- Преподавателю
- Другое
- «Отработка практических навыков сварки пылегазовоздухопроводов»
«Отработка практических навыков сварки пылегазовоздухопроводов»
| Раздел | Другое |
| Класс | - |
| Тип | Рабочие программы |
| Автор | Пономаренко С.А. |
| Дата | 07.10.2014 |
| Формат | doc |
| Изображения | Есть |

Управление образования и науки Липецкой области
Государственное (областное) бюджетное образовательное учреждение
начального профессионального образования
ПРОФЕССИОНАЛЬНЫЙ ЛИЦЕЙ №10 г. ЛИПЕЦКА
Методическая разработка урока производственного обучения
по профессии
150709.02 Сварщик (электросварочные и газосварочные работы)
На тему :
«Отработка практических навыков сварки пылегазовоздухопроводов»
РАЗРАБОТАЛ МАСТЕР П/О:
ПОНОМАРЕНКО С.А.
ЛИПЕЦК 2014
Пояснительная записка.
Основу учебной деятельности учащихся составляет процесс усвоения теоретических знаний, овладение практическими навыками и умениями, структурно включающий следующие компоненты: восприятие учебного материала, его осознании и осмысление, запоминание. Качество восприятия - обязательное условие эффективности усвоения. На уроке можно использовать разнообразные виды деятельности: решение производственных задач, составление технологических карт, демонстрацию средств наглядности, проблемное изложение материала по технике безопасности, широкое использование практических навыков. Целесообразно проконтролировать закрепление нового материала индивидуальным практическим заданием.
Обучающиеся склонны к выполнению творческой и самостоятельной работы. Урок начинается в 9.00, это время характеризуется низкой работоспособностью, поэтому особое внимание уделяется сообщению формы проведения урока, с целью активизации мыслительной деятельности обучающихся, а этого можно достичь с помощью создания проблемной ситуации , демонстрации визуальных дефектов, поисковую работу. Эти методы на овладение знаниями, умениями и навыками, развития мышления и познавательных интересов в профессиональной деятельности. В качестве приема, создающего эмоциональное отношение к изученному материалу можно использовать наглядные пособия, справочную и методическую литературу, раздаточный материал.
Проведение открытого урока способствует:
- во первых - обеспечению понимания и осознания изучаемого материала;
- во вторых - развитию самостоятельности, нахождению собственных решений
задач, умственного характера, активизирует умственную деятельность;
- в третьих - овладение практическими умениями и навыками.
Место урока в теме, разделе, курсе
Тема урока производственного обучения «Отработка практических навыков сварки пылегазовоздухопроводов» проводится во 1-ом полугодии 3-го курса и является одним из звеньев логической последовательности изучения темы по ПМ-04 «Дефектация сварных швов и контроль качества сварных соединений».
Утверждаю :
Старший мастер ПЛ № 10
__________А.В.Кузнецов
ПЛАН
УРОКА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
ПМ.04 «Дефектация сварных швов и контроль качества сварных соединений»
Производственная практика . 04
Т - 25 Отработка практических навыков сварки пылегазовоздухопроводов.
ЦЕЛИ УРОКА:
Образовательная: сформировать у обучающихся навыки сварки пылегазовоздухопровода.
Воспитательная: воспитание культуры взаимоотношений и дисциплины поведения, прививать чувство гордости за свою профессию, внимательность в соблюдении правил по охране труда, прививать бережное отношение к инструменту и оборудованию;
Развивающая: развитие у обучающихся логического мышления, умения анализировать и правильно формулировать ответы;
Методическая: формирование практических умений и навыков в выполнении угловых, стыковых соединений, а также швов в различных пространственных положениях.
Тип урока: урок по изучению трудовых приемов и операций.
Вид урока: урок-инструктирование; самостоятельная работа обучающихся.
Материально-техническое оснащение урока:
Плакаты, чертеж конструкции, оборудование для электрогазосварочных работ, слесарный инструмент.
Методы обучения: практические, наглядные, словесные.
Методические приемы: беседа, демонстрация наглядных пособий, показ трудовых приемов, самостоятельная работа.
Место проведения: ОАО «НЛМК» цех ЦРМО
Время на тему: 6 часов.
ОРГАНИЗАЦИЯ И ХОД УРОКА.
I.ОРГАНИЗАЦИОННАЯ ЧАСТЬ:9.00-9.05
1.Проверка явки обучающихся
2. Проверка внешнего вида обучающихся и готовности к уроку
II. ВВОДНЫЙ ИНСТРУКТАЖ:9.00-9.40
1. Сообщение темы и целей урока
2. Мотивация к изучению темы
3. Актуализация опорных знаний
3.1 Что называется сваркой?
Сваркой называется технологический процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого.
3.2 Расскажите технологию выполнения угловых швов?
Наилучшие результаты при сварке угловых швов обеспечиваются при установке плоскостей соединяемых элементов в положение «в лодочку» т.е. под углом 45° к горизонтали. При этом достигается хорошее проплавление угла и стенок элементов без опасности подреза или непровара, а также создается возможность наплавлять за один проход швы большого сечения. Однако не всегда можно установить соединяемые элементы в положение «в лодочку». В ряде случаев соединяемые элементы занимают иное положение в пространстве. Сварка таких угловых швов сопровождается дополнительными сложностями, так как возможны непровары вершины угла соединения или горизонтальной стенки, а так же подрезы стенки вертикального элемента. В этих случаях катеты однослойного углового шва не должны превышать 8 мм. Швы с катетами свыше 8 мм выполняют в два слоя и более .
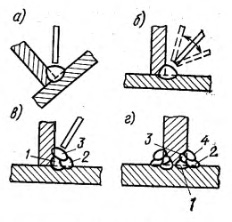
Сварка угловых швов
а-г - формы поперечных сечений швов и положение деталей при сварке; 1-4 - порядок выполнения слоев шва
Технология сварки угловых швов в вертикальном и потолочном положениях существенно не отличается от сварки стыковых швов со скосом кромок. Для обеспечения необходимого провара вершины угла первый слой выполняют электродами диаметром 3-4 мм.
При сварке угловых швов нахлесточных соединений нельзя допускать излишнего проплавления (подреза) кромки верхнего элемента и наплыва металла (при недостаточном сплавлении) на плоскость нижнего элемента.
