- Преподавателю
- Другое
- Открытый урок производственного обучения по теме: Сварка листового металла встык без скоса краев
Открытый урок производственного обучения по теме: Сварка листового металла встык без скоса краев
| Раздел | Другое |
| Класс | - |
| Тип | Конспекты |
| Автор | Бойко Л.С. |
| Дата | 12.01.2016 |
| Формат | rar |
| Изображения | Есть |

Методична розробка відкритого уроку виробничого навчання за темою:
«ЗВАРЮВАННЯ ЛИСТОВОГО МЕТАЛУ ВСТИК БЕЗ СКОСУ КРАЇВ»
Професія: «Електрогазозварник»
План уроку
Предмет: Виробниче навчання.
Професія: Електрогазозварник.
Тема програми: Дугове наплавлення валиків і зварювання пластин у нижньому положенні шва.
Тема уроку: Зварювання листового металу встик без скосу країв.
Навчальна мета уроку: Повторити та закріпити знання учнів з пройдених тем та сформувати уміння зварювати
пластини встик без скосу країв.
Виховна мета: Прищеплювати дбайливе відношення до обладнання, інструментів і пристосувань, виховувати у
учнів почуття відповідальності за якість виконуваної роботи.
Розвиваюча мета: Розвивати у учнів увагу, спостережливість та пізнавальну активність.
Тип уроку: Формування початкових професійних умінь і навичок.
Вид уроку: Вправи учнів.
Методика проведення уроку: Фронтальне опитування, тести (2 варіанти проведення),бесіда, розповідь з
використанням схем подетального виконання практичної частини уроку, гра «Знайди пару».
Місце проведення занять: Електрозварювальна майстерня.
Матеріально-технічне оснащення:
1.Електрозварювальний пост - 15 шт.
2.Випрямляч ВДМ-1001 - 1шт.
3.Баластовий реостат - 10шт.
4.Трансформатор - 5шт
5.Захисні щитки - 15 шт.
6.Демонстраційний стіл - 4шт.
7.Молоток -шлаковідділяч - 15 шт.
8.Зубило - 5 шт.
9.Сталева щітка - 5 шт.
10.Електроди АНО -4, d=4-5мм
10.Спецодяг - 15 комплектів.
11.Металеві пластини - 30 шт.
12.Металева лінійка - 5 шт.
Дидактичне оснащення: Плакати, схеми, тести, таблиці, інструкційно-технологічна карта, зразки
зварних з'єднань.
Хід уроку
№
з/п
Етап уроку
Час
Засоби навчання
Діяльність
Майстер
Учень
1
2
3
4
5
6
І.
Організаційна
частина.
5 хв.
Еталон робочого одягу зварника.
Перевіряє явку учнів по журналу, зовнішній вигляд і готовність до занять.
Сприймають
інформацію.
ІІ.
1.
2.
Вступний
інструктаж.
Цільова
установка.
Актуалізація
опорних знань,
умінь, навичок.
1 година
Плакати, макети.
Оголошує тему, ціль уроку.
Мотивує: поширеність стикових з'єднань у різних галузях народного господарства.
Систематизує знання
учнів по наступним
питанням:
1.Які вимоги до організації робочого місця зварника?
2.Назвати джерела живлення зварювальної дуги.
3.Призначення баластового реостату.
4.Від чого залежить вибір режимів зварювання?
Слухають,
сприймають
інформацію.
Відповідають на поставлені
питання.
1
2
3
4
5
6
Тести
Електрозварювальний
пост.
5. Чим відрізняються наплавлені ниткові валики від розширених?
6.Охорона праці при виконанні зварювальних робіт.
Видає
тестові питання
Дає практичне
завдання
Здійснити показ правильного розташування пристроїв та інструментів на робочому місці та регулювання сили зварювального струму
Аналізує відповіді учнів за тестами (якщо вони проводяться за другим варіантом) й виконання практичного завдання.
Відповідають на поставлені
питання.
(фронтальне опитування)
Всі учні відповідають за тестами. (Перший або другий варіант)
Виконують
практичні завдання.
Сприймають
інформацію.
1
2
3
4
5
6
3.
Виклад нового
матеріалу.
Таблиці,схеми,
інструкційно -техно-логічна карта,зразки зварних з'єднань.
Розбирає ціль й завдання майбутньої роботи. Порівнює наплавлення зі зваркою. Звертає увагу учнів на технологічні особливості зварювання стикових з'єднань, достоїнства та недоліки цього виду з'єднання. Вказує на правила виконання складання пластин за допомогою прихваток, які виконуються вузькими (нитковим) швами, які необхідно обов'язково очищувати від шлаку перед зварюванням. Необхідно виконувати стикові з'єднання за допомогою коливальних рухів кінцем електрода впоперек шва, відповідно до схеми.
Приділяє увагу правилу запалюванню дуги після обриву.
Вказує на можливі дефекти.
Пояснює призначення інструкційно - технологічної карти. Націлює учнів на здійснення самостійного вибору режиму зварювання.
Вивчають робочі таблиці, схеми,вимоги інструкційно - технологічної карти, беруть участь у розборі змісту майбутньої роботи.
Розглядають зразки стикових з'єднань.
Сприймають
інформацію
1
2
3
4
5
6
4.
5.
1
Закріплення нового матеріалу.
Видача завдання.
2
3
Робочі креслення.
