- Преподавателю
- Другое
- КОНСПЕКТ ЛЕКЦИЙ УЧЕБНОЙ ДИСЦИПЛИНЫ ОП. 04. МАТЕРИАЛОВЕДЕНИЕ ПО СПЕЦИАЛЬНОСТИ 151031 МОНТАЖ И ТЕХНИЧЕСКАЯ ЭКСПЛУАТАЦИЯ ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ (ПО ОТРАСЛЯМ)
КОНСПЕКТ ЛЕКЦИЙ УЧЕБНОЙ ДИСЦИПЛИНЫ ОП. 04. МАТЕРИАЛОВЕДЕНИЕ ПО СПЕЦИАЛЬНОСТИ 151031 МОНТАЖ И ТЕХНИЧЕСКАЯ ЭКСПЛУАТАЦИЯ ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ (ПО ОТРАСЛЯМ)
| Раздел | Другое |
| Класс | - |
| Тип | Конспекты |
| Автор | Чашникова М.П. |
| Дата | 18.10.2015 |
| Формат | doc |
| Изображения | Есть |

Департамент образования, науки и молодежной политики
Воронежской области
Государственное образовательное бюджетное учреждение
среднего профессионального образования Воронежской области
«СЕМИЛУКСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИКО-ЭКОНОМИЧЕСКИЙ КОЛЛЕДЖ»
М.П.Чашникова
КОНСПЕКТ ЛЕКЦИЙ УЧЕБНОЙ ДИСЦИПЛИНЫ
ОП.04.МАТЕРИАЛОВЕДЕНИЕ
ПО СПЕЦИАЛЬНОСТИ
151031 МОНТАЖ И ТЕХНИЧЕСКАЯ ЭКСПЛУАТАЦИЯ ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ (ПО ОТРАСЛЯМ)
СЕМИЛУКИ
2014
Рекомендовано методическим советом СГТЭК
Автор: Чашникова М.П.
В методическом пособии представлены лекции по всем темам рабочей программы дисциплины Материаловедение. Пособие должно способствовать оптимизации и эффективности процесса обучения.
Для обучающихся по специальности 151031 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям).
Чашникова М.П., 2014
Семилукский государственный
технико-экономический колледж
СОДЕРЖАНИЕ
Пояснительная записка…………………………………………………………4
Лекция 1.Связь между строением и свойствами металлов. 5 Лекция 2.Свойства металлов и сплавов и методы их исследования……………8
Лекция 3.Кристаллизация металлов и сплавов………………………………..….12
Лекция 4.Основные равновесные диаграммы состояния двойных сплавов……14
Лекция 5.Диаграмма состояния железо-углеродистых сплавов………………..18
Лекция 6.Формирование структуры деформированных металлов……………..21
Лекция 7.Определение и классификация видов термической обработки……... 27
Лекция 8.Виды термической обработки: отжиг, нормализация, закалка и отпуск закаленных сталей…………………………………………………………….....29
Лекция 9.Определение и классификация основных видов химико-термической обработки металлов и сплавов………………………………………………….34
Лекция 10.Общие требования, предъявляемые к конструкционным
материалам…………………………………………………………………….38
Лекция 11.Углеродистые стали……………………………………………….40
Лекция 12.Легированные стали……………………………………………….43
Лекция 13.Материалы с особыми технологическими свойствами…………….45
Лекция 14.Медные сплавы…………………………………………………...49
Лекция 15.Износостойкие материалы. Материалы с особыми упругими
свойствами…………………………………………………………………….53
Лекция 16.Материалы с малой плотностью………………………………...62
Лекция 17Коррозионностойкие материалы. Материалы , устойчивые к
воздействию окружающей среды……………………………………………....68
Лекция 18.Материалы с высокой удельной прочностью…. 71
Лекция 19.Неметаллические материалы…………………………………...…74
Лекция 20.Материалы с особыми физическими свойствами…………………78
Лекция 21Принципы выбора конструкционных материалов……………...82
Лекция 22.Материалы для режущих и измерительных инструментов…...86
Лекция 23Классификация и способы получения композиционных
материалов………………………………………………………………………89 Список используемой литературы ………………………………………………….95
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
С целью упорядочения теоретического материала, используемого в учебном процессе, разработано данное методическое пособие в соответствии с требованиями ФГОС. В результате освоения дисциплины Материаловедение обучающийся должен знать:
-закономерности процессов кристаллизации и структурообразования металлов и сплавов;
-классификацию и способы получения композиционных материалов;
-принципы выбора конструкционных материалов для применения в производстве;
-строение и свойства металлов, методы их исследования;
-классификацию материалов, металлов и сплавов, их области применения;
-методику расчета и назначения режимов резания для различных видов работ.
Содержание дисциплины ориентировано на подготовку студентов к освоению профессиональных модулей по специальности 151031 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям), и овладению профессиональными компетенциями (ПК):
ПК 1.1. Руководить работами, связанными с применением грузоподъёмных механизмов, при монтаже и ремонте промышленного оборудования.
ПК 1.2. Проводить контроль работ по монтажу и ремонту промышленного оборудования с использованием контрольно-измерительных приборов.
ПК 1.3. Участвовать в пусконаладочных работах и испытаниях промышленного оборудования после ремонта и монтажа.
ПК 1.4. Выбирать методы восстановления деталей и участвовать в процессе их изготовления.
ПК 1.5. Составлять документацию для проведения работ по монтажу и ремонту промышленного оборудования.
ПК 2.1. Выбирать эксплуатационно-смазочные материалы при обслуживании оборудования.
ПК 2.2. Выбирать методы регулировки и наладки промышленного оборудования в зависимости от внешних факторов.
ПК 2.3. Участвовать в работах по устранению недостатков, выявленных в процессе эксплуатации промышленного оборудования.
ПК 2.4. Составлять документацию для проведения работ по эксплуатации промышленного оборудования.
ПК 3.1. Участвовать в планировании работы структурного подразделения.
ПК 3.2. Участвовать в организации работы структурного подразделения.
ПК 3.3. Участвовать в руководстве работой структурного подразделения.
ПК 3.4. Участвовать в анализе процесса и результатов работы
подразделения, оценке экономической эффективности производственной
деятельности.
Использование данного учебно-методического пособия предполагает раскрытие мотивации каждой лекции в соответствии с требованиями профессионально- компетентностного метода обучения.
Лекция №1
Связь между строением и свойствами металлов.
1.МЕТАЛЛЫ
Что такое металл? На этот вопрос М.В. Ломоносов отвечал так: «Металлы суть светлые тела, которые ковать можно».
Это простейшее определение не потеряло своего значения и сегодня. Металлы можно охарактеризовать такими свойствами:
• высокая теплопроводность;
• электропроводность, которая с понижением температуры повышается, причем некоторые металлы имеют сверхпроводимость;
• пластичность (см. «ковать можно»);
• металлический блеск (см. «суть светлые тела»);
• магнитные свойства;
• постоянная температура кристаллизации.
Последнее свойство отличает его от аморфного тела. В аморфном теле при охлаждении температура плавнопонижается (кривая б), в кристаллическом при затвердевании температура остается постоянной (кривая а).Все отмеченные свойства металлов обусловлены их электронным строением, например, электропроводность -направленное движение электронов (свободных) в направлении приложенного электрического поля. Известна атомная модель металла: в центре положительно заряженное ядро(нейтроны, протоны), вокруг ядраэлектроны - отрицательно заряженные.
В соответствии с квантовой теорией все электроны атома распределены по орбитам на определенных расстояниях.
2. КЛАССИФИКАЦИЯ МЕТАЛЛОВ
Из 106 элементов периодической системы 84 - металлы, 22 - неметаллы. По ряду признаков их разбивают на группы.
1. Черные металлы:
1) железистые (железо, никель);
2) тугоплавкие (с температурой плавления > 1539°);
3) урановые (уран, плутоний);
4) редкоземельные (церий, неодим);
5) щелочноземельные (калий, натрий).
2. Цветные металлы:
1) легкие (магний, алюминий);
2) благородные (золото, платина);
3) легкоплавкие (висмут, свинец
3. КРИСТАЛЛИЧЕСКОЕ СТРОЕНИЕ МЕТАЛЛОВ
В обычны х земных условиях наблюдаются три агрегатных состояния вещества: L - жидкость, Г - газ, S - твердая фаза.
Устойчивые состояния характеризуют терминами:
• ближний порядок (у жидкой фазы);
• дальний порядок (у твердой фазы).
В твердой фазе правильное расположение атомов с периодической повторяемостью в трех измерениях образует кристаллическую решетку. Это воображаемая сетка линий, проведенных через центры атомов. Кристаллические решетки характеризуют угловыми величинами (α, β, γ) и линейными (а, b, c).а, b, c - периоды кристаллических решеток. На рис. 1 показаны эти величины.
Рис. 1. Характеристики кристаллических решеток
4. КРИСТАЛЛИЧЕСКИЕ РЕШЕТКИ МЕТАЛЛОВ
Воображаемая сетка линий, проведенная через центры атомов в трех измерениях, образует кристаллическую решетку.
Кристаллическую решетку можно построить, выбрав для этого «строительный блок», многократно повторяя его в тре х измерениях . Такая строительная единица в металловедении называется элементарной ячейкой.
Наука кристаллография насчитывает 14 типов решеток Браве. Все они распределены на семь видов (сингоний). Для металлов характерны три сингонии (типа). Моделируют решетки шарами определенного диаметра (рис. 2).
Рис. 2. Модели элементарных ячеек:
а, г - ГПУ (гексагональная плотноупакованная);
б, д - ГЦК (гранецентрированная кубическая);
в, е - ОЦК(объёмно-центрированная кубическая)
В этой модели должны выполняться правила:
1. Положение занимать с минимальным значением свободной энергии.
2. Силы связи между атомами - пружинки или линии.
3. Атомы совершают тепловые колебания около центров равновесия.
4. Расположение должно быть компактным.
Полиморфизм (аллотропия) - способность металла принимать различныекристаллические формы при разных темпера-турах (рис. 3).

Рис. 3. Явление полиморфизма у металловдвух модификаций: ОЦК; ГПУ
Как и в других случаях решающим является минимум свободных энергий, при котором данная кристаллическая решетка становится устойчивой. При температуре больше Т1 меньше свободная энергия (Z) в ОЦК решетке, она и существует при этих температурах.
5. ДЕФЕКТЫ КРИСТАЛЛОВ
Строение реальных кристаллов отличается от идеальных. В реальных кристаллах всегда содержатся дефекты, которые подразделяются на точечные, линейные, поверхностные и объемные. Дефекты имеют различные размеры. У точечных размеры близки к атомным, у линейных длина на несколько порядков больше ширины, объемные дефекты (поры, трещины)могут иметь макроскопические размеры.
1. Точечные дефекты - вакансии, междоузельные атомы основного вещества, чужеродные атомы внедрения (рис. 4).
а) б) в)
а) б) в)
Рис. 4. Точечные дефекты в кристаллической решетке:
а - вакансия; б - междоузельный атом; в - примесный атом внедрения
Вакансии и междоузельные атомы появляются в металлах всегда из-за тепловых колебаний. Количество их зависит оттемпературы. Например, у меди при комнатных температурах содержится 10…13 % (ат.), вблизи температуры плавления -0,01 % (ат.). Вакансии искажают кристаллическую решетку, влияют нафизические свойства металлов.
2. Линейные дефекты. Важнейшими линейными дефектами являются краевые и винтовые дислокации (рис.5).
Рис . 5. Схема краевой (а) и винтовой (б) дислокаций
Краевая дислокация в сечении, перпендикулярном линии дислокации, представляет собой край лишней полуплоскостив решетке. Вокруг такого дефекта решетка искажена.
6. МЕТОДЫ ИЗУЧЕНИЯ КРИСТАЛЛИЧЕСКОГО СТРОЕНИЯ
1.Макроскопически анализ позволяет определят строение невооруженным глазом или с помощью лупы с увеличением 30 раз .Разрешающая способность метода d = 1 мм.
2. Микроскопический анализ позволяет рассматривать строение металлов при большом увеличении до 1500 раз с помощью металлографических микроскопов. Разрешающая способность микроскопа d = 0,6…1 мкм
3. Электронные микроскопы позволяют повысить разрешающую способность, увеличение до нескольких тысяч раз (40 000). В зависимости от напряжения в микроскопе Е = 200 кВ, разрешение d = 3 нм..
Лекция №2
Свойства металлов и сплавов и методы их исследования
1.СВОЙСТВА МЕТАЛЛОВ
Свойства металлов и сплавов определяются химическим составом и структурой. Все свойства металлов разделяются на физические, химические, механические и технологические.
К физическим свойствам относятся блеск, цвет, плотность, температура плавления, тепловое расширение, тепло- и электропроводность, способность намагничиваться.
К химическим свойствам относится способность металлов вступать в химические реакции с другими элементами и сложными веществами, например с кислородом воздуха, диоксидом углерода (С02), водой и т.д. В числе этих свойств - окисляемость, растворимость, коррозионная стойкость, жаропрочность. В результате могут происходить разрушения металлов и необратимые изменения их структуры и свойств.
Механические свойства металлов определяют их способность сопротивляться прилагаемым усилиям. К таким свойствам относятся прочность, упругость, пластичность, твердость, хрупкость, вязкость, износостойкость.
Прочность - свойство металла, не разрушаясь, оказывать сопротивление действию внешних сил, стремящихся нарушить связь между частицами материала при его растяжении, изгибе, срезе или скручивании.
Упругость - свойство металла восстанавливать первоначальную форму и прежние размеры после прекращения действия внешних сил, вызвавших данное изменение формы.
Пластичность - свойство металла деформироваться без разрушения под действием внешних сил и сохранять новую форму после прекращения действия сил. Пластичность - свойство, обратное упругости.
Твердость - сопротивление металлического тела деформации в поверхностном слое при местном силовом контактном воздействии, в частности вдавливанием или царапающим действием посторонних сил.
Хрупкость - свойство металла разрушаться или разбиваться на куски от ударов без видимых предварительных деформаций.
Вязкость - свойство металла не разрушаться и не давать трещин при ударе (необратимо поглощать энергию при пластическом деформировании). Это свойство, обратное хрупкости.
Износостойкость - свойство металла оказывать сопротивление изнашиванию в процессе трения.
2.ОПРЕДЕЛЕНИЕ СВОЙСТВ МЕТАЛЛОВ
Металлы и сплавы используются в качестве основного конструкционного материала для деталей автомобилей, различных машин, механизмов и сооружений, работающих в условиях больших нагрузок. Поэтому для металлов важнейшими являются их механические свойства. Определение этих свойств проводится при испытаниях, которые в зависимости от способа приложения усилия делятся на статические и динамические. При статических испытаниях нагрузка на образец металла возрастает медленно и плавно, а при динамических - увеличивается с большой скоростью или многократно изменяется по величине и направлению. Вид испытаний определяется назначением и условиями применения деталей.
Наиболее распространенными испытаниями для исследования механических свойств металлов являются статические испытания на растяжение и твердость, а также динамические испытания на удар и усталость.
Испытание на растяжение проводится на образцах металлов с использованием специальных разрывных машин. Для этой цели образцы готовят определенных формы и размеров на основе стандарта. Образец закрепляют в захвате машины и нагружают, увеличивая силу, растягивающую образец. По силоизмерительному прибору разрывной машины определяют величину растягивающей силы. Как только растягивающая сила превысит силу сопротивления металла, происходит разрыв образца.
Результаты испытания автоматически записываются на ленте самописца машины в виде диаграмм растяжения.
На диаграмме растяжения по оси ординат отложено растягивающее усилие Р (Н), а по оси абсцисс - деформация, или абсолютное удлинение образца (мм). Удлинение образца при возрастании нагрузки на участке кривой от точки О до точки А пропорционально этому возрастанию, а на участке АБ пропорциональность нарушается. В интервале нагрузок металл начинает «течь», т.е. происходит удлинение образца при постоянном усилии Р. В точке Г диаграммы сила Р достигает максимального значения, на образце образуется шейка и далее он разрывается (точка Д).
Наибольшее напряжение, до которого образец деформируется без отклонения от закона пропорциональности (точка А), называют пределом пропорциональности. В пределах закона пропорциональности деформация упругая, она полностью исчезает после снятия нагрузки.
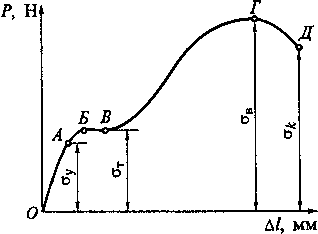
Рис.6. Диаграмма растяжения мягкой стали: О, А, Б, В, Г, Д- фиксированные точки диаграммы
При дальнейшем растяжении образца наблюдается отклонение от закона пропорциональности, и в определенный момент обнаруживаются признаки остаточной деформации. Напряжение, при котором образец при снятии нагрузки обнаруживает первые признаки остаточной деформации, называют пределом упругости.
Участок БВ на диаграмме характеризует предел текучести, т. е. напряжение, при котором образец продолжает деформироваться при временном постоянстве нагрузки.
Следует отметить, что текучесть металлов на участке БВ характерна только для низкоуглеродистых сталей. Высокоуглеродистые стали не обладают текучестью и не имеют на диаграмме участка текучести. Поэтому для них находят условный предел текучести при остаточном удлинении, равном 0,2 %.
Точка Г на диаграмме - временное сопротивление разрыву (предел прочности при растяжении) - это условное напряжение, которое соответствует наибольшей нагрузке, предшествующей разрушению образца.
Испытание на твердость по методу Роквелла проводится для металлов путем вдавливания алмазного конуса с углом 120° или стального закаленного шарика диаметром 1,59 мм на приборе типа ТК и измеряется в условных единицах.
Определение твердости по Роквеллу широко распространено, так как позволяет испытывать твердые и мягкие металлы прямо на готовых деталях. Полученные значения твердости по Роквеллу можно перевести в значения твердости по Бринеллю, используя специальные таблицы.
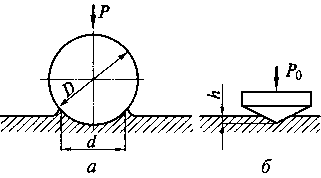
Рис.7. Испытание на твердость по Бринеллю (а) и по Роквеллу (б):
Р0 - нагрузка; D - диаметр шарика; d - диаметр лунки; h - глубина лунки
Испытание на усталость позволяет выявить срок службы многих ответственных металлических деталей (шатунов, коленчатых валов двигателей, полуосей и др.), которые подвергаются в процессе работы действию повторных и знакопеременных нагрузок. Свойство металлов выдерживать большое число циклов переменных нагрузок называется выносливостью.
Единицей измерения при испытании на усталость является предел выносливости, т.е. величина допустимого напряжения, которое выдерживает металл без разрушения при заданном числе циклов нагрузки.
Испытание на усталость проводят в зависимости от назначения детали на разных машинах. Наиболее распространены испытательные машины, нагрузка на которых прикладывается изгибом при вращении, попеременным растяжением-сжатием, кручением. Результатом испытания является кривая усталости, отражающая зависимость напряжения от числа циклов, причем минимальная величина напряжения, выдерживаемая металлом в конце испытания, и будет характеризовать предел выносливости.
Наконец, технологические свойства характеризуют способность металлов к различным видам механической обработки, в числе которых ковка, штамповка, прокатка, обработка режущим инструментом, а также литейные свойства.
Лекция №3
Кристаллизация металлов и сплавов
1.ПОНЯТИЕ КРИСТАЛЛИЗАЦИИ
При переходе металла из жидкого состояния в твердое образуются кристаллы. Такой процесс называют кристаллизацией.
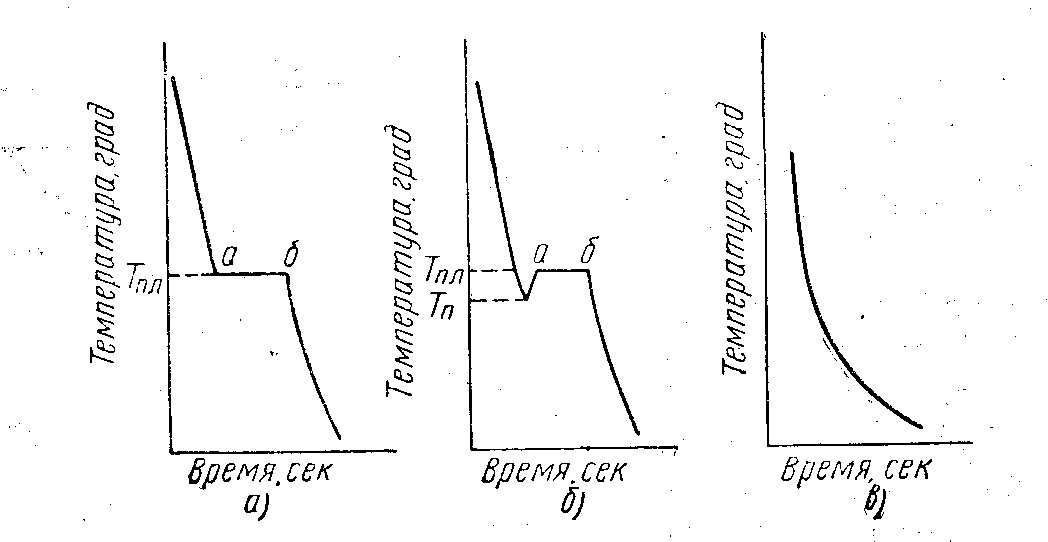
Рис.8. Кривые охлаждения
Процесс кристаллизации металла можно рассматривать по кривым охлаждения, которые обычно получают опытным путем. Например, для чистого металла, охлаждаемого очень медленно, кривая охлаждения показывает, что, если металл находится в жидком состоянии, температура понижается почти равномерно. Если металл охладить до температуры плавления Тпл (точка а на кривой), то начинается кристаллизация и падение температуры прекращается, несмотря на непрерывную отдачу тепла окружающей атмосфере. Получаемый горизонтальный участок на кривой охлаждения показывает, что в металле происходит процесс образования кристаллов с выделением тепла, называемый теплотой кристаллизации. Кристаллизация протекает от точки а до точки б, где она заканчивается и металл затвердевает. Дальнейшее падение температуры на кривой указывает на охлаждение затвердевшего слитка (рис. А).
В металлических сплавах кривая охлаждения имеет несколько иной вид. Охладившись до температуры плавления ТПл, сплав еще некоторое время остается жидким. Кристаллизация сплава начинается при температуре переохлаждения Тп, лежащей ниже теоретической температуры плавления. Разность между теоретической и фактической температурами кристаллизации называют степенью переохлаждения.Она зависит от природы сплава, его чистоты и скорости охлаждения. Чем больше скорость охлаждения сплава, тем больше степень переохлаждения. Петля на кривой охлаждения показывает, что кристаллизация сопровождается выделением тепла, которое повышает температуру сплава до температуры плавления, поддерживая ее до полного затвердевания металла. (рис.Б)
Аморфные тела затвердевают постепенно. В этом случае кривая охлаждения будет плавной, без горизонтальных площадок. (рис.В).
2.ОБРАЗОВАНИЕ КРИСТАЛЛМТОВ ИЛИ ЗЕРЕН.
Процесс образования кристаллов состоит из двух одновременно протекающих стадий: появления зародышей - устойчивых центров кристаллизации и роста кристалликов вокруг этих центров.
Сначала каждый кристаллик в жидкости растет свободно, сохраняя правильную геометрическую форму. Так как одновременно образуется много кристаллических центров и рост кристалликов идет по всем направлениям, то смежные кристаллы, увеличиваясь, начинают непосредственно соприкасаться друг с другом и правильная форма их нарушается. В результате кристалл приобретает округленную форму, напоминающую зерно. Такие кристаллы принято называть кристаллитами, или зернами.
В зависимости от условий затвердевания зерна могут быть крупными, хорошо различимыми невооруженным глазом, и мелкими, которые можно рассмотреть только при помощи металлографического микроскопа.
3.ЗАВИСИМОСТЬ КРИСТАЛЛИЗАЦИИ ОТ СТЕПЕНИ ПЕРЕОХЛАЖДЕНИЯ
Процесс кристаллизации может быть описан количественно, если известны зарождение центров кристаллизации и скорость роста кристалликов. Число центров кристаллизации и скорость роста кристалликов зависят от степени переохлаждения металла. С увеличением степени переохлаждения ∆T число центров и скорость роста также возрастают, достигая максимального значения. Однако характер роста величин числа центров и скорости роста различен.Если степень переохлаждения невелика, то скорость роста преобладает над числом центров, в результате чего образуется крупнозернистая структура. С увеличением степени переохлаждения скорость роста не изменяется, число центров продолжает расти, что приводит к образованию мелкозернистой структуры.
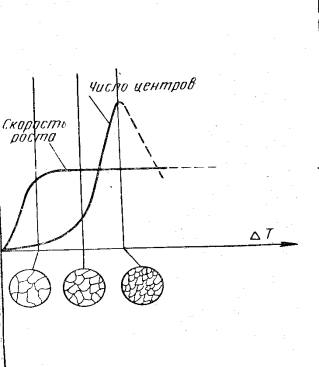
Рис.9. Зависимость кристаллизации от степени переохлаждения
Лекция №4
Основные равновесные диаграммы состояния двойных сплавов
1.МЕТОД ПОСТРОЕНИЯ ДИАГРАММ СОСТОЯНИЯ ДВОЙНЫХ СПЛАВОВ
Для характеристики изменений структуры сплавов в зависимости от состава и температуры строятдиаграммы состояния. Они представляют собой графическое изображение равновесного или неравновесного состояния сплавов и строят их в координатах температура - состав.
Равновесное состояние сплавов достигается при малых скоростях охлаждения или длительном нагреве. Неравновесное состояние, приводящее к повышению механических и других свойств, характеризуется ограниченной устойчивостью и способностью перехода в другие устойчивые состояния.
Диаграммы состояния обычно строятся с помощью термического метода анализа металлов и сплавов. Сущность метода сводится к определению критических точек металлов и сплавов. Строят кривые охлаждения, которые выражают графическую зависимость между изменением температуры металла (сплава) при охлаждении и временем, в течение которого эти изменения происходят. Эти кривые строятся в координатах температура (ось ординат) - время охлаждения (ось абсцисс).
Так как фазовые превращения в металлах и сплавах сопровождаются тепловыми эффектами, то на кривых охлаждения можно наблюдать либо остановки (площадки), либо перегибы. Появление площадки говорит о том, что фазовые превращения происходят при постоянной температуре. Перегибы появляются в результате изменения скорости охлаждения, в этом случае фазовые превращения протекают в интервале температур.
Температура начала и конца фазовых превращений, определяемые по кривым охлаждения, называются критическими. Соответствующие им точки на кривых охлаждения называются критическими точками.
2.ДИАГРАММА СОСТОЯНИЯ ПЕРВОГО ТИПА
Примером диаграмм этого типа является диаграмма состояния сплавов системы Pb Sb. Диаграмма Pb Sb строится на основе использования кривых охлаждения, полученных методом термического анализа (рис.6.2).
Система сплавов Pb Sb включает в себя составы со 100% РЬ и 0 %Sb, т.е. чистый свинец, и со 100% Sb и 0% РЬ, т.е. чистую сурьму. Кривые охлаждения для этих чистых металлов имеют по одному горизонтальному участку, характеризующему температуру кристаллизации: соответственно для свинца 327°С и для сурьмы 631°С. На диаграмме состояния эти температуры находятся на осях ординат, где содержатся соответственно чистый свинец и чистая сурьма. Структура чистых металлов представляет собой однородные зерна.
Сплав, содержащий 13% Sb и 87% РЬ, также имеет один горизонтальный участок, т.е. одну критическую точку (245°С) - температуру кристаллизации этого сплава. Этот сплав характеризуется тем, что в нем происходит одновременная кристаллизация из жидкой фазы кристаллов РЬ и Sb с образованием механической смеси - эвтектики. Сам сплав с 13% Sb и 87% Рb является эвтектическим, а его микроструктура представляет собой попеременно чередующиеся выделения сурьмы в свинцовой основе (рис.6.2).
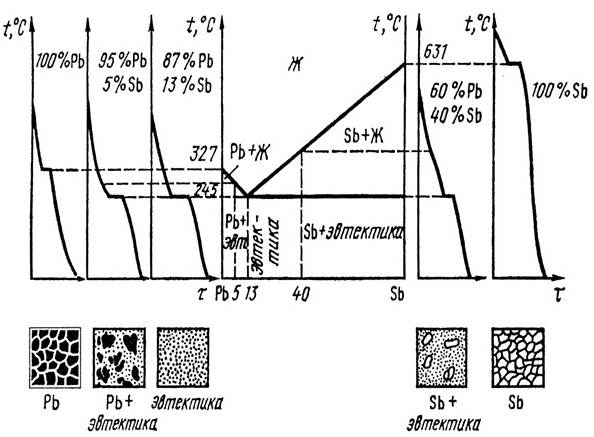
Рис.10. Диаграмма состояния, кривые охлаждения и схемы структурсплавов системы Pb - Sb.