3.3 Особенности сварки тонколистового металла до 3мм?
Ниточный шов. Ниточный шов выполняется при маленькой толщине металла до 3 мм, с неглубоким проплавлением , во избежание возникновения прожогов в зоне шва. Скорость сварки высокая , сила тока до 80А.
3.4 Как осуществляется подбор режима сварки, отчего он зависит?
Дуговую сварку контролируют ряд параметров, а именно:
сварочный ток
напряжение дуги
скорость сварки
род и полярность тока
положение шва в пространстве
тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
СВАРОЧНЫЙ ТОК (ВЫБОР СВАРОЧНОГО ТОКА ПОСРЕДСТВОМ ПОДБОРА ДИАМЕТРА ЭЛЕКТРОДА)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара - то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Таблица
Примерное соотношение толщины металла, диаметра электрода и сварочного тока
Толщина металла, мм
0,5
1-2
3
4-5
6-8
9-12
13-15
16
Диаметр электрода, мм
1
1,5-2
3
3-4
4
4-5
5
6-8
Сварочный ток, А
10-20
30-45
65-100
100-160
120-200
150-200
160-250
200-350
НАПРЯЖЕНИЕ ДУГИ (ДЛИНА СВАРОЧНОЙ ДУГИ)
После того, как сила сварочного тока определена, следует рассчитать длину сварочной дуги. Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной дуги. Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва. Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Таблица
Примерное соотношение диаметра электрода и длины дуги
Диаметр электрода, мм
1
1,5-2
3
3-4
4
4-5
5
6-8
Длина дуги, мм
0,6
2,5
3,5
4
4,5
5
5,5
6,5
СКОРОСТЬ СВАРКИ
Выбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва. Подбирать скорость сварки следует так, что бы сварочная ванна заполнялась жидким металлом от электрода и возвышалась над поверхностью кромок с плавным переходом к основному металлу изделия без наплывов и подрезов. Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода.
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла, который растекается перед сварочной дугой и препятствует её воздействию на свариваемые кромки - то есть результатом будет непровар и некачественно сформированный шов.
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин.
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны. В большинстве случаев сварочная ванна имеет размеры: ширина 8-15 мм, глубина до 6 мм, длина 10-30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.
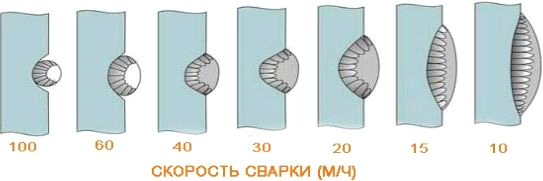
На рисунке видно, что при увеличении скорости заметно уменьшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) - при скоростях 30 и 40 м/ч.
ЗАЖИГАНИЕ (ВОЗБУЖДЕНИЕ) СВАРОЧНОЙ ДУГИ
Зажигание (возбуждение) сварочной дуги можно производить 2-мя способами.
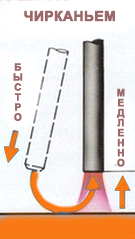

Первый способ: Чиркаем концом электрода о поверхность металла (напоминает движение зажигаемой спички). Данный способ чаще всего применяют на новом электроде. Этот метод прост и особых профессиональных навыков не требует.
Второй способ можно назвать «касанием», т.к. электрод подводят вертикально (перпендикулярно) к месту начала сварки и после легкого прикосновения к поверхности изделия отводят верх на расстояние примерно в 3-5 мм. Чаще всего этот способ применяют в труднодоступных, узких и прочих неудобных местах.
3.5 Перечислите слесарный инструмент и расскажите для чего он предназначен?
Инструмент для зачистки шва и свариваемых кромок, для подгонки соединяемых деталей, инструмент для наладки сварочного оборудования и приспособлений и мерительный инструмент.
Для зачистки шва и свариваемых кромок в сварочном производстве применяются: молоток - шлакоотделитель, представляющий собой инструмент с острыми и узкими рабочими поверхностями. Он предназначен для удаления шлаковой корки, особенно с угловых швов или швов, расположенных в узкой, глубокой разделке между кромками;
проволочные щетки (рис. 2,б) используются для зачистки кромок перед сваркой и для удаления с поверхности шва остатков шлака. Щетки могут быть плоскими (широкими или узкими) или цилиндрическими (в виде кисти) для зачистки швов, расположенных в узком зазоре.
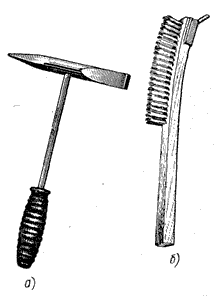
Инструмент для зачистки шва и свариваемых кромок:
а - молоток - шлакоотделитель, б - щетка
Наряду с ручным для зачистки применяется и механизированный инструмент.
Ручные шлифовальные машинки с пневматическим или электроприводом. Зачистка кромок перед сваркой выполняется шлифовальным кругом, закрепленным на шпинделе двигателя или в ручном приспособлении. В последнем случае шлифовальный круг вращается при помощи гибкого вала, что облегчает условия работы сварщика.
Для удаления с металлических поверхностей непрочно сцепленной окалины, брызг, краски и для других работ применяются также проволочные щетки (дисковые или торцовые).
Пневматические молотки предназначены для зачистки сварных швов от шлака и брызг, для удаления дефектных участков шва и т. п.
К инструменту сварщика относят слесарный инструмент для подгонки соединяемых деталей (вилки, струбцины, кувалды), для кантовки горячих деталей, а также инструмент для наладки сварочного и технологического оборудования.
3.6 Какими приспособлениями может пользоваться сварщик при производстве коробчатой конструкции?