Схеми, таблиці, плакат «Знайди пару»
Зразки стикових з'єднань
4
Перевіряє знання зварювальної термінології за допомогою завдання «Знайди пару»
З'ясовує з учнями наступні питання:
1.Чім відрізняється наплавлення від зварювання?
2.Які коливальні рухи кінцем електрода ви знаєте?
3.Труднощі при з'єднанні двох пластин.
4.Які дефекти можуть виникнути при зварюванні стикових з'єднань?
5.Правила запалювання дуги після обриву.
6.Охорона праці при роботі з електрозварювальним обладнанням.
Розподіляє учнів по бригадах, видає металеві пластини для зварювання стикових швів у нижньому положенні.
5
Відповідають на питання,на завдання «Знайди пару», доповнюють відповіді товаришів.
Одержують
завдання.
6
ІІІ.
Поточний інструктаж і самостійна робота.
4 години
35 хв.
Обладнані електрозварювальні пости, комплект інструмен-тів, пристосувань, сталеві пластини, інструкційно -
їтехнологічні карти, картки контролю.
Здійснює цільові обходи з перевірці організації робочих місць, початку роботи учнів, дотримання учнями правил охорони праці, ощадливої витрати матеріалів. Надає
допомогу учням у виконанні
завдання по зборці й зварюванню
стикових з'єднань, виявленню та усуненню дефектів.
Виконують самостійний вибір режиму зварювання,
підготовку та складання пластин, здійснюють зварю-
вання стикових швів. Очищують від шлаку,для перевірки якості зварного шва.
Виявляють дефекти, причини їх утворення і способи їх усунення.
Здають виконані роботи для пере-вірки майстру в/н для оцінювання їхньої роботи. Прибирають робочі місця.
IV.
1.
1
Заключний
інструктаж.
Аналіз і оцінка
трудової діяльності учнів.
2
20хв.
3
Виконані роботи
учнів.
4
Розбирає з учнями найбільш характерні помилки в технологічному процесі, причини
5
Беруть участь в аналізі виконаної роботи згідно
6
і способи усунення дефектів.
Аналізує виконання норм й якість робіт.
Підбиває підсумок уроку, оцінює роботу кожного учня, оголошує оцінки.
інструкційно- техно-логічної карти і схем.
Сприймають
інформацію.
2.
Домашнє завдання.
Видає домашнє завдання: підготувати інструкційно- технологічну карту зі зварювання стикових з'єднань із скосом кромок.
Слухають, записують домашнє завдання.
Чергові прибирають майстерню.
Майстер в/н: Бойко Людмила Сергіївна
Тестові завдання №1
до теми «Зварювання листового металу встик без скосу країв»
№
Питання та варіанти відповідей
Оцінка відповіді
1.
Під час роботи тріснув світлофільтр. Ваші дії.
а) Вставити світлофільтр, використовуваний раніше.
б) Підібрати світлофільтр за номером та змінити його.
г) Здійснювати зварку з тріснутим світлофільтром.
1бал
2.
Зварювальний трансформатор служить для …
а) Зниження напруги.
б) Підвищення напруги.
в) Стабільності напруги.
1бал
3.
Тривалий розряд електричного струму між електродом та виробом це ..
а) Зварювальне полум'я.
б) Зварювальна дуга.
в) Стовп дуги.
1бал
4.
Які існують способи запалювання зварювальної дуги?
а) Лівий, правий.
б) Впритул, чирканням.
в) За допомогою запальнички.
1бал
5.
Вибрати тип трансформатора.
а) ВДМ - 1001
б) ТД - 500
в) ПД - 305
1бал
6.
Зближення котушок в трансформаторі приводить до …
а) Зниження зварювального струму.
б) Збільшення зварювального струму.
в) Зварювальний струм не змінюється.
1бал
7.
Відстань між кінцем електрода та поверхнею зварювальної ванни …
а) Стовп дуги.
б) Виліт електроду.
в) Довжина дуги.
1бал
8.
Зварювальний випрямляч ВДМ - 1001 джерело …
а) Постійного струму.
б) Змінного струму.
в) Імпульсної напруги.
1бал
9.
Наплавлений валик складається з …
а) Розплавленого основного метала.
б) Розплавленого основного та електродного метала.
в) Розплавленого електродного метала.
1бал
10.
Нормальною вважається дуга довжиною …
а) (0,5 ÷1,1) d ел.
б) 0,5 d ел.
в) (1,1÷1,5) d ел. та більше.
1бал
Тестові завдання №2
до теми «Зварювання листового металу встик без скосу країв»
№
Питання та варіанти відповідей
Оцінка відповіді
1.
В залежності від чого обирають номер світлофільтра?
а) В залежності від часу доби.
б) В залежності від освітлення робочого місця.
в) В залежності від сили зварювального струму.
1бал
2.
Зварювальний трансформатор джерело …
а) Постійного струму.
б) Змінного струму.
в) Імпульсної напруги.
1бал
3.
Нитковий (вузький) шов …
а) Шов, який виконується без коливальних рухів.
б) Шов, який виконується з коливальними рухами.
в) Шов, який виконується спеціальними електродами.
1бал
4.
Для чого служать баластні реостати?
а) Збільшувати зварювальний струм.
б) Зменшувати напругу холостого ходу.
в) Для ступінчастого регулювання зварювального
струму.
1бал
5.
Середня температура 1770° С …
а) Стовпа дуги.
б) Зварювальної ванни.
