- Преподавателю
- Другое
- Урок по теме: Сварочная проволока
Урок по теме: Сварочная проволока
| Раздел | Другое |
| Класс | - |
| Тип | Конспекты |
| Автор | Чернов А.П. |
| Дата | 02.09.2015 |
| Формат | doc |
| Изображения | Есть |

Министерство образования и науки Пермского края
Государственное автономное профессиональное образовательное учреждение
«КРАЕВОЙ политехнический колледж»
ПЛАН УЧЕБНОГО ЗАНЯТИЯ
по теме: «Сварочная проволока»

Разработала преподаватель: Чернов А.П.
План учебного занятия
Учебный предмет: «Специальная технология»
Специальность: «Электрогазосварщик» 3 разряд
Тема программы: «Сварочные материалы для газовой сварки и резки»
Тема учебного занятия: « Сварочная проволока»
Цели:
Обучающая: сформировать знания о сварочной проволоке, её маркировке и химическом составе, применяемой для газовой сварки сталей, чугуна и цветных металлов;
Развивающая: развивать у учащихся самостоятельное умение преодолевать трудности в учении;
Воспитательная: воспитание положительного интереса к изучаемому материалу;
Методическая: использование учебной презентации и опорного конспекта для активизации учебно-познавательной деятельности учащихся.
Материально-техническое оснащение: опорный конспект, мультимедийная установка, компьютер, экспресс-опрос, презентация.
Тип учебного занятия: формирование новых знаний.
Межпредметные связи: «Материаловедение», «Химия», «Охрана труда».
Структура учебного занятия
1. Организационный момент
2. Целевая установка мотивации предстоящей деятельности
3. Формирование новых знаний по теме
4. Закрепление нового материала
5. Подведение итогов
6. Информация о домашнем задании
Ход учебного занятия
-
Организационный момент
1. Проверка наличия учащихся
2. Отметка отсутствующих
3. Проверка готовности к учебному занятию
-
Целевая установка мотивации предстоящей деятельности
Преподаватель: объявляет тему и цели учебного занятия, обращая внимание на значимость темы (приложение 1 слайд 1,2).
Мы начинаем с вами изучать новый раздел «Сварочные материалы для газовой сварки и резки». Этот раздел включает 6 учебных занятий.
Способ газовой сварки стал применяться в конце XX века, когда началось промышленное производство ацетилена и кислорода. Сравнительная простота и портативность оборудования, большая универсальность способа делают газовую сварку незаменимой для соединения деталей из низкоуглеродистых сталей, а также при сварке трубопроводов, чугуна, цветных металлов и сплавов.
Источником нагрева при газовой сварке служит пламя сварочной горелки, получаемое сжиганием горючего газа в смеси с чистым кислородом. Газовая сварка может выполняться без сварочной проволоки и с её применением.
-
Формирование новых знаний по теме
Преподаватель: тема нашего учебного занятия « Сварочная проволока» (приложение 1слайд 2).
На учебном занятии мы с вами рассмотрим следующие вопросы:
1. Назначение и выбор сварочной проволоки.
2. Маркировка и химический состав стальной сварочной проволоки.
3. Маркировка и химический состав чугунных прутков для сварки чугуна.
4. Маркировка и химический состав присадочных материалов для сварки цветных металлов.
5.Требования, предъявляемые к присадочному металлу при газовой сварке и резке
1. Назначение и выбор сварочной проволоки (приложение 1слайд 3).
Преподаватель:
Сварочная проволока является присадочным материалом и служит для заполнения зазора между кромками свариваемого металла и образования валика шва. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Диаметр сварочной проволоки для газовой сварки выбирается в зависимости от состава, толщины металла и способа сварки.
2. Маркировка и химический состав стальной сварочной проволоки (приложение 1слайд 4,5,6)
Преподаватель:
Сварочная проволока поставляется в мотках массой не более 80 кг. На каждый моток проволоки крепят бирку, где указывается завод-изготовитель, условное обозначение проволоки, номер партии.
Марки сварочной проволоки применяют по ГОСТ 2246-70, который включает в себя 6 марок низкоуглеродистой, 30-легированной, 41-высоколегированной неомедненной и омедненной проволоки. Для сварки изготовляют стальную холоднотянутую проволоку диаметром 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0 мм.