4. Объяснение нового материала
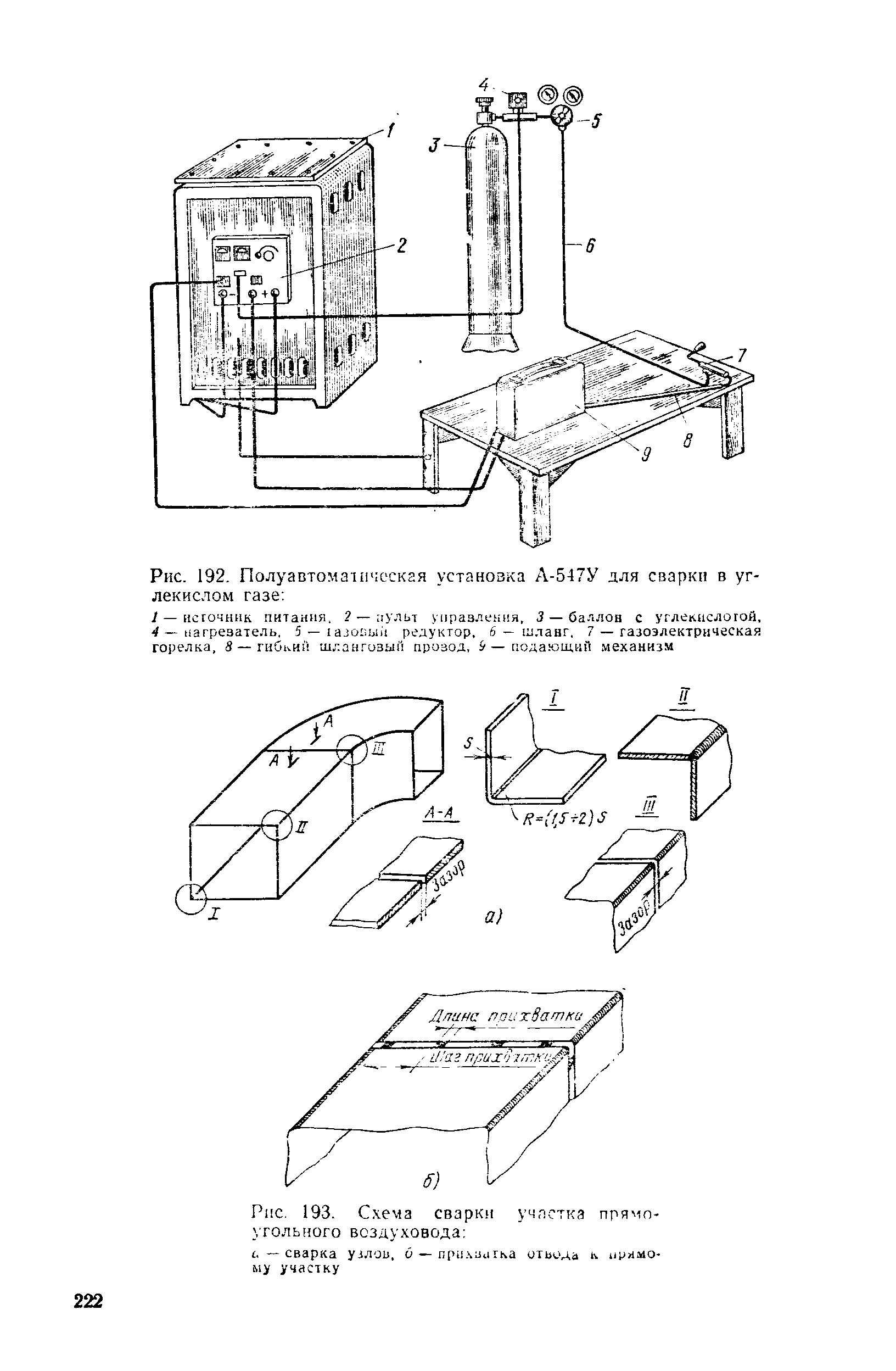
4.1. Описание воздухопровода и технологический процесс его изготовления:(подготовка металла к сварке, сборка . прихватка, сварка )
Сеть воздуховодов следует компоновать из унифицированных деталей - прямых участков, отводов, переходов, заглушек и узлов ответвлений из унифицированных деталей.
Воздуховоды и детали вентиляционных систем должны быть изготовлены в соответствии с рабочей документацией, монтажными чертежами и утвержденными в установленном порядке техническими условиями.
Закрепление фланцев на воздуховодах из стали толщиной 0,5-1,5 мм должно выполняться с помощью отбортовки, а при толщине стали св. 1,5 мм - электродуговой сваркой сплошным швом.
При толщине стали более 1 мм допускается закрепление фланцев без отбортовки прихватками электродуговой сваркой через 50-60 мм с последующей герметизацией зазора между фланцами и воздуховодами.
Способы герметизации должны быть определены технологией предприятия изготовителя. Закрепление фланцев на воздуховодах из стали толщиной 0,5-1,5 мм должно выполняться с помощью отбортовки, а при толщине стали св. 1,5 мм - электродуговой сваркой сплошным швом.
При толщине стали более 1 мм допускается закрепление фланцев без отбортовки прихватками электродуговой сваркой через 50-60 мм с последующей герметизацией зазора между фланцами и воздуховодами. Отбортовка фланцевых воздуховодов должна перекрывать фланец не менее 6 мм и не должна перекрывать болтовые отверстия. Сквозные разрывы в отбортовке допускаются не более четырех на одном торце воздуховода. Для воздуховодов из листа толщиной более 1,5 мм фланцы из углового проката должны быть приварены с внутренней стороны, а фланцы плоские - с наружной стороны изделия.
В местах сварки кромки очищают от масел, ржавчины, краски и влаги. Если кромки металла не очистить перед сваркой, то это приведет к образованию дефектов в металле сварного шва. Особенное внимание следует уделить зазору между кромками, чтобы там не было грязи. Если в зазор попадет грязь, то ее необходимо удалить. Очистку производят ручным или механическим путем. Для чего используют металлические щетки, дробометные технологии, пескоструйные аппараты, шлифовальные машины и пр. методы.
Перед сваркой если это предусмотрено чертежами производят разделку кромок, обрезку, выставляют, нужные зазоры. Скосы кромок производят в соответствии с типом сварного соединения. После того как подготовка закончена начинают сборку изделий под сварку.
Сборка металлоизделия под сварку - это ответственная операция в технологии изготовления металлических сварных конструкций. Очень важным моментом является точность сборки, подгонки кромок и выставления нужных зазоров между кромками свариваемых деталей.
Существует несколько основных способов сборки конструкции:
Сборка узла или конструкции сразу в готовое изделие с последующей сваркой. Такой метод, как правило, применяют при сборке простых конструкций и изделий, при которых сваривается 2-3 детали.