в) Краплі металу на кінці електрода.
1бал
6.
Які котушки у трансформаторі рухомі?
а) Котушки первинної обмотки.
б) Котушки вторинної обмотки.
в) Обидві котушки.
1бал
7.
Вибрати тип випрямляча.
а) ПД -305
б) ТД - 500
в) ВДМ -1001
1бал
8.
Покриття електрода служить для …
а) Для захисту електродів від іржі.
б) Для легкого запалювання зварювальної дуги.
в) Для підвищення стабільності горіння дуги.
1бал
9.
Одиниця вимірювання сили зварювального струму?
а) Ом
б) Ампер
в) Вольт
1бал
10.
Коливальні рухи електродом це …
а) Поступальні рухи.
б) Поперечні рухи.
в) Рух електрода вздовж осі шва.
1бал
ПЕРШИЙ ВАРІАНТ ПРОВЕДЕННЯ ТЕСТУВАННЯ
Бланк відповіді до тестового завдання №1
Тема «Зварювання листового металу встик без скосу країв»
П.І.Б. учня____________________ група№ _________
Ключ до тесту №1
№
а)
б)
в)
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
Кількість вірних відповідей
Оцінка
№
а)
б)
в)
1.
+
2.
+
3.
+
4.
+
5.
+
6.
+
7.
+
8.
+
9.
+
10.
+
Кількість вірних відповідей
Оцінка
Ціна питання 0,5 бала
Бланк відповіді до тестового завдання №2
Тема «Зварювання листового металу встик без скосу країв»
П.І.Б. учня____________________ група№ _________
Ключ до тесту №2
№
а)
б)
в)
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
Кількість вірних відповідей
Оцінка
№
а)
б)
в)
1.
+
2.
+
3.
+
4.
+
5.
+
6.
+
7.
+
8.
+
9.
+
10.
+
Кількість вірних відповідей
Оцінка
Ціна питання 0,5 бала
ДРУГИЙ ВАРІАНТ ПРОВЕДЕННЯ ТЕСТУВАННЯ
В тестуванні приймає участь вся група.
Учням роздаються тестові завдання та карточки трьох кольорів:
Червона - за відповідь а)
Синя - за відповідь б)
Жовта - за відповідь в)
Майстер виробничого навчання оголошує питання, а учні підіймають одну із трьох кольорових карточок, яку вважають за правильну відповідь.
Ціна питання 0,5 бала (Тест №1; Тест №2)
Схема послідовності зварювання стикових з'єднань
1.ОЧИСТИТИ пластини сталевою щіткою.
Запам'ятай! Забруднення на поверхні основного металу можуть при вести к утворенню в шві непровару, газових пор або шлакових включень
2. СКЛАСТИ пластини, що стикуються, з рівномірним зазором між кромками
Запам'ятай! Величина зазору установлюється в залежності від товщини зварювального металу. Забезпечує глибину проплавлення металу
3. З'ЄДНАТИ пластини перед зварюванням прихватками
Прихватки - це короткі вузькі шви, які використовують для зборки деталей з метою забезпечення однакового зазору по усій довжині
ВИКОНАТИ прихватки тим же електродом, що і зварювання
ПОСТАВИТИ прихватки з лицевої сторони з'єднання
зазор
Запам'ятай! Прихватки необхідно розташовувати на відстані не менш 10 мм від краю пластин.
Поперечний переріз прихваток не повинен перевищувати 1/3 товщини металу
Залежність довжини прихваток і відстані між ними
від товщини металу та довжини шва
Товщина металу, мм
≤ 5
≥ 5
Довжина шва, мм
≤ 150 - 200
≥ 200
Довжина прихваток, мм
≤ 5
20 - 30
Відстань між прихватками, мм
50 - 100
300 - 500
ВІДБИТИ шлак з прихваток
ЗАЧИСТИТИ прихватки сталевою щіткою
4. ВИБРАТИ режими зварювання
Вибір діаметра електрода залежно від товщини металу
Товщина зварювального металу, мм
1,5
2
3
4 - 5
6 - 8
9 - 12
13-15
Діаметр електрода, мм
1,6
2
3
3 - 4
4
4 - 5
5
Для підбору сили зварювального струму можна використовувати формулу:
I зв = ( 20 + 6 d ел ) dел,
де I зв - сила зварювального струму, А; d ел - діаметр електрода, мм.
