- Преподавателю
- Другое
- Методические указания для выполнения практических работ
Методические указания для выполнения практических работ
| Раздел | Другое |
| Класс | - |
| Тип | Другие методич. материалы |
| Автор | Шевчук И.В. |
| Дата | 24.09.2015 |
| Формат | doc |
| Изображения | Есть |

МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ МОРДОВИЯ
Государственное бюджетное образовательное учреждение РМ
среднего профессионального образования
(среднее специальное учебное заведение)
«Рузаевский политехнический техникум»
Методические указания
для выполнения
лабораторных и практических работ
МДК 01.02.
«Основное оборудование для производства сварных конструкций»
2015
РАССМОТРЕНО
на заседании цикловой комиссии
по программам подготовки
специалистов среднего звена
_______________Т.В. Ферафонтова
«____»_____________2015г.
УТВЕРЖДАЮ
Зам. директора по УВР
_____________ М.А. Куркина
«____»_____________2015г.
Автор: Шевчук И.В.- преподаватель ГБОУ РМ СПО (ССУЗ) «Рузаевский политехнический техникум»
Перечень лабораторных работ
Лабораторная работа №1. Изучение оборудования для установки и перемещения свариваемых изделий.
Лабораторная работа №2. Изучение сварочного трансформатора с нормальным магнитным рассеянием и дополнительной реактивной катушкой.
Лабораторная работа №3. Изучение сварочного трансформатора с повышенным магнитным рассеянием.
Лабораторная работа №4. Изучение сварочного выпрямителя.
Лабораторная работа №5. Изучение генератора с размагничивающей обмоткой возбуждения.
Лабораторная работа №6. Изучение сварочного полуавтомата ПДШМ-500.
Лабораторная работа №7. Изучение сварочного полуавтомата А-537.
Лабораторная работа №8. Изучение сварочного автомата тракторного типа АДПГ-500.
Лабораторная работа №9. Изучение сварочного автомата АДС-1000-2.
Лабораторная работа №10. Устройство и работа аппаратов для электрошлаковой сварки.
Лабораторная работа №11. Ознакомление с оборудованием для плазменной сварки.
Лабораторная работа №12. Анализ конструктивных особенностей и определение технических характеристик ацетиленового генератора АСП-10.
Лабораторная работа №13. Анализ конструктивных особенностей и определение рабочих характеристик типовых редукторов.
Лабораторная работа №14. Анализ конструктивных особенностей сварочных горелок, изучение строения и характеристик ацетиленокислородного пламени.
Лабораторная работа №15. Анализ конструктивных особенностей и испытание в работе резака для ручной резки металлов.
Лабораторная работа №16. Анализ конструктивных особенностей стационарных газорезательных машин и выполнение резки по копирам.
Лабораторная работа №17. Анализ конструктивных особенностей переносных газорезательных машин.
Лабораторная работа №18. Изучение конструкций контактных точечных машин.
Лабораторная работа №19. Изучение конструкций контактных шовных машин.
Лабораторная работа №17. Изучение конструкций стыковых контактных машин.
Лабораторная работа №1
Тема: Изучение оборудования для установки и перемещения свариваемых изделий.
Цель: Приобрести навыки по выбору оборудования для установки и перемещения свариваемых изделий.
Исходные материалы и данные:
1. Чертеж конструкции.
2. Описание, чертежи и технические данные оборудования для установки и перемещения свариваемых изделий.
Литература:
1. Овчинников В.В. Оборудование, механизация и автоматизация сварочных процессов - М: Академия, 2009.
Состав задания: подобрать оборудование для установки и перемещения конструкции.
Вопросы для повторения:
1. Виды оборудования для установки и перемещения свариваемых изделий. [1], стр. 85
2. Преимущества и недостатки оборудования для установки и перемещения свариваемых изделий. [1], стр. 91
Ход работы
1. Произвести выбор оборудования для установки и перемещения конструкции.
2. Записать устройство и технические данные оборудования для установки и перемещения конструкции.
3. Вычертить кинематическую схему механизма вращения оборудования для установки и перемещения конструкции.
4. Составить схему распределения нагрузок при работе оборудования для установки и перемещения конструкции.
Контрольные вопросы:
1. Устройство оборудования для установки и перемещения свариваемых изделий.
2. Принцип работы оборудования для установки и перемещения свариваемых изделий.
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Тип и марку оборудования.
4. Устройство и технические данные оборудования для установки и перемещения конструкции.
5. Кинематическую схему механизма вращения оборудования.
6. Схему распределения нагрузок при работе оборудования.
7. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №2
Тема: Изучение сварочного трансформатора с нормальным магнитным рассеянием и дополнительной реактивной катушкой.
Цель: Приобрести навыки по исследованию характеристик сварочного трансформатора с нормальным магнитным рассеянием и дополнительной реактивной катушкой.
Исходные материалы и данные:
Сварочный трансформатор СТН - 500.
Литература:
1. Милютин В.С., Катаев Р.Ф. Источники питания и оборудование для электрической сварки плавлением - М: Академия, 2010.
Состав задания: изобразить электромагнитную схему трансформатора с нормальным магнитным рассеянием и уяснить принцип его действия.
Вопросы для повторения:
1. На каком токе работает сварочный трансформатор? [1], стр. 165
2. Достоинства и недостатки сварочных трансформаторов. [1], стр. 165
Методические указания
Магнитопровод трансформатора состоит из основного сердечника, на котором расположены первичная 2 и вторичная 1б обмотки собственно трансформатора, и добавочного сердечника 4 с обмоткой 5 дросселя (регулятора тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми с помощью винтовой пары 3 устанавливается необходимый воздушный зазор а. Магнитный поток, создаваемый обмоткой дросселя, может иметь попутное или встречное направление с потоком, создаваемым вторичной обмоткой трансформатора, в зависимости от того, как включены эти обмотки. При встречном соединении магнитные потоки, возникающие при прохождении тока во вторичной обмотке трансформатора Фт и обмотке дросселя Фд, будут направлены навстречу друг другу. При этом напряжение холостого хода Uxx =Utx~ l/дх. Где Ujx ~ напряжение во вторичной обмотке трансформатора, В; 1/дх- напряжение в обмотке дросселя, В. При попутном включении магнитные потоки Фт и Фд будут иметь одинаковое направление и напряжение холостого хода Uxx=UTx + Ujjx . Сварочный ток регулируют, изменяя воздушный зазор а; чем больше а, тем больше сварочный ток.
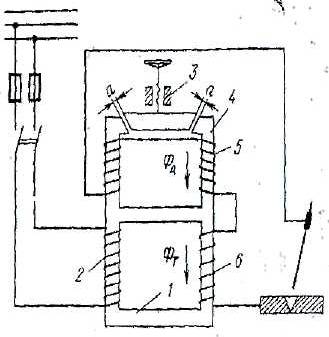
рис.1. Электромагнитная схема трансформатора.
Сварочный аппарат СТН-500, предназначен для ручной дуговой сварки. Здесь применено встречное включение вторичной обмотки трансформатора и обмотки дросселя. Обмотки трансформатора размещены на двух катушках для включения в сеть с напряжением 220 и 380 В. Сварочный ток регулируют вращением рукоятки. На торцах кожуха сварочного аппарата установлены клемовые доски, к которым выведены с одной стороны концы первичной обмотки, а с другой - один конец вторичной обмотки и один конец обмотки дросселя. Для облегчения перемещения аппарат устанавливают на тележку. Сварочные аппараты СТН-500-1 отличаются от СТН-500 тем, что имеют алюминиевые обмотки. .
Сварочные аппараты ТСД, применяемые главным образом при автоматической сварке, имеют дистанционное управление регулированием сварочного тока. Подвижная часть сердечника перемещается с помощью червячной передачи от электродвигателя, управляемого двумя магнитными пускателями. При включении одного из них сварочный ток возрастает, при включении другого - уменьшается. Для охлаждения аппарата установлен вентилятор с электродвигателем трехфазного тока мощностью 0,25 кВт.
Ход работы
-
Ознакомиться с конструкцией трансформатора.
-
Записать технические данные трансформатора: марку, напряжение, пределы регулирования сварочного тока, массу.
-
Изобразить электромагнитную схему трансформатора и уяснить принцип его действия.
Контрольные вопросы:
-
Назначение трансформаторов с нормальным магнитным рассеянием и
дополнительной магнитной катушкой. -
Устройство, основные узлы трансформатора.
-
Регулирование сварочного тока у трансформаторов с нормальным магнитным рассеянием и дополнительной реактивной катушкой.
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Описание конструкции трансформатора.
4. Технические данные трансформатора.
5. Электромагнитную схему трансформатора.
6. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №3
Тема: Изучение сварочного трансформатора с повышенным магнитным рассеянием.
Цель: Приобрести навыки по исследованию характеристик сварочного трансформатора с повышенным магнитным рассеянием.
Исходные материалы и данные:
-
Балластный реостат РБ-300.
-
Рубильник на 1000 А (перекидной).
-
Шунт от 10 до 500 А.
-
Амперметр постоянного тока на 300 и 500 А.
-
Вольтметр постоянного тока на 40 В.
-
Соединительные провода 50 - 70 мм.
-
Сварочный трансформатор ТД- 500.
-
Трансформатор тока.
Литература:
1. Милютин В.С., Катаев Р.Ф. Источники питания и оборудование для электрической сварки плавлением - М: Академия, 2010.
Состав задания: изучить принцип действия трансформатора с повышенным магнитным полем рассеяния и снять его характеристики.
Вопросы для повторения:
1. Назначение сварочного трансформатора. [1], стр. 76
2. Классификация сварочных трансформаторов. [1], стр. 76
Методические указания
Трансформатор имеет магнитопровод, на обоих стержнях которого расположены по две катушки: одна с первичной обмоткой, а вторая - со вторичной обмоткой. Катушки первичной обмотки закреплены неподвижно в нижней части сердечника, а катушки вторичной обмотки перемещаются по стержню с помощью винтовой пары. Сварочный ток регулируют изменением расстояния между первичными и вторичными обмотками. При увеличении этого расстояния магнитный поток рассеяния возрастает, а сварочный ток уменьшается По этому принципу изготовлены трансформаторы типа ТС, ТСК и ТД с алюминиевыми обмотками. Сварочные аппараты ТСК имеют конденсаторы, которые включены параллельно первичным обмоткам. Они способствуют повышению коэффициента мощности. Трансформаторы типа ТД имеют два диапазона сварочных токов: большие токи - при параллельном соединении первичных и вторичных обмоток и малые токи - при последовательном их соединении. При этом небольшая часть первичной обмотки отключается и этим повышают напряжение холостого хода, что обеспечивает устойчивое зажигание, и горение дуги при малых токах Переключение обмоток производится одновременно пакетным переключателем. В каждом диапазоне ток плавно регулируют, изменяя расстояние между катушками первичной и вторичной обмоток.
Ход работы
-
Ознакомиться с конструкцией трансформатора.
-
Записать паспортные данные трансформатора: тип, потребляемую мощность, вторичное напряжение, пределы регулирования сварочного тока, ассу.
-
Собрать электрическую схему (рисунок схемы).
-
С помощью механизма регулирования установить минимальный зазор.
-
Включить рубильник Ру.
-
Замыкая рубильник на балластных реостатах, зафиксировать 3-4 показания прибора.
-
Замкнуть рубильник Рк и записать показания амперметра (ток короткого замыкания).
-
Пункты 1-4 повторить для максимального значения тока короткого замыкания (максимальный воздушный зазор).
