- Преподавателю
- Дополнительное образование
- Машины и агрегаты главной линии прокатного стана
Машины и агрегаты главной линии прокатного стана
| Раздел | Дополнительное образование |
| Класс | 11 класс |
| Тип | Конспекты |
| Автор | Гаркуша Е.О. |
| Дата | 20.01.2016 |
| Формат | docx |
| Изображения | Есть |

Форма Ф - Б - 05 - 01
Тема урока: МАШИНЫ И АГРЕГАТЫ ГЛАВНОЙ ЛИНИИ ПРОКАТНОГО СТАНА
Цель урока: Изучить понятие главной линии прокатного стана, какое оборудование в нее входит. Разобрать схемы главной линии прокатного стана в зависимости от типа привода.
Метод урока: Лекция с элементами беседы.
Оснащение урока: Презентация.
План урока
-
Организационный момент.
-
Проверка домашнего задания.
-
Изучение нового материала.
-
Подведение итогов урока.
-
Домашнее задание.
Ход урока
1) Организационный момент
- приветствие,
- проверка готовности учащихся к уроку,
- проверить явку,
- сообщить тему и цель урока.
2) Проверка домашнего задания
- Что такое сортамент?
- Перечислите основные группы прокатной продукции. Что в них входит?
- Что такое прокатный стан?
- Опишите технологическую схему производства прокатных профилей.
- На какие группы делят оборудование прокатного стана?
3) Изучение нового материала
Все оборудование прокатного стана делится на две группы:
1 - оборудование главных линий прокатных станов;
2 - вспомогательное оборудование для транспортирования и отделки металла (ножницы, пилы, правильные машины и др.).
Основное оборудование, в состав которого входит прокатная клеть, передаточные механизмы и двигатель называется главной линией прокатного стана.
Основным рабочим инструментом прокатного стана являются валки, вращающиеся в подшипниках, установленных в рабочих клетях.
Привод валков осуществляется от электродвигателя через промежуточные передаточные механизмы и устройства.
Механизмы и устройства, предназначенные для передачи вращения валкам и восприятия усилий и крутящих моментов, возникающих при пластической деформации металла, составляют главную линию прокатного стана (рис. 1).
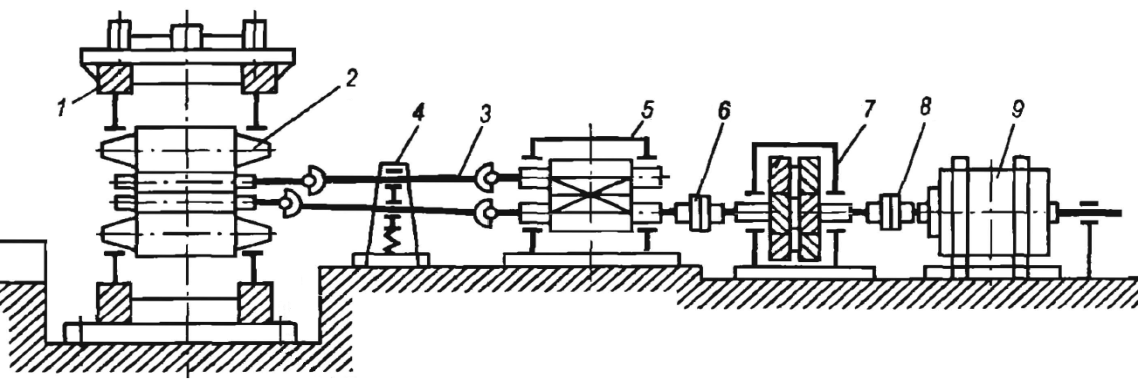
Рисунок 1 - Схема главной линии стана:
1 - станина; 2 - валковый узел; 3-универсальные шпиндели; 4-устройство для уравновешивания шпинделей; 5-шестеренная клеть; 6- коренная муфта; 7-редуктор; 8-моторная муфта; 9- главный электродвигатель.
Рабочая клеть является основным устройством прокатного стана, так как в ней осуществляется прокатка (пластическая деформация) металла. Клеть представляет собой две массивные стальные литые станины, установленные на плитовинах, прикрепленные к фундаменту анкерными болтами. В станинах смонтированы подушки с подшипниками и валками, а также устройства для перемещения верхнего валка по высоте и его осевой фиксации, направляющие проводки для металла и др.
Прокатные валки выполняют основную операцию прокатки - деформацию (обжатие) металла и придание ему требуемых размеров и формы поперечного сечения. В процессе деформации металла вращающиеся валки воспринимают усилие, возникающее при прокатке, и передают его на подшипники и другие детали рабочей клети стана.