Обозначение сварочной проволоки состоит из букв Св (сварочная) и буквенно-цифрового обозначения ее состава. Легирующие элементы, содержащиеся в металле проволок, обозначаются: Б - ниобий, В - вольфрам, Г - марганец, Д-медь, М -молибден, Н - никель, С - кремний, Ф - ванадий, X - хром, Ц - цирконий, Ю - алюминий. Цифры после букв Св указывают на содержание в проволоке углерода в сотых долях процента, а цифры после буквенного обозначения легирующего элемента указывают на содержание данного элемента в составе проволоки в процентах. Отсутствие цифр после буквы означает, что данного легирующего элемента в проволоке меньше одного процента. Буква А в конце условного обозначения марок низкоуглеродистой и легированной проволоки указывает на повышенную чистоту металла по содержанию серы и фосфора. Сдвоенная буква А указывает на пониженное содержание серы и фосфора по сравнению с проволокой, в обозначении которой одна буква А.
Например, проволока сварочная диаметром 4 мм, марки Св-08А, с омедненной поверхностью обозначается 4Св-08А-О ГОСТ 2246-70. Проволока сварочная диаметром 3 мм, марки Св-08Г2С, с неомедненной поверхностью -ЗСв-08Г2С ГОСТ 2246-70.
Химический состав некоторых марок сварочной проволоки, применяемой, для газовой сварки углеродистых и легированных сталей приведен в табл. 1.
3. Маркировка и химический состав чугунных прутков для сварки чугуна (приложение 1слайд 7,8,9)
Преподаватель:
Чугунные прутки для сварки и наплавки выпускаются по ГОСТ 2671-70 и в зависимости от назначения изготовляются следующих марок: А - для горячей газовой сварки, Б - для газовой сварки с местным подогревом и для электродных стержней, НЧ-1 - для низкотемпературной газовой сварки тонкостенных отливок, НЧ-2 - для низкотемпературной газовой сварки толстостенных отливок, БЧ и ХЧ - для износостойкой наплавки.
Размеры и химический состав чугунных прутков всех марок приведены в табл. 2 и 3.
Прутки маркируются с одного торца краской следующих цветов:
-
марки А - белой;
-
марки Б - красной;
-
марки НЧ-1 - зелёной;
-
марки НЧ-2 - синей;
-
марки БЧ - жёлтой;
-
марки ХЧ - серой.
Таблица.1
Химический состав сварочной стальной проволоки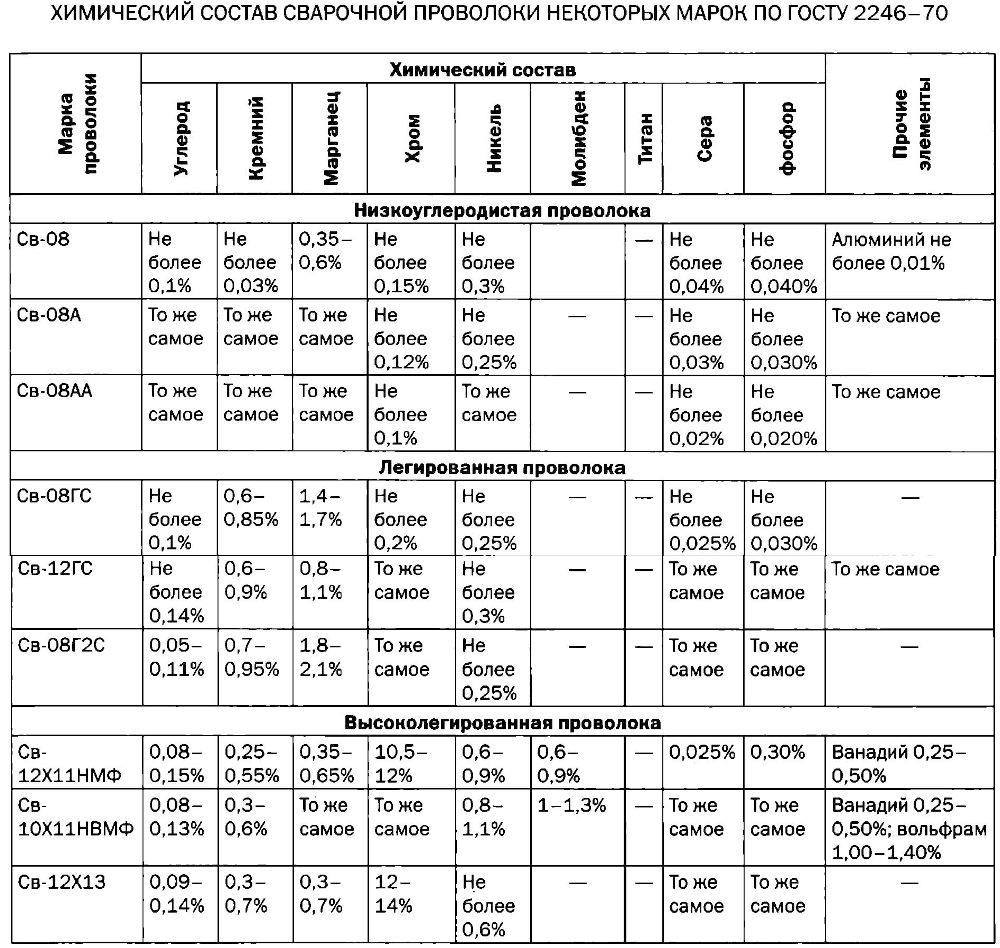
Таблица 2.
