- Преподавателю
- Другое
- Практические работы по дисциплине Технология производства и ремонта вагонов
Практические работы по дисциплине Технология производства и ремонта вагонов
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Торопыгина Е.В. |
| Дата | 20.07.2015 |
| Формат | doc |
| Изображения | Есть |

Министерство образования РМ
Государственное бюджетное образовательное учреждение Республики Мордовия
среднего профессионального образования
(среднее специальное учебное заведение)
«Рузаевский политехнический техникум»
Технология производства и ремонта вагонов
методические указания к практическим работам
для студентов очного отделения
Составитель Торопыгина Е.В.
2015
Общие указания
Методические указания предназначены для выполнения практических работ по дисциплине «Технология производства вагонов» студентами специальности 151901 «Технология машиностроения» и 150415 «Сварочное производство».
При выполнении данных практических работ студенты знакомятся с автоматизацией производства, методами производства вагонов, конструкцией вагонов и методами диагностирования вагонов.
Приступая к выполнению практических работ, студенты должны помнить следующее:
-
Перед каждой практической работой студенты тщательно изучают соответствующие разделы по рекомендуемой литературе, конспекту лекций и настоящим методическим указаниям.
-
Отчет по выполненной практической работе должны оформляться в соответствии с требованиями ГОСТ 7.32-91 (ИСО 5966-82) и содержать следующие разделы: название, цель работы, краткое содержание теории, задание на практическую работы, список используемой литературы, выполненные расчеты по тематике практической работы и ответы на контрольные вопросы.
-
Оформленный и подписанный отчет предъявляется каждым студентом в конце занятия преподавателю на проверку и подпись, после чего в журнале делается отметка о выполнении практической работы.
-
Ответить на вопросы преподавателя при защите практической работы, после чего в журнале выставляется оценка.
Практическая работа №1.
Тема: «Разработка автоматизированного рабочего места на предприятии»
Цель работы: Получить практические навыки в создании таблиц в СУБД Access, а также установление связей между таблицами; создать БД вагоноремонтного предприятия.
Литература:
-
Технология производства и ремонта вагонов. Под ред. К.В. Мотовилова. М.:Маршрут, 2008.-382с.
-
Microsoft Office Access 2003. Шаг за шагом. Официальный учебный курс
Microsoft. Эком, 2004.-442с.
Краткие теоретические сведения
1. ПРОЕКТИРОВАНИЕ ТАБЛИЦ В ACCESS
В техническом отделе вагонного депо необходимо вести автоматизированный учет используемых технических устройств, и делать отметки о вводе этих устройств в эксплуатацию.
Указанные задачи решаются на автоматизированном рабочем месте (АРМ) работника технического отдела при пополнении и использовании базы данных, управляемой Access.
В базе данных информация об объектах (чертежах, патентах, стоимости, области использования, дате ввода в эксплуатацию) хранится в виде табличных файлов. В Access такие файлы называются базами данных. Каждый объект характеризуется несколькими атрибутами (параметрами), которые являются заголовками столбцов таблицы.
Все необходимые атрибуты рассматриваемого объекта составляют в таблице запись (строку). Под значение каждого атрибута в записи отводится одно поле, характеризующееся типом (числовой, символьный, счетчик, денежный, логический, даты/времени, мемо-тип и др.). Кроме атрибутов, содержащих информацию об объекте, в Access используются атрибуты для поиска нужной записи - ключевые поля или ключи. Как правило, для них используются типы - счетчик или число. Размер полей в Access установлен по умолчанию, но может быть изменен даже после ввода данных в таблицу. Однако если уменьшить размер поля до величины меньшей, чем размер введенной информации, то часть информации может быть не видна.
При проектировании таблицы для каждого его поля необходимо выбрать имя и тип.
Чтобы информация занимала в базе данных минимальный объем, а нужная запись находилась максимально быстро, в табличном файле не должно быть повторяющихся записей или повторяющихся групп полей (первая нормальная форма); кроме вышеприведенного условия, любое неключевое поле должно однозначно определяться полным набором ключевых полей (вторая нормальная форма); кроме двух вышеуказанных условий, ни одно из неключевых полей не должно определяться с помощью другого неключевого поля (третья нормальная форма). Есть и более высшие формы нормализации данных, однако, на практике достаточно первых трех.
Данные учета используемых технических устройств вагонного депо должны включать следующие атрибуты:
1.Шифр изделия 8.Номер патента
2.Номер сборочной единицы 9.Описание изобретения
3.Номер чертежа 10.Формула изобретения
4.Чертеж 11.Область использования
5.Название 12.Дата ввода в эксплуатацию
5.Тех.характеристики 13.Ответственный
6.Дата изготовления 14.Дата снятия с эксплуатации
7.Стоимость
Некоторые из этих атрибутов будут меняться, другие не меняются длительное время (дата изготовления, стоимость), а третьи не меняются вообще (первые пять атрибутов). Поэтому, согласно требованиям первой нормальной формы, поля строящейся таблицы разделяются на следующие таблицы, связанные между собой отношениями "один ко многим" по ключевым полям - см. рис.1.
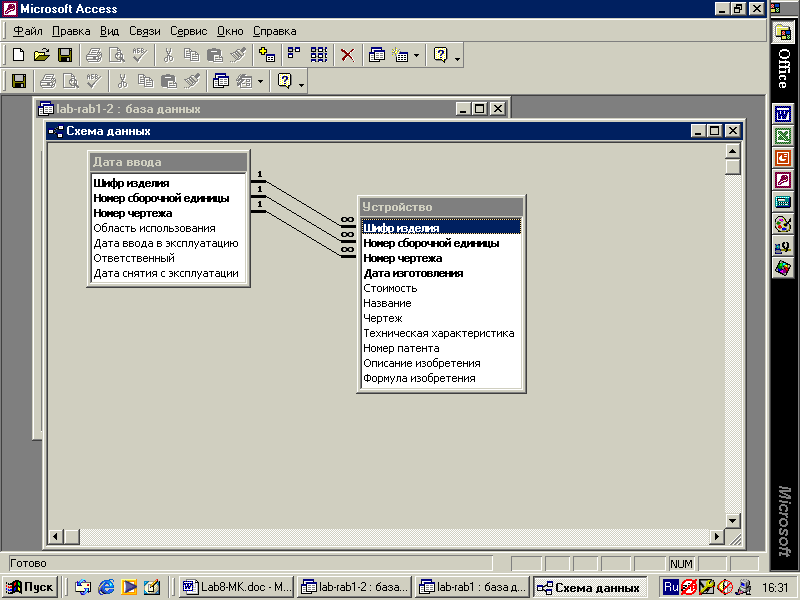
Рис. 1. Таблицы в первой нормальной форме
В таблице «Устройство» поле «Стоимость» идентифицируется полным набором ключевых полей "Шифр изделия", "Номер сборочной единицы", "Номер чертежа" и "Дата изготовления", так как одно и то же устройство может иметь разную стоимость при разной дате изготовления. Но другие поля в данной таблице зависят только от первых трех ключевых полей.
В таблице «Дата ввода» набор ключевых полей состоит из полей "Шифр изделия", "Номер сборочной единицы", "Номер чертежа". Однако поле "Область использования" может иметь разные значения при одном и том же наборе значений ключевых полей. Поэтому по требованию второй нормальной формы добавляется новое ключевое поле "Код области использования", полностью определяющее поле "Область использования", и эти два поля выделяются в отдельную таблицу.
Таким образом, таблицы разбиваются на четыре - добавляются таблицы «Область» и «Стоимость».
Теперь таблицы находятся во второй нормальной форме - рис.2.
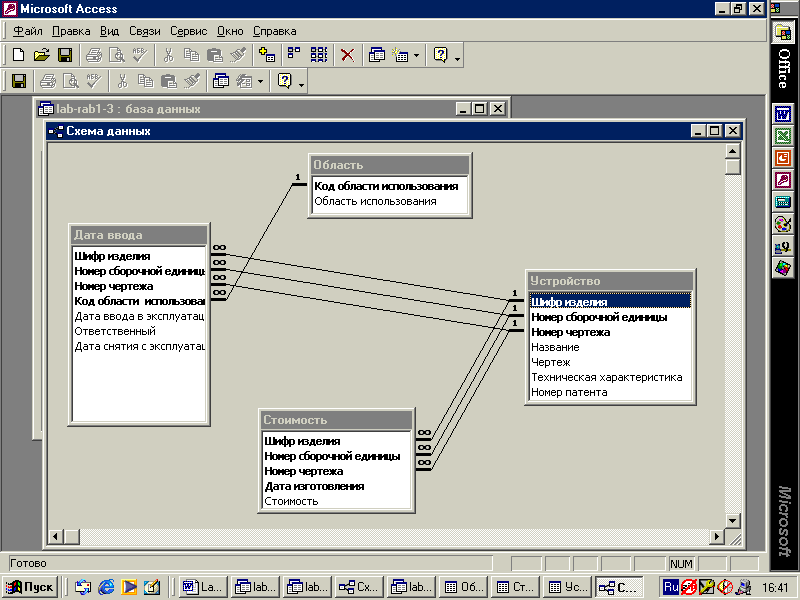
Рис. 2. Таблицы во второй нормальной форме
В таблице «Устройство» неключевое поле "Номер патента" однозначно связано с неключевыми полями "Описание изобретения" и "Формула изобретения", поэтому добавляется новая таблица «Патент» - рис.3. Теперь таблицы находятся в третьей нормальной форме.
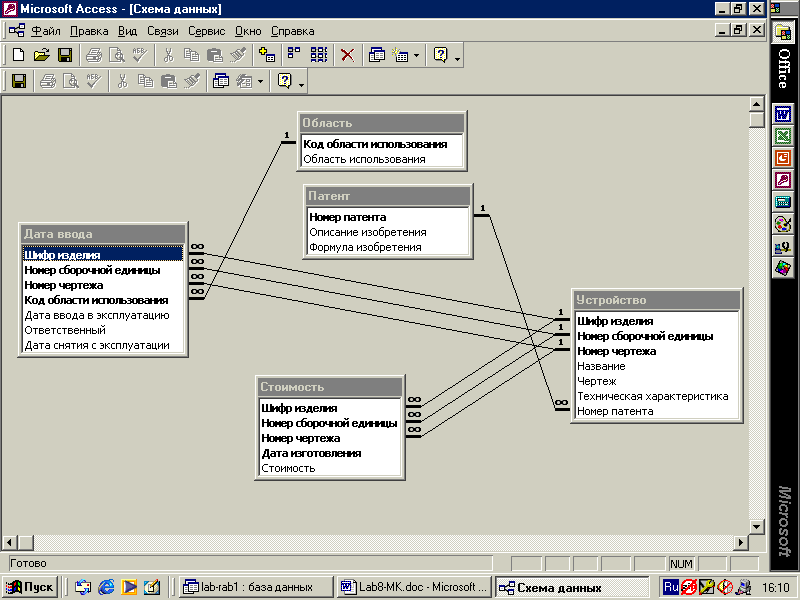
Рис. 3. Таблицы в третьей нормальной форме
Жирным шрифтом на рис.1 - 3 помечены ключевые поля. Линиями показаны отношения между записями таблиц. Тип отношений между записями - "один ко многим", то есть одна запись таблицы, помеченная цифрой "1", может относиться ко многим записям таблицы, помеченным знаком бесконечности - "".
Создание таблицы в Access осуществляется следующим образом.
В основном меню Access следует выбрать команду ФАЙЛ | ОТКРЫТЬ, при этом открывается список баз данных, из них выбирается та, в которую будет добавлена новая таблица. Если создается новая база данных, то выбирается команда ФАЙЛ | СОЗДАТЬ.
В окне "База данных" нужно щелкнуть мышью на вкладке ТАБЛИЦА и на кнопке "Создать". Появляется окно диалога "Новая таблица", в котором нужно щелкнуть мышью на пункте "Конструктор". Открывается окно Конструктора таблиц, куда заносятся имена полей, типы данных и описания полей, необходимые для самого составителя таблицы, чтобы он мог запомнить назначение данного поля. Перемещение между полями ПОЛЕ, ТИП ДАННЫХ и ОПИСАНИЕ осуществляется с помощью клавиши ТАB или щелчком мыши на соответствующих полях.
Чтобы установить ключевое поле, нужно щелкнуть мышью на разделителе строк того поля, которое должно быть ключевым, оно должно быть высвечено. На панели инструментов нужно щелкнуть на кнопке, изображающей ключ - , тогда его изображение появится слева от названия поля - оно стало ключевым. Если ключ должен состоять из нескольких полей, то высвечивать эти поля следует, не отрывая кнопку мыши, или щелкая на них при нажатой клавише Ctrl.
, тогда его изображение появится слева от названия поля - оно стало ключевым. Если ключ должен состоять из нескольких полей, то высвечивать эти поля следует, не отрывая кнопку мыши, или щелкая на них при нажатой клавише Ctrl.
Теперь необходимо сохранить структуру таблицы и начать ввод в нее данных. В основном меню Access выбирается команда ФАЙЛ | СОХРАНИТЬ, появляется окно диалога "Сохранение", куда нужно ввести имя и нажать ОК.
Для ввода данных необходимо переключиться из режима конструктора таблиц в режим просмотра таблицы с помощью кнопки на панели инструментов.
При заполнении полей переключение между ними осуществляется с помощью клавиши ТАB.
При заполнении поля типа «Объект OLE» необходимо использовать команду ВСТАВКА | ОБЪЕКТ, в окне диалога указать тип объекта и щелкнуть на поле «Создать из файла» и кнопке «ОК».
Для установления связи "один ко многим" между таблицами необходимо, чтобы в связанной таблице (в которой много записей связаны с одной записью другой таблицы) было ключевое поле (внешний ключ), совпадающее с ключевым полем первичной таблицы (в которой одна запись соотносится со многими записями связанной таблицы).
Чтобы создать саму связь, необходимо выполнить из основного меню команду СЕРВИС | СХЕМА ДАННЫХ. После появления окна диалога "Схема данных" в него следует добавить таблицы с помощью кнопки "Добавить". Далее, находясь в окне диалога "Схема данных", необходимо выделить ключевое поле первичной таблицы, нажав кнопку мыши, и, не отпуская ее, перетащить на внешний ключ связанной таблицы. Когда кнопка мыши будет отпущена, появится окно диалога "Изменение связей", где необходимо щелкнуть на поле "Обеспечение целостности данных" и на кнопку «Создать». Теперь таблицы связаны, на экране связь изображена линией, связывающей ключевые поля.
Удалить связь можно, выделив линию связи с помощью щелчка мыши, и нажав клавишу Delete.
Запомнить установленную связь можно при закрытии окна «Схема данных».
ПОРЯДОК РАБОТЫ:
1. Создать таблицы для осуществления табельного учета с предложенными на рис.4 полями, установить связи "один ко многим" по ключевым полям.
Рис.4.Таблицы для хранения информации табельного учета
2. Ввести данные в таблицы, получив их у преподавателя.
3. Составить отчет в редакторе Word, включив в него рисунки таблиц в режиме просмотра из Access методом копирования экрана (клавиша PrtSc).
2. КОНСТРУИРОВАНИЕ ФОРМЫ В ACCESS
Для ввода, редактирования и просмотра данных в Access существует удобная форма отображения - экранная форма или просто форма. Формы создаются на основе уже спроектированных таблиц базы данных.
В окне диалога "База данных" необходимо щелкнуть на вкладке ФОРМА и на кнопке "Создать". В открывшемся окне диалога "Новая форма" нужно щелкнуть мышью на пункте "Мастер форм" и выбрать в качестве источника таблицу, на основе которой будет создаваться форма. Когда появится окно диалога "Создание форм", в нем можно выбрать нужные поля предложенной таблицы и перенести их в область "Выбранные поля" с помощью клавиши  по одному или клавиши
по одному или клавиши  (все вместе). Затем можно вызвать другую нужную таблицу из списка "Таблицы и запросы" и выбрать поля из нее. Мастер форм поможет установить для формы внешний вид, стиль и задать имя. Переходы между окнами диалогов осуществляются с помощью клавиши
(все вместе). Затем можно вызвать другую нужную таблицу из списка "Таблицы и запросы" и выбрать поля из нее. Мастер форм поможет установить для формы внешний вид, стиль и задать имя. Переходы между окнами диалогов осуществляются с помощью клавиши  . Просмотрев вид новой формы, можно затем перейти в режим Конструктора форм, выйдя с помощью левой верхней кнопки "-" в окно "База данных", нажав в нем кнопку "Конструктор".
. Просмотрев вид новой формы, можно затем перейти в режим Конструктора форм, выйдя с помощью левой верхней кнопки "-" в окно "База данных", нажав в нем кнопку "Конструктор".
В режиме Конструктора форм можно снабдить проектируемую форму заголовком или пояснительным текстом, используя инструмент -  .
.
Некоторые поля с их заголовками можно выделить прямоугольной рамкой с помощью инструмента -  .
.
Если, работая в форме, нужно вывести данные из другой формы или ввести их в другую форму, то можно создать в исходной форме командную кнопку, открывающую поля другой формы. Для создания такой кнопки нужно щелкнуть мышью поочередно на инструментах "Мастер" -  и "Кнопка" -
и "Кнопка" -  . Следует щелкнуть в том месте формы, где должна располагаться командная кнопка. Тут же открывается окно диалога "Создание кнопки". В списке "Тип действия" нужно выделить строку "Открытие формы", а затем щелкнуть на кнопке "Далее". В следующем окне диалога предлагается выбрать открываемую форму из числа уже созданных. Открываемая форма должна быть основана на связанной таблице, имеющей ключевое поле, связанное с ключевым полем таблицы исходной формы.
. Следует щелкнуть в том месте формы, где должна располагаться командная кнопка. Тут же открывается окно диалога "Создание кнопки". В списке "Тип действия" нужно выделить строку "Открытие формы", а затем щелкнуть на кнопке "Далее". В следующем окне диалога предлагается выбрать открываемую форму из числа уже созданных. Открываемая форма должна быть основана на связанной таблице, имеющей ключевое поле, связанное с ключевым полем таблицы исходной формы.
Если связи не установлены, то следует выделить опцию "Открыть форму для отобранных записей". В открывшихся списках таблиц двух форм нужно выделить совпадающие (связанные) поля и щелкнуть на кнопке, расположенной между списками.
Далее следует установить опцию ТЕКСТ, ввести текст, который будет на кнопке и напечатать название кнопки в программе.
Командная кнопка действует следующим образом. После ввода в ключевое поле исходной формы его значения нажатие этой кнопки выводит на экран подчиненную форму с данными, относящимися к ключевому полю.
Для безошибочного ввода данных (например, номеров или кодов) удобно выбирать одно из значений предложенного списка данных. В этих целях используют комбинированное поле (поле со списком и линейкой прокрутки), которое можно создать с помощью инструментов "Мастер" - и "Комбинированное поле" -  .
.
Ниже представлены формы для ввода данных о внедренных технических устройствах. Формы должна основываться на связанных таблицах - рис.3 (пункт №1). Вид первой формы представлен на рис. 5.

Рис. 5. Форма для ввода данных учета внедренной техники
В форме (рис. 5) имеется кнопка "Данные по устройству", которая при нажатии выводит на экран другую форму "Внедренные устройства", показанную на рис. 6.
Формы (рис. 5 и 6) должны заполняться в обратной последовательности: сначала форма рис. 6, а потом форма рис. 5, при этом в форме рис. 5 значения ключевых полей должны использоваться только те, которые были в соответствующих полях формы рис. 6.

Рис. 6. Форма для ввода чертежей внедренных устройств
Такое заполнение бывает неудобным, так как нужно запоминать несколько значений полей. Поэтому можно использовать вложенные формы без связей между ними. Вид таких форм показан на рис. 7.
Рис. 7. Вложенные формы без установки связей между ними
Чтобы внедрить одну форму в другую, нужно, находясь в основной форме в режиме "Конструктор форм", перенести с помощью мыши левый край окна "Конструктора форм" примерно до половины экрана. За окном "Конструктора форм" расположено окно "База данных" с активной вкладкой "Форма" и списком всех форм базы данных. Из данного списка нужно выбрать внедряемую форму и, нажав на ее картинке левую кнопку мыши, перетащить картинку, не отпуская кнопку мыши, в окно "Конструктора форм" в то место, где должна располагаться данная форма.
Если таблицы, на основе которых создавались формы, имели связи, то и формы будут иметь те же связи. Внедренная форма будет в этом случае подчиненной формой, то есть в ней будут отражаться только те значения полей, которые показаны в главной форме.
Чтобы формы стали независимы, нужно в режиме "Конструктора форм", находясь курсором на подчиненной форме, вызвать правой кнопкой мыши ее свойства. Появится диалоговое окно, показанное на рис.4. В этом окне на вкладке "Данные" нужно удалить значения полей "Подчиненные поля" и "Основные поля".

Рис. 8. Свойства подчиненной формы
Размер внедренной формы можно уменьшить в "Конструкторе форм" с помощью мыши. Если все поля и записи внедренной формы не поместились, то у поместившихся полей и записей будут горизонтальная и вертикальная линейки прокрутки.
Просмотреть вложенные формы можно, переключившись в режим просмотра формы с помощью кнопки панели инструментов - ![]() .
.
1. В данной работе предлагается создать форму для ввода данных табельного учета. Форма должна основываться на связанных таблицах - рис.4 (пункт №1). Вид формы представлен на рис. 9.

Рис. 9.Форма для ввода данных табельного учета
В форме рис. 9 имеются два поля со списком: "Номер бригады" и "Номер операции" - эти поля создаются с помощью инструментов "Мастер" - и "Поле со списком" -  .
.
Если работник работает первый день (на него впервые подан табель), то из формы рис.5 необходимо переключиться в форму для ввода данных о работниках, основанную на таблице SPRAVKA1 (рис.4). Переключение должно происходить с помощью кнопки "Справка-1", находящейся в форме рис. 9.
Форма для ввода данных о работниках показана на рис. 10.
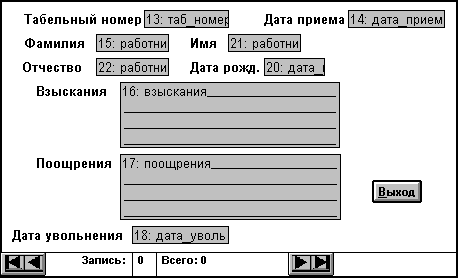
Рис. 10.Форма для ввода данных о кадрах
Если изменяется технология ремонта вагонов, то данные в таблице TEXNOLOGI (рис.4) необходимо скорректировать. Сделать это можно, переключившись в другую форму, показанную на рис. 11. Переключение должно осуществляться из формы рис. 9 с помощью командной кнопки "Операции".
2. Ввести данные с помощью созданных форм, получив их у преподавателя.
3. Просмотреть введенные данные в режиме ФОРМА и в режиме ТАБЛИЦА.
4. Составить отчет в редакторе Word, включив в него рисунки из Access методом копирования экрана (клавиша PrtSc).
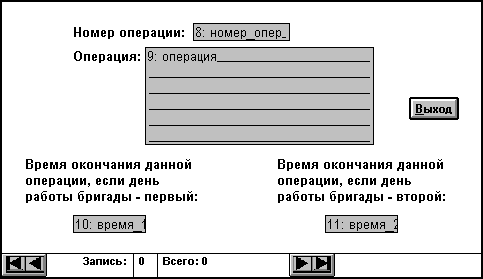
Рис. 11. Форма для ввода данных об операциях ремонта вагонов
3. СОЗДАНИЕ ОТЧЕТА В ACCESS
Отчет, в отличие от таблицы, представляет данные с итоговыми вычислениями; однотипные данные могут быть сгруппированы с выводом промежуточных итоговых сумм для каждой группы. Имея заголовок, верхний и нижний колонтитулы, а также вычисляемые итоги, отчет в распечатанном виде предоставляет больше информации, чем таблица. Основываясь на нескольких таблицах, отчет может выбирать из них необходимые данные за определенный период.
Для создания отчета в Access необходимо в окне диалога "База данных" щелкнуть на вкладке ОТЧЕТ и на кнопке "Создать". В открывшемся окне диалога "Новый отчет" нужно щелкнуть мышью на пункте "Мастер отчетов" и выбрать в качестве источника таблицу, на основе которой будет создаваться отчет. Когда появится окно диалога "Создание отчетов", в нем можно выбрать нужные поля предложенной таблицы и перенести их в область "Выбранные поля" с помощью клавиши по одному или клавиши (все вместе). Затем можно вызвать другую нужную таблицу из списка "Таблицы и запросы" и выбрать поля из нее. Мастер по созданию отчетов предлагает ряд диалогов, с помощью которых можно выбрать вид отчета (например, табличный или колончатый), выводимые поля (все или только некоторые), провести сортировку данных в полях (в алфавитном порядке или в порядке возрастания номеров), выбрать стиль отчета (например, строгий). При ответах в диалогах нужно щелкать на кнопке "Далее" до тех пор, пока кнопка не станет недоступна - это означает, что все вопросы закончились и остается щелкнуть на кнопке "Готово".
Просмотрев вид нового отчета, можно затем перейти в режим Конструктора отчетов, выйдя с помощью левой верхней кнопки "-" в окно "База данных" и нажав в нем кнопку "Конструктор".
В режиме Конструктора форм можно снабдить проектируемый отчет заголовком или пояснительным текстом, используя инструмент - . Заголовок следует поместить в области "Заголовок отчета"
Находясь в режиме "Конструктора отчетов", можно снабдить проектируемый отчет верхним колонтитулом, выводящим заголовки столбцов вверху каждой страницы, (размещается в области "Верхний колонтитул"), нижним колонтитулом, выводящим итоговую информацию внизу каждой страницы, (область "Нижний колонтитул" обычно содержит номер текущей страницы), областью примечаний, где располагается итоговая сумма отчета.
Готовый отчет можно просмотреть (активен "Режим просмотра") и сохранить с помощью команд ФАЙЛ | СОХРАНИТЬ КАК.
Ниже представлен отчет о внедренных технических устройствах. Отчет основывается на связанных таблицах - рис. 3 (пункт №1). Вид отчета представлен на рис.12.
В области примечаний отчета (режим конструктора) с помощью инструмента «Поле» -  создано вычисляемое поле, подсчитывающее количество записей в отчете. В свойствах этого поля в графе «Данные» (вкладка «Данные») с помощью «Построителя выражений», вызываемого клавишей «…», записана функция Count([Дата ввода в эксплуатацию]). Данная функция подсчитывает число записей в поле отчета «Дата ввода в эксплуатацию».
создано вычисляемое поле, подсчитывающее количество записей в отчете. В свойствах этого поля в графе «Данные» (вкладка «Данные») с помощью «Построителя выражений», вызываемого клавишей «…», записана функция Count([Дата ввода в эксплуатацию]). Данная функция подсчитывает число записей в поле отчета «Дата ввода в эксплуатацию».
Если необходимо выводить данные в отчете по определенному условию, то нужно либо создавать отчет на основе запроса, либо в свойствах отчета ввести выражение для фильтра, например, [Дата ввода в эксплуатацию]>DATE()-365.