Кристаллизация любого сплава, имеющего 0% кристаллов Рb. Эти сплавы кристаллизуются в интервале температур, и на кривых охлаждения имеются две критические точки, соответствующие началу и концу кристаллизации (например, сплав с 5% Sb). Все они называются доэвтектическими сплавами, претерпевают эвтектическое превращение при охлаждении ниже температуры 245°С и имеют после окончательного охлаждения структуру Рb + Эвтектика(Рb + Sb). В этой структуре имеется две структурные составляющие: кристаллы Рb и эвтектика (Рb + Sb).
3.ДИАГРАММА СОСТОЯНИЯ ВТОРОГО ТИПА
Диаграмма состояния двойных сплавов - второго типа (рис. 11) характеризует сплавы, компоненты которых обладают полной взаимной растворимостью, как в жидком, так и в твердом состояниях и не образуют химических соединений. По диаграмме состояния второго типа кристаллизуются сплавы Сu -Ni, Fе -Ni, Fе - Сг, Вi - Sb и др.
КомпонентыАи В удовлетворяют трем требованиям:
1) компоненты должны быть изоморфными, т.е. иметь одинаковый тип кристаллических решеток, например объемно- центрированную кубическую (ОЦК);
2) компоненты не должны сильно отличаться размерами диаметров (на величину не более 15 %);
3) компоненты должны иметь одинаковую валентность, чтобы не нарушать структуру электронного газа.
А1, В1 - температуры плавления компонентов
Фазы L, α - твердый раствор.
Если два компонента неограниченно растворимы в жидком и твердом состояниях, то возможно существование двух фаз L, α. Следовательно, трех фаз быть не может, кристаллизация сплавов при постоянной температуре не наблюдается, горизонтальной линии нет (правило фаз Гиббса).
Рис. 11. Диаграмма состояния, компоненты которой неограниченно растворимы в жидком и твердом состояниях
Диаграмма состояния (рис. 11) имеет простой вид - есть всего две линии: ликвидус, солидус. Линии пересекаются в точках кристаллизации чистых компонентов (слева А1, справа В1). Такие диаграммы имеют Ag-An, Mo-W, Cu-Ni.
Все сплавы затвердевают между линиями ликвидус-солидус (α + L), где с = 1. Вся диаграмма состояния имеет три области: L, L + α, α.
Рассмотрим затвердевание сплава K (25 % В, 75 % А). Жидкая фаза начинает кристаллизоваться при температуре точки1. При этом выделяется фаза α, по схеме L → α. Завершается кристаллизация (точка 2) образованием α- твердого раствора.
Кристаллизация идет в интервале температур 1-2.
Кристаллизация сплава более сложный процесс, чем у чистых металлов: внутри каждого кристалла идут диффузионные процессы перераспределения компонентов.
Так в начальный момент кристаллизации в точке 1 состав выпавших кристаллов соответствует точке S (см. ниже правило отрезков). Проектируем S на ось составов ≈ 70 % В, 30 % А.В конце затвердевания (точка 2) последняя капля жидкой фазы имеет состав L = 5 % В, 95 % А. Для того чтобы выровнять концентрацию по сечению зерен, т.е. чтобы средний состав сплава приблизился и стал K, нужно выдержать сплав в близи солидус. При этом пройдет диффузия. Такая операция называется гомогенизацией. Вообще для определения состава фаз их количества применяют правило отрезков. При любой температуре (а) внутри двухфазной области проводят коноду. Проекция крайних точек (b и с) на ось составов покажет состав жидкости L в точке b и твердого раствора в точке с.
Кроме этого можно определять количество жидкости и α-твердого раствора. Отрезки конодыba, acпоказывают количество фаз в обратной пропорциональности Lв / αс = ас / аb.
3.ДИАГРАММА СОСТОЯНИЯ ТРЕТЬЕГО ТИПА
Диаграмма состояния сплавов с ограниченной растворимостью в твердом состоянии - третьего типа - характеризует сплавы, у которых оба компонента неограниченно растворимы в жидком состоянии, ограниченно - в твердом, образуют при кристаллизации эвтектику (рис.12). Сюда относятся системы А1 - Сu, Fе - С, Мg -А1, Мg -Zn и др.
Рассмотрим компонентыАи В, фазы L, α, β.
В сплавах такого рода возможно существование жидкой фазы L, твердой фазы α (растворВвА), твердой фазы β (раствор А в В). В сплаве возможно нонвариантное равновесие при одновременном существовании L, α, β (С = 0). Кристаллизация таких сплавов идет при постоянной температуре (рис. 12).
В этой системе не образуются фазы, представляющие чистые компоненты. Из жидкости выделяются только α, β. Около вертикалейА, В, соответствующих чистым компонентам, находятся области существования твердых растворов α, β.
Предельная растворимость α-раствора линия DF. Эти линии называются сольвус.
Фазовые области заполняются: L, L + α, L + β, α + β. ТочкаЕявляется результатом пересечения двух линий ликвидус АЕ, ВЕ, поэтому в т. Е жидкость насыщена фазами α, β. При малейшем переохлаждении жидкость становится пересыщенной α и β и начинает их выделять.
ТочкаЕ- эвтектика, сплав - эвтектический, линия DEC - эвтектическая линия, процесс кристаллизации - эвтектический, структура - эвтектическая.
LE →αD + βC ( индексы показывают составы фаз).
Кристаллизация сплаваЕидет при постоянной температуре (С = 0). Рассмотрим кристаллизацию сплава I, которая начинается в точке 1, заканчивается затвердевание в точке 2 . От точки 2 до точки 3 изменений в структуре нет . В точке 3 начинается вторичная кристаллизация α → βII, это продолжается до комнатной температуры.
Вторичными кристаллами называется фаза βII, которая выделяется из пересыщенного раствора α, состав которого изменяется по линии DF. При понижении температуры количество βII возрастает. Кривая охлаждения сплава I и схема формирования структур показана на рис. 12 . Процесс выделения вторичных кристаллов называется вторичной кристаллизацией.
Рис. 12. Диаграмма состояния с эвтектикой
Лекция №5
Диаграмма состояния железо-углеродистых сплавов
Диаграмма состояния «железо-углерод» («железо-цементит») характеризует особенности процесса кристаллизации, фазовый состав и микроструктуру железоуглеродистых сплавов - сталей и чугунов. Она построена в координатах «температура - концентрация компонентов» (рис.13).
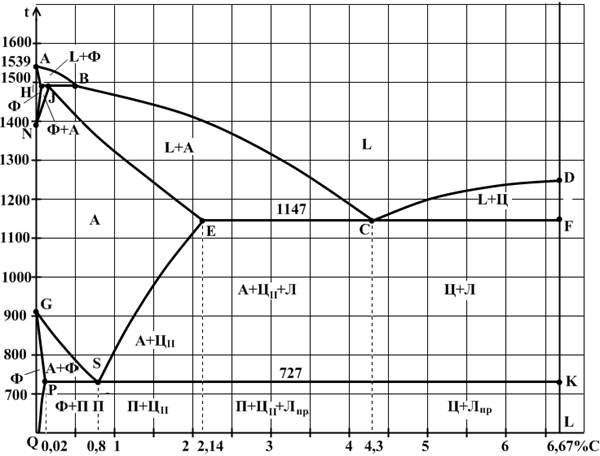
Рис.13. Диаграмма состояния «железо-углерод»
Железо - это металл, имеющий полиморфные превращения при температурах 911оС и 1392оС. Полиморфные модификации железа принято обозначать Feα (ОЦК-решётка) и Feγ (ГЦК-решётка). При температуре 911оС Feα ↔ Feγ, а при температуре 1392 оС Feγ ↔ Feα. Кроме того, при температуре 768 оС (точка Кюри) происходит магнитное превращение железа. Температура плавления железа - 1539 оС.
Углерод способен растворяться в Feα и Feγ, образуя твёрдые растворы - феррит и аустенит, а также образовывать c железом химическое соединение - цементит.
Таким образом, в железоуглеродистых сплавах образуются следующие фазы: жидкий расплав (жидкость), феррит, аустенит, цементит.
Жидкость принято обозначать Ж или L (от слова «ликвидус»).
Феррит - это твёрдый раствор углерода в Feα, максимальная концентрация углерода в котором составляет 0,02% (у низкотемпературного Feα). Его принято обозначать Ф, α или Feα. На диаграмме состояния феррит существует в областях AHN и GPQ. При понижении температуры растворимость углерода в феррите понижается в соответствии с линией PQ.
Аустенит - это твёрдый раствор углерода в Feγ, максимальная концентрация углерода в котором составляет 2,14%. Его принято обозначать А, γ или Feγ. На диаграмме состояния аустенит существует в области NJЕSG. При понижении температуры растворимость углерода в аустените понижается в соответствии с линией ES.
Цементит - это химическое соединение железа и углерода Fe3С, имеющее постоянную концентрацию углерода - 6,67%. На диаграмме ему соответствует линия DL.
ABCD - линия ликвидус, AHJECF - линия солидус.
Координаты точек диаграммы приведены в таблице 1
Таблица 1. Точки диаграммы «железо-цементит»
Обозначение точки
Температура, оС
Концентрация углерода, %
A
0.5
H
0.1
J
0.16
N
E
2.14
C
4.3
F
6.67
D
6.67
G
P
0.02
S
0.8
K
6.67
Q
0.006
L
6.67
У сплавов, содержащих более 2,14% углерода (чугунов), кристаллизация заканчивается эвтектической реакцией, при которой из жидкости, содержащей 4,3% углерода, одновременно кристаллизуются аустенит и цементит (ледебурит): Lc↔АЕ+Ц. Эвтектическая реакция происходит при температуре 1147 оС и на диаграмме ей соответствует линия ECF. Структура ледебурита представлена на рисунке 29 б.
Так как железо склонно к полиморфным превращениям, то и его твёрдые растворы также претерпевают превращения, которые происходят в виде перитектической и эвтектоидной реакций.
Перитектическая реакция происходит при температуре 1499 оС и ей на диаграмме соответствует линия HJB. Она заключается во взаимодействии жидкости, содержащей 0,5% углерода, и кристаллов феррита (0,1% С) с образованием аустенита (0,16% С): Lв+Фн↔Аj
Эвтектоидная реакция происходит при температуре 727 оС и ей на диаграмме соответствует линия PSK. Она заключается в распаде аустенита, содержащего 0,8 % С на феррит (0,02 % С) и цементит (перлит): АS↔ФP+Ц. Структура перлита представлена на рисунке 29 в.
В зависимости от содержания углерода, а следовательно и структуры в равновесном состоянии железоуглеродистые сплавы принять классифицировать на следующие группы:
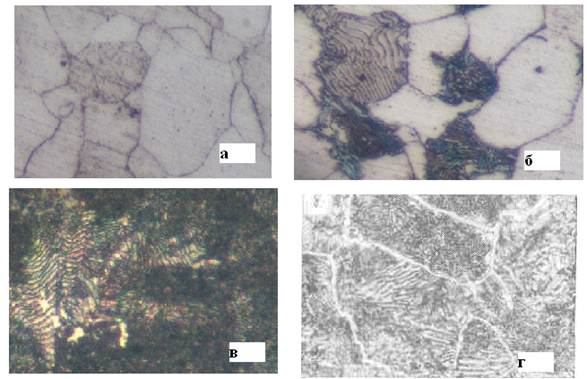
1. техническое железо - сплавы железа и углерода, содержащие менее 0,02 % С и состоящие из феррита и третичного цементита (рис.28 а);
2. стали - сплавы железа и углерода с содержанием углерода 0,02-2,14 %;
а) доэвтектоидные стали содержат более 0,02, но менее 0,8 % С и состоят из феррита и перлита (рис.28 б);
б) эвтектоидная сталь содержит 0,8 % С и имеет структуру пластинчатого перлита (рис.28 в);
в) заэвтектоидные стали содержат более 0,8-2,14 % С и состоят из перлита и вторичного цементита (рис.28 г);
Лекция № 6
Формирование структуры деформированных металлов
1.Конструкционная прочность материалов
В результате испытаний получают характеристики:
-
силовые (предел пропорциональности, предел упругости, предел текучести, предел прочности, предел выносливости);
-
деформационные (относительное удлинение, относительное сужение);
-
энергетические (ударная вязкость).
Все они характеризуют общую прочность материала независимо от назначения, конструкции и условий эксплуатации. Высокое качество детали может быть достигнуто только при учете всех особенностей, которые имеют место в процессе работы детали, и которые определяют ее конструкционную прочность.
Конструкционная прочность - комплекс прочностных свойств, которые находятся в наибольшей корреляции со служебными свойствами данного изделия, обеспечивают длительную и надежную работу материала в условиях эксплуатации.
На конструкционную прочность влияют следующие факторы:
-
конструкционные особенности детали (форма и размеры);
-
механизмы различных видов разрушения детали;
-
состояние материала в поверхностном слое детали;
-
процессы, происходящие в поверхностном слое детали, приводящие к отказам при работе.
2.Особенности деформации поликристаллических тел.
Рассмотрим холодную пластическую деформацию поликристалла. Пластическая деформация металлов и сплавов как тел поликристаллических, имеет некоторые особенности по сравнению с пластической деформацией монокристалла.
Деформация поликристаллического тела складывается из деформации отдельных зерен и деформации в приграничных объемах. Отдельные зерна деформируются скольжением и двойникованием, однако взаимная связь зерен и их множественность в поликристалле вносят свои особенности в механизм деформации.
Плоскости скольжения зерен произвольно ориентированны в пространстве, поэтому под влиянием внешних сил напряжения в плоскостях скольжения отдельных зерен будут различны. Деформация начинается в отдельных зернах, в плоскостях скольжения которых возникают максимальные касательные напряжения. Соседние зерна будут разворачиваться и постепенно вовлекаться в процесс деформации. Деформация приводит к изменению формы зерен: зерна получают форму, вытянутую в направлении наиболее интенсивного течения металла (поворачиваются осями наибольшей прочности вдоль направления деформации). Изменение структуры при деформации показано на рис. 14
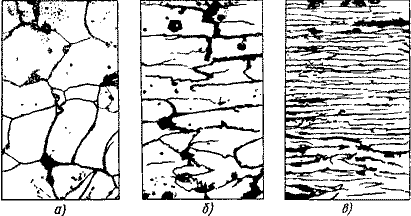
Рис. 14. Изменение структуры при деформации: а) до деформации; б) после обжатия на 35%; в) после обжатия на 90%.
Металл приобретает волокнистое строение. Волокна с вытянутыми вдоль них неметаллическими включениями являются причиной неодинаковости свойств вдоль и поперек волокон. Одновременно с изменением формы зерен в процессе пластической деформации происходит изменение ориентировки в пространстве их кристаллической решетки.
Когда кристаллические решетки большинства зерен получают одинаковую ориентировку, возникает текстура деформации.
3.Влияние пластической деформации на структуру и свойства металла: наклеп.
Текстура деформации создает кристаллическую анизотропию, при которой наибольшая разница свойств проявляется для направлений, расположенных под углом 45oдруг к другу. С увеличением степени деформации характеристики пластичности (относительное удлинение, относительное сужение) и вязкости (ударная вязкость) уменьшаются, а прочностные характеристики (предел упругости, предел текучести, предел прочности) и твердость увеличиваются (рис. 15). Также повышается электросопротивление, снижаются сопротивление коррозии, теплопроводность, магнитная проницаемость.
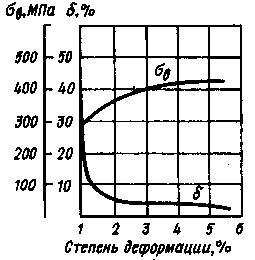
Рис.15. Влияние холодной пластической деформации на механические свойства металла
Совокупность явлений, связанных с изменением механических, физических и других свойств металлов в процессе пластической деформации называют деформационнымупрочнением или наклепом.
Упрочнение при наклепе объясняется возрастанием на несколько порядков плотности дислокаций:

Их свободное перемещение затрудняется взаимным влиянием, также торможением дислокаций в связи с измельчением блоков и зерен, искажениями решетки металлов, возникновением напряжений.
4.Влияние нагрева на структуру и свойства деформированного металла: возврат и рекристаллизация.
Деформированный металл находится в неравновесном состоянии. Переход к равновесному состоянию связан с уменьшением искажений в кристаллической решетке, снятием напряжений, что определяется возможностью перемещения атомов.
При низких температурах подвижность атомов мала, поэтому состояние наклепа может сохраняться неограниченно долго.
При повышении температуры металла в процессе нагрева после пластической деформации диффузия атомов увеличивается и начинают действовать процессы разупрочнения, приводящие металл в более равновесное состояние - возврат и рекристаллизация.
Возврат. Небольшой нагрев вызывает ускорение движения атомов, снижение плотности дислокаций, устранение внутренних напряжений и восстановление кристаллической решетки
Процесс частичного разупрочнения и восстановления свойств называется отдыхом (первая стадия возврата). Имеет место при температуре
 ..
..
Возврат уменьшает искажение кристаллической решетки, но не влияет на размеры и форму зерен и не препятствует образованию текстуры деформации.
Полигонизация - процесс деления зерен на части: фрагменты, полигоны в результате скольжения и переползания дислокаций.
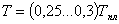
При температурах возврата возможна группировка дислокаций одинаковых знаков в стенки, деление зерна малоугловыми границами (рис. 16).
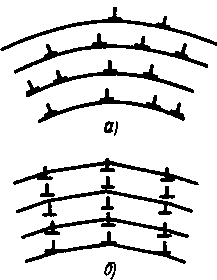
Рис. 16. Схема полигонизации: а - хаотическое расположение краевых дислокаций в деформированном металле; б - дислокационные стенки после полигонизации.
В полигонизированном состоянии кристалл обладает меньшей энергией, поэтому образование полигонов - процесс энергетически выгодный.
Процесс протекает при небольших степенях пластической деформации. В результате понижается прочность на (10…15) % и повышается пластичность (рис.17). Границы полигонов мигрируют в сторону большей объемной плотности дислокаций, присоединяя новые дислокации, благодаря чему углы разориентировки зерен увеличиваются (зерна аналогичны зернам, образующимся при рекристаллизации). Изменений в микроструктуре не наблюдается (рис.8.5 а). Температура начала полигонизации не является постоянной. Скорость процесса зависит от природы металла, содержания примесей, степени предшествующей деформации.
Рис. 17. Влияние нагрева деформированного металла на механические свойств
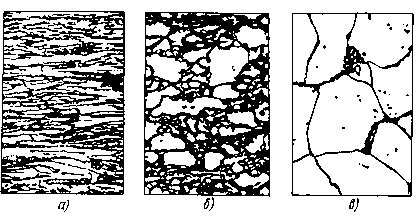
Рис. 18. Изменение структуры деформированного металла при нагреве
При нагреве до достаточно высоких температур подвижность атомов возрастает и происходит рекристаллизация.
Рекристаллизация - процесс зарождения и роста новых недеформированных зерен при нагреве наклепанного металла до определенной температуры.
Нагрев металла до температур рекристаллизации сопровождается резким изменением микроструктуры и свойств. Нагрев приводит к резкому снижению прочности при одновременном возрастании пластичности. Также снижается электросопротивление и повышается теплопроводность.
1 стадия - первичная рекристаллизация (обработки) заключается в образовании центров кристаллизации и росте новых равновесных зерен с неискаженной кристаллической решеткой. Новые зерна возникают у границ старых зерен и блоков, где решетка была наиболее искажена. Количество новых зерен постепенно увеличивается и в структуре не остается старых деформированных зерен.
Движущей силой первичной рекристаллизации является энергия, аккумулированная в наклепанном металле. Система стремится перейти в устойчивое состояние с неискаженной кристаллической решеткой.
2 стадия - собирательная рекристаллизация заключается в росте образовавшихся новых зерен.
Движущей силой является поверхностная энергия зерен. При мелких зернах поверхность раздела большая, поэтому имеется большой запас поверхностной энергии. При укрупнении зерен общая протяженность границ уменьшается, и система переходит в более равновесное состояние.
Температура начала рекристаллизации связана с температурой плавления
 ,
,
для металлов 
для твердых растворов 
для металлов высокой чистоты 
На свойства металла большое влияние оказывает размер зерен, получившихся при рекристаллизации. В результате образования крупных зерен при нагреве до температуры t1 начинает понижаться прочность и, особенно значительно, пластичность металла.
Основными факторами, определяющими величину зерен металла при рекристаллизации, являются температура, продолжительность выдержки при нагреве и степень предварительной деформации (рис. 19).
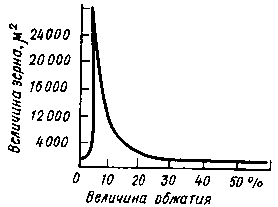
Рис. 19. Влияние предварительной степени деформации металла на величину зерна после рекристаллизации
С повышением температуры происходит укрупнение зерен, с увеличением времени выдержки зерна также укрупняются. Наиболее крупные зерна образуются после незначительной предварительной деформации 3…10 %. Такую деформацию называют критической. И такая деформация нежелательна перед проведением рекристаллизационного отжига.
Практически рекристаллизационный отжиг проводят дпя малоуглеродистых сталей при температуре 600…700oС, для латуней и бронз - 560…700oС, для алюминевых сплавов - 350…450oС, для титановых сплавов - 550…750oС.
Лекция №7
Определение и классификация видов термической обработки
Технология металлов состоит из трех основных видов: металлургия - получение металлов заданного состава; механическая обработка - получение изделий заданной формы; термическая обработка - получение заданных свойств.
1. ТЕМПЕРАТУРА И ВРЕМЯ
Цель любого процесса термической обработки состоит в том, чтобы нагревом до определенной температуры и последующим охлаждением вызывать желаемые изменения строения металла (рис. 20).
Основные факторы воздействия при термической обработке является температура и время, поэтому режим любой термической обработки можно предоставить графически в координатах температуры t и время τ.
Рис. 20. График простой термической обработки
2. ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
При термической обработке в сплаве должны произойти необратимые изменения структуры.
Все виды термообработки разделены на группы.
Первая группа - отжиг - термическая операция, заключающаяся в нагреве металла, находящегося в неравновесном состоянии и переводе его в более равновесное состояние.
Вторая группа - закалка - нагрев сплава до температуры выше фазовых превращений и последующим быстрым охлаждением с целью перевода в неравновесное состояние.
Третья группа - отпуск - термическая операция нагрева закаленной стали до температур ниже фазовых превращений для перевода его в более равновесное состояние.
Все эти превращения в группах связаны с диаграммами состояния, у которых есть превращения в твердом состоянии; полиморфные, эвтектоидные , ограниченная растворимость твердых фаз (см. диаграмму состояния Fe-Ц, рис. 3 на с. 46).
Для сталей эта часть диаграммы состояния Fe - Ц с концентрацией углерода до точкиЕ(2,11 % С), называется «стальной» участок диаграммы (рис. 21).
Рис. 21. «Стальной» участок диаграммы Fe-Ц
Приведем общепринятые обозначения на диаграмме. Температуры, точки, в которых происходят фазовые превращения,называются критическими. В теории термической обработки эти точки обозначаются буквой А.
Нижняя критическая точка, лежащая на линии PSK, обозначается буквой А1 исоответствует превращению аустенит ↔перлит. Верхняя критическая точка А3 лежит на линии GSEи соответствует выпадению кристаллов феррита за счет полиморфного превращения в доэвтектоидной стали (GS) или цементита вторичного (SE) взаэвтектоидных сталях.
При охлаждении эти точки обозначают Аr1, при нагревании Ас1 и Аr3 и Ас3 соответственно.
Отжиг - фазовая перекристаллизация, заключающаяся в нагреве выше Ас3 с последующим медленным охлаждением.
Если нагрев проводится в интервале температур Ас1 - Ас3, такой отжиг называется неполным. При отжиге структура сталей -
равновесная Ф + П, П, П + Ц (после охлаждения).
Если охлаждение сталей проводить на воздухе, то такая обработка будет называться нормализацией.
Закалка - нагрев выше температур Ас3 с последующим быстрым охлаждением.
Нагрев в интервале температур Ас1 + Ас3 и последующее быстрое охлаждение называется неполной закалкой.
Отпуск - нагрев закаленной стали ниже Ас1.
Возможны также другие виды технической обработки - цементация, азотирование, а также термомеханическая обработка.
3. ЧЕТЫРЕ ОСНОВНЫХ ПРЕВРАЩЕНИЯ В СТАЛИ
Фазовые превращения в сталях происходят в связи с изменением свободной энергии.
Для сталей характерны следующие структуры:
Аустенит (А) - твердый раствор углерода в γ-железе Feγ (С);
Мартенсит (М) - пересыщенный твердый раствор углерода в α-железе Feα (С);
Перлит (П) - эвтектоидная смесь из одновременно образующихся феррита и цементита из аустенита.
I. Превращение перлита в аустенит совершается выше температуры А1, когда аустенит имеет меньшую свободнуюэнергию:
Feα + Fe3С → Feγ (С) или П → А.
II. Превращение аустенита в перлит происходит ниже А1:
Feγ (С) → Feα + Fe3С или А → П.
III. Превращение аустенита в мартенсит:
Feγ (С) → Feα (С) или А → М.
IV. Превращение мартенсита в перлит:
Feα (С) → Feα + Fe3С или М → П.
Лекция №8
Виды термической обработки: отжиг, нормализация, закалка и отпуск закаленных сталей
1.ОТЖИГ
Отжиг - вид термической обработки металлов и сплавов, заключающийся в нагреве до определённой температуры, выдержке и последующем, обычно медленном, охлаждении. При отжиге осуществляются процессы возврата (отдыха металлов), рекристаллизации и гомогенизации. Цели отжига - снижение твёрдости для повышения обрабатываемости, улучшение структуры и достижение большей однородности металла, снятие внутренних напряжений. [1]
По классификации А. А. Бочвара различают 2 вида отжига:
-
Отжиг 1-го рода - без фазовой перекристаллизации - применяется для приведения металла в более равновесное структурное состояние: снимается наклёп, понижается твёрдость, возрастают пластичность и ударная вязкость, снимаются внутренние напряжения (в связи с процессами отдыха и рекристаллизации).
-
Отжиг 2-го рода осуществляется с фазовой перекристаллизацией: сталь нагревается до температуры выше критических точек, затем следует выдержка различной продолжительности и последующее сравнительно медленное охлаждение.
Полный и неполный отжиг
-
Полный отжиг заключается в нагреве стали на 30-50 °C выше верхней критической точки для полного превращения структуры стали в аустенит и последующем медленном охлаждении до 500-600 °C для образования феррита и перлита. Скорость охлаждения для углеродистых сталей около 50-100 °C/ч. Если охлаждение ведётся на воздухе, происходит нормализация.
-
Неполный отжиг заключается в нагреве до температур между нижней и верхней критическими точками и последующем медленном охлаждении.
Изотермический отжиг
Для легированных сталей применяют изотермический отжиг, состоящий в нагреве выше верхней критической точки А3 область избыточного аустенита, выдержке, охлаждении до температуры ниже нижней критической точки А1, выдержке, достаточной для полного превращения аустенита в перлит, и охлаждении до комнатной температуры.
Диффузионный (гомогенизирующий) отжиг
Диффузионный отжиг состоит в нагреве до температур, значительно превосходящих критические точки, и продолжительной выдержке; используется для литого материала, обеспечивает получение равновесной структуры. Диффузионный отжиг приводит к достижению более однородных свойств по объёму изделия и особенно улучшению механических свойств в поперечном (по отношению к прокатке) направлении. В необходимых случаях для предотвращения обезуглероживания стали производят отжиг в защитных атмосферах. При диффузионном отжиге идут следующие процессы:
-
выравнивание химического состава до равновесного;
-
растворение избыточных фаз;
-
выделение фаз из пересыщенного твердого раствора - особый случай - гетерогенизация во время гомогенизации, наблюдается в алюминиевых сплавах, содержащих хром, цирконий и скандий;
-
рост зерна;
-
образование и рост пор.
Методы выполнения диффузионного отжига
При начале диффузионного отжига сначала растворяются самые легкоплавкие эвтектики (тройные, четверные), потом нагревают до двойной эвтектики, а затем нагревают под температуру метастабильного солидуса. Основная задача - сократить время обработки. Для этого нужно нагреть на возможно более высокую температуру. При этом материал не должен испытывать:
-
перегрева - чрезмерного роста зерен,
-
пережога - окисления границ зёрен.
Высокотемпературный диффузионный отжиг
Нагревать до температуры между температурами метастабильного и стабильного солидуса, заранее обрекая материал на частичное расплавление. Если объем легкоплавких фаз менее 1 %, то эта жидкость позднее рассосется, и влияния на свойства не окажет.
