заряд өтетінін көрсететін физикалық шама.

Ом заңы:  ;
;
№1.Өткізгіштің көлденең қимасынан 1минутта 30мКл электр заряды өтетін болса, ондағы ток күші неге тең?
№2. Өткізгіштен 10с ішінде20Кл заряд өтсе, ондағы ток күші неге тең?
№3. Кедергісі R=1 Ом өткізгіштен 15с уақытта 45Кл заряд өтетін болса, онда өткізгіш ұштарындағы кернеудің түсуі неге тең?
Ом заңы: ; U=I .
.
б) суреттерге қарап пісіру параметрлеріне талдама беру.
6- тапсырма: «Ұшқыр ой» ( әрбір түріне жүйелеп жауап беру)
Төменгі күйде
Тігінен күйде
Көлденең күйде

Төбелік күйде
7-тапсырма: «SOCRATIVЕ» бағдарламасымен құрастырылған тестлік тапсырма
Үйге тапсырма: Тілікшені төменгі күйде қолмен доғалы пісірудің технологиялық картасын жасау және тестлік тапсырма құрастыру
А.Чебан «Сварочные работы», «Феникс» - 2005 §35-37
Т.М.Шакирова, А.А. Маметсупиев «Газ және электрмен пісіру», «Фолиант» - Астана -2007
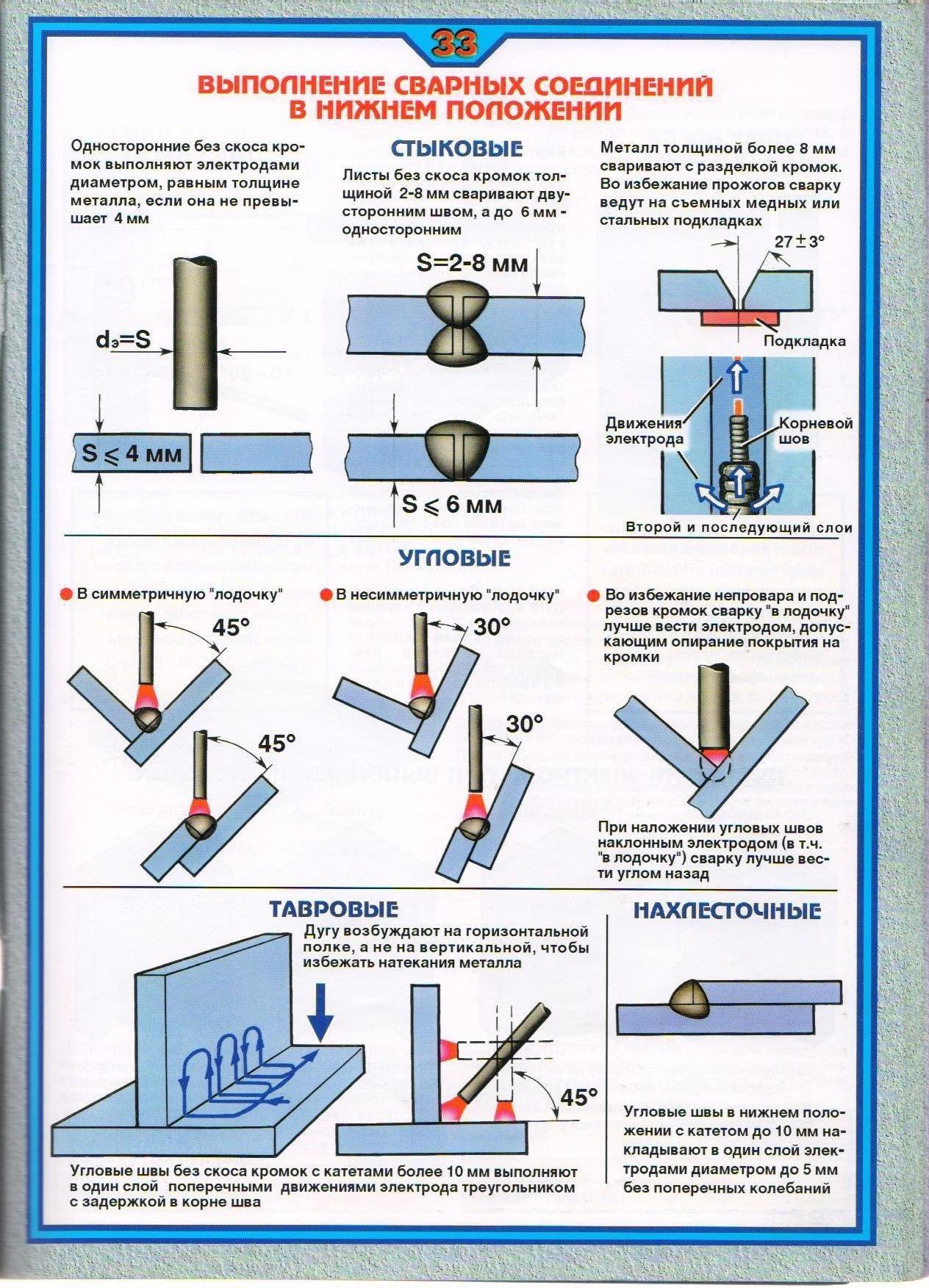
Төменгі күйде түйісті жікті пісірілетін металдың қалыңдығына байланысты бір жақты және екі жағынан орындайды. Элементтің арасындағы саңылауды және жиегінің тұйықталуы пісірілетін металдың қалыңдығына байланысты 1,5 - 4 мм шегінің арасында таңдайды. Пісіру жігін орындауда ең қиыны жік түбірінің сенімді пісірілімін алу.