Рис. 12. Отчет о внедрении технических устройств
1. В данной работе предлагается составить отчет об отцепах вагонов раньше гарантийного срока (уведомление ВУ-25) и приказ о наказании виновных в снижении качества ремонта.
Вид уведомления ВУ-25 представлен на рис. 13. Данный отчет должен иметь подчиненный отчет, они должны основываться на двух связанных таблицах, представленных на рис. 14.

Рис. 13. Уведомление ВУ-25
В подчиненном отчете должно выводиться только одно поле "Виды неисправностей", причем с другим названием - "Неисправности:". Подчиненный отчет должен быть без заголовка, верхнего и нижнего колонтитулов. Ввод подчиненного отчета в основной производится в "Конструкторе отчетов" аналогично тому, как осуществлялся ввод подчиненной формы в основную форму (пункт №2).
Рис. 14. Таблицы к уведомлению ВУ-25
Приказ о наказании виновных представлен на рис.15. Данный отчет основан на таблице, приведенной на рис.16.
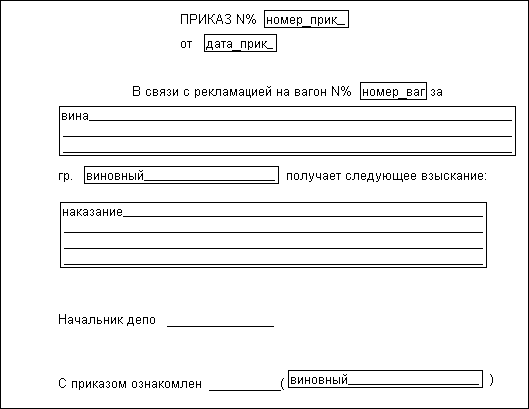
Рис. 15. Вид отчета "Приказ о наказании виновных"
-
Наказание
Номер приказа
счетчик
Дата приказа
дата
Номер вагона
число
Вина
текст
Виновный
текст
Наказание
текст
Рис. 16. Таблица к приказу о наказании
2.Просмотреть созданные отчеты на экране.
3. Составить отчет по лабораторной работе в редакторе Word, включив в него рисунки из Access методом копирования экрана (клавиша PrtSc).
4. ПРОЕКТИРОВАНИЕ СИСТЕМЫ МЕНЮ В ACCESS
Меню приложения позволяет пользователю переходить от одной задачи, решаемой в данном приложении, к другой. Поэтому, прежде чем создавать пользовательское меню, необходимо выявить все функции и задачи приложения.
Основными функциями приложения являются просмотр и печать отчетов и внесение данных в формы. Перед проектированием меню должны быть созданы все объекты приложения - таблицы, запросы, отчеты, формы, которые затем составляют вместе с пользовательским меню законченное приложение.
Чтобы создать пользовательское меню для какой-либо базы данных Access, необходимо открыть эту базу данных и перейти на вкладку «Макросы». В меню окна базы данных нужно выбрать пункт "Создать", в появившемся окне конструктора макросов в пустой строке «Макрокоманда» с помощью выбора из списка написать «Добавить меню». Создать подобные строки для всех пунктов создаваемого пользовательского меню. В нижней части окна в графах «Название меню» написать названия пунктов главного меню. В полях «Имя макроса» повторять названия пунктов главного меню. Затем необходимо создать макросы с такими же названиями для каждого пункта главного меню. При закрытии макроса пользовательского меню его необходимо сохранить под именем «Главное меню».
Макрос - это последовательность макрокоманд, то есть действий над таблицами, отчетами или формами.
Макросы с названиями пунктов главного меню будут запускать ниспадающие меню с одним или несколькими пунктами, которые будут выполнять конкретные действия, например, открывать формы или запускать на просмотр отчеты. Данные макросы создаются при активной вкладке «Макросы» путем выбора пункта «Создать». В пустых строках «Макрокоманда» с помощью выбора из списка написать «Открыть форму» («Открыть отчет»). В нижней части окна в графе «Имя формы» («Имя отчета») указать нужную форму (отчет), выбрав ее имя из списка всех форм (отчетов) открытой базы данных. Находясь на синей полосе окна конструктора макросов, правой кнопкой мыши вызвать контекстное меню, в котором выбрать пункт «Имя макросов». Слева от столбца «Макрокоманда» появится новый столбец «Имя макроса». Для каждой строки написать имя макроса, совпадающее с именем пункта ниспадающего меню. Сохранить макрос с именем, совпадающим с именем соответствующего пункта главного меню.
Однако, чтобы пользовательское меню отражалось вместо основного меню Access, нужно во всех формах и отчетах заполнить поле свойства "Меню" именем пользовательского меню. Это достигается выполнением команд в режиме "Конструктора форм" или "Конструктора отчетов" ВИД | СВОЙСТВА и щелчком возле поля "Строка меню" появившегося списка свойств. В пустом поле "Строка меню" нужно набрать имя макроса пользовательского меню «Главное меню».
Теперь пользовательское меню заменит основное меню Access при открытии любого отчета или формы, поэтому рекомендуется создать форму с названием приложения, запускаемую макросом с именем AutoExec и содержащую в поле "Строка меню" имя макроса пользовательского меню «Главное меню». Тогда при открытии базы данных будет автоматически появляться форма с названием приложения и пользовательским меню.
На рис.17 представлено меню приложения для учета внедренных устройств.

Рис. 17. Меню приложения для учета внедренных устройств
Выбор пункта меню ВВОД ДАННЫХ ОБ УСТРОЙСТВАХ ВВОД ДАННЫХ В ФОРМУ должен выводить на экран форму, созданную на базе таблицы УСТРОЙСТВО
Выбор пункта меню ВВОД ДАННЫХ ОБ УСТРОЙСТВАХ ВВОД ДАННЫХ В ТАБЛИЦУ должен открывать саму таблицу УСТРОЙСТВО.
Выбор пункта меню ВВОД ДАННЫХ О ДАТЕ ВНЕДРЕНИЯ УСТРОЙСТВ ВВОД ДАННЫХ В ФОРМУ должен выводить на экран форму ВВОД ДАТЫ.
Выбор пункта меню ВВОД ДАННЫХ О ДАТЕ ВНЕДРЕНИЯ УСТРОЙСТВ ПРОСМОТР ОТЧЕТА должен выводить на просмотр отчет, составленный в предыдущей работе
1. В данной работе предлагается создать меню, показанное на рис. 18.
Рис. 18. Меню приложения для АРМ работника ОТиЗа
Выбор пункта меню "Кадры" должен выводить на просмотр форму, показанную на рис. 10.
Выбор пункта меню "Табель" должен запускать форму для ввода данных табельного учета рис. 9.
Выбор пункта меню "Уведомление ВУ-25" должен выводить на просмотр или печать отчет по форме ВУ-25, показанный на рис. 13.
Выбор пункта меню "Приказы о наказаниях" должен выводить на просмотр отчет, составленный в виде приказа и представленный на рис. 15.
2. Запустить созданное меню и проверить действие пунктов меню.
3. При необходимости произвести правку созданного меню.
4. Составить отчет по лабораторной работе в редакторе Word, включив в него рисунки из Access методом копирования экрана (клавиша PrtSc).


Вопросы для контроля знаний:
1. Какие атрибуты используются для поиска нужной записи в Access, кроме атрибутов, содержащих информацию об объекте?
2. Какие атрибуты должны включать данные учета, используемых технических устройств вагонного депо?
3. Какие атрибуты технических устройств вагонного депо вообще не меняются?
4. Какая используется команда для создания новой базы данных?
5. С помощью какой клавиши осуществляется переход между окнами диалогов?
6. Что нужно сделать, чтобы формы стали независимы?
7. С помощью какой кнопки можно просмотреть вложенные формы?
8. На основе какой таблицы создана форма для ввода данных о работниках?
9. Данные какой таблицы необходимо скорректировать, если изменяется технология ремонта вагонов?
10. В каком виде представляется отчет в ACCESS?
11. Что можно сделать с однотипными данными?
12. Какие клавиши необходимо щелкнуть для создания отчета в ACCESS?
13. С помощью кокой команды можно сохранить готовый отчет?
14. Что необходимо сделать, если необходимо выводить данные в отчете по определенному условию?
15. Что позволяет сделать пользователю меню приложения?
16. Какие пункты приложения должны быть созданы перед проектированием меню?
17. Под каким именем необходимо сохранить пользовательское меню при закрытии макроса?
18. Что такое макрос?
19. Что нужно сделать, чтобы пользовательское меню отражалось вместо основного меню ACCESS?
20. Как это достигается?
Форма отчета:
-
Название и цель работы
-
Используемая литература
-
Задание на практическую работу
-
Выполнение индивидуального задания по предложенной методике
-
Ответы на контрольные вопросы
Практическая работа №2
Тема: Технология и организация работы участка по изготовлению крышек люков полувагонов.
Цель: Изучить назначение и конструкцию крышек разгрузочных люков полувагонов; технологию и организацию работы участка по изготовлении крышек люков полувагонов.
Литература:
-
Технология производства и ремонта вагонов. Под ред. К.В.Мотовилова. М.:Маршрут, 2008.-382с.
-
М.П. Михалевич Технология производства и ремонта вагонов. ДВГУПС.- 2004-442с.
-
КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ.
Железнодорожный транспорт является основным видом транспорта Украины, имеет важнейшие значение для нашей страны. Большое значение имеет рациональность конструкции вагонов и их технико-экономических показателей, провозную способность дорог, возможность широкого внедрения механизации и автоматизации при изготовлении и ремонте вагонов, а также их эксплуатации. Большую часть парка железнодорожных вагонов составляют грузовые вагоны различных типов.
Полувагоны составляют значительную часть грузового вагонного парка, используемую наиболее интенсивно. Полувагон не имеет крыши, а пол его составлен из разгрузочных люков.
Полувагоны предназначены для перевозки массовых сыпучих и навалочных грузов, не требующих защиты от атмосферных осадков,- руды, леса, угля, металла, а также автомашин, сельскохозяйственной техники и др. Этот тип вагона позволяет широко применять механизированную погрузку и выгрузку, в том числе и на вагоноопрокидывателях. Перевозка таких массовых грузов, как руда, каменный уголь, лес и др., осуществляется маршрутами. Практика показала, что для маршрутных перевозок массовых тяжелых грузов, особенно на грузонапряженных направлениях, нужны большегрузные восьмиосные полувагоны с повышенными нагрузками на 1 м пути.
Полувагоны оборудованы подножками и поручнями, необходимыми для безопасной работы составителей, а также наружными и внутренними лестницами, расположенными по диагонали на боковых стенах с внутренней и наружной сторон кузова. Для навески поездных сигналов кузова снабжены кронштейнами, а для увязки и крепления груза снаружи и внутри кузова оборудованы скобами и кольцами. Для возможности перевозки лесоматериалов с «шапкой» предусмотрены скобы для установки лесных стоек. Для подтягивания вагона с помощью лебёдки снаружи кузова приварены чалочные приспособления.
Кузов полувагона цельнометаллический, с четырнадцатью разгрузочными люками в полу и двустворчатыми торцевыми дверями (рис.1). Он состоит из рамы, двух боковых и двух торцевых стен, а также пола, образованного крышками люков.

Рисунок 1 - Полувагон
Исправное состояние находящегося в эксплуатации подвижного состава - непременное условие его нормального содержания. Правилами технической эксплуатации «запрещается выпускать в эксплуатацию и допускать к следованию в поездах подвижной состав, имеющий неисправности, угрожающие безопасности обеспечивает сохранность перевозимых грузов. Не допускается включать в поезда пассажирские вагоны, имеющие неисправности отопления, электрооборудования, вентиляции и другие неисправности, нарушающие нормальные условия перевозни пассажиров».
Ответственность за качество выполненного технического обслуживания, ремонта и безопасность движения вагонов возлагается как на работников, непосредственно осуществляющих техническое обслуживание и ремонт, так и на мастеров, начальников заводов, депо, мастерских, пунктов подготовки вагонов к перевозкам и пунктов технического обслуживания.
В Правилах технической эксплуатации установлены основные требования к техническому обслуживанию и ремонту вагонов. В соответствии с этими требованиями МГТС установлена система технического обслуживания н ремонта вагонов, а также нормы межремонтного пробега и сроки периодичности ремонтов. Содержание вагонов в исправном состоянии достигается регулярным техническим обслуживанием их по пути следования и своевременным ремонтом изношенных и поврежденных элементов вагона.
Правила технической эксплуатации запрещают подачу под погрузку грузов и посадку людей без предъявления вагонов к техническому обслуживанию и записи в специальном журнале о признании их годными. Все вагоны подвергаются техническому обслуживанию в пунктах подготовки вагонов к перевозкам, на станциях формирования и расформирования поездов, а в пути следования - на станциях, предусмотренных в графике движения поездов.
Установлены следующий порядок и виды технического обслуживания грузовых вагонов:
устранением всех неисправностей и недостатков с таким расчетом, чтобы не было никаких ограничений годности вагонов, как в погрузке, так и к следованию в поездах. Такие работы организуются в пунктах подготовки вагонов под погрузку. Эти пункты, как правило, располагаются непосредственно в самих пунктах погрузки или на станциях, предшествующих им. ТО может быть также организовано и на станциях в районах разгрузки, т. е. перед отправкой составов вагонов к местам погрузки;
ТР-1 - текущий ремонт грузовых груженых вагонов без отцепки их от поездов по пути следования на станциях, где расположены пункты технического обслуживания вагонов, с устранением повреждений, износов и неисправностей, появившихся во время движения;
ТР-2 - текущий ремонт с отцепкой от поездов грузовых вагонов для устранения неисправностей, которые невозможно устранить за время стоянки поезда на станции с пунктом технического обслуживания.
Порядок предъявления вагонов и поездов к техническому обслуживанию и уведомления о годности вагонов и готовности поездов, а также порядок осмотра и ремонта вагонов перед постановкой в поезд на промежуточных станциях устанавливается начальником дороги.
Работники пункта подготовки вагонов к перевозкам и пунктов технического обслуживания несут ответственность за безопасность движения и проследование вагонов без отцепки от поезда в пределах гарантийного участка, установленного начальником дороги, и должны своевременно и в точном соответствии с технологическим процессом и графиком движения поездов производить техническое обслуживание и ремонт вагонов. Кроме того, все вагоны подвергают периодическому капитальному и деповскому ремонту. Капитальный ремонт вагонов выполняют на вагоноремонтных заводах, которыми руководит Главное управление по ремонту подвижного состава и производству запасных частей. На этих же заводах модернизируют подвижной состав в соответствии с установленным планом. В зависимости от типа вагонов и интенсивности их использования МПС установлены межремонтные сроки капитального ремонта.
Конструктивно -технологическая характеристика крышки люка
полувагона
Крышка люка полувагона предназначена для разгрузки сыпучих грузов, загружаемых в полувагон сверху.
Технические характеристики
Вес - 167 кг;
Габаритные размеры - 1590х1430х180 мм. Крышка разгрузочного люка
Крышка люка полувагона предназначена для разгрузки сыпучих грузов, загружаемых в полувагон сверху. Груз высыпается наружу по наклонным плоскостям открытых крышек люков.
Плоский пол полувагона выполняется из 14 штампованных металлических люковых крышек (по семь с каждой стороны) на шарнирных петлях, подвешенных к хребтовой балке 8 между поперечными балками рамы.В опущенном состоянии крышка люка опирается на приваренные к поперечным балкам рамы опоры, располагаясь под углом 330к горизонтали.
Крышки люков полувагонов считаются полом полувагона, поэтому они являются самыми нагруженными его деталями, а также служат для нижней разгрузки сыпучих грузов. Очень часто причиной их повреждения является разгрузка грейферными погрузчиками, в результате чего полувагон становится непригодным под погрузку.

Рисунок 2 - Крышка люка полувагона
Анализ повреждений крышки люка полу вагона
Частыми неисправностями крышек разгрузочных люков и торцовых дверей полувагонов являются: выпуклости, пробоины и трещины,коррозия, а также износ их запорных механизмов.
При деповском и текущем ремонтах вагонов в крышках люков полувагонов (рис. 1.1), ремонтируемых без снятия их с вагона, разрешается.
1) приварка усиливающей планки А переднего угольника обвязки крышки люка;
2) приварка планок Б под угольники крышки;
3) заварка дефектов Я в сварных швах;
4) заварка не более двух трещин Г в листе крышки длиной не более 100 мм
5) приварка скоб запорных угольников И.
При всех видах ремонта вагонов в крышках люков полувагонов ремонтируемых со снятием их с вагона, разрешается:
1) производство всех работ, перечисленных выше
2) заварка трещин Е в листе крышки люка в углах или местах расположения петель при условии, что толщина полотна в; местах наложения сварных швов не менее 4 мм, количество, трещин не более четырех и длина каждой трещины не более 100 мм. При этом обязательно усиление накладками, которые должны перекрывать трещины не менее чём на 50 мм в каждую сторону;
3) заварка трещин в ребрах и угольниках при условии, что толщина металла в местах наложения сварных швов не менее 4 мм, с усилением угловыми и плоскими накладками Д толщиной б мм и длиной 100мм;
4) приварка накладок при условии, что толщина листа в местах наложения швов не менее 4 мм, размеры накладки не превышают 200х400 мм, количество накладок не более трех, а расстояние между ними не менее 150 мм;
5) заварка трещин К в передней отбуртовке, не выходящих на лист крышки, с последующим усилением накладкой длиной до 100 мм;
6) заварка лучевых трещин Ж у отверстия для заклепок.
При всех видах ремонта вагонов в деталях запорного механизма разгрузочных люков полувагонов разрешаются наплавка изношенных поверхностей и заварка отверстий Я, приварка опоры или заварка трещины крепления ее, заварка трещины Г. Заваренные отверстия подлежат последующей рассверловке.
При всех видах ремонта нижнего запорного механизма торцевой двери полувагона разрешается:
1) заварка дефектных сварных швов А крепления механизма к торцевой двери;
2) заварка дефектных сварных швов Б крепления стенок коробки механизма;
Разработка технологического процесса ремонта крышки люка полувагона
Исключение вагона из эксплуатации для проведения деповского ремонта осуществляется после:
-при достижении 100тис.км общего (загружен плюс пустой) пробега, ---но не позже чем через два года эксплуатации;
-после капитального ремонта при достижении 160тис км общего (загружен плюс пустой) пробега, но не позже чем через два года эксплуатации;
-после построения и капитального ремонта с продолжением определенного срока грузовых вагонов через 210тис.км общего (загружен плюс пустой) пробега, но не позже чем через три года эксплуатации;
Для каждого вагона отсчет межремонтного пробега начинается с даты оформления формы ВУ-36М и получение ІОЦ железной дороги электронного сообщения о факте деповского ремонта.
Могут быть взятые в ремонт поврежденные вагоны с незаконченным межремонтным пробегом в зависимости от их технического состояния, но лишь при наличии формы ВУ - 25 и описанию, которые подтверждают необходимость проведения ремонта.
Перед вменением в ремонт вагоны должны быть очищены от грязи, мусора.
Неисправные вагоны, которые требуют планового ремонта, оформляются сообщением формы ВУ-23М.
Перед постановкой в ремонтный цех, каждый вагон на колеи накопления осматривают лично:
-заместитель начальника депо по ремонту
-старший мастер или переменный мастер и инженер из принятия вагонов.
По трафарету периодического ремонта сверяется правильность постановки в ремонт, определяется объем робот.
Расстановку вагонов в цехе по ремонтным стойлам проводит старший мастер депо или переменный мастер.
Мастер вагоноскладального цеха осматривает вагоны, наносит меловые разметки необходимых работ и складывает дефектную ведомость формы ВУ - 22 с указыванием работ.
На каждый осмотренный вагон, бригадир сборочного цеха складывает описание работ.
Крышки люков снимают для осмотра, ремонта и замены, а также для замены типовыми не менее десяти крышек. На полувагонах с невыработанным сроком службы, заменяют крышки люков, имеющие толщину сече ния листа менее 4 мм на площади более половины листа.
Толщину замеряют между гофрами при расстоянии от 450 до 500 мм от козырька или передней отбортовки. Крышки люков должны изготавливаться из стали 09Г2Д или стали 10ХНДП ГОСТ 19281 и отвечать действующим «Нормам для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм.
Петли крышек люков заменяют типовыми в случае износа отверстий под валик более 2 мм или изломов. Крышки люков с трещинами или с мест ными выработками ремонтируют в соответствии с действующей ремонтно-технической документацией на производство сварочных работ. Новые крышки люков полувагонов, должны быть изготовлены по чертежам, согласованным с Департаментом вагонного хозяйства. Крышки люков должны легко открываться и закрываться. Запрещается устанавливать нетиповые валики.
Крышки люка, имеющие приклёпанные кронштейны, должны быть заменены на новые литые с косо расположенными кронштейнами.
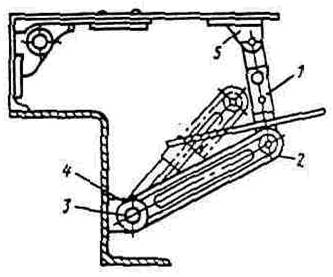
Рисунок 3 - Установка торсионно-рычажного механизма на раме полувагона
1 - верхний рычаг; 2 - нижний рычаг; 3 - подшипник; 4 - торсион; 5 - державка
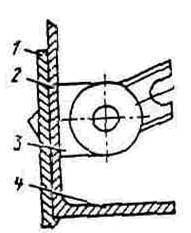
Рисунок 4 - Ремонт хребтовой балки в месте установки подшипника торсиона
1 - усиливающая накладка; 2 - заплата; 3 - подшипник; 4 - хребтовая балка
Торсионы осматривают, неисправности в них устраняют, с трещинами, изломами заменяют новыми, трущиеся поверхности смазывают.
Механизмы для облегчения подъема крышек люков торсионно-рычажного типа разбирают, детали осматривают, поврежденные ремонтируют или заменяют новыми, отсутствующие заменяют.
Суммарный износ в шарнирных соединениях рычагов не должен пре вышать 2 мм. При износах более 2 мм заменяют на новые.
Угол закручивания торсиона определяют по его положению вразъединенном состоянии и измеряют от вертикальной оси. При этом наклон нижнего рычага от вертикальной оси должен составлять от 25° до 35°.
Место установки кронштейна у хребтовой балки тщательно осматривают. При наличии трещин по сварке швы разделывают до основного металла и заваривают. При выработке металла хребтовой балки на месте уста новки ушка разрешается приваривать по всему периметру вставку толщиной 10,5 мм из стали 09Г2 ГОСТ 19281с Х-образной разделкой кромок и зачист кой сварного шва заподлицо с основным металлом.
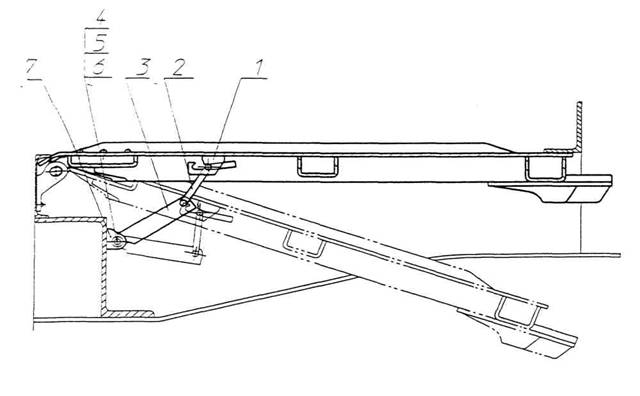
Рисунок 5 - Механизм подъема крышек люков
1 - опора; 2 - торсион; 3 - рычаг; 4 - валик; 5 - шайба; 6 - шплинт; 7 - ушко
Все соединения торсионно-рычажного механизма смазывают смазкой УСсА ГОСТ 3333. Допускается применять отработанную смазку ЛЗ-ЦНИИ. При собранном торсионно-рычажном механизме, крышка люка должна подниматься усилием В открытом состоянии крышки люков у четырехосных полувагонов должны ложиться на оба упора, для чего разрешается наращивать один из упоров приваркой прокладки или наплавлять поверхности упора с последую щей механической обработкой на величину до полного прилегания крышки люка.
При ремонте механизма закрывания крышек люков, детали независимо от технического состояния снимают, предвари тельно срезают гайки, вынимают болты, тщательно проверяют. Изношен ные детали запорного механизма восстанавливают наплавкой до чертежных размеров. Болты, гайки и пружины с изломом и потерявшие упругость устанавливают новые. Стопорение болтов с гайками запорных механизмов крышек люков производится дуговой сваркой катетом 3 мм длиной от 5 до 10 мм. Способ сварки полуавтоматический или ручной.
Скобы запорных механизмов установленные на заклепках, при не обходимости восстановления размеров отверстий снимают с вагона. Ме стные зазоры между крышкой люка и плоскостью ее прилегания допус каются не более 4 мм. Для устранения зазоров более 4 мм, разрешается приварка не более одной планки на запорных угольниках крышек люков толщиной не более 12 мм, шириной 50 мм, длиной от 60 до 100 мм и нало жением бокового и торцового сварных швов.
Вновь изготовленные запорные секторы и закидки должны быть стальные, литые или цельноштампованные.
В рабочем состоянии зазор между литым пальцем запорного сектора и скобой запорного механизма В (рисунок 6) должен быть от 0 до
8 мм. В закрытом положении запорного механизма (с подпружиненными секторами черт. 132.01.45.006-1, 132.01.45.007-1) на каждой крышке до пускается суммарный зазор В (рисунок 6) до 6 мм между закидками 1 и кронштейнами 13 крышки люка, при этом минимальная величина захода Г кронштейна на закидку должна быть не менее 40 мм при полном прилега нии закидок к секторам, пальцы секторов должны лежать на скобах 5 или 6 мм. При зазоре В более указанного значения необходимо производить наплавку валика дуговой сваркой на опорной поверхности сектора длиной не менее 30 мм влево от точки Д сопряжения сектора с закидкой, шириной 12-15 мм и высотой не более 5 мм с плавным переходом в начале и в конце сварного шва, с зачисткой неровностей наплавленного металла или произвести замену изношенных секторов. При этом детали запорного механизма должны плотно прилегать друг к другу.
Крышки люка, имеющие приклепанные кронштейны, заменятся на новые косорасположенными кронштейнами.
На полувагонах постройки после 2001 г. с невыработанным сроком службы крышки люком, имеющие толщину сечения менее 4 мм заменять.
В крышках люков полувагонов, ремонтируемых без снятия их с вагона разрешается:
-
приварка усиливающей планки переднего угольника обвязки крышки люка;
-
приварка под угольники накладок;
-
заварка не более двух трещин в листе крышки длиной не более 100 мм.