Размеры чугунных прутков
Диаметр прутка,
мм
Длина прутка,
мм
Стрела прогиба,
мм, не более
4
250
1,5
6
350
2,0
8-10
450
3,0
12-16
450
3,0
Таблица 3.
Марки и химический состав чугунных прутков для газовой сварки чугуна
Марка прутка
Химический состав, %
Ni
Примеси,
не более
С
Si
Mn
S, не более
P
Ti
Cr
Cr
Ni
А
3-3,5
3-3,4
0,5-0,8
0,08
0,2-0,4
-
-
-
0,05
0,3
В
3-3,5
3,5-4,
0,5-0,8
0,08
0,3-0,5
-
-
-
0,05
-
НЧ-1
3-3,5
3-3,4
0,5-0,8
0,05
0,2-0,4
0,03-0,06
-
0,4-0,6
0,05
-
НЧ-2
3-3,5
3,5-4,
0,5-0,8
0,05
0,2-0,4
0,03-0,06
-
0,4-0,6
0,05
-
БЧ
2,5-3
1-1,5
0,2-0,6
0,05
не более 0,1
-
1,2-2
-
-
-
ХЧ
2,5-3
1,2-1,5
0,5-0,8
0,05
не более 0,1
-
1,2-2
-
-
-
4. Маркировка и химический состав присадочных материалов для сварки цветных металлов (приложение 1слайд 10,11,12,13)
Преподаватель:
Для сварки цветных металлов промышленность выпускает сварочную проволоку с соответствующим химическим составом.
Так, проволока для сварки алюминия и его сплавов выпускается диаметром от 0,8 до 12,0 мм. Она может быть тянутой или прессованной. Тянутая проволока поставляется в нагартованном состоянии только в бухтах. Горячепрессованная проволока может поставляться как бухтах, так и в виде прутков не короче 3 м. Бухты упаковывают во влагонепроницаемую бумагу, рогожу или мешковину. К каждой бухте прикрепляется бирка, на которой указываются: завод-изготовитель, номер плавки, условное обозначение проволоки, масса мотка и слова: «Боится сырости и ударов».
Химический состав алюминиевой проволоки указан в табл. 4. и должен соответствовать свариваемому сплаву.
При сварке меди в качестве присадочного материала выступает медная проволока или прутки из чистой меди или с небольшим содержанием примесей фосфора или фосфора и кремния.
Сварочная проволока изготавливается диаметром 0,8; 1,0; 1,2;,1,4; 1,6; 1,8; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0 и 8,0 мм, а сварочные прутки диаметром 6,0 и 8,0 мм. Проволока и прутки могут поставляться как в мягком (отожженном), так и в твёрдом состоянии.
Таблица 4.