5. З АПАЛИТИ зварювальну дугу в точці 1 до утворення зварювальної ванни
АПАЛИТИ зварювальну дугу в точці 1 до утворення зварювальної ванни
Запам'ятай! Тримай електрод відносно осі шва під кутом 15° - 30°
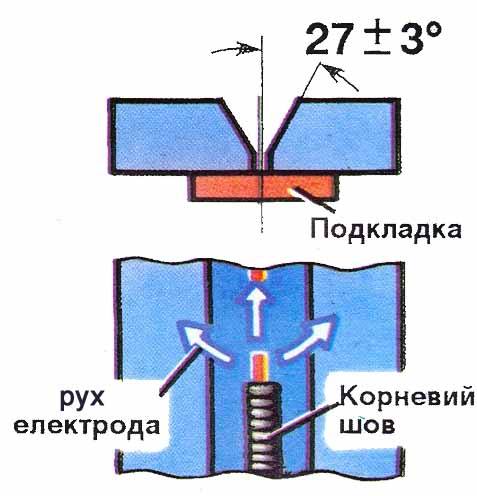
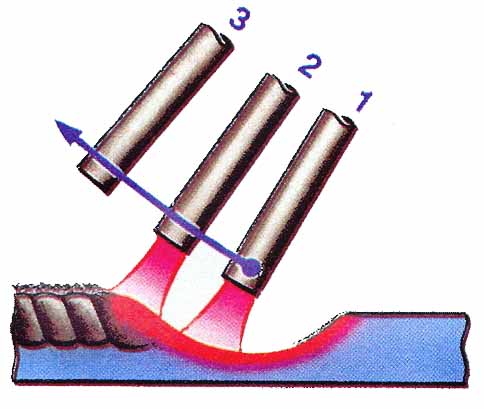
6. ЗДІЙСНИТИ переміщення електрода у трьох напрямках під
час зварювання
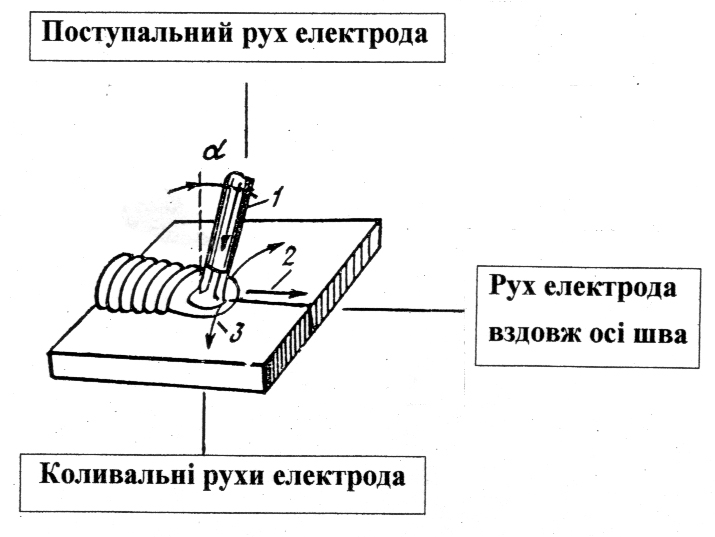
7. ВИКОНАТИ повільний обрив дуги в кінці шва для попередження утворення кратера
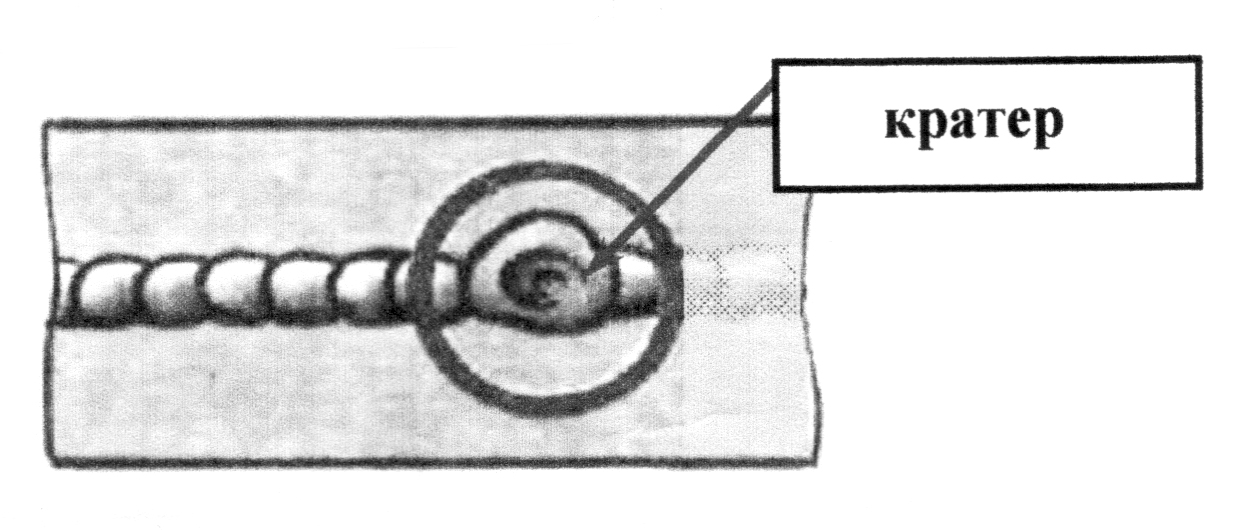
Запам'ятай! При обриві дуги і при зміні електрода повторне запа-лювання дуги слід виконувати перед кратером, потім переместити електрод назад, розваривши метал кратера, і продовжити процес зварювання
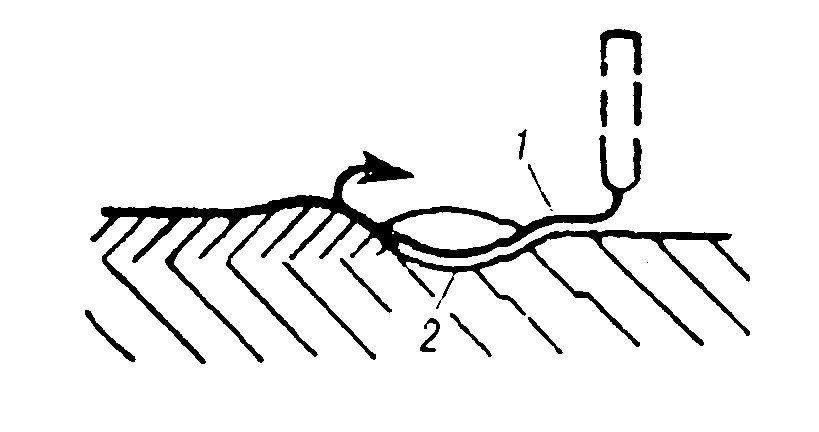
Послідовність запалювання дуги після обриву
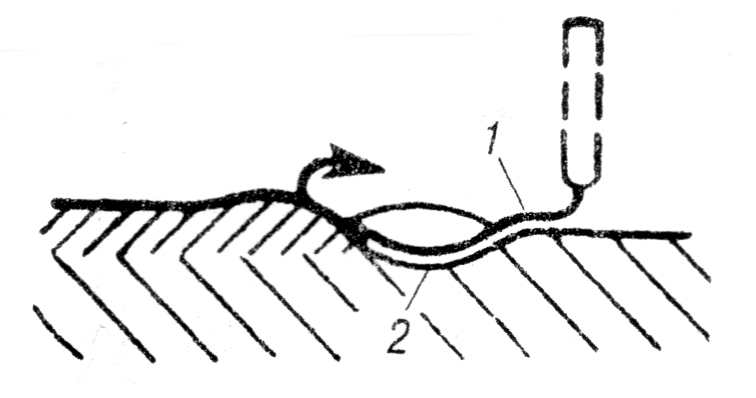
1 - місце повторного запалювання; 2 - кратер
8. ВІДБИТИ шлак та ЗАЧИСТИТИ зварний шов
Запам'ятай! Відбивай та зачищай зварний шов від шлаку в захисних окулярах з простим склом
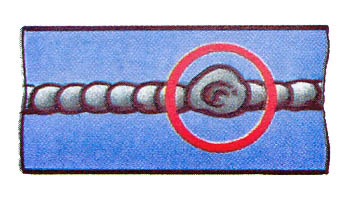
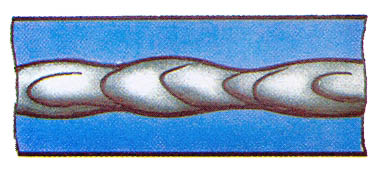
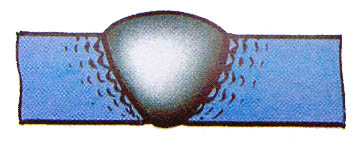