Температура нагрева зависит от температуры плавления Тн = 0,7-0,8 Тпл
Рекристаллизационный отжиг
Рекристаллизационный отжиг - нагрев до температуры на 100-200 °C выше температуры рекристаллизации, выдержка и последующее охлаждение. Вследствие процесса рекристаллизации происходит снятие наклепа, и свойства металла соответствуют равновесному состоянию.
2.НОРМАЛИЗАЦИЯ
Нормализация (нормализационный отжиг) - вид термической обработки стали.
При нормализации доэвтектоидные стали нагреваются до температуры на 50 °C выше критической точки завершения превращения избыточного феррита в аустенит AC3, а заэвтэктоидные до температуры на 50 °C выше точки завершения превращения избыточного цементита в аустенит Acт. Нагревание ведется до полной перекристаллизации. Охлаждение производится на воздухе в цехе. В результате сталь приобретает мелкозернистую, однородную структуру. Твердость, прочность стали после нормализации выше на 10-15 %, чем после отжига.
Структура низкоуглеродистой стали после нормализации феррито-перлитная, такая же, как и после отжига, а у средне- и высокоуглеродистой стали - сорбитная. В некоторых случаях нормализация может заменить для низкоуглеродистой стали отжиг, а для высокоуглеродистой - закалку с высоким отпуском. Часто нормализацию используют для подготовки стали к закалке. Нормализация обеспечивает большую производительность и лучшее качество поверхности при обработке резанием.
3.ЗАКАЛКА.
Зака́лка - вид термической обработки материалов (металлы, их сплавы, стекло), заключающийся в их нагреве выше критической температуры (температуры изменения типа кристаллической решетки, т. е. полиморфного превращения, либо температуры, при которой в матрице растворяются фазы, существующие при низкой температуре), с последующим быстрым охлаждением. Закалку металла для получения избытка вакансий не следует смешивать с обычной закалкой, для проведения которой необходимо, чтобы были возможные фазовые превращения в сплаве.
Чаще всего охлаждение осуществляется в воде или масле, но существуют и другие способы охлаждения: в псевдокипящем слое твёрдого теплоносителя, струёй сжатого воздуха, водяным туманом, в жидкую полимерную закалочную среду.
Различают закалку с полиморфным превращением, для сталей, и закалку без полиморфного превращения, для большинства цветных металлов.
Материал, подвергшийся закалке приобретает бо́льшую твердость, но становится хрупким, менее пластичным и менее вязким, если сделать большее количество повторов нагревание-охлаждение. Для снижения хрупкости и увеличения пластичности и вязкости, после закалки с полиморфным превращением применяют отпуск. После закалки без полиморфного превращения применяют старение. При отпуске имеет место некоторое снижение твердости и прочности материала.
В зависимости от температуры нагрева, закалку подразделяют на полную и неполную. В случае полной закалки материал нагревают на 30 - 50°С выше линии GS для доэвтектоидной стали и эвтектоидной, заэвтектоидная линия PSK (см. диаграмму железоуглеродистых сплавов), в этом случае сталь приобретает структуру аустенит и аустенит + цементит. При неполной закалке производят нагрев выше линии PSK диаграммы, что приводит к образованию избыточных фаз по окончании закалки.
Неполная закалка, как правило, применяется для инструментальных сталей
Закалочные среды
При закалке для переохлаждения аустенита до температуры мартенситного превращения требуется быстрое охлаждение, но не во всём интервале температур, а только в пределах 650-400 °C, то есть в том интервале температур в котором аустенит менее всего устойчив, быстрее всего превращается в феритно-цементитную смесь. Выше 650 °C скорость превращения аустенита мала, и поэтому смесь при закалке можно охлаждать в этом интервале температур медленно, но, конечно, не настолько, чтобы началось выпадение феррита или превращение аустенита в перлит.
Механизм действия закалочных сред (вода, масло, водополимерная закалочная среда(Термат), а также охлаждение деталей в растворах солей) следующий. В момент погружения изделия в закалочную среду вокруг него образуется плёнка перегретого пара, охлаждение происходит через слой этой паровой рубашки, то есть относительно медленно. Когда температура поверхности достигает некоторого значения (определяемого составом закаливающей жидкости), при котором паровая рубашка разрывается, то жидкость начинает кипеть на поверхности детали, и охлаждение происходит быстро.
Первый этап относительно медленного кипения называется стадией плёночного кипения, второй этап быстрого охлаждения - стадией пузырькового кипения. Когда температура поверхности металла ниже температуры кипения жидкости, жидкость кипеть уже не может, и охлаждение замедлится. Этот этап носит название конвективного теплообмена.
Способы закалки
-
Закалка в одном охладителе - нагретую до определённых температур деталь погружают в закалочную жидкость, где она остаётся до полного охлаждения. Этот способ применяется при закалке несложных деталей из углеродистых илегированных сталей.
-
Прерывистая закалка в двух средах - этот способ применяют при закалке высокоуглеродистых сталей. Деталь сначала быстро охлаждают в быстро охлаждающей среде (например воде), а затем в медленно охлаждающей (масло).
-
Струйчатая закалка заключается в обрызгивании детали интенсивной струёй воды и обычно её применяют тогда, когда нужно закалить часть детали. При этом способе не образуется паровая рубашка, что обеспечивает более глубокуюпрокаливаемость, чем простая закалка в воде. Такая закалка обычно производится в индукторах на установках ТВЧ.
-
Ступенчатая закалка - закалка, при которой деталь охлаждается в закалочной среде, имеющей температуру выше мартенситной точки для данной стали. При охлаждении и выдержке в этой среде закаливаемая деталь должна приобрести во всех точках сечения температуру закалочной ванны. Затем следует окончательное, обычно медленное, охлаждение, во время которого и происходит закалка, то есть превращение аустенита в мартенсит.
-
Изотермическая закалка. В отличие от ступенчатой при изотермической закалке необходимо выдерживать сталь в закалочной среде столько времени, чтобы успело закончиться изотермическое превращение аустенита.
4.ОТПУСК
О́тпуск - технологический процесс, заключающийся в термической обработкезакалённого на мартенсит сплава или металла, при которой основными процессами являются распад мартенсита, а также полигонизация ирекристаллизация.
Отпуск проводят с целью получения более высокой пластичности и снижения
хрупкости материала при сохранении приемлемого уровня его прочности. Для этого изделие подвергается нагреву в печи до температуры от 150-260 °C до370-650 °C с последующим медленным остыванием.
Низкотемпературный отпуск
Проводят при температурах до 250 °C. Закалённая сталь сохраняет высокую износостойкость, однако такое изделие (если оно не имеет вязкой сердцевины) не выдержит высоких динамических нагрузок. Такому отпуску подвергают режущие и измерительные инструменты из углеродистых и низколегированных сталей.
Среднетемпературный отпуск
Проводят при температурах 350-500 °C и применяют главным образом для пружин и рессор, а также для штампов. Ускоряются диффузионные процессы, происходит выделение избыточных атомов углерода в виде цементита, то есть мартенсит распадается на феррито-цементитную смесь. После среднего отпуска структура состоит из равновесного феррита и дисперсных включений цементита, такая структура называется зернистый троостит отпуска. Такой отпуск обеспечивает высокие пределы упругости и выносливости, а также релаксационную стойкость. Охлаждение после отпуска проводят при температурах 400-500 °C в воде, после чего возникают сжимающие остаточные напряжения, которые увеличивают предел выносливости пружин.
Высокотемпературный отпуск
Проводят при температурах 500-680 °C. При этом остается высокая прочность и пластичность, а также максимальная вязкость. Высокому отпуску подвергают детали, воспринимающие ударные нагрузки (зубчатые колеса, валы).
Лекция № 9
Определение и классификация основных видов химико-термической обработки металлов и сплавов
Химико-термическая обработка (ХТО) - нагрев и выдержка металлических (а в ряде случаев и неметаллических) материалов при высоких температурах в химически активных средах (твердых, жидких, газообразных).
В подавляющем большинстве случаев химико-термическую обработку проводят с целью обогащения поверхностных слоев изделий определенными элементами. Их называют насыщающими элементами или компонентами насыщения.
В результате ХТО формируется диффузионный слой, т.е. изменяется химический состав, фазовый состав, структура и свойства поверхностных слоев. Изменение химического состава обуславливает изменения структуры и свойств диффузионного слоя.
В зависимости от насыщающего элемента различают следующие процессы химико-термической обработки:
-
однокомпонентные: цементация - насыщение углеродом; азотирование - насыщение азотом; алитирование - насыщение алюминием; хромирование - насыщение хромом; борирование - насыщение бором; силицирование - насыщение кремнием;
-
многокомпонентные: нитроцементация (цианирование, карбонитрация) - насыщение азотом и углеродом; боро- и хромоалитирование - насыщение, бором или хромом и алюминием, соответственно; хромосилицирование - насыщение хромом и кремнием и т.д.
Широкое промышленное применение получили только традиционные процессы насыщения: азотирование, цементация, нитроцементация, цианирование. Цинкование, алитирование, борирование, хромирование, силицирование применяют значительно в меньшей мере.
На практике в подавляющем большинстве случаев ХТО подвергают сплавы на основе железа (стали и чугуны), реже - сплавы на основе тугоплавких металлов, твердые сплавы и еще реже сплавы цветных металлов, хотя практически все металлы могут образовывать диффузионные слои с подавляющим большинством химических элементов Периодической системы элементов Д.И. Менделеева.
При реализации любого процесса ХТО изделия выдерживают определенное время при температуре насыщения в окружении насыщающей среды. Насыщающие среды могут быть твердыми, жидкими или газообразными.
Существующие методы химико-термической обработки можно разделить на три основные группы: насыщение из твердой фазы (в основном, из порошковых засыпок), насыщение из жидкой фазы и насыщение из газовой (или паровой) фазы. Особо выделяют метод ХТО в ионизированных газах (ХТО в плазме тлеющего разряда). Насыщение из паст (обмазок) занимает особое положение (в зависимости от состава, консистенции обмазки и температурно-временных условий химико-термической обработки тяготеет к одному из указанных выше методов насыщения)
В настоящее время активно изучают способы ХТО, реализующиеся при воздействии на поверхность концентрированными потоками энергии.
При любом процессе ХТО в реакционной системе протекают определенные процессы и реакции. Условно весь процесс массопереноса (насыщения) при ХТО может быть представлен в виде пяти последовательно реализующихся стадий:
-
реакции в реакционной среде (образование компоненты, осуществляющей массоперенос диффундирующего элемента);
-
диффузия в реакционной среде (подвод насыщающего элемента к поверхности насыщаемого сплава;
-
процессы и реакции на границе раздела фаз (на насыщаемой поверхности); в ряде случаев - удаление продуктов реакций, протекающих на границе раздела фаз, в реакционную среду;
-
диффузия в насыщаемом сплаве;
-
реакции в насыщаемом сплаве (образование фаз диффузионного слоя: твердых растворов, химических соединений и т.д.).
Но даже эта, довольно общая схема процесса диффузионного насыщения не описывает в полной мере всей сложности явлений, имеющих место при ХТО.
Важнейшим условием образования диффузионного слоя (необходимым, но не достаточным) является существование растворимости диффундирующего элемента в насыщаемом металле при температуре химико-термической обработки. Диффузионные слои могут также образовывать элементы, имеющие при температуре процесса малую растворимость в насыщаемом металле, но образующие с ним химические соединения.
Толщина диффузионного слоя, а следовательно и толщина упрочненного слоя поверхности изделия, является наиболее важной характеристикой химико-термической обработки. Толщина слоя определяется рядом таких факторов, как температура насыщения, продолжительность процесса насыщения, состав, то есть содержание тех или иных легирующих элементов, градиент концентраций насыщаемого элемента между поверхностью изделия и в глубине насыщаемого слоя.
ХТО применяют с целью:
-
поверхностного упрочнения металлов и сплавов (повышения твердости, износостойкости, усталостной и коррозионно-усталостной прочности, сопротивления кавитации и т.д.);
-
сопротивления химической и электрохимической коррозии в различных агрессивных средах при комнатной и повышенных температурах;
-
придания изделиям требуемых физических свойств (электрических, магнитных, тепловых и т.д.);
-
придания изделиям соответствующего декоративного вида (преимущественно с целью окрашивания изделий в различные цвета);
-
облегчения технологических операций обработки металлов (давлением, резанием и др.).
Требуемые свойства диффузионных (поверхностных) слоев могут формироваться как в процессе химико-термической обработки (азотирование, хромирование, борирование и др.), так и при последующей термообработке (цементация, нитроцементация).
Цементация стали - поверхностное диффузионное насыщение малоуглеродистой стали углеродом с целью повышения твёрдости, износоустойчивости.
Цементации подвергают низкоуглеродистые (обычно до 0.2 % C) стали, процесс в случае использования твёрдого карбюризатора проводится при температурах 900-950 °С, при газовой цементации (газообразный карбюризатор) - при 850-900 °С.
После цементации изделия подвергают термообработке, приводящей к образованию мартенситной фазы в поверхностном слое изделия (закалка на мартенсит) с последующим отпуском для снятия внутренних напряжений.
Способы цементации:
-
в твёрдом карбюризаторе
-
в газовом карбюризаторе
-
в кипящем слое
-
в растворах электролитов
-
в пастах
Цементация в твёрдом карбюризаторе
В этом процессе насыщающей средой является древесный уголь в зёрнах поперечником 3,5-10 мм или каменноугольный полукокс и торфяной кокс, к которым добавляют активизаторы.
Технология процесса состоит в следующем: Загрузка деталей в стальной ящик с герметичным песчаным затвором. Укладка деталей производится таким образом, чтобы они были покрыты карбюризатором со всех сторон, не соприкасались друг с другом и стенками ящика. Далее ящик герметично закрывается песчаным затвором или замазывается огнеупорной глиной и загружается в печь.
Стандартный режим: 900-950 градусов, 1 час выдержки (после прогрева ящика) на 0,1 мм толщины цементированного слоя. Для получения 1 мм слоя - выдержка 10 часов.
При "ускоренном" режиме цементация производится при 980 градусах. Выдержка уменьшается в два раза, и для получения слоя 1 мм требуется 5 часов. Но при этом образуется цементитная сетка, которую придется убирать многократной нормализацией металла.
Цементация в газовом карбюризаторе
Этот процесс осуществляют в среде газов, содержащих углерод. Газовая цементация имеет ряд преимуществ по сравнению с цементацией в твёрдом карбюризаторе, поэтому её широко применяют на заводах, изготовляющих детали массовыми партиями.
В случае с газовой цементацией можно получить заданную концентрацию углерода в слое; сокращается длительность процесса, так как отпадает необходимость прогрева ящиков, наполненных малотеплопроводным карбюризатором; обеспечивается возможность полной механизации и автоматизации процессов, и значительно упрощается последующая термическая обработка деталей, так как закалку можно проводить непосредственно из цементационной печи.
Цементация в кипящем слое
Цементация в слое мелких частиц (0,05-0,20 мм) корунда, через который проходит восходящий поток эндогаза с добавкой метана (кипящий слой). При прохождении газа частицы становятся подвижными, и слой приобретает некоторые свойства жидкости (псевдоожиженный слой).
В последние годы разработан процесс цементации в кипящем слое в атмосфере эндогаза с добавкой метана. Кипящий слой представляет собой гетерогенную систему, в которой за счет проходящего потока газа через слои мелких (0,05-0,20 мм) частиц (чаще корунда) создается их интенсивное перемешивание, что внешне напоминает кипящую жидкость. Частицы корунда располагаются на газораспределительной решетке печи. При определенной скорости прохождения восходящего потока газа (выше критической скорости) частицы становятся подвижными, и слой приобретает некоторые свойства жидкости (псевдоожиженный слой). В этом состоянии сцепление между частицами нарушено, они становятся подвижными и опираются не на решетку, а на поток газа. Достоинствами процесса цементации в кипящем слое являются: сокращение длительности процесса вследствие большой скорости нагрева и высокого коэффициента массоотдачи углерода; возможность регулирования углеродного потенциала атмосферы в рабочей зоне печи; уменьшение деформации и коробления обрабатываемых деталей за счет равномерного распределения температуры по всему объему печи. Процесс цементации в кипящем слое может быть использован на заводах мелкосерийного и единичного производства.
Цементация в растворах электролитов
Использование анодного эффекта для диффузионного насыщения обрабатываемой поверхности углеродом в многокомпонентных растворах электролитов - один из видов скоростной электрохимико-термической обработки (анодный электролитный нагрев) малогабаритных изделий. Анод-деталь при наложении постоянного напряжения в диапазоне от 150 до 300 В разогревается до температур 450-1050°С. Достижение таких температур обеспечивает сплошная и устойчивая парогазовая оболочка, отделяющая анод от электролита. Для обеспечения цементации в электролит, кроме электропроводящего компонента, вводят углеродсодержащие вещества-доноры (глицерин,ацетон, этиленгликоль, сахароза и другие).
Цементация в пастах
Цементация с нанесением на науглероживаемую металлическую поверхность С-содержащих материалов в виде суспензии, обмазки или шликера, сушкой и последующим нагревом изделия ТВЧ или током промышленной частоты. Толщина слоя пасты должна быть в 6-8 раз больше требуемой толщины цементованного слоя. Температуру цементации устанавливают 910-1050°С.
Лекция №10
Общие требования, предъявляемые к конструкционным материалам
Конструкционными называют материалы, предназначенные для изготовления деталей машин, приборов, инженерных конструкций, подвергающиеся механическим нагрузкам. Детали машин и приборов характеризуются большим разнообразием форм, размеров, условий эксплуатации. Они работают при статических, циклических и ударных нагрузках, при низких и высоких температурах, в контакте с различными средами. Эти факторы определяют требования к конструкционным материалам, основные из которых-эксплуатационные, технологические и экономические.
Эксплуатационные требования имеют первостепенное значение. Для того чтобы обеспечить работоспособность конкретных машин и приборов, конструкционный материал должен иметь высокую конструкционную прочность.
Конструкционной прочностью называется комплекс механических свойств, обеспечивающих надежную и длительную работу материала в условиях эксплуатации.
Механические свойства, определяющие конструкционную прочность и выбор конструкционного материала. Требуемые характеристики механических свойств материала для конкретного изделия зависят не только от силовых факторов, но и воздействия на него рабочей среды и температуры.
Среда - жидкая, газообразная, ионизированная, радиационная, в которой работает материал, оказывает существенное и преимущественно отрицательное влияние на его механические свойства, снижая работоспособность деталей. В частности, рабочая среда может вызывать повреждение поверхности вследствие коррозионного растрескивания, окисления и образования окалины, изменение химического состава поверхностного слоя в результате насыщения нежелательными элементами (например, водородом, вызывающим охрупчивание). Кроме того, возможны разбухание и местное разрушение материала в результате ионизационного и радиационного облучения. Для того чтобы противостоять рабочей среде, материал должен обладать не только механическими, но и определенными физико-химическими свойствами: стойкостью к электрохимической коррозии, жаростойкостью (окалиностойкостью - устойчивостью к химической коррозии), радиационной стойкостью, влагостойкостью, способностью работать в условиях вакуума и др.
Температурный диапазон работы современных материалов очень широк от 269 до 1000 °С, а в отдельных случаях до 2500°С. Для обеспечения работоспособности при высокой температуре от материала требуется жаропрочность, а при низкой температуре-хладостойкость.
В некоторых случаях важно также требование определенных магнитных, электрических, тепловых свойств, высокой стабильности размеров деталей (особенно высокоточных деталей приборов).
Технологические требования (технологичность материала) направлены на обеспечение наименьшей трудоемкости изготовления деталей и конструкций. Технологичность материала характеризуют возможные методы его обработки.
По качеству стали классифицируют на стали обыкновенного качества, качественные, высококачественные и особовысококачественные.
Под качеством стали понимают совокупность свойств, определяемых металлургическим процессом ее производства. Однородность химического состава, строения и свойств стали, а также ее технологичность во многом зависят от содержания газов (кислорода, водорода, азота) и вредных примесей - серы и фосфора. Газы являются скрытыми, количественно трудно определяемыми примесями, поэтому нормы содержания вредных примесей служат основными показателями для разделения сталей по качеству. Стали обыкновенного качества содержат до 0,055% S и 0,045% Р, качественные - не более 0,04% S и 0,035% Р, высококачественные - не более 0,025% S и 0,025 % Р, особовысококачественные- не более 0,015% S и 0,025% Р.
По степени раскисления и характеру затвердевания стали классифицируют на спокойные, полуспокойные и кипящие.
Раскисление - процесс удаления из жидкого металла кислорода, проводимый для предотвращения хрупкого разрушения стали при горячей деформации.
Спокойные стали раскисляют марганцем, кремнием и алюминием. Они содержат мало кислорода и затвердевают спокойно без газовыделения. Кипящие стали раскисляют только марганцем. Перед разливкой в них содержится повышенное количество кислорода, который при затвердевании, частично взаимодействуя с углеродом, удаляется в виде СО. Выделение пузырей СОсоздает впечатление кипения стали, с чем и связано ее название. Кипящие стали дешевы, их производят низкоуглеродистыми и практически без кремния (Si< 0,07 %), но с повышенным количеством газообразных примесей.
Полуспокойные стали по степени раскисления занимают промежуточное положение между спокойными и кипящими.
При классификации стали но структуре учитывают особенности ее строения в отожженном и нормализованном состояниях. По структуре в отожженном (равновесном) состоянии конструкционные стали разделяют на четыре класса: 1) доэвтектоидные, имеющие в структуре избыточный феррит; 2) эвтектоидные, структура которых состоит из перлита; 3) аустенитные; 4) ферритные.
Углеродистые стали могут быть первых двух классов, легированные - всех классов. Стали аустенитного класса образуются при введении большого количества элементов Ni, Мп, расширяющих у-область; стали ферритного класса-при введении элементов Сг, Si, V, W и др., При определенном легировании возможны частичная перекристаллизация (а+± у) и образование сталей промежуточных классов - полуферритных и полуаустенитных.
Лекция №11
Углеродистые стали
Качество и свойства материалов и полуфабрикатов должны удовлетворять требованиям соответствующих стандартов и технических условий и быть подтверждены сертификатами заводов-поставщиков. В сертификате должен быть указан также режим термообработки, которой был подвергнут полуфабрикат на заводе-поставщике. Завод-изготовитель арматуры должен осуществлять входной контроль качества материалов и полуфабрикатов, поступающих для изготовления арматуры, по номенклатуре и в объеме, устанавливаемых в технических условиях на изготовление арматуры. Материалы и полуфабрикаты из стали аустенитного класса подлежат проверке на склонность к межкристаллитной коррозии.
1 На материалы и полуфабрикаты, предназначенные для изготовления, монтажа и ремонта арматуры, наносится отличительная маркировка, которая должна оставаться до полного изготовления изделия и определять марку материала и номер плавки (садки). Материалы маркируются любым способом, не влияющим на работоспособность детали.
В связи с непрерывным повышением параметров работы энергетических установок разрабатывают и используют новые материалы для деталей арматуры.К новым материалам предъявляют определенные требования по прочностным характеристикам в пределах температур, для которых рекомендуется этот материал:
• по временному сопротивлению разрыву (предел прочности);
• по пределу текучести; по относительному удлинению;
• по относительному сужению;
• по относительному равномерному сужению;
• по ползучести;
• по длительной прочности;
• по циклической прочности (для циклически нагруженных элементов);
• по критической температуре хрупкости;
• по сдвигу критической температуры хрупкости в результате старения и циклической усталости;
• по длительной пластичности.
Номенклатуру и объемы определения указанных характеристик устанавливают для каждого материала в зависимости от рекомендуемых температур и условий его эксплуатации. Механические свойства, определяемые первыми четырьмя из перечисленных характеристик (sВ, sТ, d, y), должны быть исследованы в температурном интервале от 20 °С до температуры, не менее чем на 50 °С превышающей максимальную рекомендуемую рабочую температуру. Ударная вязкость должна быть исследована в интервале от :критической температуры хрупкости материала до температуры, указанной выше.
Материалы, предназначенные для работы при высоких температурах, должны иметь опытные данные о ползучести и длительной прочности, позволяющие экстраполировать кривые до 105 ч.
Для материалов, подлежащих сварке, должны быть представлены данные, характеризующие свойства выполненных по рекомендуемой технологии сварных соединений, подвергнутых тем же испытаниям и исследованиям, что и основной материал. Испытания механических свойств сварных соединений следует производить в соответствии с требованиями соответствующих стандартов.
Должны быть представлены также следующие сведения о физико-механических свойствах материалов:
· модуль упругости при различных температурах;
· средний коэффициент теплового расширения в соответствующих интервалах температур;
· коэффициент теплопроводности при соответствующих температурах.
Отливки из легированных сталей в случаях, предусмотренных техническими условиями, помимо проверки механических свойств и химического состава, должны проходить также металлографические исследования (контроль макро- и микроструктуры в термообработанном состоянии) и проверку на склонность к межкристаллитной коррозии.
Крепежные детали (болты, шпильки, гайки) для соединения фланцев из аустенитной стали должны изготовляться из сталей того же класса, что и фланцы. Применение крепежных деталей из материалов с различными коэффициентами линейного расширения допускается при рабочей температуре не более 50°С или когда работоспособность конструкции подтверждена расчетом или экспериментальными данными. Гайки и шпильки (болты) должны иметь различную твердость. Легированные стали для крепежных изделий должны подвергаться термической обработке.
Они подразделяются на углеродистую конструкционную сталь обыкновенного качества, и на качественную конструкционную сталь.
Классификация и маркировки углеродистых сталей
В основу классификации положено содержание в стали серы и фосфора, т. е. вредных примесей. Качество стали тем выше, чем меньше в ней серы и фосфора. По качеству можно выделить следующие основные группы сталей:
• стали обыкновенного качества, содержащие до 0,06% серы и 0,07% фосфора;
• качественные стали, содержащие до 0,04% серы и 0,035% фосфора;
• высококачественные стали, содержащие до 0,025% серы и 0,025% фосфора, выплавляемые в электропечах. Сера в таких количествах растворяется в железе, поэтому сульфиды не образуются, следовательно, высококачественные стали не подвержены красноломкости;
• особовысококачественные стали получают путем применения специальных металлургических технологий: электрошлакового переплава (ЭШП) - переплав стали под слоем специального шлака позволяет снизить содержание серы до 0,002… 0,008%; вакуум нодуговой переплав (ВДП) почти полностью выводит из стали газы.
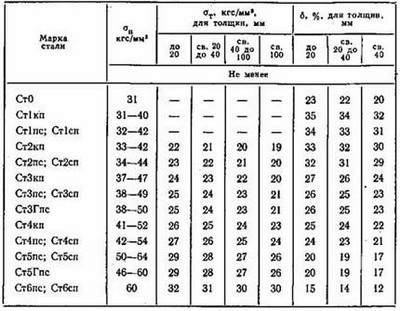
Маркировка углеродистых сталей. Углеродистые стали выпускают обыкновенного качества, качественные и высококачественные. Легированные стали - качественные, высококачественные и особовысококачественные.
Стали обыкновенного качества обозначают буквами Ст и цифрой, указывающей порядковый номер стали: СтО, Ст1, Ст2, СтЗ, Ст4, Ст5, Стб. С увеличением номера повышаются содержание углерода и прочностные свойства, но снижается пластичность. Так, в зависимости от марки (номера) содержание углерода в сталях увеличивается от 0,06 до 0,43%, возрастают предел прочности ав от 300 до 600 МПа и предел текучести а0,2 от 150 до 300 МПа, а относительное удлинение 8 снижается от 32 до 14%. Стали обыкновенного качества используют в основном как строительные. Их не подвергают термической обработке.
Качественные углеродистые стали являются машиностроительными, их применяют для изготовления деталей машин (конструкционные стали) или инструментов(инструментальные стали). Для обеспечения требуемых свойств они подвергаются термической обработке и поэтому поставляются с гарантированным химическим составом, который указывается в обозначении марки.
Конструкционные стали обозначаются цифрами, указывающими среднее содержание углерода в сотых долях процента. В машиностроении используются следующие марки сталей: 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70. Для каждой марки стали установлены пределы содержания углерода; например, сталь 20 содержит 0,18…0,22%, сталь 25 - 0,23…0,27%, сталь 40 - 0,37…0,42% и т.п.
Лекция №12
Легированные стали
Для улучшения физических, химических, прочностных и технологических свойств стали легируют, вводя в их состав различные легирующие элементы (хром, марганец, никель и др.). Стали могут содержать один или несколько легирующих элементов, которые придают им специальные свойства.
Легированные конструкционные стали делят на основные группы
-
Цементуемые легированные стали
-
Улучшаемые легированные стали
-
Высокопрочные легированные стали
Влияние легирующих элементов
Легирующие элементы вводят в сталь для повышения ее конструкционной прочности. Основной структурной составляющей в конструкционной стали является феррит, занимающий в структуре не менее 90 % по объему. Растворяясь в феррите, легирующие элементы упрочняют его. Твердость феррита (в состоянии после нормализации) наиболее сильно повышают кремний, марганец и никель - элементы с решеткой, отличающейся от решетки α-Fе. Молибден, вольфрам и хром влияют слабее.