Маркировка и состав алюминиевой проволоки
Марки сплавов
Массовая доля элементов, %
Алюминий
Магний
Марганец
Железо
Кремний
Титан
Св-А99 Св-А97 Св-А85Т
Не менее 99,99 Не менее 99,97 Остальное
-
-
0,2-0,5
Св-А5, Св-АМн
Не менее 99,5 Остальное
-
1,0-1,5
0,2-0,35 0,3-0,5
0,10-0,25 0,2-0,4
-
Св-АМгЗ
То же
3,2-3,8
0,3-0,6
-
0,5-0,8
-
Св-АМг6
»
4,8-5,8
0,5-0,8
-
-
0,1-0,2
Св-1557
Св-АМг6
4,5-5,5 5,8-6,8
0,2-0,6 0,5-0,8
-
-
Хром
0,07-0,15
0,1-0,2
Св-АМг63
»
5,8-6,8
0,5-0,3
-
-
-
СвА-Мг61
»
5,5-6,5
0,8-1,1
-
-
-
Св-АК5
»
-
-
-
4,5-6,0 .
0,1-0,2
Св-АК10
»
-
-
-
7,0-10,0
-
Св-1201
»
Медь 6,0-6,8
0,2-0,4
-
Ванадий 0,05-0,15
0,1-0,2
-
Ml - проволока для сварки неответственных конструкций на основе меди;
-
М1р, МЗр - проволока для газовой сварки медных конструкций общего назначения;
-
MCpl - для сварки ответственных электротехнических конструкций;
-
JI63 - для газофлюсовой сварки латуни;
-
ЛК62-0,5 - для газовой сварки латуни;
-
JIO60-1 - для газофлюсовой сварки латуни, легированной оловом;
-
ЛКБО62-0,2-0,04-0,5 - для газовой сварки и пайки меди и латуни без применения флюса;
-
ЛМц58-2, ЛЖМц59-1-1, ЛОК59-1-0,3 - для сварки латуни, пайки меди и меди с латунью.
5. Требования, предъявляемые к присадочному металлу при газовой сварке и резке (приложение 1слайд 14)
Преподаватель:
Присадочный металл при газовой сварке должен отвечать следующим требованиям:
-
температура плавления присадочного металла должна быть не выше температуры плавления основного металла;
-
поверхность проволоки и стержней должна быть ровной и чистой - без окалины, ржавчины, масла, краски и других загрязнений;
-
присадочный металл должен плавиться спокойно, без разбрызгивания, способствуя получению наплавленного металла, по свойствам близкого к основному;
-
присадочный металл должен содержать минимальное количество вредных примесей;
-
диаметр присадочной проволоки и прутков должен соответствовать толщине свариваемых элементов;
-
получившийся сварной шов должен быть ровным, без трещин и пор в металле.
-
Закрепление нового материала:
Преподаватель: мы сегодня с вами изучили тему «Сварочная проволока». Для закрепления темы необходимо ответить на экспресс-опрос:
-
Пояснить назначение сварочной проволоки (приложение 1 слайд 15)
Эталон ответа:
Сварочная проволока является присадочным материалом и служит для заполнения зазора между кромками свариваемого металла и образования валика шва. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке.
-
Перечислите, от чего зависит выбор диаметра сварочной проволоки (приложение 1 слайд 16).
Эталон ответа:
Диаметр сварочной проволоки для газовой сварки выбирается в зависимости от состава, толщины металла и способа сварки.
-
Поясните, каких диаметров выпускается стальная сварочная проволока (приложение 1 слайд 17)?
Эталон ответа:
Для сварки изготовляют стальную холоднотянутую проволоку диаметром 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0 мм.
-
Поясните обозначение сварочной стальной проволоки (приложение 1 слайд 18).
Эталон ответа:
Обозначение сварочной проволоки состоит из букв Св (сварочная) и буквенно-цифрового обозначения ее состава. Легирующие элементы, содержащиеся в металле проволок, обозначаются: Б - ниобий, В - вольфрам, Г - марганец, Д-медь, М -молибден, Н - никель, С - кремний, Ф - ванадий, X - хром, Ц - цирконий, Ю - алюминий. Цифры после букв Св указывают на содержание в проволоке углерода в сотых долях процента, а цифры после буквенного обозначения легирующего элемента указывают на содержание данного элемента в составе проволоки в процентах. Отсутствие цифр после буквы означает, что данного легирующего элемента в проволоке меньше одного процента. Буква А в конце условного обозначения марок низкоуглеродистой и легированной проволоки указывает на повышенную чистоту металла по содержанию серы и фосфора. Сдвоенная буква А указывает на пониженное содержание серы и фосфора по сравнению с проволокой, в обозначении которой одна буква А.
-
Расшифруйте марку сварочной проволоки 3,0Св-08Г2С ГОСТ 2246-70 (приложение 1 слайд 19).
