- Преподавателю
- Другое
- Инструкционная карта Правка и гибка металла
Инструкционная карта Правка и гибка металла
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Баранов В.И. |
| Дата | 03.01.2016 |
| Формат | rar |
| Изображения | Есть |

Бюджетное профессиональное образовательное учреждение Омской области
«Седельниковский агропромышленный техникум»
ИНСТРУКЦИОННАЯ КАРТА
Правка и гибка металла
УП.01. Подготовительно-сварочные работы
по профессии СПО 15.01.05. Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омской области, 2015
Министерство образования Омской области БПОУ «Седельниковский агропромышленный техникум»
План занятия П/О
Группа 15 Профессия Сварщик Мастер Баранов В.И.
УП.01. Подготовительно-сварочные работы.
Тема: Подготовка металла к сварке.
Тема занятия: Правка и гибка металла.
Тип занятия: Урок формирования и совершенствования трудовых умений и навыков.
Вид занятия: Комбинированное (изучение нового учебного материала, формирование практических умений и навыков, повторение изученного ранее материала).
Время: 6 часов.
Задачи занятия:
Обучающие:
Формирование и усвоение приемов проведения рубки и резки металлов.
Формирование у студентов профессиональных навыков при выполнении рубки и резки металлов.
Развивающие:
Формирование у студентов умения оценивать свой уровень знаний и стремление его повышать;
Развитие навыков самостоятельной работы, внимания, координации движений.
Воспитательные:
Воспитание у студентов аккуратности, трудолюбия, бережного отношения к оборудованию и инструментам;
Пробуждение эмоционального интереса к выполнению работ;
Способствовать развитию самостоятельности студентов.
Дидактические задачи:
Закрепить полученные знания, приемы, умения и навыки по выполнению рубки и резки металлов.
Требования к результатам усвоения учебного материала.
Студент в ходе освоения темы занятия учебной практики должен:
иметь практический опыт:
- выполнения типовых слесарных операций, применяемых при сварке
уметь:
- выполнять правку и гибку, разметку, рубку, резку механическую, опиливание металла.
В ходе занятия у студентов формируются
Профессиональные компетенции:
ПК 1. Выполнять типовые слесарные операции, применяемые при подготовке металла к сварке.
Общие компетенции:
ОК 1. Понимать сущность и социальную значимость будущей профессии, проявлять к ней устойчивый интерес.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
Литература:
Основные источники:
-Чебан В. А. Сварочные работы /В. А. Чебан.- Изд. 7-е.- Ростов н/Д : Феникс, 2010. (Начальное профессиональное образование).
-Маслов В. И. Сварочные работы: Учеб. для нач. проф. образования: Учеб. пособие для сред. проф. образования - М.: ПрофОбрИздат, 2002.
Дополнительные источники.
-Покровский Б.С. Справочник слесаря: Учеб. пособие для нач. проф. образования/Б.С.Покровский, В.А.Скакун - М.: Издательский центр «Академия», 2003.
-Покровский Б.С. Слесарное дело: Учебник для нач. проф. образования/ Б.С.Покровский, В.А.Скакун. - М.: Издательский центр «Академия», 2004.
- Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб. пособие для нач. проф. образования - М. : Издательский центр «Академия», 2006.
- М.Д. Банов Ю.В. Казанов «Сварка и резка материалов», Учебное пособие - М: ОИЦ «Академия», 2009г.
- Овчинников В. В. Оборудование, техника и технология сварки и резки металлов: учебник/ В.В.Овчинников.- М.: КНОРУС, 2010.-(Начальное профессиональное образование).
- А.И. Герасименко «Основы электрогазосварки», Учебное пособие - М: ОИЦ «Академия», 2010г
-В. Г. Лупачев «Ручная дуговая сварка» учебник -Мн.; Выш. шк., 2006.
Цель занятия: обучение пользованию инструментами и приспособлениями, применяемыми при правке и гибке полосового, листового и круглого металла.
Применяемые оборудование, приспособления, инструменты и материалы: правильная плита (наковальня), призмы, молотки слесарные массой 500...600 г, молотки с вставкой из мягкого металла, кувалда массой 1,5 кг, линейки, угольники, стальные полосы и прутки, металлические накладки, деревянные бруски, мел, рукавицы.
Инструкционная карта
Упражнение 1. Правка полосового металла, изогнутого в плоскости.