Большинство легирующих элементов, упрочняя феррит и мало влияя на пластичность, снижают его ударную вязкость (за исключением никеля). При содержании до 1 % марганец и хром повышают ударную вязкость. Свыше этого содержания ударная вязкость снижается; достигая уровня нелегированного феррита при 3 % Cr и 1,5 % Мn.
Увеличение содержания углерода в стали усиливает влияние карбидной фазы, дисперсность которой зависит от термической обработки и состава сплава. В значительной степени повышению конструктивной прочности при легировании стали способствует увеличение прокаливаемости. Наилучший результат по улучшению прокаливаемости стали достигают при ее легировании несколькими элементами, например Сr + Мо, Сr + Ni, Сr + Ni + Мо и другими сочетаниями различных элементов.
Высокая конструктивная прочность стали обеспечивается рациональным содержанием в ней легирующих элементов. Избыточное легирование (за исключением никеля) после достижения необходимой прокаливаемости приводит к снижению вязкости и облегчает хрупкое разрушение стали.
Хром - оказывает благоприятное влияние на механические свойства конструкционной стали. Его вводят в сталь в количестве до 2 %; он растворяется в феррите и цементите.
Никель - наиболее ценный легирующий элемент, его вводят в сталь в количестве от 1 до 5 %.
Никель заметно повышает предел текучести стали, но делает сталь чувствительной к перегреву. В связи с этим для измельчения зерна одновременно с никелем в сталь вводят карбидообразующие элементы.
Марганец вводят в сталь до 1,5 %. Он распределяется между ферритом и цементитом.
Кремний является некарбидообразующим элементом, и его количество в стали ограничивают до 2%. Он значительно повышает предел текучести стали и при содержании более 1 % снижает вязкость и повышает порог хладноломкости.
Молибден и вольфрам являются карбидообразующими элементами, которые большей частью растворяются в цементите. Молибден в количестве 0,2 - 0,4 % и вольфрам в количестве 0,8 - 1,2 % в комплекснолегированных сталях способствуют измельчению зерна, увеличивают прокаливаемость и улучшают некоторые другие свойства стали.
Ванадий и титан - сильные карбидообразущие элементы, которые вводят в небольшом количестве (до 0,3 % V и 0,1% Ti) в стали, содержащие хром, марганец, никель, для измельчения зерна. Повышенное содержание ванадия, титана, молибдена и вольфрама в конструкционных сталях недопустимо из-за образования специальных труднорастворимых при нагреве карбидов. Избыточные карбиды, располагаясь по границам зерен, способствуют хрупкому разрушению и снижают прокаливаемость стали.
Бор вводят для увеличения прокаливаемость в очень небольших количествах (0,002- 0,005 %).
Маркировка легированных сталей
Марка легированной качественной стали состоит из сочетания букв и цифр, обозначающих ее химический состав. Легирующие элементы имеют следующие обозначения ГОСТ 1050-88: хром X, никель Н, марганец Г, кремний С, молибден М, вольфрам В, титан Т, алюминий Ю, ванадий Ф, медь Д, бор Р, кобальт К, ниобий Б, цирконий Ц. Цифра, стоящая после буквы, указывает на содержание легирующего элемента в процентах. Если цифра не указана, то легирующего элемента содержится до 1,5 %. В конструкционных качественных легированных сталях две первые цифры марки показывают содержание углерода в сотых долях процента. Кроме того, высококачественные легированные стали имеют в конце марки букву А, а особо высококачественные- Ш.
Например:
сталь марки 30ХГСН2А: высококачественная легированная сталь содержит 0,30 % углерода, до 1 % хрома, марганца, кремния и до 2 % никеля
сталь марки 95Х18Ш: особо высококачественная, выплавленная методом электрошлакового переплава с вакуумированием, содержит 0,9-1,0 % углерода; 17 - 19 % хрома, 0,030 % фосфора и 0,015 % серы
Лекция №13
Материалы с особыми технологическими свойствами
1.ЧУГУНЫ
Чугуны нашли широкое применение в качестве машиностроительных материалов благодаря сочетанию высоких литейных свойств, достаточной прочности, износостойкости, а так же относительной дешевизны. Чугуны используются для производства качественных отливок сложной формы (станины станков, корпуса приборов и т.д.). Чугунами называются сплавы железа с углеродом и некоторыми другими элементами(Si, Mn, S, P), причем содержание углерода в чугунах более 2,14 %. Свойства чугунов определяются металлической основой (матрицей), а также количеством, формой и расположением в ней графитовых включений. В зависимости от того, в какой форме присутствует углерод в сплаве, чугуны подразделяются на белый, серый, ковкий, высокопрочный и легированный, обладающий особыми свойствами (жаропрочностью, антифрикционностью и т.д. Белые литейные чугуны. Белыми называются чугуны, в которых весь углерод находится в связанном состоянии в виде цементитаFe3C. Из-за большого количества цементита белые чугуны имеют высокую твердость (НВ 450-550) и хрупкость, поэтому используются только для изготовления износостойких деталей типа шаров мельниц, звездочек в галтовочных барабанах, облицовочных плит для щековых дробилок, прокатных валков с отбеленной поверхностью и т. д. В связи с высокой хрупкостью белые чугуны имеют очень ограниченное применение и поэтому не маркируются. Серые литейные чугуны. Серыми называются чугуны с пластичной формой графита. Чугуны являются сплавами со сложным химическим составом, содержащими C, Si, Mn, S, P. Содержание этих элементов колеблется в следующих пределах C = 2,2 - 3,7 % , Si = 1-3% , Mn = 0,2-1,1%, P = 0,12-0,3%, S =0,02- 0,15 %. По структуре серый чугун делится на три вида: - серый ферритный со структурой феррит + графит, в этом чугуне весь углерод находится в виде графита; - серый феррито - перлитный со структурой феррит + перлит + графит; в этом чугуне количество связанного графита менее 0.8%;.-серый перлитный со структурой перлит + графит; в этом чугуне количество связанного графита составляет ~ 0.8%; Наиболее высокими механическими свойствами обладает серый чугун с перлитной структурой (табл.1.1). В обозначениях марки чугуна буквы "СЧ" обозначают "серый чугун", а число после букв - предел прочности при растяжении. Так как относительное удлинение у серых чугунов составляет<0,3%,то маркировке оно не указывается. Из перлитных серых чугунов наивысшими механическими свойствами обладают чугуны, модифицированные ферросилицием или силикокальцием. При модифицировании измельчаются графитовые включения, в результате достигается прочность σB = 1000-1200 МПа. Высокопрочные чугуны. 1. Высокопрочными называются чугуны, в которых графит имеет шаровидную форму. Получение в чугуне шаровидной формы графита достигается при модифицировании серого чугуна некоторыми химическими элементами Mq, Ca, Ce и т.д. в количестве 0,05-0,1 %. Чугун после модифицирования имеет следующий химический состав: С=3,0-3,6 %, Si =1,1--2.9 %, Mn =0.3-0.7 %, S<0.02 %, P<0.01 %. По структуре металлической основы (матрицы) высокопрочный чугун может быть ферритным, феррито - перлитным и перлитным. Шаровидный графит является менее сильным концентратором напряжений, поэтому имеет более высокие механические свойства, чем серый чугун. Чугуны с шаровидным графитом обладают более высокой прочностью и некоторой пластичностью. Так же как и у серых чугунов, наиболее высокими свойствами обладает высокопрочный чугун с перлитной структурой. Высокопрочный чугун эффективно заменяет сталь во многих изделиях и конструкциях, так как обладает не только прочностью, но и пластичностью. В некоторых случаях для улучшения механических свойств, применяют термическую обработку отливок (закалку, отпуск, отжиг). В обозначении марки чугуна буквы «ВЧ» обозначают «высокопрочный чугун», а число после букв - предел прочности при растяжении σB в кг/мм2. Ковкие чугуны.Ковкими называются чугуны, в которых графит имеет хлопьевидную форму. Такие чугуны получаются путем длительного отжига белого доэвтектического чугуна. Хлопьевидный графит, в отличие от пластинчатого, меньше снижает механические свойства металлической основы, в следствии чего ковкий чугун обладает более высокой прочностью и пластинчатостью, чем серый чугун. Для обеспечения получения хлопьевидного графита после отжига исходные белые чугуны должны иметь пониженное содержание углерода и кремния. Химический состав исходного белого чугуна находится в пределах:С=2,4-2,9% ,Si=1,0-1,6% ,Mn=0,2-1,05% , S<0,2%, P<0,18.%. По структуре металлической основы ковкие чугуны бывают ферритными и перлитными. Перлитные ковкие чугуны имеют более высокий предел прочности, но пониженную пластичность. Ковкий чугун во многих случаях заменяет детали из стали, так как по механическим свойствам детали приближаются к стальным, а по цене получаются на 20-30% дешевле. Недостатком технологии получения ковких чугунов является сложность и большая энергоёмкость процесса, поэтому ковкий чугун ни в Советском Союзе, ни в странах СНГ распространения не получил. В основном ковкий чугун используется для изготовления ответственных отливок, испытывающих при эксплуатации значительные динамические и знакопеременные нагрузки (например, коленчатые валы, ступицы грузовиков, приводные цепи конвейеров и др.) В обозначении марки ковкого чугуна буквы «КЧ» означают «ковкий чугун». Первая пара цифр - предел прочности в МПа, вторая пара цифр-относительное удлинение в %. Легированные чугуны.Легированные чугуны получаются при введении в их состав легирующих компонентов (Cr, Si, Al, Ni, Mn и др.) Легирование производится для получения каких либо особых свойств: износостойкости, жаростойкости, коррозионной стойкости и др. Из легированных чугунов можно выделить следующие группы: --износостойкие чугуны; --жаростойкие чугуны; -жаропрочные чугуны; -коррозионностойкие чугуны; -антифрикционные чугуны. Легированные чугуны маркируются по типу сталей: первые буквы означают вид чугуна: Ж-жаростойкий, А-антифрикционный, Ч-жаропрочный или коррозионностойкий. Следующие буквы обозначают наличие легирующих элементов (Х-хром, С-кремний, Ю-алюминий, Д-медь, Н-никель, Г-марганец, М-молибден, В-вольфрам). Цифры после букв указывают примерное содержание легирующего элемента в процентах. Если цифры нет, то содержание легирующего элемента соответствует ~1 %. Например, ЖЧЮ 7Х2- жаростойкий чугун, алюминия -7 %, хрома -2 %. Износостойкие чугуны. Износостойкость чугуна повышается при увеличении в структуре количества карбидов как простых (цементита), так и специальных (карбидов хрома, вольфрама, ванадия и т.д.). Металлическая матрица должна прочно удерживать твердую составляющую (карбиды) и предотвращать ее хрупкое разрушение. Характерным представителем износостойких чугунов является высокохромистый износостойкий чугун ИЧХ20М2Г3Н2. Средний химический состав высокохромистого чугуна: С = 2,6-3 %, Si = 0,3-1,4%, Mn = 0,5-5,5% Cr = 12-30%, Mo=0,4-4%, Ni = 0-3% , S≤0,08% , P≤0,1%. Износостойкость высокохромистого чугуна превышает сталь Ст20 от 6 до 14 раз. В условиях гидрообразивного износа стойкость высокохромистого чугуна превышает, износостойкость высокомарганцевой стали Г13Л в 6 раз. Существуют и другие виды износостойких чугунов (белый низколегированный, ОИ-1, ИЧХ4Г7Д, нихард и т.д.), но они уступают высокохромистому по износостойкости и поэтому применяются реже. Жаростойкие чугуны.Жаростойкие чугуны используются для изготовления деталей работающих в газовой, воздушной, щелочной средах при температурах 500-1100°С. Жаростойкостью чугуна по ГОСТ 7769-85 называется способность сопротивляться росту и окалинообразованию при заданной температуре. Сопротивление окислению чугуна обусловлено наличием на поверхности плотных защитных окисных пленок (окислы Al , Si , Cr) , которые предохраняют металл от последующего окисления при высоких температурах. Жаростойкие чугуны бывают хромистые, кремнистые и алюминиевые. Средний химический состав жаростойких чугунов: С=2,0-3,9%, Si=1,5-6,0%, Mn=0,4-1,0%, Cr=0,5-32%, Al=19-25%. Структура хромистого чугуна состоит из ферроидизированного перлита, отдельных включений карбидов и графита. В высокохромистом сплаве (26-30% Cr ) структура состоит из твердого раствора хрома в α-железе и карбидов в виде карбидной эвтектики ( при С>2% ) . Механические свойства и назначение некоторых марок жаростойкого чугуна приведены в таблице 1.5. При содержании Cr от 3-10% отливки получаются с высокой хрупкостью и твердостью, делающей невозможной обработку резанием. Поэтому такие чугуны находят ограниченное применение. Кремнистые чугуны отличаются хорошей обрабатываемостью резанием, так как получается ферритная структура металлической матрицы. Алюминиевые чугуны даже с содержанием алюминия 8% имеют такое же сопротивление окислению, как нихром- сплав с 80% Ni и 20% Сr и жаростойкостью 800°С. При легировании алюминиевого чугуна хромом (~30% )и кремнием (~6%) жаростойкость возрастает до 1200° С при одновременном повышении прочности и сохранении литейных свойств. Жаропрочные чугуны.Жаропрочные чугуны применяются для изготовления деталей, работающих под нагрузкой при повышенных температурах ( до 600°С ). Марки жаропрочных чугунов обозначаются буквой «Ч», остальные обозначения такие же, как у всех остальных. Буква «Ш» в конце обозначения означает «с шаровидным графитом». Наиболее высоким уровнем жаропрочных свойств обладает аустенитный чугун с шаровидной формой графита. Отличительной особенностью структуры аустенитного чугуна, легированного хромом и магнием, является наличие в структуре карбидной составляющей, количество которой составляет 50%. Мелкодисперсные структуры показывают более высокую жаропрочность, поэтому жаропрочные чугуны подвергают специальной термообработке - гомогенизирующему отжигу. (1050° С- 4 часа) Аустенитный жаропрочный чугун имеет следующий состав: С=2,5-3,0%, Si=1,8-2,5%, Mn=1,0-8,0%, Cr=1,0-3,5% ,Ni=10-20%, S≤0,05%, P≤0,03%. Механические свойства и назначение некоторых марок жаропрочного Коррозионностойкие чугуны. Коррозионностойкие чугуны применяются для изготовления деталей с высокой коррозионной стойкостью в различных рабочих средах (морской воде, растворах кислот, расплавах солей, в перегретом водяном паре, в сернистых газах и т. д.). Для повышения коррозионной стойкости чугун легируется в основном Cr , Ni, Cu и другими элементами, которые создают на поверхности чугуна защитные (пассивирующие) пленки, а так же легируют металлическую матрицу (преимущественно, феррит) образуя химические соединения с высоким химическим потенциалом. Происходящее при этом измельчение структуры понижает число микропор и уменьшает разность потенциалов между отдельными структурными составляющими. Коррозионностойкие чугуны делятся на следующие группы: - низколегированные чугуны (Cr до 1%, Ni до 1%); -высококремнистые чугуны (ферросилиды); -кремнемолибденовые чугуны (антихлоры); -аустенитные никелевые чугуны (нирезист); -высокохромистые чугуны. Каждая группа чугунов применяется в особых, специфических условиях, для которых и была специально разработана. Коррозионностойкие чугуны широко применяются в химическом машиностроении, на железнодорожном транспорте для перевозки продуктов химической промышленности , в металлургическом машиностроении и др. Антифрикционные чугуны.Антифрикционные чугуны (ГОСТ 1585-85) применяются для изготовления подшипников скольжения, работающих в присутствии смазки. Из антифрикционного чугуна изготавливаются цилиндры, поршни, станины, зубчатые колеса, втулки, вкладыши подшипников и т.д. Наиболее важными свойствами антифрикционного чугуна являются высокая износостойкость, хорошие литейные свойства и низкая стоимость. Главный недостаток антифрикционного чугуна - пониженная по сравнению с бронзой прирабатываемость. Средний химический состав антифрикционного чугуна: С=2,5-3,8 %, Si=0,8-2,7 %, Мп=0,3-1,2 %, Р<0,15 %, S<0,03 %, Cr=0,2-0,4 %, Ni=0,2-0,4 %, Ti=0,1 %, Cu=0,3-0,7 %. (ГОСТ 1585-85). Антифрикционные чугуны легируются хромом, никелем, титаном и медью, что позволяет получить мелкодисперсную структуру перлит+феррит. Маркируется антифрикционный чугун буквами АСЧ, АВЧ, АКЧ, что означает антифрикционный серый, антифрикционный высокопрочный или антифрикционный ковкий. Последний (АКЧ) применяется с термообработкой, остальные без термообработки. Для нормальной работы деталей из антифрикционного чугуна ГОСТ 1585-85 устанавливает режим работы в узлах трения .
2.СТАЛИ ПОВЫШЕННОЙ ОБРАБАТЫВАЕМОСТИ РЕЗАНИЕМ
Эти стали маркируют буквой А (автоматная) и цифрами, показывающими среднее содержание углерода в сотых долях процента. Если автоматная сталь легирована свинцом, то обозначение марки начинается с сочетания букв «АС». Чтобы не проявлялась красноломкость, в сталях увеличено количество марганца. Добавление в автоматные стали свинца, селена и теллура позволяет в 2-3 раза сократить расход режущего инструмента.
Улучшение обрабатываемости достигается модифицированием кальцием (вводится в жидкую сталь в виде силикокальция), который глобулизирует сульфидные включения, что положительно влияет на обрабатываемость, но не так активно, как сера и фосфор.
Сера образует большое количество сульфидов марганца, вытянутых в направлении прокатки. Сульфиды оказывают смазывающее действие, нарушая при этом сплошность металла. Фосфор повышает хрупкость феррита, облегчая отделение стружки металла во время процесса резания. Оба эти элемента способствуют уменьшению налипания на режущий инструмент и получению гладкой блестящей обрабатываемой поверхности.
Однако необходимо помнить, что повышение содержания серы и фосфора снижает качество стали. Стали, содержащую серу, имеют ярко выраженную анизотропию механических свойств и пониженную коррозионную стойкость.
Стали А11, А12, А20 используют для крепежных деталей и изделий сложной формы, не испытывающих больших нагрузок, но к ним предъявляются высокие требования по точности размеров и чистоты поверхности.
Стали А30 и А40Г предназначены для деталей, испытывающих более высокие напряжения.
Свинец содержащие стали широко применяют для изготовления деталей двигателя.
В автоматных селено содержащих сталях повышается обрабатываемость за счет образования селенидов, сульфоселенидов, которые обволакивают твердые оксидные включения и тем самым устраняют их истирающее действие. Кроме того, селениды сохраняют глобулярную форму после обработки давлением, поэтому практически не вызывают анизотропии свойств и не ухудшают коррозионную стойкость стали, как сера. Применение этих сталей снижает расход инструмента в два раза и до 30 % повышает производительность.
Лекция №14
Медные сплавы
Медь относится к самым распространенным цветным металлам. Она обладает высокими антикоррозийными свойствами как при нормальных атмосферных условиях, так в пресной и морской воде и других агрессивных средах. Однако медь не устойчива в аммиаке и сернистых газах.
Медь легко поддаётся обработке давлением и пайкой. Обладая невысокими литейными свойствами, медь тяжело режется и плохо сваривается. На практике медь используется в виде прутков, листов, проволоки, шин и труб.
Бескислородная М0 (0,001% O2) и раскисленная М1 (0,01% О2) медь широко применяется в электронике, электровакуумной технике, в электротехнической промышленности.
Сплавы, содержащие в своём составе медь, обладают высокими антикоррозийными свойствами, хорошо сопротивляются износу и имеют высокие технические и механические характеристики.
Медь бывает разных марок: М00, М0, М1, М2 и М3. Марки меди определяются чистотой её содержания.
Марка меди
М00
М0
М0б
М1
М1р
М2
М2р
М3
М3р
М4
Процентное содержание меди
99,99
99,95
99,97
99,90
99,90
99,70
99,70
99,50
99,50
99,00
В меди марок М1р, М2р и М3р содержится 0,01% кислорода им 0,04% фосфора. В составе меди марок М1, М2 и М3 процентное содержание кислорода составляет 0,05-0,08 %.
Марка М0б характеризуется полным отсутствием кислорода. Процентное содержание кислорода вмарка МО составляет до 0,02%.
Как примеси влияют на свойства меди
В зависимости от того, как примеси взаимодействую с медью, они подразделяются на три группы:
· Примеси, которые образуют с медью твёрдые растворы - никель, сурьма, алюминий, цинк, железо, олово и др. Эти примеси оказывают существенное влияние на электропроводность и теплопроводность меди, снижая их. Ввиду этого в качестве проводников тока используют медь М0 и М1, в состав которых входит не более 0,002 As и 0,002 Sb. Горячая обработка давлением затрудняется, если в ней содержится сурьма.
· Примеси, которые практически не растворяются в меди - висмут, свинец и др. Практически не влияют на электропроводность меди, но затрудняют её обработку давлением.
· Хрупкие химические соединения, образующиеся в примеси меди с серой и кислородом. Кислород, входящий в состав меди, в значительной мере снижает её прочность и уменьшает электропроводимость. Сера способствует улучшению обрабатываемости меди резанием.
БРОНЗА
Бронзой называется сплав меди с алюминием, кремнием, оловом, бериллием и другими элементами, кроме цинка. Бронзы бывают алюминиевыми, кремниевыми, оловянными, бериллиевыми и т.д. - в зависимости от легирующего элемента.
Маркировка бронзы представляет собой определенную последовательность, начинающуюся с буквосочетания «Бр», после которого указываются легирующие элементы. Легирующие элементы перечисляются, начиная с элемента, который находится в максимальном процентном содержании относительно остальных.
Все бронзы подразделяются на оловянные и безоловянные
Оловянные бронзы
Оловянные бронзы применяются в химической промышленности и в качестве антифрикционных материалов благодаря высоким антикоррозийным и антифрикционным свойствам.
Легирующие элементы оловянных бронз - фосфор, цинк, никель. Цинк, входящий в состав оловянных бронз в количестве до 10%, служит для того, чтобы стоимость бронз стала меньше. Фосфор и свинец способствуют повышению антифрикционных свойств бронзы и улучшают их обрабатываемость резанием.
Литейные оловянные бронзы применяются:
· Деформированные бронзы - БрОФ6,5-0,4; БрОЦ4-3; БрОЦС4-4-2,5 - используются в качестве пружин, антифрикционных деталей, мембран
· Литейные бронзы - БрО3Ц12С5, БрО3Ц12С5, БрО4Ц4С17 - используются в антифрикционных деталях, арматуре общего назначения
Безоловянные бронзы - это двойные или многокомпонентные бронзы без олова, в состав которых входя такие элементы как марганец, алюминий, свинец, железо, никель, кремний, бериллий.
Алюминиевые бронзы обладают высокими технологическими и механическими свойствами, коррозийной стойкостью в условиях тропического климата и в морской воде. Для глубокой штамповки на практике используют однофазные бронзы, двухфазные бронзы применяются в виде фасонного литья и подвергают горячей деформации.
Алюминиевые бронзы, обладая более низкими литейными свойствами в сравнении с оловянными бронзами, способствуют более высокой плотности отливок.
Кремнистые бронзы. Кремний, входящий в состав бронзы (до 3,5%), повышает её пластичность и прочность. В сочетании с марганцем и никелем коррозийные и механические свойства кремнистых бронз повышаются. Они широко применяются при работе в агрессивной среде, для изготовления пружинящих деталей, которые должны работать при температуре до 2500°C.
Бериллиевыне бронзы обладают высокой прочностью благодаря термической обработке. Для них характерны высокие характеристики упругости, предела текучести и временного сопротивления, устойчивы к коррозии. Применяются в электронной технике, для пружинящих контактов, мембран, деталей, которые работают на износ.
Свинцовые бронзы представляют собой сплавы, состоящие из включения свинца, который практически не растворяется в меди, и кристаллов меди. Высокие антифрикционные свойства свинцовых бронз позволяют применять их для изготовления деталей, которые работают в условиях больших скоростей и повышенного давления (вкладыши подшипников скольжения). За счёт высокой теплопроводности, свинцовые бронзы БрС30 способствуют отведению теплоты, возникающей при трении.
Бронзы, легированные оловом и никелем, отличаются повышенными коррозийными и механическими свойствами.
Безоловянные бронзы применяются:
· Алюминиевые бронзы - БрАЖ9-4, БрАЖН10-4-4, БрА9Ж3Л, БрА10Ж3Мц2 - применяются для обработки давлением, в качестве деталей химической аппаратуры, арматуры и антифрикционных деталей
· Кремниевые бронзы - БрКМц3-1- применяются в качестве проволоки для пружин, лент, арматуры
· Бериллиевая бронза - БрБ2 - используется как прутки, проволоки для пружин, ленты, полосы
· Свинцовая бронза- БрС30- применяется в антифрикционных деталях
ЛАТУНЬ
Сплав меди с цинком, процентное содержание цинка в котором составляет от 5 до 45%, называется латунью. Латунь, в состав которой входит 2-20% цинка, называется томпак или красная латунь. Если содержание цинка равно 20-36%, то такая латунь называется жёлтой. Латуни, с более чем 45% цинка в своём составе, применяются крайне редко.
Классификация латуней:
· Простые (двухкомпонентные) - сплавы которые состоят из цинка и меди с незначительными примесями других элементов;
· Специальные (многокомпонентные) латуни в своём составе помимо меди и цинка включают ряд других легирующих элементов.
Простые латуни
Двухкомпонентные латуни обозначаются заглавной буквой «Л», за которой следует двузначная цифра, определяющая среднее значение процентного содержания меди в сплаве (Л80-латунь, в состав которой входит 80% меди и 20% цинка).
Классификация простых латуней приведена в таблице:
Сплав
Марка
Состав сплава, %
Медь
Примеси, не более
Томпак
Л96
95-97
0,2
Л90
88-91
0,2
Полутомпак
Л85
84-86
0,3
Л80
79-81
0,3
Латунь
Л70
69-72
0,2
Л68
67-70
0,3
Л63
62-65
0,5
Л60
59-62
1,0
Простые латуни легко поддаются обработке давлением. Обычно, они поставляются в виде труб и трубок, отличающихся по форме сечения, в виде лент, полос, проволоки, листов. Для изделий из латуни, обладающих высоким внутренним напряжением, хапактернорастрескивание, которого можно избежать, если перед длительным хранением провести отжиг при низких температурах (200-300°C).
Специальные латуни
Многокомпонентные латуни представлены в большей разновидности, чем простые.
Маркировка специальных латуней начинается с заглавной буквы «Л», после которой обозначается последовательность легирующих элементов сплава (за исключением цинка) и их процентное содержание, начиная с преобладающего в сплаве элемента. Количество цинка определяется в соответствии с разницей от 100%.
Легирующие элементы латуни, среди которых основными являются кремний, марганец, свинец алюминий, железо и никель, оказывают существенное влияние на свойства латуней:
· Олово способствует повышению прочности и коррозийной стойкости латуней в морской воде;
· Марганец (особенно сочетаясь с оловом, железом и алюминием), а также никель повышают устойчивость сплава к коррозии и его прочность;
· Свинец, входящий в состав сплава, ухудшает его механические свойства, обеспечивая при этом лёгкость в обработке резанием, поэтому латуни, которые предполагают дальнейшую обработку см помощью станков-автоматов, имеют именно свинец в качестве основного легирующего элемента;
· Содержание кремния в сплавах из латуни негативно сказывается на их прочности и твёрдости. Однако если латуни легированы одновременно свинцом и кремн6ием, их антифрикционные свойства повышаются, и такие латуни могут заменить более дорогостоящие сплавы (например, оловянные бронзы).
Специальные латуни применяются:
· Деформируемые латуни ЛАЖ60-1-1 применяются в качестве прутков, труб, ЛЖМц59-1-1 и ЛС59-1 в качестве труб, прутков, полос, проволоки
· Литейные латуни ЛЦ40Мц3Ж применяются в деталях, сложных по своей конфигурации, гребных винтах и лопастях и др.; ЛЦ30А3- детали, устойчивые к коррозии; ЛЦ40С нашли применение в арматуре, сепараторах шариковых втулках и др.
Лекция №15
Износостойкие материалы. Материалы с особыми упругими свойствами.
1.ИЗНОСОСТОЙКИЕ МАТЕРИАЛЫ
Марганцовистое литье сталь 110г13л.