Рисунок 6 - Механизм закрывания крышек люков
- скоба правая; 7 - заклепка; 8,9 - болт; 10,11 - гайка; 12 - скоба; 13 - кронштейн крышки люка.
Ремонт снятых с полувагонов крышек люков при текущем отцепочном ремонте производится в отделении правки люков и дверей полувагонов на прессе для правки деталей вагонов ППДВ -01.
Изгиб каркаса крышки люка более 10 мм, а также выпуклость (вогнутость) обшивки править на специализированном стенде отделении правки дверей и люков полувагонов.
Петли крышек люков должны быть штампованными.Весь технологический процесс вписан в маршрутную карту.
Пресс для правки дверей и разгрузочных люков полувагонов
Назначение и область применения
Пресс предназначен для восстановления утраченных форм люков и дверей полувагонов, бортов платформ, дверей крытых вагонов и других деталей грузовых вагонов.Пресс может использоваться на соответствующих участках ремонта грузовых вагонов в депо, вагоноремонтных заводах, механизированных пунктах подготовки вагонов, оснащенных кран-балкой рузоподъемностью 2,0 т и обеспечивающих ремонтные работы в условиях температуры окружающей среды от +5 до +40 °С, допустимой влажности воздуха до 80 % при температуре +20 °С.
Технические данные
Питающая электрическая сеть трехфазная
-
частотой, Гц 50±1
-
напряжением, В 380+38
-
Потребляемая электрическая мощность, кВА 6,0
Тип приводов гидравлический
-
Тип установки насосной (гидростанция) 10/20-5,5Г-48-3
-
Давление в гидросети, МПа (кгс/см2)
-
холостого хода 3,0 (30)
-
рабочее 15,0(150)
-
Количество и типы гидромоторов 3, МГП-160
Силовые гидроцилиндры:
-
вертикальный
-
количество, шт 2
-
усилие, кН(тс) 173 (17)
-
ход, мм 350
-
вертикальное перемещение, мм 1600
-
-
горизонтальный
-
количество, шт 2
-
усилие, кН(тс) 132,4 (17)
-
 ход, мм 500
ход, мм 500 -
горизонтальноу перемещение, мм 2000
-
Перемещения кареток на портале и рабочем столом автономные и независимые друг от друга
-
-
Диапазон перемещения, мм
-
каретки на портале 1600
-
каретки на рабочем столе 2000
-
Диапазон перемещения портала, мм 3300
-
Количество заливаемого в гидросистему масла, л 95
-
Рабочая зона плиты стола, мм 2400 х 3500
-
Габаритные размеры пресса (длина х ширина х высота), мм 4900 х 2560 х 2450
-
Масса ППДВ-01, сухая, кг, не более 6500
Условия эксплуатации
Пресс предназначен для эксплуатации в условиях вагоноремонтных предприятий с температурой окружающей среды от +5 °С до +40 °С, допустимой относительной влажностью не выше 80 % при температуре +20 °С, оснащенных стандартной электрической сетью 380 В, 50 Гц, кран-балкой или мостовым краном грузоподъемностью 2 т, не менее.
<>В качестве гидравлической жидкости допускается использовать любое минеральное или синтетическое масло с вязкостью от 10 до 40 сСт при 50 °С, очищенное не ниже 14 класса. При заливке масла в бак пресса использовать только чистые принадлежности.
При эксплуатации не должны иметь место механические повреждения и сварочные брызги на поверхностях штоков гидроцилиндров и соединений трубопроводов.
Состав пресса
Рабочий стол - 1 шт.
Передвижной портал - 1 шт.
Каретка с вертикальным силовым гидроцилиндром - 2 шт.
Каретка с горизонтальным силовым гидроцилиндром - 2 шт.
Гидростанция - 1 шт.
Гидропанель - 1 шт.
Пульт управления общий - 1 шт.Шкаф электрический - 1 шт.Комплект гидроразводки и трубопроводов - 1 шт.Комплект электроразводки и жгутов - 1 шт.
Устройство пресса
Конструкция
ППДВ-01 выполнен (рис. 7.) в виде платформы 1 с установленным на ней подвижным порталом 2. Конструкция платформы коробчатая. Верхняя ее часть накрыта стальной плитой, представляющей собой рабочий стол 3, на поверхность которого укладываются объекты правки.
Рабочий стол по краям коротких сторон имеет балочные кронштейны-направляющие со смонтированными на них двумя подвижными каретками4. В каретках закреплены горизонтально расположенные силовые гидроцилиндры 5. Каждая каретка снабжена рукояткой и перемещается с ее помощью вручную вдоль балки.
Подвижной портал перемещается цепным приводом на базе гидромотора 12. На балке портала, состоящей из двух коробчатых балок, размещены две каретки 6 с возможностью автономного и независимо друг от друга горизонтального перемещения. В каретках закреплены соответственно два силовых гидроцилиндра 7. Приводы перемещения данных кареток выполнены на гидромоторах и управляются с общего пульта пресса. В нижней части стоек портала размещаются оси с четырьмя опорными роликами (по два с каждой стороны) и натяжные звездочки крепления тяговых цепей Пульт управления прессом (общий) закреплен на одной из стоек портала.
Гидростанция 9 и панель ее управления 10 с блоком временных задержек собраны в единый блок (шкаф электрический) и располагаются в непосредственной близости о рабочего стола со стороны крепления гидропанели и соединяется с ней двумя гибкими трубопроводам 13 длиной 2 м. Гидропанель 11 с гидрораспределителями размещена во внутренней полости рабочего стола.
Перемещая портал 2 вдоль более протяженной стороны рабочего стола 3, а вертикальные гидроцилиндры 7 вдоль горизонтальной полки портала, обеспечивают ориентацию вертикальных усилий на объекты правки в любых его двух точках. Горизонтальные гидроцилиндры 5 создают встречные горизонтальные усилия в направлениях от торцов к центру рабочего стола 3, прикладываются в любой паре противолежащих точек на торцах объектов правки путем независимого перемещения соответствующих кареток 4. На поверхности стола имеются несколько рядов отверстий диаметром 40 мм для размещения в них жестких упоров.
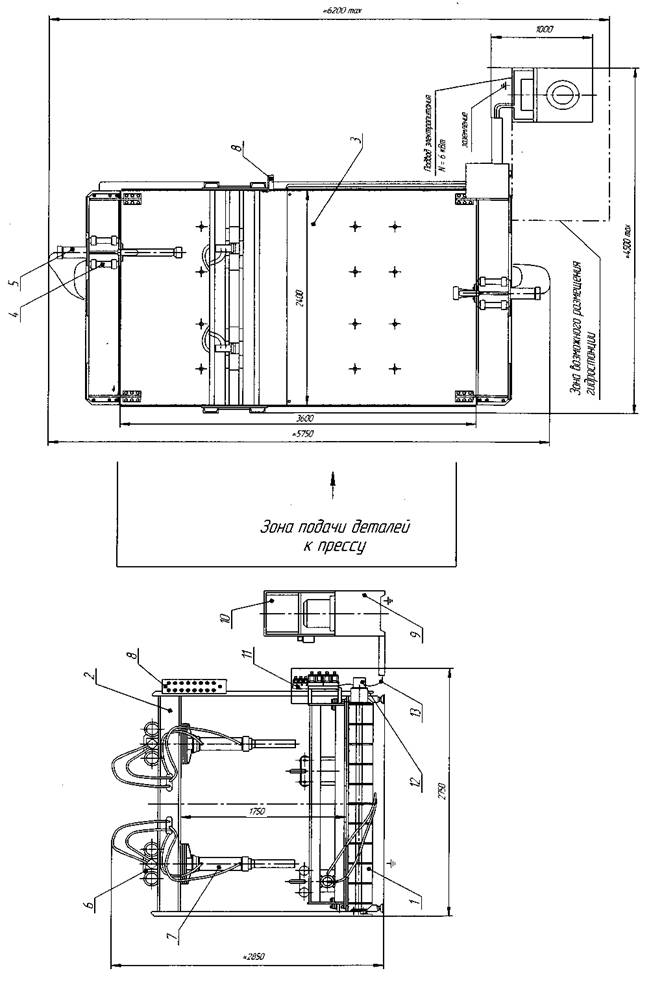
Рисунок 7 - Общий вид пресса
Гидравлическая схема пресса
Гидравлическая схема (далее гидросхема) 1ППДВ-01 служит для питания жидкостью (маслом) под давлением всех ее гидроузлов и управления работой ее элементов. Управление направлениями потоков масла и поддержание требуемых режимов давления осуществляется золотниковыми гидрораспределителями с электроуправлением, предохранительными и обратными клапанами, а также входящими в конструкцию гидростанции устройствами очистки и охлаждения масла. Принципиальная схема гидросистемы приведена на рис. 8. На ней показаны источник питания энергии жидкости под давлением - гидростанция горизонтальные ЦЗ, Ц4 и гидромоторы ГМ1...ГМЗ, управляющая часть, содержащая гидрораспределители Р1.. .Р8.>
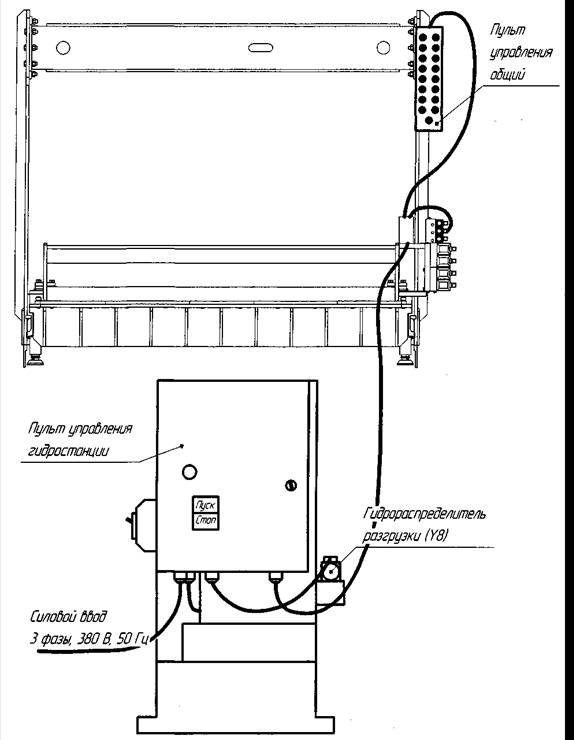
Рисунок 8 - Схема кабельных соединений
Гидростанция (ГС) типа Г48-3 выполнена на базе гидравлического насосного агрегата - трехфазного электродвигателя мощностью 5, 5 кВт и двухпоточного пластинчатого насоса с производительностью по каждому потоку 15/30 литров в минуту. Давление насоса на выходе достигает 15 МПа (150 кгс/см), Гидронасос размещается в гидробаке емкостью 63 литра. Он снабжен напорным фильтром, обеспечивающим полную очистку основного потока масла, и теплообменником для его охлаждения.
Гидростанция оборудована двумя предохранительными клапанами, настройкой которых ограничивается давление в напорной линии подвода (на выходе ГС) до (15 + 1) МПа (160 кгс/см2). Манометр, соединяемый через золотник с выходом любого из двух потоков насосного агрегата и линией его слива, позволяет контролировать давление в этих магистралях.
Исполнительная часть гидросистемы представлена следующими гидроцилиндрами (Ц) и гидромоторами (ГМ):
Ц1 и Ц2 - силовые «вертикальные» гидроцилиндры, действующие автономно, независимо друг от друга, в направлении сверху-вниз, для формирования усилий при взаимодействии с объектом правки;
ЦЗ и Ц4 - силовые «горизонтальные» гидроцилиндры, действующие автономно, независимо друг от друга, для формирования усилий горизонтально-встречных в направлении от торцов внутрь объекта правки;
ГМ1 и ГМ2 - гидромоторы в приводах автономного и независимого друг от друга перемещения кареток по горизонтальной полке портала, в которых закреплены цилиндры Ц1 и Ц2;
ГМЗ - гидроцилиндр привода перемещения портала вдоль рабочего стола
Управляющая часть гидросистемы представлена семью трехпозиционными распределителями Р1...Р7, каждый с управлением от двух электромагнитов с пружинным центрированием, и одним двухпозиционным - Р8 с одним электромагнитом и пружинным возвратом.
В исходном состоянии электромагниты Y всех распределителей Р1...Р8 обесточены, при этом распределители Р1...Р7, находясь в нейтральной позиции, запирают линии подвода и слива масла к приводам Ц1...Ц4 и ГМ1...ГМЗ, а распределитель Р8 соединяет, как показано на принципиальной схеме рис. 2, напорную линию со сливом и разгружает насос, т. е. жидкость сливается в бак. При включении любого из распределителей Р1...Р7 включается электромагнит Y8 распределителя Р8, напорная линия отсекается от линии слива, обеспечивая тем самым подачу жидкости под давлением к исполнительным приводам через свои распределители Р1.. .Р7. При этом:
Р2 - управляют выдвижением штоков, формированием вертикальных усилий правки и возвратом штоков силовых гидроцилиндров Ц1 и Ц2 соответственно;
РЗ, Р4 - управляют выдвижением штоков во встречных направлениях, формированием горизонтальных усилий правки и возвратом штоков силовых гидроцилиндров ЦЗ и Ц4 соответственно;
Р5, Р6 - управляют включением одного или другого направления вращения гидромоторов ГМ1, ГМ2 в приводах горизонтальных перемещений кареток силовых гидроцилиндров Ц1, Ц2 соответственно на портале с удержанием их (при выключенных электромагнитах) в любых точках при выборе мест приложения вертикальных усилий правки;
Р7 - управляет перемещением портала вдоль рабочего стола и остановом его в любой требуемой позиции. В линиях подвода распределителей Р5...Р7 установлены специально подобранные дроссели для ограничения скорости перемещения кареток и портала.
Работа на прессе при восстановлении формы объектов правки
Подготовка пресса к работе
Перед включением пресса необходимо провести визуальный контроль:
-
уровня масла на гидростанции;
-
состояния цепных передач портала (провис цепи);
-
свободный вис кабеля с пульта и отсутствие повреждений его металлорукава;
-
отсутствие упоров, подкладок и других предметов в рабочей зоне рабочего стола, которые могут помешать укладке и креплению объекта правки.
Основные технологические операции и переходы
Технологический процесс правки проводить в следующей последовательности:
-
открыть дверцу шкафа управления и включить автоматические выключатели QF2 и QF3. Дверцу закрыть.
-
включить трехполюсный автоматический выключатель QF1, расположенный на боковой стенки шкафа управления.
-
Для включения гидростанции нажать зеленую кнопку «Пуск», расположенную на лицевой части шкафа управления или верхней части пульта управления. Включится электродвигатель гидростанции. Манометр гидростанции должен показывать низкое (близкое к нулю) давление на ее выходе;
-
путем кратковременных нажатий на управляющие кнопки кн1 -кн14 проверить работу гидроцилиндров Ц1...Ц4 и гидромоторов ГМ1, ГМ2 и ГМЗ. При включении гидромотора ГМЗ, отвечающего за перемещение портала, необходимо убедиться, что во всем диапазоне перемещения портала кабель с пульта пресса свободно (без натяжений) свисает внизу, вдоль края рабочего стола. При обнаружении малейшего натяжения кабеля необходимо выявить и устранить причину. Оно может быть вызвано случайными задирами и зацепами контактирующих с металлорукавом поверхностей или попаданием инструмента, подкладок, упоров и посторонних предметов в зону перемещения кабеля;
-
кнопками кн9, кн10 установить портал в одном из крайних положений так, чтобы он не мешал оператору кран-балки укладывать объект правки на рабочий стол;
-
проверить отсутствие течи масла на штуцерах трубопроводов и шлангов;
-
освободить рабочую зону монтажного стола для укладки объект правки;
-
поместить его с помощью кран-балки на рабочий стол;
-
определить и отметить мелом на изделии места и обозначить цифрами последовательность приложения вертикальных и горизонтальных усилий, а также места расположений укладок и упоров, обеспечивающих более эффективную правку;
-
закрепить горизонтальными цилиндрами положение объекта правки на рабочем столе, установив необходимые упоры и подкладки;
-
управляя гидромоторами ГМ1 - ГМЗ с общего пульта управления, подвести вертикальные цилиндры к намеченным точкам и, выдвигая штоки гидроцилиндров, нажать на изделие, наблюдая за изменением его формы, и отпустить переключатель при достижении деформации, необходимой для восстановления утраченной формы;
-
при проведении этой работы следует постоянно контролировать соосность навесных петель и других «посадочных» параметров изделия, отвечающих за точность сборки;
-
после того, как форму изделия удалось восстановить, сохранив соосность петель и другие контрольные параметры, необходимо закрепить восстановленные формы сварочными работами.
Описание работы пресса
При включенной гидростанции и отжатых кнопках кн1 - кн14 давление в трубопроводах гидросистемы будет отсутствовать, так как гидрораспределитель Р8 соединяет линию нагнетания с линией слива, возвращая масло с выхода насоса в бак гидростанции.
При нажатии любой кнопки, а именно кн11 - кн14 - «Отвод кареток вдоль полки портала кареток»; кн9, кн10 - «Движение портала»; кн1 и кн3 - «Движение вверх»; кн5 и кн7 - «Движение влево» или «Движение вправо», подается напряжение на соответствующие электромагниты гидрораспределителей Y5.1, Y5.2, Y6.2, Y6.2, Y7.1, Y7.2, Yl.l, Y1.2, Y2.1, Y2.2, Y3.1, Y3.2. Одновременно с выше перечисленными электромагнитами подается напряжение на электромагнит Y8 разгрузочного гидрораспределителя R8, который запирается, и масло под высоким давлением поступает по трубопроводу через инициированный распределитель в рабочую полость соответствующего гидромотора или цилиндра, сообщая движение их рабочим органам - ротору или штоку.
При нажатии кнопок кн2 и кн4 «Движение вниз», кн8 - «Движение вправо» и кн6 - «Движение влево» подается напряжение на соответствующие электромагниты гидрораспределителей Yl.l, Y2.1, Y3.1, Y4.1
Одновременно с включением выше перечисленных электромагнитов включается таймер Т, который определяет время удержания электромагнита гидрораспределителя («гидрошунта») Y8. Как только управляющие кнопки кн2, кн4, кн6, кн8 будут возвращены в исходное состояние, штоки цилиндров остановятся и сработавший гидрораспределитель Р8, поддерживая давление в системе, предотвратит возможность утечек из гидроцилиндров на время, определяемой таймером, необходимое для проведения восстановительных работ.
Механизмы перемещения кареток и портала
Механизм перемещения кареток вертикальных гидроцилиндров выполнен в виде цепи, уложенной и закрепленной на верхней поверхности одной из балок портала, и звездочек, посаженных на валы гидромоторов, расположенных на каждой каретке между осями с опорными роликами. Диаметры роликов подобраны так, чтобы звездочки надежно зацеплялись с цепью. Каретка представляет собой вертикальную пластину, к нижнему концу которой приварена плита для крепления гидроцилиндра, а в верхней части выполнены места для крепления двух букс с осями опорных роликов (по два ролика на оси) и гидромотора. Вертикальная пластина каретки проходит через специальный зазор между балками портала шириной 80 мм. Опорные ролики катятся по внутренним краям балок. Ролики имеют с одной стороны реборду, которая заходит в зазор балок. Они удерживают каретку от поперечного перемещения относительно балок. При перемещении каретки вдоль балок на роликах между нижней плитой каретки и нижней поверхностью балок имеется зазор в 3... 5 мм, который выбирается при нажиме гидроцилиндра на объект правки. Нижняя плита каретки с гидроцилиндром упирается в балки портала. Ролики приподнимаются над балками на величину выбранного зазора и тем самым разгружаются от любых усилий.
Портал перемещается вдоль стола на 4-х роликах, расположенных в нижней части стоек портала, по направляющим, смонтированным на боковых продольных балках стола. Край стола выступает над продольными балками, образуя кромку, в которую упирается портал специальными жесткими упорами, приваренными с внутренней стороны его стоек, при нажиме вертикальных гидроцилиндров на объект правки. Несколько ниже осей роликов на стойках смонтированы по две с каждой стороны в своих посадочных отверстиях оси-звездочки, которые служат для закрепления на их концах приводных цепей. Поворачивая оси-звездочки за лыски на торцах, производят натяжку цепей. Оси-звездочки фиксируются гайками на своих резьбовых хвостовиках, при этом хвостовики с одной стороны имеют правую резьбу, а с другой - левую для самозатяжки под действием тягового усилия цепи. Под кронштейнами стола с горизонтальными гидроцилиндрами располагаются с одной стороны гидромотор и вал со звездочками, а с другой - поворотные звездочки в буксовых узлах. Цепь проходит от одной оси-звездочки, огибая звездочку на приводном валу и далее звездочку поворотную, ко второй оси-звездочке на стойке портала. Аналогично соединены цепью звездочки и с другой стороны портала.
Нижние края стоек портала находятся ниже нижних поверхностей металлоконструкции стола. Через две пары отверстий, соосно расположенных в стойках портала, установлены две тяги с резьбовыми концами (шпильки) М20, позволяющие с помощью гаек выставить и зафиксировать необходимое расстояние между стойками портала для поддержания нормального зазора 3...5 мм между внутренней поверхностью стойки и кромкой стола.
Охрана труда при выполнении ремонтных работ с крышкой люка
полувагона
Администрация вагоноремонтных предприятий, независимо от форм собственности, обязана оборудовать все рабочие места и создать на них условия, соответствующие законодательству Украины и действующим нормативно-правовым и нормативно-техническим доку ментам при ремонте подвижного состава и производству запасных частей на вагоноремонтных заводах и «Правилам по охране труда при техническом об служивании и ремонте грузовых вагонов и рефрижераторного подвижного состава».
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ.
1.1. К работе по ремонту грузовых вагонов допускаются мужчины не моложе 18 лет, прошедшие при поступлении на работу предварительный медицинский осмотр, вводный и первичный інструктаж на рабочем месте, обучение, стажировку и проверку знаний.
В процессе работы слесарь должен проходить повторные, не реже одного раза в три месяца, и внеплановые инструктажи, а также периодические медицинские осмотры.
1.2. Слесарь должен знать:действие на человека опасных и вредных производственных факторов, возникающих во время работы; правила оказания первой (доврачебной) помощи;требования техники безопасности, производственной санитарии и пожарной безопасности.
1.3. Слесарь должен:
выполнять только входящую в его обязанности или порученную мастером (бригадиром) работу; владеть безопасными приемами труда;
содержать в исправном состоянии и чистоте инструмент, приспособления, инвентарь, средства индивидуальной защиты (далее по тексту - СИЗ);
внимательно следить за сигналами и распоряжениями руководителя работ (мастера, бригадира) и выполнять его команды;
выполнять требования запрещающих, предупреждающих, указательных и предписывающих знаков, надписей и сигналов, подаваемых водителями транспортных средств и крановщиками кранов;
проходить по территории депо по установленным маршрутам, пешеходным дорожкам, проходам и переходам; быть предельно внимательным в местах движения транспорта;
соблюдать правила внутреннего трудового распорядка;
выполнять требования режимов труда и отдыха.
1.4. Слесарю запрещается:находиться под поднятым и перемещаемым грузом;
наступать на электрические провода и кабели;
прикасаться к оборванным проводам и другим легко доступным токоведущим частям;
перебегать пути перед движущимся транспортом;
находиться на территории и в помещениях депо в местах, отмеченных знаком "Осторожно! Негабаритное место", а также около этих мест при прохождении подвижного состава.
1.5. Слесарь должен выполнять следующие требования пожарной безопасности:курить только в отведенных и приспособленных для этого местах; не подходить с открытым огнем к газосварочному аппарату, газовым баллонам, легковоспламеняющимся жидкостям, материалам и окрасочным камерам; не прикасаться к кислородным баллонам руками, загрязненными маслом;знать и уметь пользоваться первичными средствами пожаротушения.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Перед началом работы слесарь должен надеть полагающуюся ему исправную спецодежду и спецобувь, привести их в порядок:
застегнуть на пуговицы обшлага рукавов;
заправить свободные концы одежды так, чтобы она не свисала.
Не допускается носить спецодежду расстегнутой и с подвернутыми рукавами.
Спецодежду и спецобувь слесарь не должен снимать в течение всего рабочего времени.
2.2. Подготовить и проверить исправность средств индивидуальной защиты, необходимой для проведения порученной работы.
2.3. Слесарь обязан проверить наличие и исправность инструмента, измерительных приборов, шаблонов, а также наличие на стеллажах и ремонтных установках запасных частей и материалов.Неисправный инструмент, измерительные приборы, шаблоны должны быть заменены на исправные.
2.4. Проверить работу местной вытяжной вентиляции и местного освещения.
2.5. О всех обнаруженных неисправностях и недостатках сообщить мастеру (бригадиру) и не приступать к работе до их устранения.
2.6.Перед правкой крышек лювков полувагонов необходимо удостоверится в надежности их креплений запорных механизмов и об отсутствии на боковом каркасе кузова полувагона связочной проволоки.
2.7 Установка крышек люков на вагон должно проводится грузоподъемными механизмами.
2.8 Во время установки крышек люков,если они не могут быть сразу закрепленными, нужно делать временные закрепления,которое удержит их. Оставлять окончательно не установленные крыши люка без временных закреплений не разрешается.
2.9 Не разрешается оставлять инструмент на выступах рамы и кузова.
3.ПРАВИЛА БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА ПРЕССЕ.
3.1 К работе на прессе допускаются лица не моложе 18-ти лет, прошедшие инструктаж по общим правилам техники безопасности, изучившие конструкцию пресса, инструкцию по эксплуатации и получившие навыки работы на нем.
3.2Ежедневно перед началом работы на прессе производить осмотр силовых элементов, гидроприводов, гидрорукавов и их соединений, узла закрепления заземляющей шины, проверять уровень масла в гидростанции.
3.3Не допускается работа пресса с трещинами и другими повреждениями в силовых элементах конструкции, напорных рукавах и их соединениях, с нарушенной изоляцией электрокабеля и без надежного заземления.
3.4 ЗАПРЕЩАЕТСЯ проведение сварочно-ремонтных работ без подключения обратного провода к рабочему столу пресса.
3.5 ЗАПРЕЩАЕТСЯ работа на прессе с неисправным заземлением. При каждой новой установке очередного объекта правки на рабочий стол тщательно следить за надежной его фиксацией.
3.6 РАБОТЫ ПО РЕМОНТУ пресса проводить только при отключенном электропитании.
3.7 ЗАПРЕЩАЕТСЯ нахождение лиц на рабочем месте при установке и съеме объектов правки, при перемещении рабочих органов пресса.
3.8 ЗАПРЕЩАЕТСЯ проведение операций горизонтальной правки без поджима объекта правки вертикальными гидроцилиндрами для предотвращения его выворачивания.
3.9 ЗАПРЕЩАЕТСЯ использовать насадки на штоки гидроцилиндров, изготовленных из хрупких материалов. Насадки должны иметь посадочное место, соответствующее наконечнику штока с зазором по диаметру не более 0,2 мм и длиной сопряжения 65...68 мм.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПО ОКОНЧАНИИ РАБОТЫ
4.1. По окончании работы слесарь должен:привести в порядок свое рабочее место;сложить инструмент, инвентарь и приспособления в спеціально предназначенные для них места или кладовые;собрать использованные обтирочные материалы в металлические ящики с плотно закрывающейся крышкой.
4.2. По окончании работы слесарь должен снять спецодежду и другие средства индивидуальной защиты и убрать в шкаф гардеробной.
4.3. Загрязненную и неисправную спецодежду при необходимости слесарь должен сдать в стирку, химчистку или ремонт.
4.4. Для очистки кожи от производственных загрязнений по окончании рабочего дня необходимо применять защитно-отмывочные пасты и мази, сочетающие свойства защитных и моющих средств.
Для поддержания кожи в хорошем состоянии после работы следует использовать различные индифферентные мази и кремы (борный вазелин, ланолиновый крем и т.д.).Не допускается применение керосина или других токсичныхнефтепродуктов для очистки кожных покровов и средств индивидуальной защиты.
4.5. О всех неисправностях и недостатках, замеченных во время работы, и о принятых мерах к их устранению, слесарь должен сообщить мастеру или бригадиру.
Вопросы для контроля знаний:
-
Назначение крышек люков полувагонов.
-
Для чего предназначено торсионное устройство.
-
Конструкция крышек люков.
-
Дефекты люков полувагонов.
-
Виды технологических процессов изготовления крышек люков. Рассказать о них подробнее.
-
Охрана труда при выполнении ремонтных работ с крышкой люка
полувагона
Форма отчета:
-
Название и цель работы
-
Используемая литература
-
Задание на практическую работу
-
Выполнение индивидуального задания по предложенной методике
-
Ответы на контрольные вопросы
Практическая работа №3
Тема: Испытание вагонов.
Цель: Изучить методы и средства испытания вагонов.
Литература:
1. Технология производства и ремонта вагонов. Под ред. К.В.Мотовилова. М.:Маршрут, 2008.-382с.
2. Криворудченко В.Ф. Современные методы технической диагностики и неразрушающего контроля деталей и узлов подвижного состава железнодорожного транспорта. М.: Маршрут, 2005.-442с.
1. Эксплуатационные испытания вагонов
Общая цель эксплуатационных испытаний - проверка правильности проектных решений, достоверности принятых допущений при теоретических расчетах и предшествующих видах испытаний. Эксплуатационным испытаниям подвергают опытные образцы или опытно-промышленные партии вагонов. По установившейся практике эксплуатационные испытания вагонов проводят в нормальных общесетевых условиях, на специальных замкнутых маршрутах и на экспериментальных полигонах. При общесетевой эксплуатации вагонов показатели их фактической работоспособности определяют по отчетным материалам соответствующих служб или организуют осмотры при фиксации случаев отцепок вагонов из поезда, при изучении их состояния во время плановых видов ремонта, а также при выборочном освидетельствовании вагонов в поездах.
В процессе анализа информации о неисправностях имеют место трудности, особенно при определении причин и условий возникновения неисправностей. Трудности обусловлены тем, что диапазон воздействий на вагон при общесетевой эксплуатации очень широк. Последнее относится в большей мере к грузовым вагонам, однако имеются трудности организации эксплуатационных общесетевых испытаний и для пассажирских вагонов. Эти вагоны имеют депо приписки, но условия их эксплуатации на отдельных постоянных маршрутах нельзя распространять на всю сеть железных дорог (различное состояние пути, разные скорости движения, загруженность, климатические условия и т. д.).
Перечисленные факторы приводят к большому разбросу получаемых данных при невысокой их достоверности. Влияние разброса данных эксплуатационных испытаний опытных вагонов и их узлов в общесетевых условиях можно компенсировать увеличением количества испытуемых объектов и применением статистических методов обработки результатов. Однако это требует материальных затрат и часто приводит к удлинению сроков внедрения образцов новой техники. В то же время данные осмотров, наблюдений и отчетные сведения МПС и других потребителей о работе вагонов эксплуатируемого парка очень полезны для оценки надежности вагонов серийного выпуска и обоснования рекомендаций по их совершенствованию.
При эксплуатационных испытаниях на специальных замкнутых маршрутах опытные вагоны постоянно находятся под наблюдением выделенного персонала, который систематически регистрирует показатели работ вагонов и фиксирует время появления, вид и характер возникновения неисправностей. Анализируя результаты эксплуатационных испытаний, полученные в опытных маршрутах, обращают внимание на степень соответствия условий этих испытаний общесетевым или заданным условиям. Еще в большей мере эти обстоятельства необходимо учитывать при испытаниях на экспериментальных полигонах. Например, эксплуатационные пробеговые испытания вагонов часто проводят на Опытном кольце ЦНИИ МПС (ст. Щербинка), где вагоны работают с постоянной загрузкой, путевое хозяйство находится в лучшем состоянии, чем среднесетевое, режим вождения поездов по кольцу практически исключает соударения вагонов, движение происходит непрерывно по кривому пути, отсутствуют воздействия на вагон погрузочно-разгрузочных механизмов и т. д. Следовательно, испытания вагонов на экспериментальном кольце позволяют оценить главным образом только работу ходовых частей.
Характерной чертой эксплуатационных испытаний является их длительность. В обычных условиях они продолжаются 6- 8 месяцев, а иногда год и более. Такая продолжительность необходима для определения надежности вагонов и их узлов с учетом влияния погодно-климатических факторов, коррозии и т. п.
Если эксплуатационные испытания проводят с целью определения показателей надежности, то их можно ускорить увеличением повторяемости действия эксплуатационных нагрузок и характерных их сочетаний или повышением прикладываемых нагрузок. Например, изучать воздействие на грузовые вагоны накладного вибратора, используемого при разгрузке, можно при специально организованных испытаниях в течение нескольких дней, что в 500-600 раз ускоряет получение результатов по сравнению с испытаниями в нормальных эксплуатационных условиях. Большое значение имеет достоверность пересчета результатов ускоренных испытаний в показатели нормальной эксплуатации. При отсутствии обоснованных методов пересчета следует применять способ сравнительных испытаний, когда в идентичных условиях исследуют работу новой конструкции при непосредственном сопоставлении ее с конструкцией, по которой уже имеются результаты многолетнего опыта эксплуатации.
Важной задачей эксплуатационных испытаний грузовых вагонов является определение функциональной пригодности конструкции вагона, удобства обслуживания при выполнении погрузочно-разгрузочных и ремонтных работ с использованием механизации, а также проверка выполнения требований техники безопасности и т. д. При эксплуатационных испытаниях пассажирских вагонов обращают внимание на эргономические и эстетические характеристики вагона.
Новые типы вагонов после отработки конструкции на опытных образцах или партиях установочной серии проходят всесторонние испытания. После приемки вагона государственной (межведомственной) комиссией строится головная (контрольная) серия вагонов. По результатам изготовления и испытания опытных образцов и контрольной серии корректируется конструкторская документация, проверенная по технологическому процессу. В ходе серийной постройки вагонов производится контрольная проверка в условиях вагоностроительного завода. Кроме того, периодический контроль качества постройки и работоспособности вагона производится в эксплуатации -эксплуатационные испытания. Специальные испытания вагона в целом и его отдельных элементов позволяют заранее за сравнительно короткий срок установить фактическую прочность и долговечность различных частей, оценить его динамические качества и воздействие на ж.-д. путь.
В зависимости от задач такого рода и их особенностей обычно различают следующие виды испытаний: оценка конструкции на прочность (статические и динамические прочностные испытания); оценка динамических (ходовых) качеств вагона и его воздействия на ж.-д. путь; надежности конструкции вагона и его элементов; проверка вагонов на соударение.
Статические прочностные испытания производятся с целью оценки точности теоретических расчетов установления фактической прочности конструкции вагона при воздействии нормируемых нагрузок на ее отдельные узлы и детали. Кузов вагона подвергается испытаниям на вертикальные нагрузки до полной грузоподъемности; продольные растягивающие и сжимающие силы; распорные нагрузки, имитирующие воздействие сыпучих, навалочных и скатывающихся грузов во время движения вагона; на внутреннее давление жидкости и сжиженного газа котлов цистерн и других резервуаров и систем вагона. Полувагоны кроме того испытываются на нагрузку, имитирующую воздействие вагоноопрокидывателя или накладных вибраторов при выгрузке грузов из полувагонов. Ходовые части (тележки) подвергаются статическим испытаниям в соответствии с действующими нормами. Отдельные узлы и вагон в целом могут подвергаться также стендовым испытаниям (на катковых станциях, стендах-копрах, стендах-горках и др.).
Проводятся также динамические испытания (ходовые) - общединамические (заводские, приемочные поездные) и специальные (тормозные, на устойчивость вагонов против выжимания продольными силами в поезде, определение величины и характера распределения во времени динамических сил за время длительной эксплуатации вагона; испытания по погрузо-разгрузочным операциям, в грузовых вагонах и испытания систем энергоснабжения, водоснабжения и кондиционирования воздуха - в пассажирских).
Цель заводских испытаний - проверка работы отдельных узлов вагона и его конструкции в целом. Приемочные поездные испытания проводятся для определения динамических (ходовых) качеств вагона, динамических сил, установления пригодности вагона к эксплуатации на ж.-д. сети России и стран СНГ и условий обращения с указанием максимально допустимой скорости движения вагона, при которой обеспечивается требуемая прочность, устойчивость и плавность хода (для пассажирских вагонов) на ж.-д. пути с типовым верхним строением.
Как правило, одновременно с динамическими испытаниями проводятся также испытания по воздействию вагона на путь с целью определения величин напряжений и динамических сил, возникающих в элементах железнодорожного пути при движении по нему опытного вагона. Максимальная скорость движения при этих испытаниях должна превышать проектную конструкционную скорость опытного вагона не менее чем на 15-20%.
Динамические испытания на соударение вагонов проводятся с целью определения динамических напряжений и их распределения в элементах рамы и кузова, предельных величин продольных сил, при которых может произойти разрушение рамы или кузова вагона, а также для оценки соответствия характеристик поглощающего аппарата автосцепки массе вагона и допускаемой скорости соударения вагонов при эксплуатации. Испытания могут проводиться на эксплуатационных путях ж.-д. станции или на специальном стенде-горке с лебедкой, например на экспериментальном кольце ВНИИЖТ (ст. Щербинка). Для измерения продольной силы удара через автосцепку применяется специальная динамометрическая автосцепка с наклепанными на хвостовике корпуса автосцепки тензодатчиками.
Эксплуатационные линейные испытания проводятся выборочным контролем состояния вагонов рабочего парка в эксплуатации с целью изучения работоспособности, долговечности и интенсивности износов узлов и механизмов, причин и характера повреждений систем и отдельных деталей вагонов.
Для разработки мероприятий по совершенствованию конструкции вагона в службах эксплуатации заводов-изготовителей созданы группы надежности, занимающиеся сбором информации об отказах и причинах их возникновения. Некоторые вагоностроительные заводы для этих целей имеют опытные маршрутные поезда, эксплуатирующиеся на ж.-д. сети и на опытном кольце ВНИИЖТ.
Динамические (ходовые) испытания вагонов - испытания по воздействию их на ж.-д. путь проводятся в основном на скоростном испытательном полигоне ВНИИЖТ Белореченская - Майкоп длиною 25,4 км, допускающем максимальную скорость движения 250 км/ч, а также на ряде участков магистральных ж. д. России с состоянием пути несколько худшем, чем на полигоне.
В процессе испытаний всех видов измеряются статические и динамические силы, деформации, напряжения, перемещения и ускорения, возникающие в элементах конструкции вагона. Для этого используются электрические методы с применением проволочных, фольговых и полупроводниковых тензодатчиков и электронных тензометрических усилителей; в качестве регистрирующей аппаратуры - черно-белые и цветные осциллографы, магнитографы и компьютеры, на которые аналоговые сигналы от измерительных приборов подаются через тензометрические усилители и цифровые преобразователи. Для измерения перемещений и деформаций применяются пластинчатые, реохордные, полупроводниковые и трансформаторные прогибомеры; для измерения ускорений обрессоренных и необрессоренных масс вагона - ускорениемеры или акселерометры различных типов (конструкции ВНИИЖТ, японской фирмы Кийова, германской фирмы НВМ и др.), а для измерения сил - динамометры С тензодатчиками.
2. Понятие о дефектоскопии. Виды дефектоскопии и их применение. Перечень деталей, подлежащих магнитному контролю
Дефектом называется каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией. Примерами дефектов могут служить выход размера детали за пределы допуска по рабочим чертежам, при ремонте или эксплуатации, трещины, забойные риски и т.д.
По степени влияния на работоспособность изделий дефекты подразделяются на критические, значительные и малозначительные. При наличии критического дефекта изделие не используется. Значительный дефект влияет на использование изделия по его назначению или снижает его долговечность.
По возможности устранения дефекты делят на исправимые и неисправимые. Детали с неисправимыми дефектами выбраковывают, а с исправимыми направляют в специализированные цехи или отделения для ремонта.
По месту расположения различают наружные и внутренние дефекты, дефекты, появляющиеся в вагонах как в процессе производства, так при эксплуатации, можно подразделить в зависимости от этапа возникновения на три группы: конструктивные, производственные и эксплуатационные. К эксплуатационным относятся такие дефекты деталей, агрегатов и машин в целом, которые возникают в результате действия различных видов изнашивания, явлений усталости, коррозии, старения, деформации и т.д., а также неправильного технического обслуживания и плохого ухода в период эксплуатации.
К основным типовым эксплуатационным дефектам деталей относятся: изменение размеров, формы и расположения поверхностей, риски, царапины, задиры, вмятины, выкрашивание, отслаивание поверхности, трещины и изломы различного происхождения, все разновидности остаточной деформации (изогнутость, скручивание, смятие, коробление и пр.) деталей, изменение механических и физико-химических свойств поверхностей и деталей в целом.
Из всех перечисленных дефектов первостепенное значение имеют дефекты процессов изнашивания и усталостного разрушения деталей, так как эти виды дефектов являются преобладающими в процессе эксплуатации современных машин. Дефекты изнашивания влияют на долговечность деталей, а усталостного разрушения - на их безотказность.
В практике ремонта вагонов в процессе дефектации обычно используют наружный осмотр, контроль размеров разными методами, отклонение формы поперечного и продольных сечений цилиндрических деталей, формы плоских поверхностей и осей, отклонения в соединениях деталей и узлов.
Наружный осмотр. Осуществляют осмотр обычно визуально, невооруженным глазом или с помощью простейших оптических средств - луп с 5-10-кратньим увеличением. В редких случаях применяют микроскопы. При этом выявляют видимые погрешности поверхностей: риски, натиры, задиры, следы подплавления, поверхностные раковины коррозионного или кавитационного происхождения, отслаивание и выкрашивание, вмятины, отколы, трещины и т.д. При контроле особое внимание обращают на поверхности, расположенные в зонах высоких тепловых и механических нагрузок, а также в местах концентрации напряжений.
Контроль размеров. Типовыми операциями являются операции измерения отклонений действительных размеров от нормальных. Для упругих элементов контроль размеров может производиться под статической нагрузкой.
Контроль отклонения. При контроле формы цилиндрических поверхностей деталей проверяют нецилиндричность, овальность, конусность, седлообразность, изогнутость и т.д. При контроле отклонений формы
плоских поверхностей измеряют неплоскостность и непрямолинейность. Элементарным видом неплоскостности и непрямолинейности являются вогнутости, выпуклости и др. При контроле отклонения поверхностей и осей выявляют: непараллельность плоскости торцового биения, несоосность относительно базовой поверхности, несимметричность, смещение оси от номинального расположения и т.д. Контроль отклонения деталей и сборочных единиц без разборки осуществляют путем измерения диаметральных, радиальных и аксиальных зазоров. Кроме того, по результатам обмеров вычисляют действительные зазоры и натяги в соединениях различных сопрягаемых деталей. Отклонения размеров, форм и расположения контролируют методом линейных измерений универсальным и специальным измерительным инструментом
Контроль сплошности материала детали. Контроль осуществляют наружным осмотром, опрессовкой, капиллярным, магниторошковым, феррозондовым, вихретоковым и акустическим методами. Наружным осмотром определяют только макротрещины. Метод опрессовки заключается в следующем: полость детали, агрегата или системы заполняется жидкостью или воздухом под определенным давлением. О наличии дефекта судят по появлению жидкости на поверхности детали, по «потению» поверхности; по выходу воздуха или появлению пузырьков, когда контролируемое изделие опущено в воду. Эффективность контроля повышается при опрессовке изделия жидкостью, нагретой до температуры, при которой оно работает в эксплуатации. Недостатком этого метода является невозможность выявления несквозных трещин, а также плотно забитых отложениями.
Магнитопорошковый метод. Магнитные методы контроля можно использовать только для деталей, изготовленных из ферромагнитных материалов. Они основаны на обнаружении или измерении магнитных полей рассеивания, которые возникают на поверхности намагниченной детали в местах, где имеются нарушения целостности материала или включения с другой магнитной проницаемостью. Данный метод контроля состоит из следующих технологических операций: подготовка изделия к контролю; намагничивание изделия или его части; нанесение на поверхность изделия ферромагнитного порошка (сухой метод) или суспензии (мокрый метод); исследование поверхности и расшифровка результатов контроля; размагничивание. Подготовка изделий к контролю заключается в его тщательной очистке. Существует три способа намагничивания: полюсное (продольное) бесполюсное (циркулярное) и комбинированное. При полюсном намагничивании применяются электромагниты и соленоиды. При намагничивании через деталь пропускается большой ток низкого напряжения. Если деталь полая, то используют электродный метод намагничивания. Комбинированный способ представляет собой комбинацию бесполюсного и полюсного способов намагничивания. При полюсном намагничивании образуется продольное поле, при котором обнаруживаются поперечные трещины. При бесполюсном намагничивании выявляются продольные дефекты (трещины, волосовины и др.) и радиальные трещины на торцовых поверхностях. При комбинированном намагничивании изделие находится под воздействием одновременно двух взаимно-перпендикулярных магнитных полюсов, что дает возможность обнаружить дефекты любых направлений. Для намагничивания изделий может использоваться переменный и постоянный, а также импульсный ток. В качестве магнитных порошков применяют магнезит (закись-окись железа Fe3O4) черного или темно-коричневого цвета для контроля изделий со светлой поверхностью. Окись железа (Fe2O3) буро-красного цвета применяют для контроля изделий с темной поверхностью. Лучшими магнитными свойствами обладают опилки из мягкой стали. Для контроля изделий с темной поверхностью применяют также окрашенные порошки. Жидкой основой для смесей (суспензий) служат органические масла. При приготовлении смеси обычно в 1 л жидкости добавляют 125-175 г порошка из окиси железа или 200 г опилок. В зависимости от магнитных свойств материала контроль можно производить по остаточной намагниченности изделия или в приложенном магнитном поле. В первом случае порошок наносят на деталь при выключенном дефектоскопе, а во втором - при включенном. При наличии дефекта частицы порошка, оседая в зоне краев трещины, обрисовывают ее контур, т.е. показывают ее месторасположение, форму и длину. Детали, обладающие большим остаточным магнетизмом, могут длительное время притягивать к себе продукты истирания, которые могут вызвать повышенный абразивный износ. Поэтому указанные детали обязательно размагничивают.
3. Технология ремонта и испытания редукторного привода от торца шейки оси (ТРКП)
Проверку, ремонт и испытания приводов выполняют в соответствии с требованиями технических указаний. В приводе генератора в процессе эксплуатации изнашиваются и повреждаются главным образом детали редуктора: венцы шестерен, валы, ступицы, смазочные и маслоотбойные кольца, крышки, гайки, болты, шпильки, а также стопорные шайбы и уплотнительные прокладки. В трубчатых валах образуются вмятины и протертость в местах установки предохранительных скоб. Изнашиваются зубья шестерен, а также карданные валы.
При поступлении пассажирских вагонов в ремонт все узлы и детали карданных приводов очищают от грязи, масло из редуктора сливают, после чего снимают редуктор с вагона.
При разборке редуктора, карданного вала все ответственные детали должны маркироваться в паре с сопряженными деталями.
Редукторы и карданные приводы перед ремонтом тщательно очищают и обмывают в моечной машине 2-3-процентным раствором каустической соды при температуре не выше 60 С0 с последующей обмывкой чистой водой. После промывки редукторы, валы и муфты разбирают, а подшипники, валы, шестерни, диски и другие детали обмывают мыльной эмульсией, рекомендуемой для обмывки буксовых роликовых подшипников, или керосином. Протирку этих деталей производят салфетками из безворсовой ткани с подрубленными краями.
Обкатка происходит при номинальной нагрузке и при наибольшей частоте вращения в течение 3 ч. За это время обкатку производят без нагрузки 30 мин при вращении влево и 30 мин при вращении вправо и под нагрузкой по 1 ч при вращении вправо и влево. При обкатке проверяется температура нагрева подшипников и корпуса редуктора, утечка масла и особое внимание обращается на наличие посторонних шумов. Нагрев подшипников и корпуса редуктора более 75° С не допускается. При превышении этой температуры редуктор разбирается для устранения неисправностей, после чего испытания повторяются. После обкатки масло сливают, редуктор промывают дизельным топливом или керосином и заправляют свежим маслом.
Вопросы для контроля знаний:
1. Цель эксплуатационных испытаний.
2. Продолжительность эксплуатационных испытаний
3. Задачи эксплуатационных испытаний.
4. Виды испытаний.
5. В заключаются статические испытания?
6. В чем заключаются динамические испытания?
7. В чем заключаются заводские испытания?
8. Виды дефектоскопии и их применение.
9. Перечень деталей, подлежащих магнитному контролю
10. Технология ремонта и испытания редукторного привода от торца шейки оси (ТРКП)
Форма отчета:
-
Название и цель работы
-
Используемая литература
-
Задание на практическую работу
-
Ответы на контрольные вопросы
Практическая работа №4
Тема: Изучение конструкции и основных неисправностей колёсных пар.
Цель занятия:
1.Ознакомление с конструкцией и геометрией колесных пар.
2.Выявление основных неисправностей колесных пар.
3.Приобретение навыков контроля геометрии при помощи специальных и универсальных приспособлений.
Литература:
-
Технология производства и ремонта вагонов. Под ред. К.В.Мотовилова. М.:Маршрут, 2008.-382с.
-
М.П. Михалевич Технология производства и ремонта вагонов. ДВГУПС.- 2004-442с.
1. Теоретическая часть
Колесная пара - это ось и два напрессованных на нее колеса.
Ось воспринимает всю нагрузку от груза, кузова, рамы, тележки и передает ее на рельсы через сложные профили поверхностей катания двух колес, которые направляют вагон по рельсовому пути.
На рис.1 изображена схема колесной пары с указанием названий ее частей и основных размеров по ГОСТ 4835-80. На шейках оси располагаются буксовые узлы.