Для контроля точности сборки узлов и деталей применяют шаблоны, измерительные линейки и щупы, специальные измерители для сварных швов.
При сборке конструкций нужно учитывать что, под влиянием нагрева от сварки и последующей усадке металла шва, возможны деформации изделия, конструкции. Например: для этого при сварке угловых швов предварительно увеличивают угол, на 2-3градуса между свариваемыми деталями учитывая, что после усадки и остывании сварного шва этот угол уменьшается.
При сборке изделий конструкцию сначала собирают на прихватки. Прихватками называют короткие однослойные швы, толщина которых не должна превышать ½ от толщины свариваемого металла. Длина прихваток, как правило, составляет от 20 до 120 мм. Прихватки делают электродами той же марки, которыми производят сварку данной конструкции.
Прихватки рекомендуется делать со стороны обратной наложению основного (первого) шва. При сварке ответственных конструкций прихватки удаляют после наложения основного шва путем вырубки или выплавки. Если прихватки в процессе сварки не удаляются, то они тщательно очищаются от остатков шлака и полностью провариваются.
Для изготовления воздухопровода понадобятся следующие заготовки:
Стенки воздухопровода 1200 х 700 - 4 шт.;
Прежде всего, необходимо разметить по размерам детали с помощью мела и чертежных инструментов. Листовой прокат режем на станке гильотинными ножницами по данным размерам; после резки зачищаем кромки металлической щеткой.
Сварку производим угловыми швами, односторонними, без скоса кромок. Общее количество слоев шва - 1.
Сборка конструкции, предшествуя сварке, должна обеспечивать возможность качественной сварки.
Подготовка и сборка деталей под сварку включает следующие операции: очистку свариваемых кромок, разделку кромок под сварку и наложение прихваток для соединения свариваемых листов или деталей.
Точность сборки контролируют шаблонами. Закрепляем струбцинами. Жесткость обеспечивается с помощью прихваток.
Длина прихваток, расстояние между ними и порядок наложения зависят от толщины свариваемого металла и длины шва:
Толщина свариваемой детали <5, мм
Длина прихвата, мм . ≈5 мм
Расстояние между прихватами, мм ≈100 мм.
Прихватку свариваемых изделий необходимо производить с большой тщательностью на тех же режимах, что и процесс сварки шва, так как непровар в прихватках может привести к браку всего сварного соединения.
После подготовки металла к сварке , когда пластины уже готовы , стыкуем их в угловой шов , прихватываем маленькими прихватками , т к толщина металла маленькая, затем выполняем ниточный шов (не задерживаемся долго на одном месте , резко электрод не отрываем во избежание образования кратера).
На слесарном столе с помощью струбцины фиксируем нашу угловую деталь , к ней стыкуем вторую угловую деталь, прихватываем с обеих сторон , и выполняем горизонтальный шов в нижнем положении обратноступенчатым способом , во избежание коробления конструкции.
Режим ручной электродуговой сварки определяется диаметром электрода и величиной сварочного тока.
Для данной толщины металла был выбран электрод диаметром 3 мм. Кроме того, необходимо учитывать положение шва в пространстве. В нашем случае шов выполняется в нижнем положении. Сила сварочного тока составляет 80-100 А.
Швы выполняем от середины к концам во избежание короблений: длинные (1200 мм) - обратноступенчатым способом; средние (700 мм) - «на проход».
Силу тока для сварки принимаем по формуле (для нижнего положения шва).
Оптимальная длина дуги выбирается между максимальной и минимальной.
Длина дуги 3 мм.
По заданию шов, соединяющий детали - угловой, по характеру выполнения - односторонний. Угол между собираемыми элементами прямой. По протяженности - шов непрерывный. При изготовлении заданной конструкций вначале свариваем угловые швы 1, 2, 3 боковых стенок. Заканчивается изготовление корпуса бака сваркой шва 8.
В процессе сварки электрод наклоняем по направлению сварки на угол 10 - 200. Отбиваем шлак, зачищаем шов.
Проверяем швы визуально.
4.2 Контроль качества внешним осмотром
Для борьбы с остаточными деформациями и напряжениями следует соблюдать следующие правила:
1.При сборке конструкций применять по возможности сборочные приспособления (стяжные планки, клинья и т.п.), обеспечивающие свободное перемещение свариваемых конструкций от усадки швов. Прихватки можно применять только для стыков деталей из тонкого металла (3-5 мм) . Следует строго соблюдать размеры притуплений, зазоров и соосность элементов.
2.Выполнять необходимую последовательность сварки швов, строго выполнять последовательность и порядок сварки швов, указанные в типовой технологии или проекте производства сварочных работ.
3.Не допускать превышения величины тепловложения в шов (увеличения сила сварочного тока по сравнению с рекомендуемой для электродов применяемого типа и диаметра).
4.Использовать жесткое закрепление деталей перед сваркой для уменьшения их деформаций с помощью прихваток или приспособлений; использовать вибрацию конструкций в процессе сварки для уменьшения деформаций и напряжений.
непосредственно за сваркой(если это предусмотрено технологической запиской).
6.Использовать предварительный обратный выгиб листовых деталей (стенок и полок балок, листов корпуса резервуаров и др.) для предупреждения угловой деформации.
8. В необходимых случаях применять предвари тельный и сопутствующий подогревы.
9.Применять в необходимых случаях общую или местную термическую обработку сварных соединений.
Контроль качества сварных соединений.
Методы контроля качества сварных соединений могут быть разделены на две основные группы:
- методы контроля без разрушений образцов или изделий - неразрушающий контроль;
- методы контроля с разрушением образцов или производственных стыков - разрушающий контроль.
Для контроля качества сварных соединений могут быть применены виды, имеющие наиболее широкое применение на практике: внешний осмотр, акустический, капиллярный и радиационный.
Каждый вид контроля имеет свою оптимальную область применения, отличается определенными достоинствами и недостатками. Поэтому наиболее полную информацию о качестве изделия или сварного шва можно получить только при сочетании различных видов контроля.
Наиболее распространенным видом неразрушающего контроля является внешний осмотр и обмер сварных швов, который имеет существенное значение для получения качественных сварных конструкций.