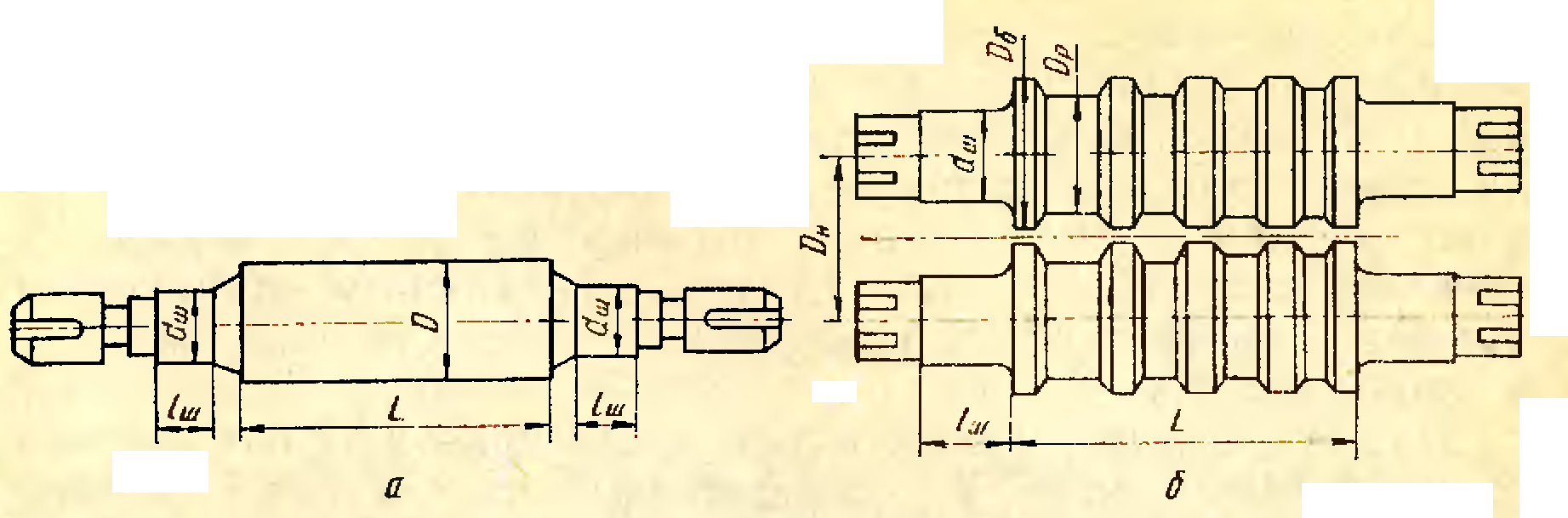
Рисунок 2 - Форма и основные элементы листовых (а) и сортовых (б) валков
Валок состоит из трех основных элементов (рис. 2, а): рабочей части - бочки валка (диаметром D и длиной L), которая при прокатке непосредственно соприкасается с деформируемым металлом; опорной части - шеек (диаметром dш и длиной lш), расположенных с обеих сторон бочки и опирающихся на подшипники валка; приводного конца валка - трефы.
Валки сортового стана характеризуются рабочим диаметром Dp, диаметром буртов Dб и номинальным диаметром DH. При вращении валков, которое осуществляется с помощью универсальных шпинделей, приводной конец валка делают в виде плоской лопасти (вилки) или цилиндрическим для насадки на него (на шпонке) втулки с лопастью. При вращении валка с помощью трефовых шпинделей приводной конец имеет вид крестовины и служит для соединения валка со шпинделем через промежуточную трефовую муфту.
Прокатные валки можно разделить на две основные группы: листовые и сортовые.
Валки листовых станов служат для прокатки листов, полос и ленты. Бочка этих валков имеет цилиндрическую форму и иногда их называют гладкими. При обточке на вальцетокарном станке бочку валков для горячей прокатки тонких листов часто делают немного вогнутой с таким расчетом, чтобы при прокатке горячего металла и большом разогреве при этом средней части валков бочка их стала цилиндрической. Тогда толщина прокатанного листа будет одинаковой по всей его ширине. Наоборот, бочку валков для холодной прокатки тонких листов делают немного выпуклой: при прокатке вследствие большого изгиба средней части валков по сравнению с крайними его частями образующая бочки в контакте с прокатываемым металлом станет цилиндрической, и в этом случае прокатанный лист также будет правильных геометрических размеров по всей ширине.