Рис. 1. Колесная пара:1 - средняя часть оси; 2 - ступица колеса; 3 - диск колеса;4 - обод; 5 - предподступичная часть оси; 6 - шейка оси
Колесные пары должны удовлетворять следующим основным требованиям:
-
обладать достаточной прочностью;
-
износостойкостью;
-
иметь небольшую массу для снижения тары вагона и уменьшения динамического воздействия на верхнее строение пути;
-
обладать некоторой упругостью для смягчения динамических сил, возникающих при движении вагона.
Типы, основные размеры и технические условия на изготовление вагонных колесных пар определяются Государственными стандартами, а содержание и ремонт - Правилами технической эксплуатации железных дорог (ПТЭ) и Инструкцией по осмотру, освидетельствованию, ремонту и формированию колесных пар. Тип колесной пары определяется типом оси и диаметром колес.
Для вагонов выпускаются два основных типа колесных пар:
РУ1 - 950
РУ1Ш - 950, где обозначено:
Р - роликовая (на шейке оси через роликовые подшипники опираются буксы);
У - унифицированная (как для грузовых, так и для пассажирских вагонов);
Ш- шайбовая (торцевое крепление внутренних колес роликовых подшипников на шейке оси производится шайбой, закрепленной тремя или четырьмя болтами;
950 - эта цифра указывает диаметр поверхности катания колес (см. рис.2).
Возможны следующие соединения колес с осью:
- неподвижное (холодной или горячей запрессовкой оси в колесо на прессовом станке);
- подвижное а) колеса могут вращаться относительно оси (через подшипник),
б) колеса могут смещаться вдоль оси при переходе с нормальной на широкую колею и обратно (пограничные зоны)
Наиболее распространенный способ - неподвижный, холодным прессованием.
Рассмотрим отдельно детали колесных пар:
-
оси;
-
колеса.
Ось - это стальной брус круглого, переменного по длине поперечного сечения. Бывают сплошные и полые. Различаются способом крепления внутренних колес подшипников (приставной шайбой или гайкой) на шейке оси и технологией изготовления.
Колеса - это круглые диски, части которого имеют следующие названия (рис.2).
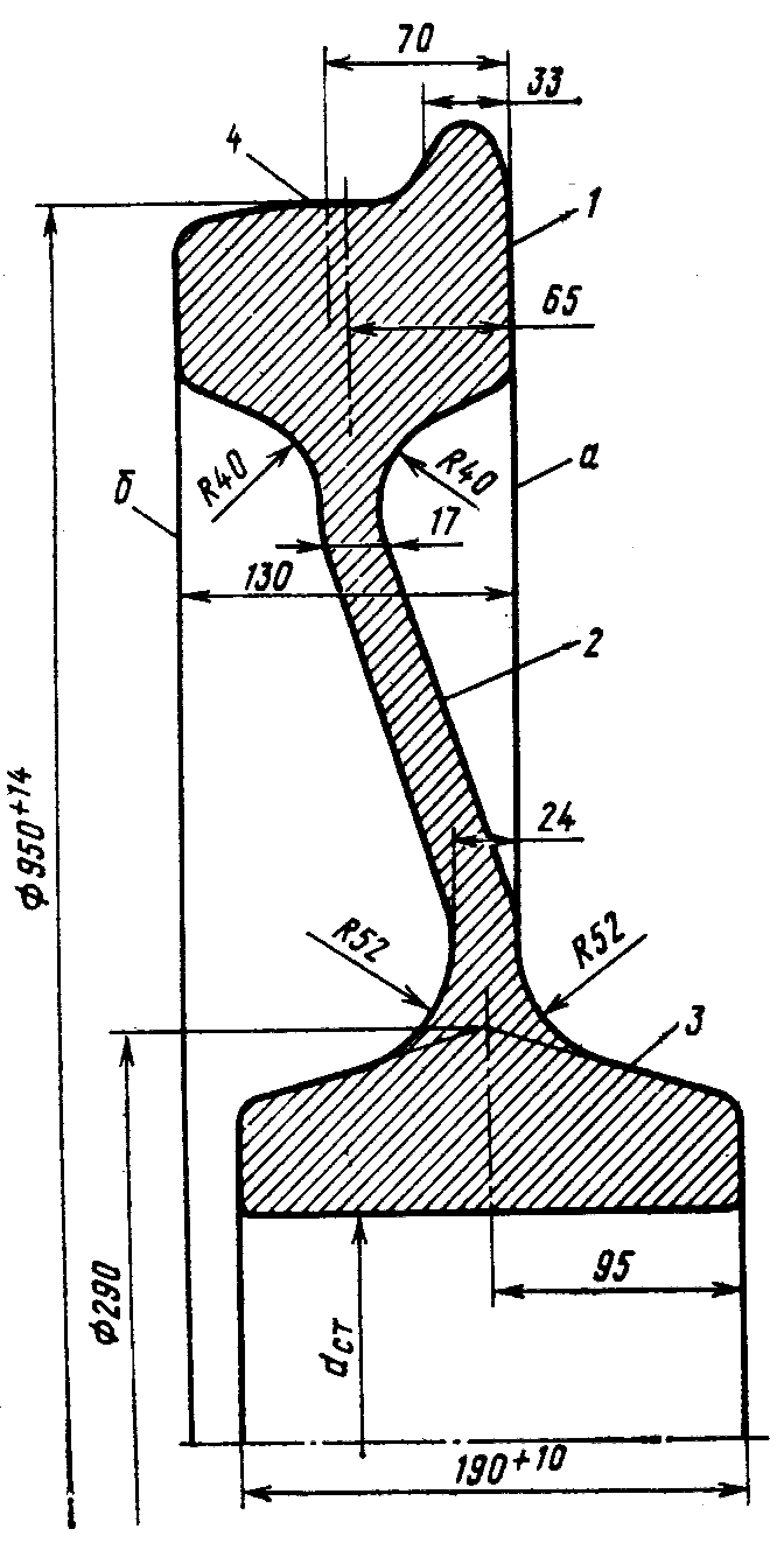
Рис. 2. Профиль колеса, состоящего из:
1 - гребня, 2 - диска, 3 -ступицы, 4 - обода
Поверхность катания выполняется сложной формы со следующими видами профиля катания:
а) стандартный для грузовых и пассажирских вагонов;
б) объединенный для пассажирских вагонов с V > 160 км/ч;
в) криволинейный для вагонов промышленного транспорта.
Стандартный профиль катания показан на рис.3.