На отрезке стальной полосы отметить мелом выпуклые места. Надеть рукавицы, взять в правую руку молоток, а в левую - стальную полосу и положить ее на правильную плиту выпуклостью вверх. При правке стоять следует прямо, свободно и устойчиво (рис. 1). Наносить удары молотком от края к середине выпуклости до получения полного и плотного прилегания полосы к плите. Силу ударов молотка регулировать в зависимости от сечения полосы и степени ее искривления. Точность правки проверяют на просвет или с помощью проверочной линейки.
Упражнение считается выполненным, если отклонение от прямолинейности полосы составляет не более 0,1 мм на длине 100 мм.
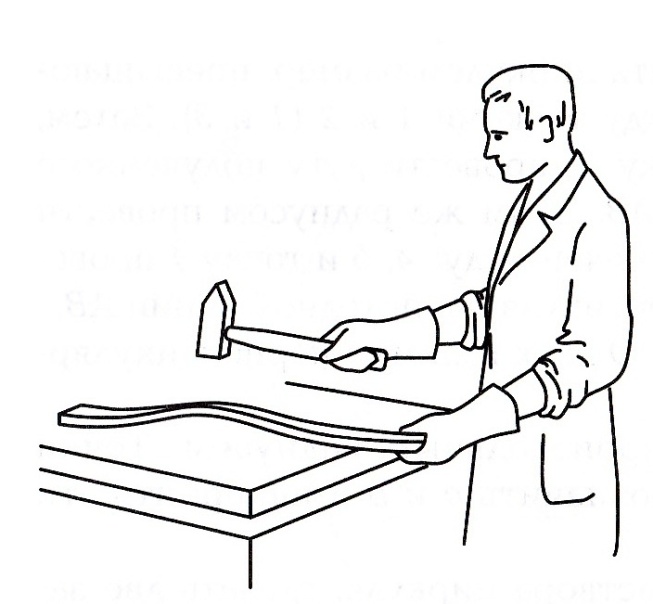
Рис. 1. Правка полосового металла, изогнутого в плоскости.
Упражнение 2. Правка листового металла.
Уложить лист на правильную плиту выпуклостью вверх. Определить вид неровности и обвести ее границы мелом. Надеть на левую руку рукавицу и плотно прижать этой рукой лист с неровностью к плите. Взять правой рукой киянку или молоток с вставкой мягкого металла и наносить удары по выпуклостям, периодически переворачивая лист (рис. 2).
Упражнение считается выполненным при отсутствии на выправляемой поверхности вмятин и выпуклостей, т.е. если поверхность листа представляет собой ровную плоскость. Допустимое отклонение от плоскостности составляет ±0,01 мм на длине 200 мм.
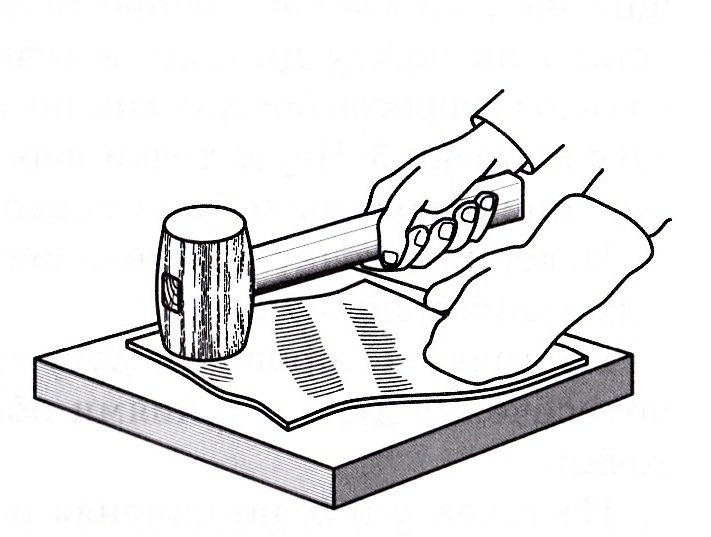
Рис. 2. Правка листового металла.
Упражнение 3. Правка полосы, изогнутой по ребру.
Определить на глаз границы кривизны полосы и пометить их мелом. Положить искривленную полосу на правильную плиту.
Прижать левой рукой полосу к плите и носком молотка наносить удары по всей ее длине от нижней кромки к верхней, применяя способ правки растяжением (рис. 3).
При этом у нижней кромки наносить сильные удары, по мере приближения к верхней кромке силу ударов уменьшить, а частоту их увеличить. Правку следует прекратить, когда верхняя и нижняя кромки станут прямолинейными. Допустимое отклонение от прямолинейности составляет 1 мм на длине 500 мм. Если после рихтовки полоса непрямолинейна по ребру, правку следует заканчивать ударами по нему с переворачиванием полосы в процессе правки на 180°.