Широкое применение получил радиационный вид контроля, осуществляемый с помощью рентгеновского и гамма-излучений, которые проникают через контролируемый объект и изменяют интенсивность излучения в местах наличия дефектов. Это изменение регистрируется на рентгеновской пленке или на пластине (радиографический метод).
4.3 Устранение дефектов в работе
По внешнему виду сварные швы должны удовлетворять следующим требованиям:
а) иметь гладкую или мелкочешуйчатую поверхность (без наплывов, прожогов, сужений и перерывов) и плавный переход к основному металлу;
б) наплавленный металл должен быть плотным по всей длине шва, не иметь трещин, скоплений и цепочек поверхностных пор (отдельно расположенные поверхностные поры допускаются);
в) подрезы основного металла допускаются глубиной не более 0,5 мм при толщине стали до 10 мм и не более 1 мм при толщине стали свыше 10 мм;
г) все кратеры должны быть заварены.
Выборочный контроль швов производится в местах швов с признаками дефектов, а также в других сомнительных местах.
Если в результате выборочного контроля будут обнаружены дефекты в шве, необходимо по предполагаемым границам сомнительного участка сварного шва произвести два дополнительных контроля. Если при этом будет установлено удовлетворительное качество шва, участок шва между местами выборочного контроля подлежит удалению с последующей заваркой.
Если дополнительным контролем будет установлено неудовлетворительное качество шва, контроль продолжают до выявления фактических границ дефектного участка, после чего весь шов на этом участке удаляют, вновь заваривают и проверяют повторно.
4.4 Охрана труда на рабочем месте
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
-Необходимо проверить рабочую одежду и рукавицы и убедиться в том, что на них нет следов масел, жиров, бензина, керосина и других горючих жидкостей.
-Рабочая одежда не должна иметь развевающихся частей, куртка должна быть надета навыпуск, пуговицы застегнуты, обшлага рукавов застегнуты или подвязаны, брюки надеты поверх сапог, каска должна быть застегнута на подбородочный ремень, а волосы убраны под каску.
- После получения задания :
-произвести осмотр сварочных проводов, которые должны быть надежно изолированы и в необходимых местах защищены от действия высоких температур, механических повреждений, химических воздействий, не переплетаться между собой и не пролегать совместно с другими сварочными проводами или проводами электрической питающей сети и шлангами газопламенной обработки;
-убедиться в том, что все вращающиеся части надежно ограждены, устройства заземлены и доступны для осмотра и эксплуатации;
-проверить наличие и исправность инструментов (молоток, зубило или крейцмессель для отбивки шлака, стальная щетка, шаблоны, клеймо);
-проверить исправность и соответствие переносного светильника, а также наличие общего освещения на рабочем месте и на подходах к нему;
-проверить состояние настилов, ограждений, бортовой доски на лесах, подмостях непосредственно на месте выполнения электросварочных работ;
-осмотреть и при необходимости освободить проходы, убрать все легковоспламеняющиеся и горючие материалы в радиусе 5 м от места проведения электросварочных работ;
-проверить наличие ширм и защитного настила;
-проверить зачистку свариваемых деталей от краски, масла и т.п. для предотвращения загрязнения воздуха испарениями и газами;
-опробовать работу местной вентиляции при проведении электросварочных работ в условиях, требующих ее применения
-в случае выполнения электросварочных работ с назначением наблюдающих убедиться в том, что рубильник для отключения источника тока находится вблизи наблюдающего и работа будет проводиться в зоне видимости наблюдающих;
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
- При выполнении электросварочных работ выполнять следующие требования безопасности:
следить, чтобы подручные или выполняющий совместно со сварщиком работы персонал пользовались защитными средствами;
следить, чтобы шлак, брызги расплавленного металла, огарки электродов, обрезки металла и других предметов и личный инструмент не падал на работающий персонал и проходящих людей;
постоянно следить за исправностью электрододержателя и провода (прямого) к нему;
следить, чтобы провода сварочной цепи не подвергались механическим, тепловым и прочим воздействиям, могущим вызвать нарушение и повреждение их электроизоляции;
в перерывах в процессе сварки проверять состояние и наличие защитных заземлений на корпусах электросварочной аппаратуры;
если в процессе работы или в перерывах на рабочем месте будет обнаружен запах горючего газа (утечка из газового поста газопровода, газового баллона), то немедленно прекратить электросварочные работы, сообщить производителю работ (бригадиру или мастеру), произвести отключение источника сварочного тока, уйти в безопасное место;
отключить источник сварочного тока от питающей сети в следующих случаях:
а) уходя с рабочего места даже на короткое время;
б) при временном прекращении работы;
в) при перерыве в подаче электроэнергии;
г) при обнаружении какой-либо неисправности;
д) при уборке рабочего места.
-Запрещается:
-очищать сварной шов от шлака, брызг металла и окалины без защитных очков;
-работать под подвешенным грузом;
-сваривать деталь на весу;
-прикасаться голыми руками даже к изолированным проводам и токоведущим частям сварочной установки;
-выполнять ручную электродуговую сварку от источников тока, напряжение холостого хода которых превышает 80 В для переменного тока, 100 В для постоянного тока;
-самостоятельно менять полярность прямого и обратного провода;
-прикасаться к свариваемым деталям при смене электродов;
-класть электрододержатель на металлические конструкции;
-производить электросварочные работы во время грозы, под дождем или снегопадом без навеса;
-производить электросварочные работы с приставных лестниц;
-регулировать величину сварочного тока при замкнутой цепи, при работе с аппаратом переменного тока;
-выполнять электросварочные работы на трубопроводах, арматуре, сосудах и других элементах тепломеханического оборудования, находящегося под давлением.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
По окончании работы :
-выключить рубильник сварочного аппарата,
-собрать провода и защитные приспособления, уложить их в отведенное место или сдать в кладовую;
-выключить местную вентиляцию;
-убрать рабочее место от обрезков металла, огарков электродов и других материалов;
-перед уходом с рабочего места тщательно осмотреть все места, куда могли долетать раскаленные частицы металла, искры, шлак, и убедиться в отсутствии тлеющих предметов - очагов возможного возникновения пожара;
-сдать сменщику и руководителю рабочее место чистым, сообщить обо всех неисправностях и замечаниях, выявленных во время работы;
-снять спецодежду и повесить ее в шкаф, вымыть лицо и руки или принять душ.