Рис. 3. Стандартный профиль катания
Объединенный профиль имеет в отличие от стандартного три конусных поверхности - 1:3,5; 1:10; 1:50.
Колеса бывают:
а) по конструкции - цельные или составные (бандажные);
б) по технологии изготовления - литые или цельнокатанные.
В настоящее время используют для вагонного парка цельнокатанные колеса.
При формировании колесных пар из новых элементов, а также при ремонте со сменой колес, на торце оси наносят знаки и клейма, относящиеся к изготовлению оси (год, номер оси, завод и т.д.), формированию колесной пары и опробованию на сдвиг. На колесах на наружной грани обода в горячем состоянии наносят клейма (дата изготовления, завод, номер колеса и т.д.)
От точности геометрических размеров колесной пары, как сборочной единицы, так и параметров оси и колес зависит безопасность движения и ходовые качества вагона.
Отметим некоторые основные из них.
-
Расстояние между внутренними гранями колес должно быть 1440 мм с верхним +3 и нижним -3 отклонениями для грузовых вагонов и с нижним -1 отклонением для пассажирских вагонов по ПТЭ. Контролируется шаблоном (рис.4).
-
Толщина гребня. Для колесных пар вагонов этот размер измеряется на расстоянии 18 мм от вершины гребня оси (рис.5).
-
Толщину обода колеса измеряют толщиномером (рис.6).
-
Разность консолей колесной пары не должна превышать 3 мм.
Консоль - расстояние от торца шейки оси до внутренней боковой поверхности обода колеса.
-
Разность диаметров по кругу катания (950+14) не более 1 мм для колес, укрепленных на одной оси, как новых, так и после ремонта.
-
Дисбаланс в плоскости каждого колеса относительно оси, проходящей через центры кругов катания колес должен быть не более 6 Нм для вагонов эксплуатируемых со скоростью от 140 до 160км/ч.
Дисбаланс - это неуравновешенность колес. Для ее снижения колесные пары подвергаются динамической балансировке (существует также статическая балансировка) на специальных балансировочных машинах.

Рис. 4. Шаблон для измерения расстояния между внутренними гранями колес (штихмас)
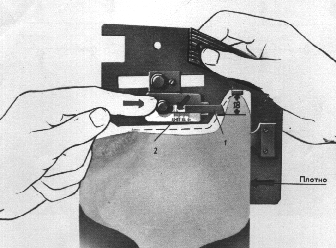
Рис. 5. Абсолютный шаблон для обмера параметров гребня и обода при замере толщины гребня
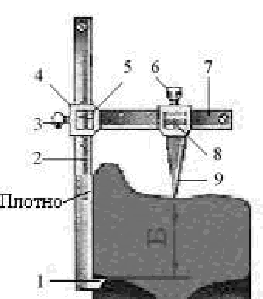
Рис. 6. Толщиномер
В процессе эксплуатации колесных пар в них образуются различные виды износа, природа образования которых может быть различная (конструкторская, технологическая, эксплуатационная, случайная и др.).
Рассмотрим основные виды дефектов и способы их обнаружения. Согласно ПТЭ от 26 мая 2000г. ЦРБ-756 не допускается выпускать в эксплуатацию колесные пары имеющие следующие виды износов и повреждения, нарушающие нормальное взаимодействие пути и подвижного состава:
-
Нарушение размера 1440 мм между внутренними гранями колес из-за сдвига колес относительно оси.
Обнаруживается внешним осмотром при наличии кольцевой трещины краски, неокрашенной полоски. Окончательно убеждаются после измерения (см. рис.4).
-
Трещины в любой части оси, обода, диске и ступице. Признаками наличия трещин являются валик из пыли, влаги и смазки, иней и бугорок краски над ней.
-
Остроконечный накат на гребне колесной пары. Обнаруживается визуально.
-
Прокат по кругу катания:
а) V<120км/ч не более 7мм - пассажирские вагоны дальнего следования,
не более 8мм - пассажирские вагоны местного и пригородного следования,
не более 9мм - рефрижераторные и грузовые вагоны;
б) 120 < V < 140км/ч не более 5мм - пассажирские вагоны.
Обнаруживается визуально с последующим измерением абсолютным шаблоном (рис.7).
-
Толщина гребня измеряется абсолютным шаблоном (рис. 5), должна составлять:
а) V<120км/ч не более 33 мм, не менее 25 мм;
б) 120 < V < 140км/ч не более 33 мм, не менее 28 мм.
-
Вертикальный подрез гребня высотой более 18мм. Обнаруживается визуально с последующим измерением шаблоном ВПГ (рис.8).
-
Ползун (выбоина) более 1мм. Возникает из-за заклинивания тормозных колодок. Обнаруживается по наличию ритмичного стука колес на ходу. Измеряется абсолютным шаблоном по разнице глубины проката в середине ползуна и рядом с ним.
Если: а) 1мм < ползун < 2мм
допускается довести такой вагон до ближайшего пункта технического обслуживания:
пассажирский с V=100 км/ч;
грузовой с V=70 км/ч;
б) 2мм < ползун < 6мм с V=15 км/ч до ближайшей станции и заменой колесной пары;
в) 6мм < ползун < 12мм с V=10 км/ч до ближайшей станции с заменой колесной пары;
г) ползун>12мм с V=10 км/ч при условии вывешивания колесной пары или исключения возможности ее вращения.
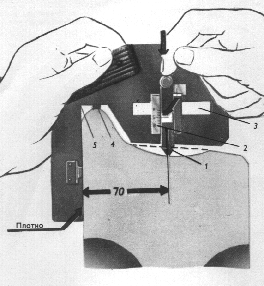
Рис. 7. Измерение величины ползуна абсолютным шаблоном
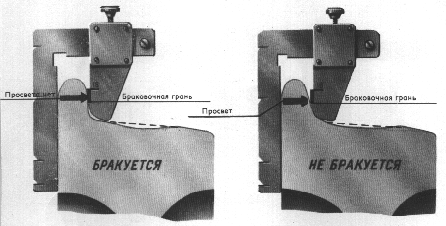
Рис. 8. Обнаружение вертикального подреза с помощью шаблона ВПГ
Вопросы для контроля знаний:
-
Что называется колёсной парой?
-
Каким требованиям должна удовлетворять колёсная пара?
-
Чем определяется тип колёсной пары?
-
Что называется осью, колесом?
-
Какими бывают колёса?
-
Неисправности колесных пар подразделяют на …
-
Виды дефектов средней части оси.
-
Дефекты в шейках осей.
-
Неисправности цельнокатных колёс.
-
Виды ремонта колёсных пар.
Форма отчета:
-
Название и цель работы
-
Используемая литература
-
Задание на практическую работу
-
Выполнение индивидуального задания по предложенной методике
-
Ответы на контрольные вопросы
Практическая работа №5
Тема: Техническая диагностика и ремонт тележек вагонов.
Цель занятия: 1.Ознакомление с основными частями грузовых и пассажирских тележек и их общей классификацией.
2.Рассмотрение некоторых моделей тележек.
3. Ознакомится с видами дефектов хребтовой балки и их ремонтом.
Литература:
-
Технология производства и ремонта вагонов. Под ред. К.В.Мотовилова. М.:Маршрут, 2003.-382с.
-
Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками. М.: Транспорт, 2005.-156с.
1.Теоретическая часть
Многоосные вагоны, в которых непосредственно колесные пары взаимодействуют с кузовом (безтележечные вагоны) не обеспечивают свободного прохода кривых участков железнодорожного пути малого радиуса. Это обстоятельство привело к объединению колесных пар в самостоятельные модули, которые стали называть тележками.
Тележки обычно состоят из следующих основных частей:
-
колесных пар;
-
буксовых узлов;
-
рессорного подвешивания;
-
рамы тележки;
-
надрессорной балки с опорами под кузов;
-
тормозной передачи.
Тележки бывают двухосные, трехосные, четырехосные. В последних двух появляются дополнительные части, которые будут описаны ниже. Тележки грузовых вагонов имеют некоторые отличия от пассажирских.
В эксплуатации используется огромный и весьма разнообразный парк тележек. Рассмотрим некоторые основные модели грузовых тележек.
Современные пассажирские вагоны оснащаются тележками с двойным рессорным подвешиванием - буксовым и центральным, которые работают последовательно, что обеспечивает высокую гибкость рессорного подвешивания. Между рамой тележки и буксами используют упругие элементы, выполняющие дополнительное подрессоривание.
В центральном подвешивании в отличие от грузовых тележек для гашения колебаний используются гидравлические гасители.
Типовыми пассажирскими тележками являются двухосные тележки ТВЗ-ЦНИИМ, обеспечивающие нормальную эксплуатацию вагонов со скоростью 160 км/ч. До 1985г. выпускались тележки типа КВЗ-ЦНИИ (Калининский вагоностроительный завод).
Все эти тележки предназначены для пассажирских, почтовых, багажных, а также специальных вагонов массой брутто до 72 т и различаются жесткостью рессорного подвешивания. Рассмотрим различные модели тележек.
1.1.Тележка модели 18-100
До 1972г. (рис.1) имела наименование ЦНИИ-Х3-О (центральный научно-исследовательский институт, конструкция Ханина, третий вариант, облегченный). Основной тип двухосной тележки, подкатывается под все виды грузовых вагонов, кроме рефрижераторных (рис.1). Состоит из:
-
двух колесных пар с четырьмя буксами -1,
-
двух литых боковых рам -2,
-
двух комплектов центрального рессорного подвешивания, в каждом от 4 до 7 двухрядных пружин,
-
двух гасителей колебаний фрикционного типа, состоящих из клина -5 и фрикционной планки -6,
-
надрессорной балки -3 с двумя скользунами -4 и подпятником -7,
-
рычажной передачи, соединяющей тормозные колодки с тормозным цилиндром, расположенным под вагоном.
Тормоз тележки колодочный с односторонним нажатием колодок. Скользуны надрессорной балки - литые, имеют колпаки и прокладки для регулировки зазоров. Опирание вагона на тележку осуществляется через подпятник. У стоящего стационарно вагона сумма зазоров между левыми и правыми скользунами тележек и вагонной рамы должна находиться в диапазоне 4…20 мм.
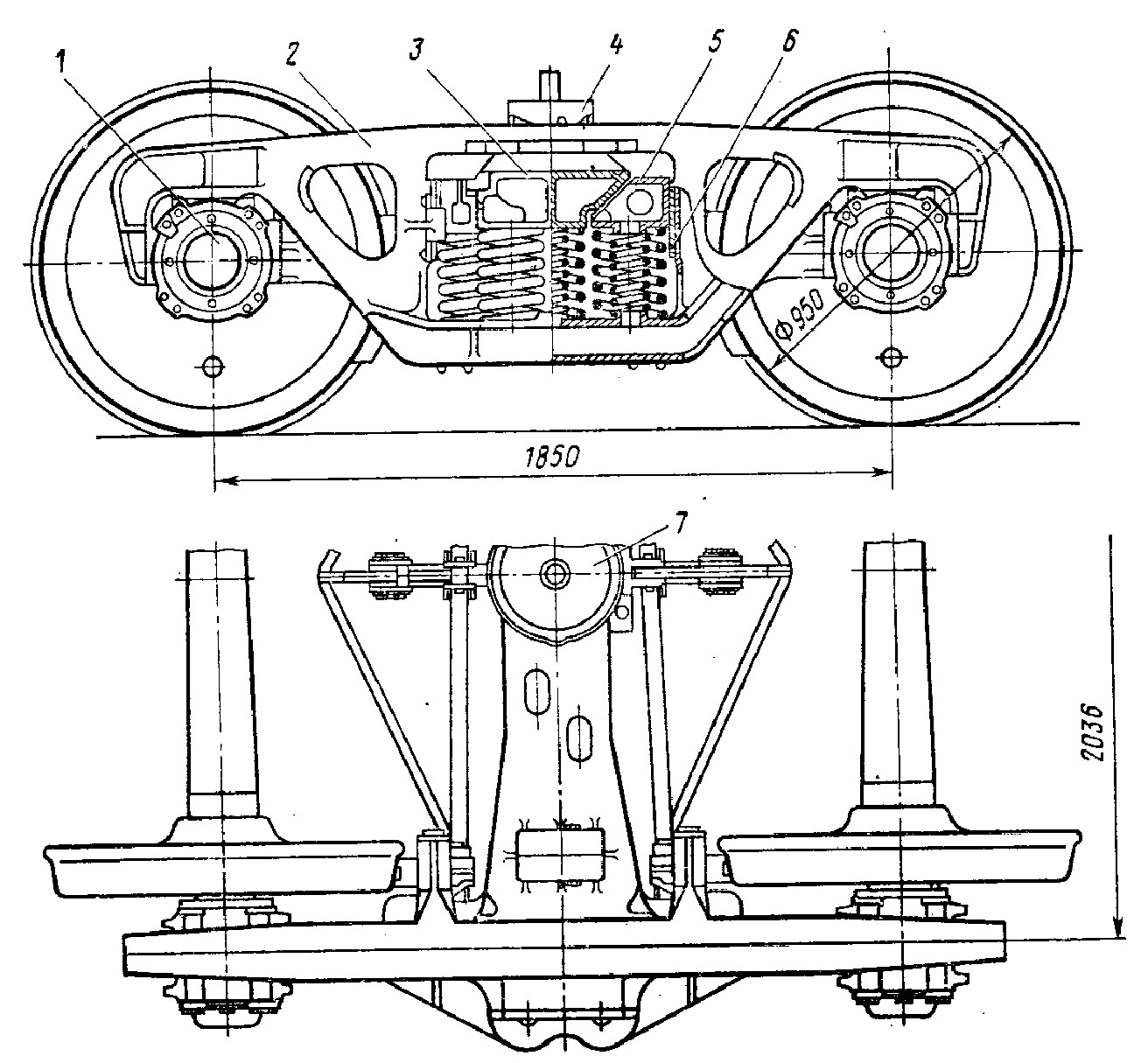
Рис. 1. Тележка модели 18-100
1.2.Тележки модели 18-755
Крюковским вагоностроительным заводом разработана усиленная тележка модели 18-755 для грузовых вагонов с нагрузкой от колесной пары на рельсы 245 кН. Колесные пары для нее - типовые, усиленные с шейками осей диаметром 140мм. Опирание боковых рам на буксы - через резиновые прокладки. Опирание кузова на тележку - через подпятник и одновременно через упруго-фрикционные скользуны. Боковые рамы и надрессорная балка усилены, жесткость рессор - увеличена.
1.3.Тележки модели 18-115
Для специализированных грузовых вагонов, эксплуатирующихся при скоростях до 140 км/ч, разработана тележка 18-115 с повышенной гибкостью рессорного подвешивания. Опирание кузова на тележку и боковых рам на корпуса букс - такие же, как у тележки 18-755. В отличие от гасителей колебаний тележки 18-100 применяется усеченный фрикционный клин с повышенным коэффициентом трения.
1.4.Тележки модели 18-102
Трехосная тележка (тип УВЗ-9М) модели 18-102 имеет четыре боковые рамы, три колесные пары с буксами, два балансира, две надрессорные балки, четыре комплекта рессорного подвешивания, шкворневую балку с подпятником и приваренными скользунами, тормозную рычажную передачу. Каждый комплект рессорного подвешивания состоит из четырех двухрядных пружин и одного пружинно-фрикционного амортизатора. Тележка подкатывается под 6-ти осные полувагоны, в настоящее время используемые на путях промышленного транспорта.
1.5.Тележки модели 18-101
Четырехосная тележка 18-101 состоит из двух двухосных тележек модели 18-100, связанных между собой соединительной балкой. Опирание кузова может осуществляться на пятник и скользуны (при качении вагона) соединительной балки, которая в этом случае опирается на подпятник и скользуны (при качении вагона) тележек. Другой вариант опирания кузова вагона - на подпятник соединительной балки и непосредственно на скользуны (при качении вагона) тележек. В этом случае соединительная балка не имеет скользунов и опирается только на подпятники тележек, ее вес облегчен на 1,5 т (равен 0,5 т). Тележка подкатывается под 8-ми осные полувагоны и цистерны.
1.6.Тележки КВЗ-И2
Данные тележки предназначены для рефрижераторных вагонов. Тележка состоит из двух колесных пар, буксовой и центральной ступеней рессорного подвешивания, рамы и тормозного оборудования. Буксовое рессорное подвешивание включает в себя два шпинтона и две однорядные пружины, опирающиеся через резиновые шайбы на кронштейны корпуса буксы. Центральное подвешивание состоит из надрессорной балки, двух эллиптических рессор, подрессорной балки, двух люлечных балок, четырех люлечных подвесок и предохранительных скоб.
1.7. Тележки КВЗ-ЦНИИ
Тележки КВЗ-ЦНИИ выпускались двух типов:
КВЗ-ЦНИИ-I - для вагонов массой до 60 т;
КВЗ-ЦНИИ-II - для вагонов массой до 72т.
Различаются эти тележки по жесткости рессорного подвешивания и по конструкции рамы. По внешнему виду тележки отличаются числом гасителей колебаний. У КВЗ-ЦНИИ-I с каждой стороны боковых рам по одному гидравлическому гасителю, а у КВЗ-ЦНИИ-II - по два.
На рис.1 изображена тележка КВЗ-ЦНИИ-II, основными элементами которой являются:
-
Рама тележки 3 - сварная, Н-образной формы. Состоит из продольных и поперечных балок.
-
Надрессорная балка - сварная коробчатого сечения. Посередине на ней находится подпятник. По концам через кронштейны она связана через гидравлические гасители колебаний с рамой тележки. На надрессорной балке расположены горизонтальные и вертикальные скользуны, ограничивающие соответствующие перемещения.
-
Рессорное подвешивание: буксовая ступень 1 включает два одинаковых параллельно работающих комплекта, каждый из которых состоит из шпинтона, двух вложенных друг в друга пружин и фрикционных гасителей колебаний; центральная ступень состоит из двух параллельных комплектов, на которых расположена надрессорная балка. Каждый комплект включает две трехрядные пружины, опирающиеся на поддон 6, подвешенный шарнирно посредством серег 5 и подвесок. Поддон с подвесками называют люлькой, которая может качаться поперек и вдоль вагона.
-
Гидравлические гасители колебаний 7 телескопического типа.
-
Поводки 8 (по одному с каждой стороны тележки), ограничивающие перемещение надрессорной балки относительно рамы.