 При изготовлении марганцовистого литья мы используем отливки из износостойкой высокомарганцовистой стали 110Г13Л (сталь Р.А. Гадфильда) аустенитного класса для изготовления деталей, которые работают на износ в условиях скольжения, а так же трения, и высоких ударов и давлений: щеки дробилок , била, траки гусеничных машин, коронки трамвайных путей и землеройных машин. Сталь 110Г13Л в исходном состоянии после осуществления закалки приобретает так называемую аустенитную структуру, которая имеет твердость 250НВ , а так же обладает высокой вязкостью. Под воздействием различных динамических нагрузок и под воздействием холодной деформации сталь 110Г13Л становится прочнее до твердости 600НВ. В случае, если детали регулярно работают в условиях высоких давлений и нагрузок от удара, которые вызывают наклеп, то износостойкость и твердость эффективно возрастают.
При изготовлении марганцовистого литья мы используем отливки из износостойкой высокомарганцовистой стали 110Г13Л (сталь Р.А. Гадфильда) аустенитного класса для изготовления деталей, которые работают на износ в условиях скольжения, а так же трения, и высоких ударов и давлений: щеки дробилок , била, траки гусеничных машин, коронки трамвайных путей и землеройных машин. Сталь 110Г13Л в исходном состоянии после осуществления закалки приобретает так называемую аустенитную структуру, которая имеет твердость 250НВ , а так же обладает высокой вязкостью. Под воздействием различных динамических нагрузок и под воздействием холодной деформации сталь 110Г13Л становится прочнее до твердости 600НВ. В случае, если детали регулярно работают в условиях высоких давлений и нагрузок от удара, которые вызывают наклеп, то износостойкость и твердость эффективно возрастают.
Структура стали 110Г13Л после литья представляет собой избыточные карбиды (Mn,Fe)3C и аустенит, снижающие прочность и вязкость стали. Поэтому литые изделия с t =1070 - 1100 ºС закаливают в воде. При таком способе нагрева карбиды начинают растворяться, и сталь после закалки приобретает аустенитную структуру.
С такой структурой сталь 110Г13Л имеет следующие механические свойства:
-
Предел прочности (временное сопротивление) σв = 800-900 Мпа;
-
Условный предел текучести σ0,2 = 310-350 МПа;
-
Относительное удлинение (пластичность) δ = 15-20 %;
-
Относительное сужение ψ = 50-30 %;
-
Начальная исходная твердость 200 НВ;
-
После процесса холодной деформации она равняется 600 НВ;
-
Модуль сдвига G=78000 Мпа;
-
Модуль упругости Е=200000 Мпа; плотность 7820 кг/м.куб.
Перечень отливок из марганцовистой стали 110Г13Л по ГОСТ 977-88:
-
Била, катки и тяги
-
Брони и плита футеровочная
-
Траки и коронки экскаваторов
-
Болты броневые, коронки, станины
-
Истирающие плиты, дробящие плиты
-
Пластины для оборудования износостойкие
-
Щеки, конуса и молотки для горного оборудования
-
Зубчатые колеса, мелющие шары и билодержатели
-
Била для шаровых мельниц, била для дробильных машин
Твердосплавные износостойкие материалы
Высокие твердость и износостойкость металлокерамических твердых сплавов уже вскоре после их внедрения в производство открыли для них многочисленные области применения, при этом не только в качестве режущих материалов. Помимо уже упомянутой обширной области применения для волочения проволоки и прутков, армирования буров ударного и вращательного бурения в горном деле, а также изготовления сердечников снарядов, существуют многочисленные возможности их применения в машиностроении и приборостроении в производстве листового металла и проволоки, в химической и текстильной промышленности, в камнедробилках, в керамической промышленности, в порошковой металлургии и во многих других областях.
Волоки для круглого и профильного материала, матрицы и стержни для протягивания труб, волочильные плашки и фильеры, губки, захваты, правильные валки, волочильные клещи, валки про-волочно-прокатных станов, щеки молотов, штампы для холодной высадки, отрезные ножи и патроны
Режущие инструменты, штамповочные инструменты, штампы для глубокой вытяжки, чеканные штампы, ножницы для резки металла, кромкозагибочные валки, фальцовочные валки, гибочные планки, прецизионные валки для холодной прокатки, охлаждающие планки для закалки бритвенных лезвий.
Центры токарных станков, зажимные кулачки, кулачки сверлильных патронов, направляющие втулки, прижимные ролики на револьверных станках, прецизионные подшипники на револьверных и шлифовальных станках, криволинейные направляющие, сверлильные кондукторы, направляющие с резьбой, опорные части, упорные болты, упоры, упорные планки, защелки, ножи бесцентровых шлифовальных станков, диски и ролики для накатывания, направляющие для ленточных пил, приспособления для высадки зубьев в полотнах, опорные призмы для весов, тисочные губки, подшипники тяжелых двигателей, сопла пескоструйных аппаратов, лопасти пескометов, сопла и вентили клапанов для распылителей, впускные сопла и распылители для турбин, форсунки для дизелей, изложницы для литья под давлением, контакты для телеграфных аппаратов.
Шарики Бринеля, пирамиды Виккерса, толщиномеры, калибры, контактные оправки, измерительные колесики для планиметров
Направляющие для пряжи из натуральных и искусственных волокон, направляющие части прядильных машин для нейлона и искусственного шелка
Клапаны для высоких давлений, корпуса, кольца и седла клапанов для корродирующих жидкостей и мокрого шлама, выгружатели и скребки для центрифуг, сопла для высоких давлений, сопла для инсектицидов, сопла для обработки пищевых продуктов
Буровые коронки, инструменты для' ударного бурения, буры типа «рыбий хвост», размольные шары, долота для бурения по камню, молоты для щебня, ролики для резки камня
Матрицы для прессования керамических масс, прессформы для кирпичей, матрицы для ленточных прессов, стекло-прядильные волоки, захваты стекла
Прессформы и пуансоны для металлических порошков, калибровые втулки и стержни, мельницы с твердосплавной футеровкой
Подковки, пластинки под каблуки, сапожные гвозди, проволоки для лесок, подшипники для навивочных барабанов удилищ, направляющие кольца буксировочных тросов самолетов, гравировальные иглы, наконечники для авторучек, граммофонные иглы
Из существующих марок твердых сплавов для изготовления изнашиваемых деталей машин или для их армирования в первую очередь применяют сплавы типа WC-Со с различным содержанием кобальта, иногда с незначительными присадками ТаС, TiC, NbC, VC и т.д. Для изнашиваемых деталей, работающих без ударной нагрузки, подходят твердые сплавы с 6-9% кобальта и даже менее вязкие безвольфрамовые твердые сплавы. Для бесстружковой обработки при незначительных ударных нагрузках применяют сплавы с 9- 12% Со, а при средней ударной нагрузке - с 15- 20% Со. Введение кобальта в количестве 25% и более позволяет выдержать очень высокую ударную нагрузку. С увеличением содержания кобальта в любом случае твердость, а в известной мере и износостойкость снижаются. Необходимо, следовательно, во всех случаях когда действует высокая ударная нагрузка, выбирать такие марки твердых сплавов, которые при оптимальной твердости и износостойкости обладают достаточной вязкостью, чтобы выдерживать ударные нагрузки без повреждения или поломки. Ниже дается более детальный обзор областей использования твердых сплавов.
Наряду с использованием твердых сплавов для волок и волочильных очков их применяют и в других областях, связанных с производством и обработкой проволоки. При ковке спеченных прутков из вольфрама, молибдена и других металлов в ротационных ковочных машинах с применением твердосплавных ковочных плашек важную роль играет исключительно высокая твердость сплавов в горячем состоянии, так как температура ковки лежит в интервале 1000-1600° С. При этой температуре обычные высоколегированные стали очень сильно изнашиваются. У крупногабаритных плашек из твердого сплава изготовляют только нагружаемые детали. Соответствующую, предварительно изготовленную твердосплавную вставку напаивают твердым припоем. Небольшие плашки являются цельнотвердосплавными. Ударный характер нагрузки требует применения вязких сплавов с 15, 20 или 25% кобальта. Те качества твердых сплавов, которые требуются для обработки при высокой температуре, имеют еще большее значение при холодной прокатке проволоки, игл и профилей. Твердосплавные плашки превосходят в 30- 60 раз по стойкости плашки из лучшей инструментальной стали. При использовании твердосплавного ковочного инструмента значительно снижаются расходы на переточку.
Роль твердосплавных инструментов все более возрастает в производстве заклепок, винтов и гвоздей. В то время как стальные штампы холодной высадки головок заклепок, например, при диаметре 5 мм раздаются уже после высадки 30-50 тыс. заклепок, в штампах, армированных твердыми сплавами, при том же диаметре не обнаруживается сколько-нибудь заметной раздачи даже после высадки 3 млн. заклепок. В связи с высокой ударной нагрузкой здесь используют сплавы с 15, 20 или 25% кобальта. Помимо высадочных штампов, твердыми сплавами армируют также отрезные ножи и отрезные патроны. Эти инструменты отрезают в 30 раз больше заготовок, чем стальные инструменты.
Армированные твердыми сплавами инструменты для холодной гибки позволяют экономично изготовлять колена труб из аустенитных сталей; эти инструменты оправдали себя также при изготовлении цепей.
Интересной областью применения твердых сплавов являются инструменты листопрокатных и проволочных цехов. В последние годы в ФРГ и в особенности в США широко стали применять прецизионные валки для прокатки алюминия, благородных металлов и биметаллических лент. Высокий модуль упругости (т. е. незначительная стрела прогиба) и незначительный износ валков позволяют строго выдерживать допуск у холоднокатаных листов и обеспечивают особо длительный срок службы инструмента. Наряду с высокой износостойкостью и возможностью соблюдения точных размеров существенным является также то, что хорошее качество отополированной поверхности твердосплавных валков передается прокатываемому материалу. Прокатываемый материал прилипает к твердосплавным валкам меньше, чем к стальным. Стойкость твердосплавных валков (в большинстве случаев применяют совершенно беспористый сплав с 11% Со) превышает стойкость (срок службы) стальных валков примерно в 50-100 раз.
Малогабаритные валки изготовляют в настоящее время цельнотвердосплавными. При изготовлении же валков больших размеров стальной сердечник покрывают (армируют) твердосплавной оболочкой. В США такие валки имеют диаметр около 250 мм и длину около 1000 мм при общей массе не свыше 500 кг.
Армирование жаропрочными твердыми сплавами на основе карбида титана проводок мелкосортных станов, на которых прокатывают стали с высокой скоростью при температуре 760-980° С, позволяет увеличить срок службы инструмента примерно в 45 раз . Твердые сплавы как износостойкие материалы могут найти широкое применение в качестве инструментов (штампов) для глубокой вытяжки, прессования и тиснения гильз, чашек, тюбиков, фасонных изделий и т. д. Во время войны в особенно широком масштабе применяли армированные твердыми сплавами вытяжные штампы для изготовления боеприпасов. Эти штампы могут быть использованы в настоящее время в народном хозяйстве для массового изготовления деталей. Длительное сохранение размеров твердосплавных вставок позволяет изготовлять без переточки, например, патроны и гильзы снарядов в несравненно больших количествах, чем при работе со стальными инструментами. Высокое качество поверхности твердосплавной вставки и ее незначительная склонность к свариванию с вытягиваемым материалом дают возможность также производить глубокую вытяжку трудно вытягиваемых материалов без промежуточ-' ных отжигов. В отношении размеров подобных инструментов в настоящее время вряд ли существует верхний предел; твердосплавные вставки можно изготовлять диаметром до 350 мм.
Аналогами штампов для глубокой вытяжки и прессования являются штампы для чеканки, а также калибровочные матрицы и пуансоны для наружной и внутренней калибровки деталей, изготовляемых со строгими допусками. Преимуществом твердых сплавов здесь также является очень хорошее качество поверхности и длительное сохранение размеров твердосплавной вставки, а следовательно, и изготовляемой детали.
Твердосплавные инструменты все чаще применяют для резки и штамповки листового металла. Применение вырубных обрезных штампов с твердосплавными вставками особенно рентабельно при массовом выпуске изделий (например, бритвенные лезвия, детали часового механизма) или при штамповке листовых металлов, сильно изнашивающих инструмент, например трансформаторного железа. Изготовление вырубных отрезных штампов с твердосплавными вставками требует значительного опыта в инструментальном деле. Вставки часто изготовляют из отдельных сегментов, каждый из которых подвергают окончательной обработке (доводке) алмазно-металлическими кругами на профильных шлифовальных станках, после чего производят посадку сегментов в стальной корпус. Доводка готового инструмента очень затруднительна. Вырубные пуансоны также армируют твердыми сплавами. Крепление твердого сплава к пуансону производят напайкой или с помощью специальных винтовых зажимов. Небольшие пуансоны изготовляют цельнотвердосплавными.
Для того чтобы избежать поломки режущей кромки, в большинстве случаев применяют твердый сплав WC- Со с 20% Со. Несмотря на то что твердосплавный вырубной штамп в три-пять раз дороже стального, его применение обеспечивает значительную экономию, так как его стойкость (срок службы) в зависимости от штампуемого материала в 20-60 раз превышает стойкость стального штампа. Нередко между двумя переточками штампуют свыше 1 млн. изделий
Для износостойкости направляющих штампов, а также желобков, по которым непрерывно подается лента, их также армируют твердыми сплавами
В машиностроении и приборостроении твердые сплавы используют очень широко. Детали, которые раньше изготовляли из стали, в нагружаемых местах обязательно армируют твердыми сплавами чаще всего типа WC-Со. Армирование производят с помощью пайки мягким или твердым припоем. Облицованные поверхности шлифуют кругами из карбида кремния или же алмазно-металлическими дисками и доводят на притирочных станках.
Все современные высокопроизводительные токарные станки оборудуют токарными центрами, армированными твердыми сплавами. Твердым сплавом армируют также зажимные кулачки и люнеты. У бесцентровых шлифовальных станков очень быстро изнашиваются стальные направляющие полосы, что заметно снижает точность шлифования. Применяя армированные твердыми сплавами планки, полосы и линейки, достигают в наиболее благоприятных случаях 300-кратного увеличения стойкости (срок службы) по сравнению со стальными направляющими при одинаковой точности шлифования. В станкостроении, в особенности у всякого рода токарных автоматов, многочисленные детали, ранее изготовлявшиеся из стали (упоры, упорные болты, направляющие втулки, криволинейные направляющие, сверлильные кондукторы, защелки механизма подачи, щупы, прижимные ролики и т.д.), в настоящее время армируют твердыми сплавами. Твердосплавные подшипники для прецизионных шлифовальных станков, сильно нагружаемых двигателей и т. д. очень мало изнашиваются и хорошо работают даже при повышенной температуре без смазки или же со щелочной смазкой. В связи с этим следует упомянуть о работах по теоретическому и практическому изучению процессов трения у твердосплавных подшипников. Для подобных видов применения изучали также комбинации карбидов, боридов, силицидов и графита.
В часовой промышленности, являющейся одним из основных потребителей фасонных твердосплавных штам-повых инструментов, твердосплавные роликовые шайбы обеспечивают особенно высокое качество поверхности ряда деталей. Для внутренней калибровки и полировки давлением применяют твердосплавные шарики.
Особое значение имеют твердые сплавы в производстве измерительных приборов. Высококачественные микрометры, предельные калибровые пробки, толщиномеры, резьбовые калибры, эталонные пластинки для измерения твердости и другие инструменты массового контроля с успехом армируют твердыми сплавами. Это обеспечивает не только значительную экономию средств благодаря удлинению срока службы измерительного инструмента, но и более точный и надежный технический контроль.
Твердосплавные шарики и пирамиды приборов для испытания на твердость в отличие от стальных шариков почти не деформируются даже при испытании материалов твердостью 400-800 НВ. Измерение твердости, с их помощью оказывается значительно более точным, и в указанном интервале получаются значительно большие величины твердости, чем при применении стальных шариков
Другой важной областью применения твердых сплавов являются сопла всех видов . Как известно, износ сопел, в особенности при пескоструйной обработке, очень велик. Сопла пескоструйных аппаратов с твердосплавными вкладышами характеризуются значительно более долгим сроком службы, чем применяющиеся до настоящего времени сопла из отбеленного чугуна. В то время как сопла из отбеленного чугуна оказываются сильно изношенными уже после 3-4 ч работы, твердосплавные сопла оказываются почти неизменившимися в размерах после 1000 ч эксплуатации, а в более благоприятных случаях даже после 1600 ч. Благодаря высокой стойкости твердосплавных сопел и, следовательно, сохранению размеров отверстия устраняется избыточный расход сжатого воздуха и электроэнергии, а также падение давления. Отпадает, кроме того, необходимость в частой смене сопел. Более высокая стоимость твердосплавных сопел по сравнению с соплами из отбеленного чугуна компенсируется их значительно более долгим сроком службы. Кроме того, достигается большая экономия сжатого воздуха при эксплуатации.
Как правило, из твердого сплава изготовляют только внутреннюю часть пескоструйного сопла. Для защиты от толчков твердосплавный вкладыш впаивают или вклеивают в стальную оболочку.
Наряду с пескоструйными соплами твердыми сплавами армируют и другие виды сопел, у которых возникают аналогичные явления износа: сопла воздуходувок; разбрызгивающие сопла; распылительные сопла; сопла для впуска и выхлопа газов в дизелях; сопла на машинах для обмазки сварочных электродов сопла для автоматов, в которых прессуются органические массы, наполненные окислами; разбрызгивающие сопла для керамических масс; стеклопрядильные сопла и мундштуки прессов для производства прутков из легких и цветных металлов. С помощью твердосплавных мундштуков удалось, например, изготовить прутки диаметром 10 мм из железного, никелевого и кобальтового порошков. Прессование производилось под давлением 18 т/см2 и при температуре около 900° С. При таком режиме прессования матрица из закаленной инструментальной стали начинает «течь».
Армированные твердосплавными пластинками ударные элементы в коксодробилках и других измельчитель-ных машинах, например в пищевой и текстильной промышленности, изнашиваются во много раз меньше, чем аналогичные ударные элементы из стали
В керамической промышленности, так же как и в порошковой металлургии, требуются прессформы для массового прессования изделий из абразивных материалов. Армированные твердыми сплавами прессформы для изготовления кирпичей обладают значительно большим сроком службы, чем стальные матрицы. В то время как в стальной матрице можно спрессовать только 8- 10 тыс. кирпичей, в твердосплавной удается спрессовать свыше 40 тыс. кирпичей, в результате чего достигается значительная экономия материала
Срок службы твердосплавного прессового инструмента, применяемого для изготовления шлифовальных дисков на основе карбида кремния или корунда, в десять раз превышает срок службы стального инструмента; спресованные диски при этом обладают гораздо более точными размерами и легче выталкиваются из прес-форм применяемые в керамической промышленности для изготовления фасонных изделий, подвергающихся износу, различные шаблоны (грунтовочные, плющильные, резальные и т. д.) также целесообразно армировать твердыми сплавами. В то время как стальной плющильный шаблон для изготовления фарфоровых тарелок срабатывается уже после 8-12-ч применения, шаблон, армированный твердым сплавом, можно использовать в течение 6-12 месяцев.
В порошковой металлургии, так же как и в керамической промышленности, можно широко использовать твердые сплавы в качестве износостойких материалов. При мокром размоле твердосплавных смесей особенно хорошо служат армированные твердым сплавом мельницы с твердосплавными шарами .
Прессование металлических порошков в фасонные изделия ведет к сильному износу прессформ. В этой области хорошие результаты получены при использовании матриц и пуансонов, армированных твердыми сплавами При прессовании, например, спеченных железных подшипников под давлением 2-3 т/см2 стойкость таких прессформ превышает в 100-200 раз стойкость прессформ из инструментальной стали и в 50- 100 раз - стойкость хромированных прессформ. При давлении прессования 6-12 т/см2 преимущество металлокерамического твердого сплава с его высокой стойкостью к привариванию еще более заметно. Холодное или горячее приваривание металлического порошка к стенкам матрицы, ведущее к преждевременному износу стальной матрицы, у твердых сплавов очень невелико.
На 64 показана футерованная твердым сплавом матрица для прессования металлических порошков. Твердосплавная футеровка (темная) состоит из десяти сегментов, каждый из которых в отдельности шлифуют алмазно-металлическим диском и затем производят его посадку в стальную обойму с помощью промежуточного кольца (светлое). Так, крупные матрицы, которые можно подвергать последующему шлифованию, могут быть изготовлены цельнотвердосплавными путем горячего прессования
Если суммировать все преимущества и возможные недостатки твердого сплава, как износостойкого материала, применяемого в машиностроении и в приборостроении, то выявляется преобладание преимуществ твердосплавных инструментов по сравнению с до сих пор применявшимися стальными. Твердосплавные инструменты в большинстве случаев в 3-5 раз дороже стальных и являются относительно более хрупкими. При неправильном обращении с твердосплавным инструментом или неудачном выборе марки металлокерамиче-ского твердого сплава может произойти повреждение или даже разрушение дорогостоящего инструмента. Однако первоначальные высокие затраты быстро перекрываются высокой производительностью твердосплавного инструмента, в особенности при обслуживании высококвалифициров а н - ным рабочим персоналом. Себестоимость изготовления изделий снижается в результате сокращения времени на побочные операции и почти полного устранения брака. Наряду со снижением себестоимости большое значение имеет улучшение использования станков, качества изделий и т. д. Таким образом, применение твердых сплавов в качестве износостойких материалов оправдывается не только с чисто производственной, но и с народнохозяйственной точки зрения. Необходимо отметить, что переход от применявшихся до сих пор стальных инструментов к твердосплавным требует тесного сотрудничества между потребителями и производителями. В ряде случаев необходимо менять конструкцию изготовляемой детали в соответствии со свойством твердого сплава.
Ранее упоминалось о применении литого карбида вольфрама для наплавки бурового инструмента. В послёдние годы были разработаны методы нанесения износостойких покрытий и металлоподобиых твердых материалов, в особенности из карбидов н борпдов , на работающие на износ малогабаритные детали всевозможных приборов путем напыления. Уже Шоои доказал возможность напыления порошка карбида вольфрама. Методом так называемого «газопламенного напыления», разработанным фирмой AirProductsCompany, с помощью пистолета напыляют тонкий слой карбида вольфрама с 8% кобальта. Масса смеси WC-Со при этом не плавится, а напыляется на поверхность изделия при температуре выше точки плавлепия кобальта; при этом ценный карбид вольфрама не разлагается. В результате получается довольно плотное малопористое покрытие со структурой металлокерами-ческого твердого сплава. Покрытия, содержащие вследствие некоторой незначительной декарбидизацииri-фа-зу, обладают такой же высокой износостойкостью, как и компактные твердые сплавы, и лучшей износостойкостью, чем обычные покрытия из наплавочных твердых сплавов или же покрытия, полученные хромированием. В качестве примеров применения этого, к сожалению, дорогого метода можно назвать винтовые калибры, калибры-пробки, сердечники для металлокерамических инструментов поршней и гнезд клапанов, ударные приспособления в дробильных машинах, ножницы, матрицы, ролики станков для правки проволоки, уплотнители компрессоров и т. д.
Более экономичным является процесс так называемого «плазменного напыления», заключающийся в том, что в атмосфере защитного газа и при высокой температуре дуговой плазмы наносят тонкие покрытия твердых материалов, пластмасс и других металлоподобиых или окисиых материалов
Существует также группа наплавочных твердых сплавов на основе боридов, в частности боридов хрома. В качестве примера можно назвать известные давно наплавочные твердые сплавы борид хрома - никель - кремний типа «Колмоной»
2.МАТЕРИАЛЫ С ОСОБЫМИ УПРУГИМИ СВОЙСТВАМИ
Рессорно-пружинная сталь - сталь, обладающая высоким пределом упругости (текучести).
Для получения высоких упругих характеристик рессорно-пружинные стали подвергают закалке с последующим среднетемпературным отпуском для получения в структуре троостита. Для достижения более высоких эксплуатационных характеристик используют стали, легированные кремнием, хромом и ванадием.
Характерным признаком рессорно-пружинных сталей является наличие в них углерода в количестве 0,5…0,8 %. По составу эти стали могут быть как углеродистыми, так и легированными. Рессорно-пружинные стали, прежде всего, должны обладать высоким пределом текучести, что обеспечивает высокие упругие свойства. Это достигается закалкой с последующим средним отпуском. Температура отпуска должна выбираться в пределах 350-500 °С (иногда, в зависимости от состава и назначения может доходить и до 600 °С). Кроме того, они должны обладать высоким пределом выносливости и достаточно высоким пределом прочности. А вот пластичность этих сталей должна быть пониженной (5-10 % по относительному удлинению и 20-35 % по относительному сужению). Это связано с тем, что в рессорах и пружинах не допускается пластическая деформация.
Углеродистые стали используются для изготовления пружин небольшого сечения, работающих при невысоких напряжениях. Закалка этих сталей проводится в масле. В таблице 1 приведены режимы термической обработки, механические свойства (минимальные) и предел выносливости (расчетный) для углеродистых сталей.
Чаще для изготовления рессор и пружин используются кремнистые стали с концентрацией кремния 2 % (50С2, 55С2 и 60С2). Кремний в таких сталях задерживает распад мартенсита при отпуске, что приводит к повышению предела текучести и, стало быть, к повышению упругих характеристик. Условный предел текучести (σ0,2) этих сталей составляет 1100-1200 МПа, предел прочности - 1200…1300 МПа, относительное удлинение 6 %, относительное сужение 30-25 % и предел выносливости, рассчитанный по условному пределу текучести, составляет 42-44 МПа.
К недостаткам этих сталей следует отнести их склонность к обезуглероживанию и образованию поверхностных дефектов в процессе горячей обработки, приводящих к снижению предела выносливости. В целях предотвращения образования указанных дефектов, кремнистые стали дополнительно легируют хромом, марганцем, ванадием, никелем и вольфрамом.
Режимы термической обработки кремнистых рессорно-пружинных сталей приведены в таблице 2.
Стали марок 50С2, 55С2, 60С2 и 70С3А можно использовать для изготовления пружин и рессор диаметром или толщиной до 18 мм. Они проявляют стойкость к росту зерна при нагреве под закалку, но склонны к обезуглероживанию, приводящему к снижению предела выносливости.
Сталь 60С2ХА идет для изготовления крупных пружин ответственного назначения. При закалке в масле она прокаливается на глубину до 50 мм. Недостатком этой стали является ее склонность к обрыву в процессе волочения.
Стали марок 60С2Н2А и 60С2ХФА обладают более высокой прокаливаемостью (до 80 мм) и применяются для изготовления пружин особо ответственного назначения. При этом сталь 60С2Н2А обладает наилучшим сочетанием технологических и эксплуатационных свойств. Общий недостаток кремнистых рессорно-пружинных сталей заключается в их повышенной чувствительности к внешним поверхностным дефектам (царапины, риски, забоины), играющим роль концентраторов внутренних напряжений, вследствие чего снижается предел выносливости. Поэтому в настоящее время в практике широко применяются бескремнистые рессорно-пружинные стали.
При одной и той же концентрации углерода, что и у кремнистых сталей, кремний в них заменяется следующими возможными сочетаниями легирующих элементов: хром + марганец, хром + ванадий, хром + марганец + ванадий, хром + марганец + бор. Например, 50ХГ, 50ХФ, 50ХГФ, 55ХГР. Эти стали обладают повышенной вязкостью и менее чувствительны к надрезу.ля повышения эксплуатационных характеристик, особенно для пружин, работающих при длительных знакопеременных нагрузках, назначают обдувку поверхности пружин дробью. Возникающие при этом в поверхностном слое напряжения сжатия приводят к повышению предела выносливости.
Наиболее высокие механические и эксплуатационные характеристики можно получить в процессе холодной протяжки предварительно патентированной проволоки, диаметром до 2 мм из углеродистой стали, подвергавшейся высоким степеням обжатия (70-90 %).
Процесс патентирования проводится между протяжками. Он заключается в нагреве проволоки на 50-100 °С свыше точки Ас3 с последующим охлаждением в ванне с расплавленным свинцом. Температура расплава должна составлять 450-550 °С. В результате такой термической обработки происходит изотермический распад аустенита с образованием тонкопластинчатого сорбита.
Лекция №16
Материалы с малой плотностью
Материалы с малой плотностью (легкие материалы) широко применяют в авиации, ракетной и космической технике, а также в автомобилестроении, судостроении, строительстве и других отраслях промышленности. Применение легких материалов дает возможность снизить массу, увеличить грузоподъемность летательных аппаратов без снижения скорости и дальности полета, повысить скорость движения автомобилей, судов, железнодорожного транспорта.
К основным конструкционным легким металлам относятся пластмассы, цветные металлы Mg, Be, Al, Ti и сплавы на их основе, а также композиционные материалы. Особенно перспективны материалы, которые дают возможность снизить массу конструкций при одновременном повышении их прочности и жесткости. Основными критериями при выборе конструкционных материалов в этом случае являются удельные прочность Ов/(р^) и жесткость E/(pg). По этим характеристикам легкие материалы неравноценны.
