- Преподавателю
- Другое
- Доклад на тему: ВОЗМОЖНОСТИ ПРИМЕНЕНИЯ НАНОТЕХНОЛОГИЙ ДЛЯ ЭНЕРГОСБЕРЕЖЕНИЯ В МАШИНОСТРОЕНИИ
Доклад на тему: ВОЗМОЖНОСТИ ПРИМЕНЕНИЯ НАНОТЕХНОЛОГИЙ ДЛЯ ЭНЕРГОСБЕРЕЖЕНИЯ В МАШИНОСТРОЕНИИ
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Понарина Т.А. |
| Дата | 22.12.2015 |
| Формат | docx |
| Изображения | Есть |

16
Содержание
Введение.......................................................................................................................3
1.Энергетические ресурсы и энергосбережение.......................................................4
1.1Энергосберегающая политика как фактор повышения
конкурентоспособности продукции................................................................4
1.2Энергосбережение в машиностроении......................................................5
2.Формы энергосбережения в машиностроении......................................................7
2.1Оптимизация обработки деталей машин...................................................7
2.2Использование нанотехнологий в машиностроении..............................10
Заключение.................................................................................................................15
Список литературы....................................................................................................16
Введение
Энергосберегающая политика государства осуществляется на основе реализации региональных и федеральных программ в области энергосбережений путем: оценки потенциалов энергосбережения; стимулирования предприятий при разработке и внедрении мероприятий по сокращению потребления энергоресурсов; организации учета потребления ресурсов, а также контроля за их расходом; проведения энергетических обследований организаций; совершенствования энергоиспользования. В соответствии с упомянутыми выше Законами на предприятиях будут проводиться следующие мероприятия: энергетический аудит, подача энергетической декларации, государственное нормирование текущего потребления энергии. Показатели энергоэффективности будут включаться в государственные стандарты на оборудование, материалы и конструкции, а также энергопотребляющая продукция любого назначения и энергетические ресурсы должны быть сертифицированы на соответствующие показатели энергоэффективности.
1.Энергетические ресурсы и энергосбережение
1.1Энергосберегающая политика как фактор повышения конкурентоспособности продукции
Активная энергосберегающая политика является необходимым условием повышения обеспечения конкурентоспособности продукции и ускорения научно-технического прогресса в топливно-энергетическом комплексе, а также в машиностроительных и других смежных отраслях промышленности. Существует важный макроэкономический показатель энергоемкости - количество петаджоулей, затраченных на производство продукции стоимостью в 1 млрд долларов США ВНП. По этому показателю технологическая отсталость России на сегодняшний день очевидна - она превышает Бразилию, Южную Корею, Англию, Германию, США и Япония соответственно в 3.2; 4.1; 6; 6.8; 4 и 11 раз. Рост цен на энергоносители, ограниченность энергоресурсов диктует необходимость выбора наиболее эффективных ресурсосберегающих технологий при производстве продукции. Одним из путей выхода экономики из сложившейся ситуации является повышение конкурентоспособности отечественных товаров, в том числе продукции машиностроения. В настоящее время достижение этой цели возможно за счет снижения издержек производства изделий при сохранении требуемого качества. Любое изделие, отвечая требованиям своего служебного назначения, характеризуется рядом качественных показателей, таких как технологичность конструкции изделия, которая является одним из важных направлений повышения эффективности промышленного производства при незначительных дополнительных затратах на его осуществление. Значительная экономия энергии может быть получена в промышленности без капитальных затрат - путем небольших усовершенствований технологий и прежде всего на основе использования рациональных методов и режимов обработки, эксплуатации технологического оборудования.
1.2Энергосбережение в машиностроении
Анализ уровней энергоиспользования в машиностроительной отрасли показывает, что отрасль располагает существенными резервами повышения эффективности использования энергии, особенно на стадии формообразования. В вопросах снижения издержек производства на стадии изготовления и анализа качества продукции большой вклад внесли ученые В. И. Аверченков, М. М. Аршанский, П. Г. Алексеев, В. Г. Грановский, Г. И. Грановский, О. А. Горленко, В. М. Смолянский, В. К. Старков, В. В. Швец и др. Однако имеющиеся отдельные результаты не позволяют определять энергоемкость по широкому спектру видов обработки и технологических операций. Сложность задач, возникающих при решении проблемы снижения энергозатрат, в немалой степени обусловлена большой номенклатурой выпускаемой продукции, отсутствием нормативной базы расхода энергоресурсов на выпуск продукции и недостаточностью знаний по энергоемкости технологических процессов, особенно это касается машиностроительного производства. На современном этапе машиностроение характеризуется широким использованием всех видов энергии за счет различных энергоносителей: электроэнергия, пар, горячая вода, жидкое, газообразное и твердое топливо.