Рис. 1. Тележка КВЗ-ЦНИИ тип II
1.8. Тележки ТВЗ-ЦНИИМ
Представляют собой вариант дальнейшего развития конструкции тележки типа КВЗ-ЦНИИ. Кузов опирается на тележку через скользуны надрессорной балки. Основное преимущество - увеличение поперечной гибкости центрального подвешивания за счет изменения конструкции подвесок люльки, что повышает плавность хода вагона. Отличия от конструкции тележки КВЗ-ЦНИИ заключаются в следующем:
1.) Шарнирные тяги крепятся к раме тележки так, что исключает их колебания поперек вагона (люлечные подвески - однозвенные).
2.) Увеличен статический прогиб рессорного подвешивания до 0,225 м.
3.) Скорость эксплуатации повышена до 180 км/ч.
1.9. Тележки КВЗ-5
Тележка КВЗ-5 в настоящее время снята с эксплуатации, ее изучение представляет интерес с точки зрения исторического развития конструкций пассажирских тележек. Конструкция тележки КВЗ-5 отличается следующим:
-
Нагрузка с кузова передается через подпятник. Между скользунами - зазор в 24 мм. Поводков нет.
-
Пружины центрального и буксового подвешиваний - более жесткие.
-
Скорость эксплуатации до 140 км/ч.
1.10. Тележки (ТСК-1)
Применяются для вагонов скоростных поездов (до 200 км/ч). Имеют следующие отличия:
-
Центральное подвешивание - безлюлечное с пневматическими рессорами.
Гасители колебаний - гидравлические демпферы (вертикальные и горизонтальные);
-
Два вида тормозов - дисковый и магнитно-рельсовый. Дисковый (4 диска расположены на осях) используют для служебного торможения. Для экстренного добавляют магнитно-рельсовое торможение.
В таблице 1 указаны технические характеристики рассмотренных типов вагонов.
Т аблица 1
аблица 1
Рама вагона является основным несущим элементом кузова, на который действует комплекс статических и динамических сил: вертикальные - от веса кузова вагона; горизонтальные поперечные -от центробежной силы и давления ветра; продольные - ударные и тяговые. В результате действия этих нагрузок в элементах рамы вагона появляются износы и различные повреждения, специфичные для различных элементов рамы. Рамы вагонов изготавливают из сталей марок 09Г2, 09Г2Д, 09Г2С, 10Г2БД.
1.11 Повреждение и ремонт хребтовой балки
Наиболее часто встречающимися повреждениями хребтовой балки в зоне упоров поглощающих аппаратов являются: трещины, износы и перекосы упоров, ослабление заклепок, крепящих упоры к вертикальной стенке хребтовой балки, износы предохранительных планок на вертикальных стенках хребтовой балки между упорами и коррозия стенок хребтовой балки.
Трещины возникают под действием больших продольных сил, передаваемых от поглощающих аппаратов через упоры на хребтовую балку. Трещины появляются чаще в зонах вблизи упоров или развиваются от отверстий под заклепки, как от концентраторов напряжений. Появление этих трещин интенсифицируется перекосами упоров и износами их опорных поверхностей.
Влияние перекосов в установке упоров резко снизилось применением объединенных передних и задних упоров. Износы опорных поверхностей упоров от взаимодействия с поглощающим аппаратом имеют неодинаковую величину, что приводит к перекосу поглощающего аппарата и концентрации продольных сил на отдельные упоры.
Трещины в консольной части хребтовой балки А (рис. 2) разрешается устранять заваркой, если они, зарождаясь на горизонтальной полке, поражают вертикальную стенку не более чем на 50 % высоты хребтовой балки. В этом случае конец трещины засверливают сверлом диаметром 6... 12 мм , чтобы трещина не распространялась далее, сама трещина разделывается рубкой, дуговой или кислородной строжкой с последующей зачисткой шва, после чего трещину заваривают. Заварка трещин в стенках толщиной более 8 мм должна выполняться в несколько слоев и перед наложением очередного слоя поверхность предыдущего должна быть очищена от шлаковой корки. Кроме того, после заварки дефекта производят с противоположной стороны вырубку корня шва и подварку его.
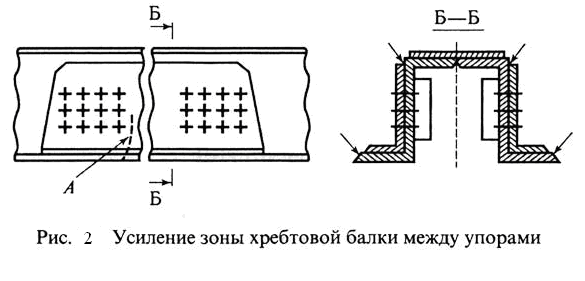
Зона с заваренной сквозной трещиной подлежит усилению путем постановки накладки. Усиливающие накладки должны быть изготовлены из той же марки стали, из какой изготовлена ремонтируемая балка. В зависимости от характера распространения трещины накладки могут быть плоскими, угловыми или коробчатыми. Толщина накладки должна быть не менее 0,8...1,0 толщины стенки балки.
Перед постановкой накладки выпуклость сварного шва трещины должна быть удалена, накладка должна быть очищена и подогнана к усиливаемому элементу, чтобы местные зазоры прилегания не превышали 1,5 мм для угловых и коробчатых накладок и не более 1 мм для плоских.
Усиление зоны расположения упоров производят накладкой, которую крепят заклепками передних и задних упоров. В средней части между упорами накладки крепят пятью располагаемыми в шахматном порядке заклепками с потайными головками с внутренней стороны хребтовой балки.
После постановки заклепок усиливающую накладку необходимо обварить по периметру. Как правило, протяженность сварного шва превышает 300 мм , поэтому этот сварной шов следует заварить обратноступенчатым способом с длиной ступеней 150...200 мм. Такая методика обварки периметра усиливающей накладки существенно снижает остаточные термические напряжения и деформации.
Ослабление заклепок происходит под действием продольных сил, особенно, в случае недостаточно качественной их постановки. С целью повышения надежности крепления упоров предлагается перейти на крепление упоров к хребтовой балке сваркой и это предложение внедрено на некоторых типах вагонов.
Ослабленные заклепки упоров ремонтируют их заменой, износ или перекос опорных поверхностей упоров хребтовой балки до 3 мм допускается оставлять без исправления, а при больших износах восстанавливают наплавкой с последующей механической обработкой. При глубине износа более 5 мм разрешается приварка планок соответствующих размеров.
В вагонах старой конструкции встречаются протертости вертикальных стенок хребтовой балки в зонах между упорами. Эти износы образуются от взаимодействия с выступающей опорной частью корпуса поглощающего аппарата и боковыми гранями упорной плиты автосцепного устройства.
Стенка хребтовой балки с протертостью глубиной более 4 мм при капитальном ремонте усиливается накладкой, аналогично усилению зоны трещины.
В новых конструкциях вагонов эта зона хребтовой балки на этапе постройки усиливается предохранительной планкой и поэтому в эксплуатации изнашивается эта планка, а не стенка хребтовой балки.
Изношенную планку легко заменить при любом плановом ремонте.
Коррозионные износы балок рамы вагона устраняют в соответствии с требованиями, изложенными в предыдущем разделе.
Другой наиболее повреждаемой зоной хребтовой балки является зона в районе шкворневой балки. Для этой зоны характерны два вида трещин: трещины в стенках хребтовой балки и трещины по сварным швам приварки вертикальных стенок шкворневой балки к хребтовой.
Трещины в стенках хребтовой балки (рис. 3) образуются под действием продольных сил и зарождаются от сварного шва, как от концентратора напряжений.
При распространении трещины А в сторону упоров на расстояние до 200 мм разрешается заварка и усиление хребтовой балки профильной накладкой при условии, если трещина распространяется по вертикальной стенке не более чем на 50 % высоты хребтовой балки.
Накладка на хребтовую балку должна быть длиной не менее 0,5 м, устанавливаться симметрично относительно трещины и, при необходимости, крепиться на заклепки заднего упора и надпятникового усиления, после чего привариваться по периметру.
Для заварки такой трещины и ее усиливающей накладки необходимо вырезать часть вертикального листа шкворневой балки шириной не более 300 мм (см. рис. 3). После заварки трещины А и приварки накладки Б вертикальный лист шкворневой балки дол жен быть восстановлен приваркой накладки или вваркой вставки Г.
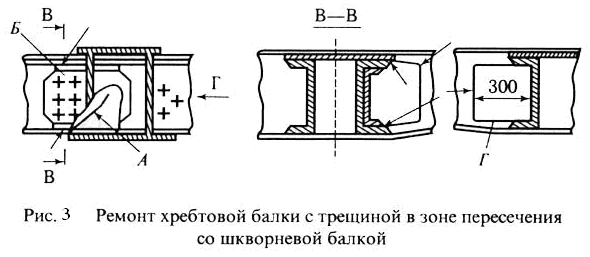
Трещины по сварному шву приварки шкворневой балки к хребтовой балке возникают в основном под действием дополнительных вертикальных сил при перевалке кузова вагона. При этом трещина зарождается, как правило, в зонах изменения направленности сварного шва, как от концентратора напряжений.
Другими дефектами хребтовой балки и других продольных балок являются деформации в вертикальной и горизонтальной плоскостях.
Не подвергают правке рамы, имеющие прогибы в вертикальной и горизонтальной плоскостях не более 25 мм для хребтовых и боковых балок и до 10 мм по консолям для промежуточных и концевых балок. При больших прогибах балки рамы подвергают правке на специальных стендах с использованием гидродомкратов, с предварительным местным подогревом.
В концевых балках наиболее повреждаемыми зонами является зона расположения ударной розетки и зоны около угловых стоек (рис. 4).
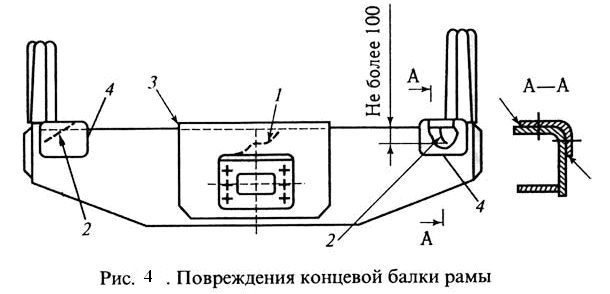
В зоне расположения ударной розетки трещины 1 на вертикальном листе балки образуются под действием продольных сил, передаваемых от упора автосцепки на выступ ударной розетки, когда поглощающий аппарат полностью исчерпал свою энергоемкость. Эти трещины зарождаются в углах проема для прохода хвостовика автосцепки или от отверстий под заклепки, крепящие ударную розетку на вертикальном листе концевой балки, как от концентраторов напряжений.
Трещины 2 в зонах приварки угловых стоек зарождаются от сварных швов или по целому металлу под действием больших напряжений, возникающих в сечении заделки стоек от распора кузова особенно при перевозке лесоматериалов при загрузке с выходом за пределы концевого сечения вагона. Кроме того, большие напряжения возникают в этих сечениях при разгрузке сыпучих грузов на вагоноопрокидывателях.
Устранение трещин 1 производится по ранее описанной схеме с постановкой усиливающей накладки 3под ударную розетку. При этом выступ ударной розетки должен быть профрезерован на величину толщины усиливающей накладки, чтобы сохранить расстояние между выступом ударной розетки и упором головы автосцепки.
Трещины 2 вблизи угловых стоек устраняются аналогично, путем постановки накладок 4 по схеме, представленной на рис. 4.
При капитальном ремонте грузовых вагонов разрешается устранять следующие повреждения:
• заварка не более двух трещин и одного излома в любом месте концевой балки с усилением накладками;
• частичная замена (не более половины длины) профильной штампованной балки с последующим усилением накладкой;
• полная или частичная замена порога или заварка не более трех трещин с усилением накладками;
• ремонт сваркой с постановкой усиливающих планок толщи ной 8 мм штампованных балок, имеющих повреждения в местах постановки кронштейнов расцепного рычага.
Уровень повреждаемости поперечных (шкворневых и промежуточных) балок высок, особенно у полувагонов. Это связано с методами ведения погрузочно-разгрузочных работ. В поперечных балках полувагонов можно выделить четыре группы дефектов.
Трещины и деформации верхнего горизонтального листа (рис. 5) образуются при погрузке и разгрузке навалочных грузов с помощью мощных экскаваторов, особенно крупнокускового груза, и когда не в полной мере обеспечиваются правила погрузки и разгрузки.
Деформированные верхние листы подвергают правке. Трещины в листах длиной до 30 мм заваривают без постановки усиливающих накладок. При большей длине трещин и при изломах заварка их производится с постановкой усиливающих накладок при условии, что на горизонтальном листе при капитальном ремонте допускается постановка не более двух усиливающих накладок.
Трещины в зоне приварки вертикальных листов шкворневых и промежуточных балок к хребтовой балке (рис. 6) образуются в результате действия больших изгибных напряжений, а также из-за наличия концентраторов напряжений в сварном шве.
Заварка трещин А, а также изломов и коррозионных повреждений вертикальных листов производится с последующим усилением этих зон накладкой Б.
В полувагонах дополнительно часто встречается разрушение зоны приварки упоров крышек люков к вертикальному листу поперечных балок (рис. 7). К дефектам этой зоны относятся трещины по сварному шву и даже вырывы кронштейнов вместе с прилегающей частью вертикального листа балки.

Эти дефекты возникают при разгрузке полувагонов через люки, когда после открывания запорного устройства крышка люка вместе с лежащим на ней грузом падает на кронштейн. Дополнительными факторами являются наличие подрезов основного металла вертикального листа в зоне сварного шва и зеркальное расположение кронштейнов с двух сторон вертикального листа, когда сварные швы располагаются по обе стороны вертикального листа один против другого, тем самым ослабляя стенку вертикального листа.
Дефектные сварные швы вырубают и проваривают с последующим усилением зоны штампованной накладкой, которая непосредственно к упору крышки люка не приваривается.