-обо всех неисправностях и неполадках имевших место во время работы, сообщить начальнику МКУ.
4.5 Демонстрация практических приемов на рабочих местах.
Сегодня на уроке мастер п/о продемонстрирует порядок сборки и сварки пылегазовоздухопровода. Выходим в цех на рабочее место(сварочный пост).
5. Закрепление нового материала:
5.1 Подготовка металла к сварке в зоне шва;
В местах сварки кромки очищают от масел, ржавчины, краски и влаги. Если кромки металла не очистить перед сваркой, то это приведет к образованию дефектов в металле сварного шва. Особенное внимание следует уделить зазору между кромками, чтобы там не было грязи. Если в зазор попадет грязь, то ее необходимо удалить. Очистку производят ручным или механическим путем. Для чего используют металлические щетки, дробометные технологии, пескоструйные аппараты, шлифовальные машины и пр. методы.
Перед сваркой если это предусмотрено чертежами производят разделку кромок, обрезку, выставляют, нужные зазоры. Скосы кромок производят в соответствии с типом сварного соединения. После того как подготовка закончена начинают сборку изделий под сварку.
5.2 Порядок сборки воздухопровода;
Сборка металлоизделия под сварку - это ответственная операция в технологии изготовления металлических сварных конструкций. Очень важным моментом является точность сборки, подгонки кромок и выставления нужных зазоров между кромками свариваемых деталей.
Существует несколько основных способов сборки конструкции:
Сборка узла или конструкции сразу в готовое изделие с последующей сваркой. Такой метод, как правило, применяют при сборке простых конструкций и изделий, при которых сваривается 2-3 детали.
Для контроля точности сборки узлов и деталей применяют шаблоны, измерительные линейки и щупы, специальные измерители для сварных швов.
При сборке конструкций нужно учитывать что, под влиянием нагрева от сварки и последующей усадке металла шва, возможны деформации изделия, конструкции. Например: для этого при сварке угловых швов предварительно увеличивают угол, на 2-3градуса между свариваемыми деталями учитывая, что после усадки и остывании сварного шва этот угол уменьшается.
При сборке изделий конструкцию сначала собирают на прихватки. Прихватками называют короткие однослойные швы, толщина которых не должна превышать ½ от толщины свариваемого металла. Длина прихваток, как правило, составляет от 20 до 120 мм. Прихватки делают электродами той же марки, которыми производят сварку данной конструкции.
Прихватки рекомендуется делать со стороны обратной наложению основного (первого) шва. При сварке ответственных конструкций прихватки удаляют после наложения основного шва путем вырубки или выплавки. Если прихватки в процессе сварки не удаляются, то они тщательно очищаются от остатков шлака и полностью провариваются.
5.3 Какой метод контроля мы применяем для проверки нашей конструкции?
Наиболее распространенным видом неразрушающего контроля является внешний осмотр и обмер сварных швов, который имеет существенное значение для получения качественных сварных конструкций.
5.4 С помощью какой технологии можно облегчить сборку готовых узлов?
Метод косынки
5.5 Демонстрация обучающимися практических навыков сварки
пылегазовоздухопроводов;
Все обучающиеся под руководством мастера п/о по очереди выполняют сварку пылегазовоздухопровода.
5.6 Охрана труда на рабочем месте.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
-При выполнении электросварочных работ выполнять следующие требования безопасности:
следить, чтобы подручные или выполняющий совместно со сварщиком работы персонал пользовались защитными средствами;
следить, чтобы шлак, брызги расплавленного металла, огарки электродов, обрезки металла и других предметов и личный инструмент не падал на работающий персонал и проходящих людей;
постоянно следить за исправностью электрододержателя и провода (прямого) к нему;
следить, чтобы провода сварочной цепи не подвергались механическим, тепловым и прочим воздействиям, могущим вызвать нарушение и повреждение их электроизоляции;
в перерывах в процессе сварки проверять состояние и наличие защитных заземлений на корпусах электросварочной аппаратуры;
если в процессе работы или в перерывах на рабочем месте будет обнаружен запах горючего газа (утечка из газового поста газопровода, газового баллона), то немедленно прекратить электросварочные работы, сообщить производителю работ (бригадиру или мастеру), произвести отключение источника сварочного тока, уйти в безопасное место;
отключить источник сварочного тока от питающей сети в следующих случаях:
а) уходя с рабочего места даже на короткое время;
б) при временном прекращении работы;
в) при перерыве в подаче электроэнергии;
г) при обнаружении какой-либо неисправности;
д) при уборке рабочего места.
-Запрещается:
-очищать сварной шов от шлака, брызг металла и окалины без защитных очков;
-работать под подвешенным грузом;
-сваривать деталь на весу;
-прикасаться голыми руками даже к изолированным проводам и токоведущим частям сварочной установки;
-выполнять ручную электродуговую сварку от источников тока, напряжение холостого хода которых превышает 80 В для переменного тока, 100 В для постоянного тока;
-самостоятельно менять полярность прямого и обратного провода;
-прикасаться к свариваемым деталям при смене электродов;
-класть электрододержатель на металлические конструкции;
-производить электросварочные работы во время грозы, под дождем или снегопадом без навеса;
-производить электросварочные работы с приставных лестниц;
-регулировать величину сварочного тока при замкнутой цепи, при работе с аппаратом переменного тока;
-выполнять электросварочные работы на трубопроводах, арматуре, сосудах и других элементах тепломеханического оборудования, находящегося под давлением.
5.7Сообщение критерий оценок
Работа оценивается :
- по активности и правильности ответов на вопросы;
- по оценкам, выставленным за тестовые задания;
- за полноту и правильность выполнения самостоятельного задания;
- за соблюдение требований безопасности труда.
По всем пунктам выводится среднее арифметическое.
Критерии оценок производственного обучения
Оценка
Овладение
приёмами
работы
Соблюдение
технических и
технологических
требований к
качеству учебно
производственных
работ
Выполнение
установленных
норм времени
(выработки)
Соблюдение
требований
безопасности
труда
Косвенные показатели
влияющие на оценку
«5»
отлично
Уверенное и
точное
владение
приёмами
работ;
самостоятельное
выполнение работ с
применением
освоенных
приёмов
и контроль
качества
продукции.