На долю электроэнергии приходится около 24 %, топлива - 38 %, теплоэнергии - 38 %. На технологические цели в машиностроении расходуется 10-15 % потребляемой энергии. Уровень электрофикации в машиностроении выше, чем в промышленности в целом, причем более половины электроэнергии используется в механических процессах. На некоторых машиностроительных предприятиях удельный вес электротехнологических процессов превышает 50 %. К их числу относятся тракторные, автомобильные и станкостроительные предприятия. Разработаны и внедрены в производство ряд принципиально новых технологических процессов (электрохимическая и электро-ионная технология, плазменная обработка и др.). На основе опыта развитых зарубежных стран в России вопрос энергосбережения решается за счет проведения организационных мероприятий на промышленных предприятиях: проводится контрольное обследование энергопотребления всех крупных потребителей энергии, цехов и всего предприятия. По результатам обработки результатов обследования составляются детальные энергетические балансы каждого технологического процесса, цеха, предприятия. Они позволяют оценить, соответствуют ли технологические процессы данного предприятия уровню передовых стран по удельным расходам энергии, и наметить необходимые изменения в технологи и конструкции потребителей энергоресурсов; организуется учет потребления энергоресурсов. Правильная организация учета энергопотребления позволяет экономить 5-10 % энергоресурсов без дополнительных мероприятий; разрабатываются и внедряются мероприятия по сокращению потребления энергоресурсов. Потенциальные возможности энергосбережения заложены в стратегии эксплуатации и технического обслуживания, в стратегии модернизации оборудования и технологических процессов, в стратегии замены существующего оборудования на новое менее энергоемкое и внедрение новых технологий.
2.Формы энергосбережения в машиностроении
Несмотря на большое разнообразие форм, энергосбережение сводится к двум разновидностям. Одна - формирует динамику энергопотребления путем непосредственного изменения расхода энергии на единицу продукции в связи со снижением его материалоемкости, переходом на новые технологии или вследствие прямой замены более энергоемких видов продукции менее энергоемкими. Это активная форма. Другая - пассивная, создает энергосберегающий эффект не целенаправленным изменением качественных параметров продукции или технологии, а путем простого ускорения производства менее энергоемкой продукции в общем ее объеме.
2.1Оптимизация обработки деталей машин
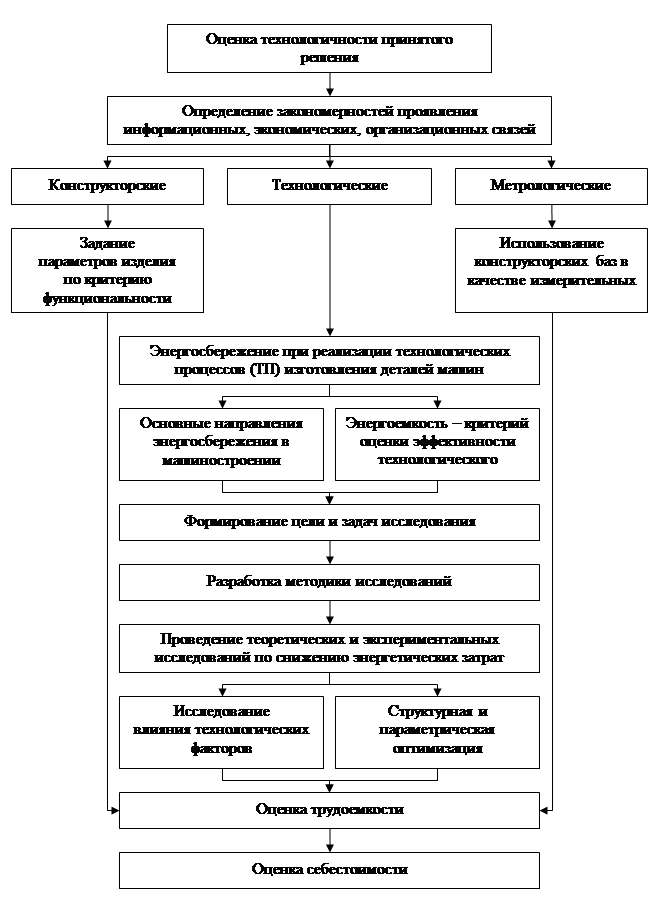
Свойства изделия, определяющие приспособленность его конструкции к достижению оптимальных затрат ресурсов при производстве и эксплуатации для заданных показателей качества, представляет собой технологичность конструкции изделия. Создание нового машиностроительного изделия - сложная конструкционная задача, связанная не только с достижением требуемого технического уровня, но и с приданием его конструкции таких свойств, которые обеспечивают максимально возможное снижение затрат труда, материалов и энергии на проектирование, изготовление, техническое обслуживание и ремонт.Определение закономерностей проявления информационных, экономических и организационных связей между конструкторским, технологическим и метрологическим аспектами машиностроительного производства при квалиметрической оценке технологичности конструкции деталей на основе построения математической и информационной моделей их состояния и динамики качества является актуальным.При разработке программы для автоматизированной оценки технологичности проектного решения необходимо рассмотреть следующие аспекты: определение коэффициента конструкторской унификации; расчет коэффициента технологической унификации, который включает в себя определение конструкторских баз, генерацию технологического процесса для рассматриваемой детали; оценка трудоемкости; оценка себестоимости.