Эталон ответа:
Сварочная проволока диаметром 3мм, содержание углерода 0,08 %, легирована марганцем до 2 % и кремнием до 1%, с неомеднённой поверхностью.
-
Перечислите марки чугунных прутков и их назначение (приложение 1 слайд 20).
Эталон ответа:
Чугунные прутки для сварки и наплавки выпускаются по ГОСТ 2671-70 и в зависимости от назначения изготовляются следующих марок: А - для горячей газовой сварки, Б - для газовой сварки с местным подогревом и для электродных стержней, НЧ-1 - для низкотемпературной газовой сварки тонкостенных отливок, НЧ-2 - для низкотемпературной газовой сварки толстостенных отливок, БЧ и ХЧ - для износостойкой наплавки.
-
Поясните маркировку чугунных прутков (приложение 1слайд 21).
Эталон ответа: Прутки маркируются с одного торца краской следующих цветов: марки А - белой; марки Б - красной; марки НЧ-1 - зелёной; марки НЧ-2 - синей; марки БЧ - жёлтой; марки ХЧ - серой.
-
Перечислите элементы, входящие в состав чугунных прутков (приложение 1 слайд 22).
Эталон ответа:
В состав чугунных прутков входят следующие химические элементы: железо, углерод, кремний, марганец, сера, фосфор, титан, хром, никель.
-
Перечислите виды проволоки для сварки алюминия и охарактеризуйте их (приложение 1 слайд 23).
Эталон ответа:
Проволока для сварки алюминия может быть тянутой или прессованной. Тянутая проволока поставляется в нагартованном состоянии только в бухтах. Горячепрессованная проволока может поставляться как бухтах, так и в виде прутков не короче 3 м.
-
Поясните условия упаковки проволоки для сварки алюминия (приложение 1 слайд 24).
Эталон ответа:
Бухты упаковывают во влагонепроницаемую бумагу, рогожу или мешковину. К каждой бухте прикрепляется бирка, на которой указываются: завод-изготовитель, номер плавки, условное обозначение проволоки, масса мотка и слова: «Боится сырости и ударов».
-
Перечислите марки медной проволоки и ее назначение (приложение 1 слайд 25).
Эталон ответа:
Для сварки меди и её сплавов используются следующие марки:
-
Ml - проволока для сварки неответственных конструкций на основе меди;
-
М1р, М3р - проволока для газовой сварки медных конструкций общего назначения;
-
MCpl - для сварки ответственных электротехнических конструкций;
-
JI63 - для газофлюсовой сварки латуни;
-
ЛК62-0,5 - для газовой сварки латуни;
-
JIO60-1 - для газофлюсовой сварки латуни, легированной оловом;
-
ЛКБО62-0,2-0,04-0,5 - для газовой сварки и пайки меди и латуни без применения флюса;
-
ЛМц58-2, ЛЖМц59-1-1, ЛОК59-1-0,3 - для сварки латуни, пайки меди и меди с латунью.
-
Перечислить основные требования, предъявляемые к присадочному металлу при газовой сварке и резке (приложение 1 слайд 26).
Эталон ответа:
Присадочный металл при газовой сварке должен отвечать следующим требованиям:
-
температура плавления присадочного металла должна быть не выше температуры плавления основного металла;
-
поверхность проволоки и стержней должна быть ровной и чистой - без окалины, ржавчины, масла, краски и других загрязнений;
-
присадочный металл должен плавиться спокойно, без разбрызгивания, способствуя получению наплавленного металла, по свойствам близкого к основному;
-
присадочный металл должен содержать минимальное количество вредных примесей;
-
диаметр присадочной проволоки и прутков должен соответствовать толщине свариваемых элементов;
получившийся сварной шов должен быть ровным, без трещин и пор в металле.
-
Подведение итогов учебного занятия
Преподаватель подводит итог работы пройденного учебного занятия в целом. Выставляет оценки с мотивировкой. Организовывает проведение рефлексии по пройденному учебному занятию: учащиеся поднимают заготовленные листы с рожицами:
 побольше таких учебных занятий, поучительно
побольше таких учебных занятий, поучительно
понравилось, но не всё, интересно
не понравилось, скучно
-
Информация о домашнем задании
И.И.Соколов «Газовая сварка и резка металлов. -М.: Высшая школа, 1981, стр.34-37