Выполнение работы в полном
соответствии
с требованиями
технической и
технологической
документации
Выполнение и
перевыполнение
ученических
норм
времени
(выработки)
Соблюдение
требований
безопасности
труда
Проявление интереса к
профессии;
познавательная активность,
бережливость, рациональная
организация рабочего места,
проявление устойчивого
действенного интереса
к избранной профессии,
организация труда,
выполнение заданий
с элементами новизны,
добросовестное выполнение
поручений мастера,
наставника; экономное
расходование материалов,
электроэнергии, точное выполнение требований трудовой дисциплины.
«4»
хорошо
Владение приёмами работ(возможны отдельные неосуществимые ошибки, исправляемые самим учащимся; самостоятельное выполнение работ с применением основных приёмов и контроль качества
продукции (возможна несущественная помощь мастера)
Выполнение работ в основном в соответствии с требованиями технической и технологической документации с несущественными ошибками, исправляемыми самостоятельно.
Выполнение ученических норм времени (выработки)
Соблюдение требований безопасности труда.
Самостоятельное планирование предстоящей работы (возможна несущественная помощь мастера), правильная организация рабочего места; проявление интереса к избранной профессии, новой технике; добросовестное выполнение поручений мастера, наставника; экономное расходование
Электроэнергии, выполнение требований трудовой дисциплины
«3»
удов.
Недостаточное владение приёмами работ; выполнение работ с применением освоенных приёмов (при наличии несущественных ошибок, с помощью мастера); недостаточное владение приёмами контроля качества продукции.
Выполнение работ в основном в соответствии с требованиями технической и технологической документации с несущественными ошибками, справляемыми с помощью мастера.
Выполнение ученических норм времени (выработки); допускаются незначительные отклонения от установленных норм.
Соблюдение требований безопасности труда
Отдельные несущественные ошибки в организации рабочего места; ситуативный (неустойчивый) интерес к избранной профессии, организации труда; не всегда добросовестное выполнение поручений мастера, наставника и экономное расходование материалов, электроэнергии; отдельные нарушения трудовой дисциплины.
«2»
неуд.
Неточное выполнение приёмов работ и контроля качества продукции с существенными ошибками
Несоблюдение требований технической и технологической документации
Планирование предстоящей работы только с помощью мастера; существенные ошибки в организации рабочего места; отсутствие интереса к избранной профессии, новой технике, технологии; недобросовестное отношение к труду, нарушение трудовой дисциплины.
III. ТЕКУЩИЙ ИНСТРУКТАЖ:
Применение знаний, формирование умений, навыков обучающихся.
1. Индивидуальная работа с обучающимися
2. Обход рабочих мест обучающихся с целью:
-организация рабочих мест и правильность выполнения работ ;
- проверить соблюдение правил охраны труда;
- контроль качества выполнения практических работ;
- прием и проверка работ.
Целевые осмотры:
1.Организация самостоятельной, познавательной деятельности учащихся по
выполнению сборки и сварки пылегазовоздухопровода;
2. Работа со сварочным оборудованием, инструментом и приспособлениями.
3. Правильность выполнения сварки.
Целевые обходы
-
Проверить организацию и содержание рабочих мест.
-
Проверить правильность выполнения трудовых приемов и операций.
-
Подготовка поверхности к наплавке.
-
Установка режимов сварки;
-
Выбор наплавочного материала.
-
Соблюдение технологии сварки:
- угол наклона электрода;
- скорость ведения наплавки;
- процент перекрытия предыдущего валика;
- применение колебательных движений
-
Осуществление взаимосвязи двух видов образования (теоретического и производственного обучения).
-
Контроль качества работ.
-
Прием и оценка работ учащихся .
IV.ЗАКЛЮЧИТЕЛЬНЫЙ ИНСТРУКТАЖ:
- Сообщить о достижении целей урока;
Сегодня на уроке мы овладели практическими умениями и навыками сварки пылегазовоздухопровода, научились правильно собирать конструкцию, работать без нарушения правил охраны труда, самостоятельно работать без помощи мастера п/о, правильно формулировать ответы на поставленные вопросы, бережно обращаться с оборудованием и инструментом.
- Анализ и самоанализ выполнения учебно-производственных работ каждого
обучающегося;
- Сообщить оценки за урок
- Разобрать наиболее характерные ошибки обучающихся
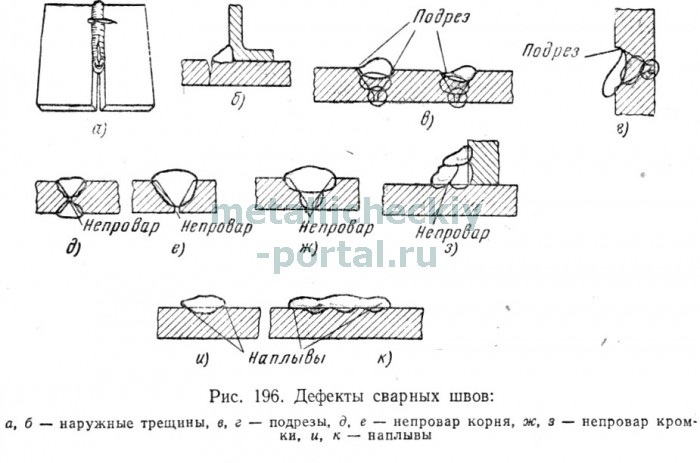
Типичные дефекты.
Внешние.
Отклонения по ширине и высоте швов. Причинами дефекта являются:
1) неудовлетворительная подготовка и подгонка кромок, вследствие чего расстояния между ними получаются различными и уширения приходится заполнять наплавленным металлом;
2) неравномерное перемещение электрода, горелки и проволоки, вследствие чего высота и ширина шва изменяются по длине;
3) несоблюдение установленного режима сварки.
Швы с подобным дефектом имеют плохой внешний вид; неравномерное распределение и усадка наплавленного металла шва могут вызвать деформации и напряжения. Выявляется дефект наружным осмотром и проверкой шва шаблоном; отклонения могут устраняться зачисткой с подваркой шва и срубанием излишка металла.