Валки сортовых станов служат для прокатки заготовок и сортового профильного металла. На поверхности бочки этих валков есть углубления, соответствующие профилю прокатываемого металла. Эти углубления называют ручьями (ручьи двух валков с зазором между ними образуют калибры), а валки - ручьевыми (калиброванными) (рис. 2, б).
Передаточные механизмы в зависимости от назначения и конструкции прокатного стана могут быть различными. Широко распространены передаточные устройства, в состав которых входят шестеренная клеть и редуктор (общий привод рабочих валков); в этом случае между электродвигателем и рабочей клетью в одну линию расположены:
Моторная муфта 8 сцепляет двигатель с валом ведущей шестерни редуктора.
В тех случаях, когда угловая скорость вращения электродвигателя не соответствует скорости вращения валков, применяют редуктор 7.
Коренная муфта 6 передает вращение ведущей шестерне шестеренной клети.
Шестеренная клеть 5 предназначена для передачи вращения на оба приводных валка.
Устройство для уравновешивания шпинделей 4.
Шпиндели 3 передают вращение прокатным валкам от шестерённой клети.
На обжимных и толстолистовых станах, а также на станах, где прокатка ведется с большой скоростью, применяют индивидуальный привод валков непосредственно от электродвигателя (Рис.3). Единственным передаточным устройством в этом случае является универсальный шпиндель. Применяется также способ передачи вращения через шестеренную клеть (на рисунке не показано). В этом случае при применении двух двигателей в целях синхронизации скорости вращения валков возможна передача вращения к шестеренной клети на оба вала шестеренного валка от каждого из двигателей.
Главный электродвигатель прокатного стана специального (металлургического) исполнения с принудительным воздушным охлаждением: для станов с постоянной скоростью прокатки применяют более экономичные синхронные (реже асинхронные) электродвигатели.
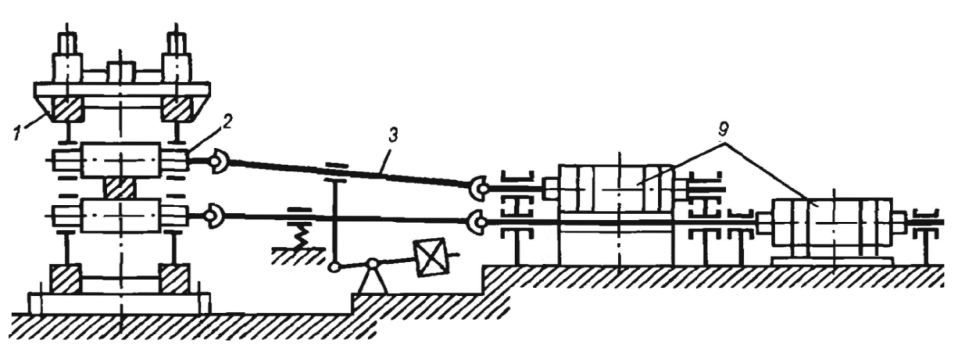
Рисунок 3 - Схема главной линии стана с индивидуальным приводом:
1 - станина; 2 - валковый узел; 3-универсальные шпиндели; 4-устройство для уравновешивания шпинделей; 9- главный электродвигатель.
Машины и агрегаты поточных технологических линий прокатного цеха
Машины и агрегаты поточных технологических линий прокатного цеха, не входящие в главные линии станов, предназначены для:
- подачи металла от печи или нагревательных колодцев к приемному рольгангу стана (слитковозы),
- поворота слитка на рольганге (поворотные устройства),
- транспортирования металла в соответствии с технологическим процессом (рольганги или транспортеры),
- передвижения металла вдоль бочки валков для задачи его в соответствующий калибр (манипуляторы),
- поворота металла относительно его продольной оси (кантователи),
- охлаждения металла (холодильники),
- травления металла (травильные установки),
- разматывания рулонов (разматыватели),
- сматывания полосы в рулон или проволоки в бунт (моталки),
- резки металла (ножницы и пилы),
- для отделки металла (правки и дрессировки, клеймения, укладки, промасливания, упаковки и других процессов).
Эти машины и агрегаты весьма разнообразны; общая масса их значительно превышает массу машин и механизмов, входящих в главные линии стана
Машины и агрегаты прокатных цехов работают в тяжелых условиях больших статических и динамических нагрузок, высоких температур и интенсивного износа. Вследствие этого прокатные станы должны обладать высокой надежностью.
Характерной особенностью современного прокатного стана является тесная взаимосвязь между технологическим процессом, элементами конструкций, электроприводом и автоматикой.
4) Подведение итогов урока
Оценить работу учеников.
5) Домашнее задание
Конспект лекций.
4