9. ЗДІЙСНИТИ контроль якості зварного шва зовнішнім оглядом та обміром
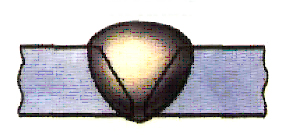
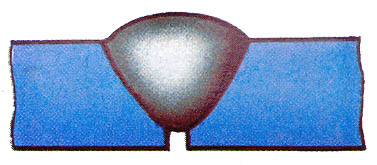
 Якісний зварний шов
Якісний зварний шов
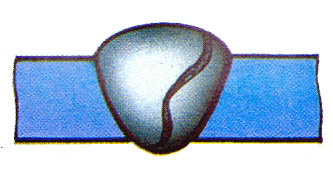
МОЖЛИВІ ДЕФЕКТИ ЗВАРНОГО З'ЄДНАННЯ
На основі вивченого навчального матеріалу за темою « Зварювання листового металу встик без скосу країв» дайте відповідь на завдання:
ЗНАЙДИ ПАРУ
№
Термін
Відповідь
1.
Трансформатор
1.
Відстань між кромками пластин
2.
Прихватка
2.
Джерело змінного струму
3.
Зварювання
3.
Короткий вузький шов
4.
Чиркання
4.
Коливальний рух електрода
5.
Зазор
5.
Зовнішній дефект
6.
Струбцина
6.
Процес нероз'ємного з'єднання
7.
Півмісяцем
7.
Спосіб запалювання дуги
8.
Кратер
8.
Пристосування для складання листового металу
Ключ к завданню «Знайди пару»
-
1.
2.
2.
3.
3.
6.
4.
7.
5.
1.
6.
8.
7.
4.
8.
5.
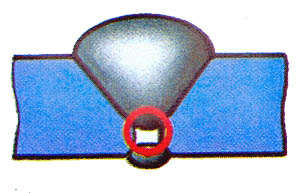
ВИКОНАННЯ СТИКОВИХ З'ЄДНАНЬ
У НИЖНЬОМУ ПОЛОЖЕННІ
1 2 3
СТИКОВІ З'ЄДНАННЯ
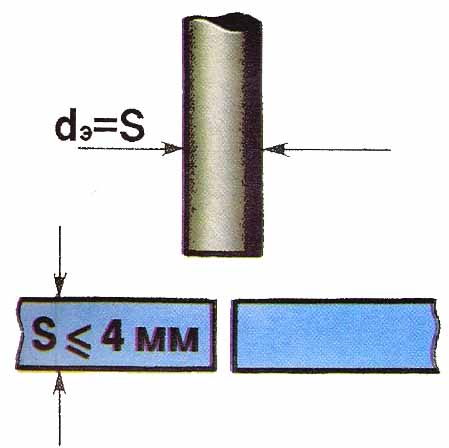
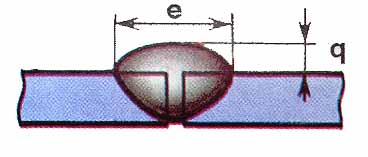
1 - Односторонні стикові з'єднання без скосу кромок, виконують електродом,
рівним товщині металу, якщо вона не перевищує 4 мм.