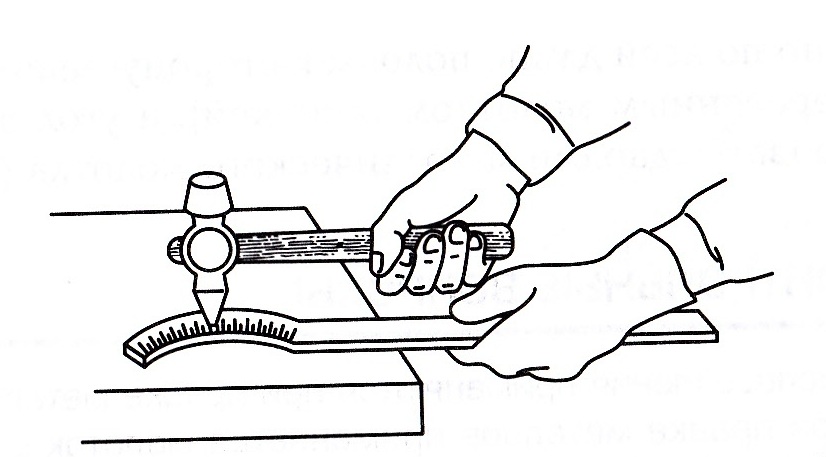
Рис. 3. Правка металлической полосы, изогнутой по ребру.
Упражнение 4. Гибка полосового металла в слесарных тисках под прямым углом.
Отметить чертилкой место изгиба полосы. Закрепить полосу в тисках таким образом, чтобы разметочная риска была обращена к нижней части губки тисков и выступала над ней на 0,5 мм (внешняя часть металла при этом вытягивается, а внутренняя - сжимается). В случае неправильного закрепления заготовки в тисках угол изгиба получится перекошенным. Перпендикулярность полосы губкам тисков проверяется угольником. Наносить удары следует равномерно по всей длине полосы в сторону неподвижной губки тисков деревянным молотком (киянкой), а угол в месте перегиба формировать ударами металлического молотка (рис. 4).

Рис.4. Гибка полосового металла в слесарных тисках под прямым углом.
Упражнение 5. Гибка прутка на оправке.
Закрепить приспособление 1 в слесарных тисках 6.
Конец 2 прутка установить в зазор приспособления между штифтом 5 и оправкой 3. Нажимать на свободный конец 4 прутка рукой, изгибая второй конец в кольцо (если свободный конец прутка короткий или пруток большого диаметра, изгибание производить ударами молотка) (рис. 5).
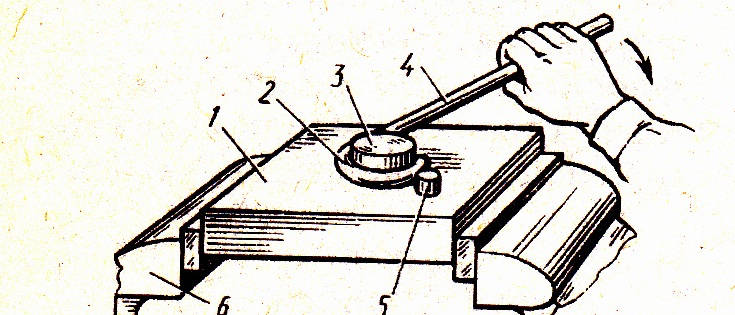
Рис. 5. Гибка прутка на оправке (специальное приспособление):
-
гибочное приспособление, 2,4- концы прутка, 3- оправка, 5- штифт. 6- тиски.
Упражнение 6. Гибка труб в нагретом (горячем) состоянии.
Отметить место изгиба трубы, отмерить от конца трубы длину до центра изгиба и в этом месте провести мелом черту поперек трубы; от черты отмерить и отметить мелом по обе ее стороны по половине длины трубы, подлежащей нагреву.
Закрыть один конец трубы пробкой-заглушкой (для труб малых диаметров применяют пробки глиняные, резиновые или из твердых пород дерева, для труб больших диаметров - металлические) . Длина пробок-заглушек - 1,5-2 диаметра, конусность 1:10 (рис. 6, а).
Наполнить трубу сухим речным песком, тщательно просеянным через сито с ячейками 2 мм, для предотвращения смятия, выпучивания и появления трещин (нельзя применять горный песок, так как он содержит легко выгорающие органические вещества, пригорающие к стенкам трубы).