Тігінен жіктерді төменнен жоғары және жоғарыдан төмен орындайды. Төменнен жоғары орындауда қосылыстың төменгі нүктесінде доға қоздырылады, ал балқыған металдың ваннасы түзілгеннен кейін, электрод аздап үстіне және жанына қайтарылады. Балқыған металл қатайып сөре түзеді, оның үстіне металдың келесі тамшыларын балқытып қаптастырады. Жоғарыдан төмен пісіруде доғаны қосылыстың жоғары нүктесінде қоздырады, электродты алдымен перпендикулярлы ұстайды, сосын көлбеулетеді. Жоғарыдан төмен пісіруде өнімділік жоғары, бірақ қиындық тудырады, бұл әдісті жұқа металды пісіруде қолданады. Пісіру тогын төменгі күйге қарағанда 10-15% төмен қабылдайды.
Көлденең жікті орындау тігінен жікке қарағанда күрделі, сондықтан оны біліктілігі жоғары дәнекерлеуші орындайды. Балқыған металл ағып кетпеуі үшін, төменгі табақшаның жиегіне қиық кесік жасамайды, ал пісіруді төменгі табақшаның жиегінен бастайды. Сосын жіктің түбірін пісіреді және доғаны үстіңгі табақшаның жиегіне тасымалдайды. Үстіңгі кеңейтілген білікшелерді салуда электродтың көлденең тербелісінің шетін жіктің өсіне 450 бұрыштың астында аяқтайды. Пісіру режимі және электрод тігінен күйде пісірумен бірдей.
Төбелік жікті орындауда ауырлық күші пісіру ваннасына электродтың металл тамшыларын тасымалдауына кедергі жасайды және төменге ағуға тырысады. Ауырлық күшін болдырмау және балқыған металды ұстау пісіру ваннасының азған көлемінде жүзеге асыруға болады. Ол үшін пісіруде төменгі күйге қарағанда Пісіру тогы 20-25%-ға төмен және электродтың диаметрі 4 мм-ден артық емес, қысқа доғада жіңішке білікшемен жүргізіледі. Доға электродтың металының тамшысының жіктің металына өтуі үшін барынша қысқа болуы керек.
7-тапсырма: «» («SOCRATIVЕ» бағдарламасымен құрастырылған тестлік тапсырма )
Доғамен пісіруде қорек көзі болып саналады:
А) доғалы разряд
Б) пісіру жалыны
В) қысқа тұйықталу
Г) ток өткізетін қож
Д) + пісіру догасы
Ең аз шөгіс:
А) таврлы қосылыста
Б) түйіспелі қосылыста
В) кез - келген қосылыста
Г) + бұрышты қосылыста
Д) айқастырмалы қосылыста
Пісіру ұстатқышы дегеніміз:
А) + көлденең қимасымен толық жіктің 1/3 қысқа жіктер
Б) көлденең қимасымен толық жіктің 1/2 көлденең қимасымен орташа жіктер
В) толық жіктің көлденең қимасына тең көлденең қимасымен ұзын жіктер
Г) көлденең қимасымен орташа жіктер 1/4 дейін толық жіктің көлденең қимасына
Д) көлденең қимасымен ұзын жіктер 1/2 дейін толық жіктің көлденең қимасына
Токтың артуымен пісіру доғасының сәулелену қарқындылығы:
А) + өседі
Б) аз-кем өзгереді
В) төмендейді
Г) әсер етпейді
Д) өзгермейді
Балқыған метал пісіру ваннасында қатайғанда түзіледі:
А) + пісіру жігі
Б) шөгіс
В) бұрандамалы қосылыс
Г) желімді қосылыс
Д) жарық
Доғамен бөлінетін жылудың өлшемі байланысты:
А) металдың қалыңдығынан
Б) пісіру аппаратынан
В) + пісіру тогының күшінен
Г) электродтан
Д) байланысты емес
Металдың ең көп шөгісі:
А) таврлы қосылыс
Б) бұрышты қосылыс
В) + түйістірмелі қосылыс
Г) айқастырмалы қосылыс
Д) шетжақтаулы қосылыс
Доғаның ұзындығы қалыпты болып саналады:
А) + электродтың диаметрінен (0,5-1,1)
Б) электродтың диаметрінен (1,1-1,5)
В) электродтың диаметрінен (1,5-2,0)
Г) электродтың диаметрінен (2,0-2,5)
Д) электродтың диаметрінен (0,2-0,5)
Сымдарды қызып жанудан сақтау үшін қималарын таңдайды:
А) Ұзындығы бойынша
В) + Тоқ күші бойынша
С) Кернеуі бойынша
Д) Қуаты бойынша
Е) Жиілігі бойынша
Қолмен доғалы пісіру режимінің негізгі көрсеткіштері:
А) электрод шығыны, олардың өлшемі
Б) метал қалыңдығы
В) + электродтың диаметрі, пісіру тогының күші, доғадағы кернеу, пісіру жылдамдығы
Г) жіктің кеңістіктегі күйі
Д) жіктің сыртқы түрі және ұзынбойлығы