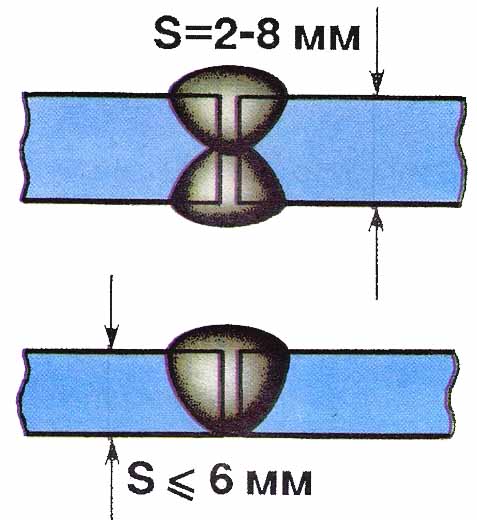
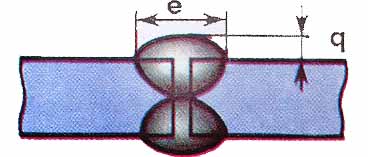
2 - Двосторонні стикові з'єднання без скосу кромок застосовують при товщині
металу 2 - 8 мм, а при товщині 6 мм - односторонні.
3 - З розробленням кромок при зварюванні металу товщиною понад 8 мм.
КОНСТРУТИВНІ ЕЛЕМЕНТИ ПІДГОТОВКИ КРОМОК І ШВАВ СТИКОВИХ З'ЄДНАНЬ
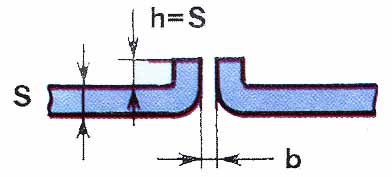
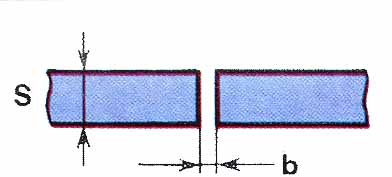
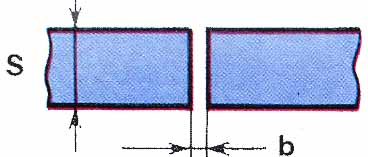
Односторонній з Односторонній без Двосторонній без
відбортуванням скосу кромок без скосу кромок
двох кромок
ОСНОВНІ ГЕОМЕТРИЧНІ ПАРАМЕТРИ СТИКОВОГО ШВА
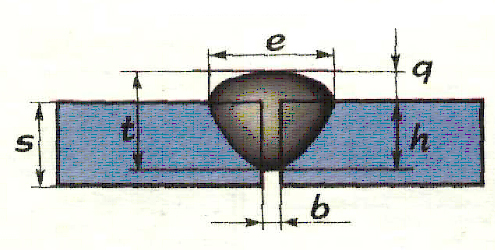
S - товщина зварювального металу h - глибина провару
ℓ - ширина шва (1 - 4) d ел t - товщина шва (t= q+ h) q - висота підсилення шва b - зазор
РЕЖИМИ РУЧНОГО ДУГОВОГО ЗВАРЮВАННЯ
ВИБІР ДІАМЕТРА ЕЛЕКТРОДА ЗАЛЕЖНО ВІД ТОВЩИНИ МЕТАЛУ
Товщина зварювального
металу, мм
1,5
2
3
4 - 5
6 - 8
9 - 12
13-15
Діаметр електрода, мм
1,6
2
3
3 - 4
4
4 - 5
5
ОРІЄНТОВАНИЙ РОЗРАХУНОК ЗВАРЮВАЛЬНОГО СТРУМУ
Діаметр електрода ( d = 3 - 6 мм)
Діаметр електрода (d ≤ 3 мм)
I = (20 +6 d) dk
I = 30 dk
k - коефіцієнт: нижній шов - 1; вертикальний шов - 0,9; стельовий шов - 0,8
I - сила зварювального струму, А; d - діаметр електрода, мм.
ВИДИ ШВІВ В ПОПЕРЕЧНОМУ ПЕРЕРІЗІ

НОРМАЛЬНІ

ОПУКЛІ УВІГНУТІ
ЗАКІНЧЕННЯ ЗВАРЮВАННЯ
ОБРИВАННЯ ДУГИ
У кінці шва не можна обривати дугу одразу. Електрод переміщають на верхній край зварювальної ванни (1 - 2), а потім швидко відводять(3) від кратера
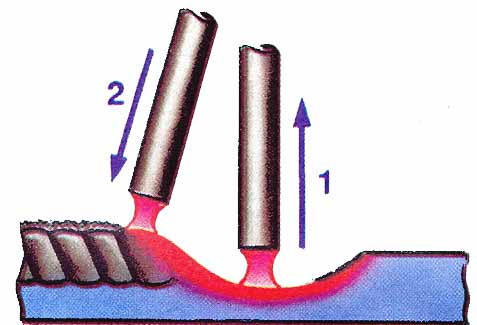
1 - й спосіб 2 - й спосіб
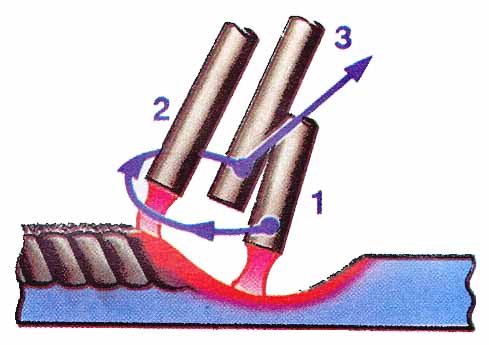
ЗАВАРЮВАННЯ КРАТЕРА
1 - й спосіб. Дугу обривають у кінці зварного шва (1), а потім повторно запалюють
(2) для формування необхідної висоти шва.