При проведении сварочных работ на раме следует применять при ручной дуговой сварке электроды марки УОНИ-13/45, УОНИ-13/55, УОНИ-13/55К. Сварку указанными электродами целесообразно выполнять короткой дугой на постоянном токе обратной полярности.
Электроды перед сваркой должны быть прокалены с целью удаления влаги.
Вопросы для контроля знаний:
-
Дефекты тележек грузовых вагонов.
-
Повреждаемость функциональных планок вагонов.
-
Повреждаемость функциональности клиньев.
-
Повреждаемость надрессорных балок.
-
Повреждаемость соединительных балок 4-х осных тележек.
-
Технологический процесс ремонта тележек грузовых вагонов.
-
Неисправности и ремонт пружин и рессор.
-
Анализ повреждаемости и ремонт гидравлических гасителей колебаний.
-
Повреждаемость и ремонт хребтовой и шкворневой балок
Форма отчета:
-
Название и цель работы
-
Используемая литература
-
Задание на практическую работу
-
Выполнение индивидуального задания по предложенной методике
-
Ответы на контрольные вопросы
Практическая работа №6
Тема: Техническое диагностика и ремонт автосцепного устройства
Цель: Изучить виды дефектов и технологии ремонта автосцепного устройства.
Литература:
-
Технология производства и ремонта вагонов. Под ред. К.В.Мотовилова. М.:Маршрут, 2003.-382с.
-
М.П. Михалевич Технология производства и ремонта вагонов. ДВГУПС.- 2004-442с.
1.Теоретическая часть
Автосцепное устройство полужесткого типа с автосцепкой СА-4 разработано для применения на грузовых вагонах нового поколения с повышенной осевой нагрузкой.
Применение автосцепки СА-4 взамен традиционной СА-3 позволяет:
-
повысить надежность работы механизма сцепления, устранить саморасцепы;
-
сократить обрывы автосцепок в эксплуатации;
-
исключить перестановку вагонов при формировании поездов из-за превышения разницы более 100 мм между продольными осями автосцепок;
-
исключить случаи забуферения вагонов за счет увеличения бокового захвата автосцепки до 220 мм вместо 175 мм у автосцепки СА-3;
-
исключить падение автосцепки на путь в случае ее обрыва или неправильного крепления на вагоне;
-
увеличить межремонтный пробег за счет упрочнения изнашиваемых поверхностей износостойкой наплавкой.
Установка новых автосцепных устройств не требует модернизации рамы и может выполняться как при изготовлении новых вагонов с повышенной осевой нагрузкой, так и при проведении плановых видов ремонта существующих грузовых вагонов.
В соответствии с включенным в "Инструкцию по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог" перечнем ИРТРАНС поставляет оборудование и технологическую оснастку КПА и отделений автосцепки. Оснастка изготавливается в соответствии с требованиями ТУ, согласованными ОАО "РЖД", и позволяет проводить работы по правке, наплавке, механической обработке и межцеховой транспортировке деталей автосцепного устройства. По требованию заказчика ИРТРАНС обеспечит также ритмичные поставки необходимых расходных материалов и инструмента.
Техническое обслуживание и ремонт автосцепного устройства.
Техническое обслуживание и ремонт автосцепного устройства должны выполняться в соответствии с ОСТ 32.15-81 "Техническое обслуживание и ремонт вагонов.
Требования безопасности.
Во время осмотра и ремонта автосцепного устройства на станционных путях одиночные вагоны, группы вагонов или поезд должны быть ограждены переносными сигналами - красным щитом или красным флагом днем и фонарем с красным огнем на шесте ночью. Сигналы устанавливать на расстоянии 50 м от вагона или группы вагонов с обоих концов. Если вагоны находятся на расстоянии менее 50 м от предельного столбика, переносной сигнал с этой стороны устанавливают на оси пути против предельного столбика. Помимо сигналов, вагон или группу вагонов ограждают тормозными запирающими башмаками, укладываемыми на обоих рельсах не ближе 25 м от крайнего вагона или против предельного столбика, если расстояние от него до крайнего вагона менее 25 м. Если при ремонте автосцепного устройства необходимо расцепить вагоны, они должны быть раздвинуты на расстояние не менее 5 м, и со стороны промежутка под колеса расцепленных вагонов подкладывают башмаки. Нельзя расцеплять вагоны при движении. Детали автосцепного устройства, которые могут упасть на путь и нарушить безопасное передвижение вагона по путям к месту ремонта, должны быть заменены или надежно временно закреплены. Если это сделать невозможно, передвижение вагона может быть допущено только под непосредственным наблюдением мастера, причем присутствие людей на опасном от вагона расстоянии не допускается.
Переносить и устанавливать автосцепки на вагон должны не менее чем четыре слесаря. При этом, чтобы избежать соскальзывания автосцепки, необходимо пользоваться досками. Запрещается переносить тяжелые детали автосцепного устройства под вагонами.
Прежде чем приступить к ремонту автосцепного устройства, у платформ и полувагонов необходимо осмотреть и, если потребуется, привести в полную исправность запоры бортов и люков. Люки полувагонов должны быть закрыты, а борта платформ подняты и закреплены. Обстукивать корпус аппарата с заклинившими деталями можно только без выемки аппарата и передней упорной плиты из тягового хомута. Нельзя отвинчивать гайку стяжного болта у заклинившегося поглощающего аппарата.
Оборудование, применяемое при ремонте автосцепного устройства в контрольных пунктах, должно быть расставлено в соответствии с технологическим процессом. Проходы между стендами и станками, предназначенные для передвижения рабочих и внутрицехового транспорта, должны соответствовать нормам проектирования механических и сборных цехов. Вновь установленное или вышедшее из ремонта оборудование может эксплуатироваться только после приемки его комиссией в составе начальника или главного инженера депо (завода), инженера по технике безопасности и представителя профсоюзной организации.
Все открытые вращающиеся части станков и приспособлений должны иметь защитные ограждения. Техническое освидетельствование и обслуживание подъемных устройств, а также работы на них должны производиться в соответствии с действующими Правилами устройства и безопасной эксплуатации грузоподъемных кранов, утвержденными Госгортехнадзором. Стенды и приспособления к станкам должны надежно удерживать детали в процессе их ремонта. Зачищать поверхности переносной шлифовальной машинкой необходимо в помещении контрольного пункта на специально выделенном месте, оборудованном индивидуальным пылеотсасывающим устройством. Целесообразно применять пылеприемники с нижним откосом. Установка шлифовальных кругов, эксплуатация их и испытание должны соответствовать требованиям действующих стандартов.
Переносные электролампы, применяемые для осмотра внутренних частей корпуса автосцепки, поглощающего аппарата и для других целей, должны быть рассчитаны на напряжение не выше 36 В и иметь защитные устройства. Штепсельные соединения (розетки, вилки) сети 36 В по своему конструктивному исполнению должны исключать возможность включения вилок 36 В в штепсельные розетки с напряжением 220 или 110В.
Штепсельные соединения, рассчитанные на напряжение свыше 36 В, должны иметь контакты принудительного и опережающего включения провода, заземляющего корпус включаемого электродвигателя. В случае прекращения подачи электроэнергии во время работы или перерыва в работе электродвигатели приспособлений и станков должны быть отключены от электросети.
Все слесарные работы по ремонту автосцепки должны выполняться только исправным инструментом. При обработке деталей на станках, стендах или при работе зубилом или крейцмейселем необходимо пользоваться защитными очками, а место работы ограждать ширмами или щитками из сетки с мелкими ячейками. Периодически (но не реже одного раза в месяц) следует проверять состояние приспособлений и инструмента. Неисправные приспособления и инструмент заменить исправными.
Электросварочные работы необходимо выполнять в кабинах, каркас которых изготовляют из труб или уголков, а стенки - из тонкой листовой стали или брезента, пропитанного огнезащитным составом. Чтобы улучшить вентиляцию, стенки не доводят до пола на 100--150мм. Кабина должна хорошо освещаться, так как сварщику в процессе работы часто приходится проверять качество и правильность наплавки. Все оборудование и приспособления для электросварочных работ должны удовлетворять требованиям действующих правил техники безопасности. Корпус сварочной машины или трансформатора, а также свариваемая деталь должны быть надежно заземлены. Рабочий провод, подводящий ток от сварочной машины или трансформатора к электродвигателю, надежно изолируется и защищается от механических повреждений. Помимо щитков и шлемов с защитными стеклами, предохраняющими глаза от лучей электрической дуги, сварщики должны иметь очки для защиты глаз при очистке сварочных швов от шлака или окалины.
Каждое рабочее место сварщика должно быть оборудовано местной вентиляцией для отвода газов, образующихся при сварке, причем температурный режим в кабине должен соответствовать санитарным нормам проектирования промышленных предприятий, установленным для горячих цехов.
Шлифовальные круги не должны иметь биения по окружности. Большой круг (диаметр 300 мм) должен быть отбалансирован и иметь паспорт проверки на прочность. Во время обработки шлифовальных кругов шарошкой необходимо пользоваться респираторами и защитными очками. При работе со шлифовальными кругами надо следить, чтобы стружка летела от работающего.
Флюсоудерживающие приспособления можно снимать только после затвердения шлаковой корки, так как расплавленный флюс при растяжении образует острые иглы, которыми можно поранить руки. Сбивать шлаковую корку с наплавленной поверхности и зачищать поверхность шлифовальным кругом сварщик должен в рукавицах и защитных очках с прозрачными стеклами.
Вопросы для контроля знаний:
-
Анализ повреждаемости автосцепного устройства.
-
Причины саморасцепов автосцепок.
-
Система осмотров и ремонта автосцепного устройства вагонов.
-
Что позволяет применении автосцепки?
-
Требования техники безопасности при техничкском обслуживании автосцепного устройства.
-
Оборудование, применяемое при ремонте автосцепного устройства.
-
Чем должно быть оборудовано рабочее место сварщика.
-
Где выполняется электросварочные работы.
Форма отчета:
-
Название и цель работы
-
Используемая литература
-
Задание на практическую работу
-
Выполнение индивидуального задания по предложенной методике
-
Ответы на контрольные вопросы
ПРАКТИЧЕСКАЯ РАБОТА №7
Тема: Техническое состояние и ремонт полувагонов
Цель занятия: 1.Ознакомление с основными частями полувагонов
2.Рассмотрение видов полувагонов
3.Ознакомится с видами дефектов полувагонов и их ремонтом.
Литература:
-
Технология производства и ремонта вагонов. Под ред. К.В.Мотовилова. М.:Маршрут, 2003.-382с.
-
М.П. Михалевич Технология производства и ремонта вагонов. ДВГУПС.- 2004-442с.
Методические указания:
-
Назначение полувагона
Полувагоны предназначены для перевозки массовых сыпучих и навалочных грузов, не требующих защиты от атмосферных осадков,- руды, леса, угля, металла, а также автомашин, сельскохозяйственной техники и др. Этот тип вагона позволяет широко применять механизированную погрузку и выгрузку, в том числе и на вагоноопрокидывателях. Перевозка таких массовых грузов, как руда, каменный уголь, лес и др., осуществляется маршрутами. Практика показала, что для маршрутных перевозок массовых тяжелых грузов, особенно на грузонапряженных направлениях, нужны большегрузные восьмиосные полувагоны с повышенными нагрузками на 1 м пути.
Универсальные четырёхосные полувагоны модели 12-753 спроектированы по габариту 0-ВМ и предназначены для перевозки сыпучих, крупнокусковых, штучных и других грузов, не требующих защиты от атмосферных осадков. Кузова этих полувагонов цельнометаллические, выполнены из типовых профилей.
Полувагоны оборудованы подножками и поручнями, необходимыми для безопасной работы составителей, а также наружными и внутренними лестницами, расположенными по диагонали на боковых стенах с внутренней и наружной сторон кузова. Для навески поездных сигналов кузова снабжены кронштейнами, а для увязки и крепления груза снаружи и внутри кузова оборудованы скобами и кольцами. Для возможности перевозки лесоматериалов с «шапкой» предусмотрены скобы для установки лесных стоек. Для подтягивания вагона с помощью лебёдки снаружи кузова приварены чалочные приспособления.
-
НЕИСПРАВНОСТИ КУЗОВА ПОЛУВАГОНА И ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ
Наиболее характерными неисправностями кузова являются трещины, пробоины, прогибы, вмятины, коррозионные повреждения металлических деталей. Основными причинами возникновения неисправностей являются нарушение правил погрузки и выгрузки грузов, правил маневровых работ и нарушение тех. процесса ремонта.
ДЕФЕКТАЦИЯ И РЕМОНТ КУЗОВА ПОЛУВАГОНОВ

Кузов полувагона цельнометаллический, с четырнадцатью разгрузочными люками в полу и двустворчатыми торцевыми дверями. Он состоит из рамы, двух боковых и двух торцевых стен, а также пола, образованного крышками люков. Торцевые створки двери навешиваются тремя петлями на кронштейны угловых стоек боковых стен и при необходимости открываются вовнутрь. Левая створка фиксируется в закрытом положении нижним запором в виде закидки, а правая - верхним клиновым запором. Наружная лестница и поручень установлены для удобства обслуживания вагона в эксплуатации.
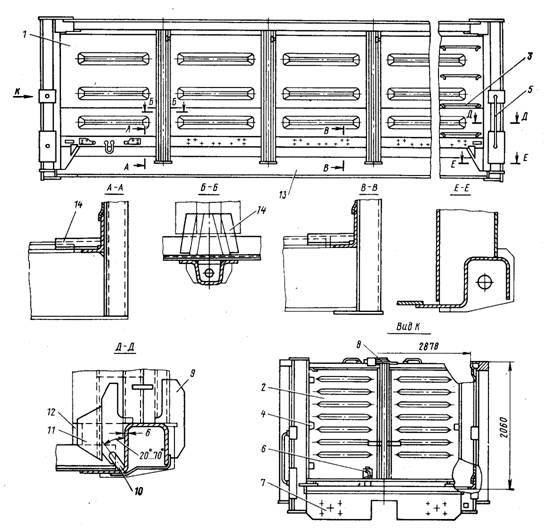
Рис. 1 Элементы кузова полувагона
Для придания необходимой прочности крепления угловых стоек к концевым балкам рамы и нижним обвязкам стен их соединения усилены накладками. Соединения промежуточных стоек с поперечными балками рамы также усилены накладками. На концевых балках рамы предусмотрены посадочные места для постановки буферных стаканов на случай сцепления с вагонами, оборудованных винтовой стяжкой.
Ремонт элементов кузова полувагона сваркой, производится в соответствии с действующей ремонтной документацией на производство сварочных и наплавочных работ при ремонте грузовых вагонов.
Прогибы верхней обвязки без усиления накладками устраняют правкой. Допускается оставлять без ремонта прогиб верхней обвязки не более 10 мм на 1 м длины между стойками.
Трещину или излом верхней обвязки допускается устранять сваркой с последующей постановкой накладки или вставками. После ремонта, при замене частей верхней обвязки, допускается не более одного стыка между смежными стойками, но не более 3-х на одной стене полувагона.
Допускается оставлять без ремонта местные вмятины, не имеющие трещин на стойках кузова омегообразного профиля глубиной не более 30 мм. При глубине, более указанной, разрешается ставить декоративные накладки.
При одновременном вертикальном изгибе верхней и нижней обвязок (стенок) кузова сверх установленных допусков, (более 10 мм на 1 м длины или более 25 мм на всю длину стены) металлическую обшивку по стойкам на высоту прогиба срезают, выправляют обвязки и устанавливают новую вставку металлической обшивки с последующей ее приваркой катетом сварочного шва 5 мм. Допускается полная замена верхней обвязки.

Рис. 2 Установка вставки металлической обшивки
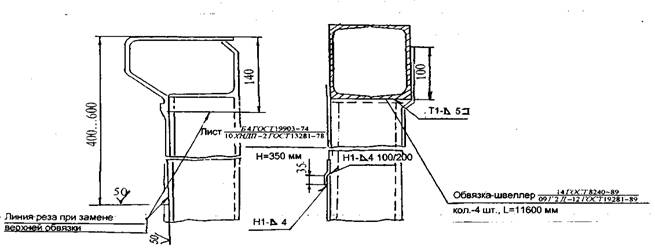
Рис. 3 Ремонт верхней обвязки (вариант ремонта замены обвязки)
Вмятины на металлической обшивке глубиной более 40 мм выправляют, трещины заваривают с постановкой накладки с внутренней стороны. Листы с коррозией более половины площади листа с глубиной более 0,5 толщины листа заменяют новыми. Нижнюю обвязку полувагона, имеющую коррозионные повреждения более 1/3 толщины элемента на длине 1/3 длины ремонтируют сваркой с последующим усилением поврежденных мест односторонними накладками, перекрывающими поврежденные места не менее 50 мм на сторону. При коррозионных повреждениях более 1/3 толщины на длине более 1/3 длины нижнюю обвязку заменяют.
При ремонте нижней обвязки в месте установки и приварки накладки разрешается вырезать часть нижней кромки металлической обшивки на длину устанавливаемой накладки.
Трещины нижней обвязки заваривают, зачищают до основного металла, устанавливают накладку с последующей обваркой сплошным швом по всему периметру. Допускается перекрывать трещины одной накладкой, если расстояние между ними менее 150 мм. Накладка должна дополнительно крепиться электрозаклепками в количестве не менее двух.
Вырывы на горизонтальной полке допускается ремонтировать вставкой в количестве не более двух штук с установкой накладки и обваркой сплошным швом. Поперечные швы не допускаются.
При наличии на штампованной стойке омегообразного сечения одного из дефектов: излома, трещины, выходящей на вертикальные стенки, коррозии более 1/3 толщины или подреза полок стойки более 20 мм и расположении поврежденного места на расстоянии менее 300 мм от верхней кромки, нижней обвязки кузова, разрешается ремонтировать стойку на месте, путем постановки новой части стойки на высоту не менее 300 мм от верхней кромки нижней обвязки. При этом стойку соединяют с новой частью односторонним сварным швом с приваркой усиливающей накладки толщиной 6 мм, перекрывающий сварной шов не менее 50 мм на сторону с последующей обваркой накладки по всему периметру. Нижнюю часть стойки, приваренную к нижней обвязки дополнительно крепят электрозаклепками диаметром 20 ±1 мм.

1 - нижний обвязочный угольник; 2 - стойка кузова; 3 - электрозаклепка
Рис. 4 Дополнительное крепление стойки электрозаклепками
Допускается производить замену стойки. При коррозии менее 1/3 толщины полок их ремонтируют постановкой усиливающей накладки. При подрезе полок сваркой до10 мм разделывают швы с последующей приваркой стоек. При подрезе полок сваркой более 10 мм, но не более 20 мм, сварочные швы разделывают, стойки приваривают с последующей приваркой усиливающих накладок с той и другой стороны стойки.
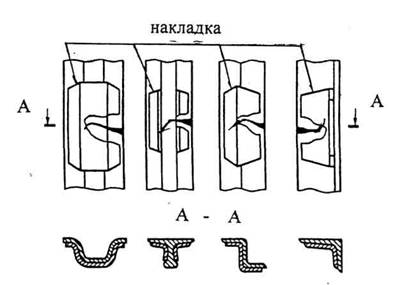
Рис. 5 Варианты ремонта стоек кузова
Накладка должна перекрывать расстояние от краев подреза не менее 30 мм с плавным переходом к краю полке. Ремонтировать таким способом две рядом стоящие стойки на вагоне - запрещается.
Если трещина на стойке гнутого профиля не переходит на вертикальную стенку, трещину разрешается заваривать с последующей постановкой усиливающей накладки. Таким образом, разрешается устранять трещины на обеих горизонтальных полках стойки.
При установке новой стойки кузова, её приваривают односторонним сварным швом к верхней обвязке. При этом усиление верхней обвязки снимают с последующим его восстановлением.
Трещины в металлической обшивке длиной до 100 мм заваривают без постановки усиливающей накладки. Местные прожоги листа металлической обшивки устраняют сваркой. Все трещины длиной более 100 мм заваривают с последующей постановкой усиливающей накладки толщиной 4 мм с внутренней стороны кузова с обваркой ее по периметру. При этом усиливающая накладка должна перекрывать трещину не менее 30 мм с каждой стороны. В одном пролете разрешается заваривать не более двух таких трещин с расстоянием между ними не менее 1000 мм. Таким способом устраняют продольные прожоги, образовавшиеся на металлической обшивке при срезке элементов боковой стены.
Допускается использовать для нескольких трещин одну накладку, площадь которой не должна превышать 0,3 м2.
При пробоине в металлической обшивке на выправленные кромки устанавливают усиливающую накладку толщиной 4 мм с обваркой с наружной стороны сплошным швом, а с внутренней стороны прерывистым сварным швом.
Лучевые трещины от пробоины не допускается, при ремонте обшивки их следует вырезать и установить накладку с внутренней стороны, перекрывающую дефектное место не менее чем на 30 мм, обваривать по периметру сплошным швом. Коррозионные повреждения металлической обшивки допускается не более 1 мм толщины листа (или профиля). При повреждении более 1 мм толщины металла обшивку ремонтируют постановкой накладок толщиной 4 мм, перекрывающих дефектное место не менее чем на 30 мм на сторону. Накладки должны соответствовать профилю обшивки и привариваться снаружи по всему периметру с катетом шва 4 мм.
Разрешается смена одной части обшивки (по верхнему или нижнему краю) шириной до 400 мм на всю длину между смежными стойками или по ГОСТ 5264-80.
При коррозионном повреждении более 1 мм толщины листа и более 50% площади листа между смежными стойками лист полностью заменяют с приваркой его к верхней и нижней обвязкам и к стойкам.
Допускается:
-
при наличии двух и более трещин, суммарная длина которых превышает 500 мм, которые нельзя перекрывать одной усиливающей накладкой площадью 0,3 м2.
-
при наличии пробоин, суммарная площадь которых более 0,3 м2;
-
при необходимости одновременной смены по верхнему и нижнему краям.
На угловых стойках допускается ремонтировать не более одной трещины длиной до 100 мм без установки усиливающих накладок и до 0,5 поперечного сечения стойки с постановкой усиливающей накладки.
Суммарное уширение или сужение боковых стен в средней части полувагона должно быть не более 30 мм от предельных размеров, а одной боковой стены не более 15 мм. Уширение боковых стен в плоскости дверей более 10 мм от предельных размеров не допускается.
-
Крышки люков полувагонов
Крышки люков снимают для осмотра, ремонта и замены, а также для замены типовыми не менее десяти крышек. На полувагонах с невыработанным сроком службы, заменяют крышки люков, имеющие толщину сечения листа менее 4 мм на площади более половины листа.
Толщину замеряют между гофрами при расстоянии от 450 до 500 мм от козырька или передней отбортовки. Крышки люков должны изготавливаться из стали 09Г2Д или стали 10ХНДП ГОСТ 19281 и отвечать действующим «Нормам для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм (несамоходных)», ГосНИИВ-ВНИИЖТ 1996 г.
Петли крышек люков заменяют типовыми в случае износа отверстий под валик более 2 мм или изломов. Крышки люков с трещинами или с местными выработками ремонтируют в соответствии с действующей ремонтно-технической документацией на производство сварочных работ. Новые крышки люков полувагонов, должны быть изготовлены по чертежам, согласованным с Департаментом вагонного хозяйства. Крышки люков должны легко открываться и закрываться. Запрещается устанавливать нетиповые валики.
Крышки люка, имеющие приклёпанные кронштейны, должны быть заменены на новые литые с косо расположенными кронштейнами.
Торсионы осматривают, неисправности в них устраняют, с трещинами, изломами заменяют новыми, трущиеся поверхности смазывают.
Механизмы для облегчения подъема крышек люков торсионно-рычажного типа разбирают, детали осматривают, поврежденные ремонтируют или заменяют новыми, отсутствующие заменяют.
Суммарный износ в шарнирных соединениях рычагов не должен превышать 2 мм. При износах более 2 мм заменяют на новые.
Угол закручивания торсиона определяют по его положению в разъединенном состоянии и измеряют от вертикальной оси. При этом наклон нижнего рычага от вертикальной оси должен составлять от 25° до 35°.
Место установки кронштейна у хребтовой балки тщательно осматривают. При наличии трещин по сварке швы разделывают до основного металла и заваривают. При выработке металла хребтовой балки на месте установки ушка разрешается приваривать по всему периметру вставку толщиной 10,5 мм из стали 09Г2 ГОСТ 19281с Х-образной разделкой кромок и зачисткой сварного шва заподлицо с основным металлом.
Все соединения торсионно-рычажного механизма смазывают смазкой УСсА ГОСТ 3333. Допускается применять отработанную смазку ЛЗ-ЦНИИ. При собранном торсионно-рычажном механизме, крышка люка должна подниматься усилием одного человека.
В открытом состоянии крышки люков у четырехосных полувагонов должны ложиться на оба упора, для чего разрешается наращивать один из упоров приваркой прокладки или наплавлять поверхности упора с последующей механической обработкой на величину до полного прилегания крышки люка.
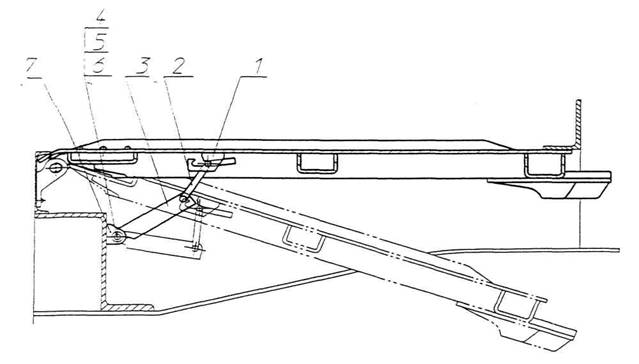
1 - опора; 2 - торсион; 3 - рычаг; 4 - валик; 5 - шайба; 6 - шплинт; 7 - ушко
Рис. 6 Механизм подъема крышек люков
При ремонте механизма закрывания крышек люков, детали независимо от технического состояния снимают, предварительно срезают гайки, вынимают болты, тщательно проверяют. Изношенные детали запорного механизма восстанавливают наплавкой до чертежных размеров. Болты, гайки и пружины с изломом и потерявшие упругость устанавливают новые. Стопорение болтов с гайками запорных механизмов крышек люков производится дуговой сваркой катетом 3 мм длиной от 5 до 10 мм. Способ сварки полуавтоматический или ручной.
Скобы запорных механизмов установленные на заклепках, при необходимости восстановления размеров отверстий снимают с вагона. Местные зазоры между крышкой люка и плоскостью ее прилегания допускаются не более 4 мм. Для устранения зазоров более 4 мм, разрешается приварка не более одной планки на запорных угольниках крышек люков толщиной не более 12 мм, шириной 50 мм, длиной от 60 до 100 мм и наложением бокового и торцового сварных швов.
Вновь изготовленные запорные секторы и закидки должны быть стальные, литые или цельноштампованные.
В рабочем состоянии зазор между литым пальцем запорного сектора и скобой запорного механизма В должен быть от 0 до 8 мм. В закрытом положении запорного механизма (с подпружиненными секторами черт. 132.01.45.006-1, 132.01.45.007-1) на каждой крышке допускается суммарный зазор В) до 6 мм между закидками 1 и кронштейнами 13 крышки люка, при этом минимальная величина захода Г кронштейна на закидку должна быть не менее 40 мм при полном прилегании закидок к секторам, пальцы секторов должны лежать на скобах 5 или 6 мм. При зазоре В более указанного значения необходимо производить наплавку валика дуговой сваркой на опорной поверхности сектора длиной не менее 30 мм влево от точки Д сопряжения сектора с закидкой, шириной 12-15 мм и высотой не более 5 мм с плавным переходом в начале и в конце сварного шва, с зачисткой неровностей наплавленного металла или произвести замену изношенных секторов. При этом детали запорного механизма должны плотно прилегать друг к другу.
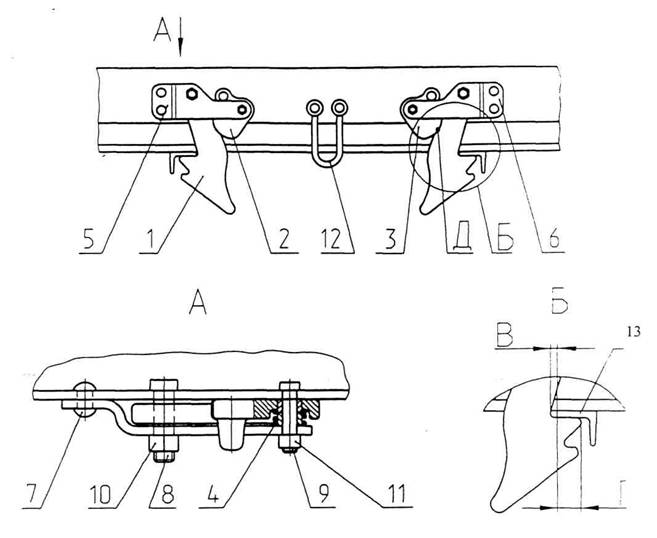
1 - закидка; 2 - сектор левый; 3 - сектор правый; 4 - пружина; 5 - скоба левая; 6 - скоба правая; 7 - заклепка; 8,9 - болт; 10,11 - гайка; 12 - скоба; 13 - кронштейн крышки люка.
Рис. 7 Механизм закрывания крышек люков
-
Двери полувагонов
Двери полувагонов снимают. Запоры дверей с изломами заменяют новыми. Каркас створок дверей полувагонов, имеющий изгибы элементов более 10 мм, выправляют. Допускается устранять не более одной трещины в каждом из элементов обвязки двери: стойках, верхней и нижней обвязках.
Двери полувагонов ремонтируют правкой и сваркой. Листы обшивки торцовых дверей, имеющие пробоины или сквозные поражения коррозией, ремонтируют постановкой с внутренней стороны накладки толщиной не менее 4 мм с приваркой ее по периметру двусторонним сварным швом.
Лучевые трещины от пробоин вырезают, затем устанавливают накладки с обваркой по периметру с двух сторон.
Местные плавные вмятины на обшивке двери глубиной не более 25 мм допускается оставлять без исправления.
Трещины длиной до 100 мм на металлической обшивке створки двери разрешается устранять без постановки усиливающих накладок. Трещины длиной от 100 до 500 мм заваривают с постановкой усиливающих накладок. На двери допускается приварка двух таких накладок, по одной на каждой створке.
Площадь накладки не должна превышать 0,4 м . При больших повреждениях створки двери или лист обшивки заменяют полностью.
Сварные швы, соединяющие листы обшивки с каркасом дверей, имеющие отрывы, подрезы или другие дефекты, восстанавливают. При отрыве сварных точек дефектное место ремонтируют электросваркой.
Крепление дверей и валиков должно соответствовать чертежам завода изготовителя. Валики должны иметь предохранительные скобы для предотвращения выпадения их при разгрузке полувагонов на вагоноопрокидывателе.
Допускается при отсутствии дверей на полувагоне заменять их торцевой стеной с двух сторон по проекту РП 555 ПКБ ЦВ (вариант с горизонтальными поясами) или по другим проектам, утвержденным ОАО «РЖД», а также при наличии одного из следующих дефектов:
-
суммарное уширение боковых стен по угловым стойкам более 30 мм от предельных чертежных размеров;
-
неисправности двери, требующие замены ее на новую;
-
излом обвязки дверей или замены листов.
После установки двери на полувагон местные зазоры между нижней обвязкой двери и порогом вагона допускаются не более 5 мм.
При закрытом положении двери сплошной или клиновой зазор в местах прилегания угольника петель к угловым стойкам снаружи вагона должен быть не более 15 мм.
-
Ремонт торцевой стены
Торцевую стену осматривают на наличие дефектов. Трещины в сварных швах разделывают и заваривают независимо от длины по ГОСТ 14771-76.
Излом верхней обвязки или нижней обвязки заваривают, устанавливают накладки, которые должны перекрывать место дефекта не менее 30 мм и обваривают сплошным швом по всему периметру.
Допускается ремонтировать не более двух изломов или трещин на всю длину обвязки. Допускается перекрывать рядом находящиеся изломы одной накладкой с усилением электрозаклепками не менее 2-х диаметром 20±1 мм.
Допускается ремонтировать излом верхней обвязки вставками длиной не менее 500 мм.
Трещины в верхней и нижней обвязках, поясах, стойках, швеллерах разделывают, заваривают, зачищают до основного металла. Трещины перекрывают накладкой и обваривают по периметру сплошным швом.
Пробоины в обшивке вырезают, острые кромки обрабатывают и ремонтируют сваркой с постановкой накладки с внутренней стороны, которая должна перекрывать пробоину не менее 50 мм, заварку производят с обоих сторон сплошным швом.
Прогиб верхней обвязки без усиления устраняют правкой. Допускается оставлять без ремонта прогиб не более 10 мм на всю длину верхней обвязки. При одновременном изгибе верхней и нижней обвязок стены не более 10 мм на 1 м длины, металлическую обшивку по стойкам на высоту прогиба срезают, выправляют обвязки и устанавливают новую вставку металлической обшивы с последующей приваркой её катетом 5.
Нижнюю обвязку, имеющую коррозионные повреждения более 1/3 толщины элемента ремонтируют сваркой с последующим усилением мест односторонними накладками, перекрывающими места повреждения на 50 мм на сторону. При ремонте нижней обвязки в месте установки и приварки накладки.