-
Установить минимальный воздушный зазор сердечника. Включить рубильник P1 и Р2.
-
Зафиксировать показания амперметра через 2-5 секунд, доводя ток короткого замыкания до максимального значения.
-
Полученные данные занести в таблицу:
таблица 1
№ п/п
Величина тока нагрузки, А
Напряжение на нагрузке, В
1
2
3
4
таблица 2
№ п/п
Время, с
Величина тока короткого замыкания , А
1
2
3
4
Электрическая схема
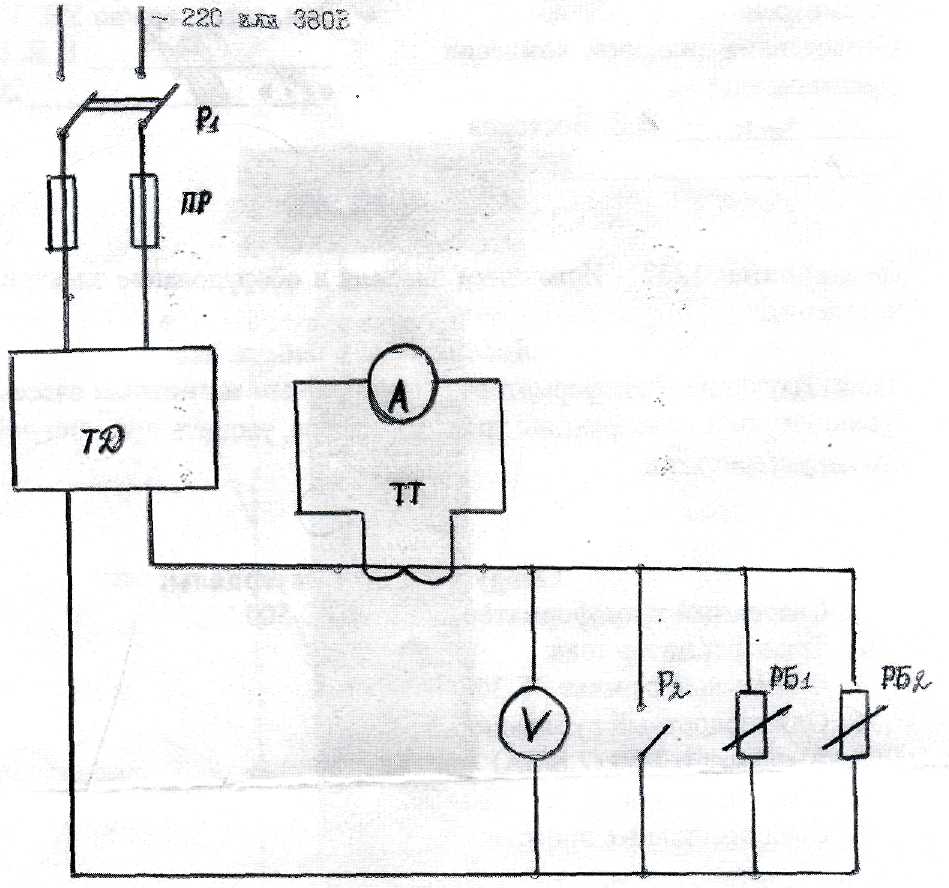
P1 - рубильник для подключения схемы в сеть
ПР - предохранители
Т2 - исследуемый трансформатор
ТТ - трансформатор тока
V - вольтметр переменного тока
А - амперметр
Р2 _ однополостный рубильник на 1000 А
РБ1 РБ2 - балластные реостаты
Контрольные вопросы:
-
Применение трансформаторов с повышенным магнитным рассеянием.
-
Устройство, основные узлы трансформаторов.
-
Регулирование сварочного тока у трансформаторов с повышенным магнитным рассеянием.
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Методику постановки опыта.
4. Таблицы полученных данных.
5. Электрическую схему трансформатора.
6. Внешнюю и регулировочную характеристики трансформатора.
7. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №4
Тема: Изучение сварочного выпрямителя.
Цель: Приобрести навыки по исследованию характеристик сварочного выпрямителя.
Исходные материалы и данные:
Сварочный выпрямитель ВД-306.
Литература:
1. Казаков Ю. В. Сварка и резка материалов - М: Aкадемия, 2009.
2. Милютин В.С., Катаев Р.Ф. Источники питания и оборудование для электрической сварки плавлением - М: Академия, 2010.
Состав задания: изобразить принципиальную схему сварочного выпрямителя и охарактеризовать его режим работы.
Вопросы для повторения:
1. Назначение сварочного выпрямителя. [1], стр. 102
2. Классификация сварочных выпрямителей. [2], стр. 77
3. Назвать режимы работы сварочных выпрямителей. [1], стр. 102
Методические указания
Сварочный выпрямитель это статический преобразователь энергии трехфазной сети переменного тока в энергию выпрямленного тока, которая используется для дуговой сварки. Выбор схемы выпрямителя зависит от области его применения.
Для ручной дуговой сварки штучными электродами обычно применяют сварочные выпрямители типа ВД (рис. 1). Основные узлы этих выпрямителей - это трехфазный сварочный трансформатор Ti и блок выпрямителей V1 ... V6. На магнитопроводе сварочного трансформатора расположены первичная W1 и вторичная W2 обмотки на расстоянии друг от друга, что обеспечивает поток рассеяния Ф3, необходимый для создания падающей ВАХ. Выпрямительный блок V1 ... V6 собран по трехфазной мостовой схеме, которая обеспечивает незначительную пульсацию амплитуды выпрямленного тока и высокую стабильность значения тепловой энергии, вводимой в свариваемый металл.
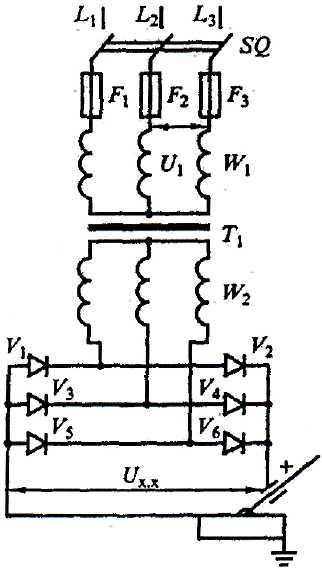
рис. 1. Принципиальная схема сварочного выпрямителя типа ВД.
В режиме холостого хода сварочная цепь разомкнута, UXX - 65...70 В.
В режиме нагрузки, когда горит дуга и идет формирование шва, сила тока при необходимости плавно регулируется за счет перемещения вторичных обмоток вдоль стержней магнитопровода трансформатора, для чего имеется механизм, рукоятка которого выведена на крышку кожуха выпрямителя.
В режиме короткого замыкания ток 1КЗ = (1,1... 1,3) 1Д, что достаточно для возбуждения дуги. Выпрямители ВД обладают хорошими техническими данными.
Ход работы
-
Назначение сварочного выпрямителя.
-
Изучить конструкцию сварочного выпрямителя ВД-306.
-
Изобразить принципиальную схему сварочного выпрямителя.
-
Охарактеризовать режим работы сварочного выпрямителя.
5. Записать технические данные выпрямителя (напряжение, номинальный сварочный ток, диапазон регулирования сварочного тока, потребляемая
мощность).
Контрольные вопросы:
1. Назвать основные узлы сварочных выпрямителей типа ВД.
2. Какая должна быть вольтамперная характеристика у выпрямителей
типа ВД?
3. Что должна обеспечивать трехфазная мостовая схема выпрямительного блока?
4. За счет чего регулируется сварочный ток в режимах нагрузки?
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Описание конструкции сварочного выпрямителя.
4. Принципиальную схему сварочного выпрямителя.
5. Режимы работы сварочного выпрямителя.
6. Технические данные выпрямителя.
7. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №5
Тема: Изучение генератора с размагничивающей обмоткой возбуждения.
Цель: Приобрести навыки по исследованию электрических свойств генератора.
Исходные материалы и данные:
-
Сварочный преобразователь ПСО-500.
-
Генератор ГСО-500.
Литература:
1. Колганов Л.А. Сварочное производство - Ростов-на-Дону: Феникс, 2009.
2. Милютин В.С., Катаев Р.Ф. Источники питания и оборудование для электрической сварки плавлением - М: Академия, 2010.
Состав задания: изучить принцип действия генератора и исследовать его электрические свойства.
Вопросы для повторения:
1. Для чего предназначен сварочный преобразователь ПСО-500? [1], стр. 178
2. Устройство сварочного преобразователя ПСО-500. [1], стр. 178
3. Достоинства и недостатки сварочных генераторов. [2], стр. 121
Методические указания

рис. 1. Принципиальная схема сварочного генератора: а - с независимым возбуждением и размагничивающей последовательной обмоткой; б - с самовозбуждением и размагничивающей последовательной обмоткой; Г - генератор; Р - реостат; НО - намагничивающая обмотка; РО - размагничивающая обмотка.
Генератор с размагничивающим действием (рис.1.) последовательной обмотки возбуждения, включенной в сварочную цепь, имеет две обмотки: обмотку возбуждения и размагничивающую последовательную обмотку. Обмотка возбуждения питается либо от основной и дополнительной щеток, либо от специального источника постоянного тока (от сети переменного тока через селеновый выпрямитель). Магнитный поток Фн, создаваемый этой обмоткой, постоянен и не зависит от нагрузки генератора. Размагничивающая обмотка включена последовательно с обмоткой якоря так, что при горении дуги сварочный ток, проходя через обмотку, создает магнитный поток Фр, направленный против потока Фн. Следовательно, э.д.с. генератора будет индуцироваться результирующим магнитным потоком Фн - Фр. С увеличением сварочного тока магнитный поток Фр возрастает, а результирующий магнитный поток Фн - Фр уменьшается. Как следствие, уменьшается индуцируемая э.д.с. генератора. Таким образом, размагничивающее действие обмотки обеспечивает получение падающей внешней характеристики генератора.
Сварочный ток регулируют переключением витков последовательной обмотки (грубая регулировка - два диапазона) и реостатом обмотки возбуждения (плавная и точная регулировка в пределах каждого диапазона). По такой схеме выпускаются генераторы ГСО-120, ГСО-300, ГСО-500, ГС-500.
Сварочный преобразователь типа ПСО-500 состоит из генератора ГСО-500 и трехфазного асинхронного электродвигателя АВ-72-4, смонтированных в едином корпусе на колесах для перемещения по строительной площадке. Преобразователь предназначен для ручной дуговой сварки, полуавтоматической шланговой и автоматической сварки под флюсом. Грубое регулирование сварочного тока производят переключением секционированной последовательной обмотки генератора. Для этого на клеммовую доску генератора выведены один отрицательный и два положительных контакта. Если необходим сварочный ток в пределах 120 - 350 А, то сварочные провода присоединяют к отрицательному и среднему положительному контактам. При работе на токах 350 - 600 А сварочные провода присоединяют к отрицательному и крайнему положительному контактам. Плавно регулируют сварочный ток реостатом, включенным в цепь обмотки независимого возбуждения. Реостат расположен на корпусе машины и имеет маховик с токоуказателем. Шкала имеет два ряда цифр, соответствующих подключаемым контактам: внутренний ряд - до 350 А и наружный ряд - до 600 А.
Ход работы
-
Установить перемычку на доске зажимов на 300 А.
-
Запустить преобразователь и установить реостатом напряжение.
-
Не меняя тока возбуждения, нагрузить генератор балластным реостатом (максимальное сопротивление реостата).