2 - й спосіб. З положення 1, не обриваючи дуги, зміщують електрод на 10 - 15 мм в
положенні 2, а потім у положення 3, після чого дугу обривають.
ДЕФЕКТИ ЗВАРЮВАЛЬНИХ ШВІВ
Найменування
Причина
Найменування
Причина
КРАТЕРИ
- Обривання дуги
-Неправильне виконання кінцевої дільниці шва
ПІДРІЗИ
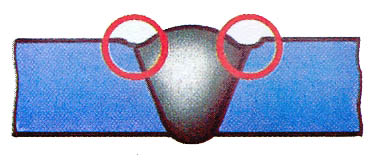
-Великий зварювальний струм
-Довга дуга
-У разі зварювання кутових швів - зміщення електрода в сторону вертикальної стінки
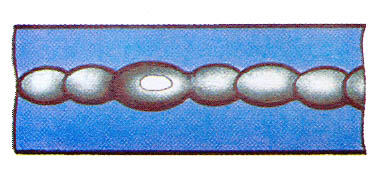
ПОРИ

- Швидке охолодження шва
-Забруднення кромок маслом, іржею
-Непросушені електроди
Висока швидкість зварювання
НЕПРОВАР
-Малий кут скосу верти-кальних кромок
-Малий зазор між ними
-Забруднення кромок
-Недостатній зварю-вальний струм
-Завищена швидкість зварювання
ВКЛЮЧЕННЯ ШЛАКУ
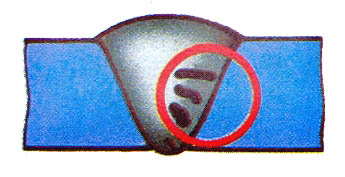
-Бруд на кромках
-Малий зварювальний струм
-Велика швидкість зварювання
ПРОПАЛ
-Великий струм у разі малої швидкості зварювання
-Великий зазор між кромками
-Під зварювальний шов погано притиснута флюсова подушка або мідна підкладка
НЕСПЛАВЛЕННЯ
-Погане зачищання кромок
-Велика довжина дуги
-Недостатній зварювальний струм
-Велика швидкість зварювання
НЕРІВНОМІРНА ФОРМА ШВА
-Нестійкий режим зварювання
-Неточний напрямок електрода
НАПЛИВ
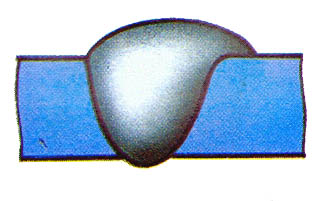
-Великий зварювальний струм
-Неправильний нахил електрода
-Надмірно довга дуга
ТРІЩИНИ

-Різке охолодження конструкцій
-Високі напруги в жорстко закріплених конструкціях
-Підвищений вміст сірки або фосфору
СВИЩІ
-Низька пластич-ність металу шва
-Утворення гартувальних структур
-Напруга від нерів-номірного нагрівання
ПЕРЕГРІВ (ПЕРЕПАЛ) МЕТАЛУ
-Надмірне нагрівання біля шовної зони
-Неправильний вибір теплової потужності
-Завищені значення
зварювального струму
ІНСТРУКЦІЙНО - ТЕХНОЛОГІЧНА КАРТА
Тема уроку: Зварювання листового металу встик без скосу країв.
№
Назва операцій
Схеми операцій
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
Організація робочого місця.
Підготувати металеві пластини під зварювання (очистити від іржі,
краски, масляних плям.
Включити електрообладнання та вибрати режими зварювання
(марку і діаметр електроду, силу зварювального струму).
Зібрати металеві пластини з визначеним зазором за допомогою
прихваток (виконувати їх вузьким (нитковим) швом).
Довжина прихватки (2 - 3) Sмет. Переріз прихватки 1/3 Sмет.
Очистити прихватки від шлаку.
Здійснити зварювання пластин встик за допомогою поперечних
коливальних рухів, які забезпечують прогрів обох кромок.
Для попередження утворення кратера, після обриву дуги,
припинити поступові рухи електродом. У разі обриву дуги
здійснити запалювання згідно схеми.
Очистити шов після зварювання від шлакової корки.
Здійснити візуальний контроль якості зварювального шва на
виявлення дефектів.
Виправити дефекти (якщо виявили) в зварних швах.
Після закінчення роботи відключити обладнання.