Среди сплавов на основе Al, Mg и пластмасс лишь отдельные группы имеют такие свойства: не обладает высокими прочностью, удельной прочностью и удельной жесткостью. Эти материалы предназначены главным образом для изготовления мало- и средненагруженных деталей.
. Сплавы на основе алюминия
Свойства алюминия. Алюминий-металл серебристо-белого цвета. Он не имеет полиморфных превращений и кристаллизируется в решетке гранецентрированного куба с периодом а == 0,4041 нм.
Алюминий обладает малой плотностью, хорошими теплопроводностью и электропроводимостью , высокой пластичностью и коррозионной стойкостью . Примеси ухудшают все эти свойства.
Постоянные примеси алюминия Fe, Si, Cu, Zn, Ti. В зависимости от содержания примесей первичный алюминий подразделяют на три класса: особой чистоты А999 (:$ 0,001% примесей), высокой чистоты А995, А99, А97, А95 (0,005-0,05% примесей) и технической чистоты А85, А8 и др. (0,15 1 % примесей). Технический алюминий, выпускаемый в виде деформируемого полуфабриката (листы, профили, прутки и др.), маркируют А ДО и АД1. Механические свойства алюминия зависят от его чистоты и состояния. Увеличение содержания примесей и пластическая деформация повышают прочность и твердость алюминия.
Ввиду низкой прочности алюминий применяют для ненагруженных деталей и элементов конструкций, когда от материал требуется легкость, свариваемость, пластичность. Так, из него изготовляют рамы, двери, трубопроводы, фольгу, цистерны для перевозки нефти и нефтепродуктов, посуду и др. Благодаря высокой теплопроводности он используется для различных теплообменников, в промышленных и бытовых холодильниках. Высокая электропроводимость алюминия способствует его широкому применению для конденсаторов, проводов, кабелей, шин и др..
Из других свойств алюминия следует отметить его высокую отражательную способность, в связи с чем он используется для прожекторов, рефлекторов, экранов телевизоров. Алюминий имеет малое эффективное поперечное сечение захвата нейтронов . Oн хорошо обрабатывается давлением, сваривается газовой и контактной сваркой, но плохо обрабатывается резанием. Алюминий имеет большую усадку затвердевания (6 %). Высокая теплота плавления и теплоемкость способствуют медленному остыванию алюминия из жидкого состояния, что дает возможность улучшать отливки из алюминия и его сплавов путем модифицирования, рафинирования и других технологических операций.
^ Общая характеристика и классификация алюминиевых сплавов. Алюминиевые сплавы характеризуют высокой удельной прочностью, способностью сопротивляться инерционным и динамическим нагрузкам, хорошей технологичностью. Временное сопротивление алюминиевых сплавов достигает 500-700МП а при плотности не более 2850 кг/м3. По удельной прочности некоторые алюминиевые сплавы (cSy/(pg) = = 23 км) приближаются или соответствуют высокопрочным сталям (Oy/(pg) = 27 км). Большинство алюминиевых сплавов имеют хорошую коррозионную стойкость (за исключением сплавов с медью), высокие теплопроводность и электропроводимость и хорошие технологические свойства (обрабатываются давлением, свариваются точечной сваркой, а специальные - сваркой плавлением, в основном хорошо обрабатываются резанием). Алюминиевые сплавы пластичнее магниевых и многих пластмасс. Большинство из них превосходят магниевые сплавы по коррозионной стойкости, пластмассы-но стабильности свойств.
Основными легирующими элементами алюминиевых сплавов являются Си, Mg, Si, Mn, Zn; реже-Li, Ni, Ti. Многие легирующие элементы образуют с алюминием твердые растворы ограниченной переменной растворимости и промежуточные фазы: CuAl^, Mg^Si и др.. Это дает возможность подвергать сплавы упрочняющей термической обработке. Она состоит из закалки на пересыщенный твердый раствори естественного или искусственного старения.
Легирующие элементы, особенно переходные, повышают температуру рекристаллизации алюминия . При кристаллизации они образуют с алюминием пересыщенные твердые растворы. В процессе гомогенизации и горячей обработки давлением происходит распад твердых растворов с образованием тонкодисперсных частиц интерметаллидных фаз, препятствующих прохождению процессов рекристаллизации и упрочняющих сплавы. Это явление получило название структурного упрочнения, а применительно к прессованным полуфабрикатам - пресс-эффекта. По этой причине некоторые алюминиевые сплавы имеют температуру рекристаллизации выше температуры закалки. Для снятия остаточных напряжений в нагартованных полуфабрикатах (деталях), полученных холодной обработкой давлением, а также в фасонных отливках проводят низкий отжиг. Температура отжига находится в пределах 150-300°С.
Конструкционная прочность алюминиевых сплавов зависит от примесей Fe и Si. Они образуют в сплавах нерастворимые в твердом растворе фазы: РеА1з, а(А1, Fe, Si), р(А1, Fe, Si) и др. Независимо от формы (пластинчатой, игольчатой и др.) кристаллы этих фаз снижают пластичность, вязкость разрушения, сопротивление развитию трещин. Легирование сплавов марганцем уменьшает вредное влияние примесей, так как он связывает их в четвертую фазу ot(Al, Fe, Si,Mn), кристаллизирующуюся в компактной форме. Однако более эффективным способом повышения конструкционной прочности является снижение содержания примесей с 0,5-0,7 % (ГОСТ 4784-74) до 0,1-0,3% (чистый сплав), а иногда и до сотых долей процента (сплав повышенной чистоты). В первом случае к марке сплава добавляют букву ч, например, Д16ч, во втором - пч, например, В95пч. Особенно значительно повышаются характеристики пластичности и вязкости разрушения в направлении, перпендикулярном пластической деформации. Например, ударная вязкость сплава Д16ч после естественного старения более чем в 2 раза, а относительное удлинение в 1,5 раза выше, чем у сплава Д16 после той же обработки. Для сплава Д16ч коэффициент К^^= =43-46 МПа-м^2, тогда как для сплава Д16 он равен 35-36 МПа-м^2. Сплавы повышенной чистоты используют для ответственных нагруженных деталей, например, для силовых элементов конструкции пассажирских и транспортных самолетов.
Алюминиевые сплавы классифицирую!' по технологии изготовления (деформируемые, литейные, спеченные), способности к термической обработке (упрочняемые и неупрочняемые) и свойствам
^ Деформируемые алюминиевые сплавы. К сплавам, неупрочняемым термической обработкой, относятся сплавы AM ц и АМг .Сплавы отличаются высокой пластичностью, хорошей свариваемостью и высокой коррозионной стойкостью.
Сплавы АМц относятся к системе А1-Мп. Структура спланаАМц состоит из а-твердого расгиора и вторичных выделений фазы МпА1", переходящих в твердый раствор при повышении температуры. В присутствии железа вместо MnAlg образуется сложная тройная фаза (MnFc)Al", практически нерастворимая в алюминии, поэтому сплав АМц не упрочняется термической обработкой. В отожженном состоянии сплав обладает высокой пластичностью и низкой прочностью. Пластическая деформация упрочняет сплавы почти в 2 раза.
Сплавы АМг относятся к системе А1 - Mg.Магний образует с алюминием а-твердый раствор, концентрация которого при повышении температуры увеличивается от 1,4 до 17,4% в результате растворения фазы Mg,Al3. Однако сплавы, содержащие до 7% Mg, дают очень незначительное упрочнение при термической обработке. Вследствие этого сплавы АМг, как и АМц, упрочняют с помощью пластической деформации и используют в на-гартованном (АМгН - 80 % наклепа)иполунагартованном (АМгП-40% наклепа) состояниях.
Однако применение наклепа ограничено из-за резкого снижения пластичности сплавов, поэтому их используют в отожженном (мягком-АМгМ) состоянии. Сплавы АМц и АМг отжигают при температуре 35СМ20°С. При повышении содержания магния в структуре сплавов АМг увеличивается количество фазы Mg^Al,. При этом временное сопротивление повышается от 110 МПа (АМг1) до 430 МПа (АМгб) при соответствующем снижении относительного удлинения с 28 до 16%. Легирование магнием, кроме того, вызывает склонность к окислению во время плавки, разливки и кристаллизации, что приводит к появлению оксидных пленок в структуре и снижению механических свойств. Поэтому сплавы с высоким содержанием магния (АМгб, АЛ27) для устранения склонности к окислению легируют бериллием. Укрупнение зерна, вызванное бериллием, устраняется добавкой титана или циркония.
Сплавы типа АМц и АМг применяют для изделий, получек'М1..1Х глубокой вытяжкой, сваркой, oiкогорых требуется высокая коррозионная стойкость (трубопроводы для бензина и масла, сварные баки), а также для заклепок, переборок, корпусов и мачт судов, лифтов, узлов подъемных кранов, рам вагонов, кузовов автомобилей и др.
К сплавам, упрочняемым термической обработкой, относятся ^ сплавы нормальной прочности, высокопрочные и др. Типичные представители сплавов-дуралюмины (маркируют буквой Д). Они характеризуются хорошим сочетанием прочности и пластичности и относятся к сплавам системы А1-Cu-Mg. Согласно диаграмме состояния Al-Cu медь с алюминием образуют твердый раствор, максимальная концентрация меди в котором 5,65 % при эвтектической температуре. С понижением температуры растворимость меди уменьшается, достигая 0,1 %при 20 °С. При этом из твердого раствора выделяется фаза 9 (СиА1д), содержащая ~ 54,1% Си. Она имеет объемно-центрированную тетрагональную кристаллическую решетку и обладает сравнительно высокой твердостью (HV 5310). В сплавах, дополнительно легированных магнием, помимо 9 образуется еще фаза S (CuMgAl^) с ромбической кристаллической решеткой (HV 5640) Чем больше меди содержится в сплаве, тем большее количество фазы 9 будет в его структуре (Д1). Увеличение содержания магния приводит к росту количества фазы S и повышению прочности сплавов (Д16). Разница в свойствах особенно значительна после упрочняющей термической обработки ,состоящей из закалки и естественного старения^ При "Закалке сплавы Д16 и Д18 нагревают до 495-505 °С, Д1-до 500-510 °С, затем охлаждают в воде при 40 °С. После закалки структура состоит из пересыщенного твердого раствора и нерастворимых фаз, образуемых примесями. При естественном старении происходит образование зон Гинье- Престона, богатых медью и магнием. Старение продолжается 5-7 суток. Длительность старения значительно сокращается при увеличении температуры до 40 °С и особенно 100°С. Более высокие значения Од и ст",2 прессованных прутков объясняются пресс-эффектом. Для упрочнения дуралюминов, как правило, применяют закалку с естественным старением, так как в этом случае сплавы обладают лучшей пластичностью и менее чувствительны к концентраторам напряжений.
Искусственному старению (190 °С, 10 ч) подвергают лишь детали, используемые для работы при повышенных температурах (до 200° С). Большое практическое значение имеет начальный, или «инкубационный», период старения (20-60 мин), когда сплав сохраняет высокую пластичность и низкую твердость. Это позволяет проводить такие технологические операции, как клепка, правка и др. Для проведения подобных операций естественно состаренные сплавы и детали из них можно подвергнуть обработке «на возврат», которая состоит в кратковременной выдержке сплава (1-2 мин) при температуре 230-300 °С. Во время нагрева рассасываются зоны Гинье-Престона и восстанавливается пластичность, свойственная сплавам непосредственно после закалки. Однако применение обработки «на возврат» ограничено тем, что у тонкостенных изделий снижается коррозионная стойкость, а у толстостенных за короткое время выдержки восстановление пластичности не успевает произойти по всему сечению. Увеличение выдержки приводит к искусственному старению сплава на поверхности изделия, что вызывает снижение пластичности.
Дуралюмины широко применяют в авиации. Из сплава Д1, например, изготовляют лопасти воздушных винтов, из Д16 - шпангоуты, нервюры, тяги управления и др. Кроме того, их используют для строительных конструкций, кузовов грузовых автомобилей, обсадных труб и др. Сплав Д18 - один изосновных заклепочных алюминиевых сплавов. Заклепки из сплава Д18 ставят в конструкцию после закалки и естественного старения.
Ковочные алюминиевые сплавы маркируют буквами АК. Они обладают хорошей пластичностью и стойки к образованию трещин при горячей пластической деформации. По химическому составу сплавы близки к дуралюминам, отличаясь более высоким содержанием кремния. Поэтому в их структуре вместо фазы S присутствуют кремнийсодержащие фазы - четверная фаза (А1, Си, Mg, Si) и силицид магния (^(Mg^Si). Ковку и штамповку сплавов ведут при температуре 450-475 °С. Их применяют после закалки и искусственного старения. Сплавы с пониженным содержанием меди (АК6) отличаются лучшей технологи-ческой пластичностью, но меньшей прочностью (ст"=360 МПа). Их используют для срсдненагруженных деталей сложной формы: большие и малые крыльчатки, фитинги, качалки, крепежные детали. Сплавы с повышенным содержанием меди (АК8) хуже обрабатываются давлением, но более прочны и применяются для высоконагруженных деталей несложной формы: подмоторные рамы, пояса лонжеронов, лопасти винтов вертолетов и др.
Высокопрочные алюминиевые сплавы маркируют буквой В. Они отличаются высоким временным сопротивлением (600-700 МПа) и близким к нему по значению пределом текучести. Высокопрочные сплавы принадлежат к системе Al-Zn-Mg-Cu и содержат добавки марганца и хрома или циркония. Эти элементы, увеличивая неустойчивость твердого раствора, ускоряют его распад, усиливают эффект старения сплава, вызывают прессэффект. Цинк, магний и медь образуют фазы, обладающие переменной растворимостью в алюминии: . M(MgZn^), S^uMgAl^), Т (MgaZr^Al^). При температуре 480 "С эти фазы переходят в твердый раствор, который фиксируется закалкой. При искусственном старении происходит распад пересыщенного твердого раствора с образованием тонкодисперсных частиц метастабильныхМ', Т и S' фаз, вызывающих максимальное упрочнение сплавов. Наибольшее упрочнение вызывают закалка (465-475 °С) и старение (140 °С, 16 ч). После такой обработки сплав В95пч имеет а, = 560 - 600 МПа;
Для повышения этих характеристик сплавы подвергают двухступенчатому смягчающему старению. Первая ступень старения-100-120 "С, 3-10 ч, вторая ступень-160-170 °С, 10-30 ч. Столь высокие температуры и большие выдержки второй ступени старения приводят к образованию и коагуляции стабильных фаз М, S и Т. Предварительное зонное старение (первая ступень) способствует их равномерному распределению, поскольку в сплавах этой системы стабильные фазы образуются из зон Гинье-Престона.
Сплавы применяют для высоконагруженных деталей конструкций, работающих в основном в условиях напряжения сжатия (обшивка, стрингеры, шпангоуты, лонжероны самолетов).
^ Литейные алюминиевые сплавы. Они маркируются буквами АЛ, что значит алюминиевые литейные. Для литейных алюминиевых сплавов наиболее распространена классификация по химическому составу (А1 - Si, А1 - Си и А1 - Mg).
Лучшими литейными свойствами обладают сплавы Al-Si (силумины). Высокая жидкогекучесть, малая усадка, отсутствие или низкая склонность к образованию горячих трещин и хорошая герметичность силуминов объясняются наличием большого количества эвтектики в структуре этих сплавов. В двойных сплавах алюминия с кремнием эвтектика состоит из твердого раствора и кристаллов практически чистого кремния в легированных силуминах (АЛ4 и др.) помимо двойной имеются тройные и более сложные эвтектики.
Плотность большинства силуминов2650 кг/м3- меньше плотности чистого алюминия (2700 кг/м3). Они хорошо свариваются. Хорошо обрабатываются резанием только силумины, легированные медью.
Механические свойства зависят от химического состава, технологии изготовления (модифицирования, способа литья и др.) и термической обработки В двойных силуминах с увеличением содержания кремния до эвтектического состава снижается пластичность и повышается прочность. Появление в структуре сплавов крупных кристаллов первичного кремния вызывает снижение прочности и пластичности . Несмотря на увеличение растворимости кремния в алюминии от 0,05% при 200 °С до 1,65% при эвтектической температуре, двойные сплавы не упрочняются термической обработкой. Это объясняется высокой скоростью распада твердого раствора, который частично происходит уже при закалке, а также большой склонностью к коагуляции стабильных выделений кремния. Единственным способом повышения механических свойств этих сплавов является измельчение структуры путем модифицирования.
Силумины обычно модифицируют натрием, который в виде хлористыхи фтористых солей вводят в жидкий сплав в количестве 2-3 % от массы сплава. Кроме того, медь улучшает обрабатываемость резанием, титан оказывает модифицирующее действие. Медь и магний, обладая переменной растворимостью в алюминии, способствуют упрочнению силуминов при термической обработке, как правило, состоящей из закалки и искусственного старения. Температура закалки различных силуминов находится в пределах 515-535 °С, температура старения-в интервале 150-180"С. Грубо-кристаллическая структура литейныхсплавов требует больших выдержек при нагреве под закалку (5-10 ч) и при старении (10-20 ч). Переходные металлы, например, Мп, Ti, Zr, способствуют получению пересыщенных твердых растворов при кристаллизации в условиях больших скоростей охлаждения, что вызывает некоторое упрочнение сплавов при старении без предварительной закалки. Из легированных силуминов средней прочности наибольшее применение в промышленности нашли сплавы с добавками магния (АЛ9), магния и марганца (АЛ4). Наибольшее упрочнение вызывает метастабильная фаза P'(Mg^Si). Легированные силумины применяют для средних и крупных литых деталей ответственного назначения:корпусов компрессора, картеров, головок цилиндров.
Высокопрочный сплав АЛ32, разработанный в МВТУ им. Н. Э. Баумана, предназначен для литья под давлением. Сплав обладает хорошими литейными свойствами, обрабатываемостью резанием, свариваемостью и коррозионной стойкостью. Марганец и титан, а также большая скорость кристаллизации при литье под давлением способствуют получению метастабильной структуры при отливке деталей. Это дает возможностьупрочнять отливки путем искусственного старения без предварительной закалки. Упрочнение вызывают фазы О (СиАЬ) и (3 (Mg^Si). Наилучшим является старение при 175°С в течение 8 ч, когда выделяются метастабильные 0' и р' фазы; при этом временное сопротивление увеличивается на 30-40 МП а, твердость по Бринеллю - на 180 МПа. При изготовлении деталей другими методами литья сплав АЛ32 подвергают полной упрочняющей термической обработке - закалке при 515±5°С и старению при 175 "С. Сплав АЛ32 применяют для литья под давлением нагруженных деталей, например, блоков цилиндров, головок блоков и других деталей автомобильных двигателей.
Сплавы системы Al-Cu (АЛ7, АЛ19) характеризуются высокой прочностью при обычных и повышенных температурах; они хорошо обрабатываются резанием и свариваются. Вместе с тем из-за отсутствия эвтектики сплавы обладают плохими литейными свойствами, имеют низкую герметичность
Сплавы системы Al-Mg (АЛ8, АЛ27) обладают высокой коррозионной стойкостью, прочностью, вязкостью и хорошей обрабатываемостью резанием. Они не содержат в структуре эвтектики по той же причине, что и сплавы системы Al-Cu, и характеризуются невысокими литейными свойствами, пониженной герметичностью и, кроме того, повышенной чувствительностью к примесям.
Лекция №17
Коррозионностойкие материалы.Материалы , устойчивые к воздействию окружающей среды
!,КОРРОЗИОННОСТОЙКИЕ МАТЕРИАЛЫ
Применяются для изготовления аппаратов, трубопроводов, арматуры и др. изделий, предназначенных для эксплуатации в условиях воздействия кислот, щелочей, солей, агрессивных газов и др. агентов. Под стойкостью материала понимают его способность сопротивляться коррозии в конкретной среде или в группе сред. Материал, стойкий в одной среде, может интенсивно разрушаться в другой. Способность материалов сопротивляться окислению при высоких температурах в газообразных средах (воздух, О2, СО2 и т. д.) называется жаростойкостью. К жаростойким материалам относятся сплавы железа с хромом (нержавеющие стали), сплавы титана, циркония, молибдена, тантала. Основной метод повышения жаростойкости сплавов на основе железа - легирование их элементами, способными создать на поверхности металла защитную окисную плёнку, препятствующую дальнейшему окислению. Такими элементами, кроме хрома, являются кремний, алюминий. В тех случаях, когда наряду с жаростойкостью требуется высокая прочность, применяют сплавы на никелевой основе, типа нимоников, инконелей.
Стойки к окислению в газообразных и многих жидких средах благородные металлы: платина, золото. В кислых окислительных средах, например в азотной кислоте, коррозионностойки хромоникелевые и хромистые нержавеющие стали. Наиболее широко применяется хромоникелевая аустенитная нержавеющая сталь 12X18H10T, содержащая 0,1% С, 18-20% Cr, 9-11% Ni и 0,35-0,8% Ti. Титан или заменяющий его ниобий вводятся для устранения специфического вида разрушения - межкристаллитной коррозии. При указанном содержании никеля сталь имеет аустенитную структуру, обеспечивающую высокую пластичность и способность к технологическим обработкам, в частности к сварке. Однако никель - дорогой и дефицитный легирующий элемент. Поэтому в ряде аустенитных нержавеющих сталей он частично или полностью заменен на марганец. Нержавеющая сталь, содержащая лишь хром, труднее поддаётся технологической обработке, но более прочна. Для изделий, в которых требуется сочетание высокой коррозионной стойкости и прочности, применяют хромистые стали мартенситного класса, содержащие 0,2-0,4% С и 12-14% Cr. Стали с 25%-ным содержанием Cr обладают высокой стойкостью, но непрочны и плохо поддаются технологической обработке.
В концентрированных азотной и серной кислотах стойки железо и низколегированные (содержащие менее 2-3% легирующих элементов) стали. Стойкость сталей в этих условиях определяется их способностью к пассивированию в результате образования на их поверхности тонких, но очень плотных окисных плёнок (см. Пассивирование металлов). Легирование стали хромом увеличивает эту способность. В горячих растворах серной кислоты стойки стали, легированные 25% Cr, 25% Ni, 2-3% Cu, сплавы титана, свинец. В средах, содержащих хлориды, аустенитные нержавеющие стали, а также сплавы алюминия подвергаются язвенной коррозии и особому виду разрушения - коррозии под напряжением (см. Коррозия металлов). Для борьбы с коррозией под напряжением (коррозионным растрескиванием) повышают содержание Ni в сталях до 40% или вводят в них до 1,5% Cu. В хлоридсодержащих средах, в том числе в растворах соляной кислоты, стойки сплавы титана и сплав на никелевой основе, включающий в качестве компонента молибден, - хасталлой.
В природных водах (пресной и морской) при температурах до 100 °С стойки медь и её сплавы (бронза, латунь), а также алюминий и сплавы алюминия.
Среди неметаллических К. м. неорганического происхождения можно отметить графит, алюмосиликаты, чистый кремнезём. Кварцевое стекло, в частности, стойко во многих средах и широко применяется для изготовления химической посуды. Для футеровки металлических корпусов аппаратов в производстве минеральных кислот широко применяют различные природные материалы (горные породы андезит, базальт и др.). Стоек во многих водных средах и ряд органических материалов: фторопласты (тефлон), полиэтилен, полистирол и т. д. Однако все они применимы при температурах не свыше 100-200 °С.
Коррозионную стойкость материалов можно повысить, если нанести на них защитные покрытия. Для защиты от атмосферной коррозии широко применяют цинкование, анодирование, алитирование (покрытие алюминием), никелирование, хромирование, эмалирование, а также нанесение органических материалов - лакокрасочных покрытий. Для замедления разрушения материалов в агрессивных средах широко используют ингибиторы коррозии.
2.МАТЕРИАЛЫ, УСТОЙЧИВЫЕ К ВОЗДЕЙСТВИЮ ОКРУЖАЮЩЕЙ СРЕДЫ
В начале 20 в. стало известно, что жаростойкость Ni на воздухе, достаточно высокая сама по себе, может быть улучшена путём введения Al, Si или Cr. Из сплавов такого типа важное практическое значение благодаря хорошему сочетанию термоэлектрических свойств и жаростойкости сохраняют сплав никеля с Al, Si и Mn (алюмель) и сплав Ni с 10% Cr (хромель). Хромель-алюмелевые термопары относятся к числу наиболее распространенных термопар, применяемых в промышленности и лабораторной технике. Находят практическое использование также термопары из хромеля и копеля.
Важное применение в технике получили жаростойкие сплавы Ni c Cr - нихромы. Наибольшее распространение получили нихромы с 80% Ni, которые до появления хромалей были самыми жаростойкими промышленными материалами. Попытки удешевить нихромы уменьшением содержания в них Ni привели к созданию т. н. ферронихромов, в которых значительная часть Ni замещена Fe. Наиболее распространённой оказалась композиция из 60% Ni, 15% Cr и 25% Fe. Эксплуатационная стойкость большинства нихромов выше, чем ферронихромов, поэтому последние используются, как правило, при более низкой температуре. Нихромы и ферронихромы обладают редким сочетанием высокой жаростойкости и высокого электрического сопротивления (1,05-1,40 мком×м). Поэтому они вместе с хромалями представляют собой два наиболее важных класса сплавов, используемых в виде проволоки и ленты для изготовления высокотемпературных электрических нагревателей. Для электронагревателей в большинстве случаев производят нихромы, легированные кремнием (до 1,5%) в сочетании с микродобавками редкоземельных, щёлочноземельных или др. металлов. Предельная рабочая температура нихромов этого типа составляет, как правило, 1200 °С, у ряда марок 1250 °С.
Н. с., содержащие 15-30% Cr, легированные Al (до 4%), более жаростойки, чем сплавы, легированные Si. Однако из них труднее получить однородную по составу проволоку или ленту, что необходимо для надёжной работы электронагревателей. Поэтому такие Н. с. используются в основном для изготовления жаростойких деталей, не подверженных большим механическим нагрузкам при температурах до 1250 °С.
Во время 2-й мировой войны 1939-45 в Великобритании было начато производство жаропрочных сплавов Ni - Cr - Ti - Al, называемых нимониками. Эти сплавы, возникшие как результат легирования нихрома (типа X20H80) титаном (2,5%) и алюминием (1,2%), имеют заметное преимущество по жаропрочности перед нихромами и специальными легированными сталями. В отличие от ранее применявшихся жаропрочных сталей, работоспособных до 750-800 °С, нимоники оказались пригодными для эксплуатации при более высоких температурах. Появление их послужило мощным толчком для развития авиационных газотурбинных двигателей. За сравнительно короткий срок было создано большое число сложнолегированных сплавов типа нимоник (с Ti, Al, Nb, Ta, Со, Mo, W, В, Zr, Ce, La, Hf) с рабочей температурой 850-1000 °С. Усложнение легирования ухудшает способность сплавов к горячей обработке давлением. Поэтому наряду с деформируемыми сплавами широкое распространение получили литейные сплавы, которые могут быть более легированными, а следовательно, и более жаропрочными (до 1050 °С). Однако для литых сплавов характерны менее однородная структура и, как следствие этого, несколько больший разброс свойств. Опробованы способы создания жаропрочных композиционных материалов введением в никель или Н. с. тугоплавких окислов тория, алюминия, циркония и др. соединений. Наибольшее применение получил Н. с. с высокодисперсными окислами тория (ТД-никель).
Важную роль в технике играют легированные сплавы Ni - Cr, Ni - Mo и Ni - Mn, обладающие ценным сочетанием электрических свойств: высоким удельным электрическим сопротивлением (r = 1,3-2,0 мком×м), малым значением температурного коэффициента электрического сопротивления (порядка 10-5 1/°С), малым значением термоэдс в паре с медью (менее 5 мв/°С). По величине температурного коэффициента электрического сопротивления эти сплавы уступают манганину в интервале комнатных температур, однако, имеют в 3-4 раза большее удельное электрическое сопротивление. Главная область применения таких сплавов - малогабаритные резистивные элементы, от которых требуется постоянство электрических свойств в процессе службы. Элементы изготавливаются, как правило, из микропроволоки или тонкой ленты толщиной 5-20 мкм. Сплавы на основе Ni - Mo и Ni - Cr применяют также для изготовления малогабаритныхтензорезисторов, характеризующихся почти линейной зависимостью изменения электрического сопротивления от величины упругой деформации.
Для химической аппаратуры, работающей в высокоагрессивных средах, например в соляной, серной и фосфорной кислотах различной концентрации при температурах, близких к температуре кипения, широко используются сплавы Ni - Mo или Ni - Cr - Mo, известные за рубежом под названием хастелой, реманит и др., а в СССР - сплавы марок H70M28, Н70М28Ф, Х15Н55М16В, Х15Н65М16В. Эти сплавы превосходят по коррозионной стойкости в подобных средах все известные коррозионностойкие стали.