-
Замыкая рубильники реостата довести сопротивление до
минимального. -
После замыкания очередного нажатия рубильника балластного реостата, производить кратковременное включение рубильника «Р», как можно точнее фиксируя значение тока.
-
Включить рубильник «Р» на 10 - 15 секунд и записать установившееся
значение тока короткого замыкания. -
Установить перемычку на доске зажимов на 500 А, повторить пункты 2- 6, используя реостаты РБ-1 и РБ-2.
-
Полученные данные свести в таблицу:
№ п/п
Сила тока, А
Напряжение, В
1
2
3
9. По данным таблицы построить график.
10. Выполнить электрическую схему соединения.

Контрольные вопросы:
-
Принцип работы генератора с размагничивающим действием
последовательной обмотки возбуждения. -
Как производится регулирование сварочного тока у генератора ГСО-500?
-
Устройство генератора ГСО-500.
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Методику постановки опыта.
4. Таблицу полученных данных.
5. График зависимости силы тока от напряжения.
6. Электрическую схему соединения.
Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №6
Тема: Изучение сварочного полуавтомата ПДШМ-500.
Цель: Приобрести навыки по исследованию характеристик сварочного полуавтомата ПДШМ-500.
Исходные материалы и данные:
1. Сварочный полуавтомат ПДШМ-500.
2. Флюс.
3. Электродная проволока.
Литература:
1. Маслов. В.И. Сварочные работы - М: ПрофОбИздат, 2009.
2. Милютин В.С., Катаев Р.Ф. Источники питания и оборудование для электрической сварки плавлением - М: Академия, 2010.
Состав задания: изучить принцип действия и устройство сварочного полуавтомата ПДШМ-500.
Вопросы для повторения:
1. Классификация сварочных полуавтоматов. [1], стр. 61
2. Требования, предъявляемые к сварочным полуавтоматам. [2], стр. 143
Методические указания
Полуавтомат ПДШМ-500 устройства для пневматической подачи флюса и измененной конструкцией сварочной головки.
Схема флюсового аппарата показана на рис. 1. Флюсовый аппарат состоит из бункера 1 (вмещающего до 35 кг флюса), на котором укреплено вибрационное пневматическое сито 7 для отсева от флюса крупных зерен и шлаковых корок; воздушного фильтра 6 для отчистки поступающего воздуха от влаги и масла и воздушного редуктора 4. Флюс из бункера поступает в камеру инжектора 2 , где засасывается струей воздуха, и флюсовоздушная смесь переносится по резиновой трубке 3 головку 5.
Головка полуавтомата представляет собой флюсоприемник, сваренный из листовой стали. Внутри флюсоприемника проходит изогнутая медная трубка со сменным контактным наконечником. Эта труба зажата в цанге, которой заканчивается гибкий шланг. Сверху во флюсоприемник входит резиновая труба, по которой поступает флюс. Против конца трубки установлен стальной щиток- отражатель. Флюсовоздушная смесь, поступив во флюсоприемник, попадает на отражатель; при этом флюс ссыпается вниз, а воздух выходит наружу через имеющееся на передней стенке флюсоприемника окно, закрытое сеткой. На нижний выходной конец флюсоприемника надет сменный флюсовой наконечник. На держателе смонтирована кнопка для пуска и включение полуавтомата. Заслонки у флюсопровода нет, и для прекращения подачи флюса головку опрокидывают выходным соплом вверх.
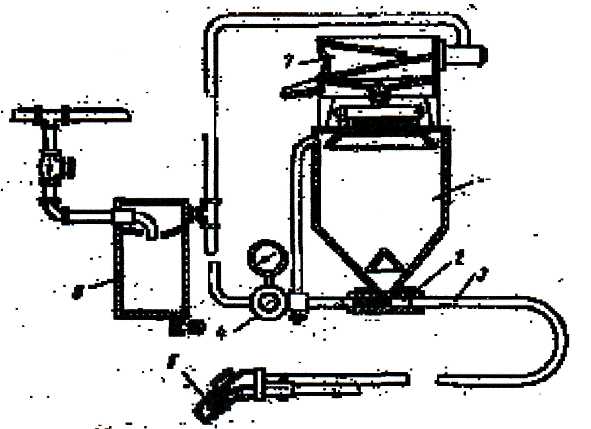
рис. 1. Схема флюсового аппарата.
Конструкция подающего механизма и принципиальная электрическая схема полуавтомата ПДШМ-500 не отличаются от таковых для полуавтомата ПДШР-500.
Подготовка к работе. Поворотом рукоятки пакетного выключателя подключают к сети шкаф распределительного устройства. Переключателем и кнопкой устанавливают необходимый вылет электрода. Рукоятку пакетного переключателя поворачивают в положение «Сварка-электрод вниз». Держатель устанавливают на начало шва и открывают заслонку бункера для флюса.
Пуск полуавтомата. Включением выключателя, расположенного на сварочной головке, подается питание в катушки промежуточных реле, которые срабатывают. Нормально разомкнутый контакт реле замыкается и включает катушку контактора. Контактор своими силовыми контактами включает сварочный ток, и дуга возбуждается.
Одновременно с этим замыкается нормально разомкнутый контакт реле и замыкается якорная цепь генератора и двигателя подающего механизма. Двигатель начинает подавать проволоку в дугу. В процессе сварки сварщик вручную перемещает держатель вдоль оси шва. Напряжение дуги регулируется реостатом (изменения скорости подачи электрода).
Выключение полуавтомата. Прекращают работу полуавтомата выключателем, который обеспечивает катушки промежуточных реле. При этом прекращается подача электродной проволоки и выключается сварочный ток. Затем поворотом заслонки бункера прекращают подачу флюса. Переключатель устанавливают в положение «Выключено», выключателем отключают шкаф распределительного устройства и источник сварочного тока.
Ход работы
-
Ознакомиться с устройством сварочного полуавтомата.
-
Произвести подготовку сварочного полуавтомата к работе.
-
Произвести пуск сварочного полуавтомата.
-
Произвести выключение сварочного полуавтомата.
-
Записать технические данные сварочного полуавтомата (сварочный ток, диаметр электродной проволоки, скорость подачи электродной проволоки,
вес, габариты).
Контрольные вопросы:
-
Назначение сварочного полуавтомата ПДШМ-500.
-
Устройство сварочного полуавтомата.
-
Как производится подготовка сварочного полуавтомата к работе?
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Описание конструкции сварочного полуавтомата.
4. Описание подготовки сварочного полуавтомата к работе.
5. Технические данные сварочного полуавтомата.
6. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №7
Тема: Изучение сварочного полуавтомата А-537.
Цель: Приобрести навыки по исследованию характеристик сварочного полуавтомата А-537.
Исходные материалы и данные:
1. Сварочный полуавтомат А-537.
2. Углекислый газ.
3. Электродная проволока.
Литература:
1. Маслов. В.И. Сварочные работы - М: ПрофОбИздат, 2009.
Состав задания: изучить принцип действия и устройство сварочного полуавтомата А-537.
Вопросы для повторения:
1. Достоинства и недостатки сварочных полуавтоматов. [1], стр. 71
2. Назвать основные технические данные сварочных полуавтоматов. [1], стр. 64
Методические указания
Полуавтоматическую дуговую сварку можно выполнять также под флюсом или в защитном газе. Конструкция полуавтомата при этом изменяется незначительно. При сварке под флюсом к держателю полуавтомата прикрепляется флюсовый бункер, а при сварке в защитном газе - газовое сопло.
Полуавтомат типа А-537 предназначен для полуавтоматической сварки в углекислом газе. В комплект установки входит переносный подающий механизм, состоящий из электродвигателя, червячного редуктора, подающих роликов, токоподводящего мундштука и кассеты с электродной проволокой. Электродная проволока по гибкому специальному шлангу подается в держатель. В аппаратном ящике расположена пускорегулирующая аппаратура, входящая в электрическую схему установки. Углекислый газ из баллона через подогреватель с расходометром, осушитель и редуктор подается по резиновому шлангу в держатель. Сварочный ток от источника питания подводится к держателю по кабелю.
В процессе сварки электрическая дуга горит в защитном газе, вытесняющем воздух из зоны сварки и защищающем расплавленный металл от вредного влияния кислорода и азота воздуха.
Уход за установками. Сварочные автоматы и полуавтоматы в процессе эксплуатации следует ежедневно проверять перед началом работы.
-
Осматривать места подключения сварочных проводов (при обнаружении обгорания контактов - зачистить их и подтянуть).
-
Проверять состояние токоподвода. Проверять работу пусковых кнопок на холостом ходу установки.
-
Осматривать подающие ролики и при износе заменять их новыми.
-
Проверять состояние газовой магистрали, а также шлангов для подвода и отвода воды; при необходимости - устранить обнаруженные не плотности.
-
Осматривать состояние источников питания сварочной дуги.
Ход работы
-
Ознакомиться с устройством сварочного полуавтомата.
-
Произвести проверку сварочного полуавтомата перед началом работы.
-
Произвести пуск сварочного полуавтомата.
-
Произвести выключение сварочного полуавтомата.
-
Записать технические данные сварочного полуавтомата (диаметр
электродной проволоки, сварочный ток, скорость подачи проволоки, расход защитного газа, вес, габариты).
Контрольные вопросы:
1. Назначение сварочного полуавтомата А-537.
2. Устройство сварочного полуавтомата.
3. Как производится проверка сварочного полуавтомата перед началом работы.
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Описание конструкции сварочного полуавтомата.
4. Описание проверки сварочного полуавтомата перед началом работы.
5. Технические данные сварочного полуавтомата.
6. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №8
Тема: Изучение сварочного автомата тракторного типа АДПГ-500.
Цель: Приобрести навыки по исследованию характеристик сварочного автомата тракторного типа АДПГ-500.
Исходные материалы и данные:
1. Сварочный автомат АДПГ-500.
2. Углекислый газ.
3. Электродная проволока.
Литература:
1. Казаков Ю. В. Сварка и резка материалов - М: Aкадемия, 2009.
2. Милютин В.С., Катаев Р.Ф. Источники питания и оборудование для электрической сварки плавлением - М: Академия, 2010.
Состав задания: изучить принцип действия и устройство сварочного автомата тракторного типа АДПГ-500.
Вопросы для повторения:
1. Классификация сварочных автоматов. [1], стр. 140
2. Требования, предъявляемые к сварочным автоматам. [2], стр. 185
Методические указания
Сварочный автомат АДПГ -500 тракторного типа для дуговой сварки в защитных газах, и предназначен для сварки стыковых, угловых и нахлесточных швов плавящимся электродом на углекислым газе.
В комплект автомата входят сварочный трактор типа ТСГ-2, аппаратный шкаф, выносной пульт управления, сварочный преобразователь типа ПСГ-500, баллон с углекислым газом, подогреватель газа, и осушитель газа и газовый редуктор.
Конструкция трактора (рис. 1). Сварочный трактор ТСГ-2 состоит из следующих основных узлов: самоходной четырехколесной каретки 1, механизма подачи электродной проволоки с электродвигателем 10, сварочной головки 3, кассеты для электродной проволоки 8 и кнопочного пульта управления 9.
Механизм подачи электродной проволоки состоит из электродвигателя 10 постоянного тока (такого же, как и у каретки), зубчатого редуктора 11, имеющего две ступени регулирования, и промежуточного валика, заключенного в горизонтальной трубе 5.