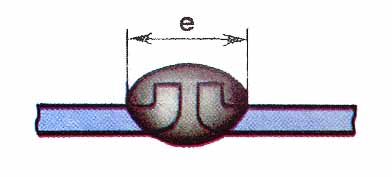
Складання пластин
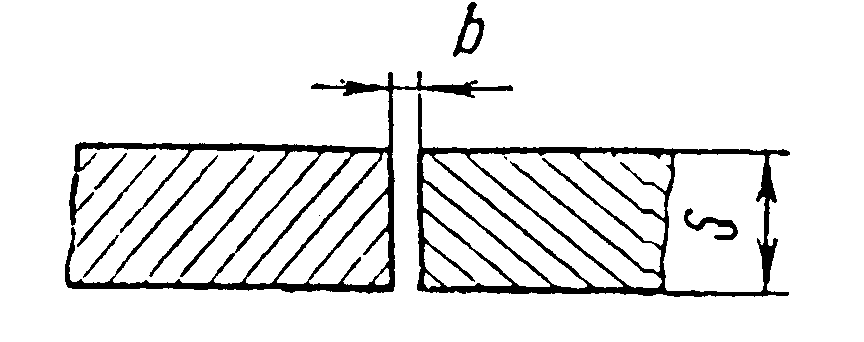
S - товщина металу b - зазор
Розміри зварного шва
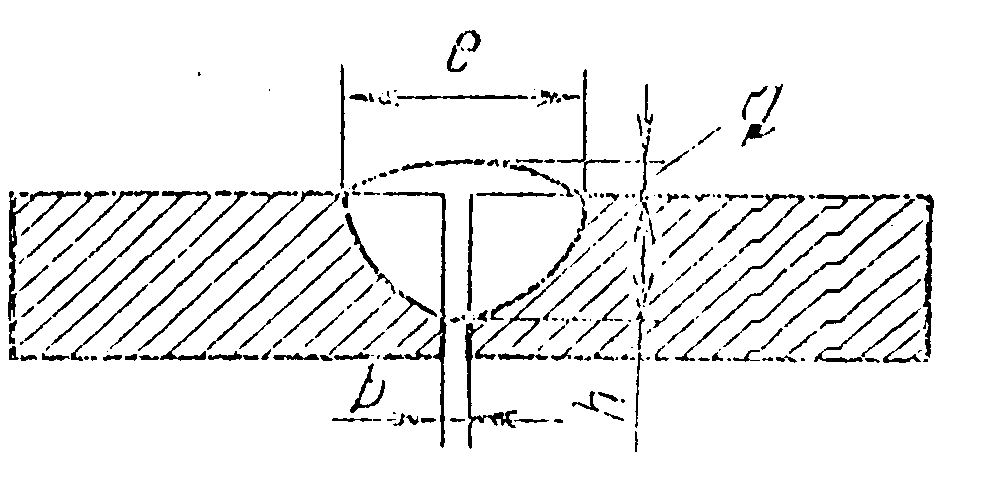
e - ширина шва(1-4)dел.
q - висота шва(2-3)мм
h - глибина провару
(3-4)мм
Переміщення електрода у трьох напрямках.
Коливальні рухи кінцем електрода 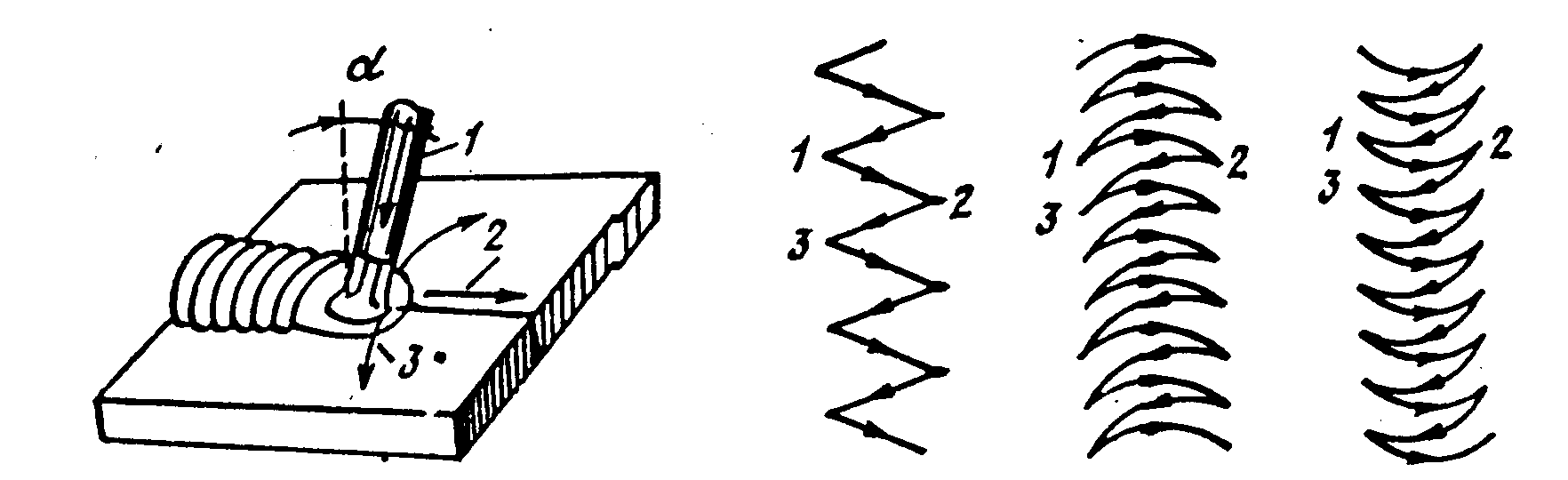
Запалювання дуги після обриву
1 - місце повторного
запалювання;
2 - кратер