На сегодняшний день технологическая подготовка производства деталей машин не предусматривает расчет технико-экономических показателей, и вопрос о возможности изготовления детали принимается только исходя из опыта инженера-технолога, поэтому для выбора наиболее рационального метода изготовления детали целесообразно использовать автоматизированную систему проектирования соответствующих технологических процессов изготовления детали, включающих следующие этапы: получение заготовок, механическая обработка, сборочные операции. Задача оптимизации технологического процесса механообработки деталей машин является комплексной, требующей проведения анализа и выбора технологических решений на различных уровнях проектирования и обеспечивающей минимальные значения приведенных затрат с одновременным соблюдением ряда технических ограничений. Под основной целью технологического процесса или операции в машиностроении обычно понимается обеспечение качества изделия наиболее производительным путем при минимальных затратах. В качестве одного из основных критериев разработки автоматизированной системы выбора маршрута изготовления деталей машин принимается минимизация расхода энергоресурса. При этом количество затраченной энергии может характеризоваться показателем удельной энергоемкости описываемого технологического процесса
Схема исследований
2.2Использование нанотехнологий в машиностроении
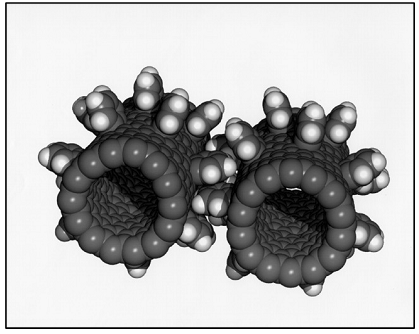
Фуллерены (соединения, принадлежащие к классу аллотропических форм углерода, как графит или алмаз) - наночастицы углерода с выпуклой замкнутой многогранной структурой - могут соединяться с микродозами лекарственных препаратов и доставляться в заданную точку тела человека.
Сегодняшняя задача технологии: научиться выделять наночастицы, манипулировать ими и создавать, путем сопряжения, микроскопические приборы, устройства и механизмы. Такие действующие молекулярные роторы и пропеллеры уже созданы. На фотографии представлены зубчатые наношестерни, скомпонованные из фуллеренов.
Зубчатыенаношестерни, скомпонованные из фуллеренов
Непрерывно разрабатываются и внедряются материалосберегающие технологии в машиностроении. Особо можно отметить их использование при изготовлении металлических деталей пластической деформацией. Вот несколько примеров таких технологий.Раскатка. Технология отличается от используемой уже веками прокатки - процесса производства металлургических заготовок типа листа, бруса, сортамента (швеллер, двутавр, уголок, т.п.) - тем, чтоона позволяет изготавливать детали. Для реализации процесса заготовка, закрепленная в шпинделе, и поджимаемый к заготовке для силового воздействия и деформирования инструмент вращаются. Процесс реализуется на раскатном станке, похожем на токарный, или с помощью специальной приставки - на прессе. Изготавливаются различные по форме детали и инструменты, в том числе и из высокопрочных сталей. Среди них: высокоточные клапаны, втулки, шестерни, кольца, звёздочки, фрезы и т.д. После раскатки деталь часто почти не нуждается в механической обработке (иногда необходима лишь подрезка), коэффициент использования материала равен 0,7-0,95. Процесс не требует мощного оборудования (усилие, благодаря локальному деформированию, уменьшается в 10-15 раз), операция может производиться с нагревом и без нагрева заготовки, легко автоматизируется.