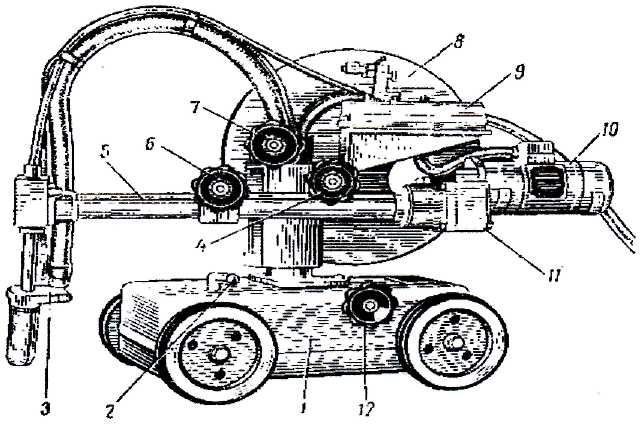
рис. 1. Конструкция сварочного автомата тракторного типа АДПГ -500.
Механизм поворота сварочной головки вокруг вертикальной оси позволяет устанавливать головку на угол ±90 [ 1.57рад] к оси рельсовых путей. Это позволяет выполнять сварку вне колеи трактора, на различном расстоянии от оси каретки. При этом головка поворачивается вручную и стопорится маховичком 6.
Сварочная головка предназначена для подачи в зону дуги защитного газа, электродной проволоки и подвода к проволоки сварочного тока. Головка состоит из корпуса, сварочной горелки, направляющий втулки, сменных наконечников и газового сопла.
Подготовка к работе. Выключателем выключается шкаф управления. При этом зажигается сигнальная лампа и срабатывается реле. Реле срабатывается быстро, поэтому аварийном отключении сети катушка магнитного пускателя сразу же отключится и сильного обгорания контактов пускателя произойдет.
Трактор устанавливают в исходное положение или в ручную, или при помощи электродвигателя. В последнем случае после включения сцепления ходовых колес каретки с двигателем и установки в необходимое положение переключается направления движения каретки, включают включатель холостого хода. Последний, шунтируя нормально открытый блок - контакт магнитного пускателя в цепи якоря двигателя каретки, приводит ее в движение без сварочного тока. Рукоятками автотрансформаторов устанавливают скорость сварки, и скорость подачи электродной проволоки.
Для проверки и предварительной установки защитного газа нажимают кнопку проверки газа. При этом замкнет цепь обмотки газового клапана, клапан откроется и по расходометру можно будет установить необходимый расход газа.
Кнопками подъема и опускания электрода выполняют установочное перемещение электродной проволоки, затем выключают сварочный преобразователь и по шкале устанавливают необходимую величину сварочного тока.
Пуск автомата. Включают автомат на сварку выключателем. При его выключении срабатывают промежуточное реле, которое одним своим контактом замыкает цепь обмотки газового клапана, в результате чего начинается предварительное продувание шлангов и места сварки. Другой контакт реле замыкает цепь обмотки промежуточного реле. Последние благодаря наличию емкости конденсатора и добавочного сопротивления срабатывает с выдержкой времени около 2сек. При срабатывание его шунтируются добавочное сопротивление, и включается другое промежуточное реле. Это реле одним своим контактом блокирует контакты реле в цепи обмотки газового клапана, а другим включает катушку магнитного пускателя. Магнитный пускатель срабатывает и своими силовыми контактами включает сварочный ток, блок - контактами- цепь якоря двигателя каретки. Третий контакт реле замыкает цепь катушки реле опускания электрода, которое включает двигатель подающего механизма на подачу электродной проволоки вниз. Когда проволока коснется изделия, возбудится дуга и начнется устойчивый процесс сварки.
Выключение автомата. Прекращают сварку выключением тумблера. При этом размыкается цепь обмотки промежуточного реле. Одним из контактов реле размыкает цепь обмотки реле опускания электрода, что вызывает остановку двигателя подающего механизма, в результате чего прекращается подача электродной проволоки и дуга горит до естественного обрыва. Второй контакт этого реле размыкает цепь обмотки реле, которое включается и с выдержкой времени около З сек. размыкает цепь обмотки реле. При этом размыкается цепь электромагнитного клапана и прекращается подача защитного газа. Одновременно с этим другим контактом этого реле размыкается цепь обмотки пускателя, который своими силовыми контактами выключает сварочный ток, а блок- контактом размыкает цепь якоря двигателя каретки и трактор останавливается. Нажатием кнопки поднимают электродную проволоку вверх.
Затем выключают сварочный преобразователь и шкаф управления, нажатием рукоятки механизма сцепления расцепляют двигатель с ходовыми колесами и отводят трактор в сторону.
Ход работы
-
Ознакомиться с устройством сварочного автомата.
-
Произвести подготовку сварочного автомата к работе.
-
Произвести пуск сварочного автомата.
-
Произвести выключение сварочного автомата.
-
Записать технические данные сварочного автомата (сварочный ток,
диаметр электродной проволоки, скорость подачи электродной проволоки, вес, габариты скорость сварки, расход защитного газа).
Контрольные вопросы:
1. Назначение сварочного автомата АДПГ-500.
2. Устройство сварочного автомата.
3. Как производится подготовка сварочного автомата к работе?
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Описание конструкции сварочного автомата.
4. Описание подготовки сварочного автомата к работе.
5. Технические данные сварочного автомата.
6. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №9
Тема: Изучение сварочного автомата АДС-1000-2.
Цель: Приобрести навыки по исследованию характеристик сварочного автомата АДС-1000-2.
Исходные материалы и данные:
1. Сварочный автомат АДС-1000-2.
2. Флюс.
3. Электродная проволока.
Литература:
1. Николаев А.А., Герасименко А.И. Электрогазосварщик - Ростов-на-Дону: Феникс, 2009.
Состав задания: изучить принцип действия и устройство сварочного автомата АДС-1000-2.
Вопросы для повторения:
1. Как условно обозначаются сварочные автоматы? [1], стр. 203
2. Достоинства и недостатки сварочных автоматов. [1], стр. 210
Методические указания
Автомат АДС-1000-2 предназначен для сварки под флюсом стыковых швов с разделкой и без разделки кромок, угловых швов вертикальным и наклонным электродом, а также соединений внахлестку.

рис. 1. Конструкция трактора АДС-1000-2.
Конструкция автомата позволяет сваривать швы, расположенные на горизонтальных и наклонных до 15 [0,26 рад] к горизонту поверхностях.
В комплект автомата входят сварочный трактор, шкаф распределительного устройства, сварочный трансформатор ТСД-1000-4, набор запасных частей и специального инструмента.
Конструкция трактора (рис. 1). Трактор представляет собой четырехколесную карету 12, на которой укреплена стойка 14, несущая на себе горизонтальное коромысло 27. На левом конце этого коромысла расположены пульт управления 20 и кассета 21 для электродной проволоки, а на правом - сварочная головка 4 и бункер 1 для флюса. Для подъема трактора служит рым - болт 25, а для ручного перемещения его-скобы11.
Сварочная головка состоит из электродвигателя 3 постоянного тока, редуктора подающего и прижимного роликов, правильного механизма и токоподвода 7 с колодочным мундштуком. К токоподводу двумя болтами 8 крепят сварочный провод.
Бункер для флюса крепится к боковой стенке сварочной головки. Ссыпной патрубок бункера гибкими металлическими шлангами 6 связан с воронкой 10. Конструкция воронки обеспечивает концентрическую подачу флюса вокруг электрода. Флюс подается поворотом заслонки при помощи маховичка 5. Сверху бункер закрыт металлической сеткой, предназначенной для отсева шлаковых корок. Ёмкость бункера составляет 12кг флюса.
Путь управления снабжен электроизмерительными приборами (амперметр и вольтметр ) и потенциометрами для плавного регулирования скорости сварки и скорости подачи электродной проволоки. Кроме того, на пульте смонтированы кнопки управления.
Кассета для электродной проволоки расположена рядом с пультом управления. Конструкция ее - обычная, с внутренней укладкой проволоки. Вместимость кассеты около 12 кг проволоки. Для поддерживания и направления проволоки между кассетой и сварочной головкой установлен ролик 23 с вилкой.
Каретка трактора представляет собой шасси на четырех колесах 15 с резиновыми ободами. Задние колеса являются ведущими. Сцепляются и расцепляются они с привод при помощи рукоятки 17, разводящей две зубчатые полумуфты. Движение каретки осуществляется электродвигателями 18 постоянного тока через червячный редуктор 16.
Подготовка к работе. Пакетным выключателем выключается питание аппаратуры шкафа распределительного устройства. При этом включается электродвигатель и начинает вращать якоря генераторов. Ручками потенциометров устанавливают необходимое напряжение на дуге и скорость сварки. Трактор вручную устанавливают в исходное положение, включают сцепления зубчатых полумуфт и пакетным переключателем устанавливают в исходное положение, включают сцепление зубчатых полумуфт и пакетным переключателем устанавливают необходимое направление сварки. Кнопками электрод приводится в легкое соприкосновение с изделием.
При нажатии кнопки селеновый выпрямитель подключается ко вторичной обмотке понижающего трансформатора. Под действием магнитного потока обмотки возбуждения двигатель головки подает поволоку к изделию. Кнопкой к селеновому выпрямителю подключается обмотка возбуждения, в результате чего двигатель будет подавать поволоку вверх. После замыкания электрода с изделием открывается подача флюса.
Пуск автомата. Автомат включается нажатием кнопки. При этом обмотка промежуточного реле подключается ко вторичной обмотке понижающего трансформатора. Реле срабатывает и своими нормально открытыми контактами выполняет следующие выключения:
-
контакт шунтирует пусковую кнопку.
-
контакт замыкает цепь катушки линейного контактора, в результате чего последний срабатывает и своими силовыми контактами включает сварочный трансформатор;
-
контакт шунтирует балластное сопротивление
-
контакт подключает якорь двигателя каретки.
Так как в момент пуска сварочная цепь была замкнута накоротко, то напряжения на дуговой обмотке равна нулю. Двигатель под действием только одной обмотки открывает электрод от изделия, в результате чего возбуждается дуга. С увеличением длины дуги ток в обмотки будет возрастать, движения электрода вверх будет замедляться и при заданном напряжении на дуге двигатель начнет вращаться в обратную сторону и подавать проволоку в дугу со скоростью ее плавления. Одновременно с этим начнет перемещаться и каретка трактора, после чего начинается устойчивый процесс сварки.
Выключение автомата. Автомат выключается кнопкой двойного действия. Сначала при неполном нажатии кнопки выключается якорь двигателя головки, подача электродной проволоки прекращается и дуга растягивается.
При дожатии кнопки разрывается цепь катушки промежуточного реле, в результате чего контакт размыкает блокировку пусковой кнопки, контакт выключает линейный контактор, контакт вводит в цепь якоря генератора головки балластное сопротивление (что ускоряет процесс остановки двигателя головки), контакт выключает двигатель каретки.
При сварке на постоянном токе вместо сварочного трансформатора включается сварочный преобразователь, силовые контакты контактора соединяются параллельно и включаются в сварочную цепь, а электроизмерительные приборы (амперметр и вольтметр) заменяют приборами постоянного тока.
Ход работы
-
Ознакомиться с устройством сварочного автомата.
-
Произвести подготовку сварочного автомата к работе.
-
Произвести пуск сварочного автомата.
-
Произвести выключение сварочного автомата.
-
Записать технические данные сварочного автомата (сварочный ток, диаметр электродной проволоки, скорость подачи проволоки, вес, габариты скорость сварки, расход защитного газа).
Контрольные вопросы:
-
Назначение сварочного автомата АДС-1000-2.