В практике применяют ещё целый ряд Н. с. (с Cr, Mo, Fe и др. элементами), обладающих благоприятным сочетанием механических и физико-химических свойств, например коррозионностойкие сплавы для пружин, твёрдые сплавы для штампов и др. Помимо собственно Н. с., никель входит как один из компонентов в состав многих сплавов на основе др. металлов (например, ални сплавы).
Лекция №18
Материалы с высокой удельной прочностью
Титан и сплавы на его основе
Титан - металл серого цвета. Имеет две полиморфные модификации. Низкотемпературная до 882оС Tiα (ГПУ решётка) ивысокотемпературная Тiβ (ОЦК решётка) при Т = 900оС.
Технический титан маркируют в зависимости от содержания примесей (водород, кислород, азот и углерод) ВТ 1 - 00, ВТ1 - 0. Водородная хрупкость наиболее опасна в сварных конструкциях из-за наличия в них внутренних напряжений.
Титан обладает высокой прочностью и удельной прочностью до температур 20 - 25оС, но и в условиях глубокого холода.
Пластическая деформация повышает прочность почти в ^ 2 раза. Для снятия наклёпа проводят рекристаллизационный отжиг Т = 650 - 750ОС.
Технический титан хорошо: сваривается аргонодуговой сваркой, обрабатывается резанием - изготовляют все виды прессованного и катанного полуфабриката: листы, проволоку, трубы, поковки.
Недостатки - низкие антифрикционные свойства.
Влияние легирующих элементов на структуру и свойства титановых сплавов.
Практическое значение для легирования титана имеет только Al, так как кислород и азот сильно охрупчивают титановые сплавы. Введения алюминия в титановые сплавы уменьшают их плотность и склонность к водородной хрупкости, повышает модуль упругости, прочность при 20 - 25оС и высоких температурах.
Большинство легирующих элементов Мо, V, Cr, Mn повышают прочность, жаропрочность, несколько снижая их пластичность. Кроме того, ониспособствуют упрочнению сплавов с помощью термической обработки.
^ Нейтральные легирующие элементы Sn, Zr, Hf, Th мало влияют на температуру полиморфного превращения α → β. Легирование титановых сплавов нейтральными элементами не меняют их фазового состава. Они влияют на свойства α и β - фаз, в которых они растворяются.Наибольшее практическое значение имеют Sn и Zr. Олово повышает прочность без заметного снижения пластичности, цирконий увеличивает предел ползучести.
^ Особенности термической обработки титановых сплавов.
Титановые сплавы в основном подвергают: отжигу, закалке и старению, а также ХТО.
Отжиг - для снятия наклёпа. Температура отжига должна быть выше температуры рекристаллизации, но не может превышать границу перехода в β - состояние во избежание роста зерна. Трек = 400-600оС. Тотж = 670-800оС с выдержкой от 15 мин. до 3 час.
Упрочняющая ТО (закалка + старение) - применима только к сплавам с (α + β) - структурой. Закалка состоит в нагреве до β - состояния и охлаждения в воде. Превращение идёт по мартенситному механизму с получением фазы - игольчатого строения, представляющий собой пересыщенный твёрдый раствор легирующими элементами в Tiα - она обозначается α" . Старение ведут при повышенных температурах, чтобы избежать охрупчивание 480-550оС. Выделяется тонкодисперсная
α- фаза, повышающая прочность и твёрдость.
ХТО - Для повышения износостойкости титановые сплавы подвергают азатированию. Азотирование при температуре 850 - 950оС в течение10 - 50 час. Толщина обогащённого азотом α - твёрдого раствора, равна 0,1 - 0,15 мм. Для устранения хрупкого нитридного слоя (0,08 мм) и уменьшения хрупкости азотированного слоя рекомендуется проводить вакуумный отжиг при Т = 800- 900оС.
Промышленные титановые сплавы.
-
Деформируемые титановые сплавы. -
Литейные титановые сплавы. -
По механическим свойствам - нормальной прочности и высокопрочны, жаропрочные, повышенной пластичности. -
По структуре - упрочняемые ТО и неупрочняемые ТО.
Деформируемые титановые сплавы ВТ5, ВТ5-1, ОТ4-1, ОТ4, ВТ6, ВТ14, ВТ15, ВТ16, ВТ22 ( ВТ, ОТ и цифры - различный химсостав, структура и свойства). Наибольшее распространение в промышленности получил сплав ВТ15 (высоколегированный). Сплав выпускается виде листов, полос, прутков, поковок и рекомендуется для длительной работы при температуре до 3500С. Недостатки - чувствительность к примесям кислорода и углерода, которые вызывают снижение пластичности и вязкости, понижая пластичность сварных швов и низкая термическая стабильность.
Литейные титановые сплавы - для фасонного литья применяют сплавы, аналогичные по химическому составу некоторым деформируемымВТ5Л, ВТ3-1Л, ВТ14Л, а также специальные литейные сплавы. Сплавы имеют хорошие литейные свойства. Небольшой температурный интервал кристаллизации обеспечивает им высокую жидкотекучесть и хорошую плотность отливки. Они обладают малой склонностью к образованию горячих трещин и небольшой линейной усадкой (1%). Недостатки - большая склонность к поглощению газов и высокая активность при взаимодействии с формовочными материалами. Поэтому их плавку и разливку ведут в вакууме и в среде нейтральных газов.
^ Бериллий и сплавы на его основе
Бериллий - металл серого цвета, относится к числу редких металлов, обладающий полиморфизмом. Низкотемпературная модификация до1250оС Веα ГПУ решётка и высокотемпературная модификация (1250-1284оС) Веβ ОЦК решётка. Содержания в земной коре бериллия небольшое - 0,0005%.
Свойства - высокие удельные прочность и жёсткость, большая теплоёмкость, обладает хорошими теплопроводностью и электропроводностью, демпфирующей способностью и другими ценными свойствами. По удельной прочности и жёсткости бериллий превосходит высокопрочные стали и все сплавы на основе лёгких металлов Mg, Al, Ti, а по удельной жёсткости и металлы, обладающие более высоким модулем упругости (W, Mo). К тому же высокий модуль упругости бериллия мало изменяется при увеличении температуры до 450оС. Это один из лучших материалов для деталей конструкций, где особо важны собственная масса конструкции, жёсткость её силовых элементов. Самолёт,изготовленный на 80% из бериллия, будет в 2 раза легче, чем из алюминия. При этом на 40% увеличивается дальность полёта и значительно повышается грузоподъёмность самолёта.
Высокий модуль упругости ^ Е при малой плотности ρ обеспечивает бериллию стойкость к резонансным колебаниям, хорошее сопротивление к усталостным разрушениям, большую скорость распространения звука (в 2,5 раза больше, чем у стали. Соответственно применение - двигателестроении, акустическая техника).
Сочетание высокой удельной жёсткости E/ρg, размерной стабильности, теплопроводности, а также близкий к стали температурный коэффициент линейного расширения делает бериллий незаменимым материалом для ответственных деталей высокоточных приборов (инерциальных систем навигации для ракет, самолётов, подводных лодок).
Механические свойства бериллия зависят от степени чистоты, технологии производства, размера зерна и наличия текстуры.
^ Бериллиевые сплавы
Основные трудности при создании бериллиевых сплавов вытекают из его недостатков: большой хрупкости и высокой стоимости.
Наибольшее распространение получили сплавы Al - Be (~ 20-40% Al). Механические свойства: σ = 620МПа; σ0,2 = 510МПа; δ = 3%; Е= 260ГПа.
При содержании в сплаве более 70% Ве резко ухудшаются пластичность и практически не меняется прочность. ^ Добавки 5% Mg к сплаву с низким содержанием бериллия (30%) увеличивает предел прочности от 200 до 400 МПа, относительное удлинение - от 18 до 25%, модуль нормальной упругости до 150 - 300 ГПа.
Слитки подвергают обработке давлением. Сплав поставляют в виде деформированного или отожженного полуфабриката (Тотж = 350 - 400оС).Сплав хорошо сваривается и рекомендуется для сварных конструкций.
Лекция №19
Неметаллические материалы
Основным типом неметаллических материалов, широко используемых в машиностроении и других отраслях промышленности, являются пластические массы (пластмассы).
Пластическими массами называют такие искусственные материалы, которые получают на основе органических полимерных связующих веществ с различными наполнителями.
В качестве связующих при получении пластмасс используют синтетические или природные высокомолекулярные соединения, в том числе синтетические смолы, высокомолекулярные соединения или продукты их переработки, например, эфиры целлюлозы, битумы и др.
Смолы, используемые для изготовления пластмасс, могут быть термореактивными или термопластичными, что и определяет их основные технологические и эксплуатационные свойства.
Многие пластмассы (преимущественно, термопластичные) состоят из одного связующего вещества. К таким материалам относится полиэтилен, полистирол, полиамиды, органические стекла, капрон и др. Особенностью термопластичных материалов является их способность размягчаться при нагревании и вновь затвердевать при охлаждении. Причем эти процессы протекают обратимо и происходят одинаково при каждом цикле нагрева и охлаждения. Строение материала при этом не изменяется, в нем не происходит никаких химических реакций.
Термопластичные материалы характеризуются малой плотностью, хорошей формуемостью, устойчивостью к горючесмазочным материалам. Полиэтилен имеет теплостойкость до 50єС, морозостойкость до - 70, химически стоек, однако подвержен старению. Применяется для изготовления пленок, труб, контейнеров, предметов домашнего обихода. Полипропилен имеет более высокие прочностные свойства, но имеет более низкую морозостойкость (до минус 20 єС). Области применения близкие к полиэтилену. Полистирол - твердый прозрачный компактный материал. Используется для изготовления деталей приборов и машин (ручки, корпуса, трубы и др.). Полиуретаны и полиамиды: капрон, нейлон используются для изготовления высокопрочных нитей и пленок. Органические стекла - прозрачные твердые вещества, используются в самолетостроении, автомобилестроении, приборостроении.
К термопластам также относятся фторопласты - уникальные материалы с очень низким коэффициентом трения. Их используют для вентилей, кранов, насосов, втулок, прокладок и др.).
Термореактивные материалы при нагревании размягчаются лишь в начальный период времени, а затем твердеют при температуре нагревания за счет протекания необратимых химических реакций в их структуре, в результате чего такой материал остается твердым и не размягчается при повторных нагревах до достаточно высоких температур. Представителями термореактивных материалов являются фенолформальдегидная, глифталевая, эпоксидная смолы, непредельные полиэфиры и др. Природа протекания химических реакций, приводящих к необратимому затвердеванию, может иметь различный характер. Оно может стимулироваться добавлением в смолы специальных веществ - отвердителей, либо происходить только за счет термической активации - при нагреве. Однако в обоих случаях особенностью термореактивных пластмасс является необратимый характер изменения основных свойств материала.
Основой реактопластов являются термореактивные полимеры. В качестве наполнителей используют различные неорганические материалы. В зависимости от типа наполнителя такие материалы подразделяются на порошковые, волокнистые и слоистые. Порошковые материалы используют в качестве наполнителей древесную или целлюлозную муку, молотый кварц, тальк, цемент, графит и др. Такие пластмассы имеют однородные свойства по всем направлениям, хорошо прессуются. Недостаток - низкая устойчивость к ударным нагрузкам. Применяются для изготовления корпусных деталей приборов, технологической оснастки в литейном производстве (моделей) или слабонагруженных деталей штампов. Волокнистые пластмассы (волокниты) имеют высокие прочностные свойства, особенно, стекловолокниты, поскольку, по существу, они являются композиционными материалами и используют преимущества в свойствах как основы, так и волокон, применяемых для создания этих материалов. Слоистые пластики, как и волокниты, являются композиционными материалами. Они характеризуются наиболее высокими прочностными и, одновременно, пластическими свойствами. Существуют текстолиты (наполнитель - хлопчатобумажная ткань), гетинакс (наполнитель - бумага), древеснослоистые пластики (древесный шпон), стеклотекстолиты (ткань из стекловолокна). Текстолит имеет повышенное сопротивление износу. Может применяться для изготовления зубчатых колес, кулачков, подшипников и других тяжело нагруженных деталей. Гетинакс - электроизоляционный и декоративно-строительный материал. Стеклотекстолит на эпоксидной смоле используется для наиболее ответственных нагруженных деталей, поскольку имеет наиболее высокие прочностные свойства среди остальных пластических масс.
В зависимости от основного назначения пластмассы разделяются на следующие группы:
а) конструкционные, обладающие высокой механической прочностью и применяющиеся для силовых и не силовых конструкций;
б) электроизоляционные, обладающие хорошими диэлектрическими свойствами; область применения - электротехника, приборостроение;
в) теплостойкие, применительно к трем температурным областям применения: 120 - 150єС, 150 - 200 єС и выше 200 єС;
г) звуко - и теплоизоляционные, обладающие звукоизоляционными свойствами и малой теплопроводностью - обычно, высокопористые материалы;
д) фрикционные, обладающие при сухом трении высоким коэффициентом трения и малым износом;
е) антифрикционные, также имеющие высокую износостойкость при очень малом коэффициенте трения;
ж) антикоррозионные, обладающие повышенной стойкостью к внешним химически агрессивным факторам (атмосферные осадки, кислоты, щелочи); часто используются для покрытия металлических изделий с целью защиты от коррозии;
з) декоративно-отделочные и облицовочные, обладающими хорошими декоративными свойствами;
и) прокладочные и уплотнительные, обладающие стойкостью против действия воды, жидкого топлива, минеральных масел, кислот и щелочей;
к) тропикоустойчивые, хорошо сопротивляющиеся действию температуры, влажности воздуха, ультрафиолетового облучения, стойкие к грибковой плесени;
л) химически стойкие, обладающие стойкостью к действию сильных кислот и щелочей, ароматических углеводородов, бензину, спиртам и другим растворителям.
Большинство пластмасс обладает комплексом свойств, позволяющих применять их не в одной, а сразу в нескольких областях, в различных сочетаниях, например, винипласт обладает электроизоляционными, конструкционными и антикоррозионными свойствами.
Конструкционные пластмассы подразделяются по прочности:
а) высокопрочные, с пределом прочности на растяжение σв выше 196 МПа;
б) средней прочности при σв от 78,4 до 196 МПа;
в) низкой прочности при σв не выше 78,4 МПа;
г) теплостойкие;
д) декоративно-отделочные и облицовочные.
Электро- и радиотехнические пластмассы бывают:
а) электроизоляционные;
б) электропроводные;
в) радиопрозрачные.
Тепло - и звукоизоляционные пластмассы подразделяются на следующие подгруппы:
Пенопласты полистирольные и на иной основе:
а) эмульсионные с ячеистой структурой (например, пенопласт, полистирольный плиточный ПС-1 и ПС-4);
б) вспенивающиеся полистиролы, являющиеся продуктами полимеризации стирола в присутствии порошкообразователя (например, ПСВ, ПСВ-А, ПСВ-С).
Пенополиуретаны эластичные, получаемые путем взаимодействия полиэфира П-2200 с толуилендиизицианатом в присутствии катализатора, эмульгатора и специальных добавок.
Тепловая изоляция, наносимая на изделия в виде матов, состоящих из материалов с низкой теплопроводностью и экранов - материалов с высокой отражательной способностью:
а) электронно-вакуумная тепловая изоляция, представляющая собой набор экранов - материалов с высокой отражательной способностью, разделенных прокладками из материалов с низкой теплопроводностью;
б) тепло - звукоизоляционный материал, состоящий из слоев стеклянных волокон, обклеенных с одной или двух сторон фольгой, пленкой или не оклеенных вообще.
Лекция № 20
Материалы с особыми физическими свойствами
Это весьма многочисленная группа материалов, предназначенных для изготовления контактов, электродов и катодных элементов, резисторов, сверхпроводников, полупроводников и диэлектриков, магнитно-мягких и магнитно-твердых изделий (в том числе ферриты, магнитодиэлектрики), фильтры и пористые изделия, тепловыделяющие элементы (твэлы) атомных реакторов и изделия со специальными ядерными характеристиками, тяжелые сплавы, биоматериалы и др. Хотя по объему производства методами порошковой металлургии материалы этой группы, за исключением ферритов, уступают инструментальным, конструкционным и триботехническим, их роль в современном производстве исключительно велика. Энергетика, электротехника, радиоэлектроника, приборостроение, вычислительная техника, транспорт, биотехнология, радиотехника, атомная техника - вот далеко не полный перечень отраслей, технический уровень которых в существенной степени определяется параметрами упомянутых материалов со специальными физическими свойствами.
Материалы со специальными электрическими свойствами. Производство тугоплавких металлов и сплавов - одно из старейших направлений порошковой металлургии, развитие которого определялось запросами электротехнической промышленности. Нити и спирали ламп накаливания, катоды прямого накала, сетки и другая арматура
электронных ламп, нагреватели и экраны высокотемпературных печей, термопары, элементы конденсаторов - вот некоторые из примеров использования вольфрама, молибдена, тантала, ниобия и их сплавов благодаря уникальным электрическим и теплофизическим свойствам в электротехнике и электронике. Вольфрам в этом сплаве занимает особое место как материал, обладающий самой высокой температурой плавления, низким давлением паров и соответственно низкой скоростью испарения. Методы порошковой металлургии применительно к вольфраму продолжают сохранять главенствующую роль. Для других тугоплавких металлов плавка в результате совершенствования дуговой и электронно-лучевой технологии, позволяющей получать материалы высокой чистоты с низким содержанием примесей внедрения, в значительной степени вытеснила операцию спекания. Получение заготовок молибдена, тантала и ниобия для плавки осуществляется методами порошковой металлургии.
Цикл изготовления вольфрама осуществляется в основном по классической порошковой технологии: получение порошка методом восстановления - прессование - спекание. Порошкам вольфрама было уделено значительное внимание (см. рис. 2, 4, 5, 19, 23, 24) в связи с обсуждением вопросов морфологии и искажений структуры, прессования и спекания, а также испарения. Особенностью получения вольфрама электротехнического назначения является введение различных присадок (силиката калия, оксидов тория, алюминия, иттрия), которые вводятся из растворов солей, осаждаемых на поверхности оксидных порошков вольфрама до восстановления, и которые предназначены для предотвращения роста зерна при длительной высокотемпературной эксплуатации. Торированный вольфрам имеет марку ВТ, вольфрам с присадкой других оксидов - марки ВА, ВИ, ВЛ; содержание присадок может колебаться от 0,1 до 5,5 % (ВТ-50). Вольфрамовые порошки прессуют в виде штабиков длиной 300 -600 мм сечением от 8X8 до 40 X 40 мм; давление прессования составляет 200 - 600 МПа. Спекание проводят в две стадии - предварительно при 1150 - 1200 "С и окончательное путем пропускания электрического тока при 2900 - 3000 °С. Затем эти.штабики, обладающие пористостью 10 - 15 %, подвергают ротационной горячей ковке. Получаемые в результате этой операции прутки диаметром 2 - 3 мм передают на волочение. В процессе ковки и волочения, которые проводятся с промежуточными отжигами, прутки и проволока приобретают волокнистую структуру. Длительная высокотемпературная эксплуатация в лампах накаливания может привести в результате рекристаллизации к появлению столбчатой (бамбукообразной) структуры, подверженной провисанию в связи с пограничным скольжением, чему препятствуют оксидные присадки (рис. 84). Тонкая вольфрамовая проволока в деформированном состоянии обладает прочностью до 4 ГПа, в отожженном состоянии - около 1 ГПа; электросопротивление при 20 "С составляет 0,055 мкОм • м.
Кроме описанной схемы производства вольфрамовых изделий применительно к получению крупногабаритных деталей, начинает расширяться ''бесштабиковая" технология, основанная на гидростатическом прессовании, динамических методах прессования, режимах ГИП [254, 272].
По данным австрийской фирмы ''Plansee", использование исходных ультрачистых порошков вольфрама (а также молибдена, ниобия, тантала), комбинация методов порошковой металлургии и плавки обеспечивает изготовление продуктов с гарантированной чистотой 99,99 %, для электронной промышленности и атомной техники [32, с. 1107]. На международном семинаре 1989 г. приводились данные о получении порошков вольфрама и молибдена еще более высокой чистоты - 99,9998 %,' используемых для изготовления распылительных мишеней [273, с. 371].
Важную роль в узлах коммутации электрического тока высоко- и низковольтного назначения (реле, выключатели, пускатели, контакторы и т.п.) играют контактные материалы. К ним предъявляются разнообразные требования: малое удельное и контактное сопротивление, незначительная эрозия (т.е. способность противостоять переносу в условиях дугового разряда и свариваемости при замыкании и размыкании),' механическая прочность и химическая инертность, высокая теплопроводность и т.д. Практически ни один из однокомпонентных материалов удовлетворить всем этим требованиям не может и разумное техническое решение было найдено при использовании псевдосплавов, состоящих, с одной стороны, из тугоплавкого, трудноиспаряемого компонента (W, Мо, WC и др.) и содержащих, с другой стороны, высокоэлектропроводные металлы (серебро, медь). В табл. 49 приведены составы и свойства некоторых контактных материалов [193, 275]. Из этих данных видно, как меняются электрические (удельное электросопротивление р) и механические (микротвердость Ни) свойства в зависимости от концентрации компонентов, а также при переходе от серебра к меди и при изменении технологии смешивания (в композиции Ag - CdO индекс М соответствует совместному соосаждению компонентов, обеспечивающему более качественное распределение составляющих и мелкозернистую структуру).
, Технология изготовления большинства контактных материалов на основе вольфрама (молибдена) и серебра (меди) заключается в пропитке пористых тугоплавких металлов легкоплавкой компонентой. Никель добавляется для активации спекания тугоплавких металлов (Г- 1200- 1300°С) и улучшения смачиваемости; пропитку проводят при температуре ~ 1150 °С. Контакты W (Мо) - Ag (Си) используют для коммутации токов высокого напряжения. Для низковольтных аппаратов, которым характерны высокая частота срабатываний контактов, большие мощности коммутируемых токов, разнообразные климатические условия, агрессивные среды, используют контактные материалы на основе серебра с различными добавками (CdO, С, WC, Sn02). Роль добавок сводится к снижению свариваемости, повышению износостойкости. Давление прессования составляет 400 -500 МПа, спекание проводят в вакууме при 800 °С. Если контакты работают в скользящем режиме, то для снижения коэффициента трения в шихту добавляют графит.
Повышение мощностей коммутирующих узлов и требований к ресурсу и надежности их работы - все это обусловливает необходимость создания новых контактных материалов [32, с. 609; 195]. Неплохо зарекомендовали себя меднохромовые контакты (25 - 60 % Сг), в которых совмещается высокая электропроводность меди и гетер-ная активность хрома, наличке которого предотвращает также свариваемость. Эффективно снижают отрицательное воздействие дуги, возникающей при коммутировании, пары некоторых оксидов CdO, Sn02)- Значительное влияние на работоспособность контактов оказывают также технологические режимы изготовления - оптимизация смешивания исходной шихты, активирование спекания или пропитки, экструдирование композиций на основе пластичной матрицы. Эти и другие приемы ресурс и параметры работы коммутирующих узлов.
В последнее время усилия многих исследователей направлены на получение и изучение свойств новых сверхпроводниковых материалов на основе оксидов меди, бария, стронция и редкоземельных металлов, для которых температура перехода в сверхпроводящее состояние составляет 90 - 100 К (в отдельных сообщениях отмечаются и более высокие значения - вплоть до 240 К) [254, 276]. Интенсивно исследуют влияние состава на сверхпроводящие характеристики, роль примесей и отклонений от стехиометрии, структурные особенности этих фаз перовскитного типа. Спекание смесей отмеченных оксидов проводят на воздухе при температурах около 1000*С. Исследуют возможность изготовления лент, проволоки, пленок из этих композиций методами экспедирования, прокатки, напыления.
Магнитные материалы. Этот класс материалов условно принято
подразделять на магнитно-мягкие, магнитно-твердые и магнито-ди-электрики.
Для повышения эффективности очистки жидкостей и газов практикуется использование двухслойных, тонко- и грубозернистых фильтров, что позволяет при достаточной проницаемости обеспечить хорошую тонкость очистки, составляющую несколько микрометров. Двухслойные фильтры изготовляют также с помощью сетчатых материалов, на которые напыляется пористый слой. В зависимости от характера отделения частиц различают фильтрование с закупориванием пор (глубинные фильтры) и с образованием осадка на поверхности (поверхностные фильтры). Однако в большинстве случаев при эксплуатации фильтров происходит частичная закупорка пор в поверхностых слоях, в результате чего повышается тонкость фильтрации, а следовательно, и количество оседающих на поверхности фильтра частиц. Наиболее эффективный метод регенерации фильтров, особенно применительно к очистке газов - это обратная продувка. Осадок может быть удален также промывкой в органических жидкостях, растворением, а также наложением ультразвуковых колебаний.
Как уже отмечалось, пористые материалы применяются не только для фильтров, но и в системах пористого охлаждения, в тепловых трубах, в огнепреградителях, в системах генерации цезия в термоэмиссионных преобразователях, как носители катализаторов, для демпфирования колебаний, для высокотемпературной теплоизоляции, в химических источниках тока и для других целей. Особый интерес представляют высокопористые ячеистые материалы, относительная плотность которых может составлять всего несколько процентов [149, 182]. Технологические особенности изготовления этих материалов заключаются в заполнении шликером высокопористых полиуретановых заготовок с последующей отгонкой и спеканием, использовании различных порообраэователей и др. Особенности прочности, упругих характеристик, звукопоглощения, проницаемости высокопористых ячеистых материалов на металлической основе проанализированы В.Н.Анциферовым [149]. Физико-механические свойства при высоких температурах (прочность, ползучесть, теплопроводность и др.) высокопористых тугоплавких соединений - карбидов, боридов, оксидов, нитридов - освещены С.М.Кацем.
Материалы для атомной техники. Атомная техника, включающая ядерную энергетику, реакторостроение, ядерно-физические установки, с одной стороны, является мощным потребителем изделий и материалов, производимых методами порошковой металлургии, а с другой стороны, интенсивно стимулирует создание новых материалов и технологий [2, с. 207 - 212]. В табл. 55 приведены основные материалы, получаемые методами порошковой металлургии и применяемые в атомной технике. Топливные композиции относятся преимущественно к категории высокотемпературных, их используют в виде таблеток, стержней, блоков в энергетических, исследовательских и транспортных реакторах на тепловых нейтронах, в высокотемпературных газовых реакторах, в реакторах на быстрых нейтронах и в реакторах ядерных энергетических установок космического назначения. Методы порошковой металлургии в производстве высокотемпературного топлива практически незаменимы. Порошки тугоплавких соединений урана прессуют под давлением ~ 300 МПа и спекают при 1500 - 2000 °С. При выполнении технологических операций необходимо тщательно соблюдать меры радиационной и ядерной безопасности, предотвращать окисление и загрязнение примесями с большим сечением захвата тепловых нейтронов (бором, вольфрамом, гафнием, титаном и др.). Важное значение имеет также создание дисперсионных твэлов, в которых матричное наполнение и покрытия препятствуют выходу осколков деления.Для получения таких твэлов все чаще использую сферические порошки из тугоплавких соединений урана и тория.
Лекция №21
Принципы выбора конструкционных материалов
Выбор марки материала в процессе проектирования изделий осуществляют на основе рассмотрения комплекса свойств, которые необходимы на этапах изготовления, эксплуатации и восстановления деталей.
К физическим свойствам металлов и сплавов относятся температура плавления, плотность, коэффициент температурного расширения, электросопротивление и теплопроводность. Химическими свойствами являются способность к химическому взаимодействию с агрессивными средами, а также антикоррозионные свойства. К основным механическим свойствам относят прочность, пластичность, ударную вязкость, усталостную прочность, твердость и ползучесть. Технологическими свойствами металлов и сплавов являются деформируемость,литейные свойства, свариваемость и обрабатываемость режущим инструментом. К эксплуатационным свойствам в зависимости от условий работы изделия относят износостойкость, коррозионную стойкость, хладостойкость, жаропрочность, жаростойкость, антифрикционность и др.
Физико-химические и механические свойства материалов зависят от строения атомов, атомно-кристаллической структуры, химического состава, микро- и макроструктуры.
Известно, что все материалы состоят из атомов, которые, в свою очередь, представляют собой композицию протонов, нейтронов и электронов. Атомы в материалах связаны между собой различными типами связей (ионной, ковалентной, металлической). Наиболее важным типом связи в машиностроительных материалах является металлический, который характерен для чистых металлов и их сплавов.
Атомы в кристаллических структурах расположены упорядоченно и образуют кристаллические решетки, которые представляют собой наименьший объем кристалла, дающего полное представление об атомно-кристаллической структуре материала и называемого элементарной ячейкой. Большинство материалов, используемых в технике, и все металлы, как правило, имеют кристаллическую структуру.