Некоторые типовые детали, изготовленные торцевой раскаткой
Холодная сварка (ХС). Это процесс неразъёмного соединения металлических заготовок и деталей в твердой фазе без нагрева (при комнатной или пониженной температуре) за счет совместной пластической деформации соединяемых поверхностей под давлением.

Процесс известен с древних времен (умели изготавливать украшения из соединений серебра и золота), его изучение началось в 60-х годах, промышленное применение - в 70-80-х. Холодной сваркой соединяют цветные пластичные металлы: Al, Cu, Ni, Ti, Ag, Au, Hf, др., некоторые их сплавы.
Особенно эффективно использование соединений разнородных металлов. Например, это единственно надежный способ соединения меди с алюминием, т.к. при сварке с нагревом образуется хрупкая прослойка интерметаллоидов, разрушающая соединение. ХС позволяет заменять в электротехнических изделиях медные электропроводящие шины (дорогие и тяжелые) алюминиевыми. Алюминий (в отличие от меди) имеет прочную окисную пленку с чрезвычайно низкой контактной электропроводностью и потому не может быть использован для оконцовки шин. С помощью холодной сварки трансформаторы изготавливают из алюминиевых шин, оконцованных медью.

Шовная ХС позволяет герметизировать корпуса полупроводниковых приборов и конденсаторов или алюминиевые емкости с радиоактивными веществами, нагрев которых недопустим.На электрифицированном транспорте ХС позволила избавиться от болтов, зажимов и клемм, обеспечивавших механическое и электрическое соединение концов контактного троллейного провода в линию. При этом исключено искрение при токосъёме (скольжении колодки токосъёмника по проводу), улучшен контакт в стыке проводов, обеспечена полная надёжность (равнопрочность) соединения, достигается экономия металла за счёт отказа от зажимов и клемм и использования любых обрезков провода. Процесс прост и механизирован с помощью специально установленных на автомашине устройств. Подобная технология эффективно работает, например, в Санкт-Петербурге.
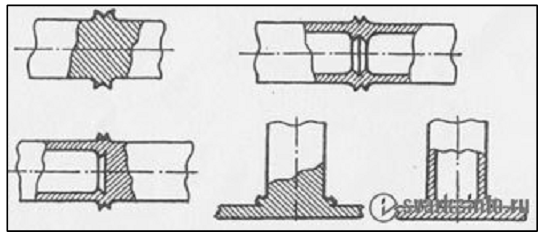
Cварка трением - разновидность сварки давлением, при которой неразъемное соединение образуется в твердой фазе. Суть процесса сводится к тому, что поджатые усилием торцы двух свариваемых заготовок приводятся в относительное движение (традиционно одна заготовка закреплена, вторая - вращается). В результате работы сил трения в тонких приповерхностных слоях генерируется тепло, количества которого достаточно для нагрева металла до пластического состояния. После прекращения относительного движения под действием осевого нагружения происходит образование сварного соединения при совместной пластической деформации приконтактных объемов металла. Высокое качество соединений, малая энергоёмкость процесса, простота управления, высокие производительность и КПД предопределяют несомненную рациональность промышленного применения сварки трением.
Типы соединений, выполненные сваркой трением
Некоторые примеры деталей, изготовленных сваркой трением: промежуточный вал коробки передач и карданный вал тяжёлого грузового автомобиля; карданный вал автомобиля «Форд»; коническое зубчатое колесо с удлинённой ступицей; гладкий и резьбовой калибры; сталеалюминиевыйтрубчатый переходник; сверло из быстрорежущей стали; ротор газовой турбины из жаропрочного сплава. Детали, сваренные из разнородных металлов (сверла, калибры, ротора турбины, др.), будучи частично изготовлены из простых недефицитных материалов, позволяют экономить дорогостоящие легированные конструкционные, инструментальные, жаропрочные стали и сплавы.Рассмотрение всего вышеизложенного позволяет полагать, что разработка и поиск новых материалов, сырьевых и энергетических ресурсов, как и расходование уже известных, идет одновременно и навстречу новым ресурсосберегающим технологиям.
При этом сырьевые кризисы есть проявление реакции мировой экономической системы - её иммунная реакция, мобилизующая страны к решению возникающих проблем. Так, к последствиям нефтяного кризиса 70-х годов следует отнести резкое ускорение работ по поиску и добыче нефти в Северном море, в результате которых Норвегия и Великобритания стали экспортёрами нефти. В 1970-х же годах началось активное совершенствование всех потребителей топлива и энергии - от крупных электростанций до транспортных двигателей. Экономия энергии превратилась в мощный источник энергии. За десять лет примерно на 30% снизилась энергоемкость самой нефтеперерабатывающей промышленности, хотя глубина переработки возросла. В целом, энергоёмкость единицы валового продукта в США снизилась за 10 лет (1973-1983 годы) на 24 %. За это же время среднегодовое потребление бензина в странах, входящих в Международное агентство по энергетике и производящих почти все количество автомобилей в западном мире, увеличилось всего на 5,9 %. При этом численность автомобильного парка возросла на 34,7 %. Автомобилей стало больше, а потребность в топливе практически не увеличилась.