-
Устройство сварочного автомата.
-
Как производится подготовка сварочного автомата к работе?
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Описание конструкции сварочного автомата.
4. Описание подготовки сварочного автомата к работе.
5. Технические данные сварочного автомата.
6. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №10
Тема: Устройство и работа аппаратов для электрошлаковой сварки.
Цель: Приобрести навыки по исследованию характеристик аппарата для электрошлаковой сварки.
Исходные материалы и данные:
1. Сварочный аппарат А-535.
2. Электродная проволока.
3. Флюс.
Литература:
1. Казаков Ю. В. Сварка и резка материалов - М: Aкадемия, 2009.
2. Милютин В.С., Катаев Р.Ф. Источники питания и оборудование для электрической сварки плавлением - М: Академия, 2010.
Состав задания: изучить принцип действия и устройство аппарата для электрошлаковой сварки А-535.
Вопросы для повторения:
1. Сущность электрошлаковой сварки. [1], стр. 205
2. Достоинства и недостатки электрошлаковой сварки. [2], стр. 260
3. Разновидности оборудования для электрошлаковой сварки. [1], стр. 217
Методические указания
Универсальный аппарат А-535 предназначен для однопроходной электрошлаковой сварки металла толщиной до 450мм. Сварку выполняют одним, двумя или тремя электродами одновременно с двухсторонним принудительным формированием шва. Использование трех электродов позволяет значительно повысить производительность труда, равномерно загрузить трехфазную электросеть и, применяя совместно проволоки разных марок, изменять химический состав шва. Аппарат движется по направляющим рельсовой колоны расстоянии 250-300 мм от изделия. Колону можно прикрепить к изделию при помощи консоли или монтировать на специальной установке или тележки. Высота колоны зависит от длины шва и может достигать до 12мм. По этой колоне со скоростью перемещается ходовая тележка, приводимая в движения электродвигателем. На тележки расположены все механизмы аппарата. С тележкой связан несущий кронштейн, на котором укреплена головка с электродвигателем постоянного тока, обеспечивающая подачу в зону сварки трех электродных проволок. Скорость подачи регулируется плавно изменением числа оборотов электродвигателя.
Кроме того, скорость подачи каждого электрода может измениться ступенчато при помощи установки сменных зубчатых колес. В процессе сварки электродом предается также горизонтальное возвратно-поступательное движение в направления толщины свариваемых кромок. Это происходит реверсированием электродвигателя механизма перемещения электродов с помощью концевых выключателей. Скорость горизонтального перемещения электродов можно изменять при помощи сменных зубчатых колёс.
На несущем кронштейне аппарата также расположены пульт управления, бункер для флюса с ручным дозатором, подвеска для переднего ползуна и пропущенная в зазор между кромками тяга, к которой на подвеске прикреплён задний ползун. Оба ползуна охлаждаются поточной водой. Для подвода сварочного тока к электродной проволоке и направления ее в зазор служат мундштуки.
Мундштуки выдвигаются для предварительной их настройки и корректировки внутри разделки шва при помощи маховичков. Аппарат подключается к шкафу управления клемным разъёмом. Катушки с электродными проволоками устанавливают на специальной подставке, рядом со сварочным аппаратом.
В процессе сварки скорость перемещения аппарата регулируется автоматически, в зависимости от уровня металлической ванны относительно медных ползунов. С этой целью в передний медный ползун вмонтирован щуп, электрически связанный с устройством для автоматического регулирования скорости сварки.
Универсальный аппарата А-535 выпускается в следующих исполнениях.
-
А-535-А - для сварки продольных стыковых швов метала толщиной до
250мм. -
А-535-Т - для сварки продольных стыковых швов метала толщиной
250-450мм. -
А-535-К - для сварки кольцевых швов изделий диаметром до 3000мм,
при толщине стенок до 450мм. -
А-535-П - для сварки пластичным электродом;
-
А-535-У - для сварки угловых и тавровых соединений металла
толщиной до 100мм.
В комплект поставки входят: аппарат с рельсовой колонкой (длины рельсового пути - 2864, 5376, 7260, 8830 или 11342мм), шкаф управления, катушки для проволоки, сварочный трансформатор ТШС-1000-3, запасные части и инструмент.
Ход работы
-
Ознакомиться с устройством сварочного аппарата.
-
Ознакомиться с работой сварочного аппарата.
-
Записать технические данные сварочного аппарата А-535 (диаметр электродной проволоки, сварочный ток, скорость подачи проволоки, расход защитного газа, вес, габариты).
Контрольные вопросы:
-
Назначение сварочного аппарата А-535.
-
Устройство сварочного аппарата.
-
Принцип действия аппарата для электрошлаковой сварки.
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Описание конструкции сварочного аппарата.
-
Принцип действия аппарата для электрошлаковой сварки.
5. Технические данные сварочного аппарата.
6. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №11
Тема: Ознакомление с оборудованием для плазменной сварки.
Цель: Приобрести навыки по исследованию характеристик оборудования для плазменной сварки.
Исходные материалы и данные:
1. Сварочная установка УПС-301.
2. Электроды.
3. Защитный газ.
Литература:
1. Казаков Ю. В. Сварка и резка металлов - М: Aкадемия, 2009.
2. Милютин В.С., Катаев Р.Ф. Источники питания и оборудование для электрической сварки плавлением - М: Академия, 2010.
Состав задания: изучить принцип действия и устройство оборудования для плазменной сварки.
Вопросы для повторения:
-
Сущность плазменной сварки. [1], стр. 223
2. Достоинства и недостатки плазменной сварки. [2], стр. 248
3. Составные части установок для плазменной сварки. [1], стр. 223
Методические указания
Плазменной называют сварку сжатой дугой. Столб дуги помещают в узкий канал, который ограничивает его расширение. Устройство для получения сжатой дуги называют плазматронами (рис 1). Простейший плазмотрон состоит из изолятора 1, неплавящегося электрода 2 и медного охлаждаемого водой сопла. В сопло тангенциального (по касательной к его цилиндрической поверхности) или аксиально (вдоль оси электрода) подают плазмообразующий инертный, нейтральный или содержащий кислород газ, который в столбе дуги нагревается до высокой температуры. Плазмотроны могут работать на постоянном или переменном токе.
Различают плазмотроны прямого и косвенного действия. В плазматронах косвенного действия дуга горит между электродом и соплом. Их применяют при обработке неэлектропроводных материалов и в качестве нагревателей газа. Для сварки и резки чаще применяют плазмотроны прямого действия. В них дуга горит между электродом и обрабатываемым изделием. Расстояние между ними в плазмотроне больше, чем при сварке горелками для свободной дуги, поэтому сжатую дугу зажигают в две стадии. После подачи в плазмотрон газа зажигают вспомогательную (дежурную) дугу между электродом и соплом в плазматрон газа зажигают вспомогательную (дежурную) дугу между электродом и соплом плазматрона искровым разрядом от осциллятора или, замыкая промежуток электрод- сопло графитовым стержнем, хотя последнее и повышает износ электрода и сопла. Дежурную дугу питают от отдельного маломощного источника или от основного источника через ограничивающее сопротивление, чтобы ограничить ее ток и уменьшить износ сопла. Под действием газа дежурная дуга образует струю плазмы небольшой мощности.
При ее соприкосновении с деталью зажигается рабочая дуга. Если в цепь детали включить контактор, то рабочую дугу можно зажигать в нужной момент времени. После зажигания рабочей дуги дежурная при автоматической сварке может отключаться. Для ручной сварки лучше, если дежурная дуга горит постоянно.
Тип и конструкция катода плазмотрона определяется составом плазмообразующего газа. Для работы в инертных газах (аргон, азот и их смеси) применяют катоды из вольфрама. Они выполняются в виде прутка, который фиксируются зажимом, закрепленным в электродном узле плазматрона, если в виде медной державки с заделанным в нее стержнем вольфрама. Последняя конструкция предпочтительнее, так как благодаря лучшим условием для отвода теплоты обеспечивает более высокую плотность тока на катоде и уменьшает расход дорогостоящего вольфрама. Катоды, работающие в содержащих кислород газах (например, в углекислом газе) называют термохимическими. Их делают в виде активных вставок из гафния и циркония, которые запрессовывают в медные державки с диаметром, зависящем от тока дуги.
Назначения сопла - регулирование энергетических характеристик дуги. К основным параметрам сопла относятся диаметр, и высота его канала, форма рабочей камеры плазматрона. Диаметр и высоту сопла выбирают в зависимости от силы рабочего тока, состав и расхода плазмообразующего газа. При этом приходится подбирать наиболее благоприятные сочетание таких показателей, как технологические возможности и надежность работы плазматрона, стойкость сопла и электрода. Более важен показатель надежности.
Аксиальная подача газа в дуговую дает возможность лучше воздействовать на обрабатываемую деталь потоком истекающей из сопла плазмы. Однако при этом ухудшается пространственная стабилизация столба дуги и увеличивается вероятность двойной дугообразования. Поэтому предпочтительная тангенциальная подача газа. Одним из элементов дуговой камеры является вихревая закрутка, которая обеспечивает тангенциальную подачу плазмообразующего газа в канал сопла. Конструктивно закрутка представляет собой многозаходную резьбу (3...6 заходов) с большим шагом (6... 12мм) выполненную на боковой поверхности электрододержателя концентрично ей.
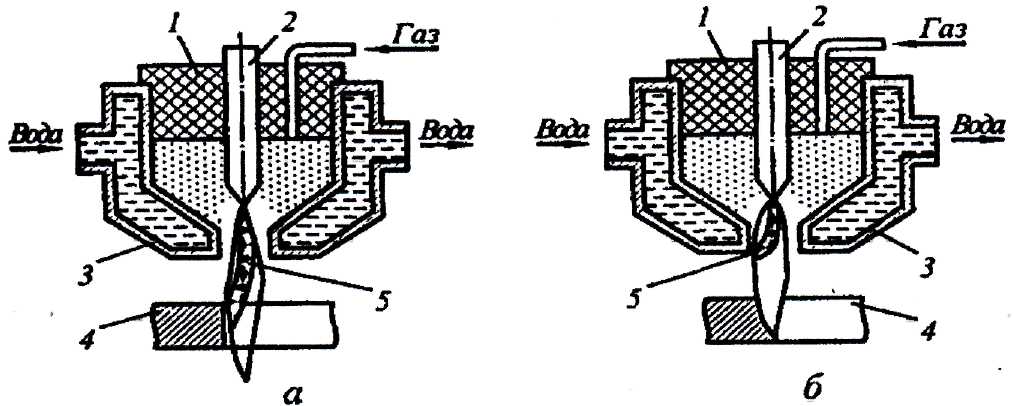
рис. 1. Плазматроны: а - прямого действия, б - косвенного действия.
Ход работы
-
Назначение сварочной установки УПС -301.
-
Ознакомиться с устройством сварочной установки.
3. Вычертить схематическое устройство дуговых плазматронов прямого и косвенного действия.
-
Составить техническую характеристику сварочной установки.
Контрольные вопросы:
1. Устройство плазматрона.
-
Назначение плазматрона прямого и косвенного действия.
-
Определение типа и конструкции катода плазматрона.
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Описание сварочной установки.
4. Схему дуговых плазматронов прямого и косвенного действия.
5. Техническую характеристику сварочной установки.
6. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №12
Тема: Анализ конструктивных особенностей и определение технических характеристик ацетиленового генератора АСП-10.
Цель: Приобрести навыки по определению технических характеристик ацетиленового генератора.