Трубу обстучать молотком, нанося удары снизу вверх при одновременном ее повертывании, с целью лучшего уплотнения песка; удары наносить до тех пор, пока не будет слышен глухой звук.
Забить второй конец трубы пробкой-заглушкой, у которой должны быть сквозные отверстия или каналы для выхода газов, образующихся при нагреве.
Надеть рукавицы и нагреть трубу в размеченном месте паяльной лампой, в горне или газовой горелкой до вишнево-красного цвета, не допуская перегрева (от достаточно нагретой трубы отскакивает окалина).
Вставить трубу 1 в приспособление 2 и усилием рук в сторону изгиба согнуть ее по копиру 3 (рис. 6, б).
Снять трубу и, удалив пробки, освободить ее от песка.
Проверить радиус изгиба трубы по шаблону.
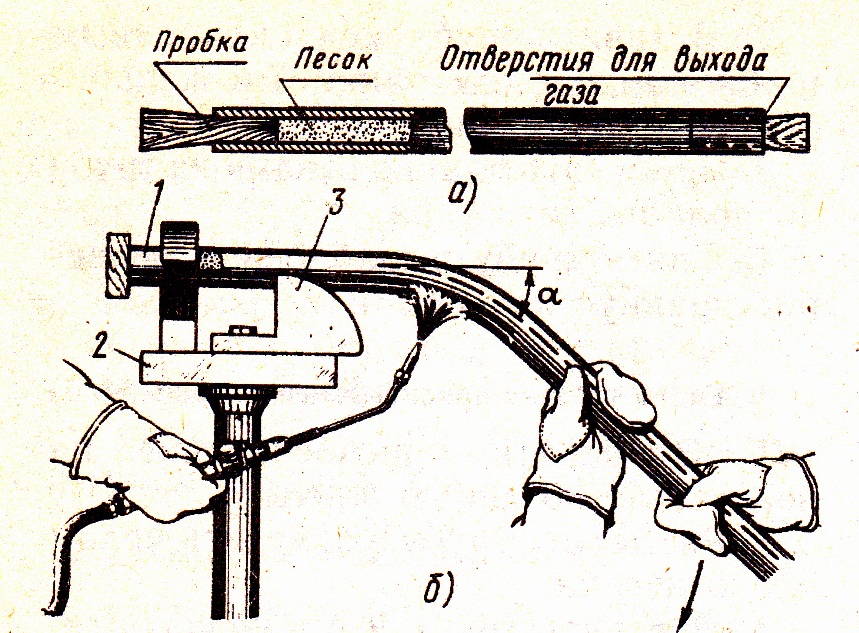
Рис. 6. Гибка труб в нагретом состоянии:
а- изгибаемая труба, б- схема гибки; 1- труба. 2- приспособление, 3- копир.
Упражнение 6. Гибка труб из цветных металлов.
Медные трубы, подлежащие гибке в холодном состоянии, предварительно I отжигают при 600--700° С, а затем охлаждают в воде. Наполнителем в данном случае служит канифоль, а при гибке в нагретом состоянии - песок.
Латунные трубы, подлежащие [гибке в холодном состоянии; отжигают при такой же температуре, как и медные, но охлаждают на воздухе.
При гибке сварных труб необходимо сварной шов располагать снаружи изгиба.
Изготовить деревянную пробку и забить ее в один из концов трубы.
Расплавить наполнитель - канифоль. (У сосуда обязательно должен быть носик для слива расплавленной канифоли в трубу.)
Трубу установить вертикально (пробкой вниз) и, залив в нее канифоль, оставить в таком положении до полного затвердевания канифоли.
Трубу гнуть одним из двух способов:
а) зажать в тисках между деревянными нагубниками и изгибать усилиями рук (проверку угла изгиба провести по шаблону или изделию);
б) один конец трубы вставить между роликами в неподвижный хомут роликового приспособления; рукоятку рычага поворачивать обеими руками,
выполняя изгиб трубы.
Трубу освободить из тисков приспособления, подогреть, начиная с открытого конца, по всей длине, выплавить канифоль и слить ее в сосуд.
КОНТРОЛЬНЫЕ ВОПРОСЫ
-
Какие приспособления применяются при правке металла?
-
Почему при правке металлов применяется молоток с круглым бойком?
-
Какие инструменты применяются при гибке металла?
-
Какова причина перекашивания угла изгиба при гибке уголка из полосы?