Кристаллические решетки, образуемые металлами, называют металлическими. В узлах этих решеток находятся положительные ионы металлов, а валентные электроны могут передвигаться между ними в различных направлениях. Такое строение решетки обусловливает высокую электрическую проводимость, теплопроводность и пластичность металлов. При упругопластическом деформировании не происходит разрыва связи и разрушения кристалла, поскольку составляющие его ионы как бы «плавают» в облаке электронного газа.
Математически доказано, что можно получить 14 различных вариантов кристаллических решеток. Многие металлы имеют сравнительно простые кристаллические решетки, такие как объемно-центрированная кубическая (ОЦК), гранецентрированная кубическая (ГЦК) и гексагональная плотноупакованная (ГП) - рис..
Всем кристаллам присуща анизотропия, т. е. неравномерность свойств по направлениям, определяемая различными расстояниями между атомами в кристаллической решетке. Анизотропия характерна и для поверхностных слоев кристаллов. Такие свойства, какповерхностное натяжение, адсорбционная способность и химическая активность, существенно отличаются у различных граней кристаллов.
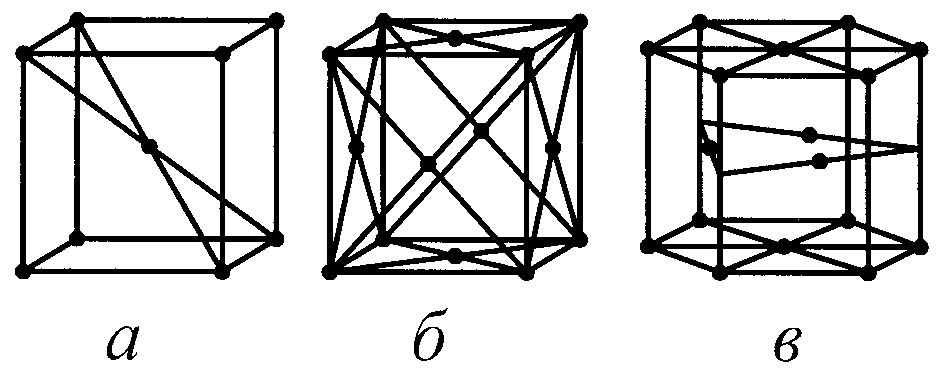
а б в
Рис. Кристаллические решетки металлов:
а - ОЦК; б - ГЦК; в - ГП
С повышением температуры или давления параметры решетки могут изменяться. Некоторые металлы в твердом состоянии в различных температурных интервалах приобретают разные кристаллические решетки, что всегда приводит к изменению свойств. Существование одного и того же металла в нескольких кристаллических формах носит название полиморфизма или аллотропии. Перестройка кристаллических решеток при критических температурах называется полиморфным превращением.
Кристаллические решетки могут иметь различные структурные несовершенства, существенно изменяющие свойства материалов. Дефекты внутреннего строения подразделяют на точечные (вакансии), линейные (дислокации) и плоскостные (скопление дислокаций). Двухмерные дефекты характерны для поликристаллических материалов, т. е. для материалов, состоящих из большого количества кристаллитов, различно ориентированных в пространстве.
Влияние дефектов строения на прочностные характеристики металлов неоднозначно. Если прочностные характеристики бездефектных кристаллов очень высоки, то увеличение дефектов до определенного количества приводит к резкому снижению механических свойств. Дальнейшее увеличение дефектов, например, при введении в расплав компонентов или применении специальных методов искажения кристаллической решетки, повышает реальную прочность металлов.
Кристаллическое строение сплавов сложнее, чем чистых металлов, и зависит от взаимодействия его компонентов, которые при кристаллизации образуют фазы (однородные объемы, разграниченные поверхностями раздела, при переходе через которую свойства меняются скачкообразно). Компоненты в твердом сплаве могут образовывать следующие структуры: твердые растворы, химические соединения и механические смеси.
На свойства сплавов наряду со строением атомов основного компонента, атомно-кристаллического строения и химического состава существенное влияние оказывает микроструктура. Этот фактор показывает влияние размера, формы кристаллитов (зерен), взаимного расположения фаз, их формы и размеров на свойства материалов. Для определения микроструктуры из исследуемого изделия изготавливают микрошлиф, структуру которого наблюдают с помощью оптического или электронного микроскопа (рис.).
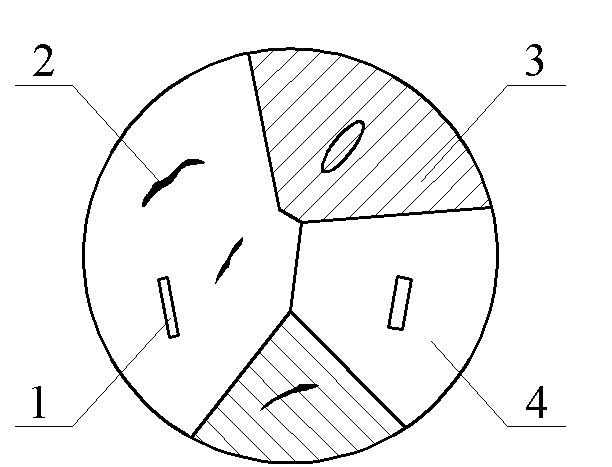
Рис. Микроструктура сплава:
1 - химическое соединение (АmBm);
2 - элемент (компонент) в свободном виде;
3 - механическая смесь [А(В)+АmBn];
4 - твердый раствор [А(В)].
Макроструктура заготовки является еще одним фактором, активно влияющим на свойства получаемых изделий, которая исследуется на шлифах при увеличении не более чем в 30-40 раз. При исследовании макрошлифа можно обнаружить форму и расположение зерен в литом металле; деформированные кристаллиты в поковках; дефекты, нарушающие сплошность изделий; химическую неоднородность, вызванную процессом кристаллизации, и т. д.
Вид макроструктуры зависит от условий изготовления заготовок и деталей машин. Например, для строения слитков и отливок характерно наличие кристаллитов различных размеров и форм, пористости, раковин и т. п. Такую макроструктуру принято называть литой. Обработка давлением слитков при нагреве до высоких температур вызывает деформацию кристаллитов и частичную заварку пор и раковин, а последующая рекристаллизация формирует мелкозернистое строение металла. Таким образом формируется деформированнаямакроструктура. Заготовки с этим видом макроструктуры, как правило, обладают более высокими механическими свойствами по сравнению с отливками.
Материалы с аморфной структурой не имеют упорядоченного строения и, в отличие от кристаллических тел, являются изотропными. Аморфная структура, так же, как и структура жидкости, характеризуется ближним порядком. Переход аморфного вещества из твердого состояния в жидкое не сопровождается скачкообразным изменением свойств. Аморфное тело можно представить как жидкость с очень большой вязкостью. Однако в отличие от жидкости в аморфном веществе частицы практически не обмениваются местами. Типичными аморфными веществами являются силикатные стекла, поэтому часто аморфное состояние называют стеклообразным. Аморфную структуру могут образовывать металлы при очень высоких скоростях охлаждения (примерно 106 °С/с).
1.5. Технологические свойства материала заготовок
Способность материала подвергаться различным методам горячей и холодной обработки определяют по его технологическим свойствам.
Способность объемной заготовки принимать необходимую форму под влиянием внешней нагрузки без разрушения и при наименьшем сопротивлении нагрузке оценивается деформируемостью. Это технологическое свойство определяется сопротивлением деформированию и пластичностью, которые, в свою очередь, зависят от строения атома, атомно-кристаллического строения, макро- и микроструктуры, а также от условий деформирования. Наиболее широкое применение в обработке давлением получили заготовки из стали, алюминиевых, магниевых, медных и титановых сплавов.
К литейным свойствам относят технологические свойства металлов, которые проявляются при заполнении литейной формы, кристаллизации отливок в форме. Наиболее важные литейные свойства - жидкотекучесть, усадка (объемная и линейная), склонность сплавов к ликвации, образованию трещин, поглощению газов, пористости и др. На литейные свойства влияют химический состав расплава, температура его заливки, скорость охлаждения сплава в форме, масса, конструкция отливки и литейной формы. Так, серый чугун обладает высокими литейными свойствами, и отливки из этого сплава могут быть получены как в песчаных, оболочковых, так и в металлических формах. Он имеет высокую жидкотекучесть, которая позволяет изготавливать отливки с минимальной толщиной стенки 3…4 мм, малую усадку (0,9…1,3 %), обеспечивающую получение отливок без усадочных раковин, пористости и трещин.
Свариваемость - свойство металла или сочетания металлов при установленной технологии сварки образовывать соединения, отвечающие конструктивным требованиям и условиям эксплуатации. Свариваемость зависит, с одной стороны, от материала, технологии сварки, конструктивного оформления соединения, а с другой - от требуемых эксплуатационных свойств сварной конструкции. Если требования к эксплуатационным свойствам сварных соединений удовлетворяются, то свариваемость материала считается достаточно хорошей. Проявлением пониженной свариваемости является образование горячих и холодных трещин в шве и в зоне термического влияния. К таким дефектам склонны высокоуглеродистые и легированные стали, магниевые и алюминиевые сплавы.
Под обрабатываемостью резанием понимают способность материалов подвергаться резанию. Это технологическое свойство можно оценивать одним или несколькими показателями. К ним относятся допустимая скорость резания, стойкость инструмента при стандартных режимах резания, шероховатость обработанной поверхности и т. п. Производительность и себестоимость обработки зависят главным образом от допустимой скорости резания, поэтому она является основным показателем обрабатываемости. Это технологическое свойство материалов определяется их химическим составом, структурным состоянием, механическим и теплофизическим свойствами. Так, из всех конструкционных материалов, применяемых в машиностроении, магний обладает наиболее высокой обрабатываемостью. Однако он склонен к возгоранию в процессе механической обработки, поэтому при его резании требуется соблюдение специальных мер техники безопасности.
Технологические свойства часто определяют выбор материала для конструкции. Разрабатываемые материалы могут быть внедрены впроизводство только в том случае, если их технологические свойства удовлетворяют необходимым требованиям. Например, широкому внедрению композиционных материалов препятствуют их низкие технологические свойства.
Лекция №22
Материалы для режущих и измерительных инструментов
Углеродистые инструментальные стали качественные и высококачественные.
Режущие инструменты, изготовленные из углеродистых инструментальныхсталей У10А, У11А, У12А, У13А, обладают достаточной твердостью, прочностью и износостойкостью при комнатной температуре, однако теплостойкость их невелика. При температуре 200-250 0С их твердость резко уменьшается. Поэтому они применяются для изготовления ручных и машинных инструментов, предназначенных для обработки мягких металлов с низкими скоростями резания (до 15 м/мин.), таких, как напильники, мелкие сверла, развертки, метчики, плашки и др..Углеродистые инструментальные стали имеют низкую твердость в состоянии поставки, что обеспечивает их хорошую обрабатываемость резанием и давлением. Однако они требуют применения при закалке резких закалочных сред, что усиливает коробление инструментов и опасность образования трещин.Инструменты из углеродистых инструментальных сталей плохо шлифуются из-за сильного нагревания, отпуска и потери твердости 62…66 HRC режущих кромок. Из-за больших деформаций при термической обработке и плохой шлифуемости углеродистые инструментальные стали не используются при изготовлении фасонных инструментов, подлежащих шлифованию по профилю.
С целью улучшения свойств углеродистых инструментальных сталей были разработаны низколегированные стали. Они обладают большей прокаливаемостью и закаливаемостью, меньшей чувствительностью к перегреву, чем углеродистые стали, и в то же время хорошо обрабатываются резанием и давлением.Применение низколегированных сталей уменьшает количество бракованных инструментов.Область применения низколегированных сталей та же, что и дляуглеродистыхсталей.По теплостойкости легированные инструментальные стали незначительно превосходят углеродистые. Они сохраняют высокую твердость при нагреве до 200-260 °С и поэтому непригодны для резания с повышенной скоростью (max V=25 м/мин.) , а также для обработки твердых материалов.
Низколегированные инструментальные стали подразделяются на стали
неглубокой и глубокой прокаливаемости. Для изготовления режущих
инструментов используются стали 11ХФ, 13Х, ХВ4, В2Ф неглубокой
прокаливаемости и стали X, 9ХС, ХВГ, ХВСГ глубокой прокаливаемости.
Стали неглубокой прокаливаемости, легированные хромом (0,2-0,7%),ванадием (0,15-0,3%) и вольфрамом (0,5-0,8%) используются при изготовлении инструментов типа ленточных пил и ножовочных полотен. Некоторые из них имеют более специализированное применение. Например, сталь ХВ4 рекомендуется для изготовления инструментов, предназначенных для обработки материалов, имеющих высокую поверхностную твердость, при относительно небольших скоростях резания.Характерной особенностью сталей глубокой прокаливаемостиявляетсяболее высокое содержание хрома (0,8-1,7 %), а также комплексное введение в относительно небольших количествах таких легирующих элементов, как хром, марганец, кремний, вольфрам, ванадий, что существенно повышает прокаливаемость. В производстве инструментов из рассматриваемой группы наибольшее применение находят стали 9ХС и ХВГ. У стали 9ХС наблюдается равномерное распределение карбидов по сечению. Это позволяет использовать ее для изготовления инструментов относительно больших размеров, а также для резьбонарезных инструментов, особенно круглых плашек с мелким шагом резьбы.Вместе с тем сталь 9ХС имеет повышенную твердость в отожженном состоянии, высокую чувствительность к обезуглероживанию при нагреве.Содержащие марганец стали ХВГ, ХВСГ мало деформируются притермической обработке. Это позволяет рекомендовать сталь для изготовления инструмента типа протяжек, длинных метчиков, к которым предъявляются жесткие требования относительно стабильности размеров при термической обработке. Сталь ХВГ имеет повышенную карбидную неоднородность, особенно при сечениях, больших 30...40 мм, что усиливает выкрашивание режущих кромок и не позволяет рекомендовать ее для инструментов, работающих в тяжелых условиях с большой ударной нагрузкой).
В настоящее время для изготовления металлорежущих инструментов (скорость обработки до 60 м/мин.) применяются быстрорежущие стали. В зависимости от назначения их можно разделить на две группы:
1) стали нормальной производительности;
2) стали повышенной производительности.
К сталям первой группы относятся Р18, Р12, Р9, Р6МЗ, Р6М5, к сталям
второй группы - Р6М5ФЗ, Р12ФЗ, Р18Ф2К5, Р10Ф5К5, Р9К5, Р9К10, Р9МЧК8, Р6М5К5 и др.
В обозначении марок буква Р указывает, что сталь относится к группебыстрорежущих. Цифра, следующая за ней, показывает среднее содержание вольфрама в процентах. Среднее содержание ванадия в стали в процентах обозначается цифрой, проставляемой за буквой Ф, кобальта -цифрой, следующей за буквой К.Высокие режущие свойства быстрорежущей стали обеспечиваются за счет легирования сильными карбидообразующими элементами: вольфрамом, молибденом, ванадием и некарбидообразующим кобальтом. Содержание хрома во всех быстрорежущих сталях составляет 3,0-4,5 % и в обозначении марок не указывается. Практически во всех марках быстрорежущих сталей допускается серы и фосфора не более 0,3% и никеля не более 0,4%. Существенным недостатком этих сталей является значительная карбидная неоднородность, особенно в прутках большого сечения.С увеличением карбидной неоднородности прочность стали, снижается, при работе выкрашиваются режущие кромки инструмента, и снижается его стойкость.Карбидная неоднородность выражена сильнее в сталях с повышенным содержанием вольфрама, ванадия, кобальта. В сталях с молибденом карбидная неоднородность проявляется в меньшей степени.Быстрорежущая сталь Р18, содержащая 18% вольфрама, долгое время была наиболее распространенной. Инструменты, изготовленные из этой стали, после термической обработки имеют твердость 63-66 HRСЭ, красностойкость 600 °С и достаточно высокую прочность. Сталь Р18 сравнительно хорошо шлифуется. Большое количество избыточной карбидной фазы делает сталь Р18 более мелкозернистой, менее чувствительной к перегреву при закалке, более износостойкой.Ввиду высокого содержания вольфрама сталь Р18 целесообразноиспользовать только для изготовления инструментов высокой точности, когда стали других марок нецелесообразно применять из-за прижогов режущей части при шлифовании и заточке.Сталь Р9 по красностойкости и режущим свойствам почти не уступает стали Р18. Недостатком стали Р9 является пониженная шлифуемость, вызываемая сравнительно высоким содержанием ванадия и присутствием в труктуреочень твердых карбидов. Вместе с тем сталь Р9, по сравнению со сталью Р18, имеет более равномерное распределение карбидов, несколько большую прочность и пластичность, что облегчает ее деформируемость в горячем состоянии. Она пригодна для инструментов, получаемых различными методами пластической деформации. Из-за пониженной шлифуемости сталь Р9 применяют в ограниченных пределах.Сталь Р12 равноценна, по режущим свойствам стали Р18. По сравнению со сталью Р18 сталь Р12 имеет меньшую карбидную неоднородность, повышенную пластичность и пригодна для инструментов, изготовляемых методом пластической деформации. По сравнению со сталью Р9 сталь Р12 лучше шлифуется, что объясняется более удачным сочетанием легирующих элементов.
Лекция №23
Классификация и способы получения композиционных материалов
Композицио́нныйматериа́л (КМ), компози́т - искусственно созданный неоднородный сплошнойматериал, состоящий из двух или более компонентов с чёткой границей раздела между ними. В большинстве композитов (за исключением слоистых) компоненты можно разделить на матрицу (илисвязующее) и включённые в неё армирующие элементы (или наполнители). В композитах конструкционного назначения армирующие элементы обычно обеспечивают необходимые механические характеристики материала (прочность, жёсткость и т. д.), а матрица обеспечивает совместную работу армирующих элементов и защиту их от механических повреждений и агрессивной химической среды.
Механическое поведение композиции определяется соотношением свойств армирующих элементов и матрицы, а также прочностью связей между ними. Характеристики создаваемого изделия, как и его свойства, зависят от выбора исходных компонентов и технологии их совмещения.
В результате совмещения армирующих элементов и матрицы образуется композиция обладающая набором свойств, отражающими не только исходные характеристики его компонентов, но и включающий новые свойства, которыми изолированные компоненты не обладают. В частности, наличие границ раздела между армирующими элементами и матрицей существенно повышает трещиностойкость материала, и в композициях, в отличие от однородныхметаллов, повышение статической прочности приводит не к снижению, а, как правило, к повышению характеристик вязкости разрушения.
Для создания композиции используются самые разные армирующие наполнители и матрицы. Это - гетинакс и текстолит (слоистые пластики из бумаги или ткани, склеенной термореактивным клеем), стекло- и графитопласт (ткань или намотанное волокно из стекла или графита, пропитанные эпоксидными клеями), фанера… Есть материалы, в которых тонкое волокно из высокопрочных сплавов залито алюминиевой массой. Булат - один из древнейших композиционных материалов. В нём тончайшие слои (иногда нити) высокоуглеродистой стали «склеены» мягким низкоуглеродным железом.
В последнее время материаловеды экспериментируют с целью создать более удобные в производстве, а значит - и более дешёвые материалы. Исследуются саморастущие кристаллические структуры, склеенные в единую массу полимерным клеем (цементы с добавками водорастворимых клеев), композиции из термопласта с короткими армирующими волоконцами и пр.
Классификация композитов
Композиты обычно классифицируются по виду армирующего наполнителя:[1]
-
волокнистые (армирующий компонент - волокнистые структуры);
-
слоистые;
-
наполненные пластики (армирующий компонент - частицы)
-
насыпные (гомогенные),
-
скелетные (начальные структуры, наполненные связующим).
-
Также композиты иногда классифицируют по материалу матрицы:
-
композиты с полимерной матрицей,
-
композиты с керамической матрицей,
-
композиты с металлической матрицей,
-
композиты оксид-оксид.
Главное преимущество КМ в том, что материал и конструкция создается одновременно. Исключением являются препреги, которые являются полуфабрикатом для изготовления конструкций.
Стоит сразу оговорить, что КМ создаются под выполнение данных задач, соответственно не могут вмещать в себя все возможные преимущества, но, проектируя новый композит, инженер волен задать ему характеристики значительно превосходящие характеристики традиционных материалов при выполнении данной цели в данном механизме, но уступающие им в каких-либо других аспектах. Это значит, что КМ не может быть лучше традиционного материала во всём, то есть для каждого изделия инженер проводит все необходимые расчёты и только потом выбирает оптимум между материалами для производства.
-
высокая удельная прочность (прочность 3500 МПа)
-
высокая жёсткость (модуль упругости 130…140 - 240 ГПа)
-
высокая износостойкость
-
высокая усталостная прочность
-
из КМ возможно изготовить размеростабильные конструкции
-
легкость
Причём, разные классы композитов могут обладать одним или несколькими преимуществами. Некоторых преимуществ невозможно добиться одновременно.
Композиционные материалы имеют достаточно большое количество недостатков, которые сдерживают их распространение.
Высокая стоимость
Высокая стоимость КМ обусловлена высокой наукоёмкостью производства, необходимостью применения специального дорогостоящего оборудования и сырья, а следовательно развитого промышленного производства и научной базы страны. Но в случае изделий сложной формы, коррозионно-стойких изделий, высокопрочных диэлектрических изделий композиты оказываются в выигрыше.
Анизотропия свойств
Анизотропия - зависимость свойств КМ от выбора направления измерения. Например, модуль упругости однонаправленного углепластика вдоль волокон в 10-15 раз выше, чем в поперечном.
Для компенсации анизотропии увеличивают коэффициент запаса прочности, что может нивелировать преимущество КМ в удельной прочности. Таким примером может служить опыт применения КМ при изготовлении вертикального оперения истребителя МиГ-29. Из-за анизотропии применявшегося КМ вертикальное оперение было спроектировано с коэффициентом запаса прочности кратно превосходящим стандартный в авиации коэффициент 1,5, что в итоге привело к тому, что композитное вертикальное оперение Миг-29 оказалось равным по весу конструкции классического вертикального оперения, сделанного из дюралюминия.
Тем не менее, во многих случаях анизотропия свойств оказывается полезной. Например трубы, работающие при внутреннем давлении испытывают в два раза большие разывающие напряжения в окружном направлении по сравнении с осевым. Следовательно труба не должна быть равнопрочной во всех направления. В случае композитов это условие легко обеспечить, увеличив вдвое армирование в окружном направлении по сравнению с осевым.
Низкая ударная вязкость[
Низкая ударная вязкость также является причиной необходимости повышения запаса прочности. Кроме этого, низкая ударная вязкость обуславливает высокую повреждаемость изделий из КМ, высокую вероятность возникновения скрытых дефектов, которые могут быть выявлены только инструментальными методами контроля.
Высокий удельный объём
Высокий удельный объем является существенным недостатком при применении КМ в областях с жесткими ограничениями по занимаемому объёму. Это относится, например, к области сверхзвуковой авиации, где даже незначительное увеличение объёма самолёта приводит к существенному ростуволнового аэродинамического сопротивления.
Гигроскопичность
Композиционные материалы гигроскопичны, то есть склонны впитывать влагу, что обусловлено несплошностью внутренней структуры КМ. При длительной эксплуатации и многократном переходе температуры через 0 по Цельсию вода, проникающая в структуру КМ, разрушает изделие из КМ изнутри (эффект по природе аналогичен разрушению автомобильных дорог в межсезонье).
КМ могут впитывать также другие жидкости, обладающие высокой проникающей способностью, например, авиационный керосин.
Токсичность
При эксплуатации КМ могут выделять пары, которые часто являются токсичными. Если из КМ изготавливают изделия, которые будут располагаться в непосредственной близости от человека (таким примером может послужить композитный фюзеляж самолета Boeing787 Dreamliner), то для одобрения применяемых при изготовлении КМ материалов требуются дополнительные исследования воздействия компонентов КМ на человека.
Низкая эксплуатационная технологичность
Композиционные материалы могут иметь низкую эксплуатационную технологичность, низкую ремонтопригодность и высокую стоимость эксплуатации. Это связано с необходимостью применения специальных трудоёмких методов (а подчас и ручного труда), специальных инструментов для доработки и ремонта объектов из КМ. Часто изделия из КМ вообще не подлежат какой-либо доработке и ремонту.
области применения
Товары широкого потребления
-
Железобетон - один из старейших и простейших композиционных материалов
-
Удилища для рыбной ловли из стеклопластика и углепластика
-
Лодки из стеклопластика
-
Автомобильные покрышки
-
Металлокомпозиты
Спортивное оборудование
Композиты надёжно обосновались в спорте: для высоких достижений нужны высокая прочность и малый вес, а цена особой роли не играет.
-
Велосипеды
-
Оборудование для горнолыжного спорта - палки и лыжи
-
Хоккейные клюшки и коньки
-
Байдарки, каноэ и вёсла к ним
-
Детали кузовов гоночных автомобилей и мотоциклов
-
Шлемы
Медицина
Материал для зубных пломб. Пластиковая матрица служит для хорошей заполняемости, наполнитель из стеклянных частиц повышает износостойкость.
Машиностроение
В машиностроении композиционные материалы широко применяются для создания защитных покрытий на поверхностях трения, а также для изготовления различных деталей двигателей внутреннего сгорания (поршни, шатуны).
Характеристика
Технология применяется для формирования на поверхностях в парах трения сталь-резинадополнительных защитных покрытий. Применение технологии позволяет увеличить рабочий цикл уплотнений и валов промышленного оборудования, работающих в водной среде.
Композиционные материалы состоят из нескольких функционально отличных материалов. Основу неорганических материалов составляют модифицированные различными добавками силикаты магния,железа, алюминия. Фазовые переходы в этих материалах происходят при достаточно высоких локальных нагрузках, близких к пределу прочности металла. При этом на поверхности формируется высокопрочныйметаллокерамический слой в зоне высоких локальных нагрузок, благодаря чему удается изменить структуру поверхности металла.
Полимерные материалы на основе политетрафторэтиленов модифицируются ультрадисперсными алмазографитовыми порошками, получаемыми из взрывных материалов, а также ультрадисперсных порошков мягких металлов. Пластифицирование материала осуществляется при сравнительно невысоких (менее 300 °C) температурах.
Металлоорганические материалы, полученные из природных жирных кислот, содержат значительное количество кислотных функциональных групп. Благодаря этому взаимодействие с поверхностными атомами металла может осуществляться в режиме покоя. Энергия трения ускоряет процесс и стимулирует появление поперечных сшивок.
Технические характеристики
Защитное покрытие в зависимости от состава композиционного материала может характеризоваться следующими свойствами:
-
толщина до 100 мкм;
-
класс чистоты поверхности вала (до 9);
-
иметь поры с размерами 1 - 3 мкм;
-
коэффициент трения до 0,01;
-
высокая адгезия к поверхности металла и резины.
Технико-экономические преимущества
-
На поверхности формируется высокопрочный металлокерамический слой в зоне высоких локальных нагрузок;
-
Формируемый на поверхности политетрафторэтиленов слой имеет низкий коэффициент трения и невысокую стойкость к абразивному износу;
-
Металлоорганические покрытия являются мягкими, имеют малый коэффициент трения, пористую поверхность, толщина дополнительного слоя составляет единицы микрон.
Области применения технологиинанесение на рабочую поверхность уплотнений с целью уменьшения трения и создания разделительного слоя, исключающего налипание резины на вал в период покоя.
-
высокооборотные двигатели внутреннего сгорания для авто и авиастроения.
Авиация и космонавтика
В авиации и космонавтике с 1960-х годов существует настоятельная необходимость в изготовлении прочных, лёгких и износостойких конструкций. Композиционные материалы применяются для изготовления силовых конструкций летательных аппаратов, искусственных спутников, теплоизолирующих покрытий шаттлов, космических зондов. Всё чаще композиты применяются для изготовления обшивок воздушных и космических аппаратов, и наиболее нагруженных силовых элементов.
Вооружение и военная техника
Благодаря своим характеристикам (прочности и лёгкости) КМ применяются в военном деле для производства различных видов брони:
-
бронежилетов
-
брони для военной техники
Список используемой литературы
1. Материаловедение :учебникдлявузов / Б.Н. Арзамасов, В.И. Макаров, Г.Г. Мухин [и др.] ; подобщред. Б.Н. Арзамасова, Г.Г. Мухина. - 5-е изд., стереотип. - М. :Изд-во МГТУ им. Н.Э. Баумана, 2013. - 648 с. : ил.
2. Гуляев, А.П. Металловедение / А.П. Гуляев. - М. : Металлургия, 2008.
3. Лахтин, Ю.М. Материаловедение : учебникдлямашиностроительныхвузов / Ю.М. Лахтин, В.П. Леонтьев. - 2-е изд.перераб. и доп. - М. : Машиностроение, 1980. - 493 с. : ил.
4. Геллер, Ю.А. Материаловедение. Методыанализа, лабораторныеработы и задачи / Ю.А. Геллер, А.Г. Рахштадт. -М. : Металлургия, 1983. - 384 с.
92