Исходные материалы и данные:
Пост газовой сварки.
Литература:
1. Маслов В.И. Сварочные работы - М: ПрофОбрИздат, 2009.
2. Полевой Г.В., Сухинин Г.К. Газопламенная обработка металлов - М: Академия, 2010.
Состав задания: вычертить принципиальную схему генератора с описанием работы и определить его технические характеристики.
Вопросы для повторения:
1. Каково назначение сухого мембранного затвора? [1], стр. 157
2. Как определяется объем сухого ацетилена? [2], стр. 64
3. Каково устройство и принцип действия водяного затвора? [1], стр. 64
Методические указания
Устройство генератора изображено на рис. 1.
В корпусе генератора расположены газообразователь 1, вытеснитель 2 и газосборник 3.
Газообразователь 1 соединен с вытеснителем 2 переливным патрубком 4. а с газосборником -трубкой 5. Корпус закрывается крышкой 6 герметизируется прокладкой 7, вставляемой в паз крышки. Траверса 8 вводится в проушины крюков Вращением втулки 23 с помощью рукоятки 22 создается усилие прижима крышки к горловине. В крышку встроен подвижный шток 9 с коромыслом 20., на который подвешивается загрузочная корзина
Герметизацию штока обеспечивают уплотнительные кольца 11. вставляемые в гнездо крышки. Необходимая герметичность уплотнения обеспечивается резьбовой пробкой 12, Фиксатор 13 имеет различные по глубине внутренние пазы с буквенными обозначениями О, М, С и Б, что соответствует - нулевой, малой, средней и большой замочке корзины (см. рис. 1). Переставляя рукоятку-кнопку в пазы различной глубины в фиксаторе, регулируют глубину погружения корзины с карбидом кальция.
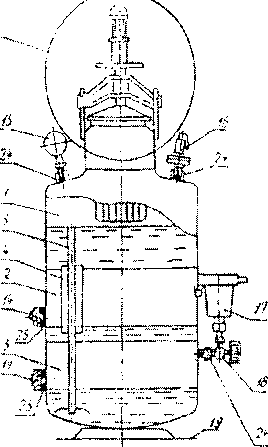
рис. 1 Генератор ацетиленовый АСП-10:
1 - газообразователь, 2 - вытеснитель, 3 - газосборник, 4 - патрубок переливной, 5 - трубка переливная, 14 - пробка, 15-манометр, 16 - клапан предохранительный, 17 - защитное устройство, 18 - вентиль, 24 - прокладка,
25 - кольцо уплотнительное, 6 - крышка, 7 - прокладка, 8 - траверса,
9 - шток, 10 корзина, 11 - кольцо уплотнительное, 12 - пробка, 13 - фиксатор, 20 коромысло, 21 - рукоятка-кнопка, 22 - рукоятка, 23 - втулка, 26 гайка, 27 - шайба.
Пробки 14 и кольца уплотнительные 25 служат для герметизации штуцера слива воды с илом из вытеснителя и промывателя, причем для промывателя штуцер является контрольно-сливным. На корпус генератора устанавливаются манометр 15. клапан предохранительный 6, защитное устройство 17 с вентилем 18.
При снятой крышке в газообразователь заливается вода до обреза трубки 5, а в промыватель - до отверстия контроля уровня. Крышка с подвешенной на нее корзиной, загруженной карбидом кальция, устанавливается на горловину генератора. После герметизации крышки шток с корзиной опускается (из положения О рукоятка переводится в положение на фиксаторе М, С или Б) и корзина погружается в воду. Ацетилен, образующийся в результате реакции с водой, но трубке 5 поступает в газосборник, барботируя через слой воды, охлаждается, промывается и через вентиль 18 и защитное устройство 17 поступает на потребление.
В случае уменьшения отбора ацетилена и повышения давления в генераторе вода из газообразователя 1 передавливается в вытеснитель 2, объем замоченного карбида кальция уменьшается, тем самым уменьшается газообразование; при снижении давления происходит обратный процесс. Газообразование происходит в автоматическом режиме в зависимости от потребления ацетилена.
Применение четырехпозиционного фиксатора позволяет регулировать величину замочки карбида кальция в процессе работы генератора вручную, фиксировать корзину над поверхностью воды при установке крышки, выводить корзину из зоны реакции при перерывах в отборе ацетилена.
При возрастании давления в генераторе выше 0.15МПа срабатывает предохранительный клапан 16, выпуская ацетилен в атмосферу.
Сухой мембранный затвор 17 предназначен для предохранения генератора от проникновения в него кислорода или воздуха со стороны отбора ацетилена и задержания детонационного горения ацетиленокислородной смеси. Конструкция защитного устройства показана на рис. 2.
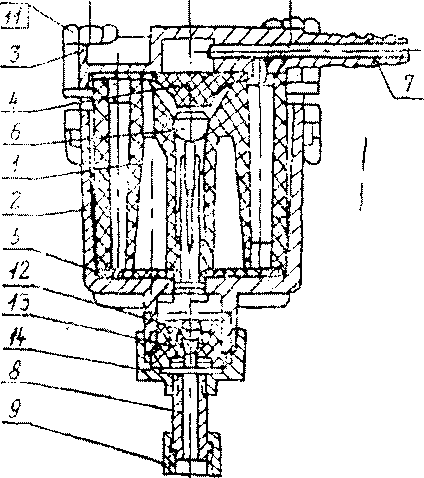
рис. 2. Сухой мембранный затвор:
1 - корпус, 2 - стакан, 3 - крышка, 4 - мембрана, 5 - прокладка, 6 - клапан,
7, 8 - ниппели, 9 - гайка накидная, 10 - болт, 11- гайка, 12 - шарик, 13 - седло, 14 - обойма.
Ацетилен поступает через ниппель 8 в корпус 1. поднимает клапан 6 соприкасающийся с мембраной 4 и по петлевому каналу, выполненному в корпусе в виде сквозных отверстий, соединенных пазами на торцах корпуса и уплотненных мембраной 4 и прокладкой 5, через отверстие в мембране 4 и ниппель 7 поступает на потребление. В случае обратного перетока кислорода или воздуха со стороны отбора ацетилена клапан 6 и шарик 12 перекрывают входные отверстия затвора, исключая их проникновение в генератор. При детонации ацетиленокислородной смеси клапан 6 при ударе по нему мембраной перекрывает входное отверстие, а детонационная волна, пройдя «петлевой» канал корпуса, локализуется в объеме между мембраной 4 и клапаном 6.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ГЕНЕРАТОРА АСП-10:
- Номинальная производительность (при температуре окружающего воздуха 20°С и давлении 760 мм рт. ст.), м'7ч 1.5±10%
- Давление рабочее, МП а (кгс/см2) 0.01-0.15(0.1-0.5)
- Допустимая (единовременная) загрузка корзины карбидом кальция, кг до 3.2
- Размеры кусков карбида кальция (ГОСТ 1460- 81), мм от 25 до 80
- Сопротивление защитного устройства потоку газа, мм вод. ст. не более 850
- Габаритные размеры в рабочем состоянии, мм не более 400х500х1000
- Масса комплекта (без воды и карбида кальция), кг не более 16.5
УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ:
-
Генератор предназначен для работы па открытом воздухе или под навесом.
-
Генератор должен быть установлен в вертикальном положении в месте, исключающем его падение.
-
Во время работы необходимо следить за давлением в генераторе по показаниям индикатора давления.
-
Если давление в генераторе поднялось и приближается к 0,15 МПа, необходимо уменьшить замочку карбида кальция (перевести рукоятку-кнопку в позицию С, М или О). Если после этого давление не уменьшилось сбросить газ в атмосферу нужно через горелку (резак) в течение 5-10 с.
-
Не допускается разрежение в генераторе, так как при этом возможен подсос воздуха через разъемные соединения и образование взрывоопасной ацетилено-воздушной смеси.
6. При понижении давления в генераторе ниже 0,01 МПа перевести рукоятку-кнопку в позиции увеличения.
7. Разгрузку генератора следует проводить после полного разложения карбида кальция.
-
В месте хранения разгруженного генератора ЗАПРЕЩАЕТСЯ: нахождение посторонних лиц. зажигание огня, недопустимо наличие раскаленных предметов и образование искр в радиусе 10 м.
-
ЗАПРЕЩАЕТСЯ:
- встряхивать и качать работающий генератор; работа генератора около мест засасывания воздуха вентиляторами и компрессорами в помещении, где возможно выделение веществ (например, хлора);
- разрешать даже кратковременную разовую работу по обслуживанию генератора (заливку вольт переноску и т.д.) лицам, не допущенным к его эксплуатации, приступать к работе на неисправном генераторе;
- использовать повторно воду после переработки полной загрузки карбида кальция;
- эксплуатировать генератор без защитного устройства, предохранительного клапана, манометра;
- оставлять загруженный генератор (во время работы или при перерывах в отборе газа) без надзора;
- работать от одного генератора двум или более сварщикам (резчикам);
- применять дополнительные средства при вращении рукоятки 22 (см. рис. 1) для уплотнения крышки;
- разбирать и собирать защитное устройство без последующей его проверки на герметичность;
- сопротивление потоку газа и способность задерживать детонационное горение ацетиленокислородной смеси.
ПОДГОТОВКА К РАБОТЕ:
-
Вода в генератор заливается в следующей последовательности: снять пробку 14 промывателя; уплотнить с помощью пробки 14 и кольца 25 штуцер вытеснителя. Залив, воду в горловину до уровня контрольно-сливного штуцера в промывателе; уплотнить с помощью пробки 14 и кольца 25 штуцер промывателя.
-
Загрузить карбид кальция в сухую корзину ровными слоями без утрамбования и встряхивания. Количество карбида кальция должно соответствовать расходу ацетилена и намечаемой продолжительности работы. Для исключения заиливания и местного перегрева карбида кальция продолжительность работы генератора при минимально допустимом отборе газа (0,3 м3/ч) не должна превышать 60 мин.
3. Для обеспечения надежного запуска генератора необходимо, чтобы загружаемые в корзину куски карбида кальция имели размеры не более 50 мм
ПОРЯДОК РАБОТЫ С ГЕНЕРАТОРОМ:
-
Подвесить загруженную карбидом кальция корзину на коромысло, при этом шток должен находиться в крайнем нижнем положении (позиция фиксатора Б).
-
Перевести шток в крайнее верхнее положение (положение фиксатора О).
-
Опустить корзину в горловину и вращением рукоятки 22 уплотнить крышку 6 (см. рис. 1).
-
Оттянуть рычаг клапана 16 для предупреждения прилипания мембраны и затем отпустить его.
-
Опустить шток до уровня необходимого для нормальной работы.
-
После стабилизации давления открыть вентиль 18.
-
Продуть ацетиленом шланг и сварочный инструмент в течепие-0.5-1 мин.
-
Поджечь горелку (резак).
-
При перерывах в отборе ацетилена: установить шток в крайнее верхнее положение (позиция фиксатора 0) через 15-30 с закрыть вентиль 18.
-
После перерыва: открыть вентиль 18; поджечь горелку; опустить корзину.
-
После полного разложения карбида кальция (определяется по давлению) произвести перезарядку генератора; установить шток в крайнее верхнее положение (положение фиксатора О); закрыть вентиль 18; сбросить остаток ацетилена через предохранительный клапан я атмосферу; снять крышку, отсоединить корзину, промыть и просушить ее без применения открытого огня; слизь ил и воду из генератора; промыть генератор, подготовить генератор и произвести пуск.