Заключение
В настоящее время энергосберегающие технологии являются одним из ключевых направлений развития энергетической политики России. Так как экономика страны характеризуется высокой энергоёмкостью, необходимыми мерами по обеспечению экономии энергии являются:
- ликвидация технологической отсталости промышленности,
- оснащение предприятий новым энергосберегающим оборудованием,
- модернизация сферы ЖКХ,
- внедрение энергосберегающих технологий,
- привлечение в энергосбережение должного объема инвестиций,
- работа с населением,
- борьба с бесхозяйственностью в использовании энергетических ресурсов.
Ещё одним направлением, призванным в будущем заменить традиционные виды топлива, является переход на энергосберегающие технологии в рамках использования возобновляемых источников энергии, к которым относятся: твердая биомасса и животные продукты, промышленные отходы, гидроэнергия, геотермальная энергия, солнечная энергия, энергия ветра, энергия приливов морских волн и океана. Это даёт не только значительное уменьшение расходов на энергетические затраты, но и имеет большие экологические плюсы.
На современном этапе можно выделить три основных направления энергосбережения:
- полезное использование (утилизация) энергетических потерь;
- модернизация оборудования с целью уменьшения потерь энергии;
- интенсивное энергосбережение.
Список литературы
1. Балашева Ю. В. Повышение эффективности технического контроля при помощи средств автоматизации // Известия ТулГУ. Серия. Технологическая системотехника. - Вып. 2. - Тула: Изд-во ТулГУ, 2014. - С. 36 - 42.
2. Балашева Ю. В. Оптимальное распределение ресурсов на стадии разработки и контроля конструкторской документации // Известия ТулГУ. Серия. Бизнес-процессы и бизнес-системы. - Вып. 4. - Тула: Изд-во ТулГУ, 2012. - с. 119-126.
3. Грановский Г. И., Грановский В. Г. Резание металлов: Учебник для машиностр. и приборостр. вузов. - М.: Высш. шк., 2010. - С. 106-108.
4. Игнатов С. Н., Карпов А. В., Макаров Н. И., Макарова Н. В., Лазуткина Н. А. Программа выбора оптимального маршрута изготовления деталей машин // Компьютерные технологии в науке, проектировании и производстве: тезисы докладов I Всероссийской научно-технической конференции. - Ч. XIX. - г. Н. Новгород, 2013.
5. Карпов А. В. Энергетически экономичные режимы резания // Машиностроение и безопасность жизнедеятельности. - 2010, №5. - С. 138-144.
6. Карпов А. В. Оценка эффективности процесса резания с помощью энергетических критериев // Машиностроение и безопасность жизнедеятельности. - 2012, № 7. - С. 100-108.
7. Лазуткина Н. А., Игнатов С. Н., Лазуткин С. Л. Энергобаланс технологического оборудования // Современные наукоемкие технологии. - 2015. - № 1. - С. 35.
8. Лазуткин С. Л., Лазуткин А. Г., Лазуткина Н. А. Энергообмен при технологическом воздействии на материал // Машиностроение и безопасность жизнедеятельности. - 2014, № 6. - С. 125-129.
9. Оптимизация технологических процессов механической обработки / Рыжов Э. В., Аверченков В. И.; Отв. Ред. Гавриш А.П. АН УССР. Ин-т сверхтвердых материалов. - Киев: Наук.думка, 2010. - 192 с., ил.
10. Старков В. К. Дислокационные представления о резании металлов. - М.: Машиностроение, 2011. - 160 с.
11. Технологичность конструкций изделий: Справочник / Под ред. Ю. Д. Амирова. - М.: Машиностроение, 2012. - С. 130-132.
12. Шлапак Л. С. Разработка нормативов удельной энергоемкости видов обработки и деталей машин // Машиностроение и безопасность жизнедеятельности. - 2011. - № 3. - С. 69-72.
13. Якобс Г. Ю., Якоб Э., Кохан Д. Оптимизация резания. Параметризация способов обработки резанием с использованием технологической оптимизации: Пер. к.т.н. В. Ф. Колотенков. - М.: Машиностроение, 2013. - 297 с., ил.