Наружные трещины , продольные и поперечные, могут быть в наплавленном и основном металле; в последнем случае они обычно расположены около шва в зоне термического влияния. Причинами образования трещин являются: напряжения, возникшие вследствие неравномерного нагрева и охлаждения, изменения структуры металла при сварке, повышенное содержание серы, фосфора, влияние водорода и пр.
Появлению трещин способствуют такие дефекты, как поры, непровары, включения шлака и т. п. Трещины появляются также при кристаллизации металла в процессе сварки. Возможность образования трещин тем больше, чем хуже сваривается данный металл. Участки швов с трещинами полностью вырубают или удаляют поверхностной кислородной (или воздушно-дуговой) резкой и заваривают вновь. Стыки трубопроводов, имеющие трещины длиной более 100 мм, полностью вырезают, и трубы заново сваривают.
Подрезы - уменьшение толщины основного металла в месте перехода к наплавленному (рис. 196, в, г). Этот дефект возникает при сварке излишне большим током или горелкой большой мощности. В месте подреза прочность сварного соединения понижается, так как подрезы служат местом концентрации напряжений. Подрезы устраняют дополнительной зачисткой и заваркой.
Незаплавленные углубления (кратеры), остатки шлака и неровная поверхность шва являются следствием недостаточной квалификации сварщика или небрежного выполнения сварки. Швы с большим количеством таких дефектов обладают пониженной прочностью, поэтому дефектные участки следует вырубать или вырезать до основного металла и заваривать вновь.
Наплывы (рис. 196, и, к) образуются при слишком быстром плавлении электрода и натекании жидкого металла на недостаточно нагретую поверхность основного металла. Наплывы могут быть расположены в отдельных местах или иметь большую протяженность и сопровождаться непроваром основного металла. Наплывы необходимо срубать или вырезать и проверять, нет ли в этом месте непровара.
Внутренние дефекты. Поры образуются вследствие поглощения расплавленным металлом водорода, окиси углерода и др., которые не успевают выделиться при застывании металла и остаются в нем в виде газовых пузырьков. Основной причиной появления пор является влажность электродного покрытия или неправильная регулировка пламени горелки. Поры могут появляться также в результате несоответствия химического состава присадочного и основного металла, наличия окалины и ржавчины на свариваемых кромках, выкрашивания каплеобразных включений металла и шлаков. Поры делают шов проницаемым для газов и жидкостей. Пористые швы при газовой сварке уплотняют проковкой при соответствующей температуре нагрева.
Если поры выходят на поверхность шва, их можно обнаружить при помощи лупы. Для выявления внутренних пор изделие испытывают под давлением водой, сжатым воздухом, смачиванием керосином или просвечиванием рентгеновскими или гамма-лучами.
Если шов должен быть плотным, то пористые участки вырубают до основного металла и вновь заваривают.
Шлаковые включения и окислы ослабляют сечение шва. Они образуются при сварке длинной дугой и окислительным пламенем.
Одиночные шлаковые включения и поры обычно не снижают механических свойств соединения. Цепочки и особенно скопления пор и шлаковых включений приводят к концентрации напряжений в данном месте и резкому снижению пластичности, вязкости и прочности наплавленного металла. В сварных швах ответственных конструкций допускаются лишь отдельные поры и шлаковые включения, а также небольшие скопления пор в количестве 5- 6 шт. на 1 см2 сечения шва, глубиной не более 10-15% толщины металла.
Непровар корня шва выражается в несплавлении наплавленного и основного металла в корне шва. Непровар резко снижает прочность шва и соединение становится ненадежным. В местах непровара концентрируются напряжения, которые еще более понижают сопротивляемость шва внешним нагрузкам, особенно ударным.
Влияние непроваров в стыковых швах, подвергаемых действию статических нагрузок, начинает сказываться при глубине их, составляющей 15% и более от толщины основного металла, и одновременном воздействии отрицательных температур. При непроваре, составляющем 25-30% толщины металла, пластичность металла сварного соединения снижается в 2-4 раза. Поэтому в стыковых швах при действии статических нагрузок глубина непровара не должна превышать 10-15% толщины свариваемого металла. При динамических нагрузках, а также в изделиях ответственного назначения наличие непроваров недопустимо.
Причинами непровара являются: недостаточный ток или малая мощность горелки; слишком быстрое перемещение электрода и горелки; попадание в шов пленки окислов или слоя шлака; неудовлетворительная зачистка кромок. Непровар появляется, если прогрев металла в корне шва затруднен, вследствие того, что кромки скошены под слишком малым углом или велико притупление кромок и отсутствует зазор между ними. Если по техническим условиям данное изделие не должно иметь непровар, то места швов, где имеется непровар, вырубают или удаляют поверхностной резкой, после чего шов в этом месте заваривают вновь.
Непровар кромки (рис. 196, ж, з) образуется: при сварке током недостаточной величины или пламенем малой мощности; при слишком быстром перемещении электрода или пламени вдоль свариваемого металла. В этих случаях наплавленный металл попадает на нерасплавленную поверхность основного металла; в результате этого сила сцепления между основным и наплавленным металлом будет столь незначительна, что валик шва может отделиться от кромки.
В изломе непровар всегда заметен, так как проходит темной полосой на границе между наплавленным и основным металлом. Обнаружить непровар кромки можно просвечиванием шва рентгеновскими или гамма-лучами. Дефектный участок шва удаляют вырубкой или поверхностной резкой и повторной заваркой.
Внутренние трещины возникают по тем же причинам, что и наружные. Продольные внутренние трещины часто образуются также в корне шва. Обнаружить внутренние трещины можно просвечиванием шва рентгеновскими или гамма-лучами. Участки шва с трещинами удаляют и заваривают.
При перегреве металл имеет крупнозернистое строение. Чем крупнее зерна, тем меньше поверхность их сцепления и ниже прочность и пластичность металла. Перегретый металл плохо сопротивляется ударным нагрузкам. Этот дефект можно исправить соответствующей термической обработкой.
Пережог характеризуется наличием в структуре металла шва окисленных зерен, обладающих малым взаимным сцеплением.
Пережженный металл хрупок и не поддается исправлению. Пережог возникает при избытке кислорода в пламени.
Пережженные участки шва полностью удаляют поверхностной резкой и заваривают вновь.
- Уборка рабочего места
- Домашнее задание.
МАСТЕР П/О:_______________________С.А.ПОНОМАРЕНКО