-
После окончания работы промыть корзину, газообразователь, вытеснитель и промыватель от ила, слить конденсат из шланга. Генератор хранить с разгерметизированными горловиной и контрольно-сливными отверстиями.
Ход работы
1. Разобрать генератор, найти его основные части и уяснить назначение каждой из них.
2. Определить габаритные размеры генератора АСП-10.
3. Вычертить принципиальную схему генератора и описать его работу.
4. Описать порядок зарядки генератора карбидом кальция.
5. Описать технические характеристики генератора.
6. Описать работу сухого мембранного затвора, зарисовать его схему и указать на ней название отдельных частей.
Контрольные вопросы:
1. Каково назначение ацетиленовых генераторов?
2. Назовите основные системы генераторов и поясните их принцип действия.
-
Как устроен и работает переносной ацетиленовый генератор ACП-10?
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Принципиальную схему генератора АСП-10 с описанием его работы.
4. Описание порядка зарядки генератора карбидом кальция.
5. Технические характеристики генератора.
6. Схему сухого мембранного затвора с указанием на ней отдельных частей.
7. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №13
Тема: Анализ конструктивных особенностей и определение рабочих характеристик типовых редукторов.
Цель: Приобрести навыки по определению рабочих характеристик типовых редукторов.
Исходные материалы и данные:
1. Кислородный, углекислотный и аргоновый редукторы.
2. Баллон с кислородом, углекислотой и аргоном.
3. Шланги.
Литература:
1. Полевой Г.В., Сухинин Г.К. Газопламенная обработка металлов - М: Академия, 2010.
2. Маслов В.И. Сварочные работы - М: ПрофОбрИздат, 2009.
Состав задания: вычертить принципиальную схему редуктора и составить его техническую характеристику.
Вопросы для повторения:
1. Что называется самотеком редуктора и каковы его причины? [1], стр. 53
2. Как определяются чувствительность регулировки и перепад давления? [1], стр. 54
3. В какой цвет окрашиваются редукторы для различных газов и как они крепятся к баллонам? [2], стр. 165
Методические указания
Редукторы предназначены для понижения давления сжатого газа в баллоне или трубопроводе до рабочего давления, под которым газ должен поступать в горелку или резак, и для автоматического поддержания этого давления на заданном уровне. Кроме того, при помощи редуктора производится регулирование давления расхода сжатого газа, и перекрытие его подачи при прекращении работы.
Редукторы классифицируются: 1)по назначению - кислородные, ацетиленовые, пропан-бутановые, метановые и т.п.: 2) по пропускной способности - баллонные (постовые), рамповые и сетевые: 3) по принципу действия - прямого действия (газ, действуя на клапан, стремится открыть его) и обратного действия (газ, действуя на клапан, стремится закрыть его); 4) по числу камер - одно- и двухкамерные.
Редукторы с одной камерой редуцирования называются однокамерными, а с двумя камерами - двухкамерными. Последние обеспечивают большее постоянство рабочего давления и менее склонны к замерзанию. Они применяются при больших расходах газа.
Редукторы выпускаются по ГОСТу 13861 - 89. В зависимости от редуцируемого газа они отличаются цветом окраски корпуса.
По эксплуатационным показателям наиболее совершенными являются редукторы обратного действия. Сжатый газ из баллона или сети поступает в камеру высокого давления. При вращении по часовой стрелке регулировочного винта последний будет сжимать главную пружину, которая выгибает гибкую резиновую мембрану вверх. При этом передаточный диск со штоком сжимает обратную пружину, поднимает клапан, и газ из камеры высокого давления поступает в камеру низкого (рабочего) давления, откуда через запорный вентиль поступает в горелку или резак. С увеличением числа оборотов регулирующего винта рабочее давление газа будет увеличиваться.
Автоматическое поддержание рабочего давления на заданном уровне происходит следующим образом. Если отбор газа уменьшится, то давление в камере низкого давления повысится, мембрана выправится, нажимная пружина сожмется, передаточный диск со штоком опустится.
Ход работы
1. Разобрать редуктор (кислородный, углекислотный или аргоновый).
2. Найти основные части редуктора, рассмотреть их и уяснить назначение каждой из них.
3. Вычертить принципиальную схему редуктора.
4. Определить способы крепления редуктора к баллону и сделать эскиз крепления.
5. Составить техническую характеристику редукторов.
Контрольные вопросы:
1. Каково назначение редукторов?
2. Как классифицируются редукторы?
3. Опишите устройство кислородного редуктора обратного действия.
4. Дайте определение основным характеристикам редукторов.
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Принципиальную схему редуктора.
-
Эскиз крепления редуктора к баллону.
5. Техническую характеристику редуктора.
6. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №14
Тема: Анализ конструктивных особенностей сварочных горелок, изучение строения и характеристик ацетиленокислородного пламени.
Цель: Приобрести навыки по определению характеристик ацетиленокислородного пламени.
Исходные материалы и данные:
1. Пост газовой сварки.
2. Сварочные горелки с набором сменных наконечников.
Литература:
1. Полевой Г.В., Сухинин Г.К. Газопламенная обработка металлов - М: Академия, 2010.
2. Маслов В.И. Сварочные работы - М: ПрофОбрИздат, 2009.
Состав задания: вычертить схему горелки с описанием ее работы, составить техническую характеристику и изучить сварочное пламя.
Вопросы для повторения:
1. Расскажите о строении сварочного пламени. [1], стр. 8
2. Назвать виды пламени. [1], стр. 8
3. Опишите порядок испытания сварочных горелок. [2], стр. 177
Методические указания
Сварочная горелка служит основным инструментом при ручной газовой сварке. В горелке смешивают в нужных количествах кислород и ацетилен. Образующаяся горючая смесь вытекает из канала мундштука горелки с заданной скоростью и, сгорая, дает устойчивое сварочное пламя, которым расплавляют основной и присадочный металл в месте сварки. Горелка служит так же для регулирования тепловой мощности пламени путем изменения расхода горючего газа и кислорода. По способу подачи кислорода, горючего газа и конструкции узла их смещения применяют два типа горелок: инжекторные и безинжекторные.
В инжекторной горелке смесительная камера начинается небольшим участком цилиндрической формы, плавно переходящим в более удлиненный конусный участок.
Инжекторные горелки работают на ацетилене низкого и среднего давлений. Подача ацетилена в смесительную часть инжекторной горелки осуществляется за счет подсоса его струей кислорода, выходящего с большой скоростью из отверстия сопла, называемого инжектором. Процесс подсоса газа более низкого давления струей газа, подводимого под более высоким давлением, называется инжекцией.
В инжекторной горелке кислород под давлением поступает по каналу в сопло инжектора. При истечении кислорода с большой скоростью из сопла создается разряжение в канале, по которому подсасывается ацетилен. Кислород и ацетилен поступают в смесительную камеру, имеющую конический расширяющийся канал (диффузор), где смешиваются и образуют горючую смесь, которая по трубке идет в мундштук горелки, образуя на выходе из него при сгорании сварочное пламя.
В безинжекторной горелке кислород по каналу и горючий газ (ацетилен) по каналу поступают под одинаковым давлением в цилиндрический канал смесителя, соединяются в нем в горючую смесь, которая по трубке направляется в мундштук горелки, образуя на выходе пламя.
Ход работы
-
Определить тип горелки и, разобрав ее, рассмотреть основные части, зарисовать их и описать назначение.
-
Определить материал, из которого изготовлены отдельные части горелки.
-
Вычертить схему горелки.
-
Описать работу горелки.
-
Составить техническую характеристику горелки.
-
Описать строение и характеристики сварочного пламени.
Контрольные вопросы:
-
Как классифицируются сварочные горелки?
-
Опишите принцип действия инжекторной и безинжекторной горелок.
-
Как устроена и работает ацетиленокислородная горелка?
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Схему горелки.
4. Описание работы горелки.
5. Техническую характеристику горелки.
6. Описание строения и характеристик сварочного пламени.
7. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №15
Тема: Анализ конструктивных особенностей и испытание в работе резака для ручной резки металлов.
Цель: Приобрести навыки по определению технических характеристик резака.
Исходные материалы и данные:
1. Пост для кислородной резки.
2. Ручные резаки разных марок с набором сменных мундштуков.
3. Пластины из низкоуглеродистой стали.
Литература:
1. Маслов В.И. Сварочные работы - М: ПрофОбрИздат, 2009.
2. Полевой Г. В., Сухинин Г. К. Газопламенная обработка металлов - М: Aкадемия, 2010.
Состав задания: вычертить принципиальную схему резака, описать работу с резаком и составить техническую характеристику резака.
Вопросы для повторения:
1. Как классифицируются ручные резаки? [1], стр. 212
2. Каково назначение специализированных вставных резаков? [2], стр. 168
3. Опишите принцип действия ручного кислородного резака. [2], стр. 168
Методические указания
Резаки можно классифицировать по следующим признакам: по виду резки - для разделительной, поверхностной, кислородно-флюсовой; по назначению - для ручной резки, механизированной резки, специальные; по роду горючего - для ацетилена, газов-заменителей жидких горючих; по принципу действия - инжекторные, безинжекторные; по давлению кислорода - высокого, низкого; по конструкции мундштуков - щелевые, многосопловые.
Конструкция резака состоит из рукоятки, газоподводящих трубок, корпуса с вентилями и головкой, в которую ввертываются мундштуки.
Перед началом работы следует проверить, плотны ли все соединения резака и есть ли разряжение в ацетиленовом канале инжекторного резака.
При зажигании подогревающего пламени слегка открывают вентиль подогревающего кислорода, затем открывают вентиль ацетилена. Когда в ацетиленовом канале создается разряжение зажигают горючую смесь у выходного отверстия мундштука и регулируют пламя кислородным и ацетиленовым вентилями. Ядро должно иметь правильную, очерченную форму.
Если резак при зажигании смеси начинает давать хлопки, значит, имеется пропуск режущего кислорода в месте посадки внутреннего мундштука в головку. В этом случае необходимо притереть место посадки.
Ход работы
-
Определить марку резака и разобрать его.
-
Рассмотреть основные части резака (ствол, инжектор, наконечник, трубку режущего кислород, сменные мундштуки), вычертить принципиальную схему инжекторного резака.
-
Испытать резак в работе.
-
Описать последовательность работы с резаком.
5. Составить техническую характеристику резака.
Контрольные вопросы:
1. Как устроен и работает ацетилено-кислородный резак?
2. Как устроен и работает керосино-кислородный резак?
3. Как устроен и работает резак для работы на газах-заменителях ацетилена?
4. Опишите порядок испытания ручных резаков.
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Принципиальную схему резака.
4. Описание работы с резаком.
5. Техническую характеристику резака.
6. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №16
Тема: Анализ конструктивных особенностей стационарных газорезательных машин и выполнение резки по копирам.
Цель: Приобрести навыки по определению технических характеристик стационарных газорезательных машин.
Исходные материалы и данные:
1. Газорезательная машина АСШ-70 с газовым постом.
2. Пластины из низкоуглеродистой стали толщиной 20 - 40 мм.
3. Наборы шаблонов разных размеров.
Литература:
1. Полевой Г. В., Сухинин Г. К. Газопламенная обработка метало - М: Aкадемия, 2010.
Состав задания: вычертить схематическое устройство машины, проверить машину на точность ее работы и составить техническую характеристику.