1 - обвязка верхняя; 2 - пояс; 3,4,5 - стойка; 6 - обвязка нижняя; 7,8 - лист обшивки; 9 - скоба лесной стойки; 10 - поручень - ступенька; 11 - лестница
Рис. 8 Стена торцевая
Лучевые трещины вырезают и устанавливают накладку с внутренней стороны, перекрывающую дефектное место не менее 30 мм и обваривают по периметру сплошным швом.
Коррозионные повреждения глубиной более 30% толщины листа и на площади более 30% ремонтируют путем вырезки дефектного места и постановкой вставки с приваркой ее к поясам или к поясам и к верхней или нижней обвязки. Заварку производить с обеих сторон вставки.
Полная замена обшивки торцевой стены производится:
-
при наличии более двух трещин, суммарной длины более 1000 мм;
-
при наличии пробоин, суммарная площадь более 0,5м";
-
коррозионные повреждения листа толщиной более 1 мм на площади более 30% листа;
-
при наличии вмятин глубиной более 30 мм на площади более 30%листа.
-
Пол полувагонов
Местные вмятины или прогибы металлического пола, глубиной не более 30 мм на длине менее 300 мм, допускается оставлять без ремонта. При более указанных размеров - дефекты устраняют правкой или приваркой накладки, толщиной не менее 5 мм.
Трещины в металлическом полу полувагонов заваривают с постановкой усиливающих накладок с внутренней стороны вагона и при варкой их по периметру. Допускается использовать одну накладку, площадь которой не должна превышать 0,3 м2. Трещины длиной до 100 мм ремонтируют сваркой без установки накладок.
Пробоины в металлическом полу устраняют постановкой накладок с внутренней стороны вагона и обваркой их по периметру. Допускается для нескольких пробоин использовать одну накладку, площадь которой не должна превышать 0,5 м2. Лучевые трещины перед постановкой накладки вырезают.
Коррозионные повреждения пола допускается не более 1,5 мм толщины листа. При большем повреждении на площади не более 0,3 м пол ремонтируют постановкой накладки с обваркой по периметру. При коррозионных повреждениях на площади более 0,3 м ремонтируют путем вварки вставок или заменой секции пола, ограниченной поперечными балками, хребтовой балкой и нижней обвязкой боковой стены.
На полувагонах с полом разрешается:
-
заварка трещин длиной не более 500 мм или заварка трещин сварных швов;
-
приварка накладок при условии, что площадь каждой накладки не более 0,3 м, а расстояние между ними не менее 1 м;
-
вварка листов пола при полной или частичной замене:
-
вварка вставок площадью не более 1 м2.
Отсутствующие крышки люков для очистки от остатков грузов должны быть восстановлены в соответствии с требованиями чертежей заводаизготовителя. При ремонте на одной секции пола разрешается устанавливать не более двух накладок. Погнутую отбуртовку лотка сливного люка выправляют, трещины, пробоины заваривают. Прогибы подпольных балок размером не более 10 мм на 1 м длины допускается оставлять без ремонта.
-
Факторы влияющие на повреждаемость полувагона
При погрузке и разгрузке длинномерных грузов в кузова полувагонов применяют ряд механизмов. При этом кузов полувагона может получить повреждения при перемещении груза и при нарушении правил отстроповки и закрепления груза. Погружаемый пакет груза может раскачиваться из-за изменения направления движения (поворот стрелы), скорости или давления ветра. И эти раскачивания гасятся ударами груза о кузов, в результате чего деформируется и пробивается обшивка, стойки и верхняя обвязка.
С целью предупреждения этих явлений внутри кузова имеются лесные скобы, в которые устанавливают деревянные стойки и которые должны воспринимать эти удары на себя.
Другим фактором, влияющим на повреждаемость полувагонов при перевозке лесоматериалов, является схема расположения груза по вагону. С целью увеличения степени использования грузоподъемности вагона, лесоматериалы часто грузят с выходом концов груза за сечение торцевых дверей. Двери в этом случае прижаты к боковым стенам и всю нагрузку от распора кузова воспринимают стойки в зоне приварки их к раме вагона, что приводит к образованию трещин в этой зоне и отрыву стоек от рамы. Чтобы не допуститьэти явления, необходимо следить за правильностью увязки пакетов грузов и стяжки концов лесных стоек.
Высок уровень повреждаемости кузовов полувагонов при экскаваторной и грейферной погрузке насыпных грузов. К этой работе должны допускаться экскаваторы с емкостью ковшей не более 3 м3 .
С целью повышения производительности труда и недопущения повреждений верхней обвязки экскаваторщик часто поднимает ковш на большую высоту над кузовом вагона и раскрывает ковш. В этом случае груз падает с большой высоты, повреждая крышки люков, обшивку кузова и заделки стоек в виде разрушения сварных швов в местах стыковки стоек с поперечными и шкворневыми балками.
Чтобы не допустить эти разрушения, регламентируются правила погрузки, согласно которым вес груза, одновременно сбрасываемого из ковша на одну крышку люка, не должен превышать 5 т. Допускается сброс груза до 7 т при условии предварительной подсыпки на крышки люков слоя мелкокускового груза толщиной не менее 300 мм.
Погрузку груза необходимо вести при минимально возможной высоте раскрытия ковша, гарантирующей невозможность ударов ковша и открывающегося днища о верхнюю обвязку, как это показано на рис. 9
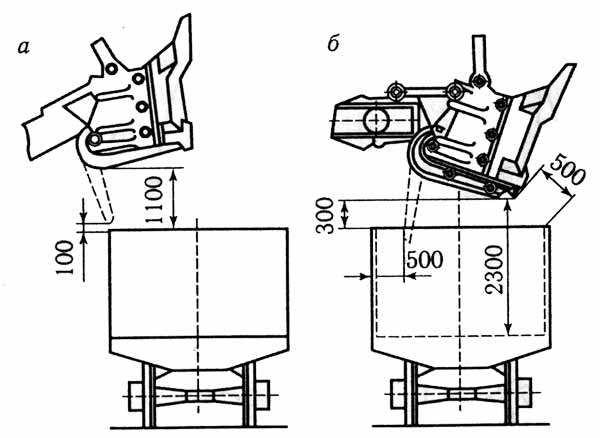
Рис. 9 Определение минимальной высоты падения груза при погрузке экскаваторами:
а - ковш ориентирован на верхнюю обвязку; б - ковш ориентирован на серидину вагона
Выгрузка насыпных грузов осуществляется через люки или с помощью грейферов.
Для повышения производительности разгрузки грейферами за счет более полного заполнения ковша грейфер бросают на груз. Часто это происходит, когда поворот стрелы крана еще не завершен и поэтому часто сопровождается ударами раскрытого грейфера о верхнюю обвязку полувагона или об обшивку. При разгрузке нижней части груза в кузове при смыкании челюстей часто происходит повреждение горизонтальных полок поперечных балок.
Все эти трудности резко увеличиваются при разгрузке слежавшихся и особенно смерзшихся в процессе транспортировки грузов.
Другим массовым видом разгрузки является разгрузка на вагоноопрокидывателях рис. 10. Наиболее часто применяются роторные вагоноопрокидыватели, на которых вагон поворачивается относительно своей продольной оси на 180°.
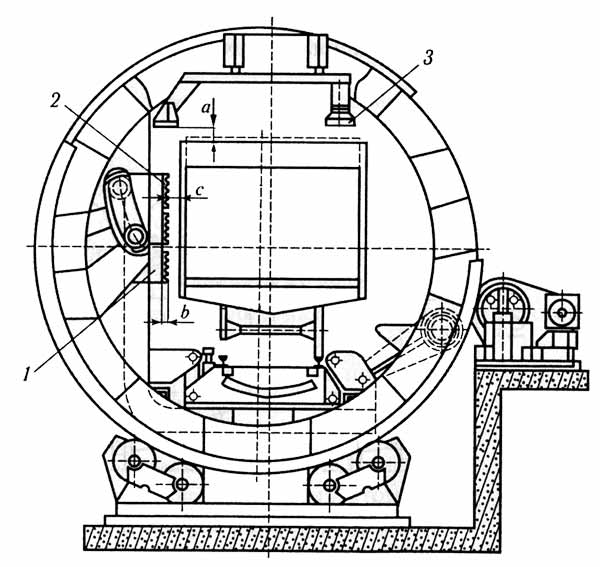
Рис.10 Роторный вагоноопрокидыватель для разгрузки полувагонов
При повороте платформа с вагоном смещается под действием собственной массы и пружин тележек до прилегания боковой стены полувагона к привал очной стенке вагоноопрокидывателя 1. В результате могут появиться деформации кузова (сужение), изгибы стоек, повреждения сварных швов, верхних запоров дверей.
Эти повреждения объясняются увеличением силы от воздействия боковой привалочной стенки на кузов из-за: большого расстояния от привал очной стенки до боковой стены кузова (с); высокой скорости опрокидывания в момент привалки; наличия и состояния резиновой армировки на привалочной стенке 2; неодинакового прилегания верхних обвязок стенок кузова к упорам 3 и привалочному брусу как из-за неправильного расположения их по уровню, так и вследствие разного прогиба рессорных комплектов при наклоне вагона.
Сначала происходит опирание верхней обвязки одной боковой стены полувагона на привалочный брус верхней опоры (со стороны, противоположной привалочной стенки).
В дальнейшем происходит распрямление рессорных комплектов и скольжение верхней обвязки по привалочному брусу, при котором возникают горизонтальные усилия, вызывающие деформацию кузова и повреждения элементов, особенно торцевых дверей и верхних запоров.
С целью недопущения этих повреждений предусматривается, чтобы ширина верхних упоров со стороны противоположной привалочной стенки должна быть не менее 730 мм , а длина каждого упора не менее 0,8 м . Общее количество упоров или их суммарная длина определяется из расчета, чтобы нагрузка на верхнюю обвязку полувагона от одного упора, длиной 0,8 м, не превышала 0,1 МН (10 тс) для четырехосного полувагона.
Поверхность привалочной стенки вагоноопрокидывателя должна армироваться рифленой резиновой плитой 2, толщиной (b) не менее 100 мм.
Кроме того, строго регламентируются расстояния (а) между кузовом полувагона и упорными устройствами вагоноопрокидывателя.
Все указанные причины повреждений кузовов при разгрузке усиливаются при выгрузке слежавшихся и смерзшихся в процессе транспортировки грузов.
Для разрыхления грузов применяют различные вибрационные машины, которые сообщают колебания кузову вагона. Для этого вибромашину свободно устанавливают, например, на верхней обвязке.
Основным параметром, определяющим возможность использования вибромашин, является ускорение вынужденных колебаний вагона, величина которого принимается в зависимости от физико-механических свойств груза и геометрических характеристик несущих элементов вагона, которые и ограничивают верхний предел ускорений, обеспечивая сохранность вагона.
Тем не менее, разрыхление грузов с помощью вибромашин приводит к разрушению сварных швов на верхней обвязке и в зонах приварки стоек к поперечным балкам, появлению трещин по основному металлу верхних обвязок и стоек, ослаблению резьбовых соединений в различных сборочных единицах.
Другим методом придания текучести грузу является разогрев их в различных конвекционных тепляках. Однако тепляки могут отрицательно влиять на сохранность полувагонов. Нагрев элементов кузовов полувагонов с грузом до температуры свыше 100 °С вызывает деформации сварной конструкции кузова, старение металла, повышенную коррозию, портятся резиновые уплотнения в тормоз ной системе, разжижается и вытекает смазка ЛЗ-ЦНИИ из буксовых узлов.
В качестве теплоносителей в конвекционных тепляках используют продукты сгорания различных энергоносителей и воздух, нагретый в калориферах.
Чтобы снизить влияние этого фактора, разогрев груза и конструкции ограничен и определен в четыре режима с температурами от 60 до 130° С с ограничением времени нагрева.
Ремонт кузовов полувагонов производится в соответствии с требованиями руководств по деповскому и капитальному ремонту и Инструкции по сварке и наплавке при ремонте вагонов.
Капитальный ремонт кузовов полувагонов на ВРЗ производится на поточно-механизированных линиях за три этапа: на первом этапе производится предварительная разборка и обмывка вагона, на втором этапе - правка и удаление негодных элементов и третья стадия - вагоносборочные работы.
Весь основной объем правильных работ производится с помощью передвижных ремонтных машин.
Правку местных прогибов швеллера верхней обвязки свыше 10 мм производят со снятием усиления верхней обвязки.
Трещины или изломы верхней обвязки разрешается ремонтировать сваркой с последующим усилением этой зоны двумя наружными угловыми накладками, как это показано на рис. 11.
При замене негодных частей верхней обвязки допускается не более одного стыка в зоне между смежными стойками.
При ремонте стоек допускается оставлять местные вмятины стоек кузова коробчатого сечения глубиной до 30 мм при отсутствии трещин. Обычно такие вмятины закрывают вставкой с обваркой по периметру.
Появляющиеся на корытообразного сечения стойках одного из следующих повреждений - излома, трещины более 50 % сечения, коррозии более 30 % толщины или подреза полок более 20 мм при расположении поврежденного места на расстоянии менее 300 мм от верхней кромки нижней обвязки кузова, разрешается ремонтировать стойку путем вырезки дефектной зоны стойки на высоту не менее 300 мм от нижней обвязки с постановкой и приваркой новой части стойки. Сварной стыковой шов при этом усиливается наклад кой толщиной 6 мм, приваренной по периметру.

Рис. 11 Ремонт верхней обвязки
Ремонтировать таким методом две рядом стоящие дефектные стойки не разрешается - одна из стоек должна быть заменена новой.
При деформациях стоек суммарное уширение или сужение кузова в средней части полувагона допускается до 30 мм, а одной стены - до 15 мм. В сечении угловых стоек уширение или сужение допускается до 10 мм.
Металлическую обшивку, имеющую местные вмятины более 15 мм, выправляют. В случае наличия трещин в обшивке длиной до 100 мм, их устраняют сваркой без постановки усиливающей накладки.
Трещины длиной более 100 мм ремонтируют сваркой с постановкой усиливающей накладки толщиной 4 мм с внутренней стороны кузова с обваркой ее по периметру. Накладка должна перекрывать трещину не менее, чем на 30 мм с каждой стороны.
В одном пролете между стойками разрешается ремонтировать не более двух трещин с расстоянием между ними не менее 1000 мм . При этом допускается ремонт двух трещин одной накладкой, площадь которой не должна превышать 0,3 м3.
При образовании пробоины в металлической обшивке кромки ее выправляют и устанавливают усиливающую накладку с внутренней стороны кузова, с обваркой ее по периметру с наружной стороны сплошным швом, а с внутренней стороны прерывистым сварным швом.
Лучевые трещины от пробоины не допускаются и при ремонте обшивки рваные края пробоины с трещинами необходимо вырезать.
В одном пролете между стойками разрешается устранять не более двух пробоин с суммарной площадью до 0,3 м2.
Коррозионные повреждения металлической обшивки в основном образуются на внутренней поверхности из-за взаимодействия с агрессивными элементами перевозимых грузов при достаточной их увлажненности в условиях, когда антикоррозионные покрытия разрушаются после нескольких циклов погрузки-разгрузки.
При коррозионных повреждениях обшивки более 30 % толщины листа обшивку ремонтируют постановкой накладки толщиной 4 мм . Разрешается также смена части обшивки шириной до 400 мм на всю длину между смежными стойками или по всей длине вагона с расположением стыков на стойках.
-
КОНСТРУКТИВНЫЕ И ТЕХНОЛОГИЧЕСКИЕ МЕРОПРИЯТИЯ ПО ПОВЫШЕНИЮ НАДЕЖНОСТИ И УВЕЛИЧЕНИЯ СРОКА СЛУЖБЫ КУЗОВА ПОЛУВАГОНА.
Основными причинами недостаточной сохранности кузовов полувагонов в эксплуатации являются интенсивное ведение погрузочно-разгрузочных работ с применением механизмов, конструктивно не соответствующих условиям их взаимодействия с подвижным составом, нарушения технологии грузовой работы, а также отклонения в эксплуатационной работе.
В соответствии с программой «Разработка и производство в России грузового подвижного состава нового поколения» на ж.д. России к 2010г. должно быть поставлено вагонов нового поколения 197,2 тыс. (по максимальному прогнозу объема перевозки грузов) или 176, 7 тыс. (по минимальному прогнозу). Серийное производство груз. вагонов нового поколения по заказам МПС России, промышленных предприятий - грузоотправителей и операторских компаний начато на вагоностроительных заводах в 2003г. Будут строится вагоны 3-х категорий: стандартные - грузоподъемностью 71-75 т., скоростные грузоподъемностью 55-65т с конструкционной скоростью движения 140-160 км/ч, международные с возможностью перехода на колею шириной 1435мм. Вагоны первых двух категорий имеют габарит подвижного состава 1-Т, а третьей категории - габарит 0-ВМ. Увеличенные осевые нагрузки стандартных вагонов до 25-27 т. При конструкционной скорости движения 120 км/ч позволяют поднять производительность вагонов. Конструктивно грузовые вагоны нового поколения будут собираться из унифицированных блоков, нормализованных и стандартных узлов и модулей, что позволяет строить многоцелевые вагоны на базе одной основной конструкции и дает возможность повышать уровень специализации и кооперирования производства не только в пределах отрасли вагоностроения, но и на вагоноремонтных предприятиях. Переход от проектирования отдельных специализированных вагонов к созданию семейства на базе основной конструкции позволяет создавать образцы вагонов с заданным уровнем надежности и долговечности благодаря использованию отработанных и проверенных в эксплуатации унифицированных элементов конструкции и заменить традиционные методы конструирования вагонов дополнением базового специальными унифицированными элементами. При этом повышается технологичность конструкции и уровень механизации и автоматизации производства, повышается ремонтопригодность вагонов и снижаются эксплуатационные расходы потребителей. Сохраняются преимущества специализированных вагонов в сфере погрузочно-разгрузочных работ, резко снижаются потери перевозимых грузов при транспортировке. В результате снижения веса тары вагона, предназначенного для перевозки определенной группы грузов, повышается полезная нагрузка, а за счет более полного учета нагруженности повышается эксплуатационная надежность и сокращаются затраты на ремонт и текущее техническое содержание вагонов.
Вопросы для контроля знаний:
-
Какие дефекты возникают на кузове полувагонов и методы их ремонта?
-
Какие дефекты возникают на крышке люка полувагонов и методы их ремонта?
-
Какие дефекты возникают на двери полувагонов и методы их ремонта?
-
Какие дефекты возникают на торцевой стенке полувагонов и методы их ремонта?
-
Какие дефекты возникают на полу полувагонов и методы их ремонта?
Форма отчета:
-
Название и цель работы
-
Используемая литература
-
Задание на практическую работу
-
Выполнение индивидуального задания по предложенной методике
-
Ответы на контрольные вопросы
1