Вопросы для повторения:
1. Как влияет чистота кислорода на его расход и скорость резки? [1], стр. 182
2. Преимущества и недостатки стационарных газорезательных машин. [1], стр. 182
Методические указания
Для получения точных и чистых резов необходимы специальные газорезательные машины для кислородной резки. Согласно ГОСТу 5614 - 78 установлены следующие типы стационарных машин:
МРЛ - машины резательные линейные для раскроя листов на полосы;
МРК - машины резательные прямоугольно-координатные для вырезки дед алей и заготовок различных очертаний;
МРШ - машины резательные полярно-координатные (шарнирные) для фигурной резки;
МРП - машины резательные параллелограммные, для преимущественно одновременной вырезки нескольких одинаковых деталей и заготовок различной конфигурации.
Линейные резательные машины состоят из двух тележек, которые жестко соединены между собой поперечным порталом, одна из тележек является ведущей и приводится в движение электродвигателем. Передвигаются тележки по двум направляющим. На портале установлена каретка с резаком. Каретку перемещают с помощью винта поперечного хода. Лист, предназначенный для резки, укладывают на стол. По этому принципу работают машины ПP-3M и «Черномор».
Ход работы
1. Внимательно прочитать инструкцию по устройству и работе на машине.
2. Вычертить схематическое устройство машины.
3. Проверить машину на точность ее работы.
4. Проверить машинный резак на биение.
6. Составить техническую характеристику машины
5. Из готового набора шаблонов выбрать необходимые, подобрать режим резки и вырезать на машине детали.
Контрольные вопросы:
1. Как классифицируются газорезательные машины для кислородной резки?
2. Как производится проверка газорезательных машин на точность их работы?
3. Как производится проверка машинного резака на биение?
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Схему устройства машины.
4. Схему проверки машины на точность работы.
-
Схему проверки резака на биение
6. Техническую характеристику машины.
7. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №17
Тема: Анализ конструктивных особенностей переносных газорезательных машин.
Цель: Приобрести навыки по определению технических характеристик переносных газорезательных машин.
Исходные материалы и данные:
1. Газорезательная машина «Гугарк» с газовым постом.
2. Пластины толщиной 10-40 мм.
3. Наборы шаблонов разных размеров.
Литература:
1. Полевой Г. В., Сухинин Г. К. Газопламенная обработка металлов - М: Aкадемия, 2010.
Состав задания: вычертить схематическое устройство машины, проверить машину на точность ее работы и составить техническую характеристику.
Вопросы для повторения:
1. Что собой представляет переносная газорезательная машина? [1], стр. 197
2. Назвать преимущества и недостатки переносных газорезательных машин. [1], стр. 197
Методические указания
Переносные машины представляют собой самоходные тележки, перемещающиеся по направляющему рельсу или листу. Они предназначены для кислородной разделительной резки конструкционных сталей при небольших (до 1000 т) годовых объемах переработки листового проката, когда применение дорогостоящих стационарных машин экономически нецелесообразно.
Эти машины выполняют прямолинейную и фигурную (по кривым большого радиуса) резку листового проката с разделкой кромок под сварку или с вертикальными кромками, вырезку полос одновременно двумя резаками (кислородные машины), резку по разметке, вырезку фланцев и дисков по циркулю.
Выпускают переносные машины трех типоразмеров: К-1 - легкие, массой до 15 кг; К-2 - средние, до 20 кг; К-3 - тяжелые, до 50 кг. Наибольшее распространение в промышленности получили переносные машины типоразмера К-2 «Гугарк» для кислородной резки листовой стали.
Переносная машина «Гугарк» состоит из ходовой тележки, в верхней части которой в направляющей закреплена Штанга с двумя кислородными резаками инжекторного типа и циркульное устройство. На тележке смонтированы газовый коллектор для подключения резаков и электрический пульт управления, обеспечивающий регулирование скорости резки и включение привода тележки. К машине от блока питания подводится постоянное напряжение 24В, что обеспечивает безопасные условия эксплуатации в заготовительных цехах и на складах металла.
Машина выполняет прямо- и криволинейную резку листов с разделкой кромок под сварку, вырезку полос одновременно двумя резаками шириной 0,1 и 0,3 м, вырезку фланцев и дисков диаметром 0,3...3,0 м. Толщина стали, разрезаемой машиной, составляет 5... 3,0 мм.
Таблица. Технические характеристики машины «Гугарк».
Показатель
«Гугарк»
Вид резки
Кислородная
Размер вырезаемых заготовок, мм:
ширина полос, вырезаемых за один проход диаметр круговых заготовок
100...330 200...3000
Максимальная толщина разрезаемого металла, мм:
сталь
алюминий
медь
300
Число резаков
2
Скорость перемещения резака, мм/мин:
максимальная
минимальная
1600 50
Максимальный угол резака:
поперек реза
вдоль реза
при снятии лысок
-
Энергопитание
Переменный однофазный ток
Напряжение, В
220
Частота, Гц
50
Потребляемая мощность, кВт
0,04
Напряжение питания ходовой тележки, В
24
Максимальный расход, м /ч:
кислорода
ацетилена
природного газа
пропан-бутана
сжатого воздуха
охлаждающей воды
12
1,0
0,71
0,5
Рабочее давление, кПа: кислорода ацетилена природного газа пропан-бутана сжатого воздуха охлаждающей воды
1200
10...100
10...80
10...80
Габаритные размеры, мм:
переносной машины без штанги, циркуля
блока питания
пульта управления
источника питания
420x420x420 260x200x160
Длина секции направляющих, мм
-
Ход работы
-
Внимательно прочитать инструкцию по устройству и работе на машине, найти её основные узлы и уяснить их назначение.
-
Вычертить схематическое устройство машины.
-
Проверить машину на точность её работы.
-
Составить техническую характеристику машины.
-
Из готового набора шаблонов выбрать необходимые, подобрать режим резки и вырезать на машине детали.
Контрольные вопросы:
-
Назовите типы переносных газорезательных машин.
-
Назначение переносной газорезательной машины «Гугарк».
-
Опишите устройство газорезательной машины.
Отчет по работе должен содержать:
1. Номер работы, тему, цель работы, исходные материалы и данные.
2. Используемую литературу и другие источники.
3. Схему устройства машины.
4. Схему проверки машины на точность работы.
5. Техническую характеристику машины.
6. Вывод по работе.
Преподаватель И.В. Шевчук
Лабораторная работа №18
Тема: Изучение конструкций контактных точечных машин.
Цель: Сформировать знания по устройству и принципу работы контактных точечных машин.
Исходные материалы:
-
Компоновочная схема точечной машины.
Литература:
-
Банов М.Д. Технология и оборудование контактной сварки: учебник для студ.учрежденийсред.проф.образования.- М.: Издательский центр «Академия», 2007.
-
Кабанов Н.С. Сварка на контактных машинах: учебник для НПО.- М.: Высш.школа, 2008.
-
Овчинников В.В. Технология и оборудование контактной сварки: Лабораторно-практические работы : учеб.пособие для студ.учрежденийсред.проф.образования.- М.: Издательский центр «Академия», 2010.
Состав задания: по схемам изучить конструкцию и принцип действия контактных точечных машин, выполнить схемы контактных машин.
Вопросы для повторения:
-
Назовите части машин для контактной сварки.
-
Состав электрической части контактной машины.
-
Состав механической части контактной машины.
-
Состав пневматической части контактной машины.
-
Состав системы водяного охлаждения контактной машины.
Ход работы:
-
Выполнить схему точечной контактной машины.
-
Записать устройство и назначение узлов контактной точечной машины.
-
Описать принцип работы точечной контактной машины МТПВ-1207.
-
Составить отчет.
Контрольные вопросы:
-
Устройство контактных машин.
-
Общая классификация контактных машин.
-
Принцип работы точечной машины МТПВ-1207.
Отчет о работе должен содержать:
-
Номер работы, тему, цель работы, исходные материалы и данные.
-
Используемую литературу и другие источники.
-
Схемы контактных машин.
-
Основные технические параметры контактных машин.
-
Описание принципа работы точечной контактной машины МТПВ-1207.
-
Вывод о работе.
Преподаватель И.В. Шевчук
Лабораторная работа №19
Тема: Изучение конструкций шовных контактных машин.
Цель: Сформировать знания по устройству и принципу работы шовных контактных машин.
Исходные материалы:
1.Компоновочная схема шовной машины.
Литература:
1.Банов М.Д. Технология и оборудование контактной сварки: учебник для студ.учрежденийсред.проф.образования.- М.: Издательский центр «Академия», 2007.
2.Кабанов Н.С. Сварка на контактных машинах: учебник для НПО.- М.: Высш.школа, 2008.
3.Овчинников В.В. Технология и оборудование контактной сварки: Лабораторно-практические работы : учеб.пособие для студ.учрежденийсред.проф.образования.- М.: Издательский центр «Академия», 2010.
Состав задания: по схемам изучить конструкцию и принцип действия контактных шовных машин, выполнить схемы контактных машин.
Вопросы для повторения:
1.Назовите части машин для контактной сварки.
2.Состав электрической части контактной машины.
3.Состав механической части контактной машины.
4.Состав пневматической части контактной машины.
5.Состав системы водяного охлаждения контактной машины.
Ход работы:
1.Выполнить схему шовной контактной машины.
2.Записать устройство и назначение узлов шовной контактной машины.
3.Описать принцип работы шовной контактной машины МШ-1001.
4.Составить отчет.
Контрольные вопросы:
1.Устройство контактных машин.
2.Общая классификация контактных машин.
3.Устройство и принцип работы шовной машины МШ-1001.
Отчет о работе должен содержать:
1.Номер работы, тему, цель работы, исходные материалы и данные.
2.Используемую литературу и другие источники.
3.Схемы контактных машин.
4.Основные технические параметры контактных машин.
5.Описание принципа работы шовной контактной машины МШ-1001.
6.Вывод о работе.
Преподаватель И.В. Шевчук
Лабораторная работа №20
Тема: Изучение конструкций стыковых контактных машин.
Цель: Сформировать знания по устройству и принципу работы стыковых контактных машин.
Исходные материалы:
1.Компоновочная схема стыковой машины.
Литература:
1.Банов М.Д. Технология и оборудование контактной сварки: учебник для студ.учрежденийсред.проф.образования.- М.: Издательский центр «Академия», 2007.
2.Кабанов Н.С. Сварка на контактных машинах: учебник для НПО.- М.: Высш.школа, 2008.
3.Овчинников В.В. Технология и оборудование контактной сварки: Лабораторно-практические работы : учеб.пособие для студ.учрежденийсред.проф.образования.- М.: Издательский центр «Академия», 2010.
Состав задания: по схемам изучить конструкцию и принцип действия контактных стыковых машин, выполнить схемы контактных машин.
Вопросы для повторения:
1.Назовите части машин для контактной сварки.
2.Состав электрической части контактной машины.
3.Состав механической части контактной машины.
4.Состав пневматической части контактной машины.
5.Состав системы водяного охлаждения контактной машины.
Ход работы:
1.Выполнить схему шовной контактной машины.
2.Записать устройство и назначение узлов стыковой контактной машины.
3.Описать принцип работы стыковой контактной машины МСМУ-150.
4.Составить отчет.
Контрольные вопросы:
1.Устройство контактных машин.
2.Общая классификация контактных машин.
3.Устройство и принцип работы стыковой машины МСМУ-150.
Отчет о работе должен содержать:
1.Номер работы, тему, цель работы, исходные материалы и данные.
2.Используемую литературу и другие источники.
3.Схемы контактных машин.
4.Основные технические параметры контактных машин.
5.Описание принципа работы стыковой контактной машины МСМУ-150.
6.Вывод о работе.
Преподаватель И.В. Шевчук